Human–Robot Collaboration in Manufacturing Applications: A Review

 ,
, 


Abstract
1. Introduction
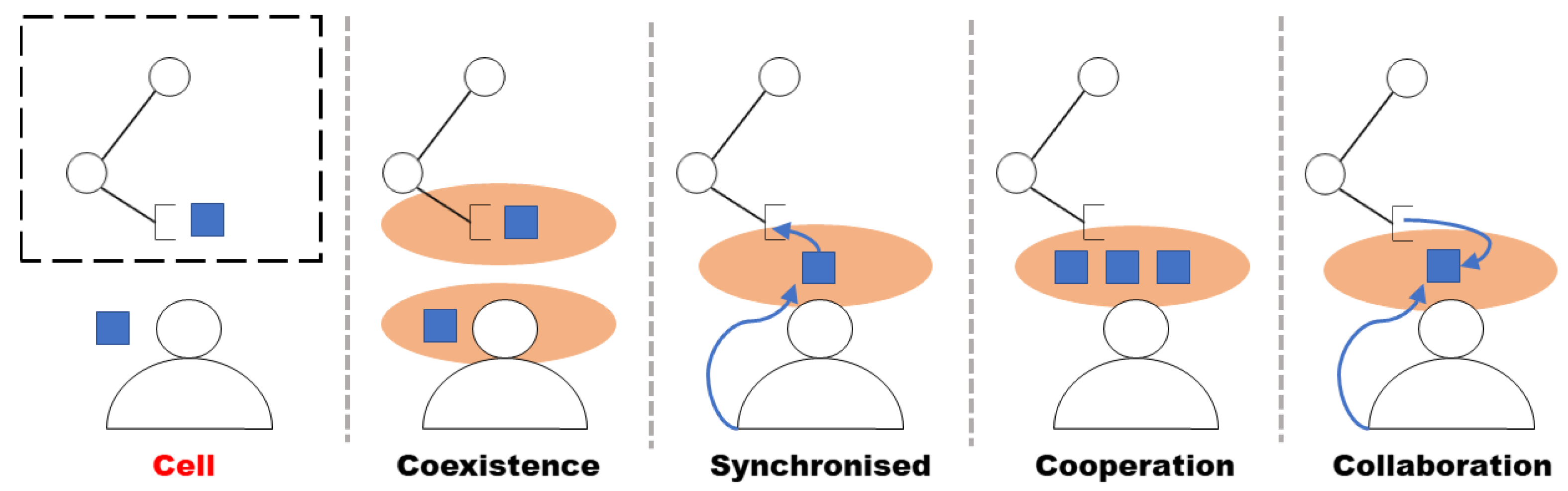
Background
- Coexistence, when the human operator and cobot are in the same environment but generally do not interact with each other.
- Synchronised, when the human operator and cobot work in the same workspace, but at different times.
- Cooperation, when the human operator and cobot work in the same workspace at the same time, though each focuses on separate tasks.
- Collaboration, when the human operator and the cobot must execute a task together; the action of the one has immediate consequences on the other, thanks to special sensors and vision systems.
- UNI EN ISO 12100:2010 “Machine safety, general design principles, risk assessment, and risk reduction”.
- UNI EN ISO 10218-2:2011 “Robots and equipment for robots, Safety requirements for industrial robots, Part 2: Systems and integration of robots”.
- UNI EN ISO 10218-1:2012 “Robots and equipment for robots, Safety requirements for industrial robots, Part 1: Robots”.
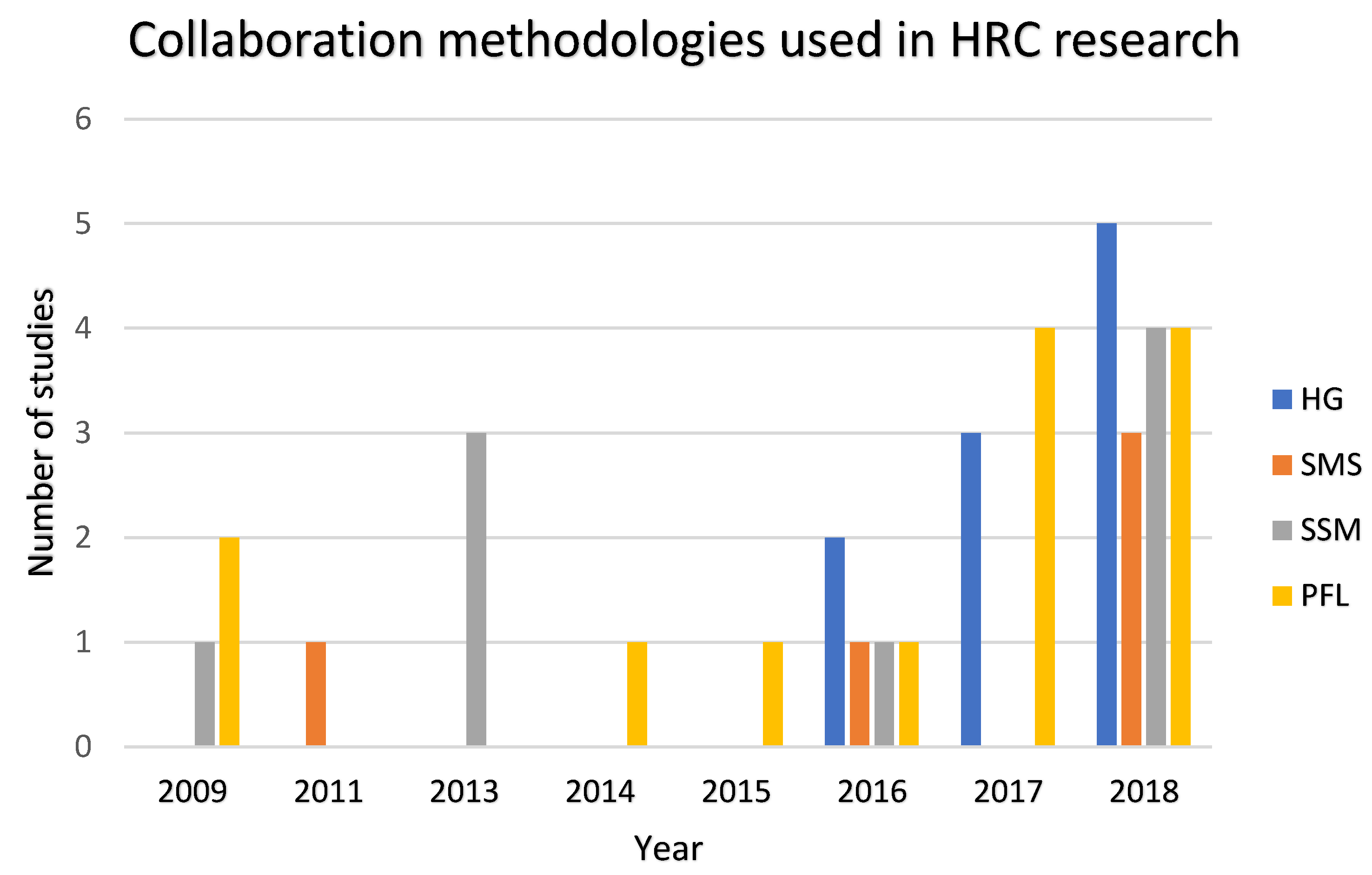
- Safety-rated monitored stop (SMS) is used to cease robot motion in the collaborative workspace before an operator enters the collaborative workspace to interact with the robot system and complete a task. This mode is typically used when the cobot mostly works alone, but occasionally a human operator can enter its workspace.
- Hand-guiding (HG), where an operator uses a hand-operated device, located at or near the robot end-effector, to transmit motion commands to the robot system.
- Speed and separation monitoring (SSM), where the robot system and operator may move concurrently in the collaborative workspace. Risk reduction is achieved by maintaining at least the protective separation distance between operator and robot at all times. During robot motion, the robot system never gets closer to the operator than the protective separation distance. When the separation distance decreases to a value below the protective separation distance, the robot system stops. When the operator moves away from the robot system, the robot system can resume motion automatically according to the requirements of this clause. When the robot system reduces its speed, the protective separation distance decreases correspondingly.
- Power and force limiting (PFL), where the robot system shall be designed to adequately reduce risks to an operator by not exceeding the applicable threshold limit values for quasi-static and transient contacts, as defined by the risk assessment.
2. Convenience of Collaborative Robotics
3. Literature Review
- ScienceDirect returned 124 results, from which 26 were found to fit our literature review criteria after reading the title and abstract.
- IEEExplore returned 234 results, from which 44 were found to fit our literature review criteria after reading the title and abstract.
- Web of Science returned 302 results, from which 62 were found to fit our literature review criteria after reading the title and the abstract.
4. Discussion: Trends and Future Perspective
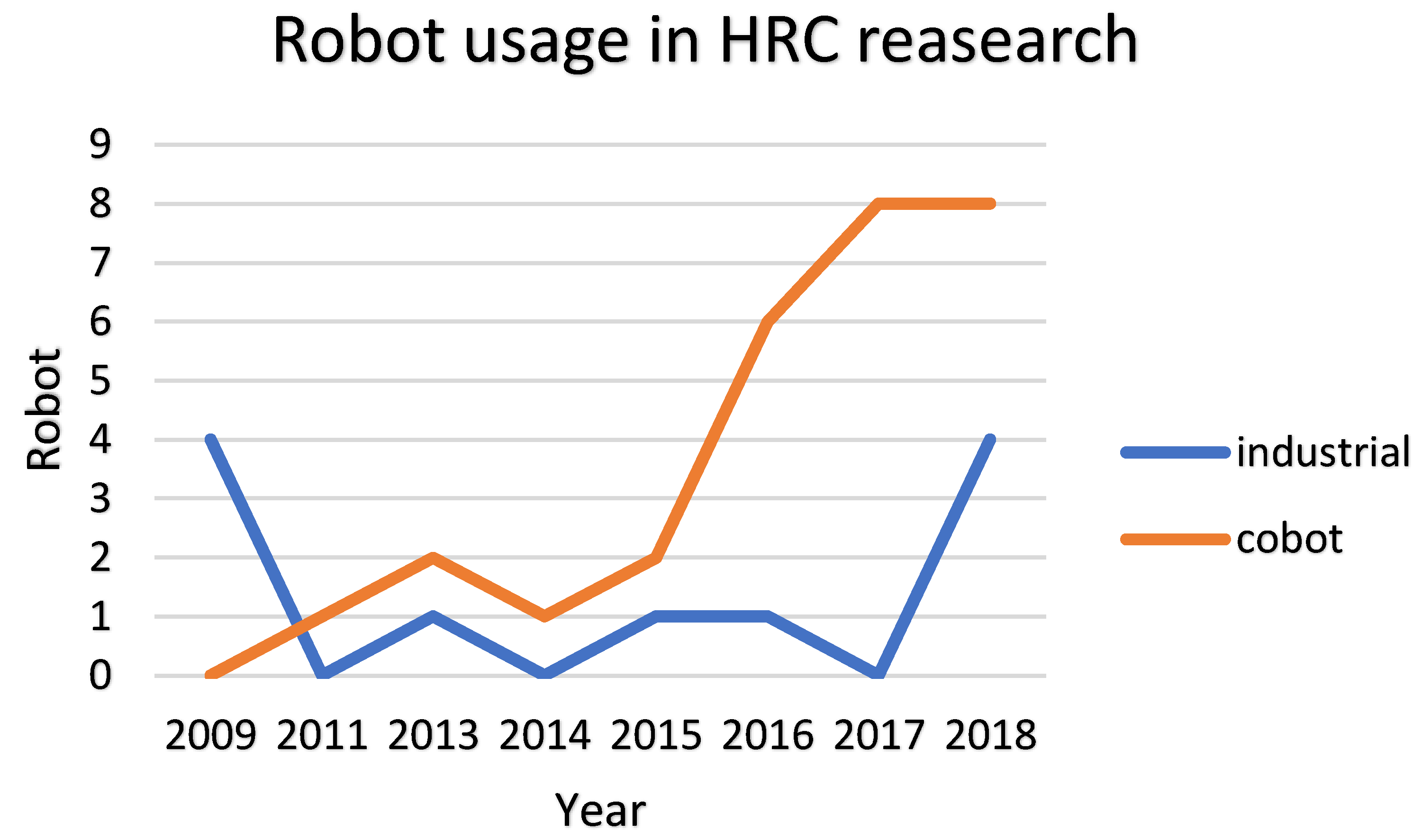
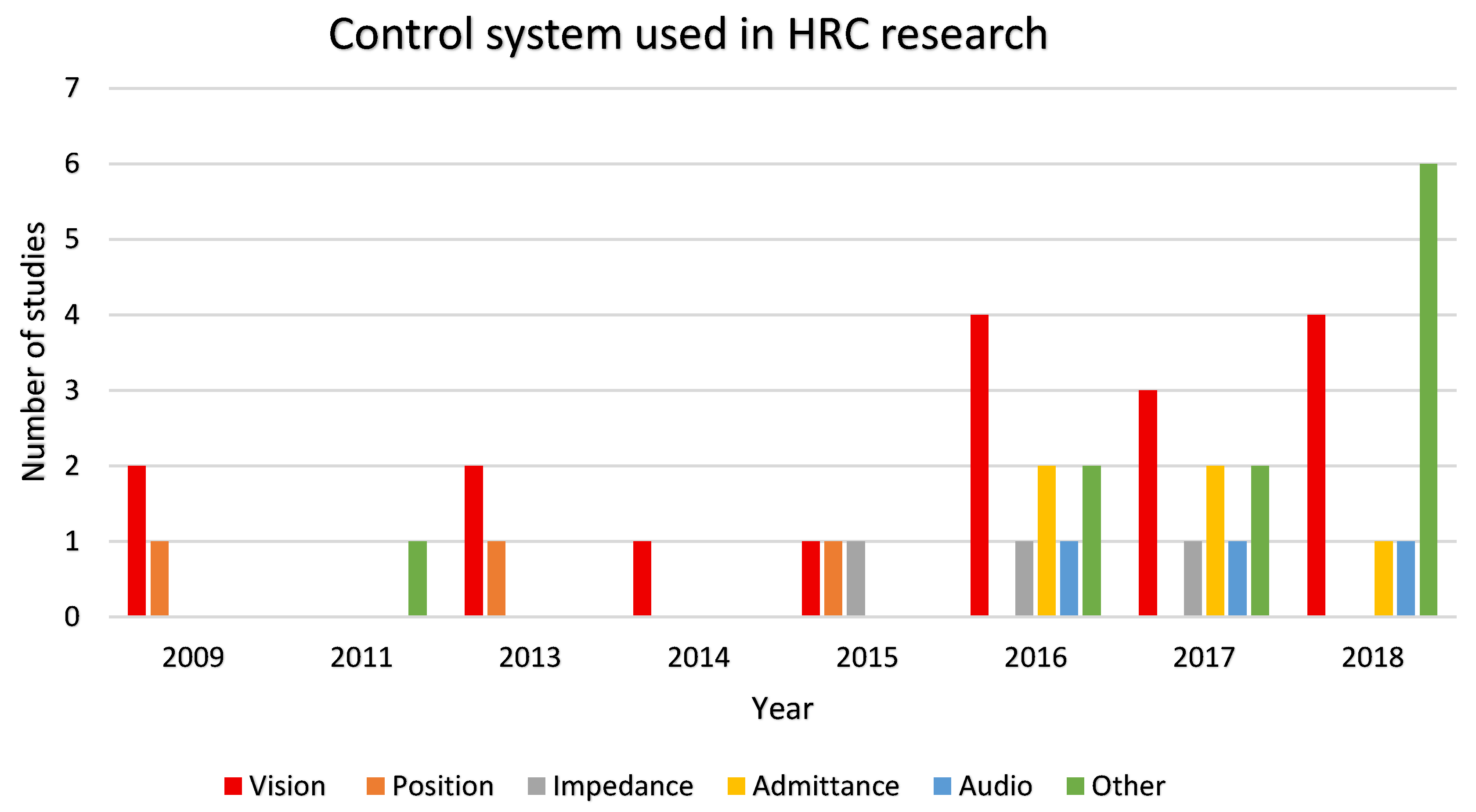
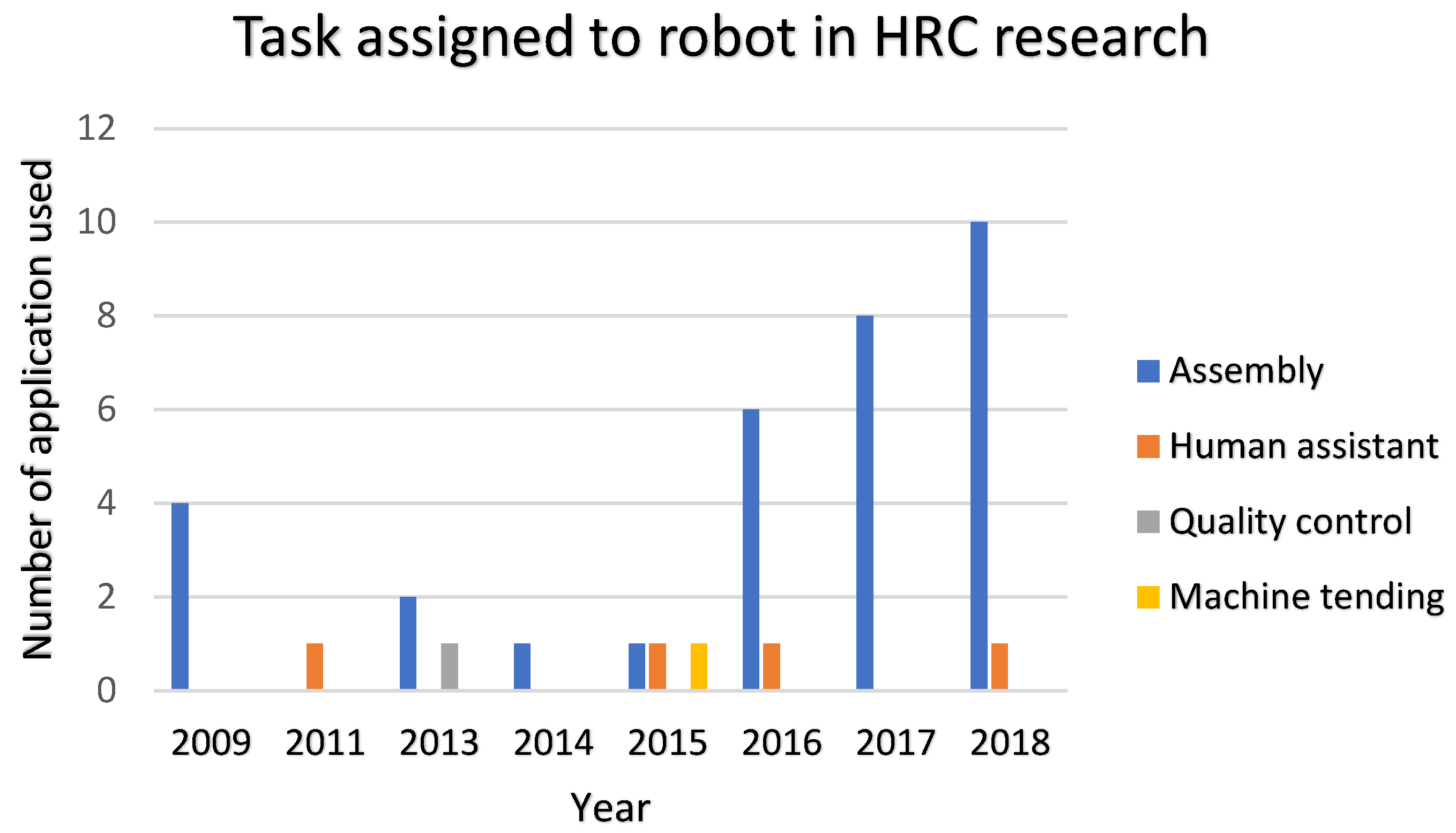
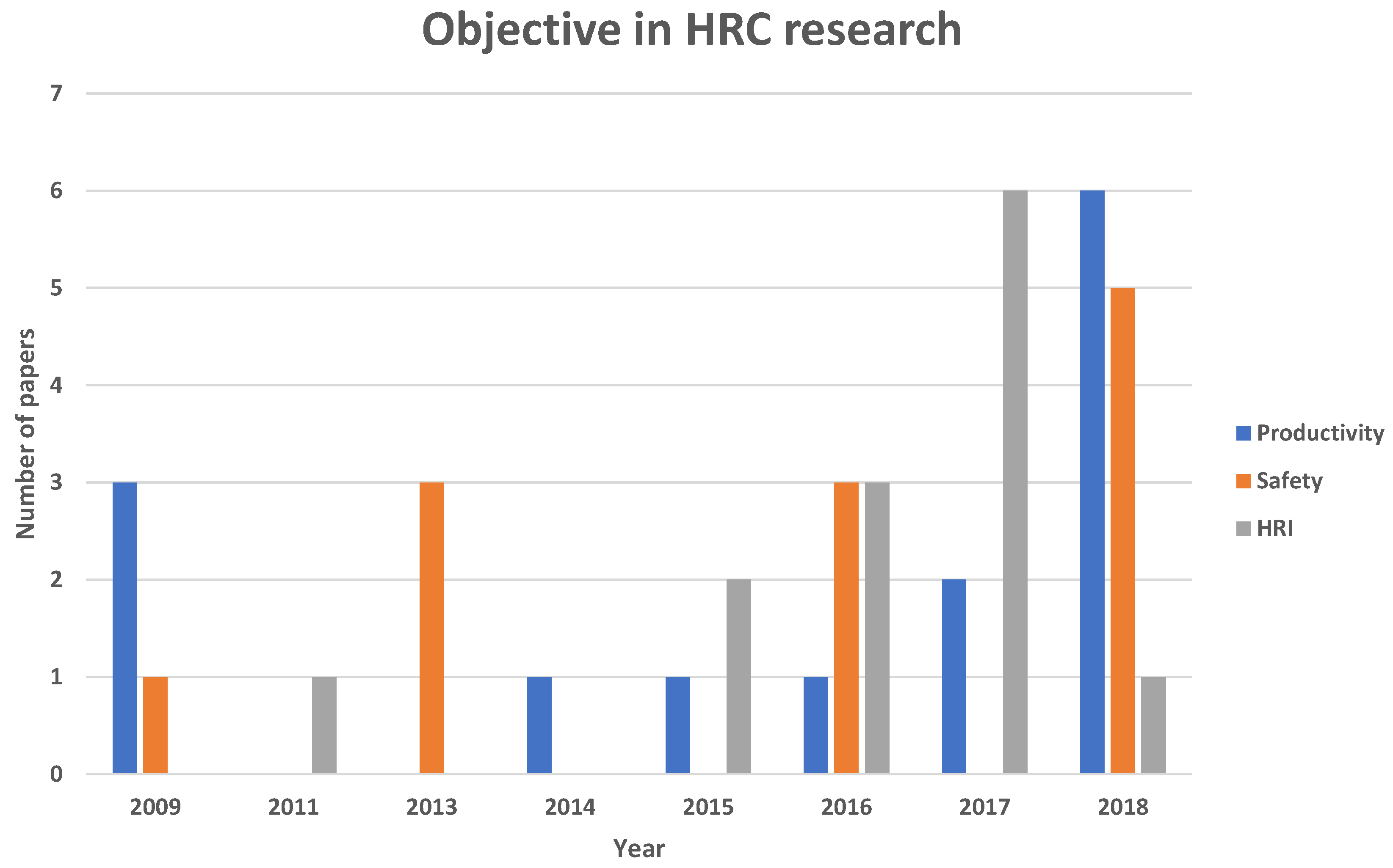
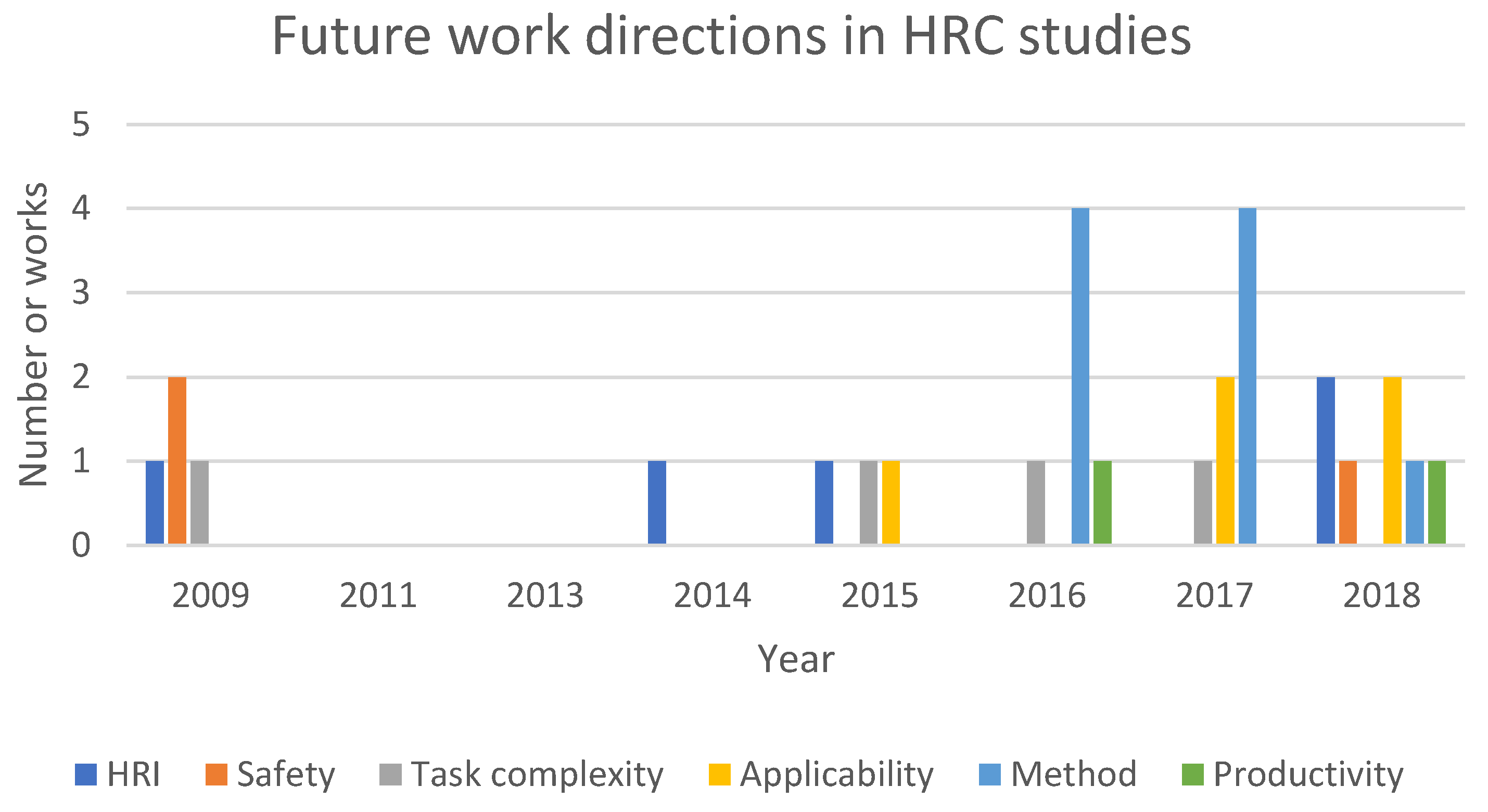
4.1. Trends in the Literature
4.2. Trend of the Market
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
Appendix A. Tables

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Brand | Product Name | Payload (Range) [kg] | Reach (Range) [mm] | Repeatability [mm] | Internal Sensors & Control System | n° of Axis | Kinematics |
|---|---|---|---|---|---|---|---|
| ABB (CHE-SWE) | YuMi (dual arm IRB 14000, single arm IRB 14050) | 0.5 for each arm | 500–559 | ±0.02 | Position control (encoder) and voltage measurement | 7 for each arm | // |
| Comau (ITA) | AURA | 170 | 2800 | ±0.1 | Position control (encoder), sensitive skin, laser scanner (optional) | 6 | // |
| Fanuc (JPN) | CR-4iA, CR-7iA, CR-7iA/L, CR-14iA/L, CR-15iA, CR-35iA | 4–35 | 550–1813 | ± 0.01–0.03 | Force sensor (base) | 6 | Spherical wrist |
| Kawasaki (JPN) | duAro1, duAro2 | 2–3 for each arm | 760–785 | ±0.05 | Position controlled | 4 for each arm | Dual arm scara (duAro1) |
| Kuka (DEU) | iisy, iiwa 7 R800, iiwa 14 R820 | 3–14 | 600–820 | ±0.1–0.15 (iisy not yet defined) | Torque sensor in each axis and position control (iiwa) | 6 (iisy) 7 (iiwa) | Spherical wrist (and shoulder for iiwa) |
| Omron (JAP)/ Techman (TWN) | TM5 700, TM5 900, TM12, TM14 | 4–14 | 700–1300 | ±0.05 (TM5) ±0.1 | 2d wrist camera, position control (encoder), voltage measurement | 6 | Three parallel axes |
| Precise Automation (USA) | PP100, PF3400, PAVP6, PAVS6 | 2–7 | 432–770 or 685–1270 | ±0.02–0.1 | Position control (encoder), voltage measurement | 4 (cartesian, scara) 6 (spherical wrist) | Cartesian, scara, spherical wrist |
| Rethink Robotics (USA/DEU) | Baxter, Sawyer | 4 (2 for each arm for Baxter) | 1260 for each arm | ±0.1 | Torque sensors in each axis, position control | 7 for each arm | // |
| Staübli | TX2-40, TX2(touch)-60, TX2(touch)-60L, TX2(touch)-90, TX2(touch)-90L, TX2touch-90XL | 2.3–20 | 515–1450 | ±0.02–0.04 | Position control, sensitive skin (touch) | 6 | Spherical wrist |
| Universal Robots (DNK) | UR3, UR3e, UR5, UR5e, UR10, UR10e, UR16e | 3–16 | 500–1300 | ±0.03–0.1 | Position control (encoder), voltage measuremen, Force torque multiaxis load cell (e-series) | 6 | Three parallel axes |
| Yaskawa (JPN) | HC10, HC10DT | 10 | 1200 | ±0.1 | Torque sensors in each axis, position control | 6 | // |
| Kinematic Scheme | Denavit–Hartenberg Parameters | Singularity Configurations | |||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Six axes with spherical wrist |
| Wrist: J4 and J6 aligned |  | ||||||||||||||||||||||||||||||||||||||||
| Shoulder: Wrist aligned with J1 |  | ||||||||||||||||||||||||||||||||||||||||||
| Elbow: Wrist coplanar with J2 and J3 |  | ||||||||||||||||||||||||||||||||||||||||||
| Six axes with three parallel axes |
| Wrist: J6 // J4 |  | ||||||||||||||||||||||||||||||||||||||||
| Shoulder: Intersection of J5 and J6 coplanar with J1 and J2 |  | ||||||||||||||||||||||||||||||||||||||||||
| Elbow: J2, J3, and J4 coplanar |  | ||||||||||||||||||||||||||||||||||||||||||
| Six axes with offset wrist |
| Wrist: J5 ≈ 0° or 180° ± 15° |  | ||||||||||||||||||||||||||||||||||||||||
| Shoulder: Wrist point near the yellow column (300 mm of radius) |  | ||||||||||||||||||||||||||||||||||||||||||
| Elbow: J3 ≈ 0° or 180° ±15° |  | ||||||||||||||||||||||||||||||||||||||||||
| Seven axes with spherical joints |
| Wrist motion: J6 = 0 & J4 = 90° |  | ||||||||||||||||||||||||||||||||||||||||
| Shoulder Motion: J2 = 0 & J3 = ± 90° |  | ||||||||||||||||||||||||||||||||||||||||||
| Elbow Motion: J5 = ± 90° & J6 = 0 |  | ||||||||||||||||||||||||||||||||||||||||||
| Seven axes without spherical joints |
| Wrist: J5 // J7 |  | ||||||||||||||||||||||||||||||||||||||||
| Shoulder: Wrist point near J1 direction |  | ||||||||||||||||||||||||||||||||||||||||||
| Elbow: J3 // J5 |  | ||||||||||||||||||||||||||||||||||||||||||
| Author | Year | Robot Used | Control System | Collaboration Methods | Application | Objective of the Study | Key Findings | Future Works |
|---|---|---|---|---|---|---|---|---|
| J. T. C. Tan et al. [37] | 2009 | Industrial robot | Assembly | Productivity: Information display for operator support | Development and implementation of an information support system, which leads to a reduction in assembly time. | HRI: Studies on the position of the LCD TV (information source) in order to improve information reception. | ||
| T. Arai et al. [38] | 2009 | Industrial robot | Vision | Power and Force limiting | Assembly | Productivity: Improve efficiency through devices that support the operator | HRC doubles productivity in comparison with manual assembly; reduction of human errors up to no defects | Safety: Monitoring operator’s fatigue and intention |
| J. T. C. Tan et al. [39] | 2009 | Industrial robot | Vision | Power and Force limiting | Assembly | Productivity: Optimize working efficiency, improving quality and productivity | Safety analysis lead to an increased distance and a reduction in the robot speed; mental strain due to working with robots reduced | Task complexity: Analysis of the improvements obtained with HRC to order tasks. |
| C. Lenz et al. [40] | 2009 | Industrial robot | Position | Speed and separation monitoring | Assembly | Safety: HRC with traditional industrial robots, with focus on safety | Collision avoidance method based on restricted robot movements and virtual force fields | Safety: Estimation and tracking of human body pose to avoid collision without the use of any markers. |
| T. Ende et al. [41] | 2011 | DLR LWR-III 3 | Gesture recognition | Human assistant | Productivity: Gather gestures for HRC from humans | Eleven gestures present recognition rate over 80%; recognition problem when torso position is part of the gesture | N/A | |
| H. Ding et al. [25] | 2013 | ABB FRIDA (YuMi) | Vision | Speed and separation monitoring | Assembly | Safety: Collaborative behavior with operator safety and without productivity losses due to emergency stops | Speed reduction applied based on the distance between human arm and Kinect position avoids emergency stops | N/A |
| H. Ding et al. [26] | 2013 | ABB FRIDA (YuMi) | Vision | Speed and separation monitoring | Assembly | Safety: Multiple operators in collaborative behavior with operators safety concern and without productivity losses | Development of a finite state automaton; speed reduction improves the uptime while respecting safety constraints | N/A |
| A. M. Zanchettin et al. [27] | 2013 | Industrial robot | Position | Speed and separation monitoring | Quality control | Safety: Compromise between safety and productivity; Adaptable robot speed | Development of a safety-oriented path-constrained motion planning, tracking operator, and reducing robot speed | N/A |
| K. P. Hawkins et al. [32] | 2014 | Universal Robots UR10 | Vision | Power and Force limiting | Assembly | Productivity: Robots need to anticipate human actions even with task or sensor ambiguity | Compromises between human wait times and confidence in the human action detection | HRI: impact of the system on the operator’s sense of fluency, i.e., synchronization between cobot and operator |
| K. R. Guerin et al. [3] | 2015 | Universal Robots UR5 | Impedance | Machine tending | Productivity: Robot assistant with set of capabilities for typical SMEs | Test of machine tending: 82% of parts taken from machine (due to bad weld or bad grasp) | HRI: Test ease of use and focus on HRC, gesture recognition for learning | |
| I. D. Walker et al. [46] | 2015 | Industrial robot | Position | Human assistant | HRI: Trust not considered in handoffs; derive model for robot trust on operator | The robot pose changes accordingly to trust in human, reducing impact forces in case of low trust | Applicability: Effectiveness of the approach in SME scenarios | |
| T. Hamabe et al. [54] | 2015 | Kawada HIRO | Vision | Power and Force limiting | Assembly | HRI: Learn task from human demonstration | Human and robot roles fixed, due to limits in robot’s manipulation capabilities; changing task order increases time due to recognition system | Task complexity: Complete set of scenarios assumed, cobot should be able to recognize new tasks autonomously |
| S. M. M. Rahman et al. [29] | 2016 | Kinova MICO 2-finger | Vision | Assembly | HRI: Derive model for robot trust on human; trust-based motion planning for handover tasks | pHRI gets better with trust for contextual information transparent to human; increase: 20% safety, 30% handover success, 6.73% efficiency | Method: Apply the proposed method with kinematically redundant robot | |
| S. M. M. Rahman et al. [49] | 2016 | Rethink Baxter | Vision | Assembly | Productivity: Autonomous error detection with human’s intervention | Regret based method leads to improvement of fluency, due to an increase in synchronization, reduction in mean cognitive workload and increase in human trust compared to a Bayesian approach | Method: Different objective criteria for the regret-based approach to evaluate HRC performance | |
| L. Rozo et al. [48] | 2016 | WAM robot/ KUKA LWR iiwa | Impedance/ admittance | Hand-guiding | Assembly | HRI: Robotic assistant needs to be easily reprogrammed, thus programming by demonstration | Model adapts to changes in starting and ending point, task, and control mode; with high compliance, the robot can not follow trajectory | Method: Estimation of the damping matrix for the spring damper model; study how interaction forces can change the robot behaviors |
| A. M. Zanchettin et al. [62] | 2016 | ABB FRIDA (YuMi) | Vision | Speed and separation monitoring | Assembly | Safety: Collision avoidance strategy: Decrease the speed of the cobot | Speed reduction method based on minimum distance; distance threshold adaptable to the programmed speed; continuous speed scaling | N/A |
| A. Cherubini et al. [63] | 2016 | KUKA LWR4+ | Admittance | Safety rated monitored stop | Assembly | Safety: Collaborative human–robot application to assembly a car homokinetic joint | Framework that integrates many state-of-the-art robotics components, applied in real industrial scenarios | Productivity: Deploying the proposed methodologies on mobile manipulator robots to increase flexibility |
| H. Fakhruldeen et al. [51] | 2016 | Rethink Baxter | Vision and audio recognition | Power and Force limiting | Assembly | HRI: Implementation of a self-built planner in a cooperative task where the cobot actively collaborates | API development combining an object-oriented programming scheme with a Prolog meta interpreter to create these plans and execute them | Method: add cost to action evaluation, add non-productive actions, action completion percentage should be considered |
| S. Makris et al. [64] | 2016 | Industrial robot | AR system | Hand-guiding | Human assistant | Safety: Development of an AR system in aid of operators in human–robot collaborative environment to reduce mental stress | The proposed system minimizes the time required for the operator to access information and send feedback; it decreases the stoppage and enhances the training process | Task complexity: Application in other industrial environments |
| B. Whitsell et al. [28] | 2017 | KUKA LBR iiwa | Impedance / admittance | Hand-guiding/ Power and Force Limiting | Assembly | HRI: Cooperate in everyday environment; robots need to adapt to human; haptics should adapt to the operator ways | 100% correct placement of a block in 1440 trials; robot can control a DOF if the operator does not control it (95.6%); lessening the human responsibility by letting the robot control an axis reduces the completion time | Applicability: Adapt variables to environment, e.g. task and robot coordinate system not aligned |
| J. Bös et al. [65] | 2017 | ABB YuMi | Admittance | Power and Force limiting | Assembly | Productivity: Increase assembly speed without reducing the flexibility or increasing contact forces using iterative learning control (ILC) | Increase acceleration by applying Dynamic Movement Primitives to an ILC, reduce contact forces by adding a learning controller. Stochastic disturbances do not have a long term effect; task duration decreases by 40%, required contact force by 50% | Method: Study and theoretical proof on stability in the long term |
| M. Wojtynek et al. [33] | 2017 | KUKA LBR iiwa | Vision | Hand-guiding | Assembly | Productivity: Create a modular and flexible system; abstraction of any equipment | Easy reconfiguration, without complex programming | Method: Introduce metrics for quantitative measurement of HRC |
| B. Sadrfaridpour et al. [47] | 2017 | Rethink Baxter | Human tracking system | Power and Force limiting | Assembly | HRI: Combination of pHRI and sHRI in order to predict human behavior and choose robot path and speed | Augmenting physical/social capabilities increases one subjective measure (trust, workload, usability); assembly time does not change | N/A |
| I. El Makrini et al. [56] | 2017 | Rethink Baxter | Vision | Power and Force limiting | Assembly | HRI: HRC based on natural communication; framework for the cobot to communicate | The framework is validated; more intuitive HRI | Task Complexity: Adapt robot to user; adjust parts position based on user’s height |
| P. J. Koch et al. [52] | 2017 | KUKA LWR4+ | Admittance | Screwing for maintenance | HRI: Cobot development: Focus on intuitive human–robot interface | HR interface, simple for user reconfiguration. Steps in order to transform a mobile manipulator into a cobot | Applicability: Expand to several industrial maintenance tasks | |
| M. Haage et al. [66] | 2017 | ABB YuMi | Vision | Assembly | HRI: Reduce the time and required expertise to setup a robotized assembly station | A web-based HRI for assisting human instructors to teach assembly tasks in a straightforward and intuitive manner | N/A | |
| P. Gustavsson et al. [50] | 2017 | Universal Robots UR3 | Impedance and audio recognition | Hand-guiding/ Power and Force Limiting | Assembly | HRI: Joint Speech recognition and a haptic control in order to obtain an intuitive HRC | Developed a simplified HRI responsive to vocal commands, that guides the user in the progress of the task with haptics | Method: Test if haptic control can be used to move the robot with linear motions; an automatic way of logging the accuracy |
| M. Safeea et al. [30] | 2017 | KUKA LBR iiwa | Admittance | Hand-guiding/ Safety rated Monitored Stop | Assembly | Safety: Precise and intuitive hand guiding | Possible to hand-guide the robot with accuracy, with no vibration, and in a natural and intuitive way | Method: Utilizing the redundancy of iiwa to achieve better stiffness in hand-guiding |
| W. Wang et al. [45] | 2018 | Industrial robot | Gesture recognition | Hand-guiding/ Power and Force Limiting | Assembly | Productivity: Easier reconfiguration of the cobot using a teaching-by-demonstration model | 95% of accuracy (higher than previous methods based on vision); Lower inefficient time | Applicability: Use multimodal information to investigate different applications |
| N. Mendes et al. [31] | 2018 | KUKA LBR iiwa | Vision | Speed and separation monitoring | Assembly | HRI: Need for a flexible system with simple and fast interface | Gesture is intuitive but delays process; constrained flexibility | Applicability: Expand use case to several industrial fields |
| K. Darvish et al. [42] | 2018 | Rethink Baxter | Vision | Power and Force limiting | Assembly | Productivity: Increase robot adaptability integrated in the FlexHRC architecture by an online task planner | Planning and task representation require little time (less than 1% of total); the simulation follows the real data very well | N/A |
| A. Zanchettin et al. [43] | 2018 | ABB YuMi | Vision | Power and Force limiting | Assembly | Productivity: Predict human behavior in order to increase the robot adaptability | Decrease of task time equal to 17%; | N/A |
| G. Pang et al. [34] | 2018 | ABB YuMi | Sensitive skin | Safety rated monitored stop/ Speed and separation monitoring | Test of collision | Safety: Cobot perceives stimulus only by its torque sensors, not guaranteeing collision avoidance | Integration on cobot of sensitive skin; delay in the system reaction | Method: Reduce contact area of the sensitive skin; test with multisensing systems |
| V. V. Unhelkar et al. [53] | 2018 | Universal Robots UR10 | Vision | Speed and separation monitoring | Human assistant | Productivity: Cobots can be successful, but they have restricted range: Mobile cobots for delivering parts | Prediction of long motion (16 s) with a prediction time horizon up to 6 s; in simulation, reduced safety rated monitored stops, increasing task efficiency | Safety: Recognize unmodeled motion and incremental planners |
| V. Tlach et al. [55] | 2018 | Industrial robot | Admittance | Hand-guiding/ Safety rated Monitored Stop | Assembly | Productivity: Design of collaborative tasks in an application | The method is flexible to the type of product | Productivity: Improve methods for recognizing objects |
| S. Heydaryan et al. [35] | 2018 | KUKA LBR iiwa 14 R820 | Vision / admittance | Hand-guiding/ Safety rated Monitored Stop | Assembly | Safety: Task allocation to ensure safety of the operator, increase productivity by increasing ergonomics | Assembly time of 203 s in SMS, but the robot obstructs the access to some screws; proposed a hand-guided solution (210s) | N/A |
| G. Michalos et al. [36] | 2018 | Industrial robot | Admittance | Hand-guiding | Assembly | Safety: Implementation of a robotic system for HRC assembly | Development of HRC assembly cell with high payload industrial robots and human operators. | HRI: Improve human immersion in the cell. Integrate all the sensing and interaction equipment |
| V. Gopinath et al. [61] | 2018 | Industrial robot | AR system | Assembly | Safety: Development of a collaborative assembly cell with large industrial robots | Development of two work stations | N/A | |
| A. Blaga et al. [44] | 2018 | Rethink Baxter | Vision and audio recognition | Power and Force limiting | Assembly | Productivity: Improve the possibilities of the integration of Augmented Reality in collaborative tasks to shorten lead times | AR and HRC were integrated into an unitary system, meant to ease a worker’s daily tasks regarding the visualization of the next possible assembly step | HRI: Using object recognition combined with 3D printing, along with the latest HMD devices |
References
- Barbazza, L.; Faccio, M.; Oscari, F.; Rosati, G. Agility in assembly systems: A comparison model. Assem. Autom. 2017, 37, 411–421. [Google Scholar] [CrossRef]
- Colgate, J.E.; Edward, J.; Peshkin, M.A.; Wannasuphoprasit, W. Cobots: Robots for Collaboration with Human Operators. In Proceedings of the 1996 ASME International Mechanical Engineering Congress and Exposition, Atlanta, GA, USA, 17–22 November 1996; pp. 433–439. [Google Scholar]
- Guerin, K.R.; Lea, C.; Paxton, C.; Hager, G.D. A framework for end-user instruction of a robot assistant for manufacturing. In Proceedings of the 2015 IEEE International Conference on Robotics and Automation (ICRA), Seattle, WA, USA, 26–30 May 2015; pp. 6167–6174. [Google Scholar]
- Peshkin, M.A.; Colgate, J.E.; Wannasuphoprasit, W.; Moore, C.A.; Gillespie, R.B.; Akella, P. Cobot architecture. IEEE Trans. Robot. Autom. 2001, 17, 377–390. [Google Scholar] [CrossRef]
- DLR—Institute of Robotics and Mechatronics. History of the DLR LWR. Available online: https://www.dlr.de/rm/en/desktopdefault.aspx/tabid-12464/21732_read-44586/ (accessed on 30 November 2019).
- Universal Robots. Low Cost and Easy Programming Made the UR5 a Winner. Available online: https://www.universal-robots.com/case-stories/linatex/ (accessed on 30 November 2019).
- Müller, R.; Vette, M.; Geenen, A. Skill-based dynamic task allocation in Human-Robot-Cooperation with the example of welding application. Procedia Manuf. 2017, 11, 13–21. [Google Scholar] [CrossRef]
- Wang, L.; Gao, R.; Váncza, J.; Krüger, J.; Wang, X.V.; Makris, S.; Chryssolouris, G. Symbiotic human-robot collaborative assembly. CIRP Ann. 2019, 68, 701–726. [Google Scholar] [CrossRef]
- Müller, R.; Vette, M.; Mailahn, O. Process-oriented task assignment for assembly processes with human-robot interaction. Procedia CIRP 2016, 44, 210–215. [Google Scholar] [CrossRef]
- Wang, X.V.; Kemény, Z.; Váncza, J.; Wang, L. Human–robot collaborative assembly in cyber-physical production: Classification framework and implementation. CIRP Ann. 2017, 66, 5–8. [Google Scholar] [CrossRef]
- Krüger, J.; Lien, T.K.; Verl, A. Cooperation of human and machines in assembly lines. CIRP Ann. 2009, 58, 628–646. [Google Scholar]
- Gaskill, S.; Went, S. Safety issues in modern applications of robots. Reliab. Eng. Syst. Saf. 1996, 53, 301–307. [Google Scholar] [CrossRef]
- Michalos, G.; Makris, S.; Tsarouchi, P.; Guasch, T.; Kontovrakis, D.; Chryssolouris, G. Design considerations for safe human-robot collaborative workplaces. Procedia CIrP 2015, 37, 248–253. [Google Scholar] [CrossRef]
- Gravel, D.P.; Newman, W.S. Flexible robotic assembly efforts at Ford Motor Company. In Proceeding of the 2001 IEEE International Symposium on Intelligent Control (ISIC’01) (Cat. No. 01CH37206), Mexico City, Mexico, 5–7 September 2001; pp. 173–182. [Google Scholar]
- Zhu, Z.; Hu, H. Robot learning from demonstration in robotic assembly: A survey. Robotics 2018, 7, 17. [Google Scholar]
- Fechter, M.; Foith-Förster, P.; Pfeiffer, M.S.; Bauernhansl, T. Axiomatic design approach for human-robot collaboration in flexibly linked assembly layouts. Procedia CIRP 2016, 50, 629–634. [Google Scholar] [CrossRef]
- Faccio, M.; Bottin, M.; Rosati, G. Collaborative and traditional robotic assembly: A comparison model. Int. J. Adv. Manuf. Technol. 2019, 102, 1355–1372. [Google Scholar] [CrossRef]
- Edmondson, N.; Redford, A. Generic flexible assembly system design. Assem. Autom. 2002, 22, 139–152. [Google Scholar] [CrossRef]
- Battini, D.; Faccio, M.; Persona, A.; Sgarbossa, F. New methodological framework to improve productivity and ergonomics in assembly system design. Int. J. Ind. Ergon. 2011, 41, 30–42. [Google Scholar] [CrossRef]
- Sawodny, O.; Aschemann, H.; Lahres, S. An automated gantry crane as a large workspace robot. Control Eng. Pract. 2002, 10, 1323–1338. [Google Scholar] [CrossRef]
- Krüger, J.; Bernhardt, R.; Surdilovic, D.; Spur, G. Intelligent assist systems for flexible assembly. CIRP Ann. 2006, 55, 29–32. [Google Scholar] [CrossRef]
- Rosati, G.; Faccio, M.; Carli, A.; Rossi, A. Fully flexible assembly systems (F-FAS): A new concept in flexible automation. Assem. Autom. 2013, 33, 8–21. [Google Scholar] [CrossRef]
- FANUC Italia, S.r.l. M-2000—The Strongest Heavy Duty Industrial Robot in the Marker. Available online: https://www.fanuc.eu/it/en/robots/robot-filter-page/m-2000-series (accessed on 30 November 2019).
- Hägele, M.; Schaaf, W.; Helms, E. Robot assistants at manual workplaces: Effective co-operation and safety aspects. In Proceedings of the 33rd ISR (International Symposium on Robotics), Stockholm, Sweden, 7–11 October 2002; Volume 7. [Google Scholar]
- Ding, H.; Heyn, J.; Matthias, B.; Staab, H. Structured collaborative behavior of industrial robots in mixed human-robot environments. In Proceedings of the 2013 IEEE International Conference on Automation Science and Engineering (CASE), Madison, WI, USA, 17–20 August 2013; pp. 1101–1106. [Google Scholar]
- Ding, H.; Schipper, M.; Matthias, B. Collaborative behavior design of industrial robots for multiple human-robot collaboration. In Proceedings of the IEEE ISR 2013, Seoul, Korea, 24–26 October 2013; pp. 1–6. [Google Scholar]
- Zanchettin, A.M.; Rocco, P. Path-consistent safety in mixed human-robot collaborative manufacturing environments. In Proceedings of the 2013 IEEE/RSJ International Conference on Intelligent Robots and Systems, Tokyo, Japan, 3–7 November 2013; pp. 1131–1136. [Google Scholar]
- Whitsell, B.; Artemiadis, P. Physical human–robot interaction (pHRI) in 6 DOF with asymmetric cooperation. IEEE Access 2017, 5, 10834–10845. [Google Scholar] [CrossRef]
- Rahman, S.M.; Wang, Y.; Walker, I.D.; Mears, L.; Pak, R.; Remy, S. Trust-based compliant robot-human handovers of payloads in collaborative assembly in flexible manufacturing. In Proceedings of the 2016 IEEE International Conference on Automation Science and Engineering (CASE), Fort Worth, TX, USA, 21–25 August 2016; pp. 355–360. [Google Scholar]
- Safeea, M.; Bearee, R.; Neto, P. End-effector precise hand-guiding for collaborative robots. In Iberian Robotics Conference; Springer: Berlin, Germany, 2017; pp. 595–605. [Google Scholar]
- Mendes, N.; Safeea, M.; Neto, P. Flexible programming and orchestration of collaborative robotic manufacturing systems. In Proceedings of the 2018 IEEE 16th International Conference on Industrial Informatics (INDIN), Porto, Portugal, 18–20 July 2018; pp. 913–918. [Google Scholar]
- Hawkins, K.P.; Bansal, S.; Vo, N.N.; Bobick, A.F. Anticipating human actions for collaboration in the presence of task and sensor uncertainty. In Proceedings of the 2014 IEEE International Conference on Robotics and Automation (ICRA), Hong Kong, China, 31 May–7 June 2014; pp. 2215–2222. [Google Scholar]
- Wojtynek, M.; Oestreich, H.; Beyer, O.; Wrede, S. Collaborative and robot-based plug & produce for rapid reconfiguration of modular production systems. In Proceedings of the 2017 IEEE/SICE International Symposium on System Integration (SII), Taipei, Taiwan, 11–14 December 2017; pp. 1067–1073. [Google Scholar]
- Pang, G.; Deng, J.; Wang, F.; Zhang, J.; Pang, Z.; Yang, G. Development of flexible robot skin for safe and natural human–robot collaboration. Micromachines 2018, 9, 576. [Google Scholar] [CrossRef]
- Heydaryan, S.; Suaza Bedolla, J.; Belingardi, G. Safety design and development of a human-robot collaboration assembly process in the automotive industry. Appl. Sci. 2018, 8, 344. [Google Scholar] [CrossRef]
- Michalos, G.; Kousi, N.; Karagiannis, P.; Gkournelos, C.; Dimoulas, K.; Koukas, S.; Mparis, K.; Papavasileiou, A.; Makris, S. Seamless human robot collaborative assembly—An automotive case study. Mechatronics 2018, 55, 194–211. [Google Scholar] [CrossRef]
- Tan, J.T.C.; Zhang, Y.; Duan, F.; Watanabe, K.; Kato, R.; Arai, T. Human factors studies in information support development for human-robot collaborative cellular manufacturing system. In Proceedings of the RO-MAN 2009—The 18th IEEE International Symposium on Robot and Human Interactive Communication, Toyama, Japan, 27 September–2 October 2009; pp. 334–339. [Google Scholar]
- Arai, T.; Duan, F.; Kato, R.; Tan, J.T.C.; Fujita, M.; Morioka, M.; Sakakibara, S. A new cell production assembly system with twin manipulators on mobile base. In Proceedings of the 2009 IEEE International Symposium on Assembly and Manufacturing, Suwon, Korea, 17–20 November 2009; pp. 149–154. [Google Scholar]
- Tan, J.T.C.; Duan, F.; Zhang, Y.; Watanabe, K.; Kato, R.; Arai, T. Human-robot collaboration in cellular manufacturing: Design and development. In Proceedings of the 2009 IEEE/RSJ International Conference on Intelligent Robots and Systems, Saint Louis, MO, USA, 10–15 October 2009; pp. 29–34. [Google Scholar]
- Lenz, C.; Rickert, M.; Panin, G.; Knoll, A. Constraint task-based control in industrial settings. In Proceedings of the 2009 IEEE/RSJ International Conference on Intelligent Robots and Systems, Saint Louis, MO, USA, 10–15 October 2009; pp. 3058–3063. [Google Scholar]
- Ende, T.; Haddadin, S.; Parusel, S.; Wüsthoff, T.; Hassenzahl, M.; Albu-Schäffer, A. A human-centered approach to robot gesture based communication within collaborative working processes. In Proceedings of the 2011 IEEE/RSJ International Conference on Intelligent Robots and Systems, San Francisco, CA, USA, 25–30 September 2011; pp. 3367–3374. [Google Scholar]
- Darvish, K.; Bruno, B.; Simetti, E.; Mastrogiovanni, F.; Casalino, G. Interleaved Online Task Planning, Simulation, Task Allocation and Motion Control for Flexible Human-Robot Cooperation. In Proceedings of the 2018 27th IEEE International Symposium on Robot and Human Interactive Communication (RO-MAN), Nanjing, China, 27–31 August 2018; pp. 58–65. [Google Scholar]
- Zanchettin, A.; Casalino, A.; Piroddi, L.; Rocco, P. Prediction of human activity patterns for human-robot collaborative assembly tasks. IEEE Trans. Ind. Inf. 2018, 15, 3934–3942. [Google Scholar] [CrossRef]
- Blaga, A.; Tamas, L. Augmented Reality for Digital Manufacturing. In Proceedings of the 2018 26th Mediterranean Conference on Control and Automation (MED), Akko, Israel, 1–4 July 2018; pp. 173–178. [Google Scholar]
- Wang, W.; Li, R.; Diekel, Z.M.; Chen, Y.; Zhang, Z.; Jia, Y. Controlling Object Hand-Over in Human–Robot Collaboration Via Natural Wearable Sensing. IEEE Trans. Human-Mach. Syst. 2018, 49, 59–71. [Google Scholar] [CrossRef]
- Walker, I.D.; Mears, L.; Mizanoor, R.S.; Pak, R.; Remy, S.; Wang, Y. Robot-human handovers based on trust. In Proceedings of the 2015 IEEE Second International Conference on Mathematics and Computers in Sciences and in Industry (MCSI), Sliema, Malta, 17 August 2015; pp. 119–124. [Google Scholar]
- Sadrfaridpour, B.; Wang, Y. Collaborative assembly in hybrid manufacturing cells: An integrated framework for human–robot interaction. IEEE Trans. Autom. Sci. Eng. 2017, 15, 1178–1192. [Google Scholar] [CrossRef]
- Rozo, L.; Calinon, S.; Caldwell, D.G.; Jimenez, P.; Torras, C. Learning physical collaborative robot behaviors from human demonstrations. IEEE Trans. Robot. 2016, 32, 513–527. [Google Scholar] [CrossRef]
- Rahman, S.M.; Liao, Z.; Jiang, L.; Wang, Y. A regret-based autonomy allocation scheme for human-robot shared vision systems in collaborative assembly in manufacturing. In Proceedings of the 2016 IEEE International Conference on Automation Science and Engineering (CASE), Fort Worth, TX, USA, 21–25 August 2016; pp. 897–902. [Google Scholar]
- Gustavsson, P.; Syberfeldt, A.; Brewster, R.; Wang, L. Human-robot collaboration demonstrator combining speech recognition and haptic control. Procedia CIRP 2017, 63, 396–401. [Google Scholar] [CrossRef]
- Fakhruldeen, H.; Maheshwari, P.; Lenz, A.; Dailami, F.; Pipe, A.G. Human robot cooperation planner using plans embedded in objects. IFAC-PapersOnLine 2016, 49, 668–674. [Google Scholar] [CrossRef]
- Koch, P.J.; van Amstel, M.K.; Dȩbska, P.; Thormann, M.A.; Tetzlaff, A.J.; Bøgh, S.; Chrysostomou, D. A skill-based robot co-worker for industrial maintenance tasks. Procedia Manuf. 2017, 11, 83–90. [Google Scholar] [CrossRef]
- Unhelkar, V.V.; Lasota, P.A.; Tyroller, Q.; Buhai, R.D.; Marceau, L.; Deml, B.; Shah, J.A. Human-aware robotic assistant for collaborative assembly: Integrating human motion prediction with planning in time. IEEE Robot. Autom. Lett. 2018, 3, 2394–2401. [Google Scholar] [CrossRef]
- Hamabe, T.; Goto, H.; Miura, J. A programming by demonstration system for human-robot collaborative assembly tasks. In Proceedings of the 2015 IEEE International Conference on Robotics and Biomimetics (ROBIO), Zhuhai, China, 6–9 December 2015; pp. 1195–1201. [Google Scholar]
- Tlach, V.; Kuric, I.; Zajačko, I.; Kumičáková, D.; Rengevič, A. The design of method intended for implementation of collaborative assembly tasks. Adv. Sci. Technol. Res. J. 2018, 12, 244–250. [Google Scholar] [CrossRef]
- El Makrini, I.; Merckaert, K.; Lefeber, D.; Vanderborght, B. Design of a collaborative architecture for human-robot assembly tasks. In Proceedings of the 2017 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), Vancouver, BC, Canada, 24–28 September 2017; pp. 1624–1629. [Google Scholar]
- MarketsandMarkets™ Research Private Ltd. Collaborative Robots Market by Payload Capacity (Up to 5 kg, Up to 10 kg, Above 10 kg), Industry (Automotive, Electronics, Metals & Machining, Plastics & Polymer, Food & Agriculture, Healthcare), Application, and Geography—Global Forecast to 2023. Available online: https://www.marketsandmarkets.com/Market-Reports/collaborative-robot-market-194541294.html (accessed on 30 November 2019).
- International Federation of Robotics (IFR). Robots and the Workplace of the Future. 2018. Available online: https://ifr.org/papers (accessed on 30 November 2019).
- Barclays Investment Bank. Technology’s Mixed Blessing. 2017. Available online: https://www.investmentbank.barclays.com/our-insights/technologys-mixed-blessing.html (accessed on 30 November 2019).
- Tobe, F. Why Co-Bots Will Be a Huge Innovation and Growth Driver for Robotics Industry. 2015. Available online: https://spectrum.ieee.org/automaton/robotics/industrial-robots/collaborative-robots-innovation-growth-driver (accessed on 30 November 2019).
- Gopinath, V.; Ore, F.; Grahn, S.; Johansen, K. Safety-Focussed Design of Collaborative Assembly Station with Large Industrial Robots. Procedia Manuf. 2018, 25, 503–510. [Google Scholar] [CrossRef]
- Zanchettin, A.M.; Ceriani, N.M.; Rocco, P.; Ding, H.; Matthias, B. Safety in human-robot collaborative manufacturing environments: Metrics and control. IEEE Trans. Autom. Sci. Eng. 2015, 13, 882–893. [Google Scholar] [CrossRef]
- Cherubini, A.; Passama, R.; Crosnier, A.; Lasnier, A.; Fraisse, P. Collaborative manufacturing with physical human–robot interaction. Robot. Comput. Integr. Manuf. 2016, 40, 1–13. [Google Scholar] [CrossRef]
- Makris, S.; Karagiannis, P.; Koukas, S.; Matthaiakis, A.S. Augmented reality system for operator support in human–robot collaborative assembly. CIRP Ann. 2016, 65, 61–64. [Google Scholar] [CrossRef]
- Bös, J.; Wahrburg, A.; Listmann, K.D. Iteratively Learned and Temporally Scaled Force Control with application to robotic assembly in unstructured environments. In Proceedings of the 2017 IEEE International Conference on Robotics and Automation (ICRA), Singapore, 29 May–3 June 2017; pp. 3000–3007. [Google Scholar]
- Haage, M.; Piperagkas, G.; Papadopoulos, C.; Mariolis, I.; Malec, J.; Bekiroglu, Y.; Hedelind, M.; Tzovaras, D. Teaching assembly by demonstration using advanced human robot interaction and a knowledge integration framework. Procedia Manuf. 2017, 11, 164–173. [Google Scholar] [CrossRef]







| Human Operator | Collaborative Systems | Traditional Robot | Handling Systems | |
|---|---|---|---|---|
| Assembly | High dexterity and flexibility | Combines human dexterity with robot capabilities [24] | Dexterity/flexibility could be unreachable [24] | No complex tasks with commercial end-effectors [21] |
| Placement | High dexterity | Commercial cobots have lower repeatability | High repeatability and payload | High payload |
| Handling | Product weight restricted [19] | Typical cobots have low payload | High payload and speed [23] | High payload |
| Picking | Product weight restricted [19] | Typical cobots have low payload | High payload and repeatability [23] | Bin picking difficult due to size |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Matheson, E.; Minto, R.; Zampieri, E.G.G.; Faccio, M.; Rosati, G. Human–Robot Collaboration in Manufacturing Applications: A Review. Robotics 2019, 8, 100. https://doi.org/10.3390/robotics8040100
Matheson E, Minto R, Zampieri EGG, Faccio M, Rosati G. Human–Robot Collaboration in Manufacturing Applications: A Review. Robotics. 2019; 8(4):100. https://doi.org/10.3390/robotics8040100
Chicago/Turabian StyleMatheson, Eloise, Riccardo Minto, Emanuele G. G. Zampieri, Maurizio Faccio, and Giulio Rosati. 2019. "Human–Robot Collaboration in Manufacturing Applications: A Review" Robotics 8, no. 4: 100. https://doi.org/10.3390/robotics8040100
APA StyleMatheson, E., Minto, R., Zampieri, E. G. G., Faccio, M., & Rosati, G. (2019). Human–Robot Collaboration in Manufacturing Applications: A Review. Robotics, 8(4), 100. https://doi.org/10.3390/robotics8040100