
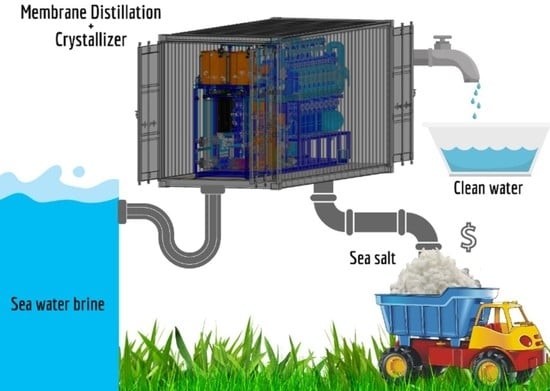
A Zero-Brine Discharge Seawater Desalination Using a Pilot-Scale Membrane Distillation System Integrated with Crystallizer


Abstract
:
1. Introduction
2. Experimental
2.1. Materials
2.2. Membrane Characterization Techniques
2.2.1. Scanning Electron Microscopy (SEM)
2.2.2. Tensile Strength
2.2.3. Morphological Stability Tests
2.2.4. Porosity Test
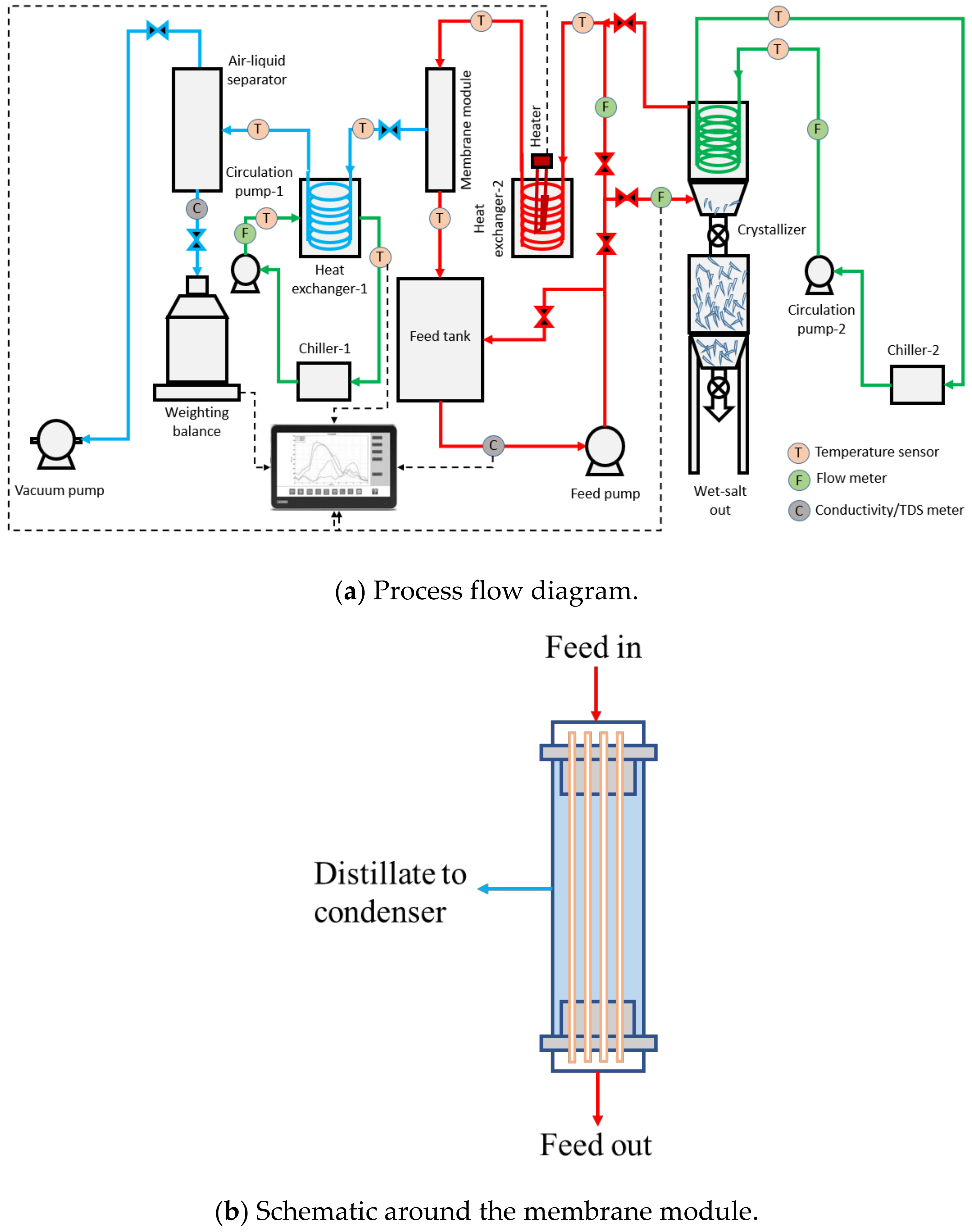
2.3. Membrane Distillation
3. Results and Discussion
3.1. Membrane Characterization
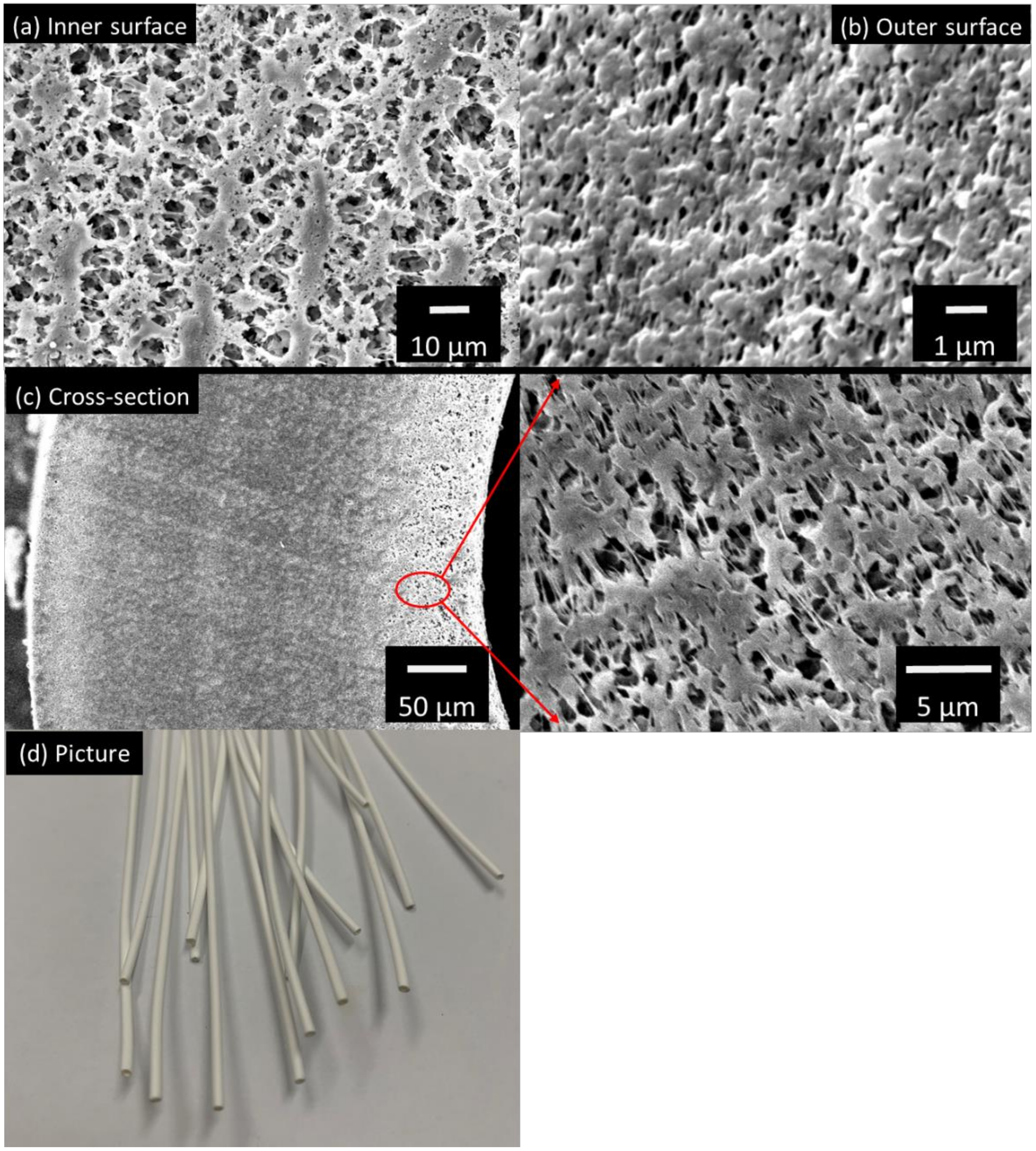
3.1.1. Morphology of the Membrane Materials
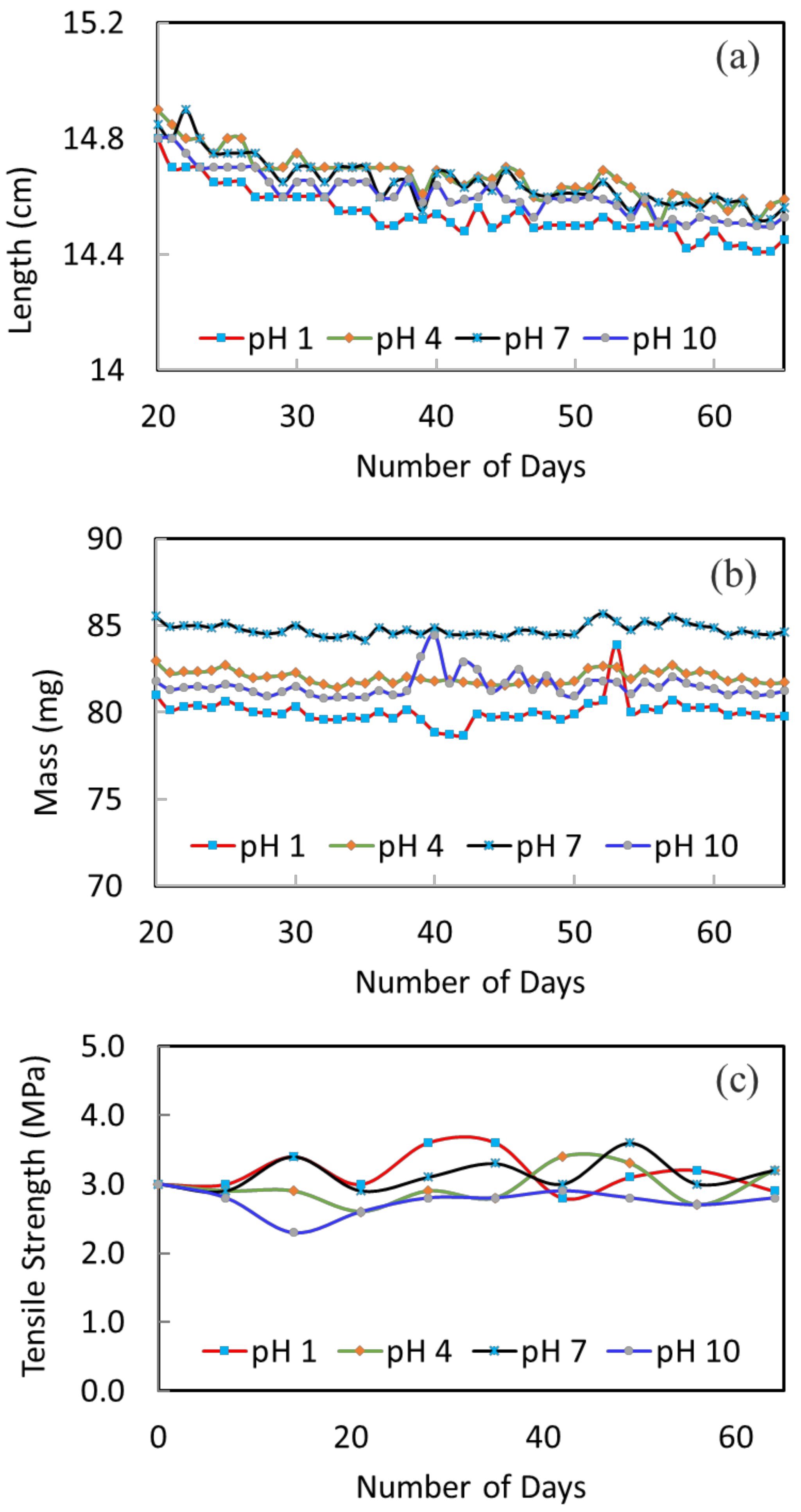
3.1.2. Stability of the Membrane Materials
3.1.3. Mechanical Properties
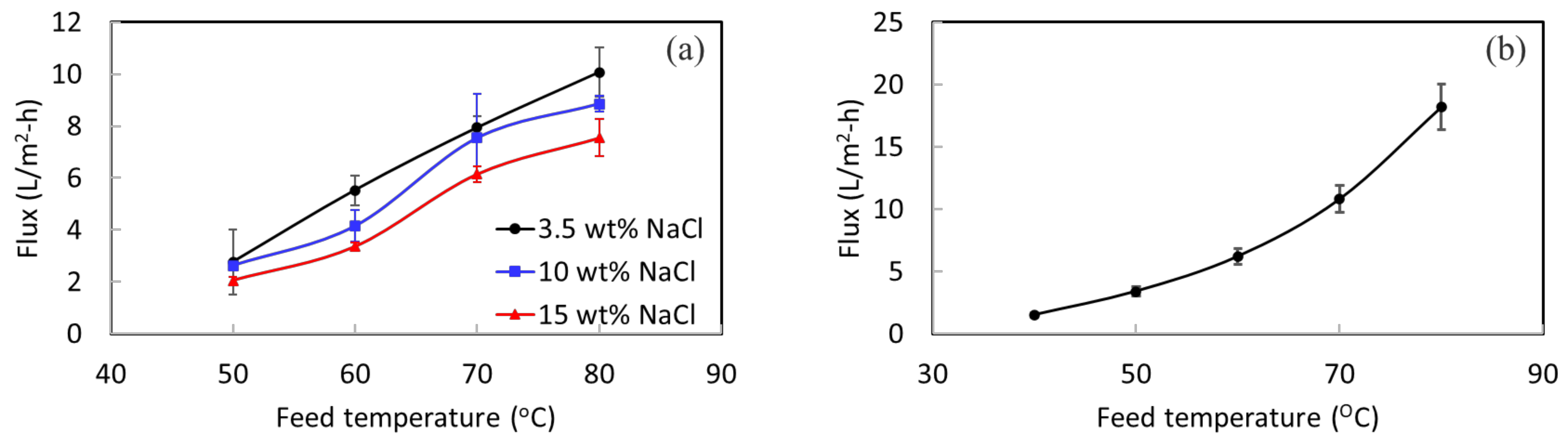
3.2. Lab-Scale Membrane Distillation
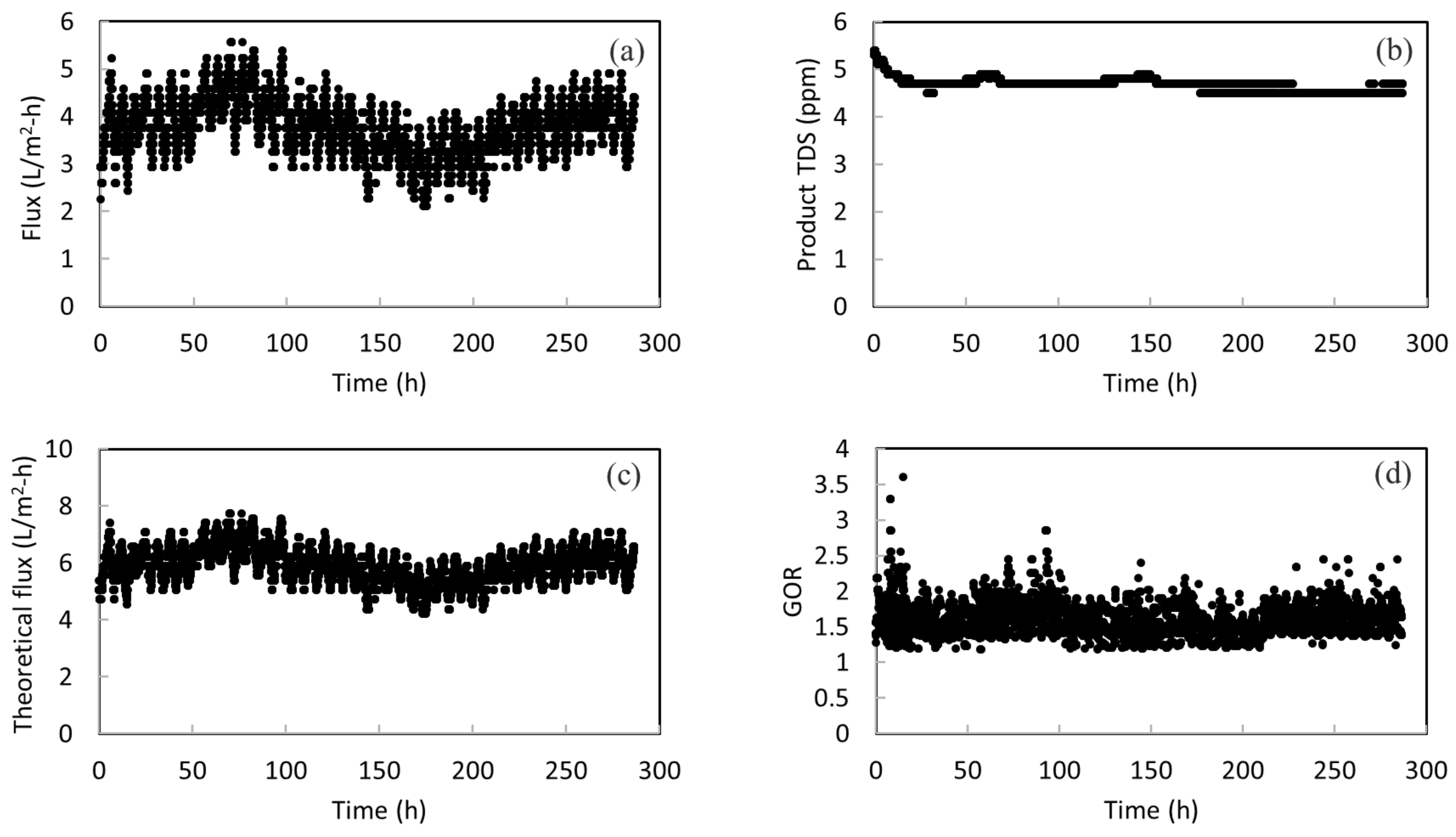
3.3. Pilot-Scale Membrane Distillation
3.4. Modelling Performance Data
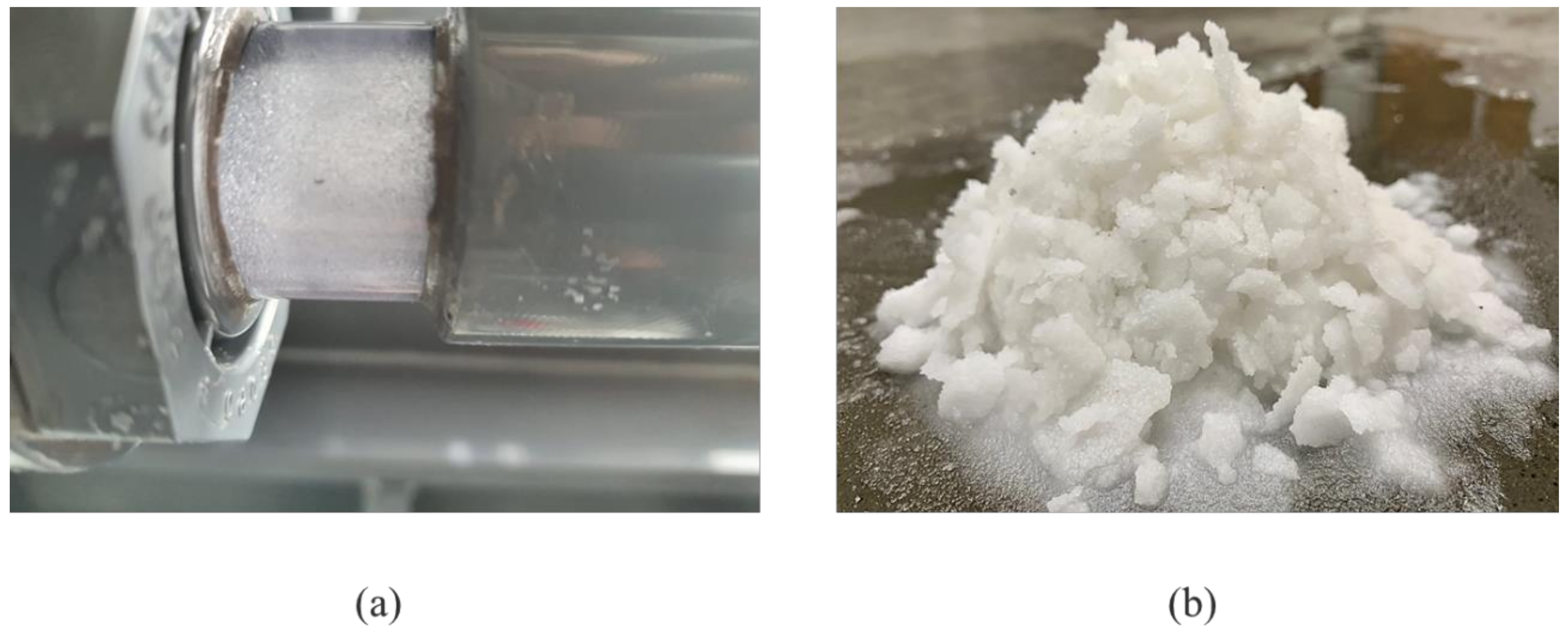
3.5. Crystallization Operations
4. Conclusions and Prospects
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Danoun, R. Desalination Plants: Potential Impacts of Brine Discharge on Marine Life; The University of Sydney: Sydney, Australia, 2007. [Google Scholar]
- Service, R.F. Desalination freshens up. Science 2007, 313, 1088–1090. [Google Scholar] [CrossRef] [PubMed]
- Escobar, I.C. A summary of challenges still facing desalination and water reuse. In Sustainable Water for the Future—Water Recycling Versus Desalination; Escobar, I.C., Schafer, A.L., Eds.; Elsevier Science: Amsterdam, The Netherlands, 2010; pp. 389–397. [Google Scholar]
- Water Scarcity, International Decades for Action “Water for Life” 2005–2015. Available online: http://www.un.org/waterforlifedecade/scarcity.shtml (accessed on 10 July 2022).
- Fiorini, P.; Sciubba, E. Modular simulation and thermoeconomic analysis of a multi-effect distillation desalination plant. Energy 2007, 32, 459–466. [Google Scholar] [CrossRef]
- Van der Bruggen, B.; Vandecasteele, C. Distillation vs membrane filtration: Overview of process evolutions in seawater desalination. Desalination 2002, 143, 207–218. [Google Scholar] [CrossRef]
- Mariah, L.; Buckley, C.A.; Brouckaert, C.J.; Curcio, E.; Drioli, E.; Jaganyi, D.; Ramjugernath, D. Membrane distillation of concentrated brines—role of water activities on the evaluation of driving forces. J. Membr. Sci. 2006, 280, 937–947. [Google Scholar] [CrossRef]
- Matin, A.; Laoui, T.; Falath, W.; Farooque, M. Fouling control in reverse osmosis for water desalination & reuse: Current practices & emerging environment-friendly technoliges. Sci. Total Environ. 2021, 765, 142721. [Google Scholar] [PubMed]
- Missimer, T.M.; Maliva, R.G. Environmental issues in seawater reverse osmosis desalination: Intakes and outfalls. Desalination 2018, 434, 198–215. [Google Scholar] [CrossRef]
- El-Naas, M.H. Reject brine management. In Desalination Trends Technologies; Taylor and Francis: Oxfordshire, UK, 2011; pp. 237–252. [Google Scholar]
- Ahmed, M.; Shayya, W.H.; Hoey, D.; Al-Handaly, J. Brine disposal from reverse osmosis desalination plants in Oman and the United Arab Emirates. Desalination 2001, 133, 135–147. [Google Scholar] [CrossRef]
- Panagopoulos, A.; Haralambous, K.; Loizidou, M. Desalination brine disposal methods and treatment technologies—A review. Sci. Total Environ. 2019, 693, 133545. [Google Scholar] [CrossRef]
- Gryta, M.; Tomaszewska, M.; Karakulski, K. Wastewater treatment by membrane distillation. Desalination 2006, 198, 67–73. [Google Scholar] [CrossRef]
- Mickley, M. Reclamation Managing Water in the West, Desalination and Water Purification Research and Development Program Report No. 155. Treatment of Concentrate; U.S. Department of the Interior Bureau of Reclamation Press: Washington, DC, USA, 2009. [Google Scholar]
- Chang, J. Understanding the role of ecological indicator use in assessing the effects of desalination plants. Desalination 2015, 365, 416–433. [Google Scholar] [CrossRef]
- Afrasiabi, N.; Shahbazali, E. RO brine treatment and disposal methods. Desalination Water Treat. 2011, 35, 39–53. [Google Scholar] [CrossRef]
- Martinetti, C.R.; Childress, A.E.; Cath, T.Y. High recovery of concentrated RO brines using forward osmosis and membrane distillation. J. Membr. Sci. 2009, 331, 31–39. [Google Scholar] [CrossRef]
- Song, L.; Ma, Z.; Liao, X.; Kosaraju, P.B.; Irish, J.R.; Sirkar, K.K. Pilot plant studies of novel membranes and devices for direct membrane distillation-based desalination. J. Membr. Sci. 2008, 323, 257–270. [Google Scholar] [CrossRef]
- Curcio, E.; Drioli, E. Membrane distillation and related operations—A review. Sep. Purif. Rev. 2005, 34, 35–86. [Google Scholar] [CrossRef]
- Khayet, M. Membranes and theoretical modeling of membrane distillation: A review. Adv. Colloid Interface Sci. 2011, 164, 56–88. [Google Scholar] [CrossRef]
- Lawson, K.W.; Lloyd, D.R. Membrane distillation (review). J. Membr. Sci. 1997, 124, 1–25. [Google Scholar] [CrossRef]
- Gryta, M. Water purification by membrane distillation process. Sep. Sci. Technol. 2006, 41, 1789–1798. [Google Scholar] [CrossRef]
- He, F.; Gilron, J.; Sirkar, K.K. High water recovery in direct contact membrane distillation using a series of cascades. Desalination 2013, 323, 48–54. [Google Scholar] [CrossRef]
- Meng, L.; Lv, Y.; Deng, P.; Li, N.; Huang, M.; Mansouri, J.; Chen, V. Novel PVDF membrane with sandwich structure for enhanced membrane distillation. Chem. Eng. J. 2021, 415, 18960. [Google Scholar] [CrossRef]
- Wang, P.; Chung, T.S. Recent advances in membrane distillation processes: Membrane development, configuration design and application exploring. J. Membr. Sci. 2015, 474, 39–56. [Google Scholar] [CrossRef]
- Khayet, M.; Matsuura, T. Pervaporation and vacuum membrane distillation processes: Modeling and experiments. AIChE J. 2004, 50, 1697–1712. [Google Scholar] [CrossRef]
- Francis, L.; Ghaffour, N.; Alsaadi, A.S.; Nunes, S.P.; Amy, G.L. Performance evaluation of the DCMD desalination process under bench scale and large-scale module operating conditions. J. Membr. Sci. 2014, 455, 103–112. [Google Scholar] [CrossRef]
- Alsaadi, A.; Francis, L.; Amy, G.L.; Ghaffour, N. Experimental and theoretical analyses of temperature polarization effect in vacuum membrane distillation. J. Membr. Sci. 2014, 471, 138–148. [Google Scholar] [CrossRef]
- Zuo, J.; Chung, T.S.; O’Brien, G.S.; Kosar, W. Hydrophobic/hydrophilic PVDF/Ultem® dual-layer hollow fiber membranes with enhanced mechanical properties for vacuum membrane distillation. J. Membr. Sci. 2017, 523, 103–110. [Google Scholar] [CrossRef]
- Zuo, J.; Chung, T.S. PVDF hollow fibers with novel sandwich structure and superior wetting resistance for vacuum membrane distillation. Desalination 2017, 417, 94–101. [Google Scholar] [CrossRef]
- Ray, S.S.; Dangayach, R.; Kwon, Y.N. Surface engineering for anti-wetting and antibacterial membrane for enhanced and fouling resistant membrane distillation performance. Chem. Eng. J. 2012, 405, 126702. [Google Scholar]
- Tijing, L.D.; Woo, Y.C.; Choi, J.; Kim, S.; Shon, H.K. Fouling and its control in membrane distillation—A review. J. Membr. Sci. 2015, 475, 215–244. [Google Scholar] [CrossRef]
- Yan, Z.; Yang, H.; Qu, F.; Yu, H.; Liang, H.; Li, G.; Ma, J. Reverse osmosis brine treatment using direct contact membrane distillation: Effects of feed temperature and velocity. Desalination 2017, 423, 149–156. [Google Scholar] [CrossRef]
- Prince, J.A. Products—Memsift Innovations Pte Ltd.—Zero Liquid Discharge (ZLD). 2018. Available online: https://www.memsift.com/products/ (accessed on 10 July 2022).
- Prince, J.A.; Eddy, S. Memsift Innovations Pte Ltd has developed a unique highly hydrophobic hollow fibre membrane STOMATE® for MD application. Smart Water Waste World 2021, 9, 1–10. [Google Scholar]
- Zuo, J.; Bonyadi, S.; Chung, T.S. Exploring the potential of commercial polyethylene membranes for desalination by membrane distillation. J. Membr. Sci. 2016, 497, 239–247. [Google Scholar] [CrossRef]
- Lu, K.J.; Zuo, J.; Chung, T.S. Novel PVDF membranes comprising n-butylamine functionalized graphene oxide for direct contact membrane distillation. J. Membr. Sci. 2017, 539, 34–42. [Google Scholar] [CrossRef]
- El-Bourawi, M.S.; Ding, Z.; Ma, R.; Khayet, M. A framework for better under- standing membrane distillation separation process. J. Membr. Sci. 2006, 285, 4–29. [Google Scholar] [CrossRef]
- Lu, K.J.; Chen, Z.L.; Chan, J.; Luo, L.; Chung, T.S. Design of zero liquid discharge (ZLD) systems consisting of freeze desalination, membrane distillation, and crystallization powered by green energies. Desalination 2019, 458, 66–75. [Google Scholar] [CrossRef]
- Ravereau, J.; Fabre, A.; Brehant, A.; Bonnard, R.; Sollogoub, C.; Verdu, J. Ageing of polyvinylidene fluoride hollow fiber membranes in sodium hypochlorite solutions. J. Membr. Sci. 2016, 505, 174–184. [Google Scholar] [CrossRef]
- Sharma, A.K.; Conover, S.P.; Sirkar, K.K. Plasma polymerized coatings on hollow fiber membranes applications and their aging characteristics in different media. Membranes 2022, 12, 656. [Google Scholar] [CrossRef]
- Cath, T.Y.; Adams, V.; Childress, A.E. Experimental study of desalination using direct contact membrane distillation: A new approach to flux enhancement. J. Membr. Sci. 2004, 228, 5–16. [Google Scholar] [CrossRef]
- Chang, Y.S.; Leow, H.T.; Ooi, B.S. Membrane distillation for water recovery and its fouling phenomena. J. Membr. Sci. Res. 2020, 6, 107–124. [Google Scholar]
- Fane, A.G.; Schofield, R.W.; Fell, C.J.D. The efficient use of energy in membrane distillation. Desalination 1987, 64, 231–243. [Google Scholar] [CrossRef]
- Bui, V.; Vu, L.; Nguyen, M. Simulation and optimization of direct contact membrane distillation for energy efficiency. Desalination 2010, 259, 29–37. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | Unit |
|---|---|---|
| Inner diameter | 0.9 | mm |
| Outer diameter | 1.6 | mm |
| Thickness | 0.35 | mm |
| Bubble point | ~0.2 | MPa |
| Pore size | 0.08 ± 0.02 | µm |
| Porosity | 70 ± 5 | % |
| Hydrostatic pressure | >0.40 | MPa |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zuo, J.; Chow, C.A.; Dumée, L.F.; Prince, A.J. A Zero-Brine Discharge Seawater Desalination Using a Pilot-Scale Membrane Distillation System Integrated with Crystallizer. Membranes 2022, 12, 799. https://doi.org/10.3390/membranes12080799
Zuo J, Chow CA, Dumée LF, Prince AJ. A Zero-Brine Discharge Seawater Desalination Using a Pilot-Scale Membrane Distillation System Integrated with Crystallizer. Membranes. 2022; 12(8):799. https://doi.org/10.3390/membranes12080799
Chicago/Turabian StyleZuo, Jian, Chin Ann Chow, Ludovic F. Dumée, and Antony J. Prince. 2022. "A Zero-Brine Discharge Seawater Desalination Using a Pilot-Scale Membrane Distillation System Integrated with Crystallizer" Membranes 12, no. 8: 799. https://doi.org/10.3390/membranes12080799
APA StyleZuo, J., Chow, C. A., Dumée, L. F., & Prince, A. J. (2022). A Zero-Brine Discharge Seawater Desalination Using a Pilot-Scale Membrane Distillation System Integrated with Crystallizer. Membranes, 12(8), 799. https://doi.org/10.3390/membranes12080799