Abstract
The demand for orthopedic implants is increasing, driven by a rising number of young patients seeking an active lifestyle post-surgery. This has led to changes in manufacturing requirements. Joint arthroplasty operations are on the rise globally, and recovery times are being reduced by customized endoprostheses that promote better integration. Implants are primarily made from metals and ceramics such as titanium, hydroxyapatite, zirconium, and tantalum. Manufacturing processes, including additive manufacturing and thermal plasma spraying, continue to evolve. These advancements enable the production of tailored porous implants with uniform surface coatings. Coatings made of biocompatible materials are crucial to prevent degradation and enhance biocompatibility, and their composition, porosity, and roughness are actively explored through biocompatibility testing. This review article focuses on the additive manufacturing of orthopedic implants and thermal plasma spraying of biocompatible coatings, discussing their challenges and benefits based on the authors’ experience with selective laser melting and microplasma spraying of metal-ceramic coatings.
1. Introduction
Currently, all over the world, the priority direction for solving the problems of public health is the development of high-tech competitive technologies to produce affordable medical implants that meet international quality standards. These implants play a crucial role in expediting patient recovery, minimizing the likelihood of post-surgery complications related to implant rejection, and guaranteeing the durability of the implant over an extended period. In the last decade, new trends have emerged in the production of medical implants and the introduction of new technologies into orthopedics and trauma medical practice, including the trend towards increasing the environmental sustainability of medical practice [1] or using robotic surgery [2], etc. However, even a comprehensive review of current technological trends and related materials for the manufacture of coated medical implants is too broad a task for this review paper; therefore, based on the authors’ research experience and analysis of data from research and review articles in this field, as well as forecasts of some national and international medical associations, the authors narrowed the scope of consideration to the most urgent problems of the production of metal orthopedic implants with multilayer metal and ceramic coatings.
The fact is that the pathology of the human osteoarticular apparatus is one of the most significant problems in society that affects the quality of life, working capacity, and health of the population. As an illustration, hip osteoarthritis is a prominent contributor to global disability. Recent data from the UK National Joint Registry report reveals that within the past three years, England and Wales have witnessed over 280,000 primary hip surgeries conducted solely to address this condition [2]. According to the forecast of the European Federation of National Associations of Orthopaedics and Traumatology (EFORT) up to 2050, the absolute number of hip implants in European countries will increase by an average of 50%, increasing the number of revisions accordingly [3]. Explosive growth in the number of implants and their consumers in developed countries, members of the Organization for Economic Co-operation and Development (OECD), in the next decades will be mainly driven by the United States, which accounts for 46% of hip implants in 2015 and 56% in 2050. Five countries (the UK, Germany, France, Italy, and the USA) account for 75% of all implant consumers at present and in the future.
Several national registry reports provide data on hip and knee endoprosthesis failures (cumulative revision rate over time). For example, the SIRIS (Swiss National Hip and Knee Joint Registry) report showed that over a follow-up period of six years, the cumulative revision rate for this group approached 4.7%–6.0% for the hip joint and 6.9%–10.8% for the knee joint [4]. For both joint types, there was a steady increase in the number of revisions over time.
It is necessary to note that according to EFORT information, the growth rate of arthroplasty surgeries for younger patients will be higher than for older patients, and an increase in hip implants of 35% is expected for patients aged 64 years and younger [3]. This contrasts with an increase in surgeries for patients aged 65 years and older, which accounts for 16%. Thus, the demand for reliable hip joints is relatively high for young and active patients to maintain their work and lifestyle comfortably. Due to the more frequent use of hip arthroplasty in younger patients, the probability of revision for these patients in their aging phase will also increase. Swedish arthroplasty data over the last four decades show that in the long term, 20–30 years, the revision rate is around 20%–40% for hip arthroplasty, depending on the patient’s age at the time of first implantation [4]. These values are expected to be in the 23%–26% range in 2050, which seems rather conservative and may underestimate future needs for implant revision.
Data provided by EFORT shows that many European countries might face considerable challenges in the future. Due to the aging of the population in most countries and the high growth rate of primary hip replacement in the younger population, it is likely that the number of revisions will rise above average. It is likely that the unmanaged increase in hip arthroplasty cases could lead to several problems in the healthcare systems of these countries, such as increased waiting times and cost pressures, and ultimately limited access to appropriate medical interventions with increased financial costs for patients. Therefore, it is necessary to take appropriate steps in a timely manner to improve the quality of both the endoprosthesis itself and hip arthroplasty procedures in order to prolong the service life of implants and reduce the number of postoperative complications. The choice of implant should also be taken into account in order to achieve the best results for patients [5].
It should be noted that these statistics do not include the need for endoprostheses in several countries in Eastern Europe, the Middle East, and Asia; however, the need for prosthetics there is also high and increasing, and the trend of increasing need for revision implants, as well as the trend of “rejuvenation” of arthroplasty operations, are similar to those reflected in European reports [3,4]. For example, among the population of Ukraine in 2019, the rate of primary disability from diseases of the musculoskeletal system and connective tissue was about 9 per 10,000 of the population of working age, including pathology of the hip joint, which accounts for 3%–5%, and primary disability from this pathology was 10.7% [6]. In this review, attention is mostly paid to the analysis of the needs of the OECD countries to emphasize the relevance of the search for new approaches to the production of orthopedic implants worldwide.
Thus, the issues of choosing the design of endoprostheses, the technology of their manufacture, the materials and coatings used, and the requirements for their surface, which ensure the biocompatibility and antibacterial properties of endoprostheses, are the focus of world scientific research, representing significant scientific and practical interest. The main challenges and costs for the production of implants are associated with the processing of metals, alloys, and ceramics from which implants and their coatings are made.
Recent reviews in this area of research focus separately on new production trends [7,8] or methods of processing and coating the surface of orthopedic and dental implants [9,10] to increase their bacteriological resistance and bioactivity. This review considers in a complex way the main challenges and trends in the production of patient-specific orthopedic implants with improved antibacterial properties and surface biocompatibility. The current review paper focuses on additive manufacturing (AM) and thermal plasma spray techniques for coating implants, in particular microplasma spraying of powder and wire, which are mentioned and discussed in detail. Through these studies, our research team hopes to use and combine AM and thermal plasma spray technologies to develop more biocompatible surfaces to improve the performance of metal orthopedic implants.
2. Additive Manufacturing of Orthopedic Implants: Advantages and Challenges
Nowadays, the existing advanced technologies that produce orthopedic implants are constantly being improved. While the functionality and biocompatibility of prostheses are still being improved with more traditional approaches such as surface modification [9,10,11], new technologies are being developed. These primarily include the use of AM to print patient-specific implants [7,12,13], the thermal plasma spray of multilayer biocompatible coatings [14,15], and the automation (robotics) of related technological processes [15,16,17,18].
AM is a manufacturing technique where materials, including powder, plastic, or metal, are incrementally deposited layer by layer based on a computer-aided design (CAD) model. This process results in the creation of a tangible, three-dimensional model of the desired object [13]. This method differs from traditional manufacturing techniques in that instead of removing material, as in computer numerical control (CNC) machining of an implant, for example, it adds materials layer by layer. Thus, AM is the process of selectively combining materials to produce objects in a layer-by-layer manner using digital information about the parts, i.e., 3D CAD models. This definition highlights the fundamental difference between the AM process and traditional manufacturing methods such as the above-mentioned machining processes (e.g., CNC turning), molding processes (e.g., forging), and solidification processes (e.g., casting) [7]. AM is often also referred to as 3D printing, rapid prototyping, or stereolithography.
3D printing technologies, such as selective laser melting (SLM), can be a response to the challenges of manufacturing complex-shaped implants. SLM is one of the most precise metal part production methods among metal additive manufacturing technologies. In the process of SLM, the implant is built layer by layer using a powerful laser to selectively melt the titanium alloy powder according to the CAD model. Materials that can be machined with SLM include Ti6Al4V (Grade 5), Ti6Al4V ELI type (Grade 23), Ti-Nb-Ta alloys, etc. SLM technology allows for the direct production of implants using hydroxyapatite (HA) powder and different biocompatible ceramics. HA, which is the primary inorganic component found in mammalian bones, possesses advantageous properties such as biocompatibility and the ability to integrate with bone tissue. Cox et al. provide a comprehensive analysis of 3D-printed bone scaffolds made from composite powders consisting of HA and polyvinyl alcohol (PVOH) [12]. This technique is considered promising as it facilitates osteoconduction and osseointegration in vivo. SLM offers good surface quality and high resolution for printed parts and can be used to obtain a custom-made design (adaptive implants). Adaptive implant is a term referring to the use of enveloped design algorithms, such as scaling up the basic design of a medical device to adapt it to a patient’s unique anatomy. Thus, AM allows the design and manufacture of customized implants with controlled volumetric porosity, which is most valuable for orthopedics, and complex geometries such as porous structures, honeycombs, and implants with a trabecular (lattice) surface in one production step [19]. Figure 1 shows 3D-printed titanium alloy products of complex geometry obtained in one SLM operating cycle, such as a detail of the endoprosthesis of the intervertebral disk (Figure 1a) and a honeycomb structure (Figure 1b), and also illustrates their excellent correspondence to stereolithographic models according to computed tomography data (Figure 1c,d).
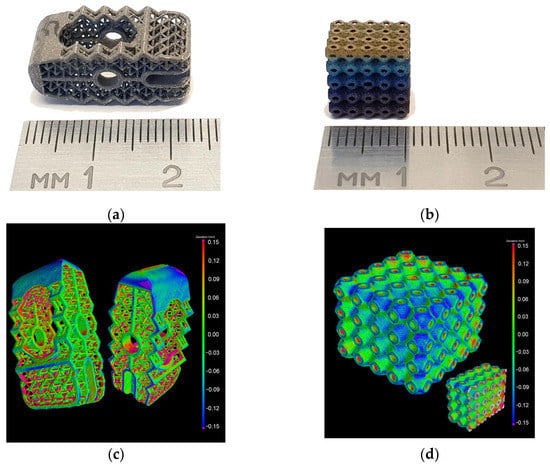
Figure 1.
Specimens of titanium trabecular substrates: (a) Detail of the endoprosthesis of the intervertebral disk; (b) honeycomb structure; (c) results of automated computed tomography analysis with a color map of deviations of a real part of the endoprosthesis; (d) a honeycomb structure from their stereolithographic (stl) models [19].
According to the results of computed tomography analysis, the ratio of the volume of defects to the volume of material for the honeycomb structure was 0.41% and for the endoprosthesis part was 2.28% [19].
Compared to conventional manufacturing processes, AM has high productivity and minimal waste for both mass and individual medical production [20]. However, the cost of AM implants is high, as it requires the use of expensive equipment, software, printing materials, and skilled human resources. Thus, AM produces implants at a high cost and requires high design costs. Another limitation of this technology is the 3D printing of the physical model of the implant on a time scale. This is a variable that depends on the complexity and size of the model [7,13,21].
However, since AM does not require design and/or material-dependent instruments, AM is an ideal candidate for the development and production of next-generation orthopedic implants [7,12,13]. AM offers a flexible solution in the fields of orthopedics and dental surgery, where individual implants can be made according to the required shape and size. The 3D model created with this technology gives an accurate representation of the patient’s anatomy. Finally, the freedom of design that can be easily achieved with AM technology allows the use of porous structures for bone ingrowth and biological fixation of the implant. For the implant to be fixed securely and not be rejected by the human body, new approaches are required in both the choice of production technologies and the choice of materials for the manufacture of the implant.
In addition, the development and use of 3D CAD models of implants for 3D printing provide a good opportunity to combine AM processes with subsequent robotic processing of the implant surface [19]. Surface treatment of the implant, as noted in the reviews [9,10], is necessary to improve the antibacterial properties as well as the properties of biocompatibility and bioactivity of the implant surface.
One of the main advantages of AM is the possibility of rapid prototyping of porous scaffolds in a wide range of porosity, pore sizes, and structure regularity (an irregular structure is characterized by the presence of pores of various sizes and shapes). It is recommended that the porous scaffold in titanium endoprosthesis implants have a porosity of more than 60% and a pore size of at least 300 µm for better bone osseointegration [22]. Zhang Y. et al. experimentally found that for SLM-produced titanium scaffolds, pore sizes in the range of 600–700 µm at a porosity of 70% synergistically promote in vitro osteogenic activity and in vivo new bone formation [22]. Wang C. et al. (2021) investigated the effect of regular and irregular structures of porous Ti6Al4V scaffolds fabricated by Electron Beam Melting (EBM) on biocompatibility [23]. The results of the study [23] showed that the ability of cells to vascularize and the proportion of bone area on scaffolds with pores of irregular size were stronger and larger, respectively, than on regular ones, while the mechanical properties of irregular scaffolds were better than those of regular ones.
Gao B. et al. (2023) in a review article [24] note the advantage of SLM over other 3D printing technologies, such as the aforementioned EBM, DED (Directed Energy Deposition), or DMLS (Direct Metal Laser Sintering), as the ability to produce a product with high mechanical load capacity, no worse than traditional processes, and even better than forging. However, high porosity reduces the mechanical strength of the implant, which is a challenge. Another disadvantage of using AM for the manufacture of porous materials is the impossibility of completely melting the powders and removing all fine powders from the scaffold pores [25]. To answer these challenges, it is necessary to complicate the design of the porous implant scaffold in order to strike a balance between mechanical strength and effective bone formation ability, as well as optimize the AM parameters in order to improve the melting of powder particles [26,27]. In addition, it is important to optimize the characteristics of the pore size, porosity, and structure of the implant scaffold, taking into account the complexity of the bone structure and the numerous in vitro and in vivo tests that will be required.
It should also be noted that in a review article [24], poor surface roughness is noted as a disadvantage of SLM technology; however, there are currently no systematic studies on how SLM or SLS (Selective Laser Sintering) parameters affect the surface roughness of scaffolds or the relationship between roughness and biocompatibility of scaffolds [26]. Thus, it can be assumed that the high roughness values achieved in the SLM process (for example, the average roughness Ra = 26.6 ± 3.4 µm of 3D printed tensile specimens of the titanium alloy Ti6Al4V mentioned in [19]) may increase the biocompatibility of 3D printed titanium implants. However, more research is needed to establish the nature of the dependence of biocompatibility on roughness, and researchers should focus on certain materials.
The advantage of AM is a wide range of materials for 3D printing in general, including polymers, ceramics, composites, metals, alloys, functionally graded smart and hybrid materials, etc. [27,28], and for SLM in particular, including metals, alloys, and ceramics with high melting points [24]. At the same time, as noted by Srivastava et al. (2022), the main limitation for most of the innovative AM applications is the need for compatibility of raw materials with specific AM machines; that is, the challenge lies in the rigidity of the choice of raw materials [28].
Last but not least, AM demonstrates the ability to integrate with other advanced technologies such as ultrafast lasers [29] or coating technologies such as robotic microplasma spraying (MPS) [18], microarc oxidation (MAO) [25], and wire and arc plasma spraying [30], which opens up opportunities for a new generation of micro-manufacturing techniques for difficult-to-machine materials.
Summaries of the main challenges and advantages of AM orthopedic implants are presented in Table 1. It should be noted that the review [31] by Zhai X et al. (2022) is a good help for navigating the large number of modern publications on the topic of AM. This comprehensive review provides readers with a survey on AM review papers and guidance for choosing the reviews of interest to them on some specific topics.

Table 1.
The main challenges and advantages of AM orthopedic implants.
3. Requirements and Materials for Metal and Ceramic Coatings of Orthopedic Implants
3.1. Implant Surface Requirements
Bone tissue necrosis is a significant factor contributing to the rejection of endoprostheses by the patient’s body. This condition arises when the implant surface undergoes destruction or deformation, leading to the infiltration of metal particles into the surrounding tissues. Additionally, the occurrence of periprosthetic bacterial infections poses a further constraint on the utilization of contemporary implants [8,32]. Therefore, the focus is also on the development of new technologies for the surface treatment of medical implants to increase their biocompatibility, i.e., the property of the implant material that provides a favorable response to a specific function of the implant in a given biological environment. On the other hand, various approaches are being developed to impart antibacterial properties to implant surfaces [32]. The main ones are based on the development of bioactive coatings, usually involving surface modification with antibiotics, antimicrobial peptides, polymers, or inorganic elements providing antibacterial activity [33]. The latter includes magnetron sputtering of thin metal films such as Ag, Cu, Cu-Ti (or Nb-Ti), etc. The current trend in obtaining antibacterial coatings is the magnetron sputtering of thin Cu-Ti films varying from 20 wt.% to 80 wt.% Cu contents, demonstrating pronounced antimicrobial activity against S. aureus and E. coli bacteria [34,35,36]. It is noted that further research is needed to select both the optimal composition of thin films and their deposition parameters. Aissani et al. (2022) showed that Ti(Al, Cu)N coated with 9.2 wt.% Cu exhibited significant antibacterial activity against E. coli, S. aureus, and P. aeruginosa [37].
When an endoprosthesis is implanted in the human body, the surface of the implant is the first point of contact with living tissue. Consequently, the initial response of the tissue to the implant material is influenced by the characteristics of its surface. To promote a favorable reaction, the surface treatment of the implant must ensure non-toxicity and antibacterial properties. Furthermore, the implant should exhibit osteoconductivity and osseointegration to expedite the patient’s recovery process and extend the lifespan of the implant [9,38,39]. The main challenge here is to develop a coating with controlled composition, microstructure, and surface morphology that will provide the desired surface biocompatibility properties. At the same time, the concept of biocompatibility is ambiguous [38]. There are no recognized quality standards for new types of coatings, such as multi-layer coatings, so tests are required to confirm the success of new developments. For example, such important requirements as porosity and surface roughness have not yet been included in International Organization for Standardization (ISO) standards for medical implants and coatings because this is a matter of intensive new research and discussions.
In general, when choosing a material and manufacturing technology for an orthopedic implant, one should take into account compatibility with the human body, that is, not cause a negative reaction in the body and not be destroyed under the influence of body fluids, be non-toxic, non-carcinogenic, non-allergenic, non-thrombogenic, etc. (these requirements exclude many available engineering materials), and have adequate physical and mechanical properties to replace the physiological function of bone tissue. For practical use in healthcare practice, the material must be processable, relatively low-cost, and readily available. Thus, the ideal combination of materials should have the following properties: biocompatibility to prevent adverse tissue reactions and excellent resistance to degradation (e.g., high corrosion resistance of metals or biodegradation of polymers). The implant base material must have an acceptable strength to withstand cyclic loading, and the coating material must have a low modulus of elasticity to minimize bone resorption. At the same time, although the coating materials mainly affect the biocompatibility of the implant, the success and completeness of the engraftment of the implant can also be affected by the functional characteristics of the recipient’s body, cells, and tissues, that is, the conditions in which the implant is placed in the body. In this regard, preliminary testing of the cytotoxicity of the materials used, as well as an assessment of their effect on the functional activity of various cell types, is of great importance.
3.2. Requirements for In Vitro Testing
In vitro testing is a primary evaluation criterion for a medical device’s biocompatibility. Bio-coated medical implants are classified as Medical Device Class-III with respect to the Medical Device Regulations. In this context, the materials of bio-coated implants should be evaluated considering the biocompatibility and toxicity criteria specified in the ISO 10993 standards [40]. According to ISO 10993-5:2009, medical implants could be tested on extracts by direct and indirect contact for various cytotoxicity assays and different cell lines [41].
When cells are cultured directly on the surface of the materials under investigation, the experimental outcomes may differ significantly compared to the indirect approach [42]. Overall, the evaluation of medical implant biocompatibility is heavily influenced by a number of variables, such as the type of material, its structural characteristics, manufacturing processes, sterilization techniques, the nature of contact with cells or tissues, and potential interferences between the cell and the host [43]. Additionally, the crucial component of a biological evaluation is the cell’s reaction to biomaterials. The reaction of cells to the material is usually mediated through integrin-mediated signaling [44]. When a cell comes into contact with a material surface, integrins on the cell membrane can bind to specific ligands present on the material or its coating. This interaction initiates a series of signaling events within the cell that can influence cell behavior, including adhesion, migration, proliferation, differentiation, and gene expression. Integrin-mediated signaling can trigger various intracellular signaling pathways, such as focal adhesion kinase (FAK), mitogen-activated protein kinase (MAPK), and phosphatidylinositol 3-kinase (PI3K)/Akt pathways. These pathways regulate processes such as cytoskeletal rearrangement, cell survival, proliferation, and the secretion of growth factors and cytokines [44]. Understanding and manipulating integrin-mediated signaling is important in the design of biomaterials for implants and tissue engineering constructs. By engineering the surface properties of materials or incorporating specific ligands, it is possible to enhance integrin binding and signaling, promote desirable cell-material interactions, and improve the overall performance and integration of the implant in the body. In the review by Sansone et al., adverse effects from chromium (Cr) and cobalt (Co) were discussed [45], including their deleterious effects on osteoblast proliferation, viability, type-I collagen gene expression, and cytokine release [46], and the promotion of the release of proinflammatory cytokines—TGF-β1, TNF-α, IL-β 1, and IL-6 [47,48]. Coating materials with Mg and Sr has an even more beneficial effect on the process of osteogenesis [49]. The presence of Zirconia on the titanium surface has a higher beneficial effect on osteoblast morphological changes, cell cluster formation, and the production of bone sialoprotein (BSP) and osteocalcin (OC) [50]. Titanium alloys are widely used in orthopedic and dental implants and are considered less toxic compared to Co [50,51]. The presence of titanium ions on the implant surface can promote osseointegration, the direct bonding of the implant with the surrounding bone tissue. Titanium ions have been shown to enhance the adhesion, proliferation, and differentiation of osteoblasts, promoting bone formation and integration of the implant [52]. Thus, in assessing implant biocompatibility, it is important not only to evaluate the cytotoxic effect but also the cell function, such as proliferative, differentiative, and migrating potential [52].
3.3. Porosity
The porosity of the surface layers of orthopedic and dental implants is a significant property that can be altered. Several studies have examined the impact of different parameters, such as average pore size, bulk porosity, and thickness, of biocompatible coatings made from various materials on implant osseointegration. These studies have demonstrated that the application of thick porous coatings (ranging from 50 μm to 700 μm) facilitates secure implant fixation in tissues by enhancing the contact area with bone tissue [53,54,55]. These coatings possess a structure similar to that of bone, enabling the infiltration of bone tissue cells and blood vessels into the implant’s pores.
Currently, researchers disagree about the optimal pore size for the implant and the actual value of porosity (%). Matassi F. et al. indicated that a pore size of 100–200 µm in titanium samples is better for promoting cell adhesion and enhancing antibacterial properties compared to larger pores of 355–500 µm or with completely dense samples [56]. Tumilovich et al. [57] provided some data from studies on laboratory animals to determine the adhesion strength of cylindrical implants with a porous titanium powder coating to adjacent bone tissues. It has been shown that after 2–3 months, the shear strength reaches a maximum of 26–27 MPa in the pore size range from 100 µm to 300 µm, while at larger pore sizes, the adhesion strength of the bone to the implant decreases [57]. Liu et al. recommend providing pores of different sizes (in the range from less than 20 μm to more than 100 μm) in endoprosthesis implant materials, while the pores must be interconnected [58]. Kalita V.I. et al. [55] provided experimental data on osseointegration in animals (dogs) of intraosseous implants coated with titanium and hydroxyapatite. According to the data, the size of open pores from 300 µm to 500 µm is optimal for efficient integration of bone tissue [55]. The ranges of the desired porosity of the surface layers of the implant (coating) are indicated by the authors of research papers [55,57] in the range of 15% to 35%. According to the research conducted by Wang et al., the results demonstrated that as the pore size of the scaffold increased, there was a gradual decrease in both the surface area and volume of the scaffold. Simultaneously, there was a gradual increase in the ability of cells to proliferate and survive. However, it is important to note that successful implantation is influenced not only by pore size but also by pore shape. Furthermore, the study found that cells exhibited a greater capacity to develop blood vessels on scaffolds with irregular pore sizes compared to scaffolds with uniform pore sizes [23]. The results of the analysis of the literature data on the effect of pore size on endoprosthesis implantation are summarized in Table 2.
Table 2.
Effect of pore size on implant engraftment.
3.4. Modulus of Elasticity
The porosity of the implant coating also affects the value of its modulus of elasticity. The fact is that one of the main causes of implant failure is its aseptic loosening due to a decrease in bone density, which is caused by insufficient load acting on the bone surrounding the endoprosthesis since the bone tissue is formed and strengthened in the direction of the lines of action of mechanical stresses [59]. In the literature, the phenomenon known as “stress shielding” occurs when the elastic modulus of the metal and alloy implant significantly exceeds the corresponding characteristic of bone tissue, which leads to the occurrence of contact stresses in the contact zone between the bone and its substitute. Currently, to solve this problem, there has been active development of alloys with a low modulus of elasticity and 3D printing technologies for porous scaffolds to produce endoprostheses [60]. In the case of modification of the surface of such endoprostheses, to increase biocompatibility, it is necessary that the modified surface layer (for example, a coating) also have a low modulus of elasticity, close to the modulus of the implant base material and bone, i.e., less than 3 GPa [51]. The value of the elasticity modulus of the coating decreases with an increase in porosity. At the same time, an increase in porosity leads to a decrease in other mechanical characteristics of the coating, including cohesive strength, so excessive porosity can lead to premature destruction of the coating, which will cause a need for repeated surgical intervention. Thus, the approximation of the elasticity modulus of the coating to the elasticity modulus of the bone, due to an increase in the porosity of the coating, is possible only up to a certain limit value, above which the cohesive strength of the coating will be insufficient in relation to the strength of the bone, which will lead to instability of the endoprosthesis.
3.5. Surface Roughness
The response of cells and tissues is influenced by the surface roughness of the implant, whereby greater roughness enhances the implant’s surface area in contact with the bone and consequently increases the presence of osteoblasts. This, in turn, improves the implant’s attachment to the bone [53,57,61], which is required for joint endoprostheses and bone-fused dental implants. However, to reduce the complications associated with the removal of pins, screws, or plates after successful fracture healing, osteoblast attachment, in contrast, must be suppressed to reduce further bone growth on the implant.
During osseointegration after implantation, the implant forms a protein layer that makes the implant surface susceptible to bacterial colonization and the growth of bacterial biofilms [11,54]. Bacterial infections caused by gram-positive Staphylococcus aureus and epidermal staphylococci tend to form resistant biofilms on implants, which are difficult to eliminate with antibiotics. Therefore, while increasing the biocompatibility of the implant surface, it is necessary to simultaneously find out how to prevent the formation of bacterial biofilms that cause periprosthetic bacterial infections, which are one of the most common complications after arthroplasty. For orthopedic titanium implants in particular, the recommended average surface roughness (Ra) is in a wide range from 0.07 µm to 100 µm [62]. However, no systematic study on the effect of surface roughness on biocompatibility and resistance to bacteria has been conducted. Different approaches to choosing the optimal range of implant surface roughness lead, respectively, to different recommended Ra values.
Jahani B. and Wang X. (2021) indicated the optimal range of surface roughness of orthopedic implants from 20 μm to 25 μm, since in their experiment, although an increase in roughness increased cell adhesion and proliferation on the surface of samples from the Ti13Nb13Z alloy, it also increased the stress concentration sites, worsening the bending strength and leading to the formation of cracks [62]. The authors of the research paper [62] also note a very important, in our opinion, non-linear dependence of cell proliferation on surface roughness: with an increase in surface roughness to about 28 μm, the number of proliferating cells on Ti13Nb13Zr samples increases to a maximum value and then decreases; that is, an increase in roughness at a certain point becomes an obstacle to cell growth and cell connections. The dual effect of surface roughness on cell proliferation in the paper [62] has been cleverly explained by the “shelter vs. jail” hypothesis: “shelter” provides places for cells to grow and connect, while “jail” provides barriers to proliferation. However, it is also possible that the chemical composition of the Ti13Nb13Z alloy with a significantly lower Young’s modulus (E = 75 GPa) than that of the Ti6Al4V alloy (E = 114 GPa) [62] affected the biocompatibility characteristics of the material, so in the future, a comparative analysis of the effect of surface roughness on the biocompatibility of various titanium alloys would be of interest.
Lewallen E. et al. (2021) investigated in vitro the effect of the surface roughness of titanium (Ti6Al4V) orthopedic implants on human mesenchymal stromal cells (MSCs), suggesting that the main biological defect leading to implant loosening even in the absence of infection (i.e., aseptic loosening) is cellular dysfunction at the “host-implant” interface and that the behavior of cells at the “bone-implant” interface can be modulated by changing the surface roughness of the implant [63]. As shown in the paper [63], 3D computer laser-sintered porous-structured specimens had the highest average roughness values (Ra 118.19 ± 9.06 µm), while grit-blasted specimens had lower values (Ra 5.74 ± 0.19 µm) and bead-blasted substrates had the lowest (Ra 1.10 ± 0.18 µm). As in the article [62], in the paper [63], it is noted that the increased surface roughness of orthopedic implants can impede cell proliferation and also delay the differentiation of MSCs; thus, the surface roughness of metal orthopedic implants can change the phenotype of MSCs. However, the authors of [63] suggest that the decrease in cell proliferation rate on substrates with increased roughness may be the result of an adverse biological response to increased exposure to titanium. Thus, poor osseointegration of titanium implants may be due to the effect of titanium on the tissues around the endoprosthesis implant, and new studies with additional cell types and the involvement of new donor patients (for example, diabetic patients) are needed to understand patient-specific differences in response cells on different types of materials.
All of the above leads us to the need to discuss different types of materials for orthopedic implants and their coatings.
3.6. Materials
Currently, discussions are ongoing regarding the choice of a material for a biocompatible implant with good bulk properties and characteristics suitable for clinical applications [8,38,61,64]. Suffice it to recall the recent statement by EFORT [65] on cobalt in orthopedic implants, which states that the EU Commission, after receiving instructions from the European Chemicals Agency ECHA on 1 October 2021, will raise the level of concern about cobalt contained in medical devices. The choice of materials is also a key parameter for a successful biocompatible coating. Many different materials can be used to form biocompatible coating layers, including metals, ceramics, and polymers [9]. However, the diversity of coating processes and material properties can make it difficult to select the best coating composition. Although each of the starting materials has biocompatibility properties, they have different melting points and mechanical and chemical properties.
To date, titanium alloys are still the main material for the manufacture of implants because the failure rate of implants from them is extremely low (more than 89% of implants are more than 10 years old), and this situation is likely to continue in the foreseeable future [8,38,51,64]. Clinical experience has shown that metal implants are subject to localized corrosion in the human body, releasing metal ions into surrounding tissues. It is believed that the properties of the oxide films covering the surfaces of titanium implants are critical for resisting corrosion and successful osseointegration, in particular in areas of compromised bone [64,66]. At the same time, the biocompatibility of pure titanium (Ti) is better than that of alloys based on it, as pure titanium is more resistant to corrosion processes and is traditionally one of the main materials for coating orthopedic and dental implants. In addition, the right choice of manufacturing makes it possible to obtain multilayer titanium coatings with predictable properties, for example, a sufficiently thick (up to 300 μm) two-layer titanium coating with a dense sublayer providing good adhesion to the substrate and a porous top layer, which can accelerate implant growth with bone [15].
Currently, interest in the use of zirconium (Zr) and tantalum (Ta) metals as materials for medical implants has increased [66,67,68,69]. Zirconium exhibits the highest biocompatibility of any metal, followed by pure titanium, niobium, and tantalum [66]. Compared to titanium alloys, zirconium alloys also have better biocompatibility, are less susceptible to biocorrosion, and are less likely to cause rejection reactions in patients [67]. Kulkarni and Kakandikar [68] also note such unique properties of zirconium alloys for biomedical applications as the formation of an internal bone-like apatite layer as well as interaction with magnetic resonance imaging (MRI) diagnostics with better compatibility and low magnetic susceptibility. Zhang Y. et al. (2023) investigated the biocompatibility and osteogenic activity of sintered Zr-30Ta and Zr-25Ta-5Ti alloys for dental and orthopedic implants using cell culture experiments [69] and found that due to the chemical composition of these newly developed alloys, they have better biocompatibility compared to commercially pure titanium. Due to their high strength and chemical stability, Zr and Ta are very promising as orthopedic biomaterials. The increased corrosion resistance of these materials is achieved by a relatively thick (approximately 5 µm) surface oxide layer, but they are expensive to manufacture and are currently sought after mainly in special circumstances where problems such as metal allergy (or more specifically, hypersensitivity to metal) exist. The main challenges and costs of producing implants are related to the shaping and processing of these metals.
There is still steady interest in advances in the field of increasing the biocompatible properties of the surface of metal implants by coating them with materials based on calcium phosphate, such as hydroxyapatite [10,70,71]. HA, or hydroxyapatite, is a mineral belonging to the apatite group composed of calcium phosphate (Ca10(PO4)6(OH)2). It shares a chemical similarity with the apatite found in the host bone and serves as a source of calcium and phosphorus for the bone-HA interface. Coating implants with HA enhances osseointegration and can significantly reduce the duration of endoprosthesis implantation. HA-coated implants exhibit a promising combination of the mechanical properties of the underlying metal substrate and the beneficial biofunctions of various calcium phosphate-based bioceramics [72,73].
Thus, the biocompatibility of endoprostheses can be improved by coating their surface with the above-mentioned pure metals: Ti, Ta, Zr, ceramic HA, or multilayer coatings of these materials. The concept of obtaining a two-layer Ti coating was mentioned above, but it is also possible to obtain a sufficiently thick (up to 300 μm) multilayer Ti/HA coating. The dense Ti underlayer provides good adhesion to the substrate, while the porous Ti middle layer and HA top layer are designed to accelerate bone ingrowth (Figure 2) [15].
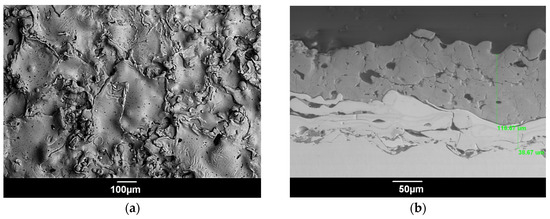
Figure 2.
SEM images of the multilayer microplasma-sprayed coating with the Ti lower and middle layers and the HA upper layer: (a) surface; (b) cross-section indicating the thickness of the layers [15] (p. 187).
A schematic explanation of the main requirements, not currently regulated by ISO, and materials for metal and ceramic coatings of orthopedic implants to obtain a coating with enhanced biocompatibility is presented in Figure 3.
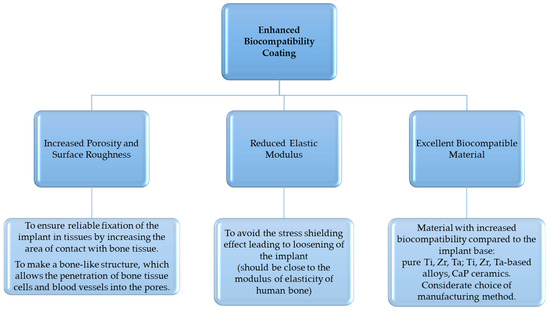
Figure 3.
Requirements and materials for metal and ceramic coatings of orthopedic implants to obtain a coating with enhanced biocompatibility.
Research generally supports the concept that Ti-Cu thin film coatings on titanium alloy implants can provide a local antibacterial environment while remaining relatively non-toxic to the human osteoblast cell line [34,35,36]. Considering this and the above, it suggests wide prospects for the manufacture of multilayer coatings for implants of medical endoprostheses with enhanced biocompatibility properties provided by the lower layers of coatings from Ti, Zr, Ta, and Ha and resistance to the formation of bacterial films due to the upper layer of a thin Cu-Ti film. However, to control the characteristics of coatings, in particular key properties such as chemical composition, porosity, adhesion to the substrate, and surface roughness, a good understanding of the manufacturing process is required. Among the various methods for obtaining coatings, thermal plasma spraying is very promising; its more detailed description is given below.
4. Thermal Plasma Spraying of Metal-Ceramic Coatings
The term thermal plasma spraying (TPS) encompasses all methods in which a coating on the surface of a substrate is formed from heated micrometer-size particles hitting the substrate at high speed. In this case, the three most important parameters—particle size, particle temperature, and particle speed—can vary greatly depending on the method of deposition. Under the general name of thermal spraying, the following methods are combined: plasma spraying, flame spraying, wire arc spraying, detonation spraying, high velocity air fuel (HVAF), high velocity oxy-fuel coating spraying (HVOF), cold spraying, warm spraying, and spray and fuse. Coating materials in powder or wire form include alloys, ceramics, metals, composites, and plastics.
The process of creating a thermal plasma coating involves the deposition of numerous particles onto the substrate, which are heated to a molten or semi-molten state within the plasma jet. These particles, known as splats, form on the substrate, leaving gaps between them that result in the formation of pores. The porosity and surface roughness of the coating are influenced by the size and extent of melting of the particles that make up the coating [74,75]. The pore size is affected by both the actual size of the coating particles and their shape [57,75]. The review [75] made an excellent visual description of the processes of thermal spraying (TS) and coating build-up for powder coatings. Understanding the mechanisms of coating formation makes it possible to select specific parameters of TPS to obtain the required coating microstructure. Currently, TPS techniques are widely used in applications related to the metalworking industry [74], but for the biomedical field, this is an innovative issue with potential that is currently being explored [76,77,78,79]. Therefore, the thermal plasma spraying (TPS) technique is suitable for producing coatings of high-melting-point metals or ceramics by melting material particles in a plasma jet. However, it is important to consider that treating the surface of an implant with a plasma jet can lead to volumetric heating, which may cause deformation of the implant upon cooling. Hence, when selecting parameters for TPS of coatings made from biocompatible materials on medical implants, it is crucial to have scientific justification to achieve the desired properties of the implant surface (enhanced biocompatibility), prevent overheating, and efficiently utilize expensive coating materials. Heating and deformation can be particularly problematic for small-sized porous implants, such as 3D-printed titanium intervertebral discs with a trabecular structure. Titanium has relatively low thermal conductivity, and the thin septa of the trabecular structure can deform significantly during thermal plasma spraying, distorting the original 3D model. To address the issue of bulk overheating of the implant, alternative approaches can be employed, such as conventional thermal plasma spraying of a suspension of hydroxyapatite (HA) powders [80] or the use of micro-plasma spraying (MPS) of HA powders, as previously described [19,72,73,79]. It is noted that the mechanical and antibacterial properties of HA coatings and their ability for bone repair depend both on the parameters of plasma spraying [72,79,80] and on the composition of the coating [73,81,82].
At present, micro-plasma spraying (MPS) is considered a promising technique for thermal plasma spraying (TPS) of biocompatible coatings on small-sized implants, including components such as elbow joint parts, dental implants, and intervertebral discs. MPS offers the capability to deposit coatings using both powder and wire materials onto substrates made from diverse materials. The possibility of spraying wire gives it a certain advantage. Indeed, although, as noted in the review [75], powders are the most commonly used feedstock in the TS process, certain requirements for the chemical composition of powders, the size and morphology of their particles, and especially the requirements for powder flowability make the production of powders for HTS quite expensive. Therefore, the use of wire feedstock seems to be a more affordable option. The utilization of sprayed material during MPS is considerably reduced compared to conventional thermal plasma spraying due to the smaller diameter of the spray spot, typically ranging from 3 mm to 5 mm. The main design features of microplasmatrons and their differences from plasmatrons for conventional atmospheric plasma spraying (APS) can be found in the review article by Lugscheider et al. [83], which notes that “The term ’Micro’ mainly refers to the comparably very low power level on which the MPS process is operated. Associated with the low power input are certain specific characteristics of the MPS process” [83] (p. 635). MPS offers the advantage of minimal thermal impact on the substrate due to the low power of the microplasmatron. This allows for the production of coatings on thin-walled and small-sized parts without deformation or overheating. Additionally, MPS enables the creation of porous coatings on metal endoprostheses using refractory and biocompatible metals (such as Ti, Ta, and Zr) [14,15,16,17,78,84], and their alloys, as well as ceramics such as HA [15,16,19,78,79]. These porous coatings contribute to improved biocompatibility and promote the secondary fixation of the implant by facilitating bone tissue ingrowth into the pores.
It should be noted here that the term microplasma spraying can also be referred to as MIPS, as in the very complete descriptions of this technology in relation to the production of coatings from hydroxyapatite by A. Dey et al. in the book [85] and research papers [86,87,88].
The possibility of MPS of HA coatings 200 µm thick with nanohardness (1.5–5 GPa) and Young’s modulus (60–100 GPa) on SS316L substrates was shown [86]. It was observed that the MPS-HA coating showed a high degree of crystallinity of ~92%, a high porosity level of 20 vol.%, and a moderate bonding strength of about 13 MPa [87]. The results of a systematic in vitro study of this coating after immersion in a synthetically created body fluid medium for 1–14 days showed that with a long immersion time (i.e., 14 days), a minimal decrease in the values of crystallinity, nanohardness, and Young’s modulus occurred in the coating, but no large-scale delamination or peeling of the coating was observed, which indicates the stability of the coating [88].
As can be concluded from the analysis of books and papers on microplasma-sprayed coatings, the interest in the application of this technology to obtain coatings for biomedical purposes is quite stable and successful, which is confirmed by both in vitro and in vivo vitro tests [88,89]. According to Junker R et al. [89], MPS–CaP coatings on titanium screw-type titanium implants inserted into the femoral condyle of goats showed statistically significant higher torque values compared with the noncoated implants after 6 weeks and at 12 weeks of healing.
In addition, various researchers note that the MPS method can be used to obtain HA coatings with high crystallinity values above 90% [79,87]. The HA coatings obtained with high crystallinity values (92%–95%) meet the requirement for crystallinity (not less than 50%) specified in the ISO 13779-2 standard for surgical implants [90]. Numerous studies, as reviewed by Dorozhkin [72,73], have indicated that crystalline HA coatings exhibit a low dissolution rate in vitro, demonstrating reduced resorption and increased direct bone contact in vivo. Conversely, amorphous HA coatings tend to dissolve rapidly in a physiological environment. Hence, a high degree of crystallinity is desirable for HA coatings. It is worth noting that Ohki et al. [91] observed the absence of harmful CaO compounds in HA coatings produced through thermal spraying. Additionally, Rakhadilov and Baizhan [77] observed distinct HA peaks in the diffraction patterns of HA coatings, indicating good crystallinity and the absence of CaO when HA powder was gas detonation-sprayed onto the surface of a Ti–6Al–4V alloy. The results of our previous research [14] align with the findings of this study concerning the purity and crystallinity of microplasma-sprayed HA coatings on a pure titanium sublayer. Consequently, it can be inferred that TPS is suitable for manufacturing HA coatings for implants. Furthermore, the properties of HA coatings are more dependent on the spraying parameters than on the substrate structure.
However, the main challenge hindering the introduction of TPS technologies in general and MPS in particular into the practice of manufacturing coatings for medical implants is the control of the deposition process, namely the possibility of predicting the properties of coatings depending on the choice of MPS parameters and the choice of parameters that ensure the most efficient use of materials (powders and wires) and precise maintenance of these parameters during the deposition process.
The efforts of our research group have been devoted to filling this gap, with the following objectives:
- −
- To establish the correlation between the coating porosity and MPS parameters and to select specific MPS parameters to form porous coatings from Ti, Zr, Ta, and Ha on Ti substrates (with the desired porosity suitable for biomedical applications) with satisfactory adhesion of coatings to the substrate.
- −
- To improve and apply the technology of robotic MPS coatings on implants of complex shape in order to accurately maintain such critical process parameters as the speed of movement of the microplasmatron along the implant surface and the spraying distance.
- −
- To investigate the possibility of combining the technologies of robotic MPS and AM for the possible production of custom-designed implants with increased surface biocompatibility.
First, the coating experiments for MPS of wire materials such as unalloyed zirconium [17,84,92] and pure titanium [14,15], as well as synthesized HA powder [15,79], were accomplished in a two-level fractional factorial design (2 4−1). The following parameters were chosen as variable parameters: current (I, A), plasma gas flow rate (Q, slpm), spraying distance (H, m), and wire or powder flow rate (Vw, m/s or Vpow, g/min). The speed of linear movement of the microplasmatron along the substrate made of ELI-Grade 5 titanium medical alloy was chosen as 2.3 m/min. For each combination of parameters in eight runs, the porosity of the coating, as well as the sizes and morphology of individual particles and splats forming the coating, were studied by scanning electron microscopy and analysis of the corresponding digital images. For example, Figure 4 shows the dependence of the particle size of the microplasma-sprayed Zr wire and the porosity of the coatings on the combination of MPS parameters in runs 1–8 with SEM images of Zr particles [84].
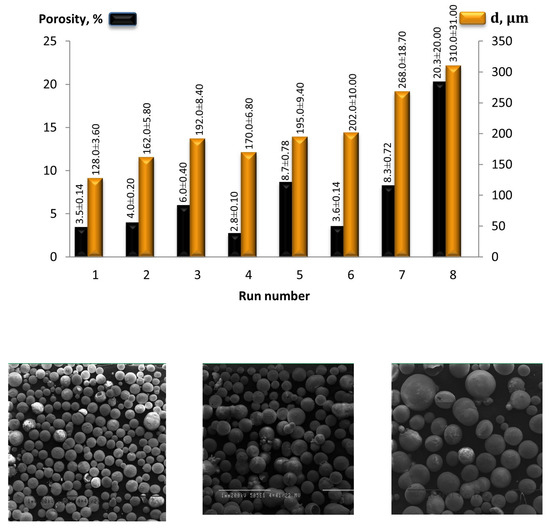
Figure 4.
The dependence of the particle size of the sprayed Zr wire and the porosity of the coatings on the combination of MPS parameters in runs 1–8 with SEM images of Zr particles in run 1, 4 and 8 (bottom row, left to right) [84] (p. 98).
As can be seen from Figure 4, large particles form porous coatings. However, it seems that the influence of particle size on coating porosity is not so clear-cut since even large particles can be completely melted inside the plasma jet during their movement towards the substrate. It would be interesting to establish a relationship between porosity and the velocity of particles in a plasma jet, which may be the subject of further research. Undoubtedly, particle sizes and their velocity, determined by the parameters of plasma spraying, also affect the surface roughness, and establishing this effect also seems to be an important scientific problem. The value of these studies is mainly in obtaining and analyzing data on the characteristics of coatings from biocompatible materials and in applying one research methodology for all materials, which makes it possible to obtain and compare experimental data. MPS parameters and SEM images of zirconium coatings and splats are given in papers [17,84,92]; porosity measurement results for titanium and hydroxyapatite coatings, including SEM images of coatings and particles, are given in papers [14,15]. The regression analysis (the linear model) of the dependency of porosity (%) versus process parameters can be obtained as the regression Equation (1):
where the numerical values of the coefficients are calculated from empirical data [15,84].
𝑃𝑜𝑟𝑜𝑠𝑖𝑡𝑦 (𝑍𝑟) = 𝑘1 + 𝑘2𝐼 + 𝑘3𝑄 + 𝑘4𝐻 + 𝑘5𝑉𝑤/por
Thus, for all the studied materials, it is possible to distinguish three groups of coatings formed in eight different runs, depending on the spraying parameters, i.e., on the degree of heating and velocity of particles when they collide with the substrate.
Group 1. If the particles are completely melted when approaching the substrate, then dense coatings with an average porosity of less than 4% are formed.
Group 2. If, when approaching the substrate, together with the molten particles, there are particles that have begun to solidify, then the coating’s structure is characterized by the presence of pores (the average porosity is about 8%).
Group 3. If coatings are formed from particles that have begun to solidify at a low speed, then such particles form a porous coating with the highest average porosity of 20% and with large pores ranging in size from 20 µm to 200 µm. The presence of pores of this size in the coatings of endoprostheses can contribute to the invasion of blood vessels into the pores of the coating, positively affecting the formation and nutrition of bone tissue and therefore the fixation and osseointegration of an endoprosthesis in the human body.
Testing the adhesion strength (a static tensile experiment) of the coatings, carried out in accordance with the ASTM F1147 standard [93], showed the highest average values for dense coatings (Group 1): 38.7 MPa for titanium coatings [15] and 31.9 MPa for zirconium coatings [94].
It has also been found that those MPS parameters that lead to the formation of the third group of coatings ensure the maximum use of sprayed materials, namely, the maximum coating transfer efficiency (CTE), that is, the ratio of the mass of the sprayed coating to the mass of the sprayed material [16,92].
It should be noted that the selection of plasma spraying parameters for obtaining coatings with the required properties is a multi-criteria decision problem. Szala et al. (2020) applied a new approach, namely, the fusion of an artificial neural network and genetic algorithm for the selection of atmospheric plasma spray parameters in the design of ceramic coatings with specified hardness, porosity, and superior cavitation erosion resistance [95]. Thus, the selection of MPS parameters applied in papers [14,15,16,17,84] can contribute to further large-scale research on obtaining coatings with controlled porosity by modeling thermal spray process parameters.
Thus, the porosity of microplasma-sprayed coatings can be varied in a wide range from 4 to 20%. This makes it possible to obtain coatings with a lower elastic modulus compared to the implant material, which is closer to the characteristics of the bone. Moltasov et al. (2022) analyzed the existing techniques for determining the modulus of elasticity of coatings and established their applicability and reliability [96]. The authors of the paper [96] have developed a new experimental-theoretical technique that allows determining the elasticity modulus of the coating in bending without separating it from the substrate: mathematical formulas have been obtained to determine the elasticity modulus of the coating in explicit form through the geometric dimensions of the coating and substrate and the modulus of elasticity of the substrate, and it has also been experimentally established that the flexural rigidity of the entire composition has a correlation not exceeding 5% between the calculated value of the elastic modulus and the experimental value. In particular, a functional relationship has been established between the modulus of elasticity (𝐸𝑐) of the microplasma-sprayed coating from zirconium alloy grade KTC-110 and substrate made of titanium grade VT1-00 and the porosity of coatings for cases when they are in the tensile zone (Ti − 𝐸𝑐 = 22,460 − 397 𝑃; Zr − 𝐸𝑐 = 14,390 − 396 𝑃) and in the compression zone (Ti − 𝐸𝑐 = 57,680 − 1530 𝑃; Zr − 𝐸𝑐 = 37,730 − 1284 𝑃), where P is the porosity of the coating, %.
Thus, it can be concluded that varying the MPS parameters makes it possible to obtain coatings with predictable porosity from titanium, zirconium, and hydroxyapatite, but the process of choosing the deposition parameters is still semi-empirical. This state of affairs, on the one hand, shows the prospect of developing a mathematical model of the process and establishing the relationship between the parameters of the MPS and the porosity of the coating, while on the other hand, it increases the value of the practical recommendations presented in the papers [14,16,17,84,96]. It must be said that at present there has not been a systematic study for MPS of tantalum wire; so far only preliminary results have been obtained on MPS of tantalum on an elbow joint endoprosthesis made of a titanium alloy on a CNC machine, as well as the finding that the microhardness of a microplasma tantalum coating (702.3 ± 80 HV) is on average two times higher than that of a titanium alloy substrate (337.6 ± 14 HV) [15].
The next step in obtaining microplasma coatings with predictable porosity and uniform thickness is the precise maintenance of the selected MPS parameters, namely the spraying distance, speed, and trajectory of microplasmatron movement along the implant surface. A promising solution here is the use of a robotic arm for these purposes. In addition to the obvious advantages in productivity and accuracy of the robotic MPS in comparison with the manual one, the relief of the work of the human operator of the process is also obvious. The use of robotic MPS could be considered promising for producing coatings for patient-specific implants. The transition to robotic MPS gives scope for a combination of AM technologies and the manufacture of implants on CNC machines with MPS technology since the first two technologies use 3D implant models that can be converted into a robot programming language to generate its movement along a given 3D trajectory at a given distance from the surface. The important thing here is that the coatings are sprayed onto custom-designed implants, so the robot must be re-programmed for each new implant. As practice has shown, solving the problem of trajectory planning and generation for a robotic arm to move along a given 3D trajectory when performing MPS of coatings is a non-trivial task, the solution of which is devoted to several studies in the field of robotic arm control that go beyond the issues considered in this review article. Therefore, only one paper reference is given here [18], where robotic 3D scanning is used to obtain a 3D model of the substrate. 3D scanning and AM technologies facilitate the fabrication of custom-designed implants with complex geometries, and robotic plasma spraying is used for coating. The authors of this review article have experience with successful robotic MPS of biocompatible titanium and HA coatings onto CNC-machined titanium alloy orthopedic implants [33,34,35,97] and on trabecular surfaces of additively manufactured titanium implants (particularly by the SLM method) [19].
The use of a robotic MPS to obtain a HA coating with an average thickness of 150 ± 50 μm on trabecular substrates made by SLM technology (see Figure 1) has been shown in a research paper [19]. Figure 5 shows, adopted from a paper [18], SEM images of the initial particles of the synthesized HA powder and the final microplasma-sprayed HA coating on a honeycomb trabecular substrate (see Figure 1b,d) obtained by selective laser melting of Ti6Al4V titanium alloy (powder).
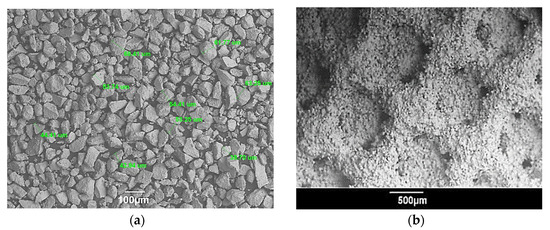
Figure 5.
SEM images of: (a) HA particles indicating particle size; (b) HA coating on a titanium trabecular 3D-printed substrate; adopted from paper [19].
The optimal parameters for MPS of HA coatings on titanium implants with a trabecular surface have been determined. It has been verified that by using suitable MPS parameters, a HA coating with a content of HA phases at 95%, crystallinity at 93%, and an adhesion strength of 24.7 ± 5.7 MPa to the trabecular substrate can be achieved. These values comply with the requirements set by the ISO 13779-2 standard for surgical implants [90]. Furthermore, the combination of additive manufacturing (AM) and MPS has demonstrated the ability to eliminate the need for pre-treatment involving gas-abrasive surface treatment. Instead, it enables the production of 3D-printed products with a high average surface roughness of Ra = 26.6 ± 3.4 μm.
Thus, the issue of choosing materials for implants and technology for their production, together with the choice of materials and composition of coatings on the surface of implants, porosity, and surface roughness, which determine biocompatibility and antibacterial properties, is the focus of world scientific research, representing a significant scientific and practical interest in relation to specific technological processes. The most promising metals for the production of orthopedic implants and their coatings are titanium, tantalum, zirconium (and alloys based on them), as well as CaP ceramics (HA included). A promising technology for producing coatings from these materials is robotic MPS, which makes it possible to combine TPS and AM technologies.
5. Future Perspectives
One unresolved issue in the field is the lack of a comprehensive scientific justification for selecting MPS parameters to achieve coatings with controlled porosity, surface roughness, and strong adhesion to the substrate. Additionally, the impact of porosity and surface roughness on the biocompatibility of coatings remains a question to be addressed.
Consequently, the next phase of research aims to establish the relationship between surface roughness and MPS parameters through in vitro and in vivo testing of microplasma coatings. It is essential to determine the optimal composition and architecture of multilayer coatings composed of metals and ceramics. Furthermore, intensive studies on their biocompatibility and resistance to bacterial growth are crucial to setting new quality standards for future medical implant coatings created with multilayer MPS technology.
An experimental investigation is planned to examine the effect of MPS parameters on the movement speed of particles that form the coating. The accumulated experimental data on the influence of MPS parameters on coating particle size, velocity, porosity, and surface roughness can be utilized to develop a model for predicting the microstructure of coatings. Additionally, the development of a practical guide for selecting MPS parameters to achieve desired porosity in coatings from various materials appears to be a promising avenue.
Future research will involve the development of novel designs for individual implants using porous titanium scaffolds and the optimization of SLM parameters for their fabrication. Moreover, exploring the impact of SLM parameters on implant surface roughness is crucial.
Combining studies on planning the trajectory of a robotic arm with investigations into the influence of MPS parameters such as spraying distance and microplasmatron movement speed on porosity, surface roughness, and coating thickness uniformity also shows promise. Enabling the movement of a robotic arm with a microplasmatron along a predetermined 3D trajectory could contribute to the successful integration of MPS technology with SLM or CNC technologies.
6. Conclusions
Orthopedic implants have led to advancements in implant production that effectively integrate with the human body. There are three key trends in this field.
Firstly, AM of implants using metal powders allows for custom-designed implants with porous surfaces, providing optimal solutions for patients. However, this approach entails high costs for equipment, materials, software, and skilled staff.
Secondly, TPS, specifically MPS, involves applying multilayer biocompatible coatings onto implant surfaces. These coatings have controlled structure and properties, including composition, thickness, porosity, and surface roughness. It requires scientific substantiation and careful selection of technological parameters for spraying.
The third trend involves combining AM and MPS technologies with the robotization of the spraying process. This combination enables efficient production of implants with coatings made from metals and ceramics known for their exceptional biocompatibility properties, such as titanium, tantalum, zirconium, and hydroxyapatite. Developing compositions and architectures for coatings from these materials is essential for establishing new quality standards for medical implants. Although promising in vitro and in vivo results have been obtained for MPS coatings, extensive biocompatibility testing is still necessary.
These approaches aim to achieve patient-specific metal implants that improve surface biocompatibility, enhance comfort, and reduce recovery time. The research findings are valuable for researchers in TPS technology development for biocompatible coatings. This review also highlights the interdisciplinary potential of physics, robotics, and AM in developing robotic technologies for thermal spraying on medical endoprosthesis implants.
Author Contributions
Conceptualization, D.A. and B.A.; methodology, D.A., B.A., S.V., Y.S. and G.N.; investigation, D.A., D.A., S.V. and G.N.; writing—original draft preparation, D.A. and B.A.; writing—review and editing, S.V. and Y.S.; supervision, D.A.; project administration, D.A., B.A. and Y.S.; funding acquisition, D.A., B.A. and Y.S. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Ministry of Science and Higher Education of the Republic of Kazakhstan, grant numbers AP13268737 and AP14869862.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Baid, H.; Holland, J.; Pirro, F. Environmentally sustainable orthopaedics and trauma: Systems and behaviour change. Orthop. Trauma 2022, 36, 256–264. [Google Scholar] [CrossRef]
- Fontalis, A.; Kayani, B.; Thompson, J.W.; Plastow, R.; Haddad, F.S. Robotic total hip arthroplasty: Past, present and future. Orthop. Trauma 2022, 36, 6–13. [Google Scholar] [CrossRef]
- Pabinger, C.; Lothaller, H.; Portner, N.; Geissler, A. Projections of hip arthroplasty in OECD countries up to 2050. Hip Int. J. Clin. Exp. Res. Hip Pathol. Ther. 2018, 28, 498–506. [Google Scholar] [CrossRef] [PubMed]
- Swiss Society of Orthopaedics and Traumatology. Swiss National Hip & Knee Joint Registry Report. 2021; SIRIS: Basel, Switzerland, 2021; p. 152. [Google Scholar]
- Sharkey, S.; Pickles, E.; Palan, J. The role of hip arthroplasty in management of the hip fracture patient. Orthop. Trauma 2022, 36, 30–36. [Google Scholar] [CrossRef]
- Fischenko, A.V. Influence of the length of the lever of the forces of the abductors of the thigh on the function of walking of patients with coxarthrosis after the endoprosthetics. Trauma 2021, 19, 20–26. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A. Additive manufacturing applications in orthopaedics: A review. J. Clin. Orthop. Trauma 2018, 9, 202–206. [Google Scholar] [CrossRef] [PubMed]
- Pandey, A.; Awasthi, A.; Saxena, K.K. Metallic implants with properties and latest production techniques: A review. Adv. Mater. Process. Technol. 2020, 6, 405–440. [Google Scholar] [CrossRef]
- Vishwakarma, V.; Kaliaraj, G.S.; Amirtharaj Mosas, K.K. Multifunctional Coatings on Implant Materials—A Systematic Review of the Current Scenario. Coatings 2023, 13, 69. [Google Scholar] [CrossRef]
- Sánchez-Bodón, J.; Andrade del Olmo, J.; Alonso, J.M.; Moreno-Benítez, I.; Vilas-Vilela, J.L.; Pérez-Álvarez, L. Bioactive Coatings on Titanium: A Review on Hydroxylation, Self-Assembled Monolayers (SAMs) and Surface Modification Strategies. Polymers 2022, 14, 165. [Google Scholar] [CrossRef]
- Mandracci, P.; Mussano, F.; Rivolo, P.; Carossa, S. Surface Treatments and Functional Coatings for Biocompatibility Improvement and Bacterial Adhesion Reduction in Dental Implantology. Coatings 2016, 6, 7. [Google Scholar] [CrossRef]
- Xia, R.Z.; Zhai, Z.J.; Chang, Y.Y.; Li, H.W. Clinical Applications of 3-Dimensional Printing Technology in Hip Joint. Orthop. Surg. 2019, 11, 533–544. [Google Scholar] [CrossRef] [PubMed]
- Tilton, M.; Lewis, G.S.; Manogharan, G.P. Additive Manufacturing of Orthopedic Implants. In Orthopedic Biomaterials: Progress. in Biology, Manufacturing, and Industry Perspectives; Li, B., Webster, T., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 21–55. [Google Scholar] [CrossRef]
- Alontseva, D.L.; Ghassemieh, E.; Voinarovych, S.; Russakova, A.; Kyslytsia, O.; Polovetskyi, Y.; Toxanbayeva, A. Characterisation of the microplasma spraying of biocompatible coating of titanium. J. Microsc. 2020, 279, 148–157. [Google Scholar] [CrossRef] [PubMed]
- Alontseva, D.; Ghassemieh, E.; Voinarovych, S.; Kyslytsia, O.; Polovetskyi, Y.; Prokhorenkova, N.; Kadyroldina, A. Manufacturing and Characterization of Robot Assisted Microplasma Multilayer Coating of Titanium Implants. Biocompatible coatings for medical implants with improved density and crystallinity. Johns. Matthey Technol. Rev. 2020, 64, 12. [Google Scholar] [CrossRef]
- Alontseva, D.L.; Khozhanov, A.R.; Gert, S.S.; Krasavin, A.L.; Prokhorenkova, N.V.; Kalyuzhny, S. Manufacturing and Characterization of Tantalum Microplasma Coatings for Biomedical Application. In Proceedings of the 2020 7th International Congress on Energy Fluxes and Radiation Effects (EFRE), Tomsk, Russia, 14–26 September 2020; pp. 813–816. [Google Scholar]
- Alontseva, D.L.; Khozhanov, A.R.; Voinarovich, S.; Kyslytsia, O.; Prokhorenkova, N.V.; Sadibekov, A.B.; Kalyuzhny, S.; Krasavin, A.L. Robotic Microplasma Spraying and Characterization of Zirconium Coatings. In Proceedings of the 2020 7th International Congress on Energy Fluxes and Radiation Effects (EFRE), Tomsk, Russia, 14–26 September 2020; pp. 817–821. [Google Scholar]
- Kussaiyn-Murat, A.; Krasavin, A.; Alontseva, D.; Kadyroldina, A.; Khozhanov, A.; Krak, I.; Escalona, P.M.d.; Dyomina, I. Development of an Intelligent Robotic System for Plasma Processing of Industrial Products with Complex Shape. In Proceedings of the 2021 11th IEEE International Conference on Intelligent Data Acquisition and Advanced Computing Systems: Technology and Applications (IDAACS), Cracow, Poland, 22–25 September 2021; pp. 572–579. [Google Scholar]
- Kadyroldina, A.; Alontseva, D.; Voinarovych, S.; Łatka, L.; Kyslytsia, O.; Azamatov, B.; Khozhanov, A.; Prokhorenkova, N.; Zhilkashinova, A.; Burburska, S. Microplasma spraying of hydroxyapatite coatings on additive manufacturing titanium implants with trabecular structures. Mater. Sci. 2022, 40, 28–42. [Google Scholar] [CrossRef]
- Zeidler, S. Additive Manufacturing in Orthopedics. SME 26 May 2020. Available online: https://www.sme.org/technologies/articles/2020/may/additive-manufacturing-in-orthopedics/ (accessed on 25 May 2023).
- Gharde, S.; Surendren, A.; Korde, J.M.; Saini, S.; Deoray, N.; Goud, R.; Nimje, S.; Kandasubramanian, B. Recent Advances in Additive Manufacturing of Bio-inspired Materials. In Biomanufacturing; Prakash, C., Singh, S., Singh, R., Ramakrishna, S., Pabla, B.S., Puri, S., Uddin, M.S., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 35–68. [Google Scholar] [CrossRef]
- Zhang, Y.; Sun, N.; Zhu, M.; Qiu, Q.; Zhao, P.; Zheng, C.; Bai, Q.; Zeng, Q.; Lu, T. The contribution of pore size and porosity of 3D printed porous titanium scaffolds to osteogenesis. Biomater. Adv. 2022, 133, 112651. [Google Scholar] [CrossRef]
- Wang, C.; Xu, D.; Lin, L.; Li, S.; Hou, W.; He, Y.; Sheng, L.; Yi, C.; Zhang, X.; Li, H.; et al. Large-pore-size Ti6Al4V scaffolds with different pore structures for vascularized bone regeneration. Mater. Sci. Eng. C. 2021, 131, 112499. [Google Scholar] [CrossRef]
- Gao, B.; Zhao, H.; Peng, L.; Sun, Z. A Review of Research Progress in Selective Laser Melting (SLM). Micromachines 2023, 14, 57. [Google Scholar] [CrossRef] [PubMed]
- Wang, R.; Ni, S.; Ma, L.; Li, M. Porous construction and surface modification of titanium-based materials for osteogenesis: A review. Front. Bioeng. Biotechnol. 2022, 10, 973297. [Google Scholar] [CrossRef]
- Han, J.; Li, Z.; Sun, Y.; Cheng, F.; Zhu, L.; Zhang, Y.; Zhang, Z.; Wu, J.; Wang, J. Surface Roughness and Biocompatibility of Polycaprolactone Bone Scaffolds: An Energy-Density-Guided Parameter Optimization for Selective Laser Sintering. Front. Bioeng. Biotechnol. 2022, 10, 888267. [Google Scholar] [CrossRef]
- Nandhakumar, R.; Venkatesan, K. A process parameters review on selective laser melting-based additive manufacturing of single and multi-material: Microstructure, physical properties, tribological, and surface roughness. Mater. Today Commun. 2023, 35, 105538. [Google Scholar] [CrossRef]
- Srivastava, M.; Rathee, S.; Patel, V.; Kumar, A.; Koppad, P.G. A review of various materials for additive manufacturing: Recent trends and processing issues. J. Mater. Res. Technol. 2022, 21, 2612–2641. [Google Scholar] [CrossRef]
- Saunders, J.; Elbestawi, M.; Fang, Q. Ultrafast Laser Additive Manufacturing: A Review. J. Manuf. Mater. Process. 2023, 7, 89. [Google Scholar] [CrossRef]
- Huang, L.; Chen, X.; Konovalov, S.; Su, C.; Fan, P.; Wang, Y.; Xiaoming, P.; Panchenko, I. A Review of Challenges for Wire and Arc Additive Manufacturing (WAAM). Trans. Indian. Inst. Met. 2023, 76, 1123–1139. [Google Scholar] [CrossRef]
- Zhai, X.; Jin, L.; Jiang, J. A survey of additive manufacturing reviews. MSAM 2022, 1, 21. [Google Scholar] [CrossRef]
- Arciola, C.R.; Campoccia, D.; Montanaro, L. Implant infections: Adhesion, biofilm formation and immune evasion. Nat. Rev. Microbiol. 2018, 16, 397–409. [Google Scholar] [CrossRef]
- Civantos, A.; Martínez-Campos, E.; Ramos, V.; Elvira, C.; Gallardo, A.; Abarrategi, A. Titanium Coatings and Surface Modifications: Toward Clinically Useful Bioactive Implants. ACS Biomater. Sci. Eng. 2017, 3, 1245–1261. [Google Scholar] [CrossRef]
- Norambuena, G.A.; Patel, R.; Karau, M.; Wyles, C.C.; Jannetto, P.J.; Bennet, K.E.; Hanssen, A.D.; Sierra, R.J. Antibacterial and Biocompatible Titanium-Copper Oxide Coating May Be a Potential Strategy to Reduce Periprosthetic Infection: An In Vitro Study. Clin. Orthop. Relat. Res. 2017, 475, 722–732. [Google Scholar] [CrossRef]
- Osękowska, M.; Wojcieszak, D.; Kaczmarek, D.; Mazur, M.; Obstarczyk, A.; Szponar, B. Multifunctional Nanocrystalline Cu–Ti Thin Films Enhance Survival and Induce Proliferation of Mouse Fibroblasts In Vitro. Coatings 2021, 11, 300. [Google Scholar] [CrossRef]
- Adamiak, B.; Wiatrowski, A.; Domaradzki, J.; Kaczmarek, D.; Wojcieszak, D.; Mazur, M. Preparation of multicomponent thin films by magnetron co-sputtering method: The Cu-Ti case study. Vacuum 2019, 161, 419–428. [Google Scholar] [CrossRef]
- Aissani, L.; Belgroune, A.; Saoudi, A.; Hmima, A.; Fellah, M.; Obrosov, A.; Alhussein, A. Tribo-mechanical performance and antibacterial activity in (Cu, Zr)-alloyed Ti(Al)N coatings synthesized by reactive magnetron sputtering. J. Mater. Sci. 2022, 57, 19612–19630. [Google Scholar] [CrossRef]
- Nicholson, W.; Titanium, J. Alloys for Dental Implants: A Review. Prosthesis 2020, 2, 100–116. [Google Scholar] [CrossRef]
- John, A.A.; Jaganathan, S.K.; Supriyanto, E.; Manikandan, A. Surface modification of titanium and its alloys for the enhancement of osseointegration in orthopaedics. Curr. Sci. 2016, 111, 1003–1015. [Google Scholar] [CrossRef]
- 194, T.C.I.T. ISO 10993-1:2018(en); Biological Evaluation of Medical Devices—Part 1: Evaluation and Testing within a Risk Management Process. Biological Evaluation of Medical Devices. ISO: Geneva, Switzerland, 2018; p. 28.
- 194, T.C.I.T. ISO 10993-5:2009; Biological evaluation of medical devices—Part 5: Tests for in vitro cytotoxicity. In Biological Evaluation of Medical Devices. ISO: Geneva, Switzerland, 2009; p. 34.
- Olkowski, R.; Kaszczewski, P.; Czechowska, J.; Siek, D.; Pijocha, D.; Zima, A.; Ślósarczyk, A.; Lewandowska-Szumieł, M. Cytocompatibility of the selected calcium phosphate based bone cements: Comparative study in human cell culture. J. Mater. Sci. Mater. Med. 2015, 26, 270. [Google Scholar] [CrossRef]
- Iqbal, H.M.N.; Keshavarz, T. 13—The challenge of biocompatibility evaluation of biocomposites. In Biomedical Composites, 2nd ed.; Ambrosio, L., Ed.; Woodhead Publishing: Cambridge, UK, 2017; pp. 303–334. [Google Scholar] [CrossRef]
- Lewandowska-Szumieł, M.; Rumiński, S. 14—Cellular response to biocomposites. In Biomedical Composites, 2nd ed.; Ambrosio, L., Ed.; Woodhead Publishing: Cambridge, UK, 2017; pp. 335–356. [Google Scholar] [CrossRef]
- Sansone, V.; Pagani, D.; Melato, M. The effects on bone cells of metal ions released from orthopaedic implants. A review. Clin. Cases Miner. Bone Metab. Off. J. Ital. Soc. Osteoporos. Miner. Metab. Skelet. Dis. 2013, 10, 34–40. [Google Scholar] [CrossRef]
- Fleury, C.; Petit, A.; Mwale, F.; Antoniou, J.; Zukor, D.J.; Tabrizian, M.; Huk, O.L. Effect of cobalt and chromium ions on human MG-63 osteoblasts in vitro: Morphology, cytotoxicity, and oxidative stress. Biomaterials 2006, 27, 3351–3360. [Google Scholar] [CrossRef]
- Anissian, L.; Stark, A.; Dahlstrand, H.; Granberg, B.; Good, V.; Bucht, E. Cobalt ions influence proliferation and function of human osteoblast-like cells. Acta Orthop. Scand. 2002, 73, 369–374. [Google Scholar] [CrossRef] [PubMed]
- Hallab, N.J.; Vermes, C.; Messina, C.; Roebuck, K.A.; Glant, T.T.; Jacobs, J.J. Concentration- and composition-dependent effects of metal ions on human MG-63 osteoblasts. J. Biomed. Mater. Res. 2002, 60, 420–433. [Google Scholar] [CrossRef]
- Chen, W.; Zhu, W.-Q.; Qiu, J. Impact of exogenous metal ions on peri-implant bone metabolism: A review. RSC Adv. 2021, 11, 13152–13163. [Google Scholar] [CrossRef]
- Kwon, Y.-M.; Xia, Z.; Glyn-Jones, S.; Beard, D.; Gill, H.S.; Murray, D.W. Dose-dependent cytotoxicity of clinically relevant cobalt nanoparticles and ions on macrophages in vitro. Biomed. Mater. 2009, 4, 025018. [Google Scholar] [CrossRef]
- Hezil, N.; Aissani, L.; Fellah, M.; Abdul Samad, M.; Obrosov, A.; Timofei, C.; Marchenko, E. Structural, and tribological properties of nanostructured α + β type titanium alloys for total hip. J. Mater. Res. Technol. 2022, 19, 3568–3578. [Google Scholar] [CrossRef]
- Stich, T.; Alagboso, F.; Křenek, T.; Kovářík, T.; Alt, V.; Docheva, D. Implant-bone-interface: Reviewing the impact of titanium surface modifications on osteogenic processes in vitro and in vivo. Bioeng. Transl. Med. 2022, 7, e10239. [Google Scholar] [CrossRef]
- Tobin, E.J. Recent coating developments for combination devices in orthopedic and dental applications: A literature review. Adv. Drug. Deliv. Rev. 2017, 112, 88–100. [Google Scholar] [CrossRef] [PubMed]
- Civantos, A.; Beltrán, A.M.; Domínguez-Trujillo, C.; Garvi, M.D.; Lebrato, J.; Rodríguez-Ortiz, J.A.; García-Moreno, F.; Cauich-Rodriguez, J.V.; Guzman, J.J.; Torres, Y. Balancing Porosity and Mechanical Properties of Titanium Samples to Favor Cellular Growth against Bacteria. Metals 2019, 9, 1039. [Google Scholar] [CrossRef]
- Kalita, V.I.; Malanin, D.A.; Mamaev, A.I.; Mamaeva, V.A.; Novochadov, V.V.; Komlev, D.I.; Komlev, V.S.; Radyuk, A.A. 3D bioactive coatings with a new type of porous ridge/cavity structure. Materialia 2021, 15, 101018. [Google Scholar] [CrossRef]
- Matassi, F.; Botti, A.; Sirleo, L.; Carulli, C.; Innocenti, M. Porous metal for orthopedics implants. Clin. Cases Miner. Bone Metab. Off. J. Ital. Soc. Osteoporos. Miner. Metab. Skelet. Dis. 2013, 10, 111–115. [Google Scholar]
- Tumilovich, M.V.; Savich, V.V.; Shelushina, A.I. Influence Of Shape And Size Of Particles On The Osseointegration Of Porous Implants Made Of Titanium Powder. Dokl. BGUIR 2016, 4, 115–119. [Google Scholar]
- Liu, W.; Liu, S.; Wang, L. Surface Modification of Biomedical Titanium Alloy: Micromorphology, Microstructure Evolution and Biomedical Applications. Coatings 2019, 9, 249. [Google Scholar] [CrossRef]
- Kuibida, V.; Kokhanets, P.; Lopatynska, V. Mechanism of strengthening the skeleton using plyometrics. J. Phys. Educ. Sport. 2021, 21, 7. [Google Scholar] [CrossRef]
- Arabnejad, S.; Johnston, B.; Tanzer, M.; Pasini, D. Fully Porous 3D Printed Titanium Femoral Stem to Reduce Stress-Shielding Following Total Hip Arthroplasty. J. Orthop. Res. 2017, 35, 1774–1783. [Google Scholar] [CrossRef]
- Murr, L.E. Strategies for creating living, additively manufactured, open-cellular metal and alloy implants by promoting osseointegration, osteoinduction and vascularization: An overview. J. Mater. Sci. Technol. 2019, 35, 231–241. [Google Scholar] [CrossRef]
- Wang, B.J.X. The Effects of Surface Roughness on the Functionality of Ti13Nb13Zr Orthopedic Implants. Biomed. J. Sci. Tech. Res. 2021, 38, 9. [Google Scholar] [CrossRef]
- Lewallen, E.A.; Trousdale, W.H.; Thaler, R.; Yao, J.J.; Xu, W.; Denbeigh, J.M.; Nair, A.; Kocher, J.P.; Dudakovic, A.; Berry, D.J.; et al. Surface Roughness of Titanium Orthopedic Implants Alters the Biological Phenotype of Human Mesenchymal Stromal Cells. Tissue Eng. Part. A 2021, 27, 1503–1516. [Google Scholar] [CrossRef] [PubMed]
- Wilson, J. 1—Metallic biomaterials: State of the art and new challenges. In Fundamental Biomaterials: Metals; Balakrishnan, P., Sreekala, M.S., Thomas, S., Eds.; Woodhead Publishing: Cambridge, UK, 2018; pp. 1–33. [Google Scholar] [CrossRef]
- Traumatology, T.E.F.o.N.A.o.O.a. EFORT Statement on Cobalt in Orthopaedic implants. Available online: https://www.efort.org/efort-statement-on-cobalt-in-orthopaedic-implants/ (accessed on 24 August 2021).
- Eliaz, N. Corrosion of Metallic Biomaterials: A Review. Materials 2019, 12, 407. [Google Scholar] [CrossRef] [PubMed]
- Kunčická, L.; Kocich, R.; Lowe, T.C. Advances in metals and alloys for joint replacement. Prog. Mater. Sci. 2017, 88, 232–280. [Google Scholar] [CrossRef]
- Kulkarni, O.; Kakandikar, G. Formability Assessment with Microstructural Investigations for Zirconium 702 Thin Foils: Bio-Material Applications. Adv. Mater. Process. Technol. 2022, 8, 2367–2377. [Google Scholar] [CrossRef]
- Zhang, Y.-N.; Yang, H.-l.; Juaim, A.N.; Chen, X.-N.; Lu, C.; Zou, L.; Wang, Y.-Z.; Zhou, X.-W. Biocompatibility and osteogenic activity of Zr−30Ta and Zr−25Ta−5Ti sintered alloys for dental and orthopedic implants. Trans. Nonferrous Met. Soc. China 2023, 33, 851–864. [Google Scholar] [CrossRef]
- Su, Y.; Cockerill, I.; Zheng, Y.; Tang, L.; Qin, Y.-X.; Zhu, D. Biofunctionalization of metallic implants by calcium phosphate coatings. Bioact. Mater. 2019, 4, 196–206. [Google Scholar] [CrossRef]
- Kumari, R.; Yadav, K.B.; Barole, S.; Archana, K.; Besra, L.D. Microstructural characterisation and wettability behaviour of nano-HA coating on Ti-6Al-4V alloy by electrophoretic deposition method (EPD). Adv. Mater. Process. Technol. 2022, 8, 611–618. [Google Scholar] [CrossRef]
- Dorozhkin, S.V. Calcium Orthophosphate (CaPO4)-Based Bioceramics: Preparation, Properties, and Applications. Coatings 2022, 12, 1380. [Google Scholar] [CrossRef]
- Dorozhkin, S.V. Functionalized calcium orthophosphates (CaPO4) and their biomedical applications. J. Mater. Chem. B 2019, 7, 7471–7489. [Google Scholar] [CrossRef]
- Fotovvati, B.; Namdari, N.; Dehghanghadikolaei, A. On Coating Techniques for Surface Protection: A Review. J. Manuf. Mater. Process. 2019, 3, 28. [Google Scholar] [CrossRef]
- Nouri, A.; Sola, A. Powder morphology in thermal spraying. J. Adv. Manuf. Process. 2019, 1, e10020. [Google Scholar] [CrossRef]
- Cizek, J.; Matejicek, J. Medicine Meets Thermal Spray Technology: A Review of Patents. J. Therm. Spray. Technol. 2018, 27, 1251–1279. [Google Scholar] [CrossRef]
- Rakhadilov, B.; Baizhan, D. Creation of Bioceramic Coatings on the Surface of Ti–6Al–4V Alloy by Plasma Electrolytic Oxidation Followed by Gas Detonation Spraying. Coatings 2021, 11, 1433. [Google Scholar]
- Alontseva, D.; Azamatov, B.; Voinarovych, S.; Kyslytsia, O.; Koltunowicz, T.N.; Toxanbayeva, A. Development of technologies for manufacturing medical implants using CNC machines and microplasma spraying of biocompatible coatings. Przegląd Elektrotechniczny 2020, 4, 3. [Google Scholar] [CrossRef]
- Alontseva, D.L.; Abilev, M.B.; Zhilkashinova, A.M.; Voinarovych, S.G.; Kyslytsia, O.N.; Ghassemieh, E.; Russakova, A.; Łatka, L. Optimization of Hydroxyapatite Synthesis and Microplasma Spraying of Porous Coatings Onto Titanium Implants. Adv. Mater. Sci. 2018, 18, 79–94. [Google Scholar] [CrossRef]
- Łatka, L.; Pawlowski, L.; Chicot, D.; Pierlot, C.; Petit, F. Mechanical properties of suspension plasma sprayed hydroxyapatite coatings submitted to simulated body fluid. Surf. Coat. Technol. 2010, 205, 954–960. [Google Scholar] [CrossRef]
- Blum, M.; Sayed, M.; Mahmoud, E.M.; Killinger, A.; Gadow, R.; Naga, S.M. In Vitro Evaluation of Biologically Derived Hydroxyapatite Coatings Manufactured by High Velocity Suspension Spraying. J. Therm. Spray Technol. 2021, 30, 1891–1904. [Google Scholar] [CrossRef]
- Abir, M.M.M.; Otsuka, Y.; Ohnuma, K.; Miyashita, Y. Effects of composition of hydroxyapatite/gray titania coating fabricated by suspension plasma spraying on mechanical and antibacterial properties. J. Mech. Behav. Biomed. Mater. 2022, 125, 104888. [Google Scholar] [CrossRef]
- Lugscheider, E.; Bobzin, K.; Zhao, L.; Zwick, J. Assessment of the Microplasma Spraying Process for Coating Application. Adv. Eng. Mater. 2006, 8, 635–639. [Google Scholar] [CrossRef]
- Voinarovych, S.G.; Alontseva, D.L.; Kyslytsia, O.N.; Kaliuzhnyi, S.; Khozhanov, A.R.; Krasavin, A.; Kolesnikova, T. Fabrication and Characterization of Zr Microplasma Sprayed Coatings for Medical Applications. Adv. Mater. Sci. 2021, 21, 93–105. [Google Scholar] [CrossRef]
- Arjun Dey, A.K.M. Microplasma Sprayed Hydroxyapatite Coatings, 1st ed.; CRC Press: Boca Raton, FL, USA, 2015. [Google Scholar]
- Dey, A.; Mukhopadhyay, A.K.; Gangadharan, S.; Sinha, M.K.; Basu, D.; Bandyopadhyay, N.R. Nanoindentation study of microplasma sprayed hydroxyapatite coating. Ceram. Int. 2009, 35, 2295–2304. [Google Scholar] [CrossRef]
- Dey, A.; Mukhopadhyay, A.K.; Gangadharan, S.; Sinha, M.K.; Basu, D. Characterization of Microplasma Sprayed Hydroxyapatite Coating. J. Therm. Spray Technol. 2009, 18, 578–592. [Google Scholar] [CrossRef]
- Dey, A.; Mukhopadhyay, A.K. In Vitro Dissolution, Microstructural and Mechanical Characterizations of Microplasma-Sprayed Hydroxyapatite Coating. Int. J. Appl. Ceram. Technol. 2014, 11, 65–82. [Google Scholar] [CrossRef]
- Junker, R.; Manders, P.J.; Wolke, J.; Borisov, Y.; Jansen, J.A. Bone-supportive behavior of microplasma-sprayed CaP-coated Junker, R.; Manders, P.J.; Wolke, J.; Borisov, Y.; Jansen, J.A. Bone-supportive behavior of microplasma-sprayed CaP-coated implants: Mechanical and histological outcome in the goat. Clin. Oral. Implant. Res. 2010, 21, 189–200. [Google Scholar] [CrossRef]
- ISO. ISO 13779; Implants for Surgery—Hydroxyapatite—Part 2: Thermally Sprayed Coatings of Hydroxyapatite. In Implants for Surgery. The International Organization for Standardization: Geneva, Switzerland, 2018.
- Ohki, M.; Takahashi, S.; Jinnai, R.; Hoshina, T. Interfacial Strength of Plasma-sprayed Hydroxyapatite Coatings. J. Therm. Spray. Technol. 2020, 29, 1119–1133. [Google Scholar] [CrossRef]
- Voinarovych, S.G.; Alontseva, D.L.; Khozhanov, A.R.; Krasavin, A.L.; Kyslytsia, A.N.; Kalyuzhny, S.N. Effect of microplasma spraying parameters on the loss of sprayed Zr wire and coating porosity. Recent. Contrib. Phys. (Rec.Contr.Phys.) 2021, 4, 82–96. [Google Scholar] [CrossRef]
- ASTM F1147; Standard Test Method for Tension Testing of Calcium Phosphate and Metallic Coatings. ASTM International: West Conshohocken, PA, USA, 2017; p. 8.
- Dyman, M.; Moltasov, A.; Kaliuzhnyi, S.; Kyslytsia, O.; Tsymbalista, T. Research Of The Structure And Mechanical Properties Of Microplasm Porous Coatings For Biomedical Purposes. Ukr. J. Mech. Eng. Mater. Sci. 2022, 8, 7. [Google Scholar] [CrossRef]
- Szala, M.; Łatka, L.; Awtoniuk, M.; Winnicki, M.; Michalak, M. Neural Modelling of APS Thermal Spray Process Parameters for Optimizing the Hardness, Porosity and Cavitation Erosion Resistance of Al2O3-13 wt% TiO2 Coatings. Processes 2020, 8, 1544. [Google Scholar] [CrossRef]
- Moltasov, A.; Dyman, M.; Kaliuzhnyi, S.; Mossokovska, I.; Voinarovych, S.; Kyslytsia, O. Dependence of the elasticity modulus of microplasma coatings made of titanium grade VT1-00 and zirconium grade KTC-110 on their porosity. Ser. Biomech. 2022, 36, 11. [Google Scholar] [CrossRef]
- Alontseva, D.; Krasavin, A.; Abilev, M.; Zhilkashinova, A. Microplasma Deposition of Biocompatible Coatings Using an Intelligent Robotic System for Plasma Processing. Acta Phys. Pol. A 2019, 136, 3. [Google Scholar] [CrossRef]





Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).