Fabrication of Ultra-High-Performance PVDF-HFP Air Filters by Electrospinning

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Solution Preparation
2.3. Electrospinning
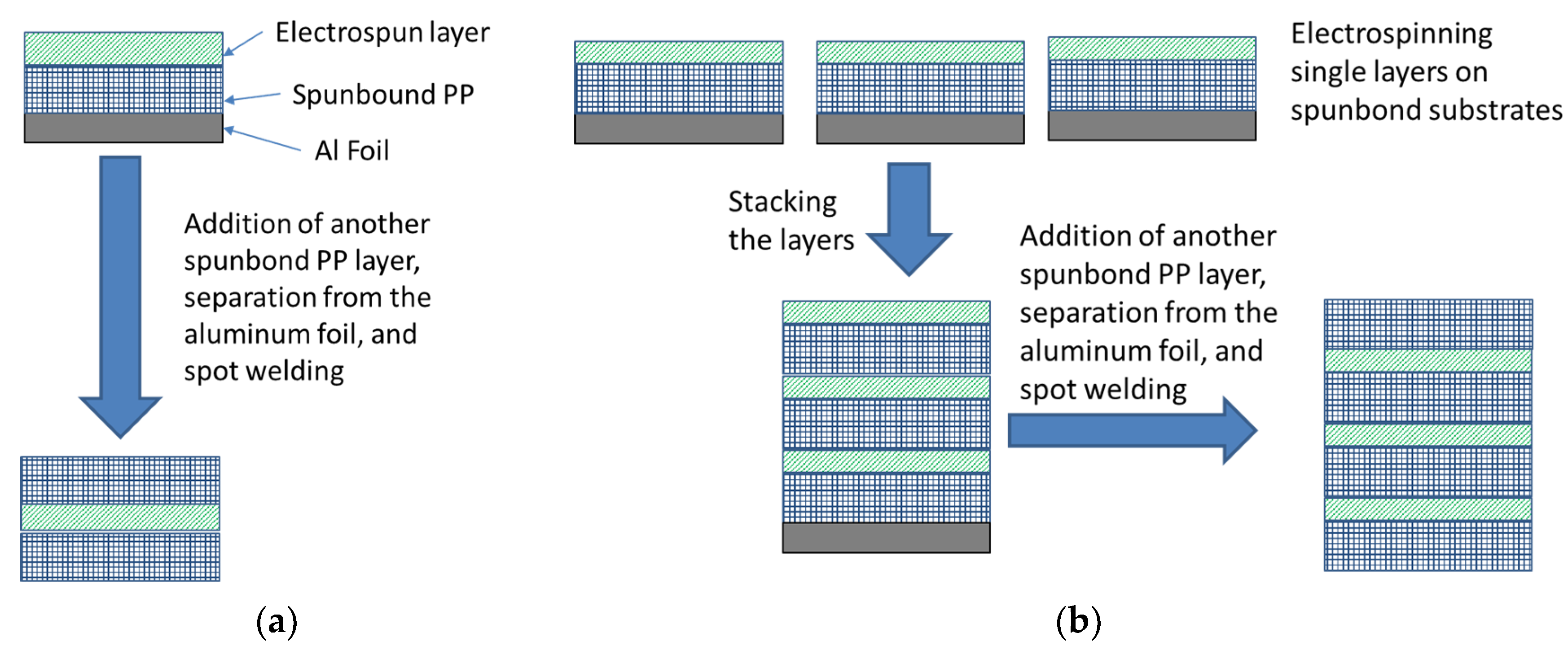
2.4. Filter Preparation
2.5. Characterization of Fabricated Electrospun Mats
3. Results and Discussion
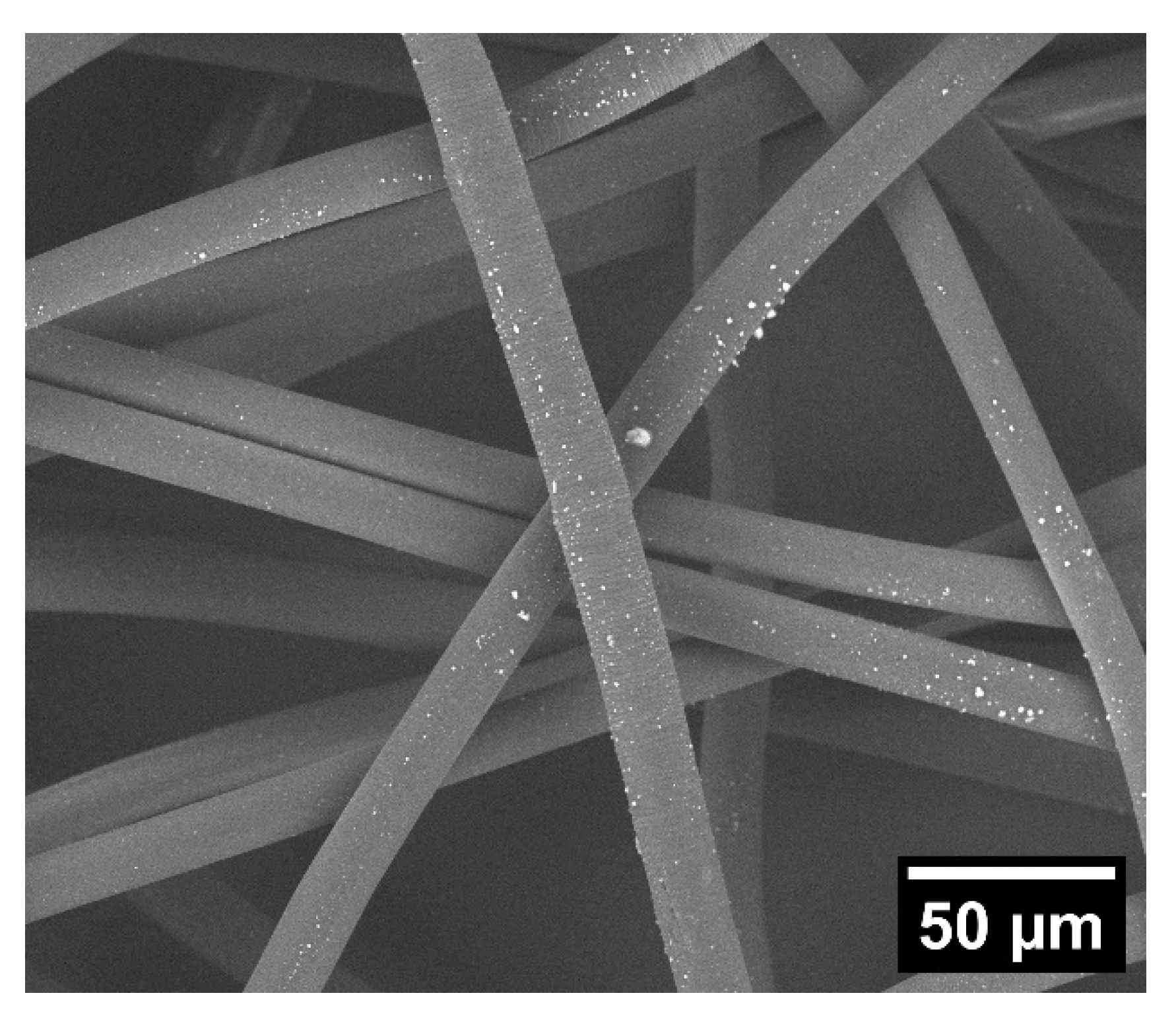
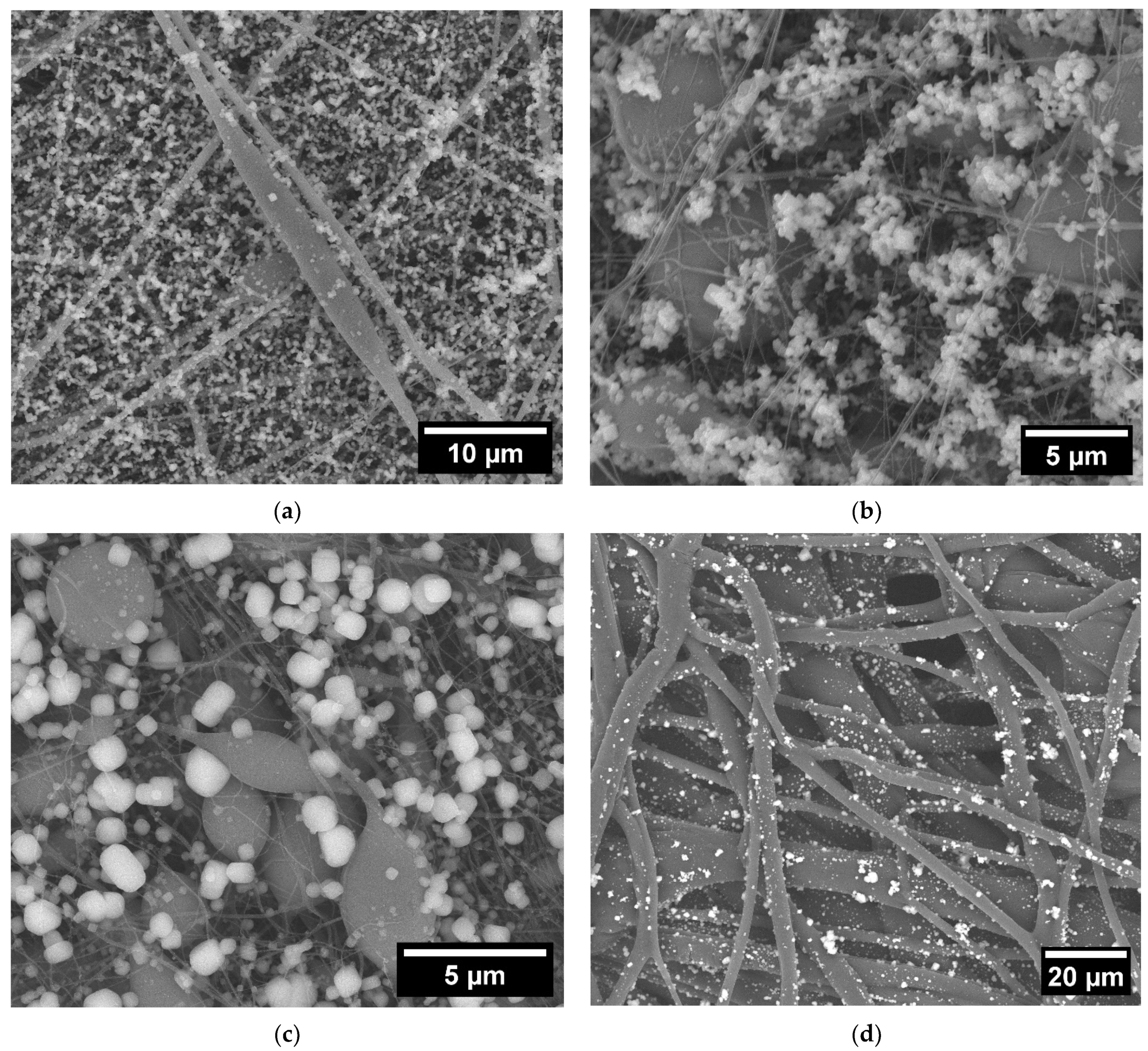
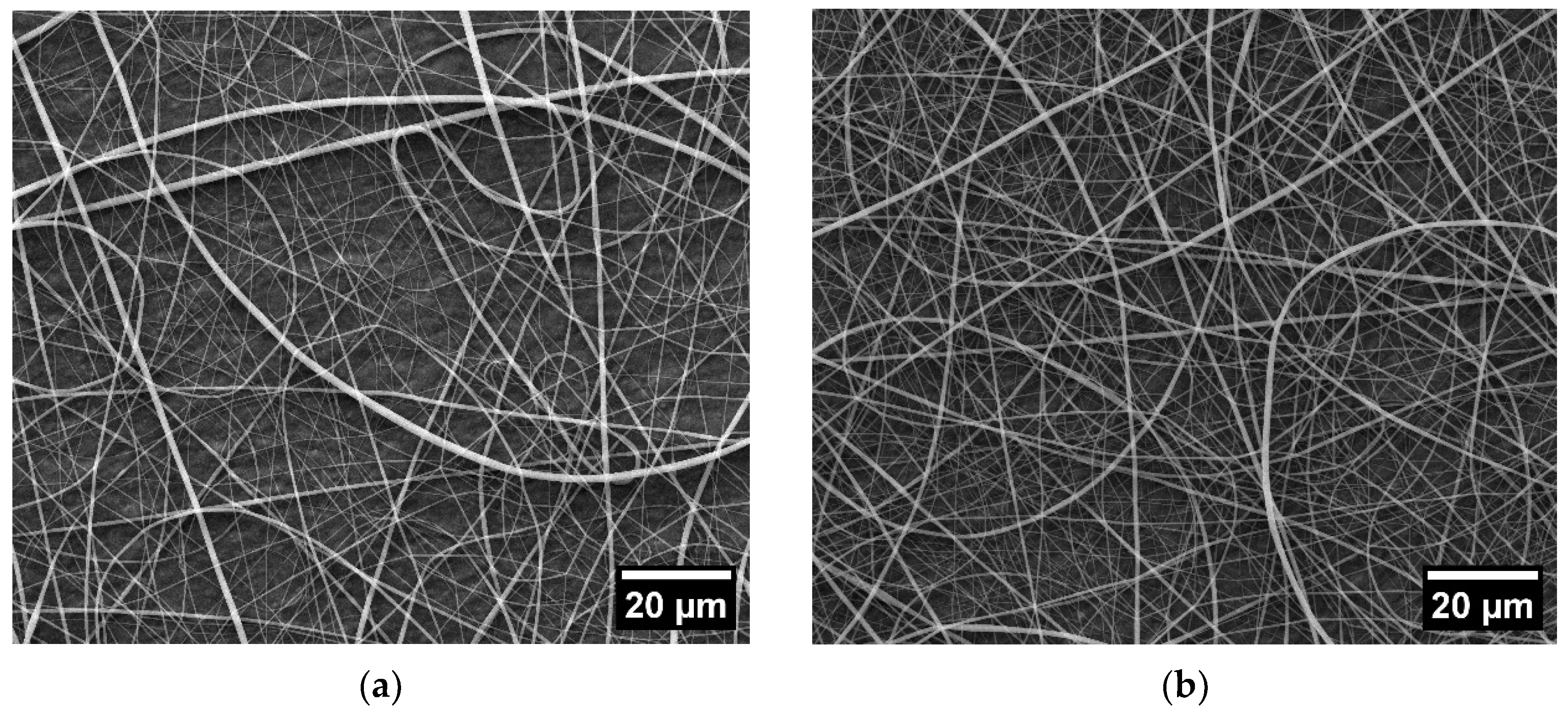
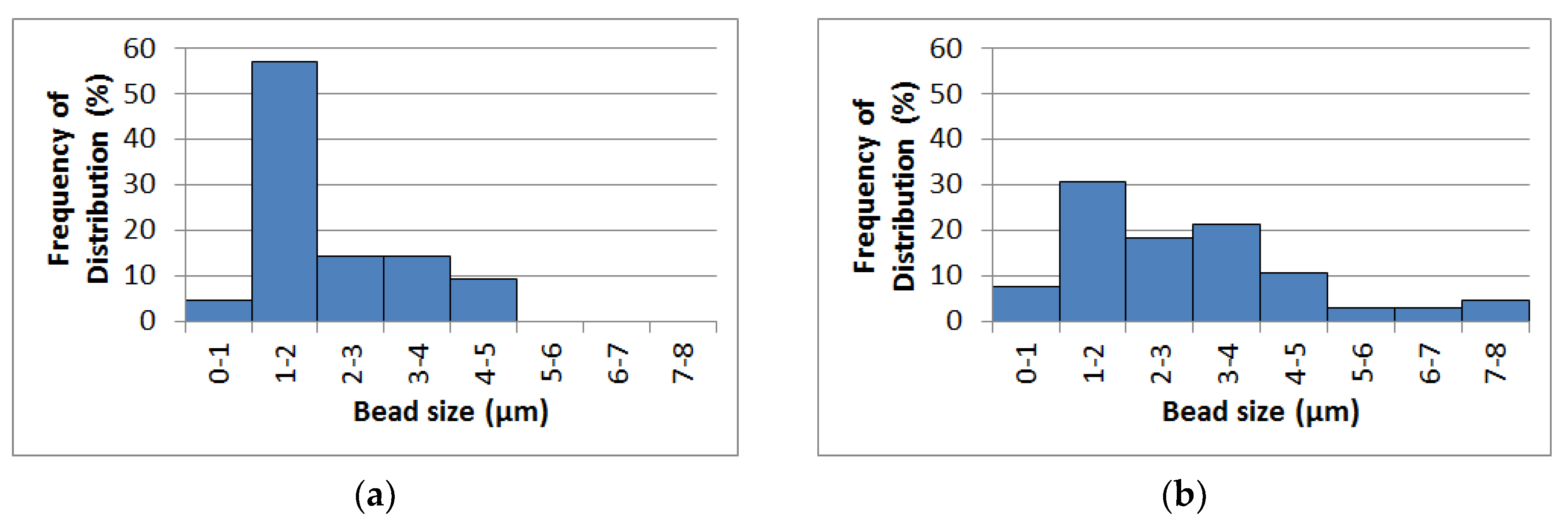
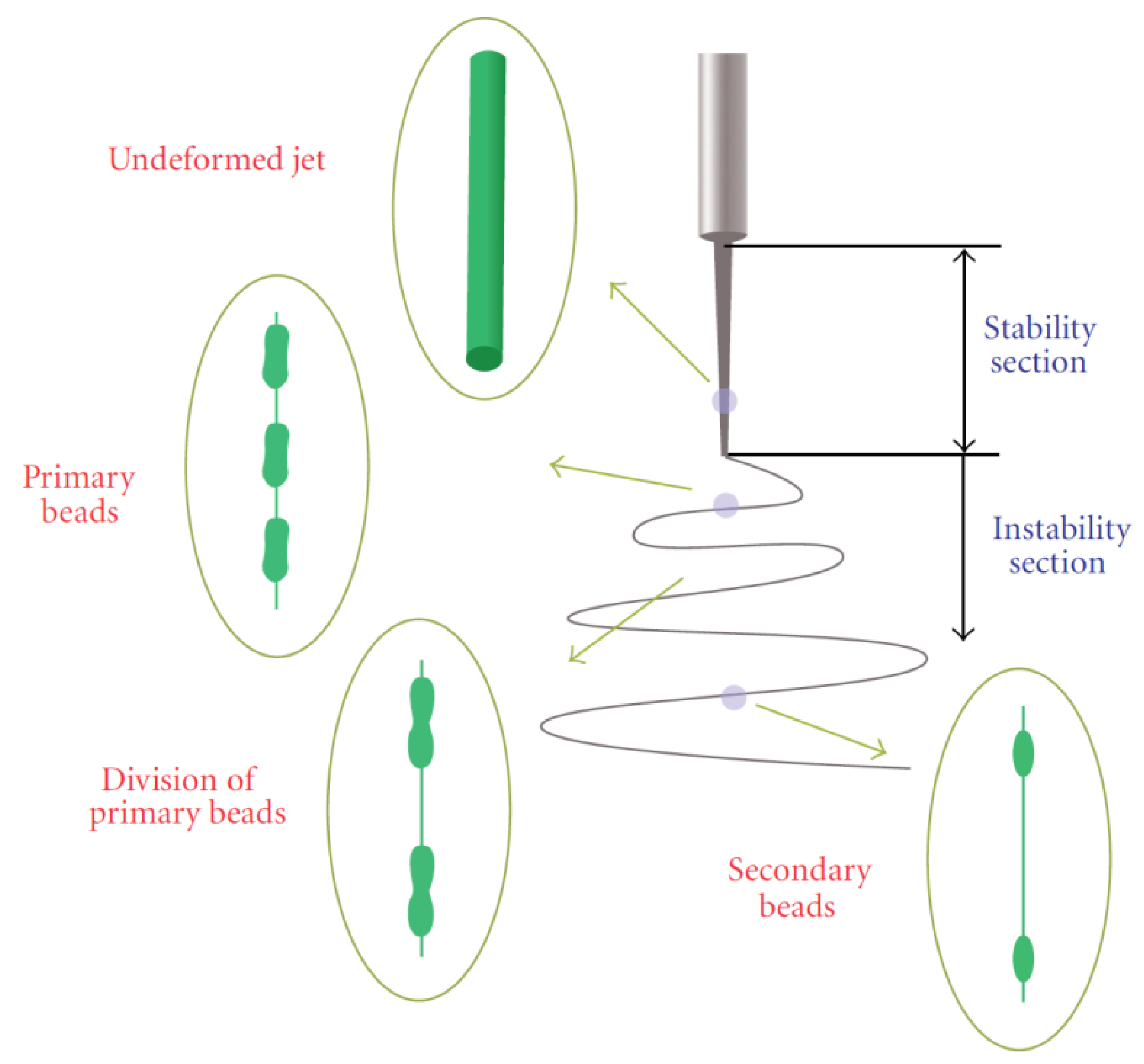
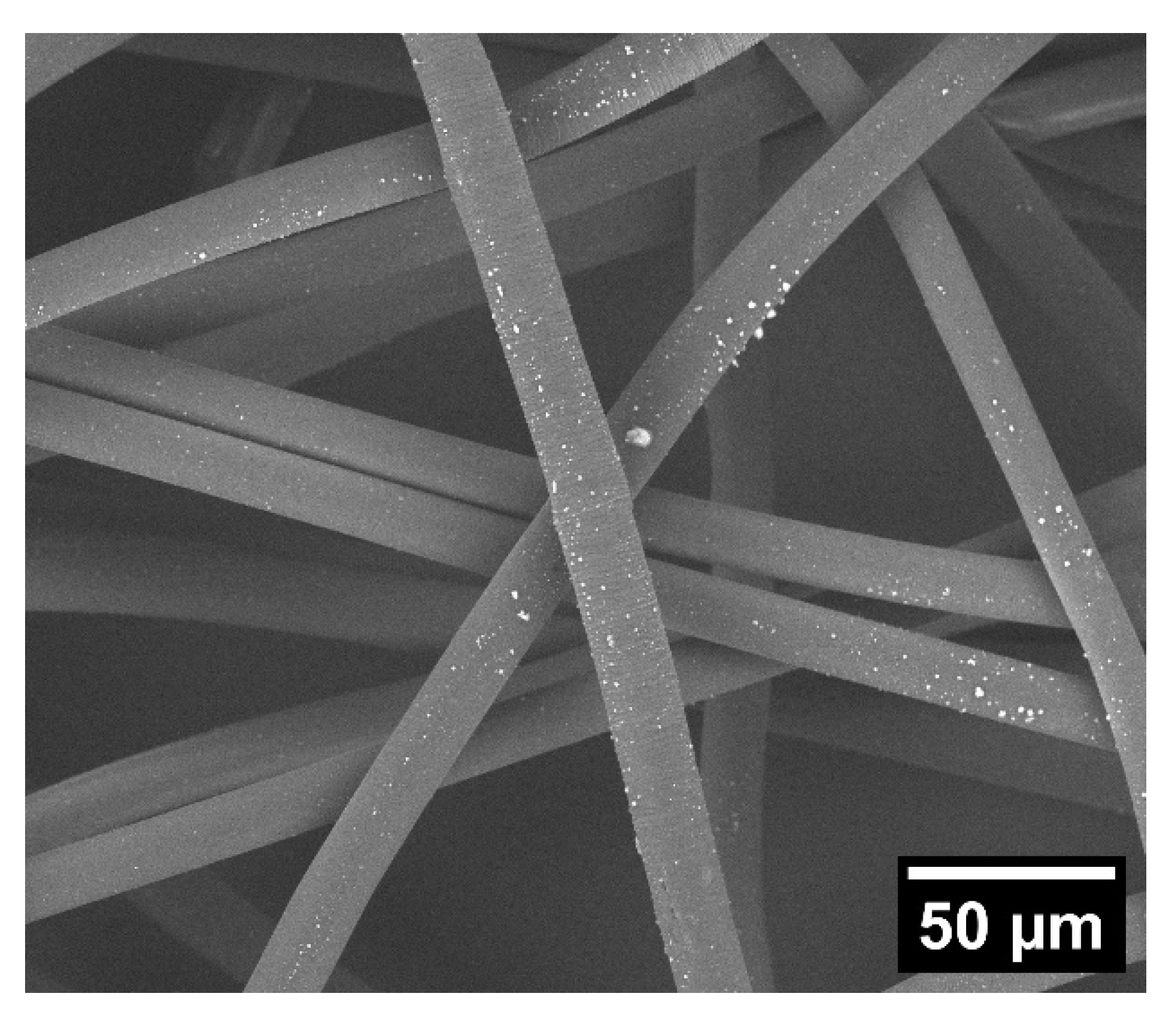
3.1. Characterization of Electrospun Fibres
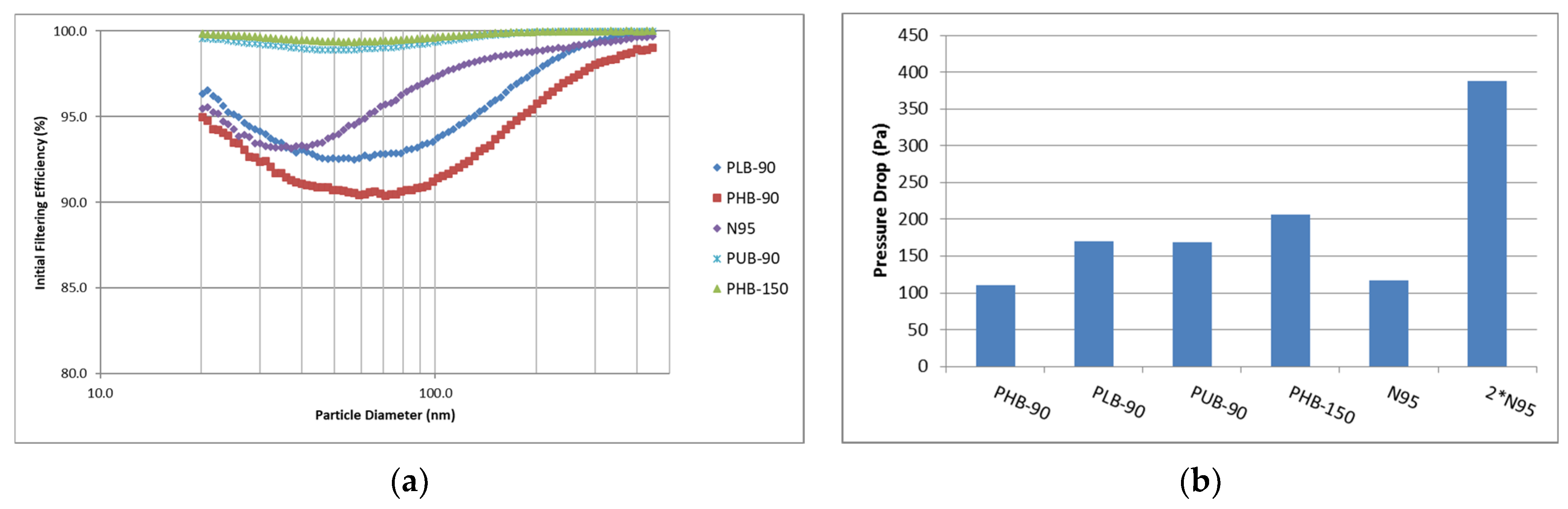
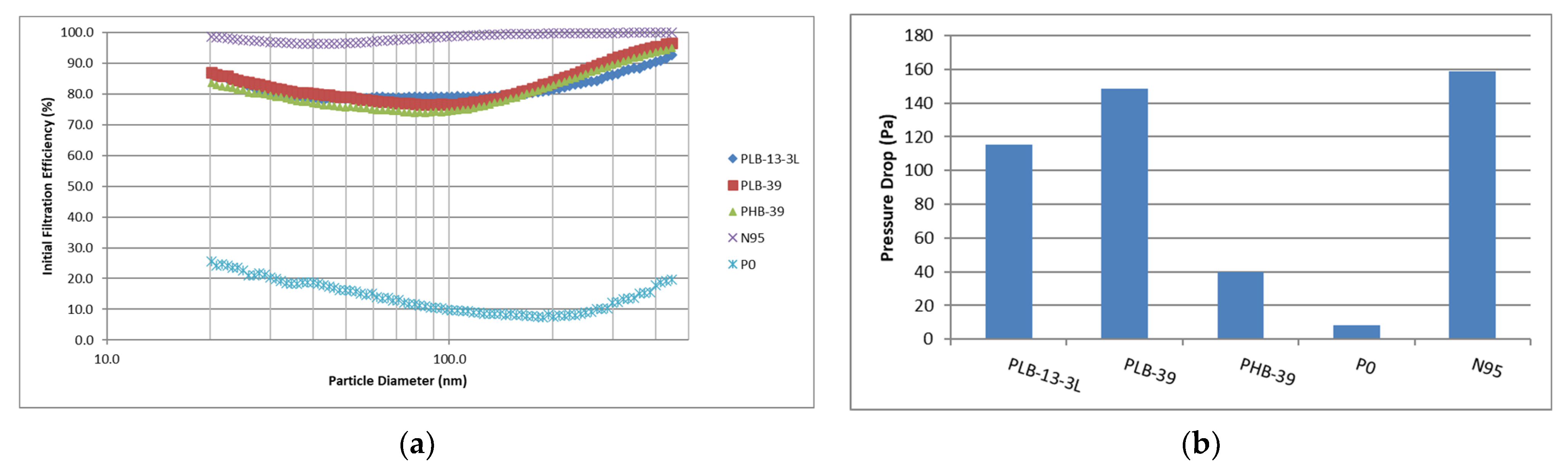
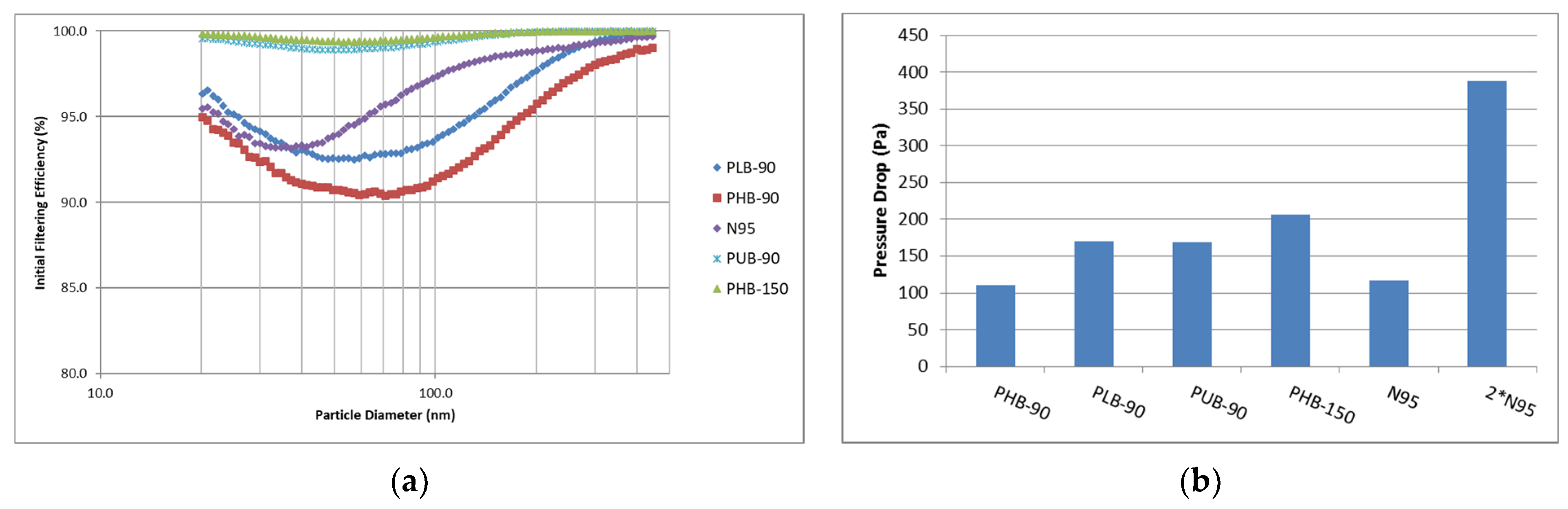
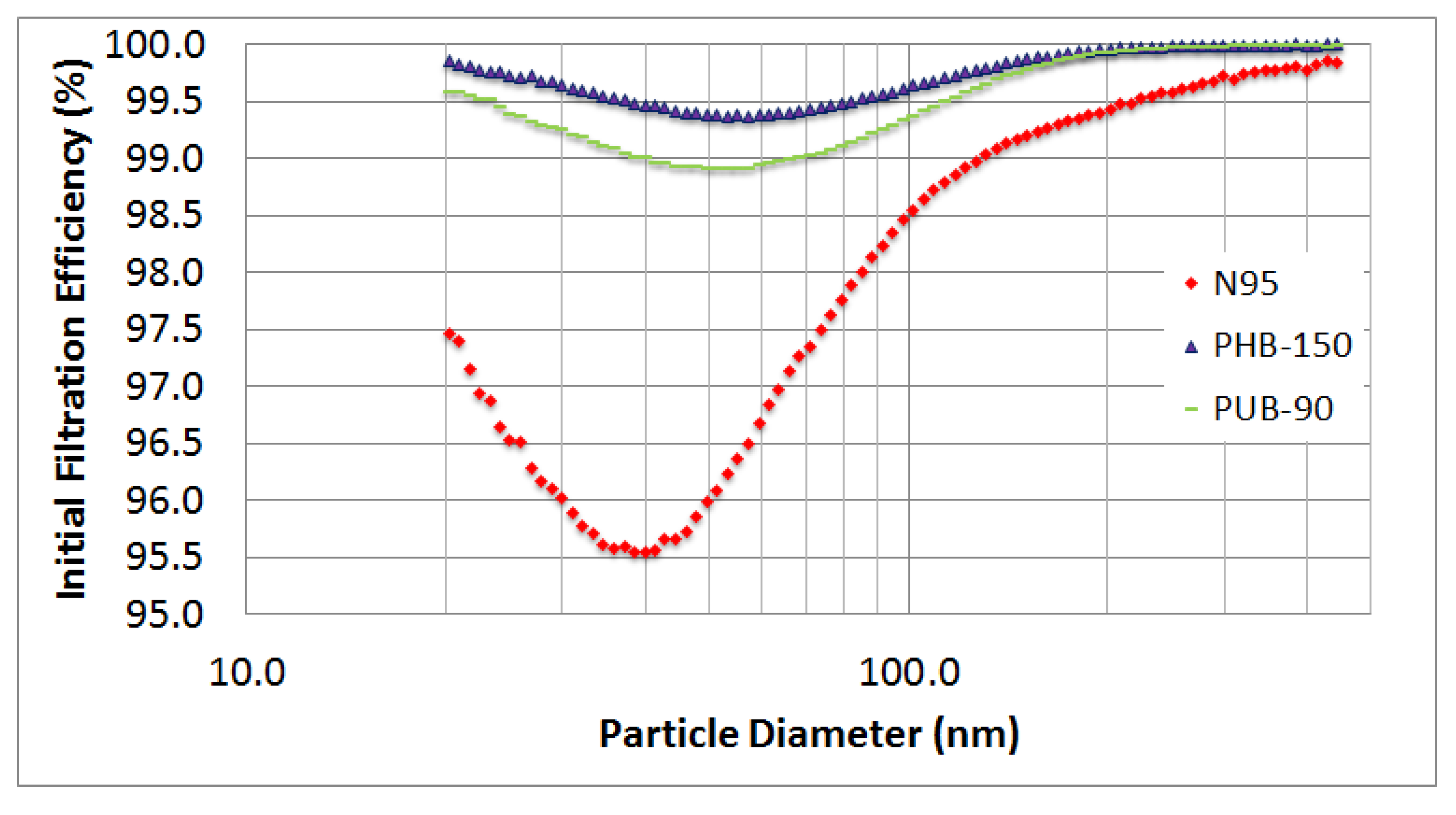
3.2. Filtering Tests
4. Conclusions
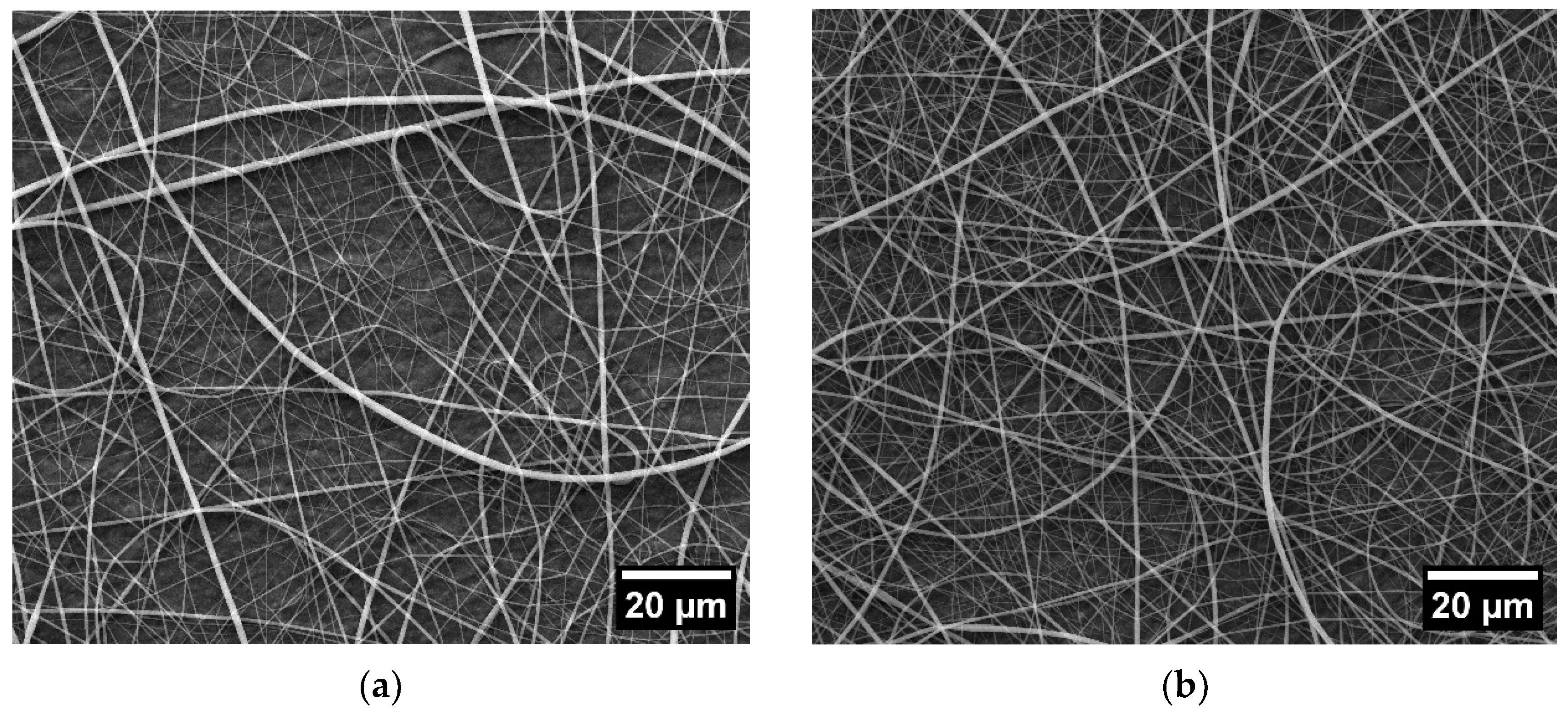
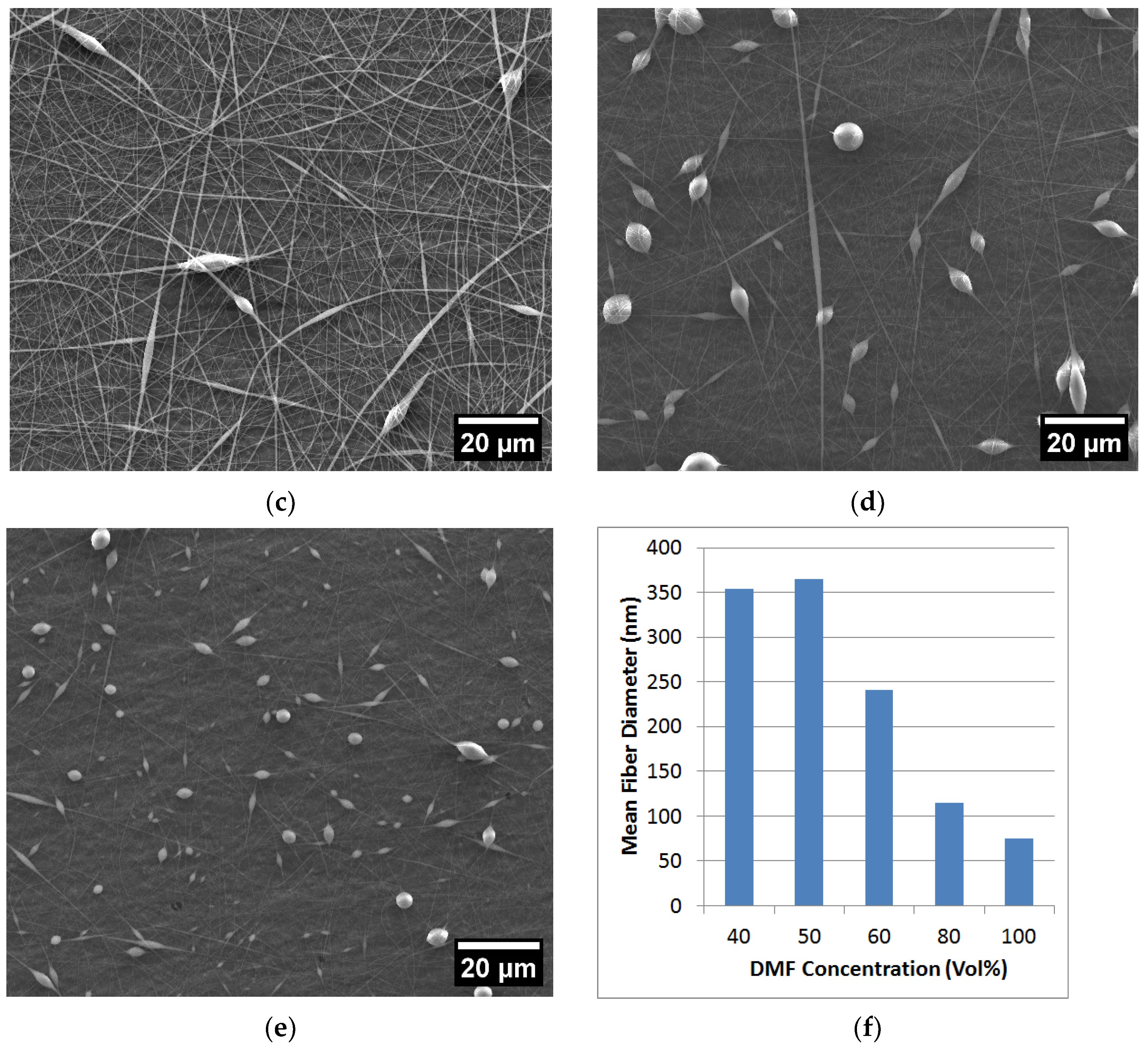
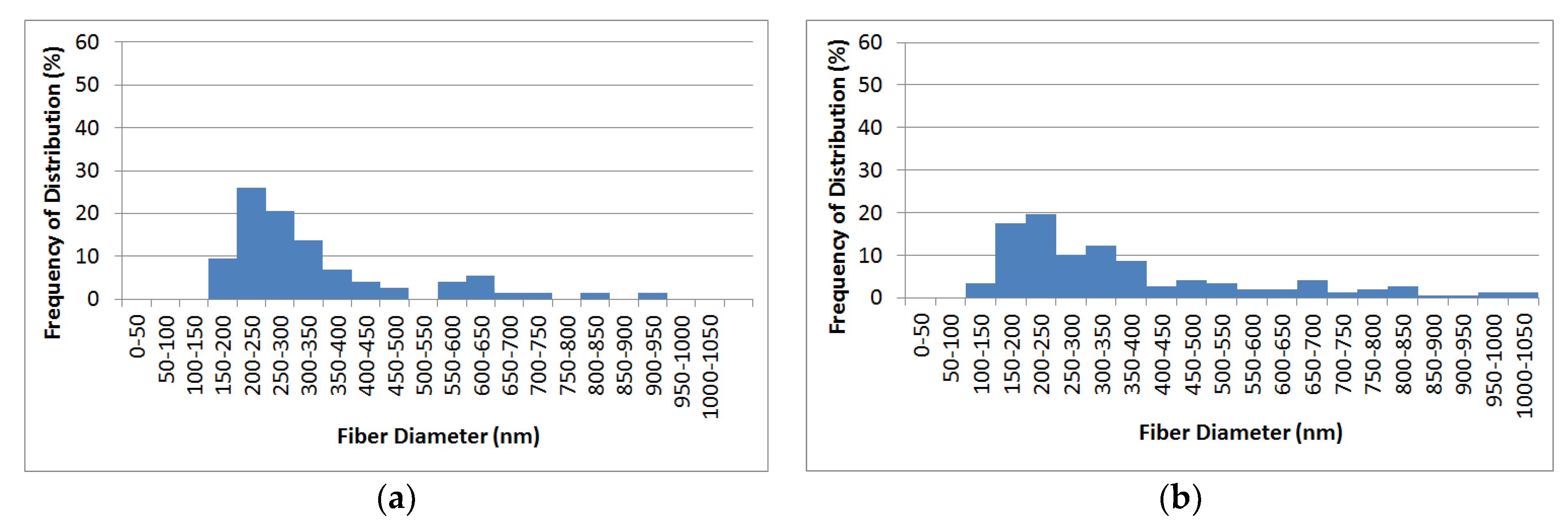
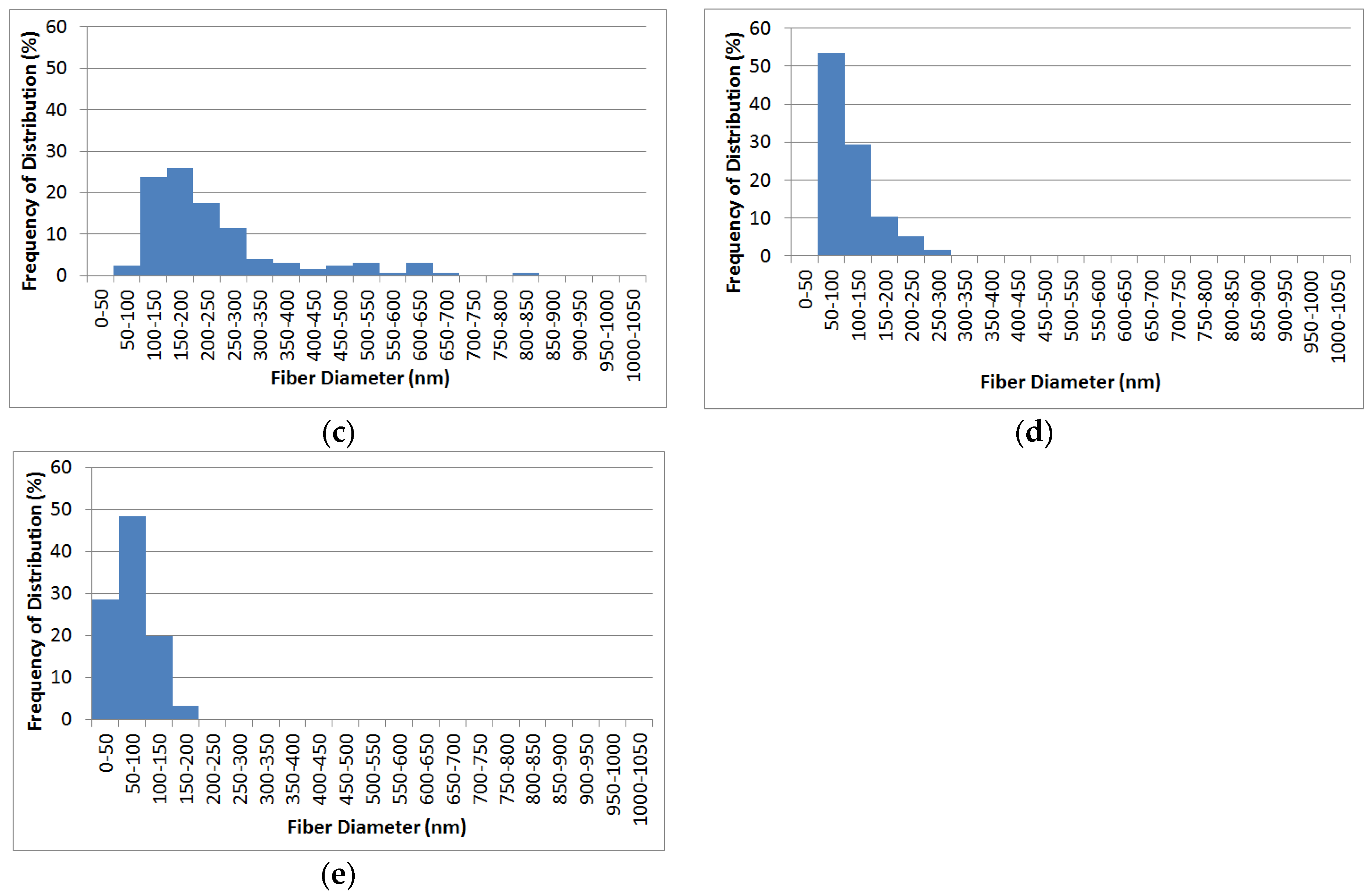
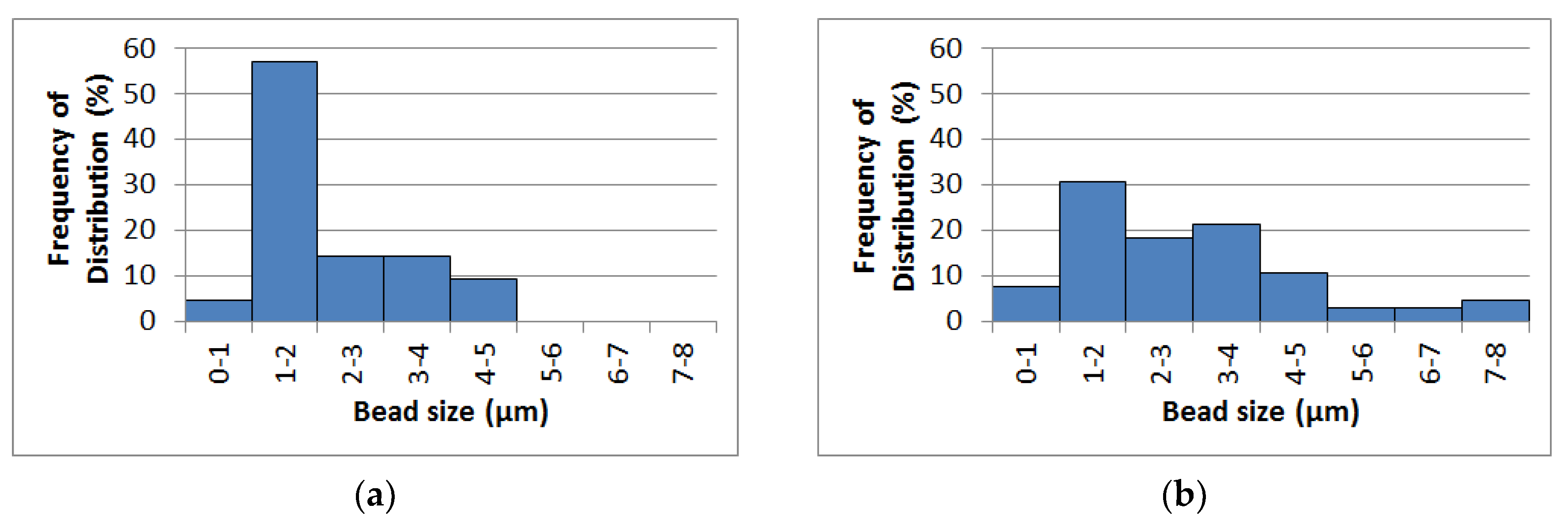
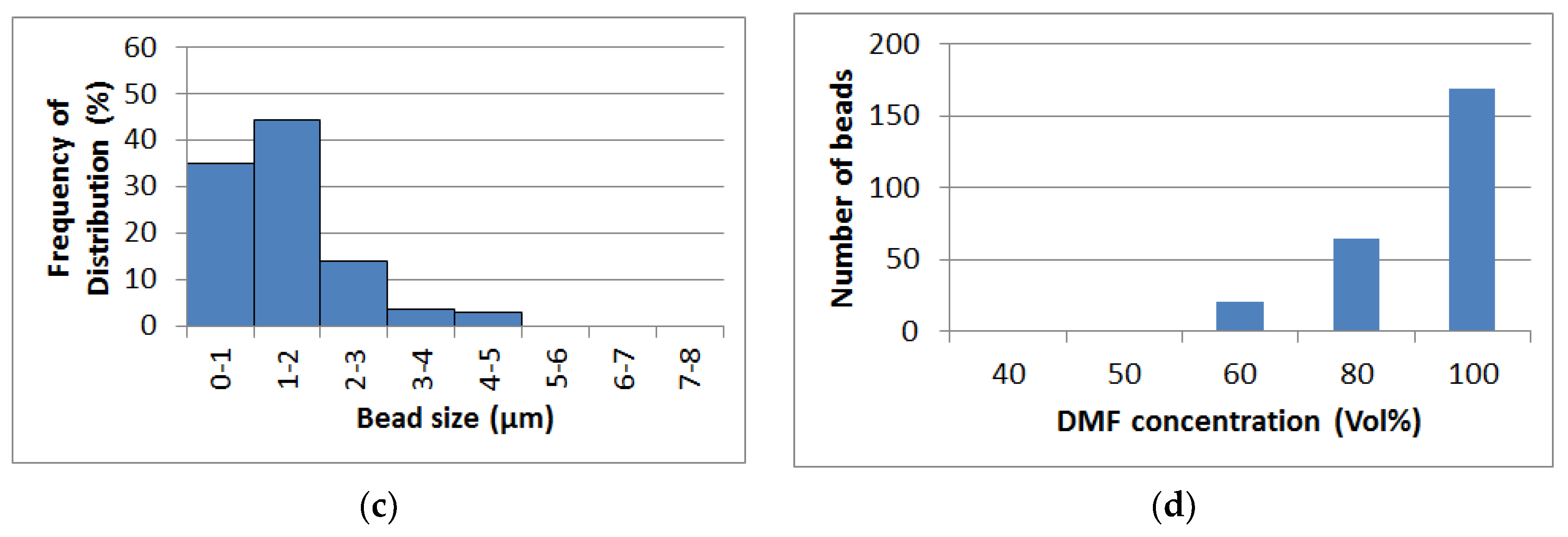
- Bead-free, low-bead, high-bead and ultra-high-bead PVDF-HFP electrospun fibres were produced by changing the DMF to acetone ratio in the polymer solvent. At DMF concentrations above 50%, beads appeared in the electrospun fibres. Increasing the DMF concentration increased the bead density but decreased the fibre size;
- Applying electrospun PVDF-HFP layers on a PP spunbond substrate enhanced the hydrophobicity;
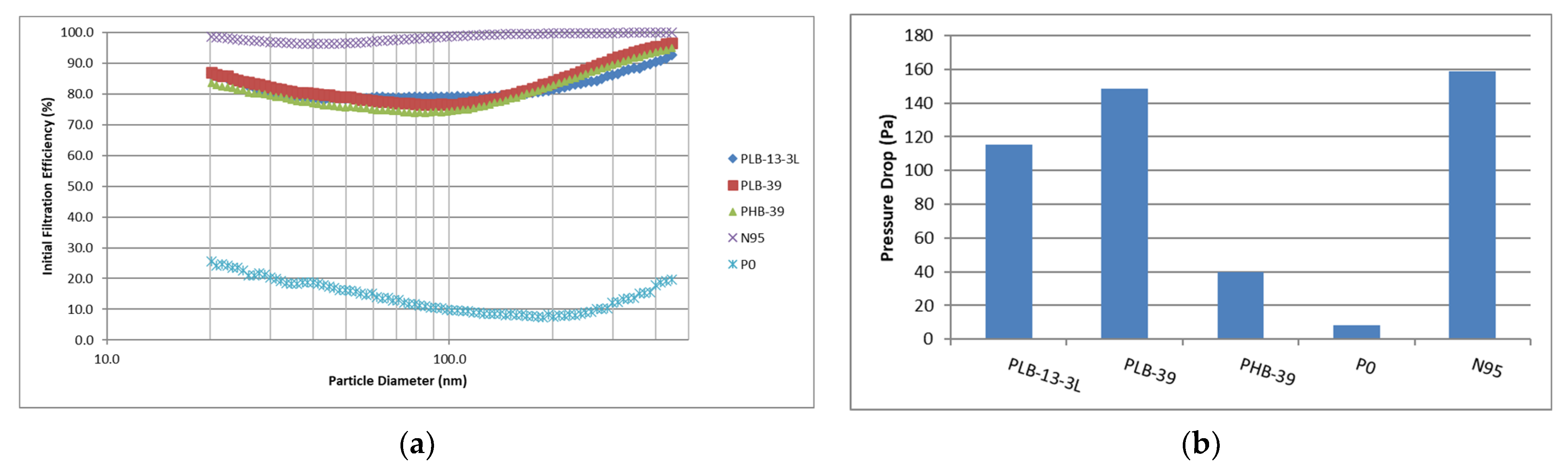
- Both the multi-layered design and a higher density of beads on the fibres decrease the pressure drop across the filter, thereby improving the air filter quality factor;
- The optimum performance was achieved by the PUB-90 air filter with an overall efficiency of 99.33% and a quality factor of , superior to the N95 air filter compared to double N95.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Leung, W.W.; Sun, Q. Charged PVDF multilayer nanofiber filter in filtering simulated airborne novel coronavirus (COVID-19) using ambient nano-aerosols. Sep. Purif. Technol. 2020, 245, 116887. [Google Scholar] [CrossRef]
- Chen, N.; Zhou, M.; Dong, X.; Qu, J.; Gong, F.; Han, Y.; Qiu, Y.; Wang, J.; Liu, Y.; Wei, Y.; et al. Epidemiological and clinical characteristics of 99 cases of 2019 novel coronavirus pneumonia in Wuhan, China: A descriptive study. Lancet 2020, 395, 507–513. [Google Scholar] [CrossRef] [PubMed]
- Karimzadeh, S.; Bhopal, R.; Tien, H.N. Review of infective dose, routes of transmission and outcome of COVID-19 caused by the SARS-CoV-2: Comparison with other respiratory viruses. Epidemiol. Infect. 2021, 149, 96. [Google Scholar] [CrossRef] [PubMed]
- Rasmussen, A.L.; Escandón, K.; Popescu, S.V. Facial masking for COVID-19. N. Engl. J. Med. 2020, 383, 2092. [Google Scholar] [PubMed]
- Liang, M.; Gao, L.; Cheng, C.; Zhou, Q.; Uy, J.P.; Heiner, K.; Sun, C. Efficacy of face mask in preventing respiratory virus transmission: A systematic review and meta-analysis. Travel Med. Infect. Dis. 2020, 36, 101751. [Google Scholar] [CrossRef]
- Geus, H.G. Developments in manufacturing techniques for technical nonwovens. In Advances in Technical Nonwovens, 1st ed.; Kellie, G., Ed.; Elsevier Inc.: Amsterdam, The Netherlands, 2016; Volume 1, pp. 133–153. [Google Scholar]
- Saleem, H.; Trabzon, L.; Kilic, A.; Zaidi, S.J. Recent advances in nanofibrous membranes: Production and applications in water treatment and desalination. Desalination 2020, 478, 114178. [Google Scholar] [CrossRef]
- Kilic, A.; Russell, S.; Shim, E.; Pourdeyhimi, B. The charging and stability of electret filters. Fibrous Filter Media 2017, 1, 95–121. [Google Scholar]
- Borojeni, I.A.; Gajewski, G.; Riahi, A.R. Application of Electrospun Nonwoven Fibers in Air Filters-Review. Fibers 2022, 10, 15. [Google Scholar] [CrossRef]
- Haider, A.; Haider, S.; Kang, I.K. A comprehensive review summarizing the effect of electrospinning parameters and potential applications of nanofibers in biomedical and biotechnology. Arab. J. Chem. 2018, 11, 1165–1188. [Google Scholar] [CrossRef]
- Reneker, D.H.; Yarin, A.L. Electrospinning jets and polymer nanofibers. Polymer 2008, 49, 2387–2425. [Google Scholar] [CrossRef]
- Bhardwaj, N.; Kundu, S.C. Electrospinning: A fascinating fiber fabrication technique. Biotechnol. Adv. 2010, 28, 325–347. [Google Scholar] [CrossRef] [PubMed]
- Mokhtari, F.; Salehi, M.; Zamani, F.; Hajiani, F.; Zeighami, F.; Latifi, M. Advances in electrospinning: The production and application of nanofibres and nanofibrous structures. Text. Prog. 2016, 48, 119–219. [Google Scholar] [CrossRef]
- Zhang, S.; Rind, N.A.; Tang, N.; Liu, H.; Yin, X.; Yu, J.; Ding, B. Electrospun nanofibers for air filtration. In Electrospinning: Nanofabrication and Applications, 1st ed.; Ding, B., Wang, X., Yu, J., Eds.; Elsevier Inc.: Amsterdam, The Netherlands, 2019; Volume 1, pp. 365–389. [Google Scholar]
- Collins, G.; Federici, J.; Imura, Y.; Catalani, L.H. Charge generation, charge transport, and residual charge in the electrospinning of polymers: A review of issues and complications. J. Appl. Phys. 2012, 111, 044701. [Google Scholar] [CrossRef]
- Roche, R.; Yalcinkaya, F. Electrospun polyacrylonitrile nanofibrous membranes for point-of-use water and air cleaning. Chem. Open 2019, 8, 97. [Google Scholar] [CrossRef] [PubMed]
- Huang, J.J.; Tian, Y.; Wang, R.; Tian, M.; Liao, Y. Fabrication of bead-on-string polyacrylonitrile nanofibrous air filters with superior filtration efficiency and ultralow pressure drop. Sep. Purif. Technol. 2020, 237, 116377. [Google Scholar] [CrossRef]
- Vinh, N.D.; Kim, H.M. Electrospinning fabrication and performance evaluation of polyacrylonitrile nanofiber for air filter applications. Appl. Sci. 2016, 6, 235. [Google Scholar] [CrossRef]
- Wang, S.; Zhao, X.; Yin, X.; Yu, J.; Ding, B. Electret polyvinylidene fluoride nanofibers hybridized by polytetrafluoroethylene nanoparticles for high-efficiency air filtration. ACS Appl. Mater. Interfaces 2016, 8, 23985–23994. [Google Scholar] [CrossRef]
- Li, X.; Wang, C.; Huang, X.; Zhang, T.; Wang, X.; Min, M.; Wang, L.; Huang, H.; Hsiao, B.S. Anionic surfactant-triggered steiner geometrical poly (vinylidene fluoride) nanofiber/nanonet air filter for efficient particulate matter removal. ACS Appl. Mater. Interfaces 2018, 10, 42891–42904. [Google Scholar] [CrossRef]
- Ding, X.; Li, Y.; Si, Y.; Yin, X.; Yu, J.; Ding, B. Electrospun polyvinylidene fluoride/SiO2 nanofibrous membranes with enhanced electret property for efficient air filtration. Compos. Commun. 2019, 13, 57–62. [Google Scholar] [CrossRef]
- Liu, H.; Zhang, S.; Liu, L.; Yu, J.; Ding, B. Anionic surfactant PM0.3 Air Filters Using Self-Polarized Electret Nanofiber/Nets. Adv. Funct. Mater. 2020, 30, 1909554. [Google Scholar] [CrossRef]
- Kang, G.D.; Cao, Y.M. Application and modification of poly (vinylidene fluoride)(PVDF) membranes—A review. J. Membr. Sci. 2014, 463, 145–165. [Google Scholar] [CrossRef]
- Liu, F.; Hashim, N.A.; Liu, Y.; Abed, M.M.; Li, K. Progress in the production and modification of PVDF membranes. J. Membr. Sci. 2011, 375, 1–27. [Google Scholar] [CrossRef]
- Lolla, D.; Lolla, M.; Abutaleb, A.; Shin, H.U.; Reneker, D.H.; Chase, G.G. Fabrication, polarization of electrospun polyvinylidene fluoride electret fibers and effect on capturing nanoscale solid aerosols. Materials 2016, 9, 671. [Google Scholar] [CrossRef] [PubMed]
- Zaarour, B.; Tina, H.; Zhu, L.; Jin, X. Branched nanofibers with tiny diameters for air filtration via one-step electrospinning. J. Ind. Text. 2020, 51, 1105S–1117S. [Google Scholar] [CrossRef]
- Cui, Z.; Drioli, E.; Lee, Y.M. Recent progress in fluoropolymers for membranes. Prog. Polym. Sci. 2014, 39, 164–198. [Google Scholar] [CrossRef]
- Lee, J.S.; Kim, H.J.; Jung, S.; Kim, J.; Lee, M.W. Repair of Disposable Air Filters by Solution-Blown Nano/Micro Fibrous Patches. ACS Appl. Nano Mater. 2020, 11, 11344–11351. [Google Scholar] [CrossRef]
- Macevele, L.E.; Kgabo, L.; Moganedi, M.; Magadzu, T. Investigation of Antibacterial and Fouling Resistance of Silver and Multi-Walled Carbon Nanotubes Doped Poly(Vinylidene Fluoride-co-Hexafluoropropylene) Composite Mem-brane. Membranes 2017, 7, 35. [Google Scholar] [CrossRef]
- Ganesh, V.A.; Kundukad, B.; Cheng, D.; Radhakrishnan, S.; Ramakrishna, S.; Van Vliet, K.J. Engineering silver-zwitterionic composite nanofiber membrane for bacterial fouling resistance. J. Appl. Polym. Sci. 2019, 136, 47580. [Google Scholar] [CrossRef]
- Wang, X.; Xiao, C.; Liu, H.; Chen, M.; Xu, H.; Luo, W.; Zhang, F. Robust functionalization of underwater superoleophobic PVDF-HFP tubular nanofiber membranes and applications for continuous dye degradation and oil/water separation. J. Membr. Sci. 2020, 596, 117583. [Google Scholar] [CrossRef]
- Chen, J.P.; Guo, C.Y.; Zhang, Q.J.; Wu, X.Q.; Zhong, L.B.; Zheng, Y.M. Preparation of transparent, amphiphobic and recyclable electrospun window screen air filter for high-efficiency particulate matters capture. J. Membr. Sci. 2023, 675, 121545. [Google Scholar] [CrossRef]
- Cui, W.; Fan, T.; Li, Y.; Wang, X.; Liu, X.; Lu, C.; Ramakrishna, D.S.; Long, Y.Z. Ro-bust functional Janus nanofibrous membranes for efficient harsh environmental air filtration and oil/water separation. J. Membr. Sci. 2022, 663, 121018. [Google Scholar] [CrossRef]
- Lee, J.S.; Oh, Y.; Kim, H.; Park, H.S.; Yoon, S.S.; Lee, M.W. Performance Study of Composite Air Filters Using Heterogeneous Fibers. Compos. Res. 2022, 35, 216–221. [Google Scholar]
- Han, K.S.; Lee, S.; Kim, M.; Park, P.; Lee, M.H.; Nah, J. Electrically activated ultrathin PVDF-TrFE air filter for high-efficiency PM1.0 filtration. Adv. Funct. Mater. 2019, 29, 1903633. [Google Scholar] [CrossRef]
- Wong, D.; Hartery, S.; Keltie, E.; Chang, R.; Kim, J.S.; Park, S.S. Electrospun Polystyrene and Acid-Treated Cellulose Nanocrystals with Intense Pulsed Light Treatment for N95-Equivalent Filters. ACS Appl. Polym. Mater. 2021, 3, 4949–4958. [Google Scholar] [CrossRef]
- Hou, D.; Lin, D.; Ding, C.; Wang, D.; Wang, J. Fabrication and characterization of electrospun superhydrophobic PVDF-HFP/SiNPs hybrid membrane for membrane distillation. Sep. Purif. Technol. 2017, 189, 82–89. [Google Scholar] [CrossRef]
- Spasova, M.; Manolova, N.; Markova, N.; Rashkov, I. Superhydrophobic PVDF and PVDF-HFP nanofibrous mats with antibacterial and anti-biofouling properties. Appl. Surf. Sci. 2016, 363, 363–371. [Google Scholar] [CrossRef]
- Görgün, N.; Özer, Ç.; Polat, K. A new catalyst material from electrospun PVDF-HFP nanofibers by using magnetron-sputter coating for the treatment of dye-polluted waters. Adv. Compos. Hybrid Mater. 2019, 2, 423–430. [Google Scholar] [CrossRef]
- Khajavi, R.; Abbasipour, M. Controlling nanofiber morphology by the electrospinning process. Electrospun Nanofibers 2017, 1, 109–123. [Google Scholar]
- Jeong, H.S.; Noh, J.H.; Hwang, C.G.; Kim, S.H.; Lee, S.Y. Effect of Solvent–Nonsolvent Miscibility on Morphology and Electrochemical Performance of SiO2/PVdF-HFP-Based Composite Separator Membranes for Safer Lithium-Ion Batteries. Macromol. Chem. Phys. 2010, 211, 420–425. [Google Scholar] [CrossRef]
- Cardea, S.; Baldino, L.; Reverchon, E. Comparative study of PVDF-HFP-curcumin porous structures produced by supercritical assisted processes. J. Supercrit. Fluids 2018, 133, 270–277. [Google Scholar] [CrossRef]
- Wu, L.; Huang, G.; Hu, N.; Fu, S.; Qiu, J.; Wang, Z.; Ying, J.; Chen, Z.; Li, W.; Tang, S. Improvement of the piezoelectric properties of PVDF-HFP using AgNWs. RSC Adv. 2014, 4, 35896–35903. [Google Scholar] [CrossRef]
- Koh, M.J.; Hwang, H.Y.; Kim, D.J.; Kim, H.J.; Hong, Y.T.; Nam, S.Y. Preparation and characterization of porous PVdF-HFP/clay nanocomposite membranes. J. Mater. Sci. Technol. 2010, 26, 633–638. [Google Scholar] [CrossRef]
- Munir, M.M.; Suryamas, A.B.; Iskandar, F.; Okuyama, K. Scaling law on particle-to-fiber formation during electrospinning. Polymer 2009, 50, 4935–4943. [Google Scholar] [CrossRef]
- Borojeni, I.A.; Jenab, A.; Sanjari, M.; Boudreault, C.; Klinck, M.; Strong, S.; Riahi, A.R. Effect of Nanoclay Addition on the Morphology, Fiber Size Distribution and Pore Size of Electrospun Polyvinylpyrrolidone (PVP) Composite Fibers for Air Filter Applications. Fibers 2021, 9, 48. [Google Scholar] [CrossRef]
- Majumder, S.; Matin, M.A.; Sharif, A.; Arafat, M.T. Understanding solubility, spinnability and electrospinning behaviour of cellulose acetate using different solvent systems. Bull. Mater. Sci. 2019, 42, 171. [Google Scholar] [CrossRef]
- Zhu, S.; Yu, H.; Chen, Y.; Zhu, M. Study on the morphologies and formational mechanism of poly (hydroxybutyrate-co-hydroxyvalerate) ultrafine fibers by dry-jet-wet-electrospinning. J. Nanomater. 2012, 2012, 525419. [Google Scholar] [CrossRef]
- Wang, Z.; Zhao, C.; Pan, Z. Porous bead-on-string poly (lactic acid) fibrous membranes for air filtration. J. Colloid Interface Sci. 2015, 441, 121–129. [Google Scholar] [CrossRef]
- Leung, W.W.; Hung, C.H.; Yuen, P.T. Effect of face velocity, nanofiber packing density and thickness on filtration performance of filters with nanofibers coated on a substrate. Sep. Purif. Technol. 2010, 71, 30–37. [Google Scholar] [CrossRef]
- Yun, K.M.; Suryamas, A.B.; Iskandar, F.; Bao, L.; Niinuma, H.; Okuyama, K. Morphology optimization of polymer nanofiber for applications in aerosol particle filtration. Sep. Purif. Technol. 2010, 75, 340–345. [Google Scholar] [CrossRef]
- Mao, N. Nonwoven fabric filters. In Fibrous Filter Media, 1st ed.; Brown, P., Cox, C.L., Eds.; Woodhead Publishing: Cambridge, UK, 2017; Volume 1, pp. 133–171. [Google Scholar]
- Scholkmann, F.; Nicholls, J. Pulmonary vascular pathology in COVID-19. N. Engl. J. Med. 2020, 383, 887–888. [Google Scholar]
- Nam, C.; Lee, S.; Ryu, M.; Lee, J.; Lee, H. Electrospun nanofiber filters for highly efficient PM 2.5 capture. Korean J. Chem. Eng. 2019, 36, 1565–1574. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Pressure Drop (Pa) | Initial Filtration Efficiency (%) | Efficiency at MPPS (%) | Quality Factor (Pa−1) |
|---|---|---|---|---|
| PLB-13-3L | 117.3 | 96.54 | 95.17 | |
| PLB-39 | 148.6 | 79.56 | 76.50 | |
| PHB-39 | 40.0 | 77.37 | 73.86 | |
| P0 | 8.0 | 12.97 | 7.26 | |
| N95 | 159.0 | 97.74 | 96.28 |
| Sample | Pressure Drop (Pa) | Initial Filtration Efficiency (%) | Efficiency at MPPS (%) | Quality Factor (Pa−1) |
|---|---|---|---|---|
| N95 | 117.3 | 96.54 | 95.17 | |
| 2×N95 | 388.0 | 99.86 | 99.65 | |
| PHB-90 | 110.7 | 92.26 | 90.50 | |
| PLB-90 | 170.6 | 94.21 | 92.50 | |
| PUB-90 | 169.3 | 99.33 | 98.91 | |
| PHB-150 | 206.6 | 99.61 | 99.36 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Borojeni, I.A.; Gajewski, G.; Jenab, A.; Sanjari, M.; Boudreault, C.; Riahi, R.A. Fabrication of Ultra-High-Performance PVDF-HFP Air Filters by Electrospinning. Fibers 2023, 11, 71. https://doi.org/10.3390/fib11080071
Borojeni IA, Gajewski G, Jenab A, Sanjari M, Boudreault C, Riahi RA. Fabrication of Ultra-High-Performance PVDF-HFP Air Filters by Electrospinning. Fibers. 2023; 11(8):71. https://doi.org/10.3390/fib11080071
Chicago/Turabian StyleBorojeni, Iman Azarian, Greg Gajewski, Arash Jenab, Mehdi Sanjari, Charles Boudreault, and Reza A. Riahi. 2023. "Fabrication of Ultra-High-Performance PVDF-HFP Air Filters by Electrospinning" Fibers 11, no. 8: 71. https://doi.org/10.3390/fib11080071
APA StyleBorojeni, I. A., Gajewski, G., Jenab, A., Sanjari, M., Boudreault, C., & Riahi, R. A. (2023). Fabrication of Ultra-High-Performance PVDF-HFP Air Filters by Electrospinning. Fibers, 11(8), 71. https://doi.org/10.3390/fib11080071