
Corrosion Behavior of FeB-30 wt.% Al0.25FeNiCoCr Cermet Coating in Liquid Zinc


Abstract
1. Introduction
2. Experiment
2.1. Preparation of FeB-30 wt.% Al0.25FeNiCoCr Powders
2.2. Preparation of FeB-30 wt.% Al0.25FeNiCoCr Coating
2.3. Microhardness and Fracture Toughness Tests of the Coating
2.4. Abrasion Wear Experiment of the Coating and the Substrate
2.5. Immersion Experiment in Liquid Zinc
2.6. Material Characterizations
3. Results and Discussion
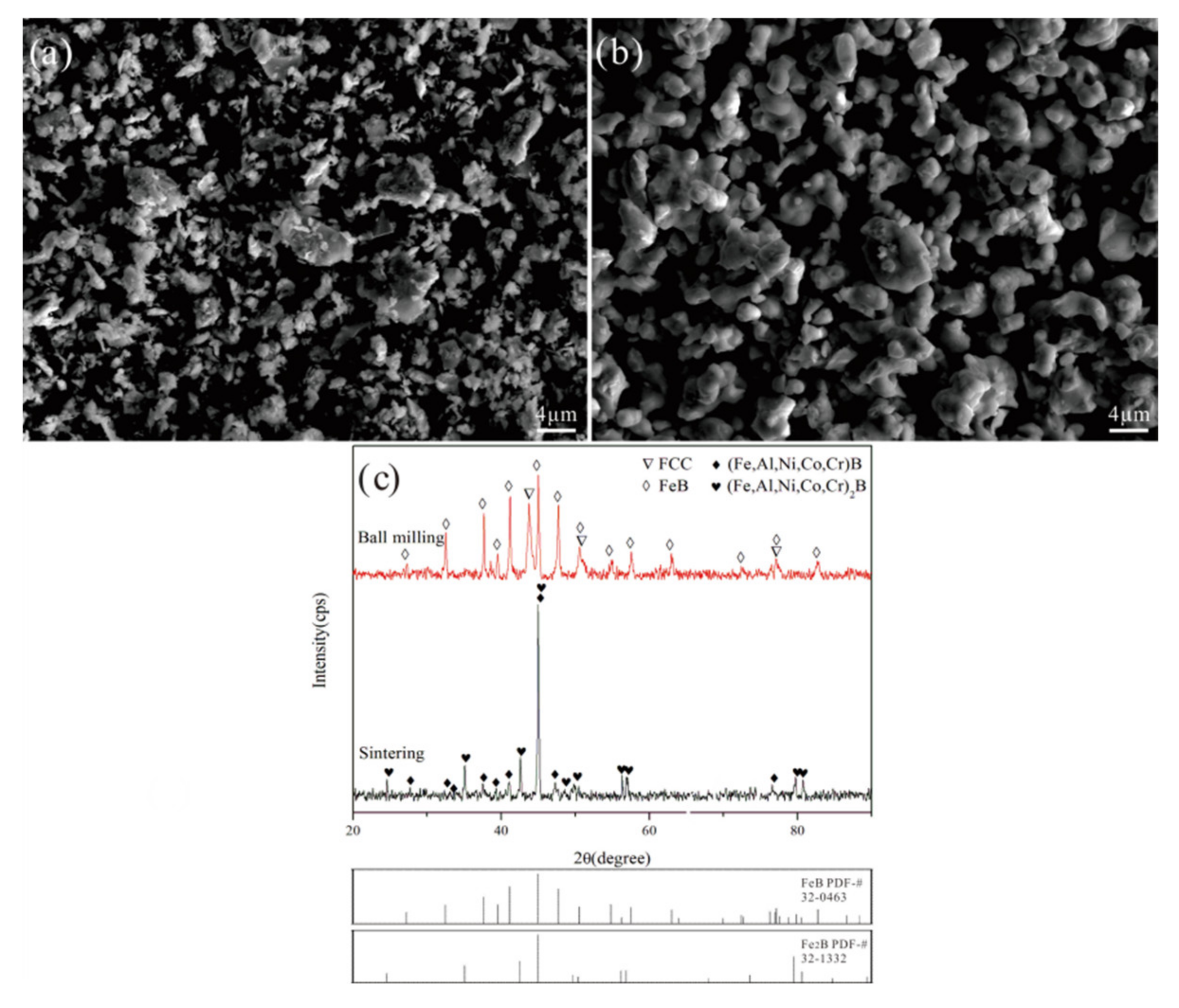
3.1. Morphologies and Phase Compositions of the Powders
3.2. Microstructure Characterizations and Phase Compositions of the Coating
3.3. Microhardness and Fracture Toughness of the Coating
3.4. Abrasion Wear of the Coating and the Substrate
3.5. Corrosion Behavior of the Coating in Liquid Zinc
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cai, X.; Huang, Y.; Li, Y.; Zhao, L. Production process and technology development of hot-dip galvanizing. Appl. Mech. Mater. 2014, 488, 61–65. [Google Scholar] [CrossRef]
- Cook, T. Hot-dip galvanizing technology. Met. Finish. 2000, 98, 19–28. [Google Scholar] [CrossRef]
- Shibli, S.; Meena, B.; Remya, R. A review on recent approaches in the field of hot dip zinc galvanizing process. Surf. Coat. Technol. 2015, 262, 210–215. [Google Scholar] [CrossRef]
- Ren, X.; Mei, X.; She, J.; Ma, J. Materials resistance to liquid zinc corrosion on surface of sink roll. J. Iron Steel Res. Int. 2007, 14, 130–136. [Google Scholar] [CrossRef]
- Bobde, S.; Kshirsagar, S. Improving the sink roll life in galvalume using material AT101 & the various thermal-spray coating on SS3L6L roll surface. Int. J. Soft Comput. Eng. 2013, 3, 282–286. [Google Scholar]
- Lv, H.; Nie, P.; Yan, Y.; Wang, J.; Sun, B. Microstructure and interfacial adhesion of high velocity oxy-fuel-sprayed mob-cocr alloy coating on 316L stainless steel. Surf. Interface Anal. 2009, 41, 725–729. [Google Scholar] [CrossRef]
- Lv, H.; Wang, J.; Yan, Y.; An, Q.; Nie, P.; Sun, B. Characterisation of detonation sprayed Mo–Co–Cr–B alloy coatings. Mater. Sci. Technol. 2010, 26, 950–955. [Google Scholar] [CrossRef]
- López, A.; Rams, J. Protection of carbon steel against molten aluminum attack and high temperature corrosion using high velocity oxygen-fuel WC–Co coatings. Surf. Coat. Technol. 2015, 262, 123–133. [Google Scholar] [CrossRef]
- Mi, P.; Zhao, H.; Wang, T.; Ye, F. Sliding wear behavior of hvof sprayed WC-(Nano-WC–Co) coating at elevated temperatures. Mater. Chem. Phys. 2018, 206, 1–6. [Google Scholar] [CrossRef]
- Tomita, T.; Takatani, Y.; Kobayashi, Y.; Harada, Y.; Nakahira, H. Durability of WC/Co sprayed coatings in molten pure zinc. ISIJ Int. 1993, 33, 982–988. [Google Scholar] [CrossRef]
- Karaoglanli, A.; Oge, M.; Doleker, K.; Hotamis, M. Comparison of tribological properties of HVOF sprayed coatings with different composition. Surf. Coat. Technol. 2017, 318, 299–308. [Google Scholar] [CrossRef]
- Aw, P.; Tan, A.; Tan, T.; Qiu, J. Corrosion resistance of tungsten carbide based cermet coatings deposited by high velocity oxy-fuel spray process. Thin Solid Films 2008, 516, 5710–5715. [Google Scholar] [CrossRef]
- Peat, T.; Galloway, A.; Toumpis, A.; Harvey, D. Evaluation of the synergistic erosion-corrosion behaviour of HVOF thermal spray coatings. Surf. Coat. Technol. 2016, 299, 37–48. [Google Scholar] [CrossRef]
- Wielage, B.; Wank, A.; Pokhmurska, H.; Grund, T.; Rupprecht, C.; Reisel, G.; Friesen, E. Development and trends in HVOF spraying technology. Surf. Coat. Technol. 2006, 201, 2032–2037. [Google Scholar] [CrossRef]
- Tsipas, D.; Triantafyllidis, G.; Kiplagat, J.; Psillaki, P. Degradation behaviour of boronized carbon and high alloy steels in molten aluminium and zinc. Mater. Lett. 1998, 37, 128–131. [Google Scholar] [CrossRef]
- Ozdemir, O.; Usta, M.; Bindal, C.; Ucisik, A. Hard iron boride (Fe2B) on 99.97 wt.% pure iron. Vacuum 2006, 80, 1391–1395. [Google Scholar] [CrossRef]
- Mizuno, H.; Junya, K. MoB/CoCr cermet coatings by HVOF spraying against erosion by molten Al-Zn alloy. J. Ther. Spray Technol. 2007, 16, 404–413. [Google Scholar] [CrossRef]
- Ouyang, X.; Chen, G.; Yin, F.; Liu, Y.; Zhao, M. Effect of molybdenum on the microstructures of as-cast Fe-B alloys and their corrosion resistance in liquid zinc. Corrosion 2017, 73, 942–952. [Google Scholar] [CrossRef]
- Liu, X.; Wang, M.; Yin, F.; Ouyang, X.; Li, Z. Effects of tungsten addition on the microstructure and corrosion resistance of Fe-3.5B alloy in liquid zinc. Materials 2017, 10, 399. [Google Scholar] [CrossRef]
- Ye, P.; Yin, F.; Liu, Y.; Ouyang, X.; Xie, X. Corrosion resistance of liquid zinc FeB/Co cermet coating deposited by AC-HVAF. Chin. J. Nonferrous Met. 2018, 28, 782–791. [Google Scholar]
- Fang, Y.; Chen, N.; Du, G.; Zhang, M.; Zhao, X.; Cheng, H.; Wu, J. High-temperature oxidation resistance, mechanical and wear resistance properties of Ti(C,N)-based cermets with Al0.3CoCrFeNi high-entropy alloy as a metal binder. J. Alloy. Comp. 2020, 815, 152486. [Google Scholar] [CrossRef]
- Velo, I.; Gotor, F.; Alcalá, M.; Real, C.; Córdoba, J. Fabrication and characterization of WC-HEA cemented carbide based on the CoCrFeNiMn high entropy alloy. J. Alloy. Comp. 2018, 746, 1–8. [Google Scholar] [CrossRef]
- Fu, Z.; Koc, R. Processing and characterization of TiB2–TiNiFeCrCoAl high-entropy alloy composite. J. Am. Ceram. Soc. 2017, 100, 2803–2813. [Google Scholar] [CrossRef]
- Cheng, H.; Liu, X.; Tang, Q.; Wang, W.; Yan, X.; Dai, P. Microstructure and mechanical properties of FeCoCrNiMnAlx high-entropy alloys prepared by mechanical alloying and hot-pressed sintering. J. Alloy. Comp. 2019, 775, 742–751. [Google Scholar] [CrossRef]
- Ye, Q.; Yang, G.; Yang, B. Effect of aging on microstructure and property of AlCoCrFeMo0.05Ni2 high entropy alloy. Mater. Sci. Eng. A 2019, 760, 1–6. [Google Scholar] [CrossRef]
- Tsai, M.; Yeh, J.W. High-entropy alloys: A critical review. Mater. Res. Lett. 2014, 2, 107–123. [Google Scholar] [CrossRef]
- Zhang, Y.; Zuo, T.; Tang, Z.; Gao, M.; Dahmen, K.; Liaw, P.; Lu, Z. Microstructures and properties of high-entropy alloys. Prog. Mater. Sci. 2014, 61, 1–93. [Google Scholar] [CrossRef]
- Ye, Y.; Wang, Q.; Lu, J.; Liu, C.T.; Yang, Y. High-entropy alloy: Challenges and prospects. Mater. Today 2016, 19, 349–362. [Google Scholar] [CrossRef]
- Miracle, D.; Senkov, O. A critical review of high entropy alloys (HEAs) and related concepts. Acta Mater. 2017, 122, 448–511. [Google Scholar] [CrossRef]
- Sadeghimeresht, E.; Markocsan, N.; Nylén, P. Microstructural characteristics and corrosion behavior of HVAF- and HVOF-sprayed Fe-based coatings. Surf. Coat. Technol. 2017, 318, 365–373. [Google Scholar] [CrossRef]
- Guo, R.; Zhang, C.; Chen, Q.; Yang, Y.; Li, N.; Liu, L. Study of structure and corrosion resistance of Fe-based amorphous coatings prepared by HVAF and HVOF. Corros. Sci. 2011, 253, 2351–2356. [Google Scholar] [CrossRef]
- Bolelli, G.; Berger, L.; Börner, T.; Koivuluoto, H.; Lusvarghi, L.; Lyphout, C.; Markocsan, N.; Matikainen, V.; Nylén, P.; Sassatelli, P.; et al. Tribology of HVOF- and HVAF-sprayed WC–10Co4Cr hardmetal coatings: A comparative assessment. Surf. Coat. Technol. 2015, 265, 125–144. [Google Scholar] [CrossRef]
- Jacobs, L.; Hyland, M.; Bonte, M. Study of the influence of microstructural properties on the sliding-wear behavior of HVOF and HVAF sprayed WC-cermet Coatings. J. Therm. Spray Technol. 1999, 8, 125–132. [Google Scholar] [CrossRef]
- Ikeda, H.; Yanagimoto, K. Surface coating material for liquid zinc bath member, production method thereof, and molten zinc bath member. U.S. Patent 8927111, 6 January 2015. [Google Scholar]
- Xie, J. Study on TiB2-TaC Ceramic Tool Material and Its Oxidation Resistance. Master’s Thesis, Taiyuan University of Technology, Taiyuan, China, 2019. (In Chinese). [Google Scholar]
- Ma, S.; Xing, J.; Fu, H.; He, Y.; Yu, B.; Li, Y.; Bai, Y. Interface characteristics and corrosion behaviour of oriented bulk Fe2B alloy in liquid zinc. Corros. Sci. 2014, 78, 71–80. [Google Scholar] [CrossRef]
- Allaoui, O.; Bouaouadja, N.; Saindernan, G. Characterization of boronized layers on a XC38 steel. Surf. Coat. Technol. 2006, 201, 3475–3482. [Google Scholar] [CrossRef]
- Kulka, M.; Makuch, N.; Piasecki, A. Nanomechanical characterization and fracture toughness of FeB and Fe2B iron borides produced by gas boriding of Armco iron. Surf. Coat. Technol. 2017, 325, 515–532. [Google Scholar] [CrossRef]
- Liu, X.; Barbero, E.; Xu, J.; Burris, M.; Chang, K.; Sikka, V. Liquid metal corrosion of 316L, Fe3Al, and FeCrSi in molten Zn–Al baths. Metall. Mater. Trans. A 2005, 36, 2049–2058. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Method | wet ball milling |
| Media | anhydrous ethanol |
| Time (h) | 50 |
| Rotation speed (rpm) | 300 |
| Ball-to-powder weight ratio | 10:1 |
| Parameter | Value |
|---|---|
| Air flow (L/min) | 89 |
| Propane flow (L/min) | 82.5 |
| Nitrogen flow (L/min) | 23 |
| Hydrogen flow (L/min) | 30 |
| Combustion chamber pressure (psi) | 76 |
| Rotating speed of powder feeding (rpm) | 8 |
| Spray angle (°) | 90 |
| Spray distance (mm) | 180 |
| Lance transversal speed (mm/s) | 900 |
| Step away from the spray gun (mm) | 3 |
| Parameter | Value |
|---|---|
| Load (N) | 24.5 |
| Abrasive (feature) | polygonal river sand |
| Contents (weight) | 2000 g river sand and 2000 g water |
| Rubber wheel diameter (mm) | 250 |
| Rubber wheel speed (rpm) | 220 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xie, X.; Yin, B.; Yin, F.; Ouyang, X. Corrosion Behavior of FeB-30 wt.% Al0.25FeNiCoCr Cermet Coating in Liquid Zinc. Coatings 2021, 11, 622. https://doi.org/10.3390/coatings11060622
Xie X, Yin B, Yin F, Ouyang X. Corrosion Behavior of FeB-30 wt.% Al0.25FeNiCoCr Cermet Coating in Liquid Zinc. Coatings. 2021; 11(6):622. https://doi.org/10.3390/coatings11060622
Chicago/Turabian StyleXie, Xiaolong, Bingbing Yin, Fucheng Yin, and Xuemei Ouyang. 2021. "Corrosion Behavior of FeB-30 wt.% Al0.25FeNiCoCr Cermet Coating in Liquid Zinc" Coatings 11, no. 6: 622. https://doi.org/10.3390/coatings11060622
APA StyleXie, X., Yin, B., Yin, F., & Ouyang, X. (2021). Corrosion Behavior of FeB-30 wt.% Al0.25FeNiCoCr Cermet Coating in Liquid Zinc. Coatings, 11(6), 622. https://doi.org/10.3390/coatings11060622