
A Novel MPPT Heating Control Strategy Applied to the Induction Heating System




Abstract
:1. Introduction
2. System Description of Induction Heating System
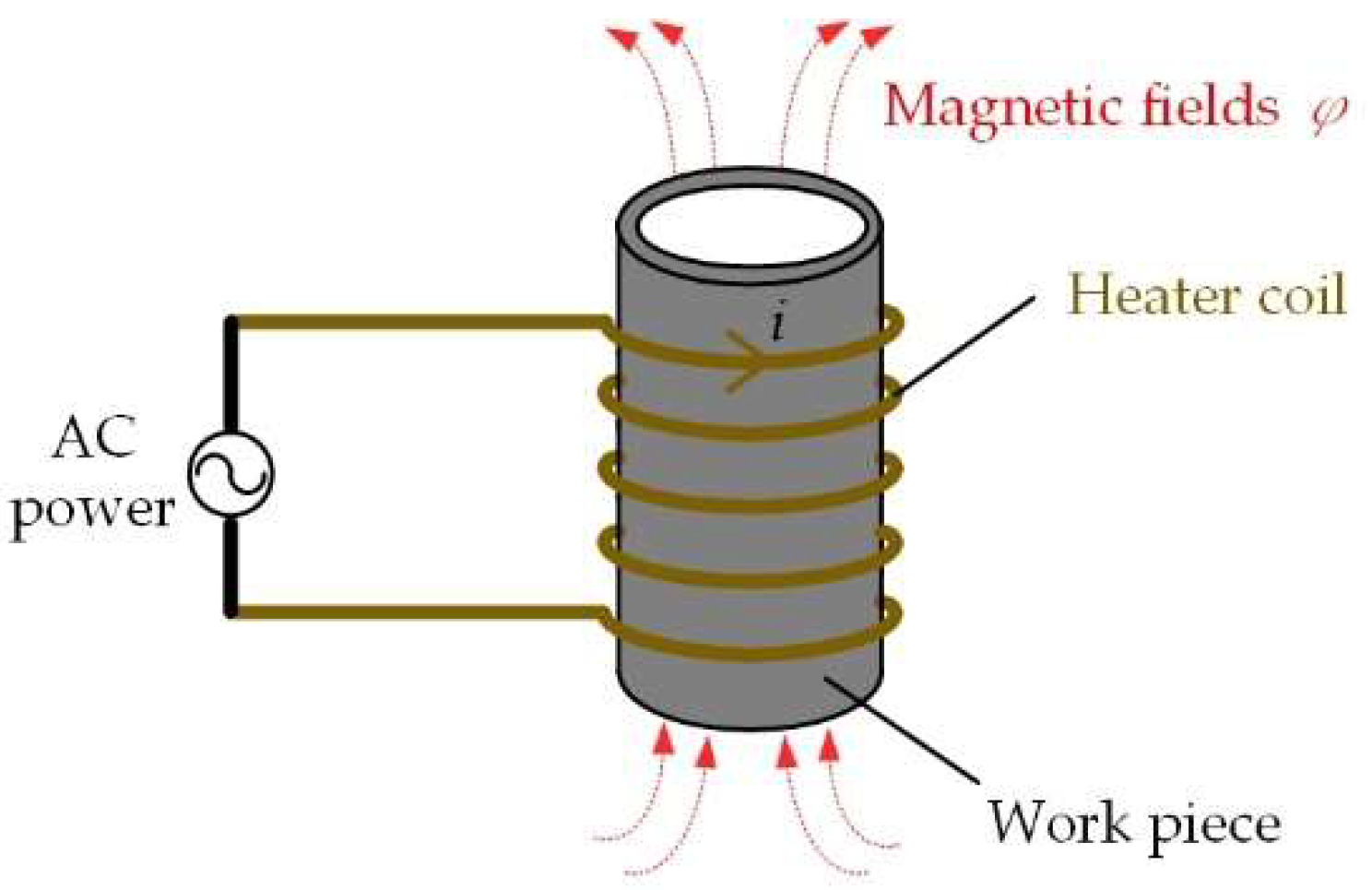
2.1. Principle of Induction Heating
2.2. Design Consideration of the Components
2.3. Transfer Function Analysis of Full-Bridge LC Series Resonant Converter
3. Proposed Maximum Power-Point Tracking Heating Technology
3.1. Heating Control Technology
3.2. Proposed MPPT Control Strategy
4. Experiment Results
4.1. Simulation Experiment Results
4.2. Hardware Experiment Results
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tarbutton, G.B.; House, P.A.; Hallerberg, D.A. IEEE recommended practice for the testing, design, installation, and maintenance of electrical resistance heat tracing for commercial applications. IEEE Trans. Ind. Appl. 1997, 33, 1035–1040. [Google Scholar] [CrossRef]
- Suszynski, Z.; Arsoba, R.; Napieralski, A.; Tylman, W. Infrared detection of delaminations using induction heating. IEEE Trans. Compon. Packag. Technol. 2004, 27, 112–116. [Google Scholar] [CrossRef]
- Yang, Y.; Fan, Z.; Hong, T.; Chen, M.; Tang, X.; He, J.; Chen, X.; Liu, C.; Zhu, H.; Huang, K. Design of Microwave Directional Heating System Based on Phased-Array Antenna. IEEE Trans. Microw. Theory Tech. 2020, 68, 4896–4904. [Google Scholar] [CrossRef]
- Li, N.; Link, G.; Engler, M.; Jelonnek, J. Small-Size Coaxial Resonant Applicator for Microwave Heating Assisted Additive Manufacturing. IEEE Trans. Microw. Theory Tech. 2021, 69, 4631–4638. [Google Scholar] [CrossRef]
- Lucia, O.; Navarro, D.; Guillén, P.; Sarnago, H.; Lucia, S. Deep Learning-Based Magnetic Coupling Detection for Advanced Induction Heating Appliances. IEEE Access 2019, 7, 181668–181677. [Google Scholar] [CrossRef]
- Lin, S.; Huang, X.; Gu, D.; Lv, W.; Wang, L. Investigation on Nickel-Based Nano-Scaffold Getter with Induction Heating and Rapid Activation. IEEE Trans. Nanotechnol. 2020, 19, 67–70. [Google Scholar] [CrossRef]
- Acero, J.; Lope, I.; Carretero, C.; Burdio, J.M. Adapting of Non-Metallic Cookware for Induction Heating Technology via Thin-Layer Non-Magnetic Conductive Coatings. IEEE Access 2020, 8, 11219–11227. [Google Scholar] [CrossRef]
- Villa, J.; Navarro, D.; Dominguez, A.; Artigas, J.I.; Barragan, L.A. Vessel Recognition in Induction Heating Appliances—A Deep-Learning Approach. IEEE Access 2021, 9, 16053–16061. [Google Scholar] [CrossRef]
- Lope, I.; Acero, J.; Burdío, J.M.; Carretero, C.; Alonso, R. Design and Implementation of PCB Inductors with Litz-Wire Structure for Conventional-Size Large-Signal Domestic Induction Heating Applications. IEEE Trans. Ind. Appl. 2015, 51, 2434–2442. [Google Scholar] [CrossRef]
- Serrano, F.S.; Sagues, C.; Llorente, S. Power Distribution in Coupled Multiple-Coil Inductors for Induction Heating Appliances. IEEE Trans. Ind. Appl. 2016, 52, 2537–2544. [Google Scholar] [CrossRef]
- Wang, S.; Izaki, K.; Hirota, I.; Yamashita, H.; Omori, H.; Nakaoka, M. Induction-heated cooking appliance using new quasi-resonant ZVS-PWM inverter with power factor correction. IEEE Trans. Ind. Appl. 1998, 34, 705–712. [Google Scholar] [CrossRef]
- Meziane, B.; Zeroug, H. Comprehensive Power Control Performance Investigations of Resonant Inverter for Induction Metal Surface Hardening. IEEE Trans. Ind. Electron. 2016, 63, 6086–6096. [Google Scholar] [CrossRef]
- Yun, D.; Park, H.; Koo, J.-H.; Ham, S.; Lee, S. Investigation of Heat Treatment of Gears Using a Simultaneous Dual Frequency Induction Heating Method. IEEE Trans. Ind. Electron. 2015, 51, 8003104–8003107. [Google Scholar] [CrossRef]
- Codecasa, L.; Alotto, P.; Moro, F. Fast Solution of Induction Heating Problems by Structure-Preserving Nonlinear Model Order Reduction. IEEE Trans. Magn. 2016, 52, 7200704–7200707. [Google Scholar] [CrossRef]
- Aki, F.; Loi, T.; Saito, H.; Mitobe, K. Examination of the Influence on Precision of the Wireless Temperature Measurement Induction Heating System by 37 °C Constant Temperature Environment. IEEE Trans. Magn. 2018, 54, 2800303–2800305. [Google Scholar] [CrossRef]
- Yin, S.; Ma, X.; Luo, C.; Wang, J.; Zhu, X. Modeling and Analysis of Transient Performance for Induction Heating System Considering Frequency-Dependent Inductive Load. IEEE Trans. Magn. 2019, 55, 8001404–8001407. [Google Scholar] [CrossRef]
- Esteve, V.; Jordán, J.; Kilders, E.S.; Dede, E.J.; Maset, E.; Ejea, J.B.; Ferreres, A. Improving the Reliability of Series Resonant Inverters for Induction Heating Applications. IEEE Trans. Ind. Electron. 2014, 61, 2564–2572. [Google Scholar] [CrossRef]
- Sarnago, H.; Lucía, Ó.; Tarragona, M.P.; Burdío, J.M. Dual-Output Boost Resonant Full-Bridge Topology and its Modulation Strategies for High-Performance Induction Heating Applications. IEEE Trans. Ind. Electron. 2016, 63, 3554–3561. [Google Scholar] [CrossRef]
- Lin, B.-R. Bidirectional Resonant Converter for DC Microgrid Applications. Processes 2021, 9, 1664. [Google Scholar] [CrossRef]
- Lin, B.-R. Analysis and Implementation of a Bidirectional Converter with Soft Switching Operation. Processes 2022, 10, 561. [Google Scholar] [CrossRef]
- Sarnago, H.; Lucía, Ó.; Mediano, A.; Burdío, J.M. Analytical Model of the Half-Bridge Series Resonant Inverter for Improved Power Conversion Efficiency and Performance. IEEE Trans. Power Electron. 2015, 30, 4128–4143. [Google Scholar] [CrossRef]
- Lin, B.-R. Analysis of a Series-Parallel Resonant Converter for DC Microgrid Applications. Processes 2021, 9, 542. [Google Scholar] [CrossRef]
- Han, W.; Chau, K.T.; Zhang, Z. Flexible Induction Heating Using Magnetic Resonant Coupling. IEEE Trans. Ind. Electron. 2017, 64, 1982–1992. [Google Scholar] [CrossRef]
- Matsuki, H.; Murakami, K. High quality soft heating method utilizing temperature dependence of permeability and core loss of low Curie temperature Ferrite. IEEE Trans. Magn. 1985, 21, 1927–1929. [Google Scholar] [CrossRef]
- Lucía, O.; Maussion, P.; Dede, E.J.; Burdío, J.M. Induction Heating Technology and Its Applications: Past Developments, Current Technology, and Future Challenges. IEEE Trans. Ind. Electron. 2014, 61, 2509–2520. [Google Scholar] [CrossRef] [Green Version]
- Aung, S.S.; Wai, H.P.; Soe, N.N. Design Calculation and Performance Testing of Heating Coil in Induction Surface Hardening Machine. World Acad. Sci. Eng. Technol. 2007, 2, 1134–1138. [Google Scholar]
- Huerta, J.M.E.; Santamaria, E.J.D.G.; Gil, R.G.; Moreno, J.C. Design of the L-LC Resonant Inverter for Induction Heating Based on Its Equivalent SRI. IEEE Trans. Ind. Electron. 2007, 54, 3178–3187. [Google Scholar] [CrossRef]
- Chudjuarjeen, S.; Sangswang, A.; Koompai, C. An Improved LLC Resonant Inverter for Induction-Heating Applications with Asymmetrical Control. IEEE Trans. Ind. Electron. 2011, 58, 2915–2925. [Google Scholar] [CrossRef]
- Bi, C.; Lu, H.; Jia, K.; Hu, J.; Li, H. A Novel Multiple-Frequency Resonant Inverter for Induction Heating Applications. IEEE Trans. Power Electron. 2016, 31, 8162–8171. [Google Scholar] [CrossRef]
- Mohammadi, M.; Ordonez, M. Fast Transient Response of Series Resonant Converters Using Average Geometric Control. IEEE Trans. Power Electron. 2016, 31, 6738–6755. [Google Scholar] [CrossRef]
- Liu, H.-D.; Lin, C.-H.; Pai, K.-J.; Lin, Y.-L. A novel photovoltaic system control strategies for improving hill climbing algorithm efficiencies in consideration of radian and load effect. Energy Convers. Manag. 2018, 165, 815–826. [Google Scholar] [CrossRef]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Heating Method | Application | Characteristic |
|---|---|---|
| Resistance heating [1] | Low-temperature heating (electric kettles and pots) | Contact heating, simple heating method, low heating efficiency |
| Infrared heating [2] | Surface heating of various materials at the same time | Far and near-infrared has different heating effects for different materials |
| Microwave heating [3,4] | Heat rubber or food with more water content (microwave oven) | Rapid heating, suspicion of electromagnetic wave leakage, need to be isolated |
| Induction heating [5, 6, 7, 8] | Heating metal at high temperature (induction cooker) | Noncontact heating, using frequency to decide the heating depth, speed, and efficiency |
| Control Method | Complexity | Performance | Heating Speed |
|---|---|---|---|
| Two frequencies control [13] | Low | Medium | Medium |
| High-speed heating control [14] | Medium | High | High |
| Wireless constant temperature control [15] | Medium | High | Medium |
| Deep-learning control [8] | High | High | Medium |
| Proposed | Low | High | High |
| Parameter | Value |
|---|---|
| Rated power | 1.3 kW |
| Input voltage Vs | 250 VDC |
| System operating frequency range fs | 44 to 50 kHz |
| Maximum heating temperature | 750 °C |
| Parameter | Value |
|---|---|
| Input voltage | 250 VDC |
| Resonant inductor | 150 μH |
| Resonant capacitor | 33 nF |
| Equivalent inductance of heating coil Leq (temperature of 750 °C and frequency of 44 kHz) | 1.25 μH |
| Equivalent resistance of heating coil Req (temperature of 750 °C and frequency of 44 kHz) | 0.5 Ω |
| Turn ratio (transformer) | N1:N2 = 10:1 |
| Heating coil | Inner diameter 2.5 cm, 13 turns |
| Workpiece | Cylindrical low-carbon iron (2 cm diameter, 15 cm long) |
| Heating Temperature | Measurement | Simulation | Experiment | ||
|---|---|---|---|---|---|
| Traditional | Proposed | Traditional | Proposed | ||
| 500 °C | frequency | 45 kHz | 46 kHz | 45 kHz | 46 kHz |
| duty cycle | 0.45 | 0.43 | 0.45 | 0.43 | |
| peak value of vo | 30 VAC | 39.5 VAC | 35 VAC | 41 VAC | |
| peak value of io | 40 AAC | 43 AAC | 40 AAC | 43 AAC | |
| 750 °C | frequency | 45 kHz | 44 kHz | 45 kHz | 44 kHz |
| duty cycle | 0.45 | 0.44 | 0.45 | 0.44 | |
| peak value of vo | 32 VAC | 40 VAC | 35 VAC | 42 VAC | |
| peak value of io | 35 AAC | 42 AAC | 35 AAC | 42 AAC | |
| Control Method | Heating Temperature | |
|---|---|---|
| 500 °C | 750 °C | |
| Traditional (Efficiency) | 76% | 68% |
| Proposed (Efficiency) | 96% | 96% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, Y.-L.; Lin, C.-H.; Liu, H.-D. A Novel MPPT Heating Control Strategy Applied to the Induction Heating System. Processes 2022, 10, 1151. https://doi.org/10.3390/pr10061151
Lee Y-L, Lin C-H, Liu H-D. A Novel MPPT Heating Control Strategy Applied to the Induction Heating System. Processes. 2022; 10(6):1151. https://doi.org/10.3390/pr10061151
Chicago/Turabian StyleLee, Yu-Lin, Chang-Hua Lin, and Hwa-Dong Liu. 2022. "A Novel MPPT Heating Control Strategy Applied to the Induction Heating System" Processes 10, no. 6: 1151. https://doi.org/10.3390/pr10061151
APA StyleLee, Y.-L., Lin, C.-H., & Liu, H.-D. (2022). A Novel MPPT Heating Control Strategy Applied to the Induction Heating System. Processes, 10(6), 1151. https://doi.org/10.3390/pr10061151