
Rear Earth Oxide Multilayer Deposited by Plasma Spray-Physical Vapor Deposition for Envisaged Application as Thermal/Environmental Barrier Coating


Abstract
:1. Introduction
2. Experimental
2.1. Coating Preparation
2.2. Thermal Thermal Shock Test
2.3. Characterization
3. Results and Discussion
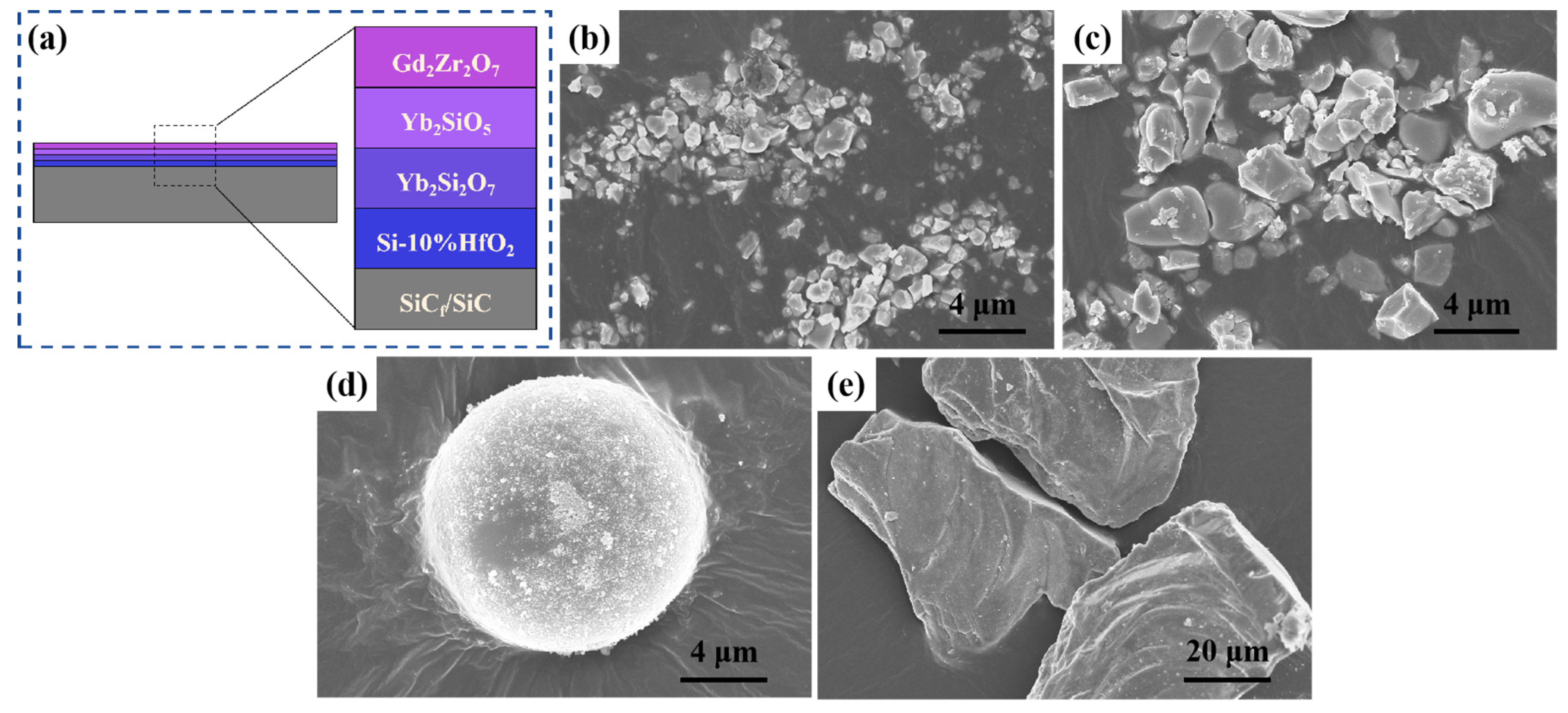
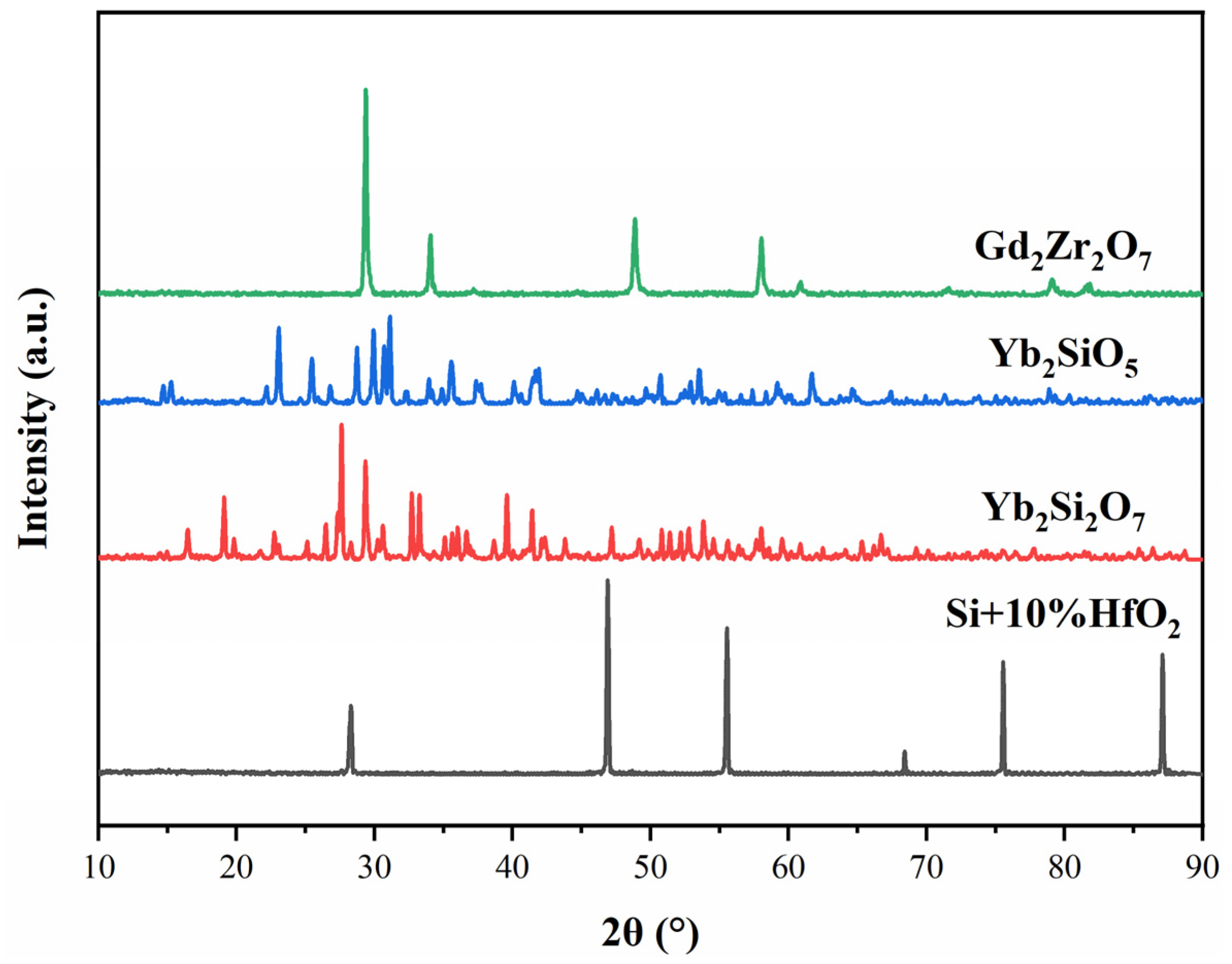
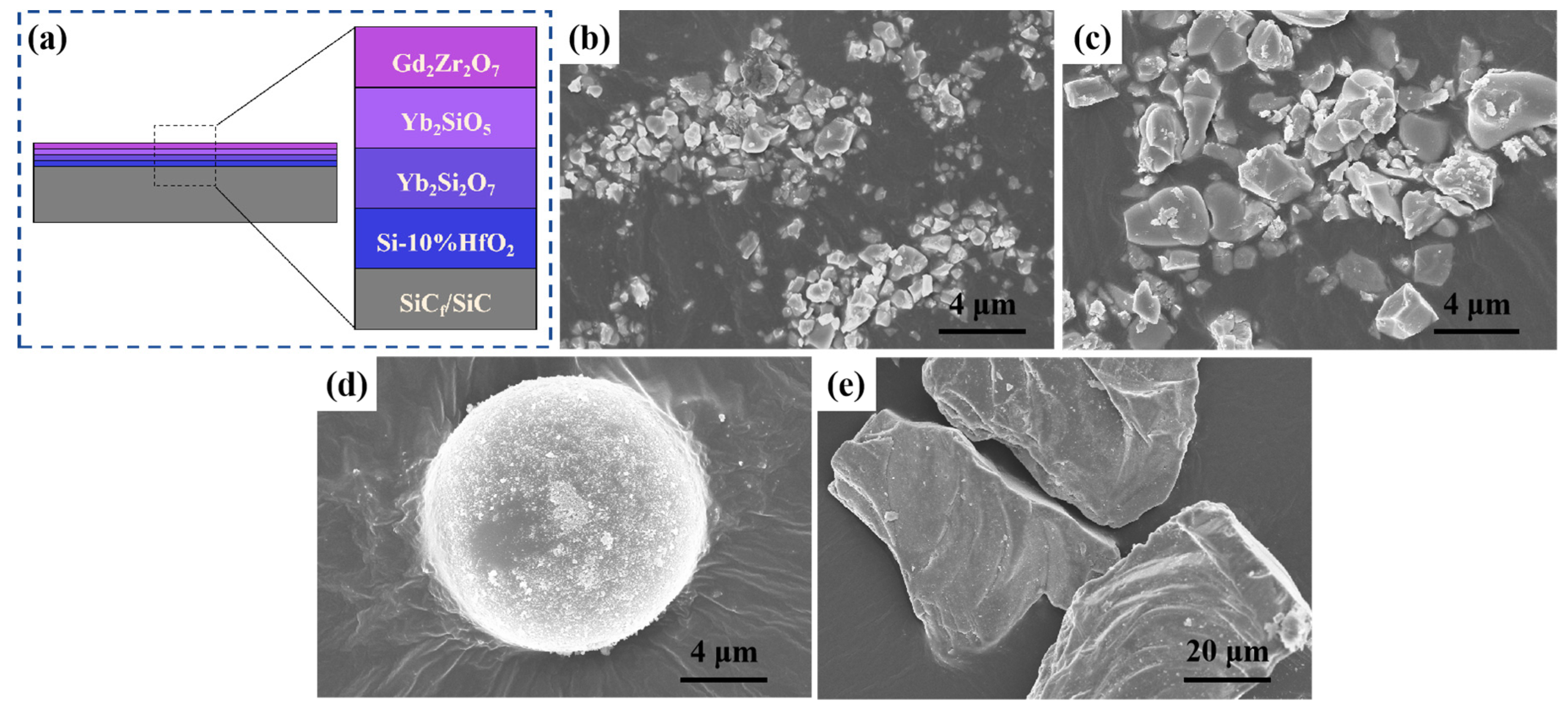
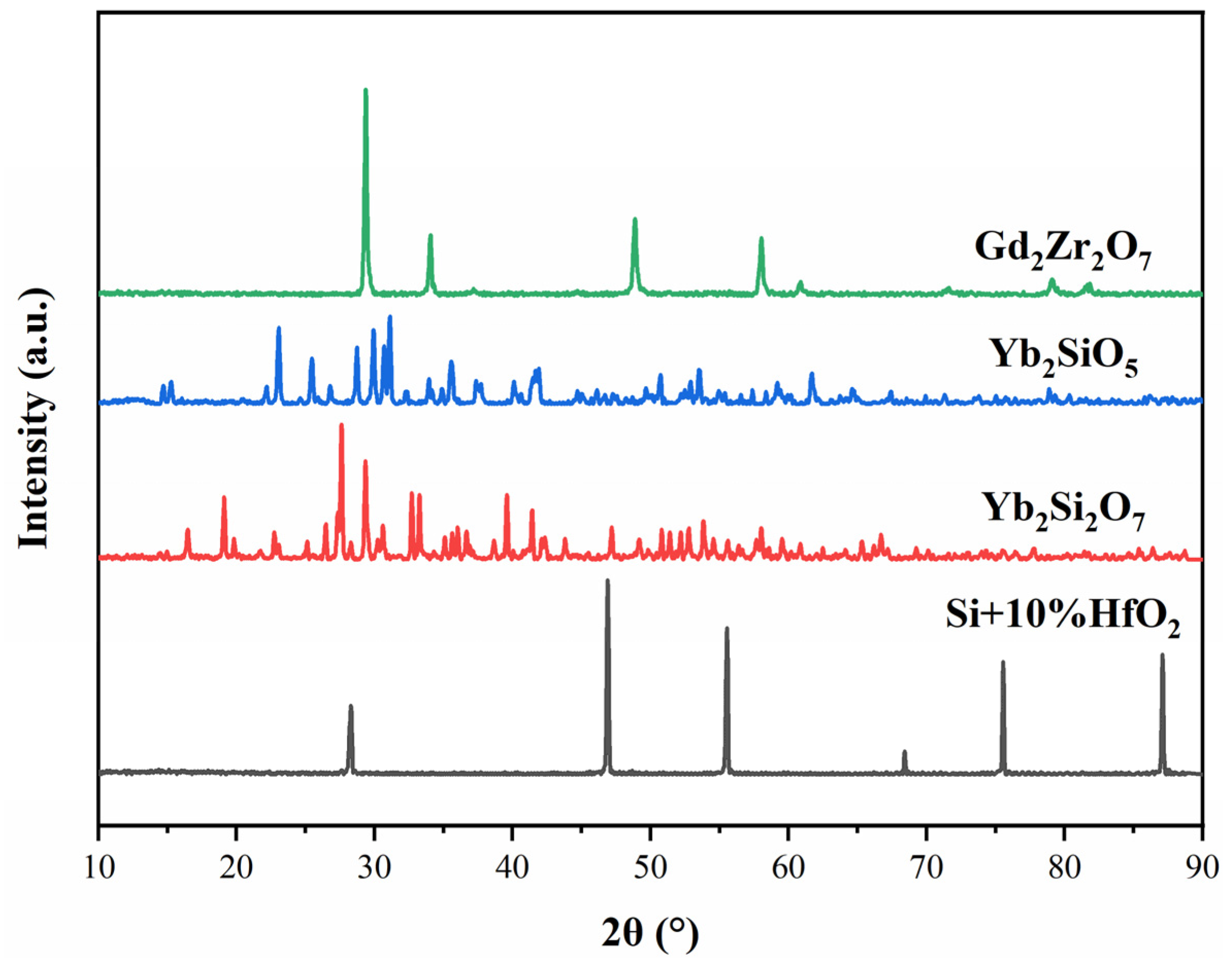
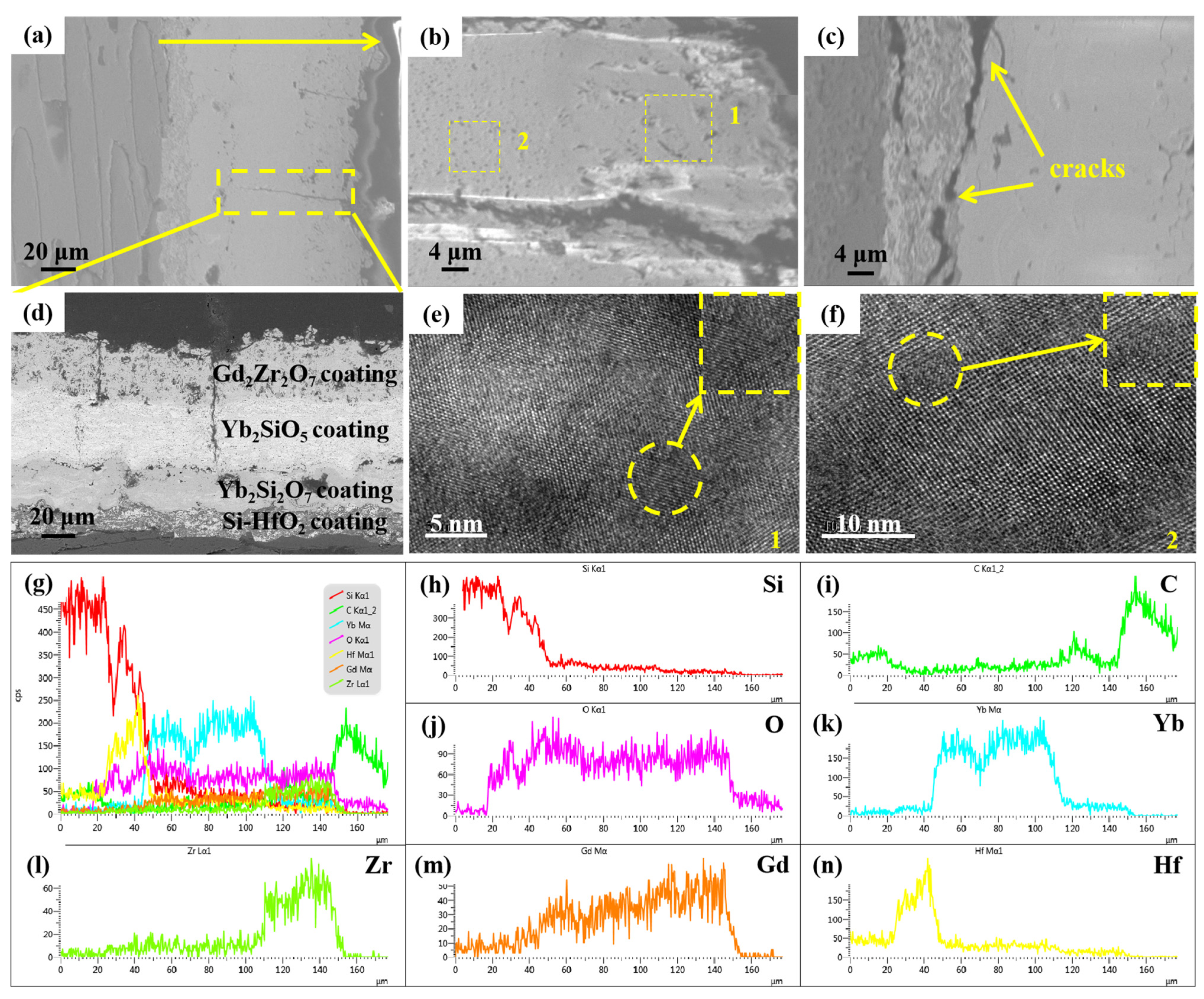
3.1. Microstructure of the As-Sprayed T/EBCs
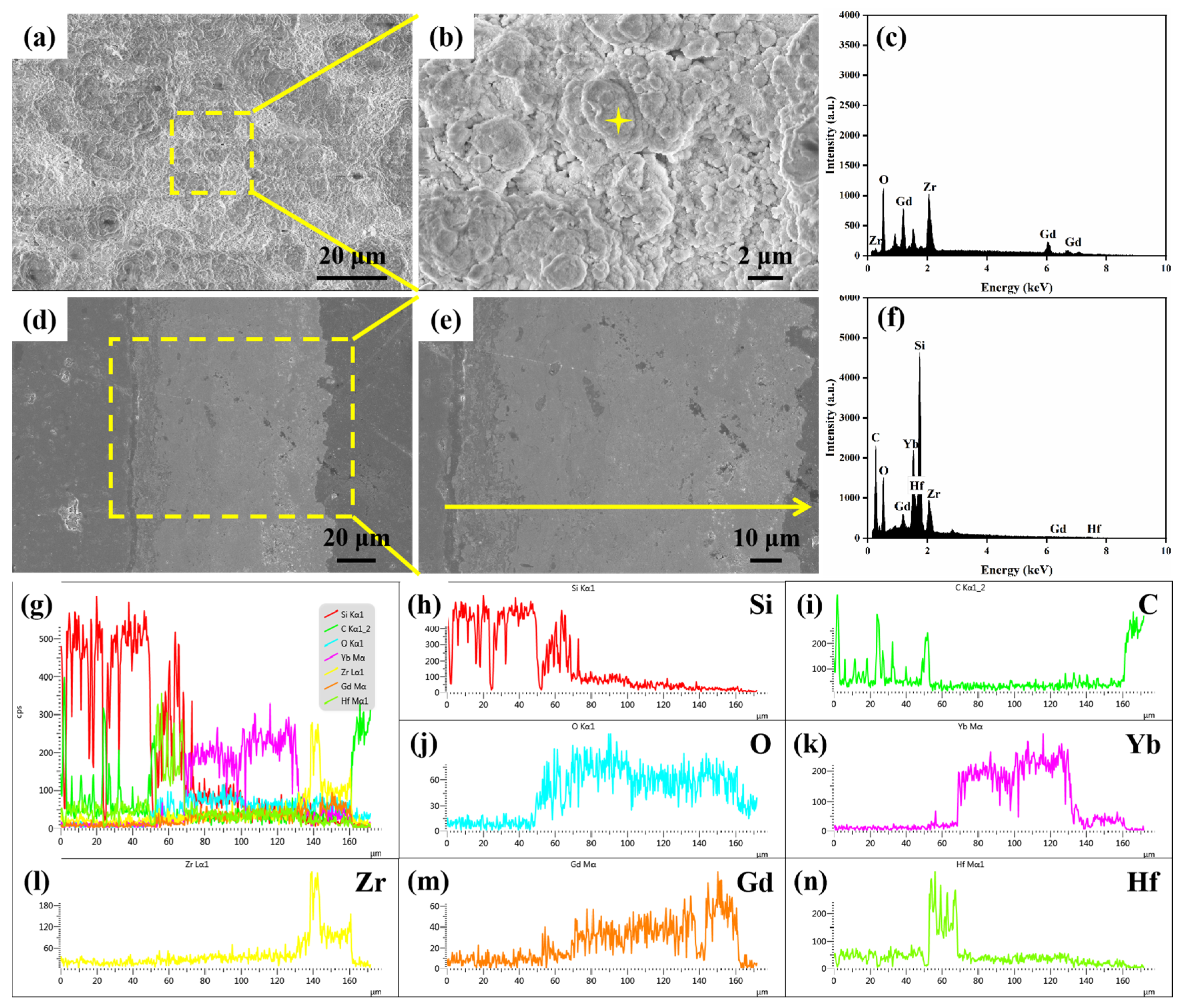
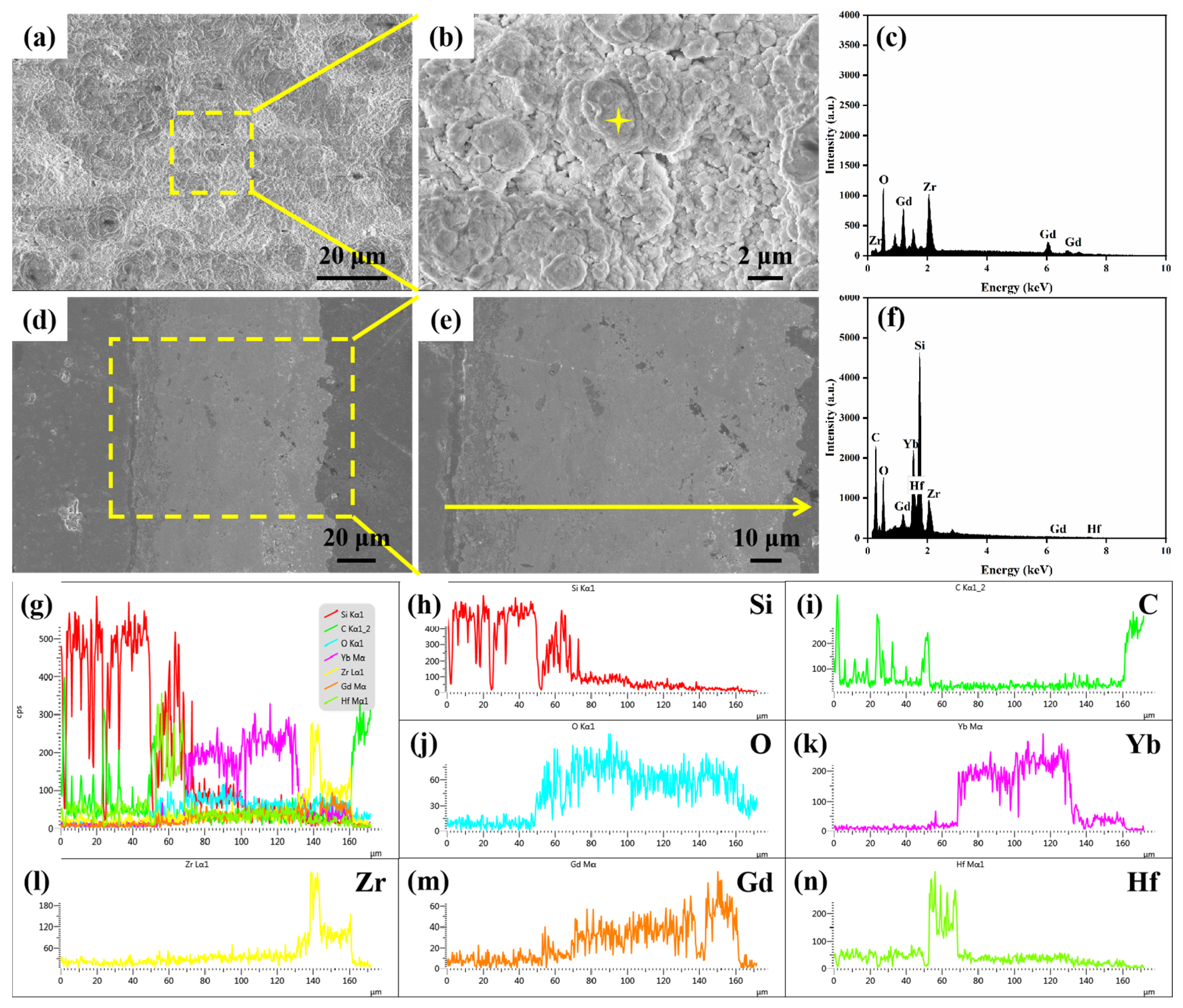
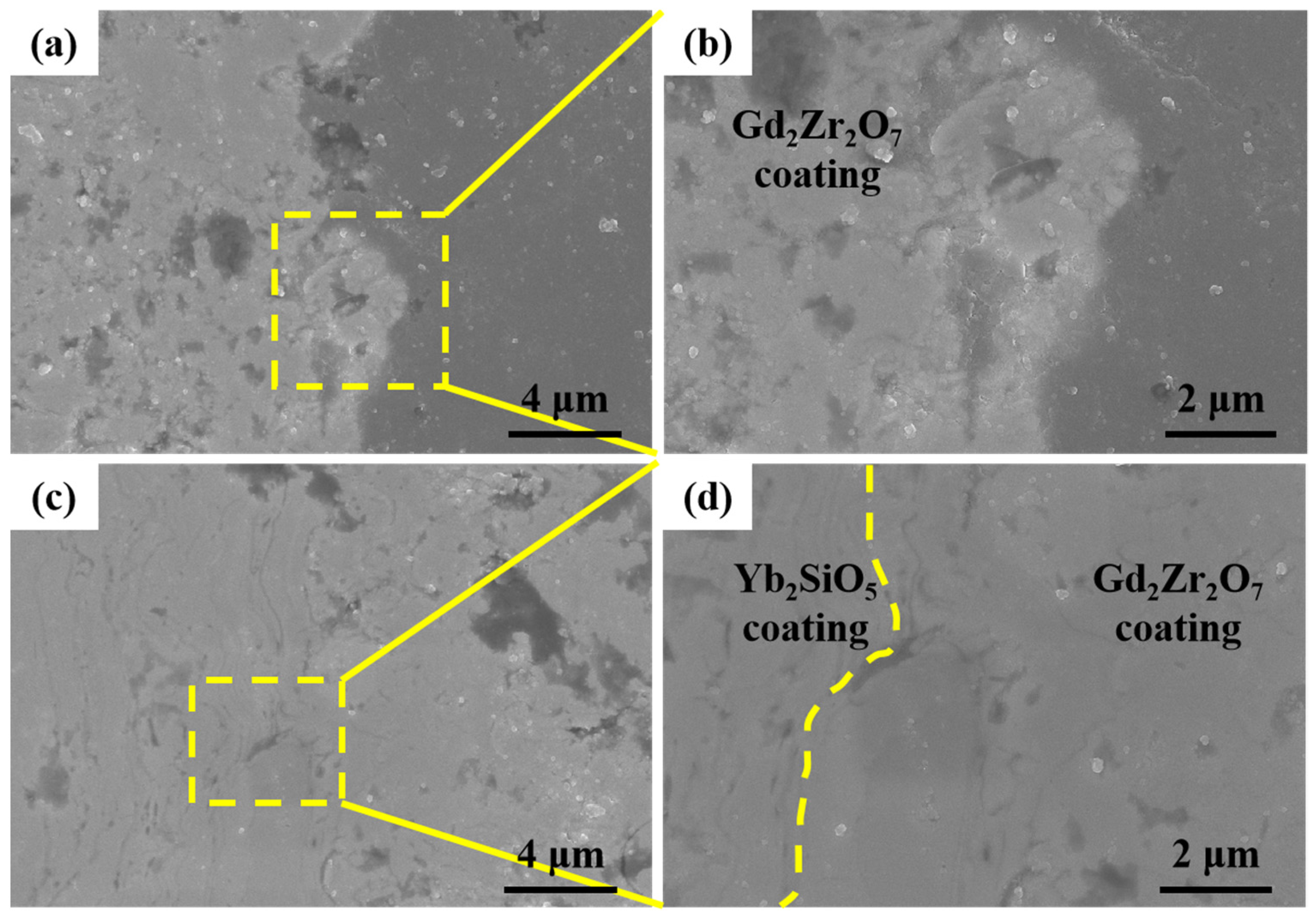
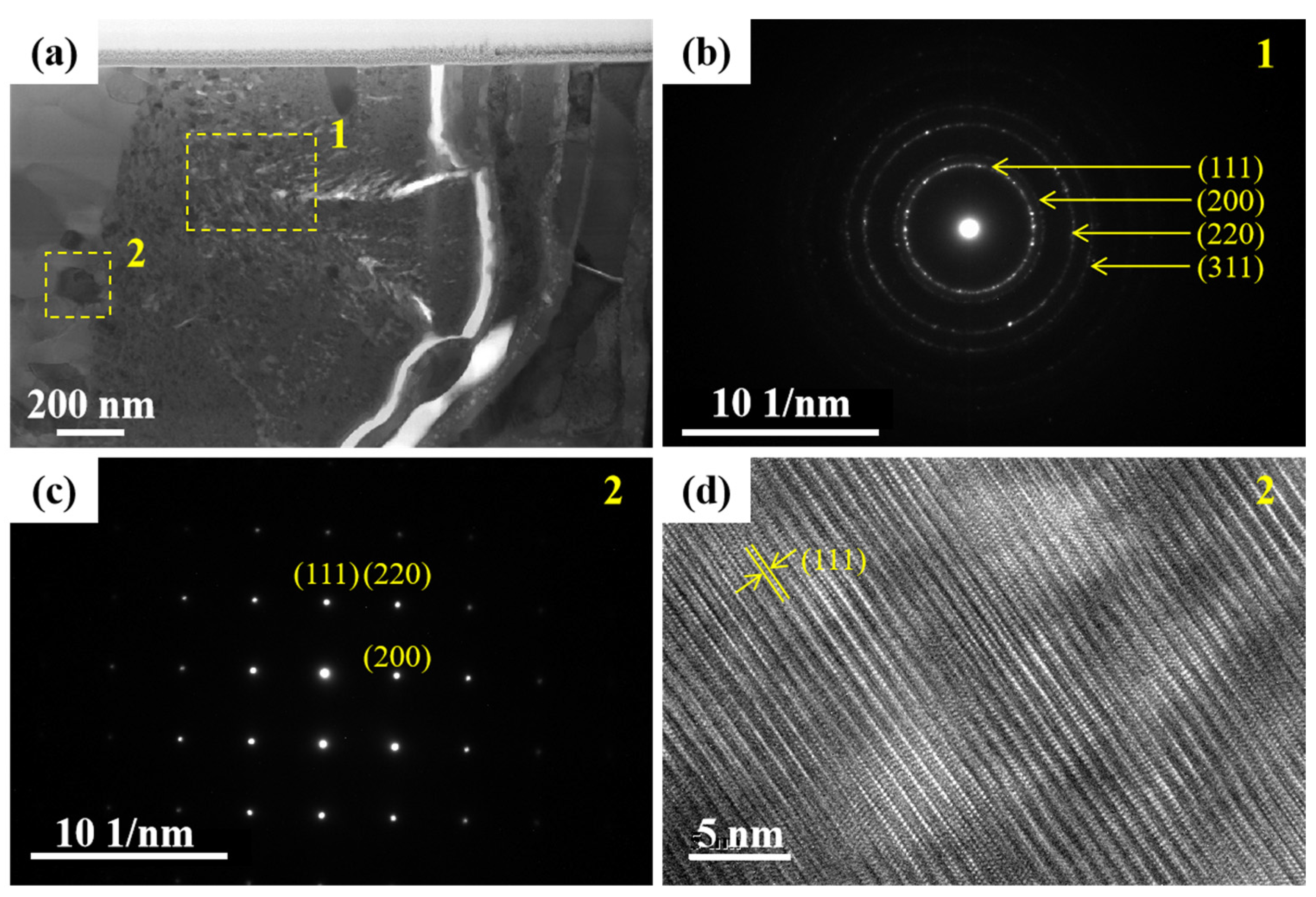
3.2. Microstructure of the Gd2Zr2O7/Yb2SiO5 Interface
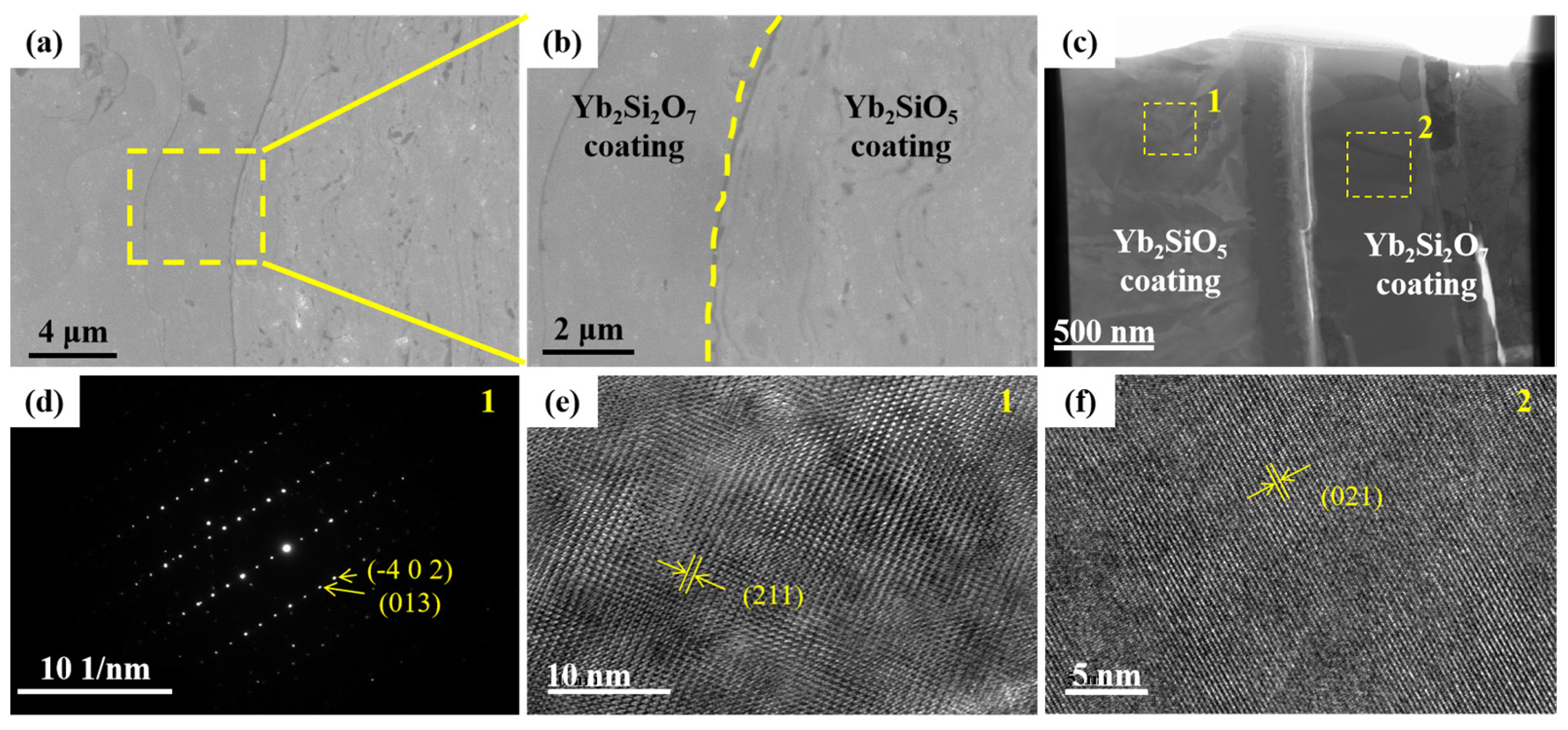
3.3. Microstructure of Yb2SiO5/Yb2SiO7 Interface
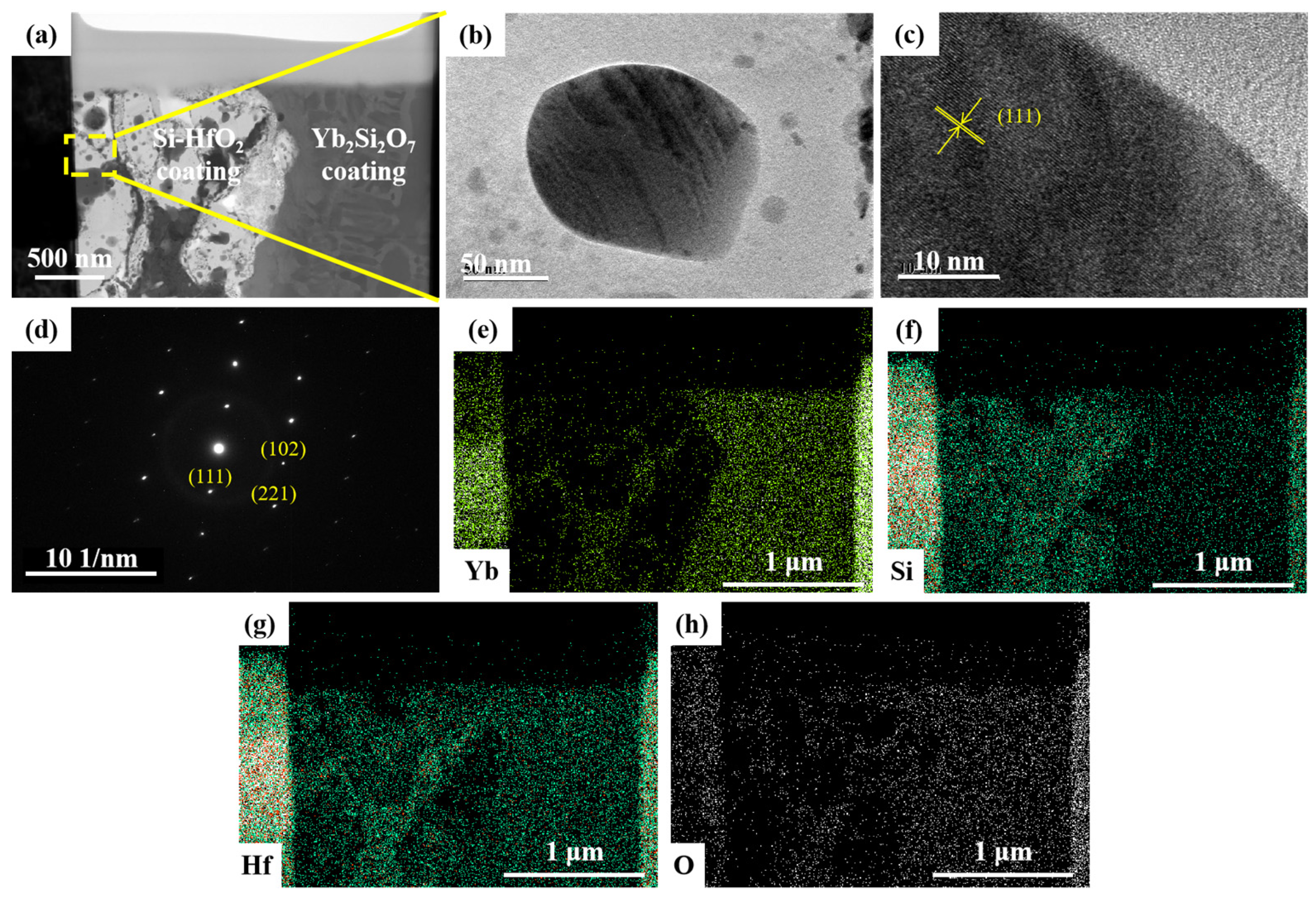
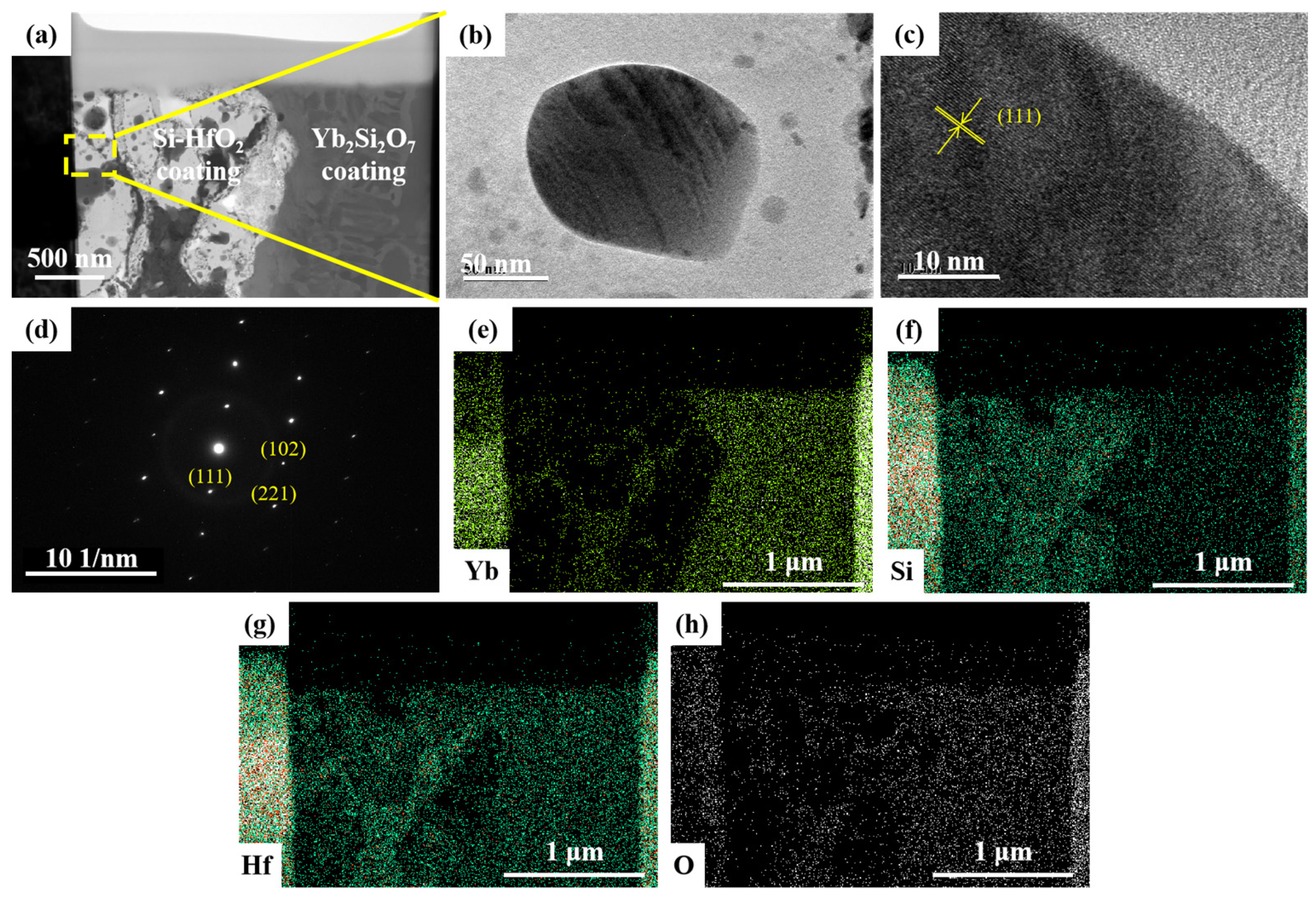
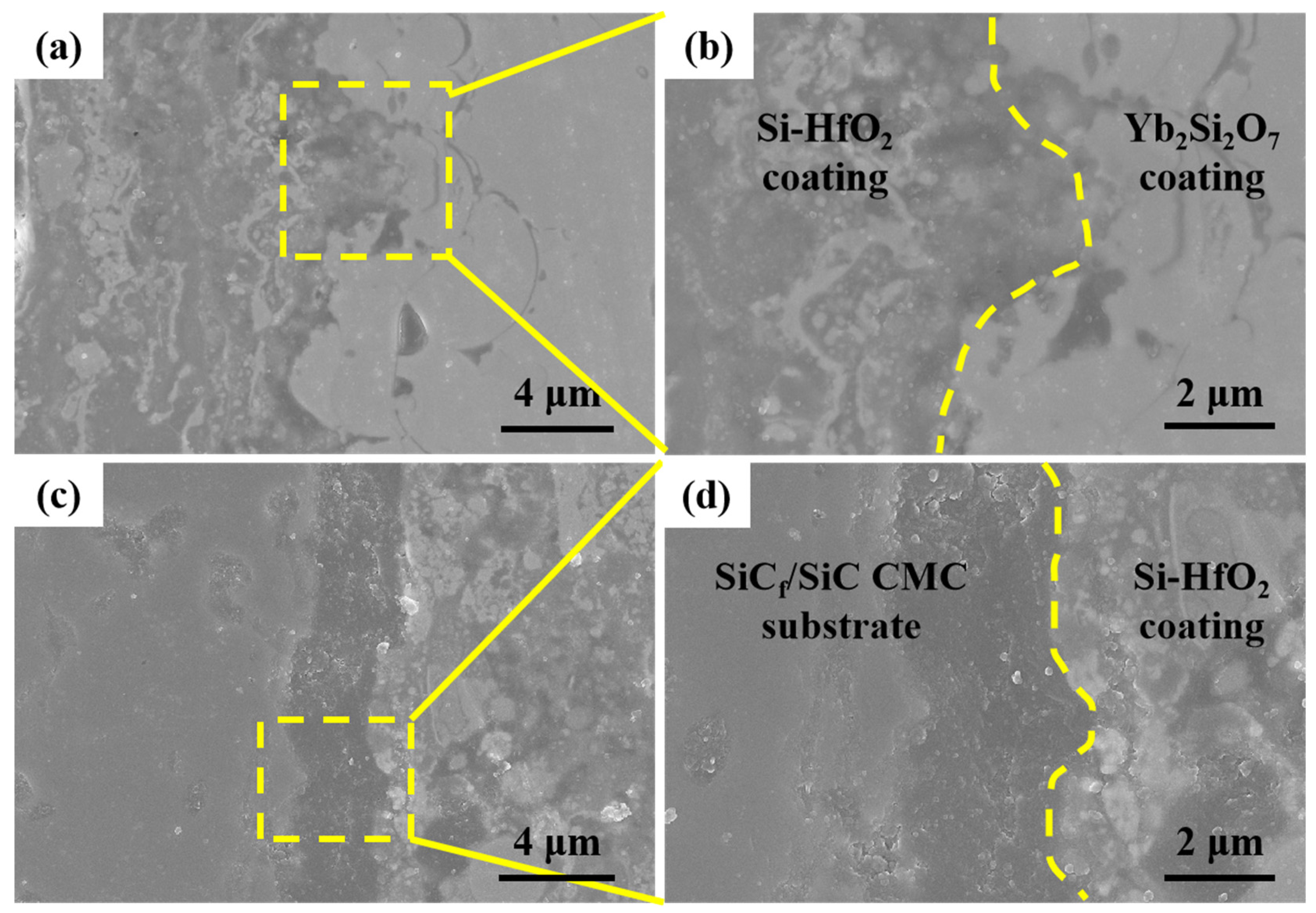
3.4. Microstructure of the Yb2SiO7/Si–HfO2 Interface
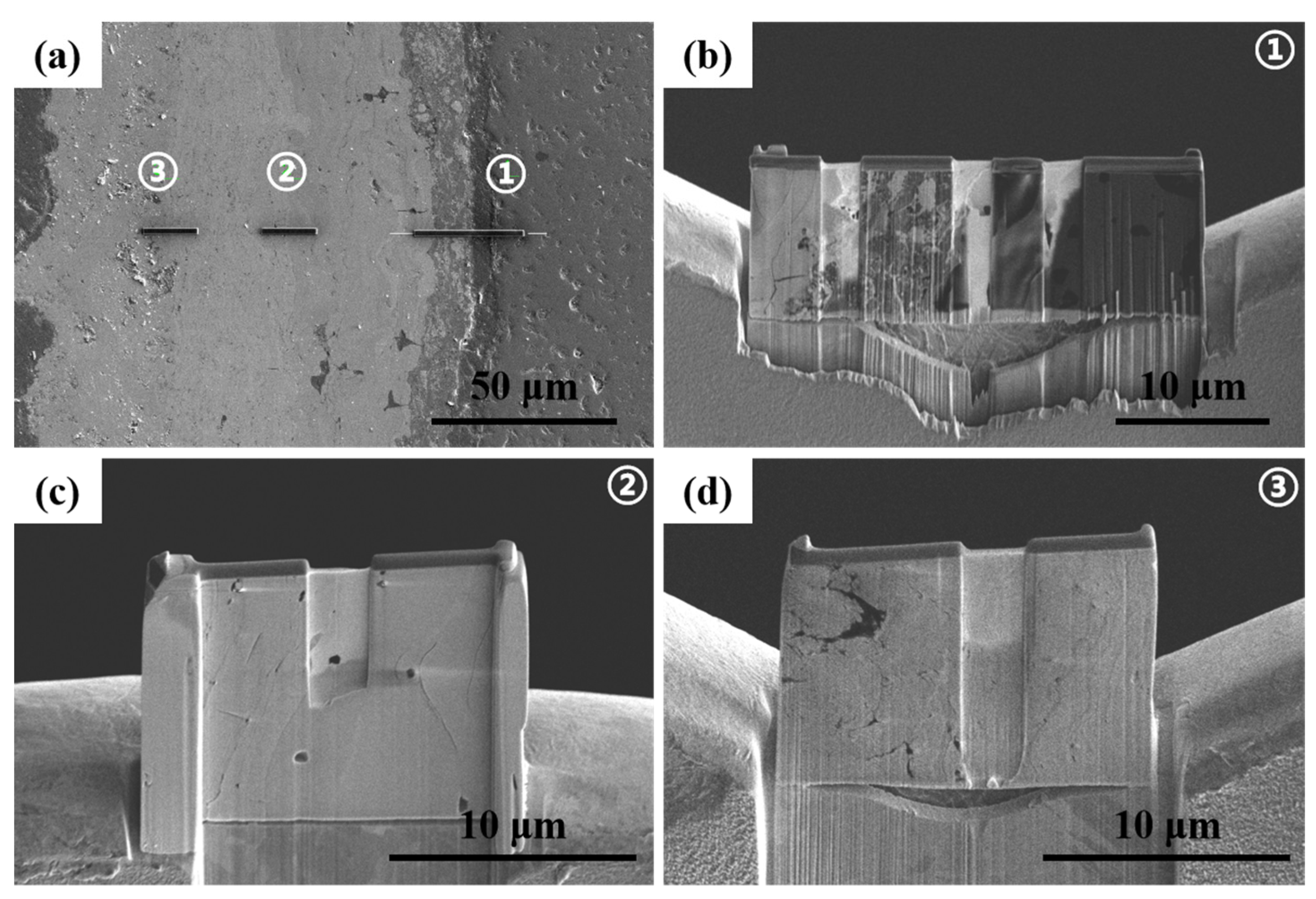
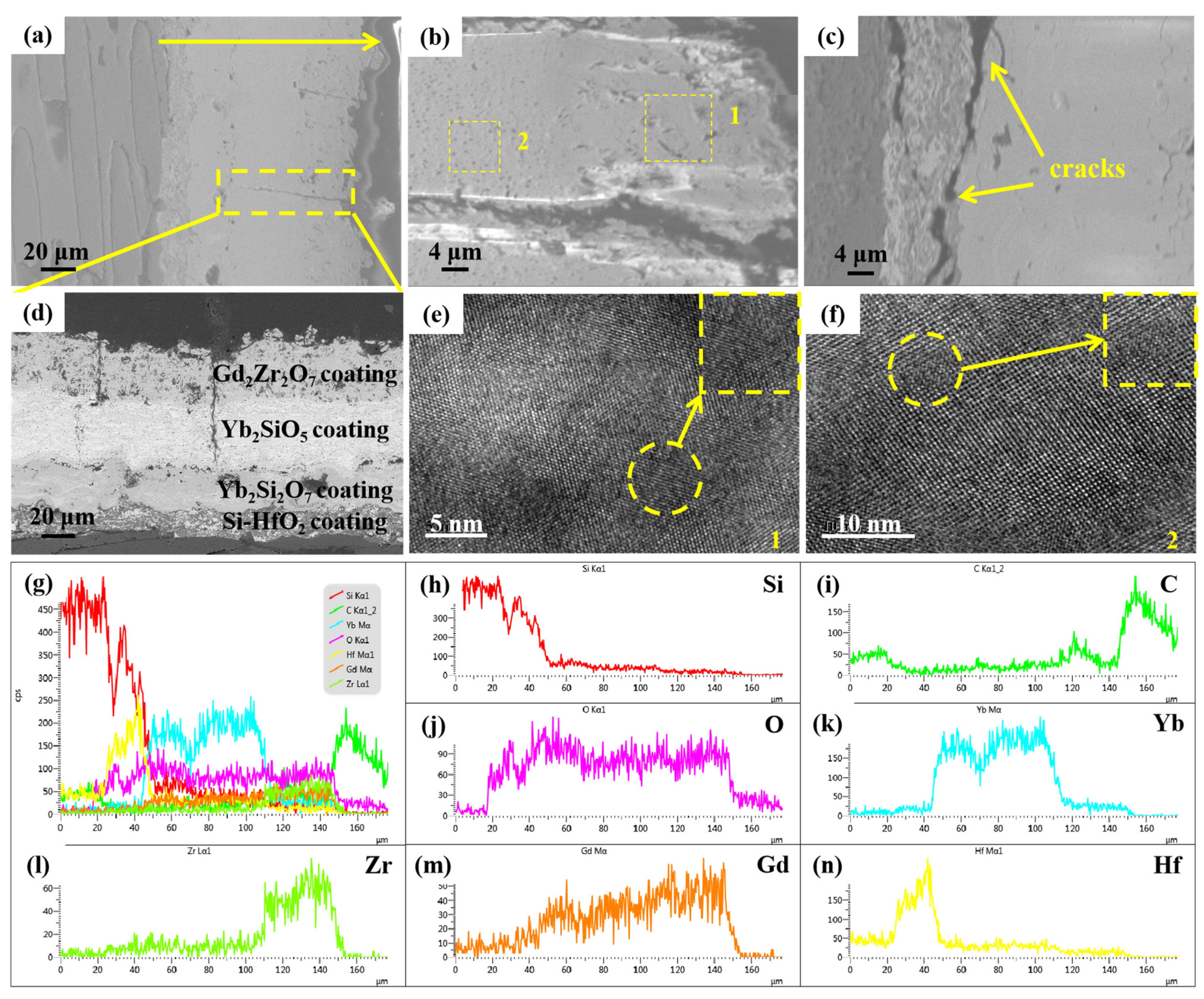
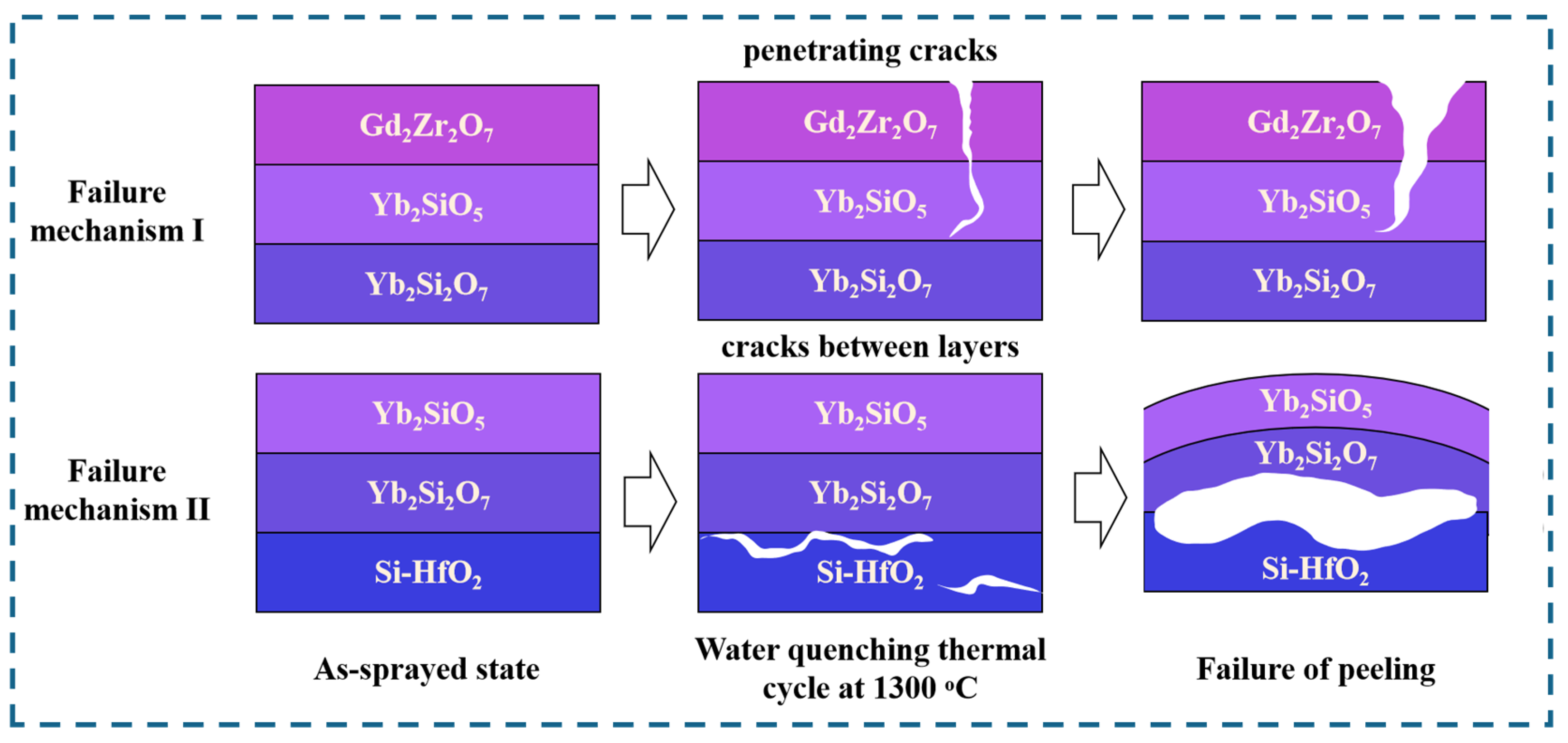
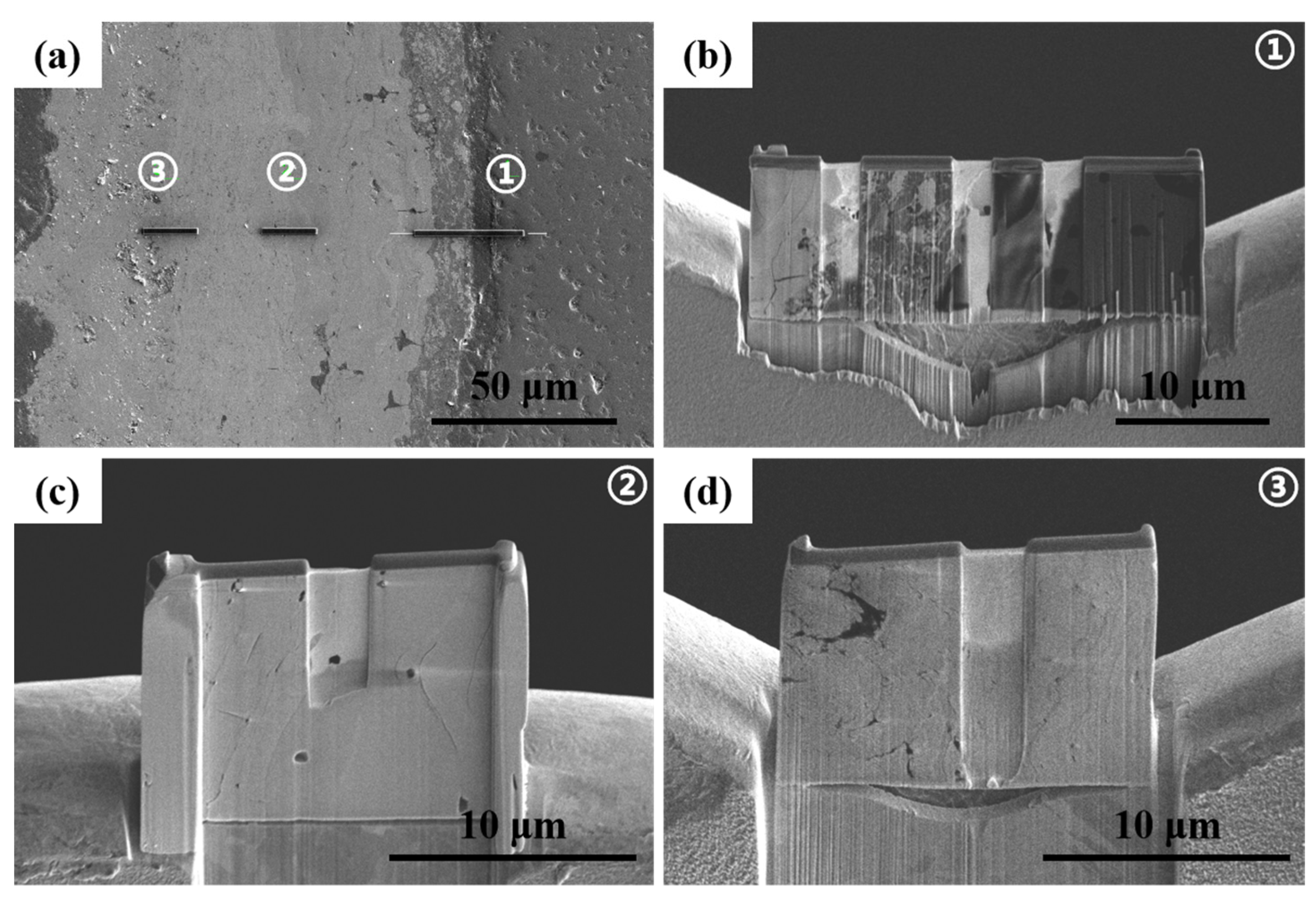
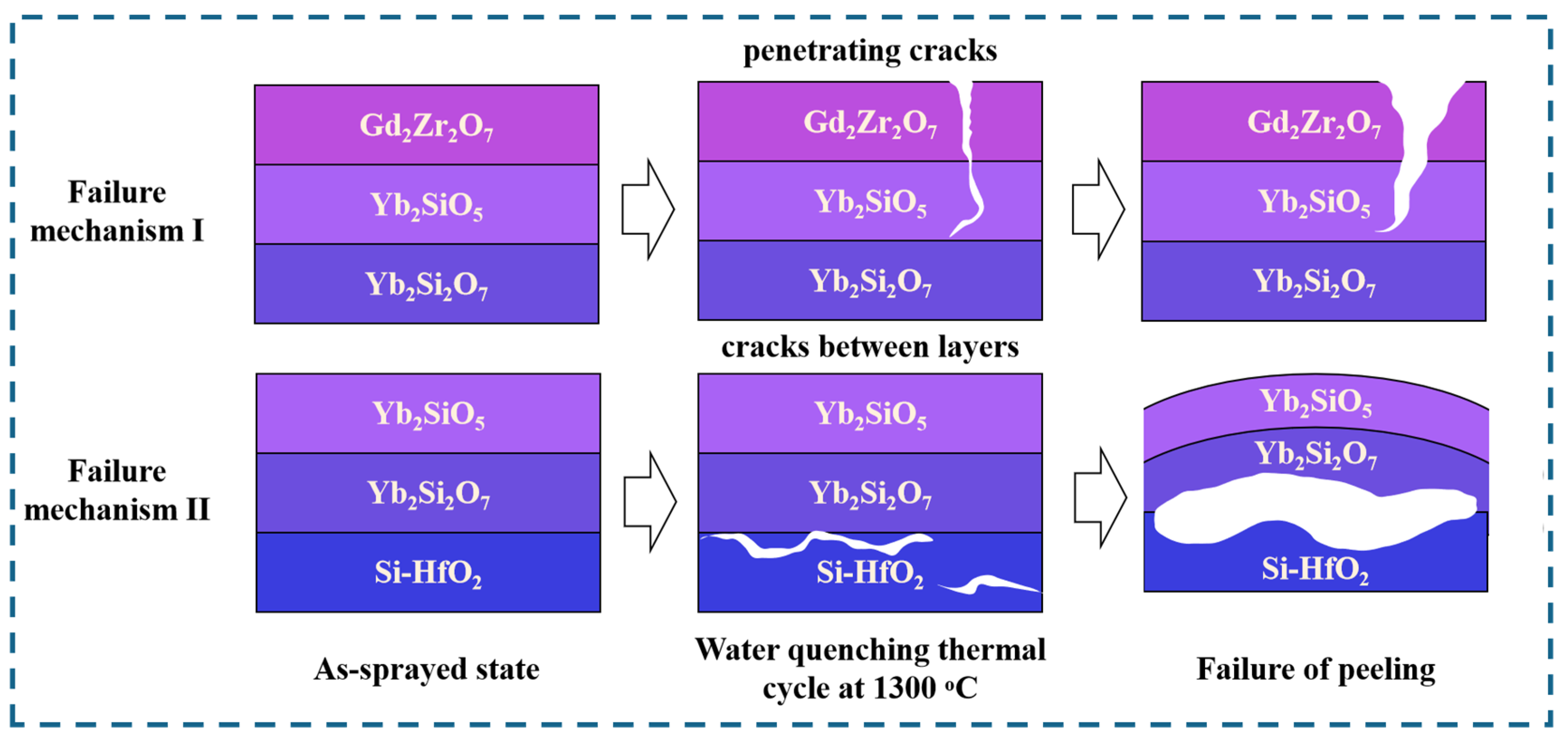
3.5. Water Quenching Test and Failure Mechanism of T/EBCs
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, K.; Zhang, K.; Deng, T.; Li, W.; Zhang, H. Comparative study of irradiation effects on nanosized and microsized Gd2Zr2O7 ceramics. Ceram. Int. 2020, 46, 16987–16992. [Google Scholar] [CrossRef]
- Lee, K.N.; Eldridge, J.I.; Robinson, R.C. Residual stresses and their effects on the durability of environmental barrier coat-ings for SiC ceramics. J. Am. Ceram. Soc. 2005, 88, 3483–3488. [Google Scholar] [CrossRef]
- Chen, P.; Xiao, P.; Li, Z.; Li, Y.; Li, J. Oxidation properties of tri-layer ytterbium-disilicate/mullite/silicon-carbide environment barrier coatings for Cf/SiC composites. Surf. Coat. Technol. 2020, 402, 126329. [Google Scholar] [CrossRef]
- Doleker, K.M.; Ozgurluk, Y.; Ahlatci, H.; Karaoglanli, A.C. Evaluation of oxidation and thermal cyclic behavior of YSZ, Gd2Zr2O7 and YSZ/Gd2Zr2O7 TBCs. Surf. Coat. Technol. 2019, 371, 262–275. [Google Scholar] [CrossRef]
- Díaz-Guillén, J.; Fuentes, A.; Díaz-Guillén, M.; Almanza, J.; Santamaria, J.; Leon, C. The effect of homovalent A-site substitutions on the ionic conductivity of pyrochlore-type Gd2Zr2O7. J. Power Sources 2009, 186, 349–352. [Google Scholar] [CrossRef]
- Kong, L.; Karatchevtseva, I.; Gregg, D.J.; Blackford, M.G.; Holmes, R.; Triani, G. Gd2Zr2O7 and Nd2Zr2O7 pyrochlore prepared by aqueous chemical synthesis. J. Eur. Ceram. Soc. 2013, 33, 3273–3285. [Google Scholar] [CrossRef]
- Garcia, E.; Sotelo-Mazon, O.; Poblano-Salas, C.; Trapaga, G.; Sampath, S. Characterization of Yb2Si2O7–Yb2SiO5 composite environmental barrier coatings resultant from in situ plasma spray processing. Ceram. Int. 2020, 46, 21328–21335. [Google Scholar] [CrossRef]
- Zhong, X.; Niu, Y.; Li, H.; Zhu, T.; Song, X.; Zeng, Y.; Zheng, X.; Ding, C.; Sun, J. Comparative study on high-temperature per-formance and thermal shock behavior of plasma-sprayed Yb2SiO5 and Yb2Si2O7 coatings. Surf. Coat. Tech. 2018, 349, 636–646. [Google Scholar] [CrossRef]
- Harder, B.J. Oxidation performance of Si–HfO2 environmental barrier coating bond coats deposited via plasma spray-physical vapor deposition. Surf. Coat. Tech. 2020, 384, 125311. [Google Scholar] [CrossRef]
- Ouyang, Z.; Yang, Y.; Sun, J. Electroluminescent Yb2O3:Er and Yb2Si2O7:Er nanolaminate films fabricated by atomic layer deposition on silicon. Opt. Mater. 2018, 80, 209–215. [Google Scholar] [CrossRef]
- Chen, P.; Pan, L.; Xiao, P.; Li, Z.; Pu, D.; Li, J.; Pang, L.; Li, Y. Microstructure and anti-oxidation properties of Yb2Si2O7/SiC bi-layer coating for C/SiC composites. Ceram. Int. 2019, 45, 24221–24229. [Google Scholar] [CrossRef]
- Bakan, E.; Mack, D.E.; Mauer, G.; Mücke, R.; Vaßen, R.; Troczynski, T. Porosity–property relationships of plasma-sprayed Gd2Zr2O7/YSZ thermal barrier coatings. J. Am. Ceram. Soc. 2015, 98, 2647–2654. [Google Scholar] [CrossRef]
- Yang, H.; Yang, Y.; Cao, X.; Huang, X.; Li, Y. Thermal shock resistance and bonding strength of tri-layer Yb2SiO5/mullite/Si coating on SiCf/SiC composites. Ceram. Int. 2020, 46, 27292–27298. [Google Scholar] [CrossRef]
- Ridley, M.; Opila, E. Thermochemical stability and microstructural evolution of Yb2Si2O7 in high-velocity high-temperature water vapor. J. Eur. Ceram. Soc. 2021, 41, 3141–3149. [Google Scholar] [CrossRef]
- Robertson, A.L.; Solá, F.; Zhu, D.; Salem, J.; White, K.W. Microscale fracture mechanisms of HfO2–Si environmental barrier coatings. J. Eur. Ceram. Soc. 2019, 39, 2409–2418. [Google Scholar] [CrossRef]
- Zhang, F.; Lang, M.; Ewing, R.C. Atomic disorder in Gd2Zr2O7 pyrochlore. Appl. Phys. Lett. 2015, 106, 191902. [Google Scholar] [CrossRef]
- Huang, Z.; Qi, J.; Zhou, M.; Gong, Y.; Shi, Q.; Yang, M.; Han, W.; Cao, Z.; Peng, S.; Lu, T. A facile solvothermal method for high-quality Gd2Zr2O7 nanopowder preparation. Ceram. Int. 2018, 44, 1334–1342. [Google Scholar] [CrossRef]
- Zou, B.; Khan, Z.S.; Gu, L.; Fan, X.; Huang, W.; Wang, Y.; Zhao, Y.; Wang, C.; Yang, K.; Ma, H.; et al. Microstructure, oxidation protection and failure mechanism of Yb2SiO5/LaMgAl11O19 coating deposited on C/SiC composites by atmospheric plasma spraying. Corros. Sci. 2012, 62, 192–200. [Google Scholar] [CrossRef]
- Han, B.; Zhang, R.; Fang, D. Preparation and characterization of highly porous Yb2SiO5 ceramics using water-based freeze-casting. J. Porous Mater. 2016, 23, 563–568. [Google Scholar] [CrossRef]
- Khan, Z.; Zou, B.; Huang, W.; Fan, X.; Gu, L.; Chen, X.; Zeng, S.; Wang, C.; Cao, X. Synthesis and characterization of Yb and Er based monosilicate powders and durability of plasma sprayed Yb2SiO5 coatings on C/C–SiC composites. Mater. Sci. Eng. B 2012, 177, 184–189. [Google Scholar] [CrossRef]
- Cosnier, V.; Olivier, M.; Théret, G.; André, B. HfO2–SiO2 interface in PVD coatings. J. Vac. Sci. Technol. A 2001, 19, 2267–2271. [Google Scholar] [CrossRef]
- Holgate, C.S.; Yang, Y.; Levi, C.G. Reactive crystallization in HfO2 exposed to molten silicates. J. Eur. Ceram. Soc. 2021, 41, 5686–5695. [Google Scholar] [CrossRef]
- Zhang, X.F.; Song, J.B.; Deng, Z.Q.; Wang, C.; Niu, S.P.; Liu, G.; Deng, C.M.; Deng, C.G.; Liu, M.; Zhou, K.S.; et al. Interface evolu-tion of Si/Mullite/Yb2SiO5 PS-PVD environmental barrier coatings under high temperature. J. Eur. Ceram. Soc. 2020, 40, 1478–1487. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, C.; Ye, R.; Deng, C.; Liang, X.; Deng, Z.; Niu, S.; Song, J.; Liu, G.; Liu, M.; et al. Mechanism of vertical crack formation in Yb2SiO5 coatings deposited via plasma spray-physical vapor deposition. J. Mater. 2020, 6, 102–108. [Google Scholar] [CrossRef]
- Wang, C.; Liu, M.; Feng, J.; Zhang, X.; Deng, C.; Zhou, K.; Zeng, D.; Guo, S.; Zhao, R. Water vapor corrosion behavior of Yb2SiO5 environmental barrier coatings prepared by plasma spray-physical vapor deposition. Coatings 2020, 10, 392. [Google Scholar] [CrossRef]
- Dong, L.; Liu, M.; Zhang, X.; Yang, G.; Wang, C.; Fan, J.; Zhou, K. Infiltration thermodynamics in wrinkle-pores of thermal sprayed coatings. Appl. Surf. Sci. 2021, 543, 148847. [Google Scholar] [CrossRef]
- Zhang, X.F.; Zhou, K.S.; Liu, M.; Deng, C.M.; Deng, C.G.; Chen, H.T. Thermal shock analysis of surface Al-modified 7YSZ nano-thermal barrier coating. J. Inorg. Mater. 2017, 32, 973–979. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coatings | Pre-Heat Temperature (°C) | Spraying Distance (mm) | Current (A) | Ar (NLPM) | H2 (NLPM) | He (NLPM) |
|---|---|---|---|---|---|---|
| Si-10%HfO2 | 500 | 400 | 1650 | 110 | 6 | 0 |
| Yb2Si2O7 | 500 | 1000 | 2600 | 100 | 0 | 20 |
| Yb2SiO5 | 500 | 1000 | 2600 | 100 | 0 | 20 |
| Gd2Zr2O7 | 1000 | 1000 | 2600 | 35 | 0 | 60 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhong, J.; Yang, D.; Guo, S.; Zhang, X.; Liang, X.; Wu, X. Rear Earth Oxide Multilayer Deposited by Plasma Spray-Physical Vapor Deposition for Envisaged Application as Thermal/Environmental Barrier Coating. Coatings 2021, 11, 889. https://doi.org/10.3390/coatings11080889
Zhong J, Yang D, Guo S, Zhang X, Liang X, Wu X. Rear Earth Oxide Multilayer Deposited by Plasma Spray-Physical Vapor Deposition for Envisaged Application as Thermal/Environmental Barrier Coating. Coatings. 2021; 11(8):889. https://doi.org/10.3390/coatings11080889
Chicago/Turabian StyleZhong, Jie, Dongling Yang, Shuangquan Guo, Xiaofeng Zhang, Xinghua Liang, and Xi Wu. 2021. "Rear Earth Oxide Multilayer Deposited by Plasma Spray-Physical Vapor Deposition for Envisaged Application as Thermal/Environmental Barrier Coating" Coatings 11, no. 8: 889. https://doi.org/10.3390/coatings11080889
APA StyleZhong, J., Yang, D., Guo, S., Zhang, X., Liang, X., & Wu, X. (2021). Rear Earth Oxide Multilayer Deposited by Plasma Spray-Physical Vapor Deposition for Envisaged Application as Thermal/Environmental Barrier Coating. Coatings, 11(8), 889. https://doi.org/10.3390/coatings11080889