
Defect Analysis of 316 L Stainless Steel Prepared by LPBF Additive Manufacturing Processes



Abstract
:1. Introduction
2. Materials and Methods
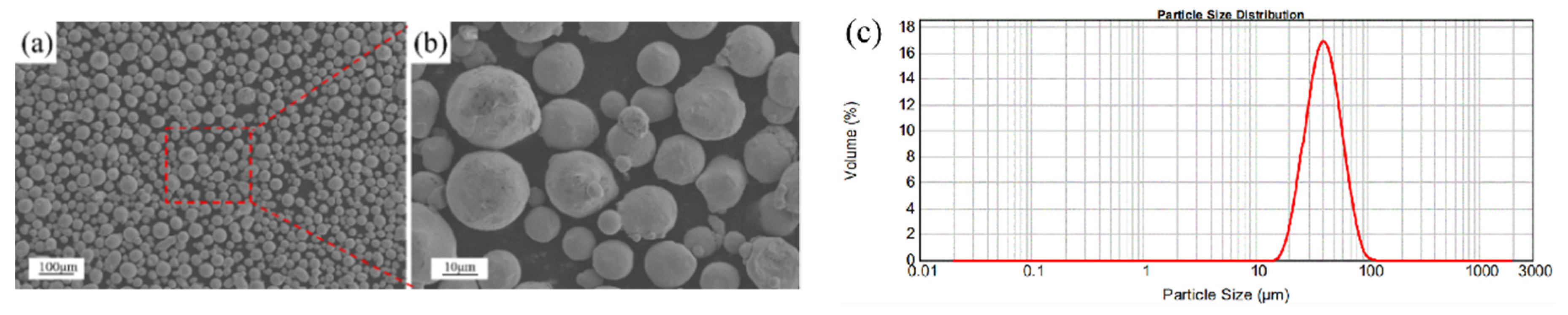
2.1. Material
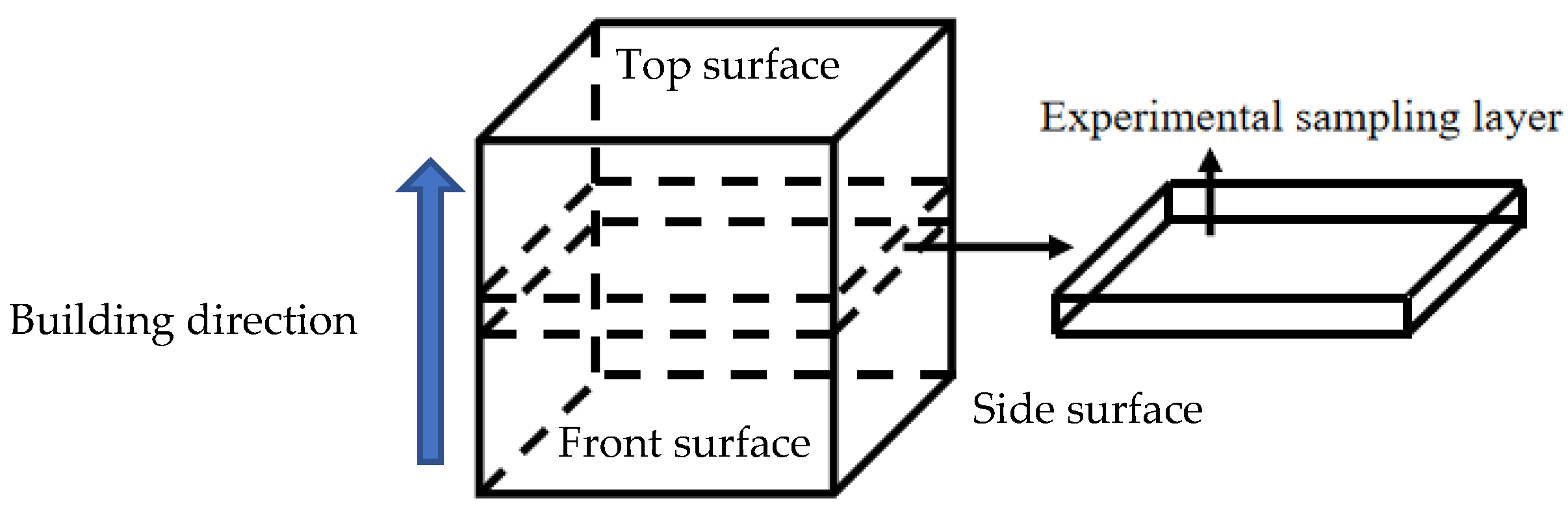
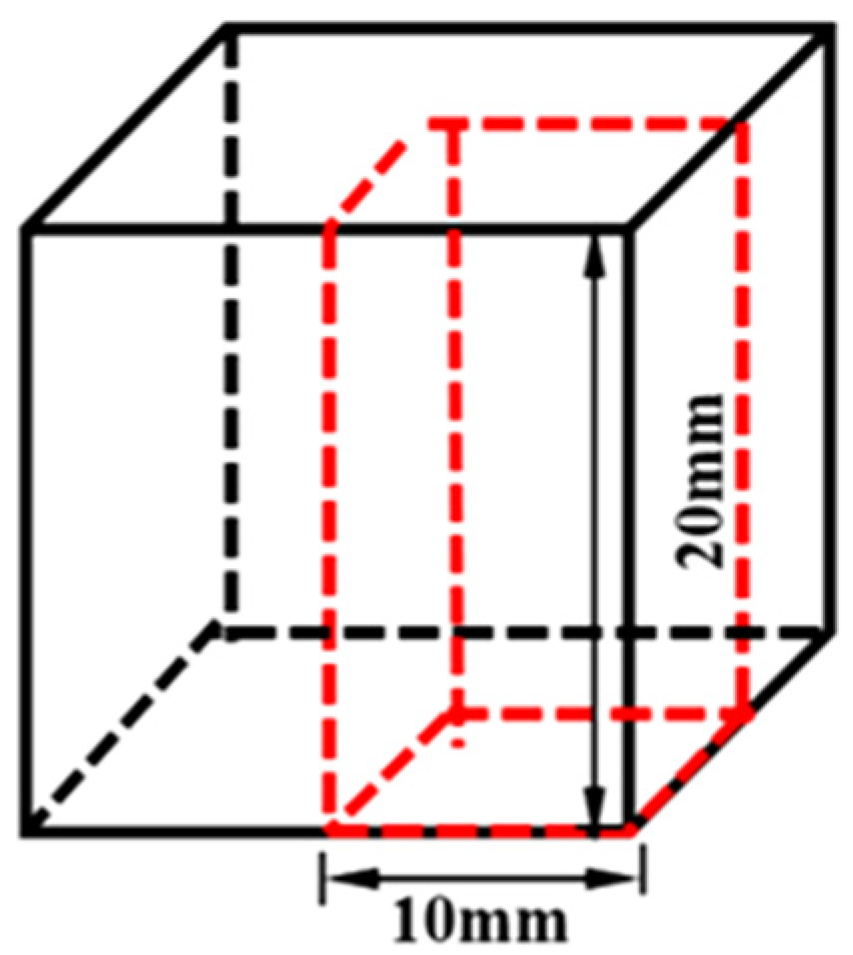
2.2. Experimental Method
3. Results and Discussion
3.1. Surface Roughness and Melting Track
3.2. Relative Density Regularity with Processing Parameters
3.3. Porosity
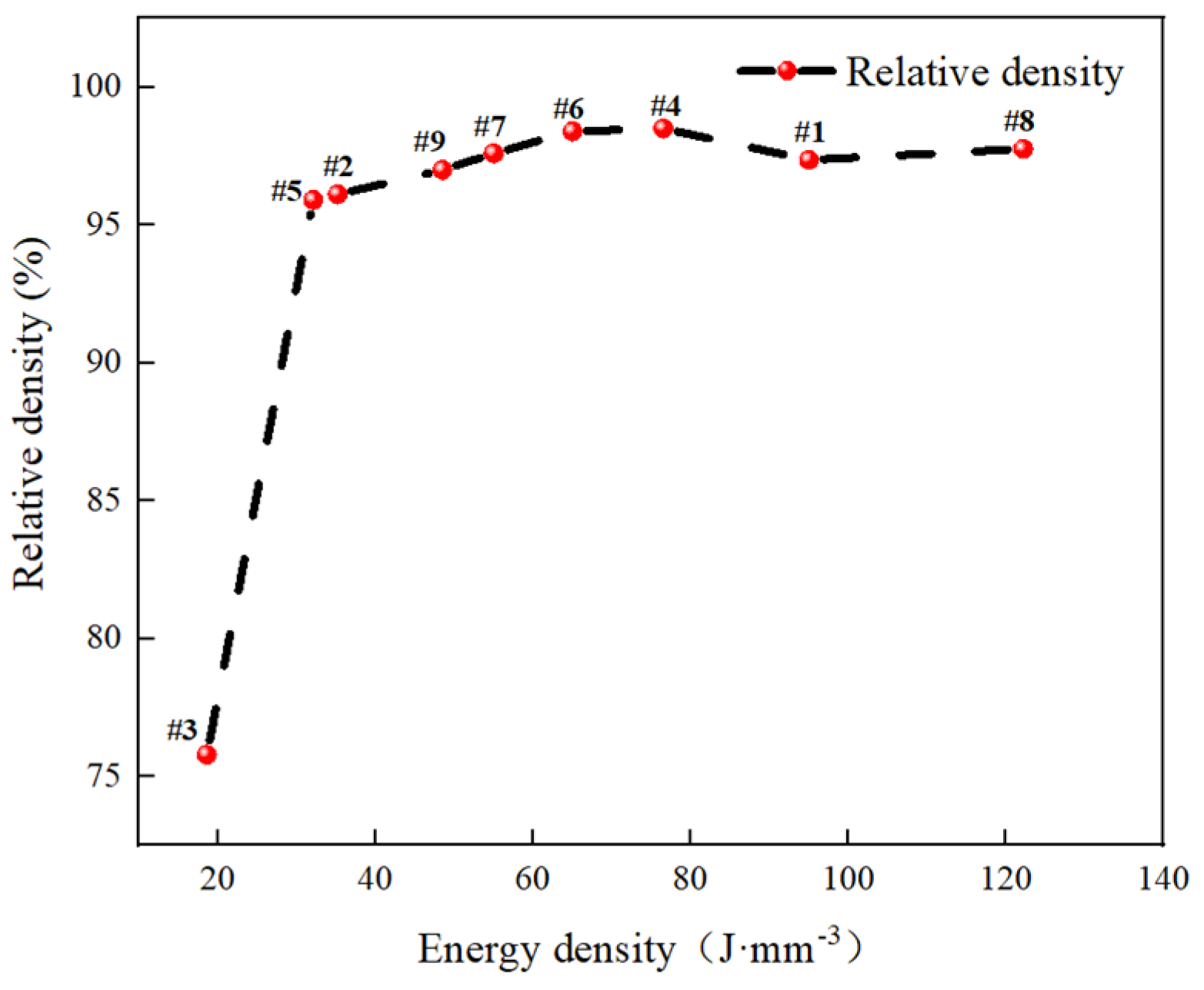
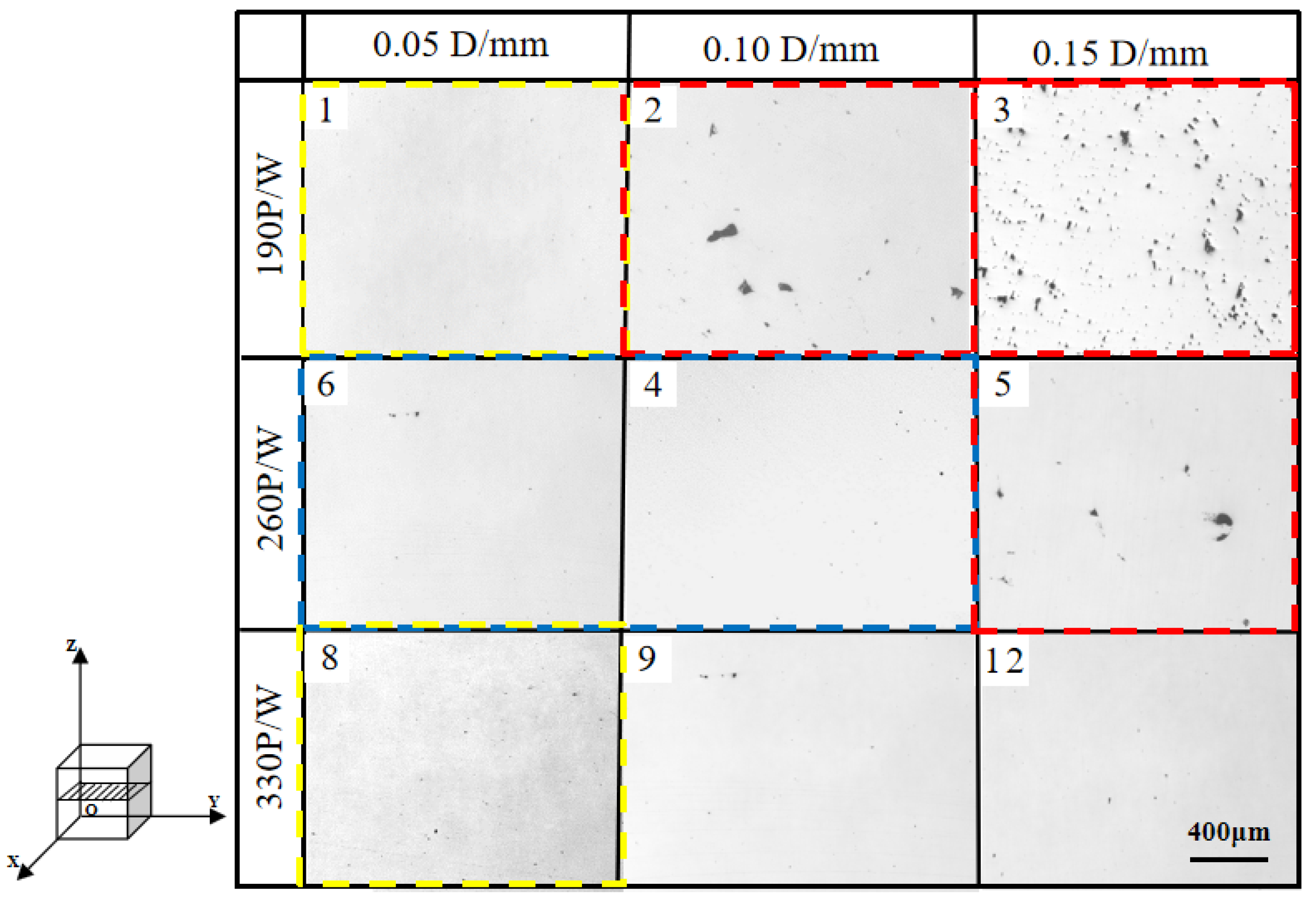
- The upper right corner area indicated by the red dotted box in Figure 7, contains samples 2, 3 and 5. This region corresponds to a large hatch spacing, low laser power, and low energy density. The low energy density resulted in a significant amount of unfused powder and hence the formation of pores, particularly for samples 3. However, for these three samples, the factors contributing to the formation of low-compactness pores were different. For sample 3, the factors were the low laser power and large hatch spacing. For sample 2 and 5, the corresponding the less laser power was 190 W and 260 W, respectively, and a relatively high scanning speed (1350 mm/s), which afforded a low relative density. The pores in samples 2 and 5 in this area were less than those in samples 3.
- The lower right corner areas, which included samples 7 and 9. This region corresponds to a high laser power, large hatch spacing, and moderate energy density. The relative density of these samples increased with the energy density, and the relative density exceeded 97%.
- The middle region indicated by the blue dotted box in Figure 8, corresponds to a medium laser power, small hatch spacing, and medium energy density, and indicates the relative density which higher than 98%.
- The upper left and lower left areas indicated by the yellow box in Figure 7, corresponding to sample 1 and 8, respectively. These two regions have a high energy density, but the factors contributing to the high energy density are different. For sample 8, the high energy density was primarily contributed by the high laser power and low hatch spacing. For sample 1, a low hatch spacing and a low scanning speed would result in a high energy density. The compactness of this region was similar to that of the lower-right corner. However, the relative density of this region decreased as the energy density increased.
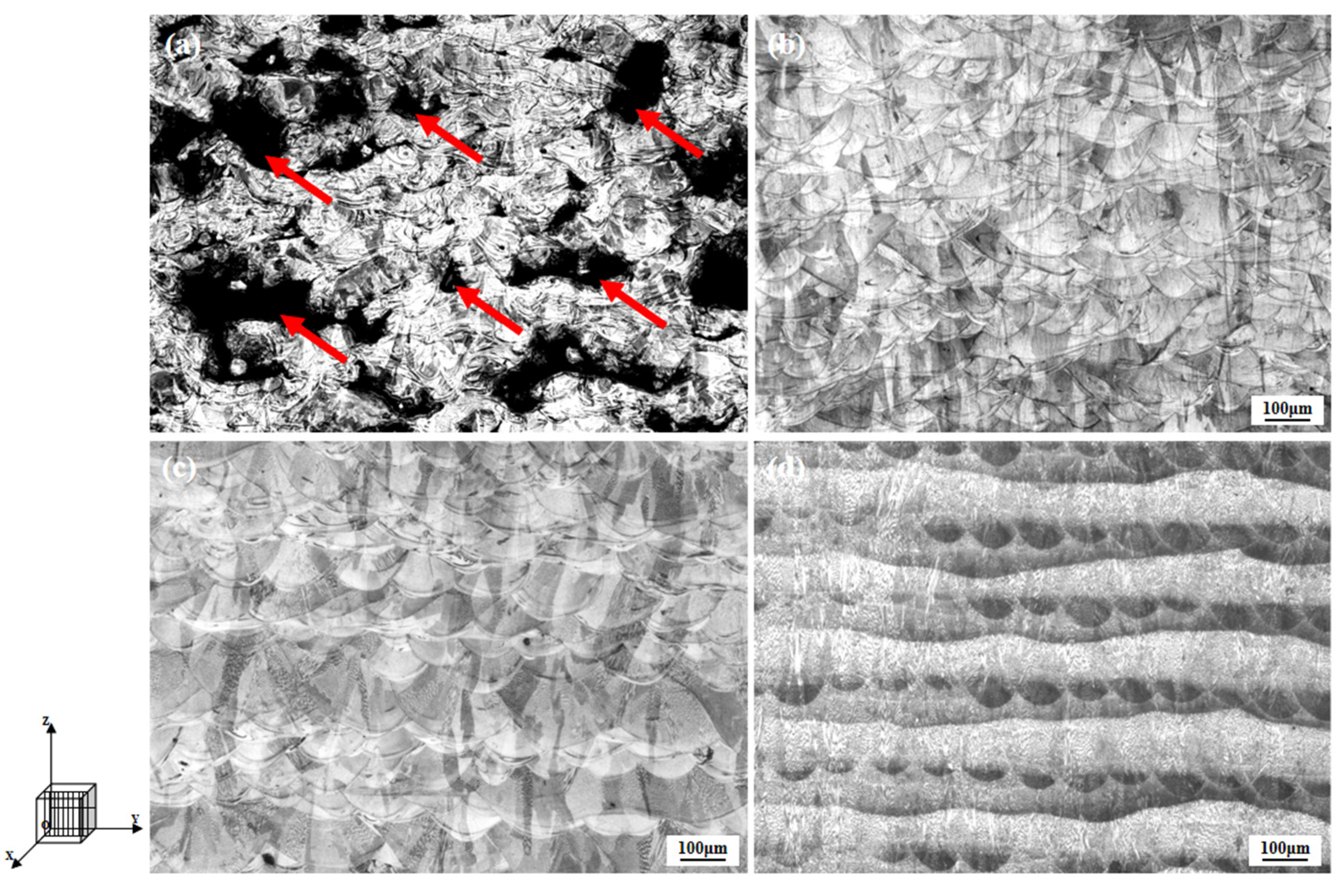
3.4. Microstructural Development
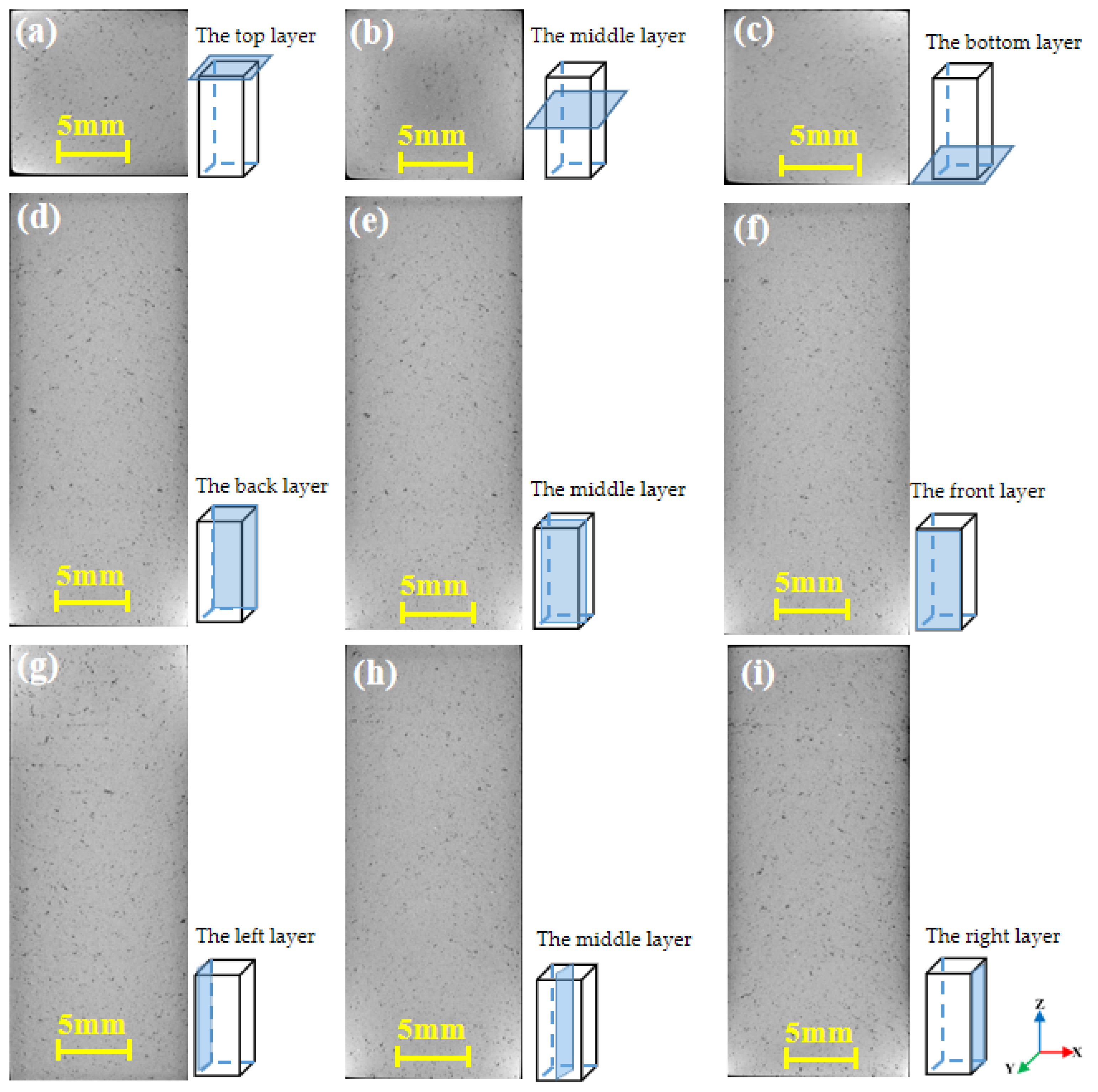
3.5. XCT Detection of Internal Pores
4. Conclusions
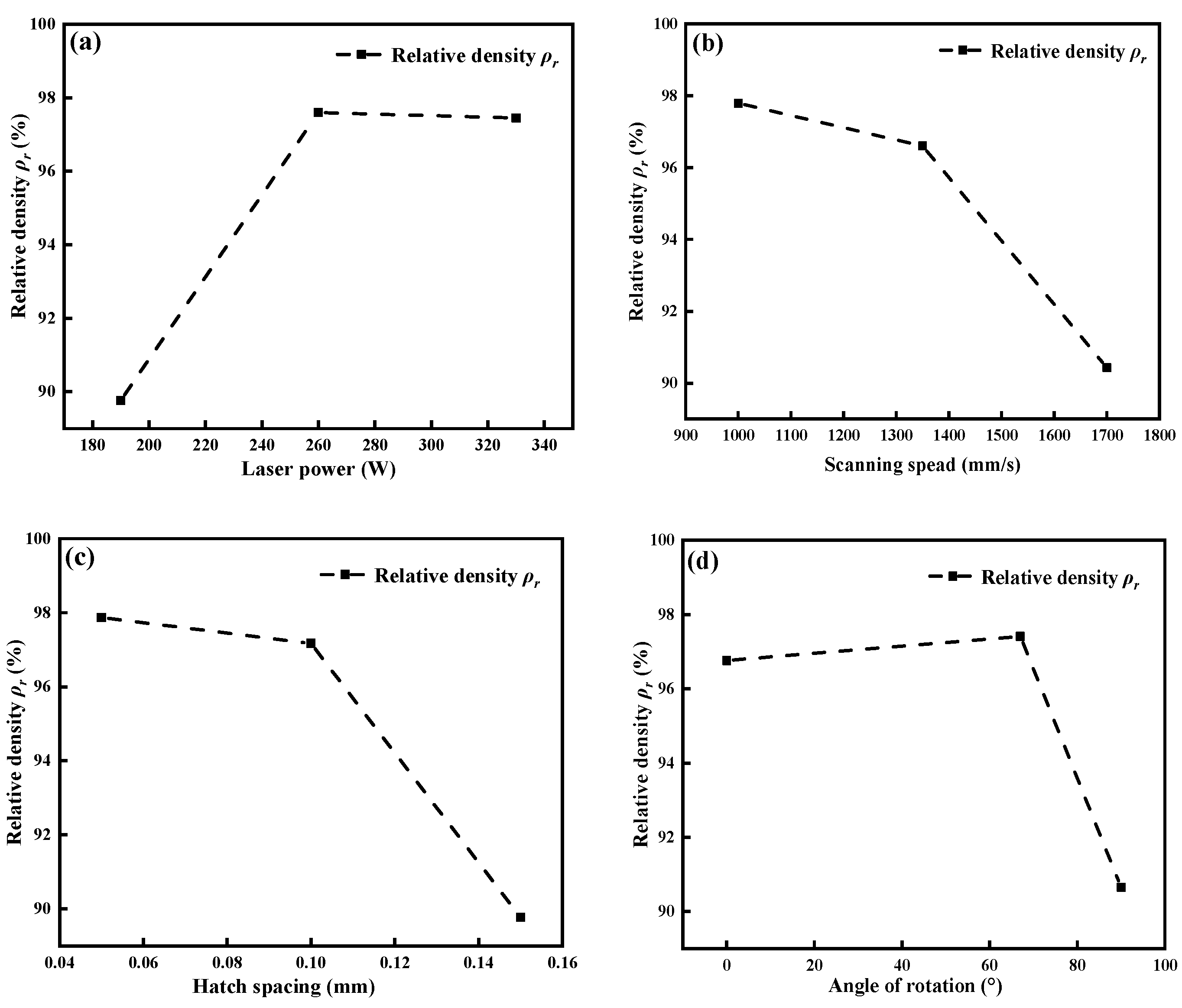
- Laser power P, scanning speed V, hatch spacing D, and rotation angle θ significantly affected the density of the stainless-steel samples prepared via LPBF. The order of influence from high to low was hatch spacing larger than laser power larger than scanning speed larger than rotation angle.
- In this study, the optimal density was 98.5%, and the corresponding process parameters were as follows: laser power, P = 260 W; scanning speed, V = 1700 mm/s; hatch spacing, D = 0.05 mm; rotation angle, θ = 67°; layer thickness, 0.04 mm. The energy density was 76.47 J/mm3.
- The low energy density resulted in a significant amount of unfused powder and hence the formation of pores, which contributed primarily to the high porosity. The high energy density caused excessive melting, which contributed primarily to over-melting and hence a decrease in density.
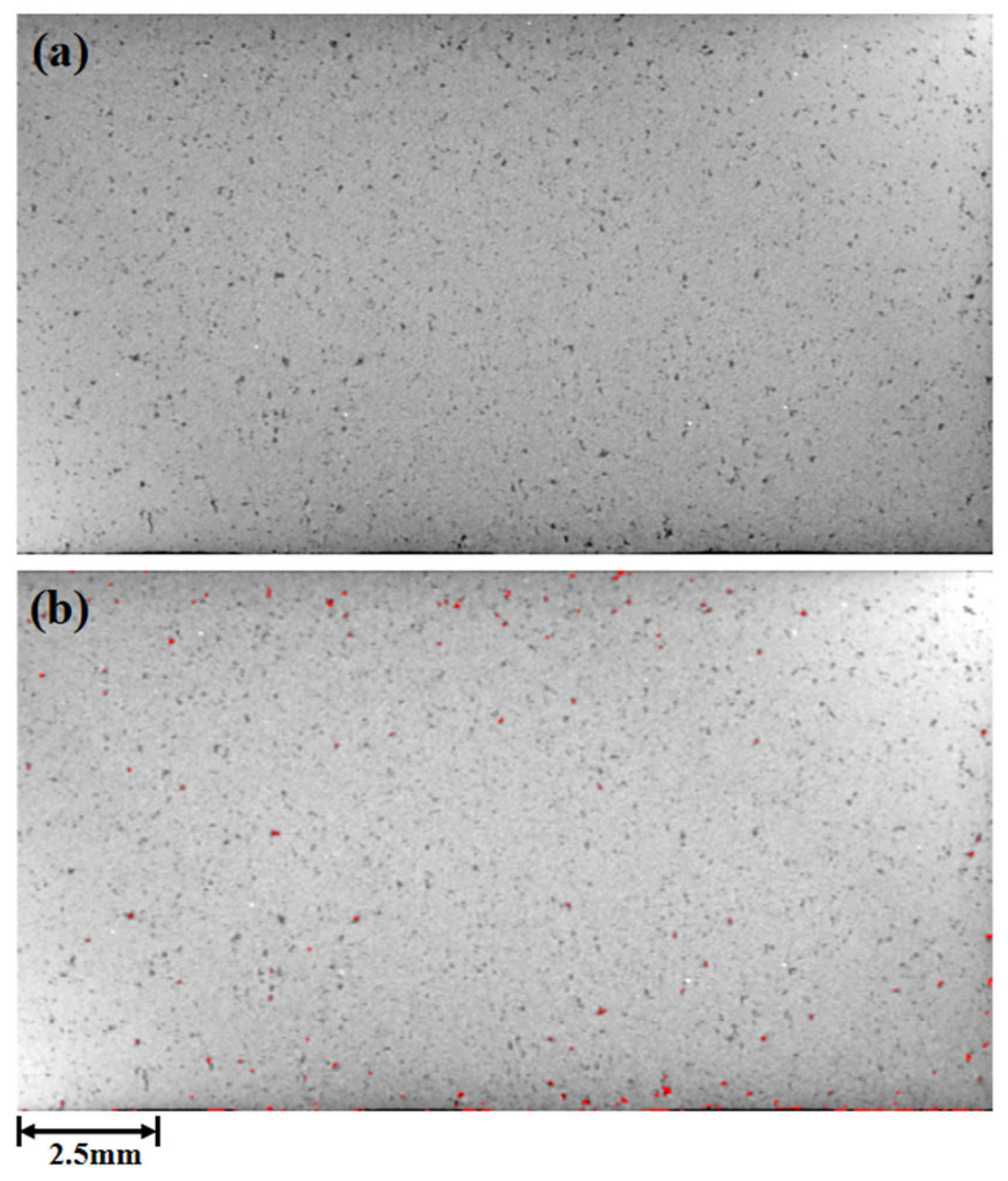
- Based on the orthogonal test, one-quarter of sample 2 was selected for XCT detection. It was discovered that due to the melting of the central metal and the lack of re-melting of the surface metal, the density along the Z-axis changed from low to high and then to low.
- The density of sample 2 based on different methods was as follows: 96.12% from Archimedes’ method; 96.30%, from metallographic method; 97.00% from XCT detection. The densities obtained from the latter two methods were higher than that from the Archimedes method; this is because the accuracy was affected by the system precision of the equipment.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dadbakhsh, S.; Hao, L.; Sewell, N. Effect of selective laser melting layout on the quality of stainless steel parts. Rapid Prototyp. J. 2012, 18, 241–249. [Google Scholar] [CrossRef]
- Bermingham, M.; StJohn, D.; Krynen, J.; Tedman-Jones, S.; Dargusch, M. Promoting the columnar to equiaxed transition and grain refinement of titanium alloys during additive manufacturing. Acta Mater. 2019, 168, 261–274. [Google Scholar] [CrossRef]
- Ma, M.; Wang, Z.; Gao, M.; Zeng, X. Layer thickness dependence of performance in high-power selective laser melting of 1Cr18Ni9Ti stainless steel. J. Mater. Process. Technol. 2015, 215, 142–150. [Google Scholar] [CrossRef]
- Nguyen, Q.B.; Luu, D.N.; Nai, S.M.L.; Zhu, Z.; Chen, Z.; Wei, J. The role of powder layer thickness on the quality of SLM printed parts. Arch. Cio. Mech. Eng. 2018, 18, 948–955. [Google Scholar] [CrossRef]
- Carter, L.N.; Martin, C.; Withers, P.I.; Attallah, M.M. The influence of the laser scan strategy on grain structure and cracking behaviour in SLM powder-bed fabricated nickel superalloy. J. Alloys Compd. 2014, 615, 338–347. [Google Scholar] [CrossRef]
- Kong, D.; Ni, X.; Dong, C.; Lei, X.; Zhang, L.; Man, C.; Yao, J.; Cheng, X.; Li, X. Bio-functional and anti-corrosive 3D printing 316 L stainless steel fabricated by selective laser melting. J. Mater. Des. 2018, 125, 88–101. [Google Scholar] [CrossRef]
- Thijs, L.; Verhaeche, F.; Craechs, T.; Humbeeck, J.V.; Kruth, J.P. A study of the microstructural evolution during selective laser melting of Ti– 6Al–4V. J. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Rafi, H.K.; Starr, T.L.; Stucker, B.E. A comparison of the tensile, fatigue, and fracture behavior of Ti-6Al-4V and 15-5 PH stainless steel parts made by selective laser melting. Int. J. Adv. Manuf. Technol. 2013, 69, 1299–1309. [Google Scholar] [CrossRef]
- Carter, L.N.; Attallah, M.M.; Reed, R.C. Laser powder bed fabrication of nickel-base superalloys: Influence of parameters; characterization, quantification and mitigation of cracking. Superalloys 2012, 795–802. [Google Scholar] [CrossRef]
- Jia, Q.B.; Gu, D.D. Selective laser melting additive manufacturing of Inconel 718 superalloy parts: Densification, microstructure and properties. J. Alloys Compd. 2014, 585, 713–721. [Google Scholar] [CrossRef]
- Gu, D.D.; Shen, Y.F. Research statues and technical of rapid manufacturing of metallic part by selective laser melting. J. Aeronaut. Manuf. Technol. 2012, 8, 32–37. [Google Scholar]
- Zhao, G.; Wang, D.D.; Bai, P.K.; Liu, B. Research progress of laser rapid prototyping technology for aluminum alloy. Hot Work. Technol. 2010, 39, 170–173. [Google Scholar]
- Li, R.; Liu, J.; Shi, Y.; Du, M.; Xie, Z. 316 L stainless steel with gradient porosity fabricated by selective laser melting. J. Mater. Eng. Perform. 2010, 19, 666–671. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Gusarov, A.; Yadroitsava, I.; Smurov, I. Single track formation in selective laser melting of metal powders. J. Mater. Process. Technol. 2010, 210, 1624–1631. [Google Scholar] [CrossRef]
- Tapia, G.; Elwany, A. A Review on Process Monitoring and Control in Metal-Based Additive Manufacturing. J. Manuf. Sci. Eng. 2014, 136, 060801. [Google Scholar] [CrossRef]
- Gong, H.J.; Rafi, K.; Karthik, N.V.; Starr, T.; Stucker, B. Defect morphology of Ti-6Al-4V parts fabricated by selective laser melting and electron beam melting. In Proceedings of the 2013 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 9–11 August 2013. [Google Scholar]
- Gu, D.D.; Hagedorn, Y.; Meiners, W.; Meng, G.R. PopraweDensifification behavior, microstructure evolution, and wear performance of selective laser melting processed commercially pure titanium. J. Acta. Mater. 2012, 60, 3849–3860. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Everitt, N.; Ashcroft, I.; Tuck, C. Reducing porosity in AlSi10Mg parts processed by selective laser melting. Addit. Manuf. 2014, 1–4, 77–86. [Google Scholar] [CrossRef]
- Vilaro, T.; Colin, C.; Bartout, J.-D. As-Fabricated and Heat-Treated Microstructures of the Ti-6Al-4V Alloy Processed by Selective Laser Melting. Met. Mater. Trans. A 2011, 42, 3190–3199. [Google Scholar] [CrossRef]
- Lee, J.; Park, H.; Chai, S.; Kim, G.; Yong, H.; Bae, S.; Kwon, D. Review on Quality Control Methods in Metal Additive Manufacturing. Appl. Sci. 2021, 11, 1966. [Google Scholar] [CrossRef]
- Hao, K.; Gong, M.; Xie, Y.; Gao, M.; Zeng, X. Effects of alloying element on weld characterization of laser-arc hybrid welding of pure copper. Opt. Laser. Technol. 2018, 102, 124–129. [Google Scholar] [CrossRef]
- Qiu, C.; Panwisawas, C.; Ward, M.; Basoalto, H.C.; Brooks, J.W.; Attallah, M.M. On the role of melt flow into the surface structure and porosity development during selective laser melting. Acta. Mater. 2015, 96, 72–79. [Google Scholar] [CrossRef] [Green Version]
- Panwisawas, C.; Qiu, C.; Sovani, Y.; Brooks, J.W.; Attallah, M.M.; Basoalto, H.C. On the role of thermal fluid dynamics into the evolution of porosity during selective laser melting. J. Scr. Mater. 2015, 105, 14–17. [Google Scholar] [CrossRef]
- Gong, H.; Rafi, K.; Gu, H.; Starr, T.; Stucker, B. Analysis of defect generation in Ti–6Al–4V parts made using powder bed fusion additive manufacturing processes. Addit. Manuf. 2014, 1–4, 87–98. [Google Scholar] [CrossRef]
- Ma, M.; Wang, Z.; Wang, D.; Zeng, X. Control of shape and performance for direct laser fabrication of precision large-scale metal parts with 316 L Stainless Steel. Opt. Laser Technol. 2013, 45, 209–216. [Google Scholar] [CrossRef]
- Qiu, C.; Adkins, N.J.E.; Attallah, M.M. Selective laser melting of Invar 36: Microstructure and properties. Acta Mater. 2016, 103, 382–395. [Google Scholar] [CrossRef] [Green Version]
- Yang, G.; Gong, S.L.; Suo, H.B.; Cheng, Z.Y. Microstructure characterization of multi-deposited TC18 alloy by electron beam rapid manufacture. J. Aeron. Manuf. Technol. 2013, 8, 71–74. [Google Scholar]
- Barrionuevo, G.O.; Ramos-Grez, J.; Walczak, M.; La Fé-Perdomo, I. Numerical analysis of the effect of processing parameters on the microstructure of stainless steel 316 L manufactured by laser-based powder bed fusion. Mater. Today. Proc. 2021, 10, 209. [Google Scholar]
- Obeidi, M.A.; Mhurchadha, S.M.; Raghavendra, R.; Conway, A.; Souto, C.; Tormey, D.; Ahad, I.U.; Brabazon, D. Comparison of the porosity and mechanical performance of 316 L stainless steel manufactured on different laser powder bed fusion metal additive manufacturing machines. J. Mater. Res. Technol. 2021, 13, 2361–2374. [Google Scholar] [CrossRef]
- Chawla, N.; Deng, X. Microstructure and Mechanical Behavior of Porous Sintered Steels. J. Mater. Sci. Eng. A 2005, 390, 98–112. [Google Scholar] [CrossRef]
- Kastner, J.; Planck, B.; Requena, G. Non-destructive characterization of polymers and Al alloys by polychromatic cone-beam phase contrast tomography. J. Mater. Charact. 2012, 64, 79–97. [Google Scholar] [CrossRef]
- Jiang, L.; Chawla, N.; Pacheco, M.; Noveski, V. Three-dimensional, (3D) micro structural characterization and quantification of reflow porosity in Sn-rich alloy/copper joints by X-ray tomography. J. Mater. Charact. 2011, 62, 970–975. [Google Scholar] [CrossRef]
- Vasic, B.; Grobéty, J.; Kuebler, L.; Baumgartner, L. XRCT characterization of Ti particles inside porous Al203. J. Mater. Charact. 2010, 61, 653–660. [Google Scholar] [CrossRef]
- Li, P.; Lee, P.D.; Maijer, D.M.; Lindley, T.C. Quantification of the interaction within defect; populations on fatigue behavior in: An aluminum alloy. J. Acta Mater. 2009, 57, 3539–3548. [Google Scholar] [CrossRef]
- Wildenschild, D.; Sheppard, A. X-ray imaging and analysis techniques for quantifying pore-scale structure and processes in subsurface porous medium systems. Adv. Water. Resour. 2013, 51, 217–246. [Google Scholar] [CrossRef]
- Chou, R.; Milligan, J.; Paliwal, M.; Brochu, M. Additive Manufacturing of Al-12Si Alloy Via Pulsed Selective Laser Melting. JOM 2015, 67, 590–596. [Google Scholar] [CrossRef]
- Markl, M.; Regina, A.; Ulrich, R.; Carolin, K. Numerical investigations on hatching process strategies for powder-bed-based additive manufacturing using an electron beam. J. Int. J. Adv. Manuf. Technol. 2015, 78, 239–247. [Google Scholar] [CrossRef] [Green Version]
- Lyu, Y.; Wang, J.; Wan, Y. The Influence of Selective Laser Melting Process Parameters on the Property of TiAlN/TiN Mul-tilayer Coating on the 316 L Steel. J. Coat. 2019, 9, 377. [Google Scholar] [CrossRef] [Green Version]
- Maamoun, A.H.; Xue, Y.F.; Elbestawi, M.A.; Veldhuis, S.C. Effect of Selective Laser Melting Process Parameters on the Quality of Al Alloy Parts: Powder Characterization, Density, Surface Roughness, and Dimensional Accuracy. J. Mater. 2018, 11, 2343. [Google Scholar] [CrossRef] [Green Version]
- Maamoun, A.H.; Xue, Y.F.; Elbestawi, M.A.; Veldhuis, S.C. The Effect of Selective Laser Melting Process Parameters on the Microstructure and Mechanical Properties of Al6061 and AlSi10Mg Alloys. Materials. 2018, 12, 12. [Google Scholar] [CrossRef] [Green Version]
- Spierings, A.B.; Schneider, M. Comparison of density measurement techniques for additive manufactured metallic parts. Rapid Prototyp. J. 2011, 17, 380–386. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, M.; Shi, W.; Ma, Y.; Yang, J. Study on performance optimization of 316 L stainless steel parts by High-Efficiency Selective Laser Melting. Opt. Laser Technol. 2021, 138, 106872. [Google Scholar] [CrossRef]
- Wang, P.; Huang, H.; QI, W.; Zhou, J.; Xu, C.; Liu, J. Effect of the 3D print process parameters based on SLM technology on the structural defect of 316 stainless steel. J. Mach. Manuf. Abstr.-Weld. Sub-Book 2016, 2, 2–7. [Google Scholar]
- Chen, Y.Y. Preparation of 316 L Stainless Steel Microsphere Powders and Research on Its SLM Forming Test; Nouth China University of Technology: Guangzhou, China, 2018. (In Chinese) [Google Scholar]
- Ziókowski, G.; Chlebus, E.; Szymczyk, P.; Kurzac, J. Application of X-ray CT method for discontinuity and porosity detection in 316 L stainless steel parts produced with SLM technology. J. Arch. Civ. Mech. Eng. 2014, 14, 608–614. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | Cr | Ni | Mo | Fe | |
|---|---|---|---|---|---|---|---|---|---|---|
| wt% | Stanrand (GBT 20878-2007) | ≤0.03 | ≤0.75 | ≤2.00 | ≤0.025 | ≤0.01 | 17.00~ 19.00 | 13.00~ 15.00 | 2.00~3.00 | bal. |
| Actual | 0.019 | 0.67 | 1.33 | 0.019 | 0.005 | 17.70 | 13.00 | 2.25 | bal. | |
| Samples | Laser Power/W | Scanning Speed/(mm·s−1) | Hatch Spacing/mm | Rotation Angle/° |
|---|---|---|---|---|
| 1 | 190 | 1000 | 0.05 | 0 |
| 2 | 190 | 1350 | 0.1 | 67 |
| 3 | 190 | 1700 | 0.15 | 90 |
| 4 | 260 | 1000 | 0.1 | 90 |
| 5 | 260 | 1350 | 0.15 | 0 |
| 6 | 260 | 1700 | 0.05 | 67 |
| 7 | 330 | 1000 | 0.15 | 67 |
| 8 | 330 | 1350 | 0.05 | 90 |
| 9 | 330 | 1700 | 0.1 | 0 |
| Specimen | Voxel (μm) | Voltage (kV) | Current (μA) | Prefiltration Cu (mm) | Exposure Time (ms) | Number of Projection |
|---|---|---|---|---|---|---|
| Sample 2# | 12 | 210 | 160 | 0.25 | 2000 | 500 |
| Samples | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
|---|---|---|---|---|---|---|---|---|---|
| Energy density J/mm3 | 95.00 | 35.19 | 18.63 | 65.00 | 32.10 | 76.47 | 55.00 | 122.22 | 48.53 |
| Relative density% | 97.36 | 96.12 | 75.79 | 98.40 | 95.91 | 98.50 | 97.60 | 97.76 | 97.00 |
| Density Calculation Value | Laser Power P/W | Scanning Speed V/(mm/s) | Hatch Distance/mm | Rotation Angle θ/° |
|---|---|---|---|---|
| K1 | 269.27 | 293.36 | 293.62 | 290.27 |
| K2 | 292.81 | 289.79 | 291.52 | 292.22 |
| K3 | 292.36 | 271.29 | 269.30 | 271.95 |
| k1 | 89.76 | 97.79 | 97.87 | 96.76 |
| k2 | 97.60 | 96.60 | 97.17 | 97.41 |
| k3 | 97.45 | 90.43 | 89.77 | 90.65 |
| Optimal levels | P2 | V1 | D1 | θ2 |
| Differential value | 7.85 | 7.36 | 8.11 | 6.76 |
| Affect the order | D > P > V > θ | |||
| Specimens | Archimedes’ Method | Metallographic Method | XCT |
|---|---|---|---|
| 2# | 96.12 | 96.30 | 97.00 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, Z.; Peng, L.; Wang, D. Defect Analysis of 316 L Stainless Steel Prepared by LPBF Additive Manufacturing Processes. Coatings 2021, 11, 1562. https://doi.org/10.3390/coatings11121562
Zheng Z, Peng L, Wang D. Defect Analysis of 316 L Stainless Steel Prepared by LPBF Additive Manufacturing Processes. Coatings. 2021; 11(12):1562. https://doi.org/10.3390/coatings11121562
Chicago/Turabian StyleZheng, Zhijun, Le Peng, and Di Wang. 2021. "Defect Analysis of 316 L Stainless Steel Prepared by LPBF Additive Manufacturing Processes" Coatings 11, no. 12: 1562. https://doi.org/10.3390/coatings11121562
APA StyleZheng, Z., Peng, L., & Wang, D. (2021). Defect Analysis of 316 L Stainless Steel Prepared by LPBF Additive Manufacturing Processes. Coatings, 11(12), 1562. https://doi.org/10.3390/coatings11121562