
Sintering-Induced Failure Mechanism of Thermal Barrier Coatings and Sintering-Resistant Design


Abstract
1. Introduction
2. Experimental Procedure
2.1. Coating Preparation and Heating Tests
2.2. Structural Characterization
2.3. Property Determination
3. Model Developments
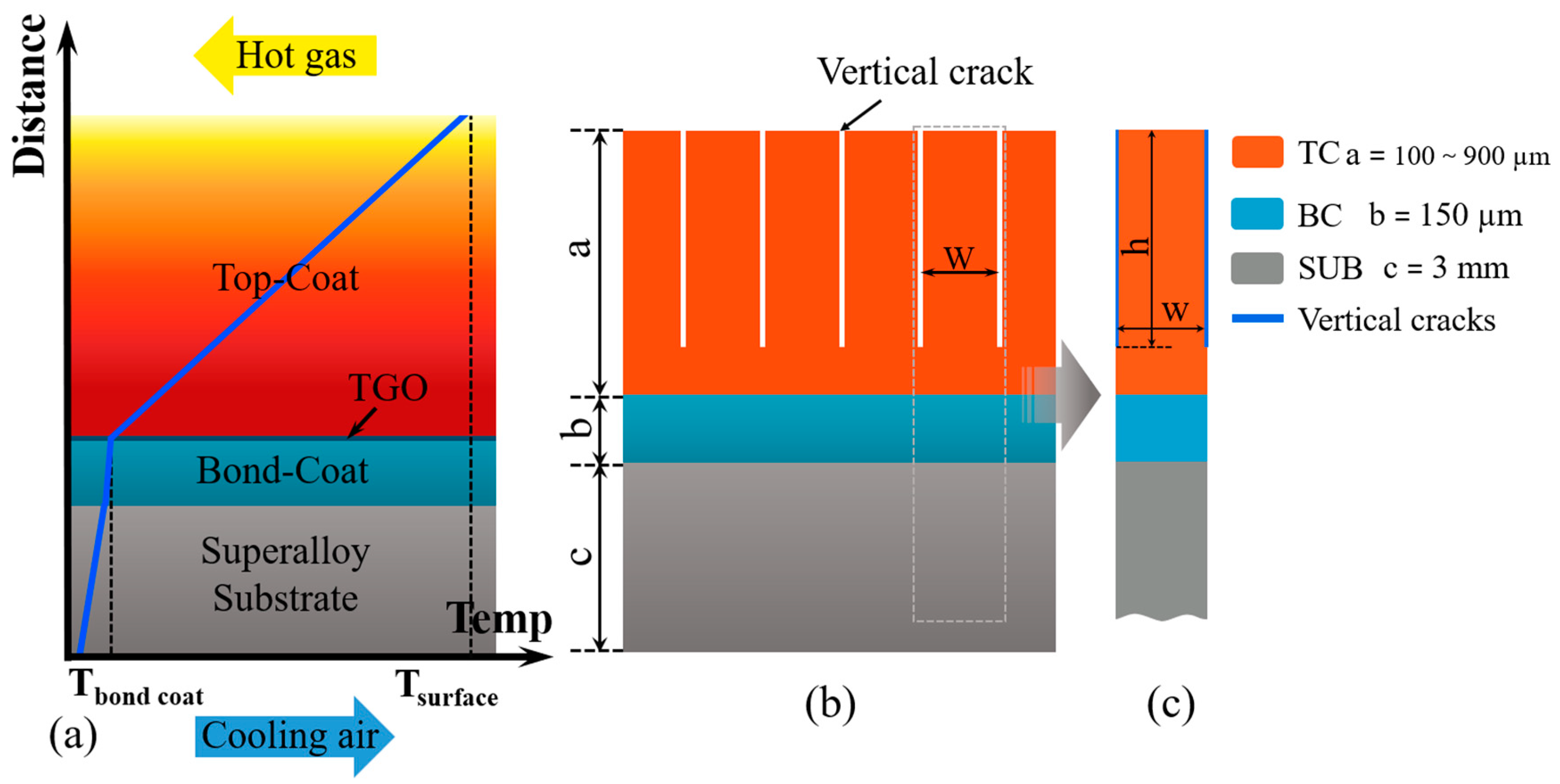
3.1. Description of the Finite Element Model Structure
3.2. Model Boundary Conditions

3.3. Modeling Tool Used for Crack Propagation
4. Results and Discussion
4.1. Sintering-Induced Stiffening of Coatings
4.2. Stiffening Mechanism of Coatings
4.3. Failure Mechanism of TBCs
4.4. Effect of Thickness and Stiffness on Cracks
4.4.1. Influence of TC Thickness
4.4.2. Influence of Elastic Modulus on SERR
4.5. Structural Design of TBCs to Resist Sintering-Induced Stiffening
4.5.1. Dominant Factors Affecting the Life Span of TBCs
4.5.2. Vertically Cracked Structure at Low SERR
4.5.3. Scale-Sensitive Stiffening for the Long Life Span of TBCs
5. Outlook
6. Conclusions
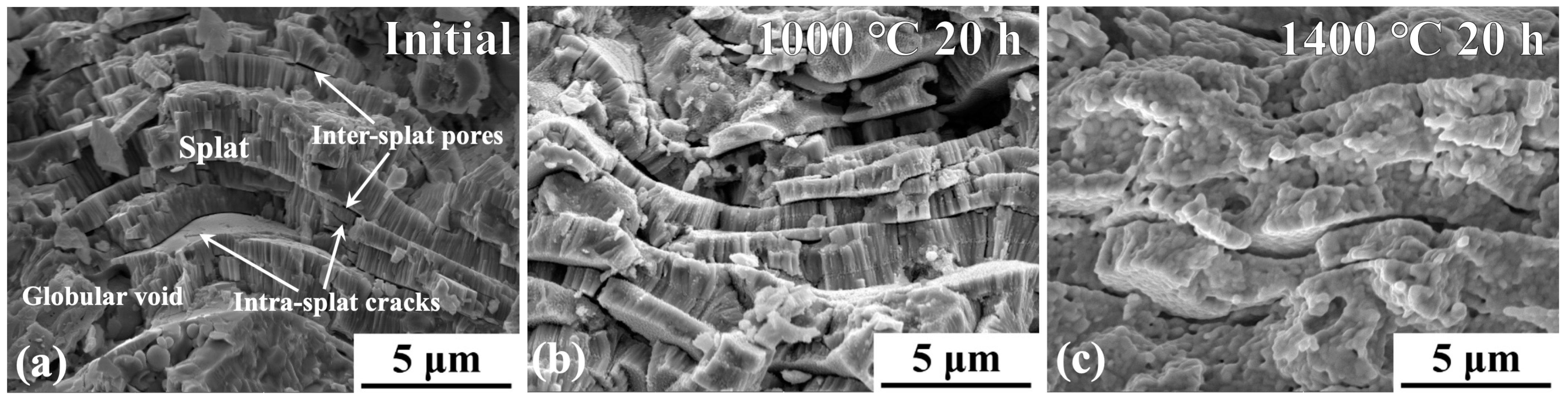
- Under thermal exposure, multiscale undulations of the otherwise smooth 2D pore inner surface trigger multipoint contact between the upper and lower inner surfaces, resulting in pore healing. The healing of the 2D pores is the main structural change in PS-TBCs after thermal exposure and the main reason for the decrease in strain tolerance.
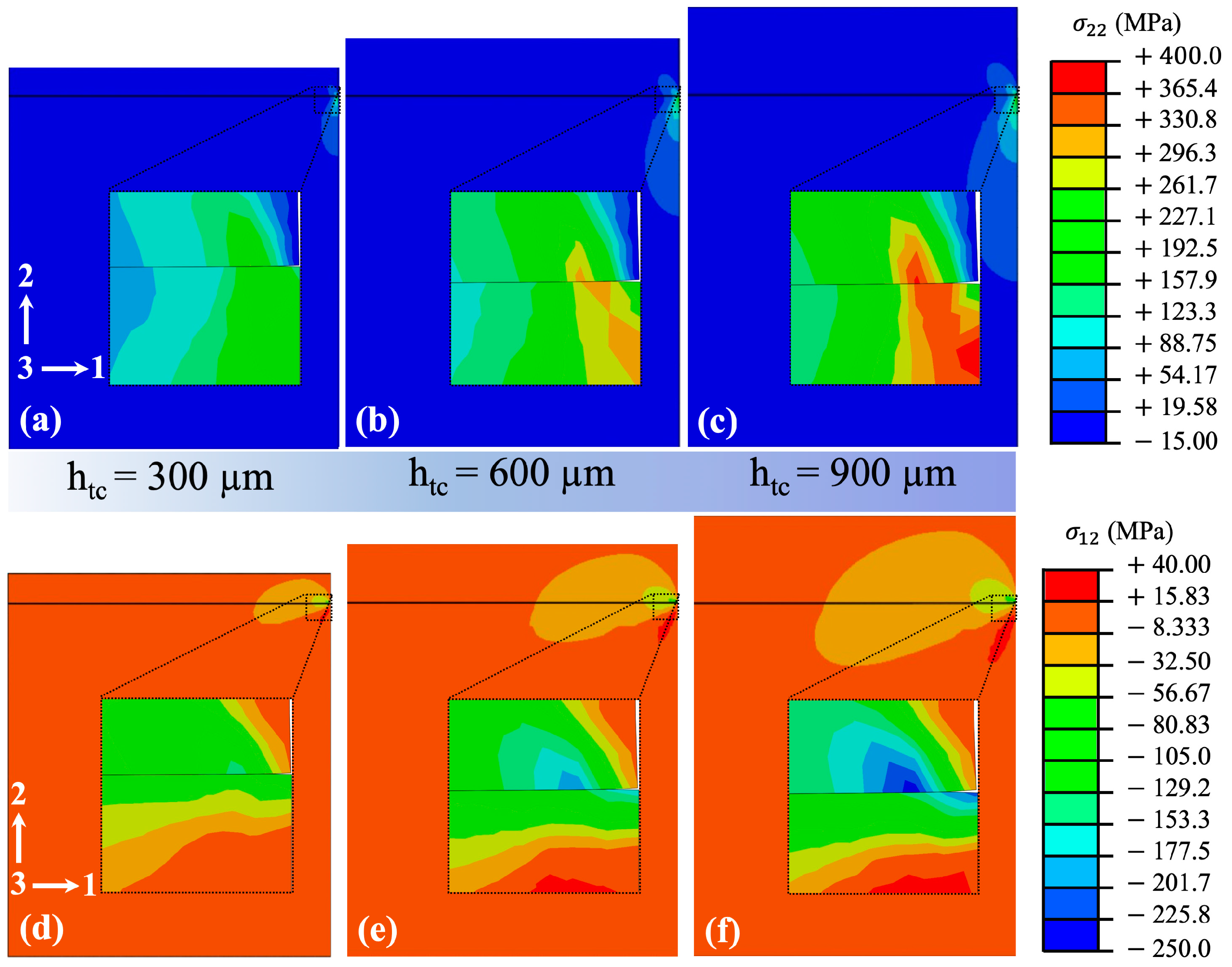
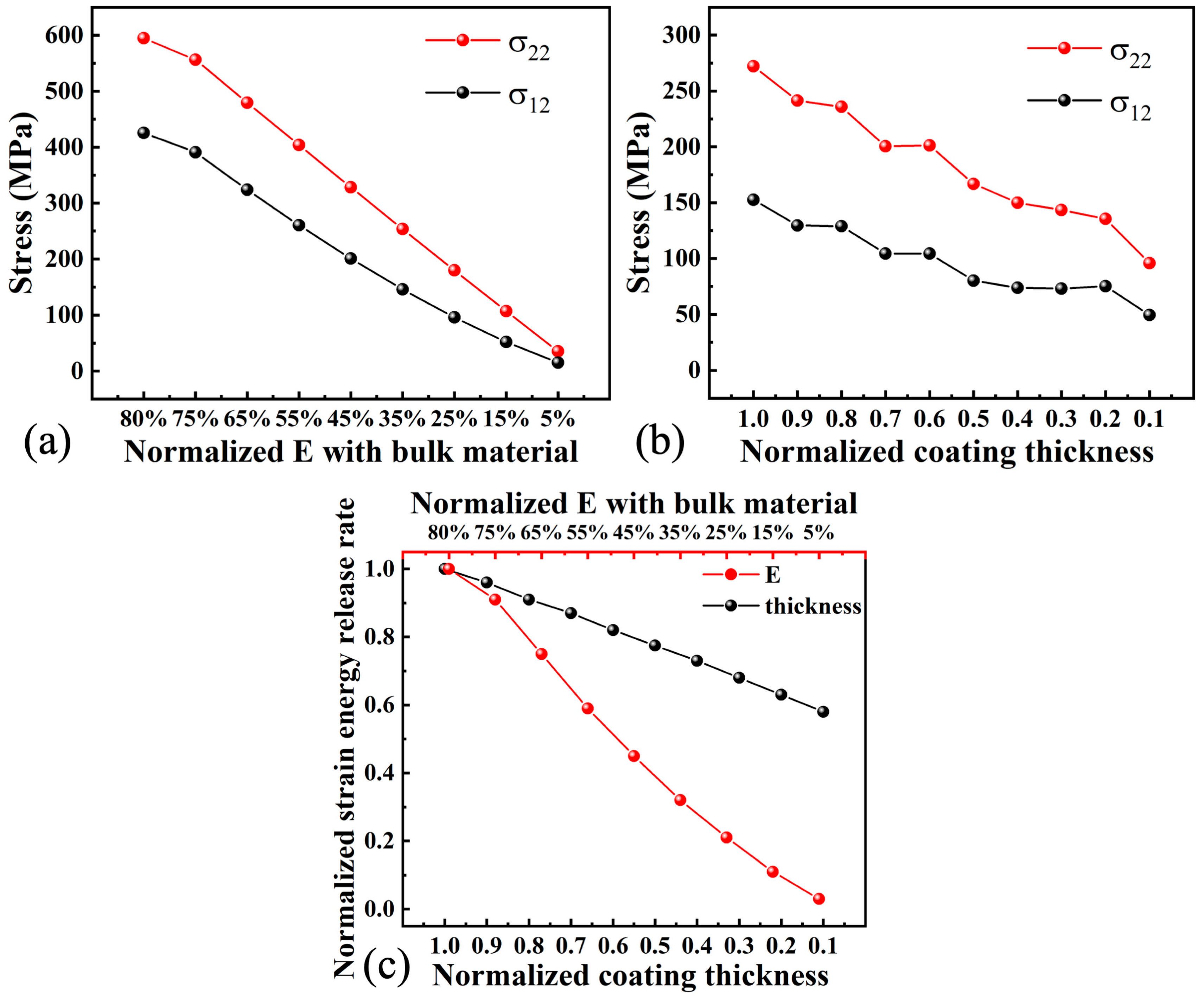
- Based on simulations, the thickness and elastic modulus of coatings are the main factors affecting the cracking of TBCs. Moreover, sintering significantly increases the elastic modulus, which enlarges the driving force for crack propagation and causes the coating to fail. Effective thermal insulation requires a certain minimum thickness. Therefore, reducing the effect of sintering on stiffening would be an effective way to extend the life span of TBCs.
- TBCs with vertical cracks can effectively resist the effect of sintering on global stiffening. In conventional coatings, the macroscopic and microscopic elastic moduli increase significantly during sintering. By inserting vertical cracks in coatings, the macroscopic elastic modulus is slightly increased, whereas the increase in microscopic elastic modulus is comparable to that in conventional coatings.
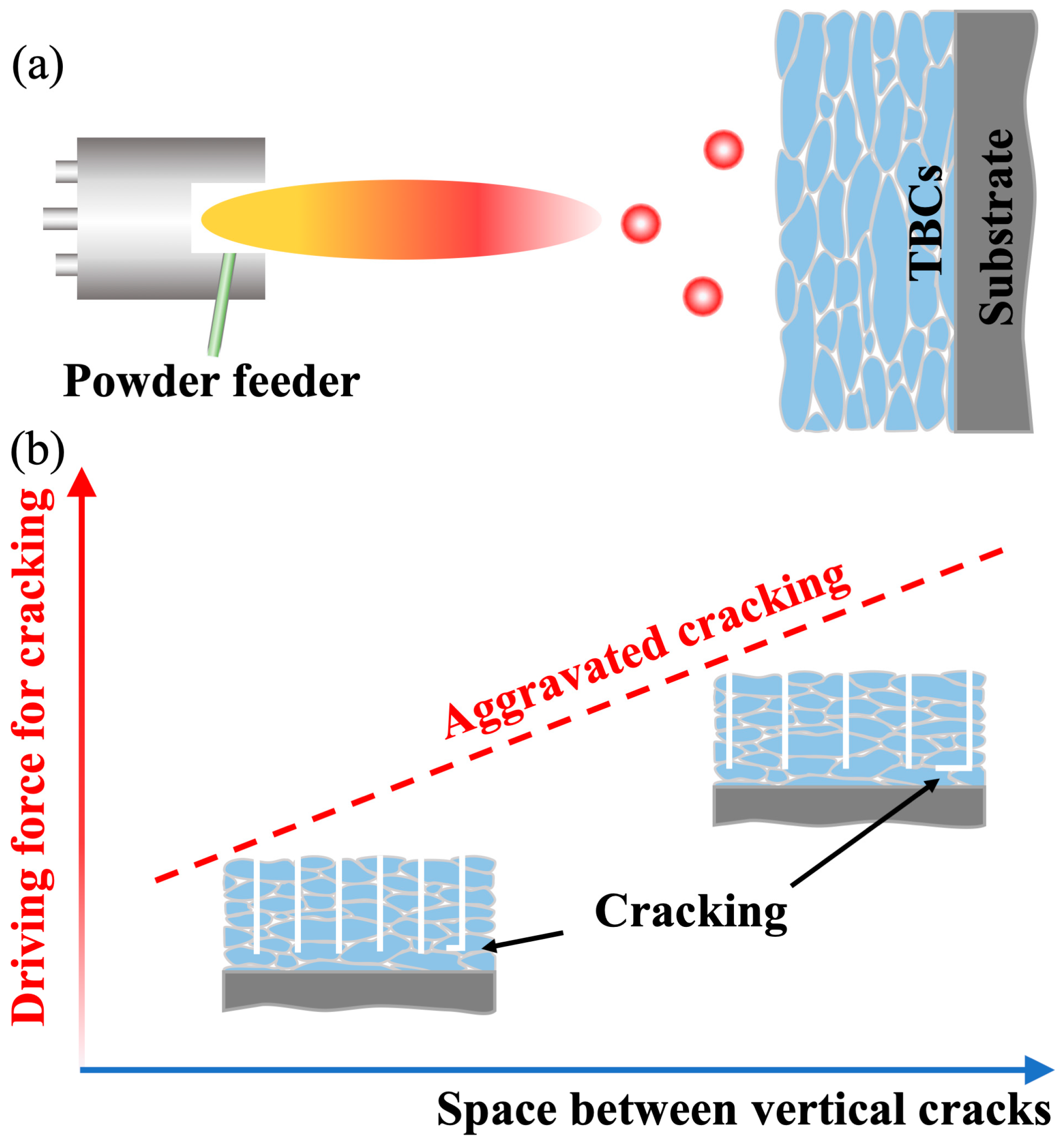
- Vertically cracked structures extend the life span of coatings as the scale-sensitive stiffening decreases the driving force for cracking. The low global stiffening indicates a small strain-energy release rate, which determines the cracking of coatings. The simulation results show that the sintering effect and driving force for cracking can be decreased by 87.9% and 79.9%, respectively, at 0.3 mm thick TC. The strain tolerance of coatings with vertical cracks is enhanced, and the decrease in strain tolerance is reduced to a large extent.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Padture, N.P.; Gell, M.; Jordan, E.H. Thermal barrier coatings for gas-turbine engine applications. Science 2002, 296, 280–284. [Google Scholar] [CrossRef] [PubMed]
- Padture, N.P. Advanced structural ceramics in aerospace propulsion. Nat. Mater. 2016, 15, 804–809. [Google Scholar] [CrossRef] [PubMed]
- Cao, X.Q.; Vassen, R.; Fischer, W.; Tietz, F.; Jungen, W.; Stoever, D. Lanthanum cerium oxide as thermal barrier coating material for high temperature applications. Adv. Mater. 2003, 15, 1438–1442. [Google Scholar] [CrossRef]
- Cao, X.Q.; Zhang, Y.F.; Zhang, J.F.; Zhong, X.H.; Wang, Y.; Ma, H.M.; Xu, Z.H.; He, L.M.; Lu, F. Failure of the plasma-sprayed coating of lanthanum hexaluminate. J. Eur. Ceram. Soc. 2008, 28, 1979–1986. [Google Scholar] [CrossRef]
- Clarke, D.R.; Oechsner, M.; Padture, N.P. Thermal-barrier coatings for more efficient gas-turbine engines. MRS Bull. 2012, 37, 891–898. [Google Scholar] [CrossRef]
- Schlichting, K.W.; Padture, N.P.; Jordan, E.H.; Gell, M. Failure modes in plasma-sprayed thermal barrier coatings. Mater. Sci. Eng. A 2003, 342, 120–130. [Google Scholar] [CrossRef]
- Chavez, J.; Naraparaju, R.; Mechnich, P.; Kelm, K.; Schulz, U.; Ramana, C.V. Effects of yttria content on the CMAS infiltration resistance of yttria stabilized thermal barrier coatings system. J. Mater. Sci. Technol. 2020, 43, 76–85. [Google Scholar] [CrossRef]
- Zhang, B.Y.; Meng, G.H.; Yang, G.J.; Li, C.X.; Li, C.J. Dependence of scale thickness on the breaking behavior of the initial oxide on plasma spray bond coat surface during vacuum pre-treatment. Appl. Surf. Sci. 2017, 397, 125–132. [Google Scholar] [CrossRef]
- Zhang, B.Y.; Yang, G.J.; Li, C.X.; Li, C.J. Non-parabolic isothermal oxidation kinetics of low pressure plasma sprayed MCrAlY bond coat. Appl. Surf. Sci. 2017, 406, 99–109. [Google Scholar] [CrossRef]
- Meng, G.H.; Liu, H.; Xu, P.Y.; Li, G.R.; Xu, T.; Yang, G.J.; Li, C.J. Superior oxidation resistant MCrAlY bond coats prepared by controlled atmosphere heat treatment. Corros. Sci. 2020, 170, 108653. [Google Scholar] [CrossRef]
- Meng, G.H.; Liu, H.; Liu, M.J.; Xu, T.; Yang, G.J.; Li, C.X.; Li, C.J. Large-grain α-Al2O3 enabling ultra-high oxidation-resistant MCrAlY bond coats by surface pre-agglomeration treatment. Corros. Sci. 2020, 163, 108275. [Google Scholar] [CrossRef]
- Meng, G.H.; Liu, H.; Liu, M.J.; Xu, T.; Yang, G.J.; Li, C.X.; Li, C.J. Highly oxidation resistant MCrAlY bond coats prepared by heat treatment under low oxygen content. Surf. Coat. Technol. 2019, 368, 192–201. [Google Scholar] [CrossRef]
- Wu, P.; Hu, M.Y.; Chong, X.Y.; Feng, J. The glass-like thermal conductivity in ZrO2-Dy3TaO7 ceramic for promising thermal barrier coating application. Appl. Phys. Lett. 2018, 112, 131903. [Google Scholar] [CrossRef]
- Swadźba, R. Interfacial phenomena and evolution of modified aluminide bondcoatings in thermal barrier coatings. Appl. Surf. Sci. 2018, 445, 133–144. [Google Scholar] [CrossRef]
- Herbert, H. Plasma-sprayed coatings. Sci. Am. 1988, 259, 837–844. [Google Scholar] [CrossRef]
- Bakan, E.; Mack, D.E.; Mauer, G.; Mücke, R.; Vaßen, R.; Troczynski, T. Porosity–property relationships of plasma-sprayed Gd2Zr2O7/YSZ thermal barrier coatings. J. Am. Ceram. Soc. 2015, 98, 2647–2654. [Google Scholar] [CrossRef]
- Paul, S.; Cipitria, A.; Tsipas, S.A.; Clyne, T.W. Sintering characteristics of plasma sprayed zirconia coatings containing different stabilisers. Surf. Coat. Technol. 2009, 203, 1069–1074. [Google Scholar] [CrossRef]
- Cipitria, A.; Golosnoy, I.O.; Clyne, T.W. A sintering model for plasma-sprayed zirconia TBCs. Part I: Free-standing coatings. Acta Mater. 2009, 57, 980–992. [Google Scholar] [CrossRef]
- Kulkarni, A.; Wang, Z.; Nakamura, T.; Sampath, S.; Goland, A.; Herman, H.; Allen, J.; Ilavsky, J.; Long, G.; Frahm, J.; et al. Comprehensive microstructural characterization and predictive property modeling of plasma-sprayed zirconia coatings. Acta Mater. 2003, 51, 2457–2475. [Google Scholar] [CrossRef]
- Tan, Y.; Longtin, J.P.; Sampath, S.; Wang, H. Effect of the starting microstructure on the thermal properties of as-sprayed and thermally exposed plasma-sprayed YSZ coatings. J. Am. Ceram. Soc. 2009, 92, 710–716. [Google Scholar] [CrossRef]
- Tan, Y.; Shyam, A.; Choi, W.B.; Lara-Curzio, E.; Sampath, S. Anisotropic elastic properties of thermal spray coatings determined via resonant ultrasound spectroscopy. Acta Mater. 2010, 58, 5305–5315. [Google Scholar] [CrossRef]
- Mahmoud Zaghloul, M.Y.; Yousry Zaghloul, M.M.; Yousry Zaghloul, M.M. Developments in polyester composite materials—An in-depth review on natural fibres and nano fillers. Compos. Struct. 2021, 278, 114698. [Google Scholar] [CrossRef]
- Fuseini, M.; Zaghloul, M.M.Y.; Elkady, M.F.; El-Shazly, A.H. Evaluation of synthesized polyaniline nanofibres as corrosion protection film coating on copper substrate by electrophoretic deposition. J. Mater. Sci. 2022, 57, 6085–6101. [Google Scholar] [CrossRef]
- Fuseini, M.; Zaghloul, M.M.Y. Statistical and qualitative analyses of the kinetic models using electrophoretic deposition of polyaniline. J. Ind. Eng. Chem. 2022, in press. [Google Scholar] [CrossRef]
- Eldridge, J.I.; Spuckler, C.M.; Markham, J.R. Determination of scattering and absorption coefficients for plasma-sprayed yttria-stabilized zirconia thermal barrier coatings at elevated temperatures. J. Am. Ceram. Soc. 2009, 92, 2276–2285. [Google Scholar] [CrossRef]
- Chen, W.R.; Wu, X.; Dudzinski, D. Influence of thermal cycle frequency on the TGO growth and cracking behaviors of an APS-TBC. J. Therm. Spray Technol. 2012, 21, 1294–1299. [Google Scholar] [CrossRef]
- Fang, X.; Zhang, G.; Feng, X. Performance of TBCs system due to the different thicknesses of top ceramic layer. Ceram. Int. 2015, 41, 2840–2846. [Google Scholar] [CrossRef]
- Zaghloul, M.Y.; Zaghloul, M.M.Y.; Zaghloul, M.M.Y. Influence of stress level and fibre volume fraction on fatigue performance of glass fibre-reinforced polyester composites. Polymers 2022, 14, 2662. [Google Scholar] [CrossRef]
- Li, G.R.; Xie, H.; Yang, G.J.; Liu, G.; Li, C.X.; Li, C.J. A comprehensive sintering mechanism for TBCs-Part I: An overall evolution with two-stage kinetics. J. Am. Ceram. Soc. 2017, 100, 2176–2189. [Google Scholar] [CrossRef]
- Choi, S.R.; Zhu, D.M.; Miller, R.A. Effect of sintering on mechanical properties of plasma-sprayed zirconia-based thermal barrier coatings. J. Am. Ceram. Soc. 2005, 88, 2859–2867. [Google Scholar] [CrossRef]
- Zhao, Y.; Gao, Y. Structural evolution of plasma-sprayed nanoscale 3 mol% and 5 mol% yttria-stabilized zirconia coatings during sintering. Appl. Surf. Sci. 2017, 425, 1033–1039. [Google Scholar] [CrossRef]
- Huan, Y.C.; Wu, K.D.; Li, C.J.; Liao, H.L.; Debliquy, M.; Zhang, C. Micro-nano structured functional coatings deposited by liquid plasma spraying. J. Adv. Ceram. 2020, 9, 517–534. [Google Scholar] [CrossRef]
- Guo, L.; Xin, H.; Zhang, Z.; Zhang, X.M.; Ye, F.X. Microstructure modification of Y2O3 stabilized ZrO2 thermal barrier coatings by laser glazing and the effects on the hot corrosion resistance. J. Adv. Ceram. 2020, 9, 232–242. [Google Scholar] [CrossRef]
- Karger, M.; Vaßen, R.; Stöver, D. Atmospheric plasma sprayed thermal barrier coatings with high segmentation crack densities: Spraying process, microstructure and thermal cycling behavior. Surf. Coat. Technol. 2011, 206, 16–23. [Google Scholar] [CrossRef]
- Schulz, U.; Saruhan, B.; Fritscher, K.; Leyens, C. Review on advanced EB-PVD ceramic topcoats for TBC applications. Int. J. Appl. Ceram. Technol. 2004, 1, 302–315. [Google Scholar] [CrossRef]
- Chi, W.; Sampath, S.; Wang, H. Microstructure–thermal conductivity relationships for plasma-sprayed yttria-stabilized zirconia coatings. J. Am. Ceram. Soc. 2008, 91, 2636–2645. [Google Scholar] [CrossRef]
- Liu, T.; Luo, X.T.; Chen, X.; Yang, G.J.; Li, C.X.; Li, C.J. Morphology and size evolution of interlamellar two-dimensional pores in plasma-sprayed La2Zr2O7 coatings during thermal exposure at 1300 °C. J. Therm. Spray Technol. 2015, 24, 739–748. [Google Scholar] [CrossRef]
- Zhou, Y.C.; Liu, Q.X.; Yang, L.; Wu, D.J.; Mao, W.G. Failure mechanisms and life prediction of thermal barrier coatings. CJSM 2010, 31, 504–531. [Google Scholar] [CrossRef]
- Sun, Y.N.; Xiang, H.M.; Dai, F.Z.; Wang, X.H.; Xing, Y.; Zhao, X.J.; Zhou, Y.C. Preparation and properties of CMAS resistant bixbyite structured high-entropy oxides RE2O3 (RE = Sm, Eu, Er, Lu, Y, and Yb): Promising environmental barrier coating materials for Al2O3f/Al2O3 composites. J. Adv. Ceram. 2021, 10, 596–613. [Google Scholar] [CrossRef]
- Guo, L.; Li, G.; Gan, Z.L. Effects of surface roughness on CMAS corrosion behavior for thermal barrier coating applications. J. Adv. Ceram. 2021, 10, 472–481. [Google Scholar] [CrossRef]
- Li, D.X.; Jiang, P.; Gao, R.H.; Sun, F.; Jin, X.C.; Fan, X.L. Experimental and numerical investigation on the thermal and mechanical behaviours of thermal barrier coatings exposed to CMAS corrosion. J. Adv. Ceram. 2021, 10, 551–564. [Google Scholar] [CrossRef]
- Liu, S.H.; Ji, G.; Li, C.J.; Li, C.X.; Guo, H.B. Novel long laminar plasma sprayed hybrid structure thermal barrier coatings for high-temperature anti-sintering and volcanic ash corrosion resistance. J. Mater. Sci. Technol. 2021, 79, 141–146. [Google Scholar] [CrossRef]
- Bäker, M.; Seiler, P. A guide to finite element simulations of thermal barrier coatings. J. Therm. Spray Technol. 2017, 26, 1146–1160. [Google Scholar] [CrossRef]
- Wang, L.; Zhong, X.H.; Shao, F.; Ni, J.X.; Yang, J.S.; Tao, S.Y.; Wang, Y. What is the suitable segmentation crack density for atmospheric plasma sprayed thick thermal barrier coatings with the improved thermal shock resistance? Appl. Surf. Sci. 2018, 431, 101–111. [Google Scholar] [CrossRef]
- Bäker, M.; Fiedler, T.; Rösler, J. Stress evolution in thermal barrier coatings for rocket engine applications. Mech. Adv. Mater. Mod. Process. 2015, 1, 5. [Google Scholar] [CrossRef]
- Cheng, B.; Zhang, Y.M.; Yang, N.; Zhang, M.; Chen, L.; Yang, G.J.; Li, C.X.; Li, C.J. Sintering-induced delamination of thermal barrier coatings by gradient thermal cyclic test. J. Am. Ceram. Soc. 2017, 100, 1820–1830. [Google Scholar] [CrossRef]
- Wang, C.J.; Wang, Y.; Zhang, Z.Q. Nano-Sized Thermal Barrier Coating Materials; Metallurgical Industry Press: Beijing, China, 2017; p. 191. [Google Scholar]
- Cipitria, A.; Golosnoy, I.O.; Clyne, T.W. A sintering model for plasma-sprayed zirconia thermal barrier coatings. Part II: Coatings bonded to a rigid substrate. Acta Mater. 2009, 57, 993–1003. [Google Scholar] [CrossRef]
- Wei, Z.Y.; Cheng, B.; Wang, J.; Liu, M.J.; Cai, H.N. Extend the thermal cyclic lifetime of La2Zr2O7/YSZ DCL TBCs by reducing modulus design on a toughening ceramic surface. Surf. Coat. Technol. 2019, 374, 134–143. [Google Scholar] [CrossRef]
- Shivakumar, K.N.; Tan, P.W.; Newman, J.C. A virtual crack-closure technique for calculating stress intensity factors for cracked three dimensional bodies. Int. J. Fract. 1988, 36, R43–R50. [Google Scholar] [CrossRef]
- Fan, X.L.; Jiang, W.; Li, J.G.; Suo, T.; Wang, T.J.; Xu, R. Numerical study on interfacial delamination of thermal barrier coatings with multiple separations. Surf. Coat. Technol. 2014, 244, 117–122. [Google Scholar] [CrossRef]
- Li, G.R.; Lv, B.W.; Yang, G.J.; Zhang, W.X.; Li, C.X.; Li, C.J. Relationship between lamellar structure and elastic modulus of thermally sprayed thermal barrier coatings with intra-splat cracks. J. Therm. Spray Technol. 2015, 24, 1355–1367. [Google Scholar] [CrossRef]
- Guo, S.Q.; Kagawa, Y. Young’s moduli of zirconia top-coat and thermally grown oxide in a plasma-sprayed thermal barrier coating system. Scripta Mater. 2004, 50, 1401–1406. [Google Scholar] [CrossRef]
- Zou, Z.; Xing, C.; He, L.; Shan, X.; Luo, L.; Zhao, X.; Guo, F.; Xiao, P. A highly strain and damage-tolerant thermal barrier coating fabricated by electro-sprayed zirconia hollow spheres. J. Am. Ceram. Soc. 2018, 101, 4375–4386. [Google Scholar] [CrossRef]
- Mehboob, G.; Liu, M.-J.; Xu, T.; Hussain, S.; Mehboob, G.; Tahir, A. A review on failure mechanism of thermal barrier coatings and strategies to extend their lifetime. Ceram. Int. 2020, 46, 8497–8521. [Google Scholar] [CrossRef]
- Li, G.R.; Yang, G.J.; Li, C.X.; Li, C.J. A comprehensive sintering mechanism for TBCs-Part III: Substrate constraint effect on healing of 2D pores. J. Am. Ceram. Soc. 2018, 101, 3636–3648. [Google Scholar] [CrossRef]
- Shinozaki, M.; Clyne, T.W. A methodology, based on sintering-induced stiffening, for prediction of the spallation lifetime of plasma-sprayed coatings. Acta Mater. 2013, 61, 579–588. [Google Scholar] [CrossRef]
- Zhu, J.; Ma, K. Microstructural and mechanical properties of thermal barrier coating at 1400 °C treatment. Theor. Appl. Mech. Lett. 2014, 4, 021008. [Google Scholar] [CrossRef][Green Version]
- Wang, L.S.; Wei, Z.Y.; Cheng, B.; Liu, M.J.; Li, G.R.; Dong, H.; Yang, G.J. Gradient stiffening induced interfacial cracking and strain tolerant design in thermal barrier coatings. Ceram. Int. 2020, 46, 2355–2364. [Google Scholar] [CrossRef]
- Li, G.R.; Xie, H.; Yan, G.J.; Liu, G.; Li, C.X.; Li, C. A comprehensive sintering mechanism for TBCs-Part II: Multiscale multipoint interconnection-enhanced initial kinetics. J. Am. Ceram. Soc. 2017, 100, 4240–4251. [Google Scholar] [CrossRef]
- Mondal, K.; Nunẽz, L.; Iii, C.; Downey, I.; Van Rooyen, I. Thermal barrier coatings overview: Design, manufacturing, and applications in high-temperature industries. Ind. Eng. Chem. Res. 2021, 60, 6061–6077. [Google Scholar] [CrossRef]
- Li, G.R.; Tang, C.H.; Yang, G.J. Dynamic-stiffening-induced aggravated cracking behavior driven by metal-substrate-constraint in a coating/substrate system. J. Mater. Sci. Technol. 2021, 65, 154–163. [Google Scholar] [CrossRef]
- Markocsan, N.; Nylén, P.; Wigren, J.; Li, X.H.; Tricoire, A. Effect of thermal aging on microstructure and functional properties of zirconia-base thermal barrier coatings. J. Therm. Spray Technol. 2009, 18, 201–208. [Google Scholar] [CrossRef]
- Sun, F.; Fan, X.; Zhang, T.; Jiang, P.; Yang, J. Numerical analysis of the influence of pore microstructure on thermal conductivity and Young’s modulus of thermal barrier coating. Ceram. Int. 2020, 46, 24326–24332. [Google Scholar] [CrossRef]
- Bacciochini, A.; Ben Ettouil, F.; Brousse, E.; Ilavsky, J.; Montavon, G.; Denoirjean, A.; Valette, S.; Fauchais, P. Quantification of void networks of as-sprayed and annealed nanostructured yttria-stabilized zirconia (YSZ) deposits manufactured by suspension plasma spraying. Surf. Coat. Technol. 2010, 205, 683–689. [Google Scholar] [CrossRef]
- Yang, M.; Li, Z.G.; Wang, X.Y.; Li, Y.H.; Chen, F.; Li, M.; Chen, Y.; Chen, W. Effect of spraying ceramic powder pore structure on thermophysical properties of plasma-sprayed thermal barrier coatings. Ceram. Int. 2022, 48, 1125–1131. [Google Scholar] [CrossRef]
- Wang, K.; Peng, H.; Guo, H.B.; Gong, S.K. Effect of sintering on thermal conductivity and thermal barrier effects of thermal barrier coatings. Chin. J. Aeronaut. 2012, 25, 811–816. [Google Scholar] [CrossRef]
- Clarke, D.; Levi, C.G. Materials design for the next generation thermal barrier coatings. Annu. Rev. Mater. Res 2003, 33, 383–417. [Google Scholar] [CrossRef]
- Dai, H.; Zhong, X.; Li, J.; Zhang, Y.; Meng, J.; Cao, X. Thermal stability of double-ceramic-layer thermal barrier coatings with various coating thickness. Mater. Sci. Eng. A 2006, 433, 1–7. [Google Scholar] [CrossRef]
- Zhao, D.; An, Y.L.; Zhao, X.Q.; Liu, G.; Chen, J.; Zhou, H.D. Structure and properties of 8YSZ thermal barrier coatings with different thickness. Surf. Technol. 2020, 49, 9. [Google Scholar] [CrossRef]
- Li, G.R.; Wang, L.S. Durable TBCs with self-enhanced thermal insulation based on co-design on macro- and microstructure. Appl. Surf. Sci. 2019, 483, 472–480. [Google Scholar] [CrossRef]
- Cheng, B.; Yang, N.; Zhang, Q.; Zhang, M.; Zhang, Y.M.; Chen, L.; Yang, G.J.; Li, C.X.; Li, C.J. Sintering induced the failure behavior of dense vertically crack and lamellar structured TBCs with equivalent thermal insulation performance. Ceram. Int. 2017, 43, 15459–15465. [Google Scholar] [CrossRef]
- Choi, H.M.; Kang, B.S.; Choi, W.K.; Choi, D.G.; Choi, S.K.; Kim, J.C.; Park, Y.K.; Kim, G.M. Effect of the thickness of plasma-sprayed coating on bond strength and thermal fatigue characteristics. J. Mater. Sci. 1998, 33, 5895–5899. [Google Scholar] [CrossRef]
- Zhong, X.H.; Xu, Z.H.; Zhang, Y.F.; Zhang, J.F.; Chen, X.L.; Cao, X.Q. Influence of ceria content on performance of neodymium-cerium composite oxide thermal barrier coatings. JAM 2009, 29, 11–18. [Google Scholar]
- Chen, T.; Hui, Y.; Xu, J.Y.; Zhou, B.L.; Cao, X.Q.; Zhao, X.J. Effect of heat treatment of nano 8YSZ powder on thermal shock lifetime of plasma sprayed coating. JRE 2016, 34, 10. [Google Scholar] [CrossRef]
- Zhao, K.; Chen, Z.; Jia, W.B.; Huang, H.M.; Fang, L.; Zhou, B.Z. Interaction between surface crack and interface crack in thermal barrier coatings under thermal load. Aeroengine 2021, 47, 7. [Google Scholar] [CrossRef]
- Xiao, B.J.; Huang, X.; Robertson, T.; Tang, Z.; Kearsey, R. Sintering resistance of suspension plasma sprayed 7YSZ TBC under isothermal and cyclic oxidation. J. Eur. Ceram. Soc. 2020, 40, 2030–2041. [Google Scholar] [CrossRef]
- Zhou, D.P.; Malzbender, J.; Sohn, Y.J.; Guillon, O.; Vaßen, R. Sintering behavior of columnar thermal barrier coatings deposited by axial suspension plasma spraying (SPS). J. Eur. Ceram. Soc. 2019, 39, 482–490. [Google Scholar] [CrossRef]
- Hui, M.T.; Yu, Q.M.; Shi, Y.Z. Influence of material parameters on the interfacial crack growth in thermal barrier coating system. Ceram. Int. 2019, 45, 8414–8427. [Google Scholar] [CrossRef]
- Zhou, D.P.; Guillon, O.; Vaßen, R. Development of YSZ thermal barrier coatings using axial suspension plasma spraying. Coatings 2017, 7, 120. [Google Scholar] [CrossRef]
- Munz, D.; Fett, T. Ceramics: Mechanical properties, failure behaviour, materials selection. Ann. Chim. Sci. Mat. 1999, 25, 75. [Google Scholar] [CrossRef]
- Mehboob, G.; Xu, T.; Li, G.R.; Yang, G.J.; Tahir, A.; Ragab, M.; Hussain, S. Tailoring periodic vertical cracks in thermal barrier coatings enabling high strain tolerance. Coatings 2021, 11, 720. [Google Scholar] [CrossRef]
- Steinbrech, R.W.; Postolenko, V.; Mönch, J.; Malzbender, J.; Singheiser, L. Testing method to assess lifetime of EB-PVD thermal barrier coatings on tubular specimens in static and cyclic oxidation tests. Ceram. Int. 2011, 37, 363–368. [Google Scholar] [CrossRef]
- Guo, S.; Kagawa, Y. Isothermal and cycle properties of EB-PVD yttria-partially-stabilized zirconia thermal barrier coatings at 1150 and 1300 °C. Ceram. Int. 2007, 33, 373–378. [Google Scholar] [CrossRef]
- Guo, S.; Kagawa, Y. Effect of thermal exposure on hardness and Young’s modulus of EB-PVD yttria-partially-stabilized zirconia thermal barrier coatings. Ceram. Int. 2006, 32, 263–270. [Google Scholar] [CrossRef]
- Guo, H.B.; Vaßen, R.; Stöver, D. Thermophysical properties and thermal cycling behavior of plasma sprayed thick thermal barrier coatings. Surf. Coat. Technol. 2005, 192, 48–56. [Google Scholar] [CrossRef]
- Gray, D.M.; Lau, Y.C.; Johnson, C.A.; Borom, M.P.; Nelson, W.A. Thermal Barrier Coatings Having an Improved Columnar Microstructure. U.S. Patent 08/681558, 11 March 1998. [Google Scholar]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Individual Splats | Coatings |
|---|---|---|
| Plasma arc current/A | 600 | 600 |
| Plasma arc voltage/V | 70 | 70 |
| Flow rate of primary gas (Ar)/L min−1 | 50 | 50 |
| Flow rate of secondary gas (H2)/L min−1 | 7 | 7 |
| Flow rate of powder feeding gas (N2)/L min−1 | 7 | 7 |
| Spray distance/mm | 110 | 110 |
| Troch traverse speed/mm s−1 | 1000 | 800 |
| Substrate preheating temperature (°C) | 300 | / |
| Elastic Modulus E (GPa) | Poisson Ratio υ | CTE α (10−6/K) | |
|---|---|---|---|
| TC | 10~160 | 0.2 | 11 |
| BC | 210 | 0.2 | 13.6 |
| SUB | 210 | 0.3 | 13 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, L.-S.; Song, J.-B.; Dong, H.; Yao, J.-T. Sintering-Induced Failure Mechanism of Thermal Barrier Coatings and Sintering-Resistant Design. Coatings 2022, 12, 1083. https://doi.org/10.3390/coatings12081083
Wang L-S, Song J-B, Dong H, Yao J-T. Sintering-Induced Failure Mechanism of Thermal Barrier Coatings and Sintering-Resistant Design. Coatings. 2022; 12(8):1083. https://doi.org/10.3390/coatings12081083
Chicago/Turabian StyleWang, Li-Shuang, Jin-Bao Song, Hui Dong, and Jian-Tao Yao. 2022. "Sintering-Induced Failure Mechanism of Thermal Barrier Coatings and Sintering-Resistant Design" Coatings 12, no. 8: 1083. https://doi.org/10.3390/coatings12081083
APA StyleWang, L.-S., Song, J.-B., Dong, H., & Yao, J.-T. (2022). Sintering-Induced Failure Mechanism of Thermal Barrier Coatings and Sintering-Resistant Design. Coatings, 12(8), 1083. https://doi.org/10.3390/coatings12081083