
A Micro-Coordinate Measurement Machine (CMM) for Large-Scale Dimensional Measurement of Micro-Slits

 ,
,  ,
,
Abstract
:1. Introduction
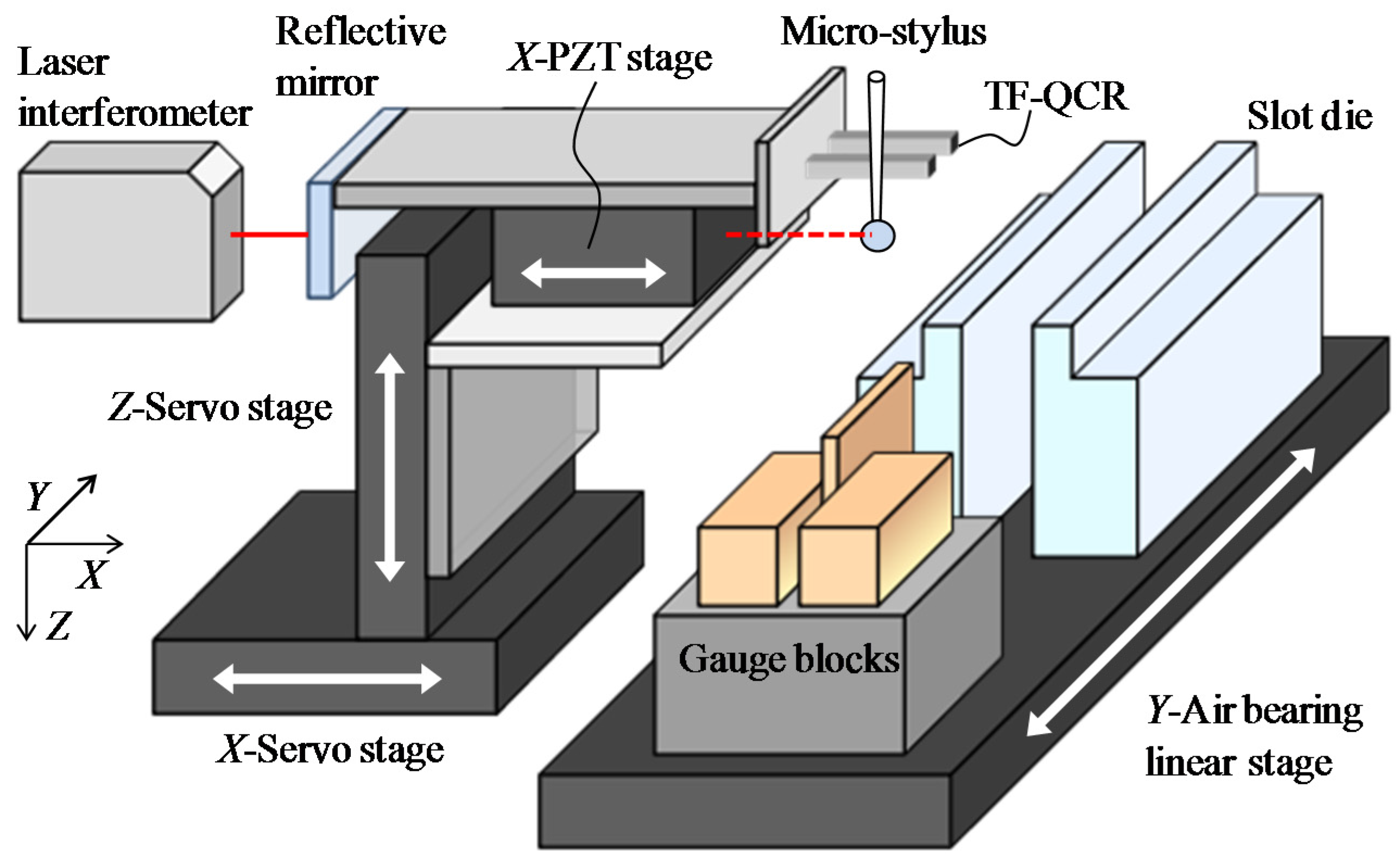
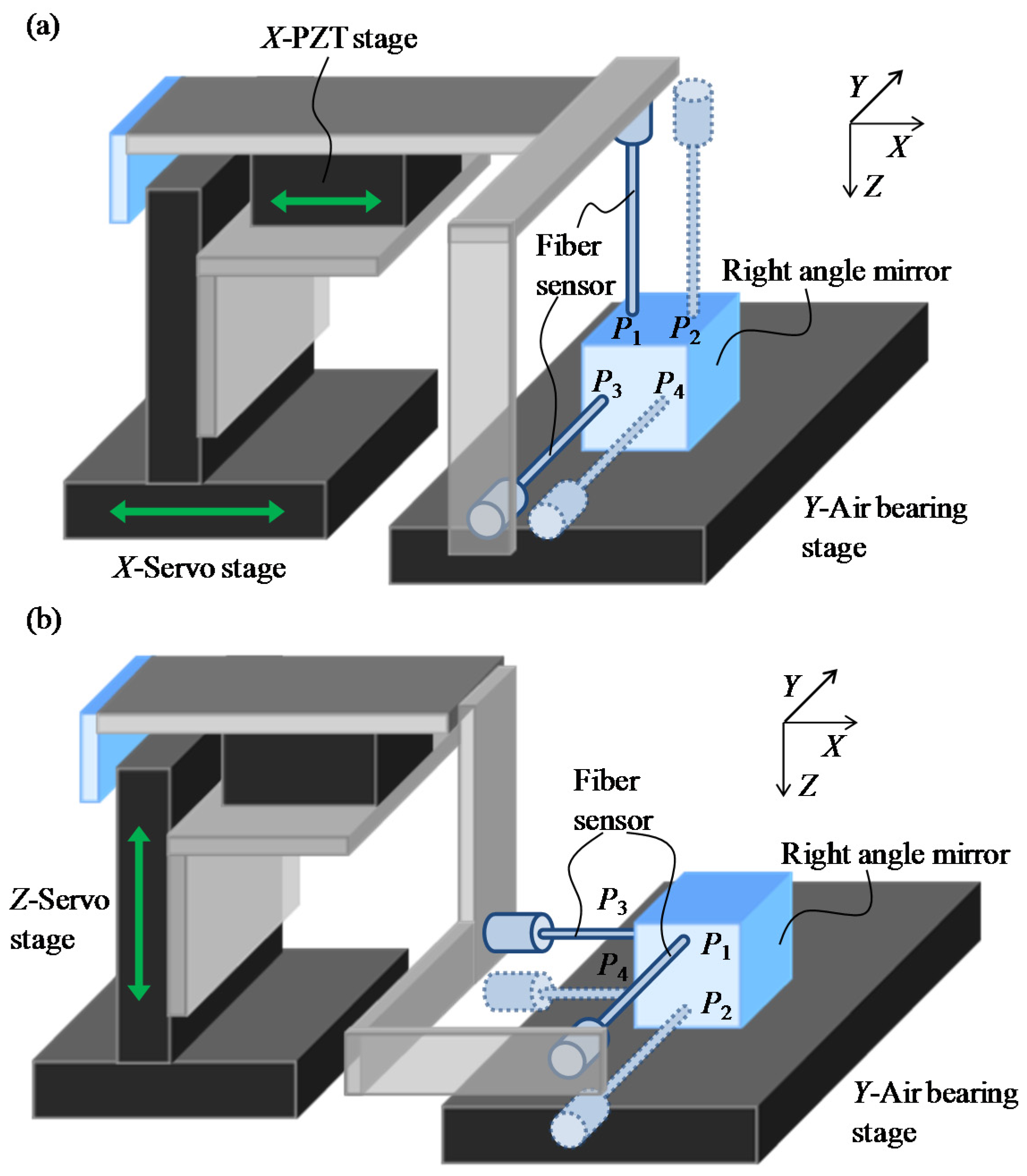
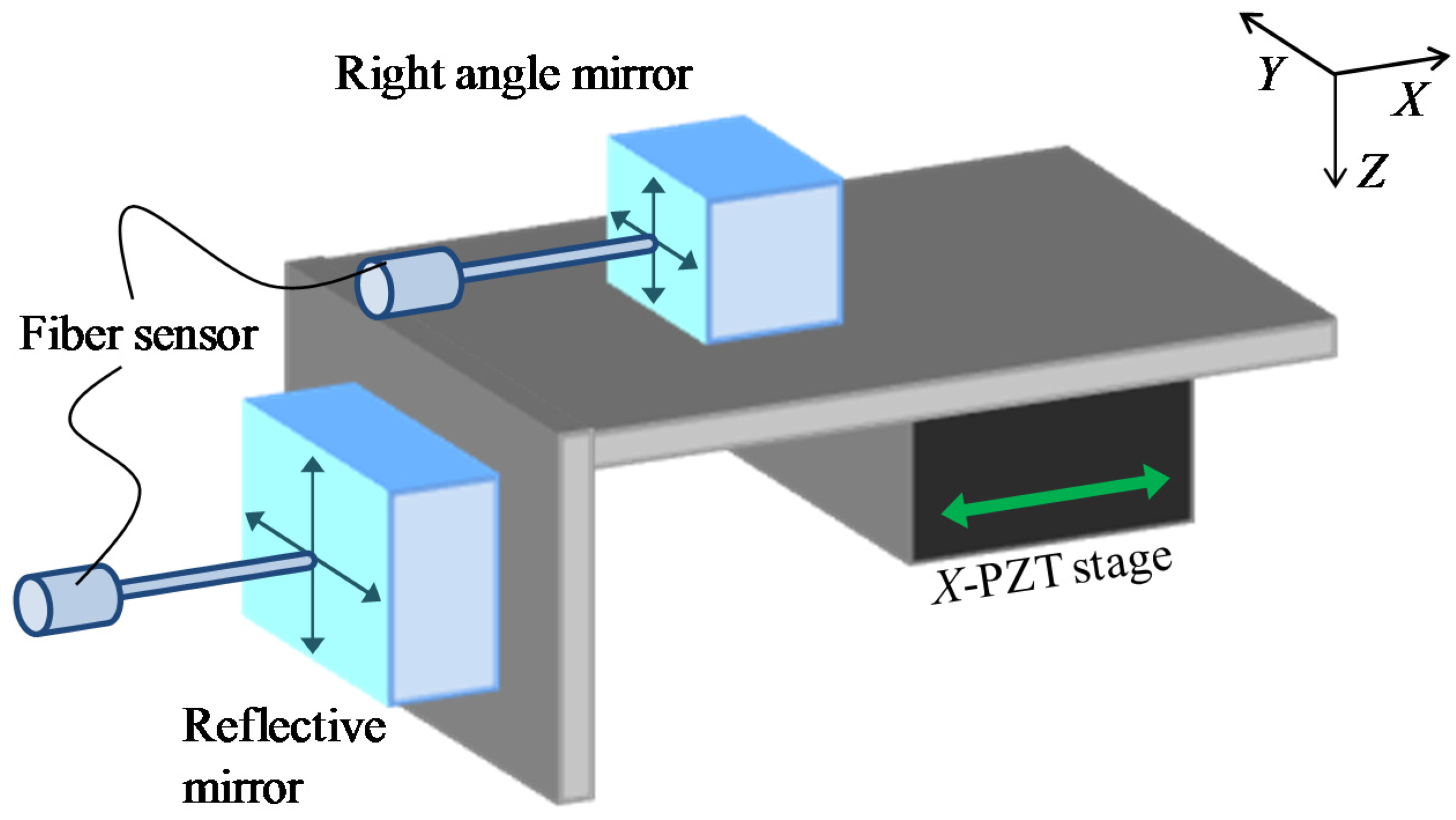
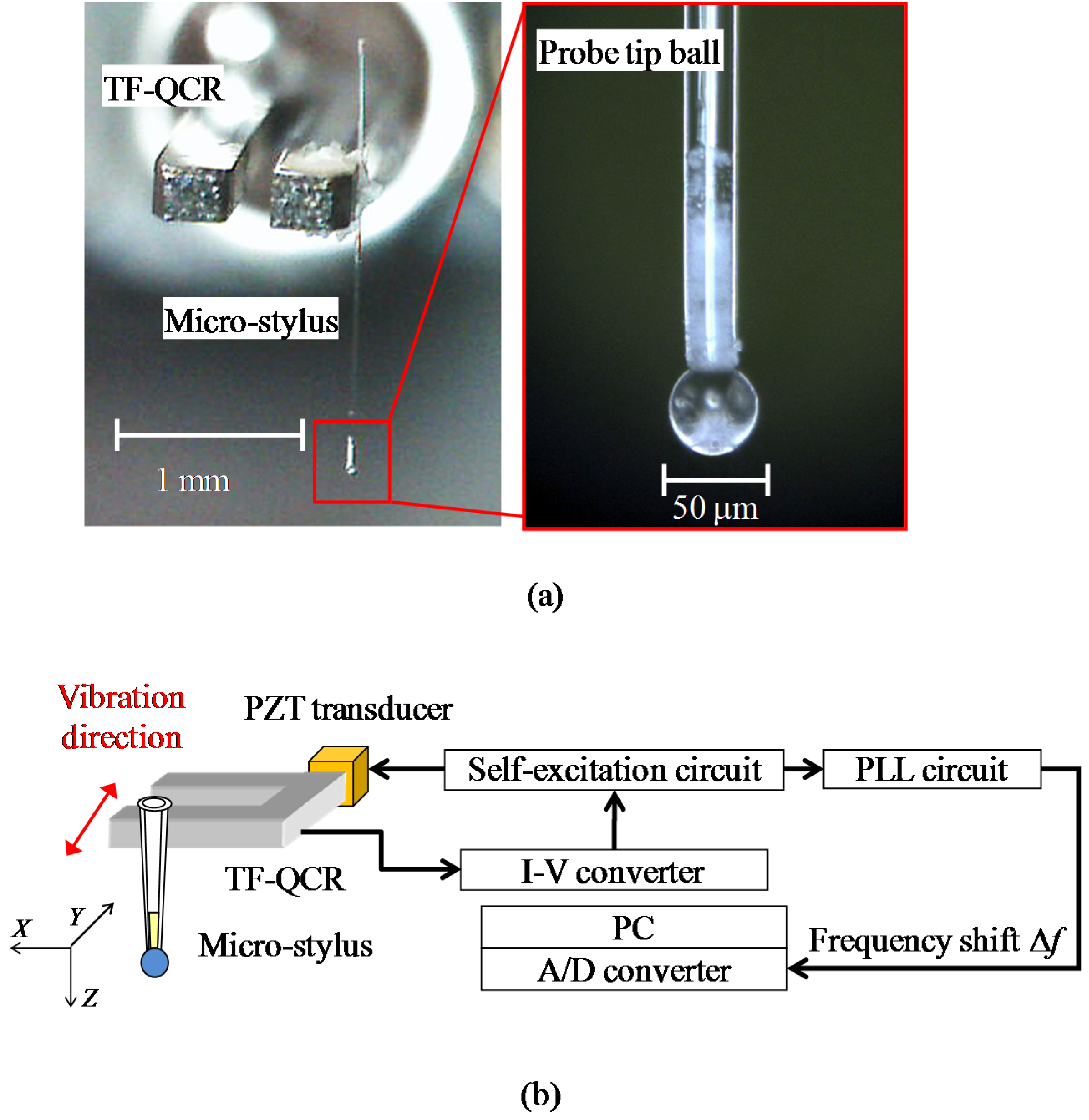
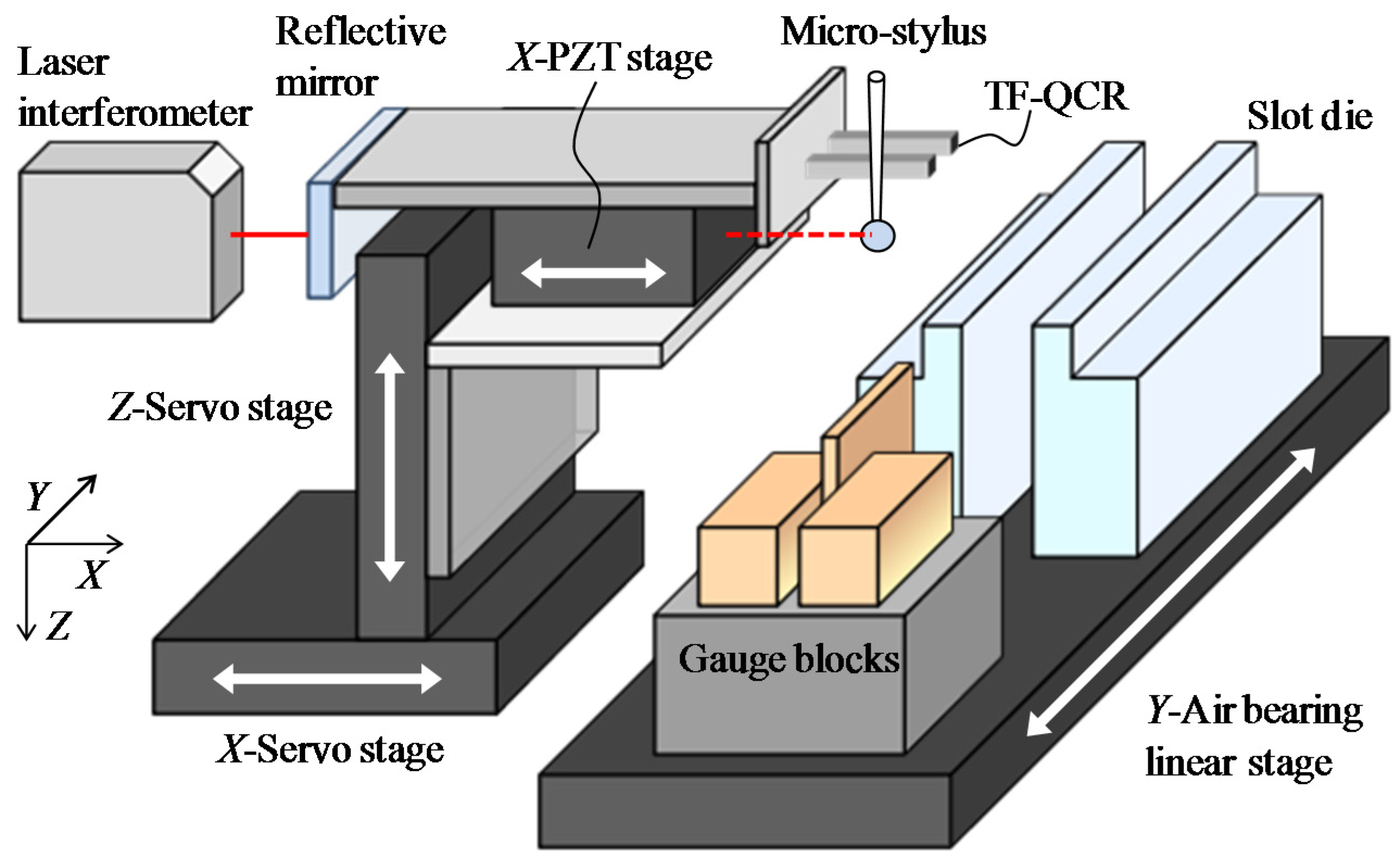
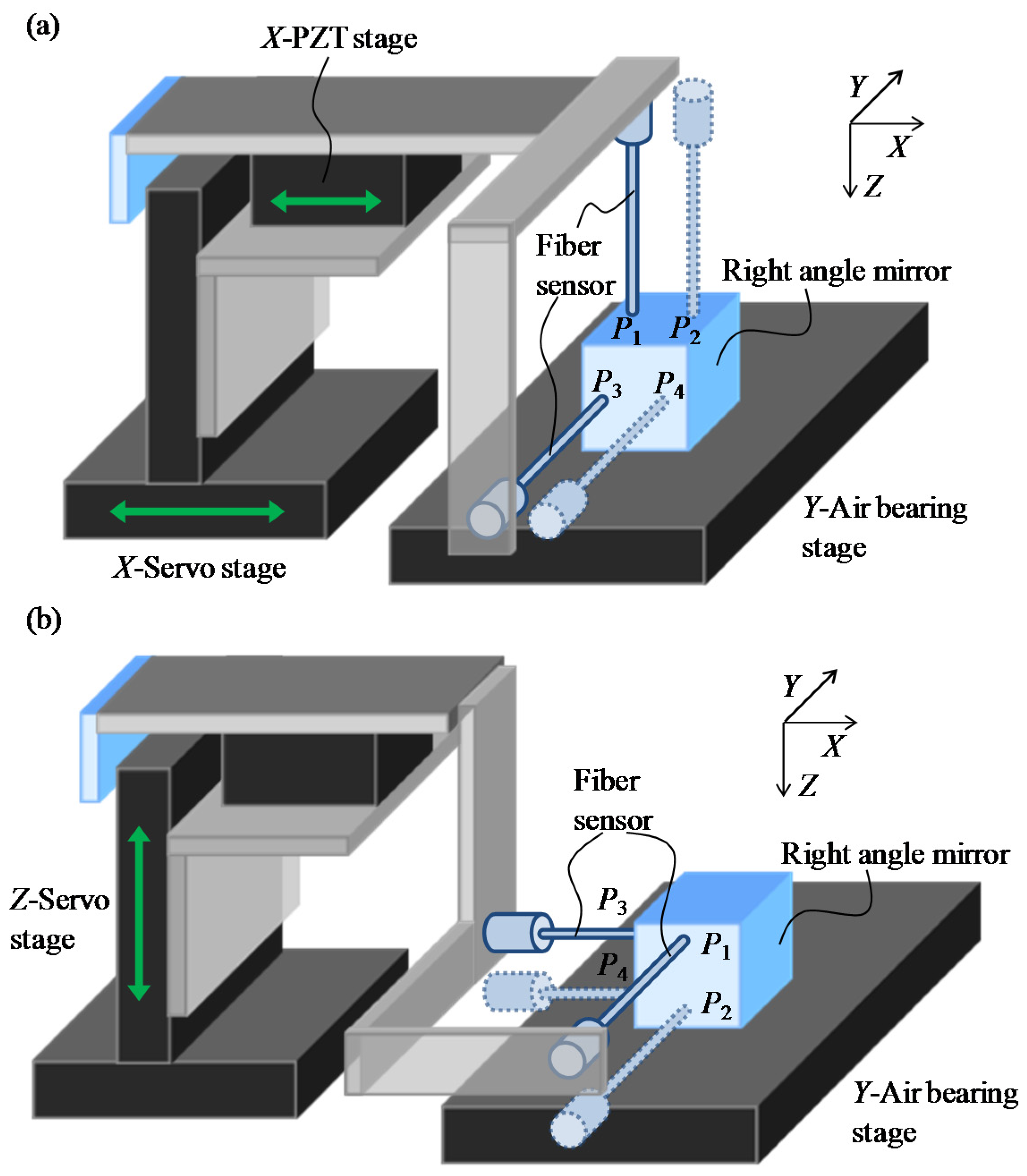
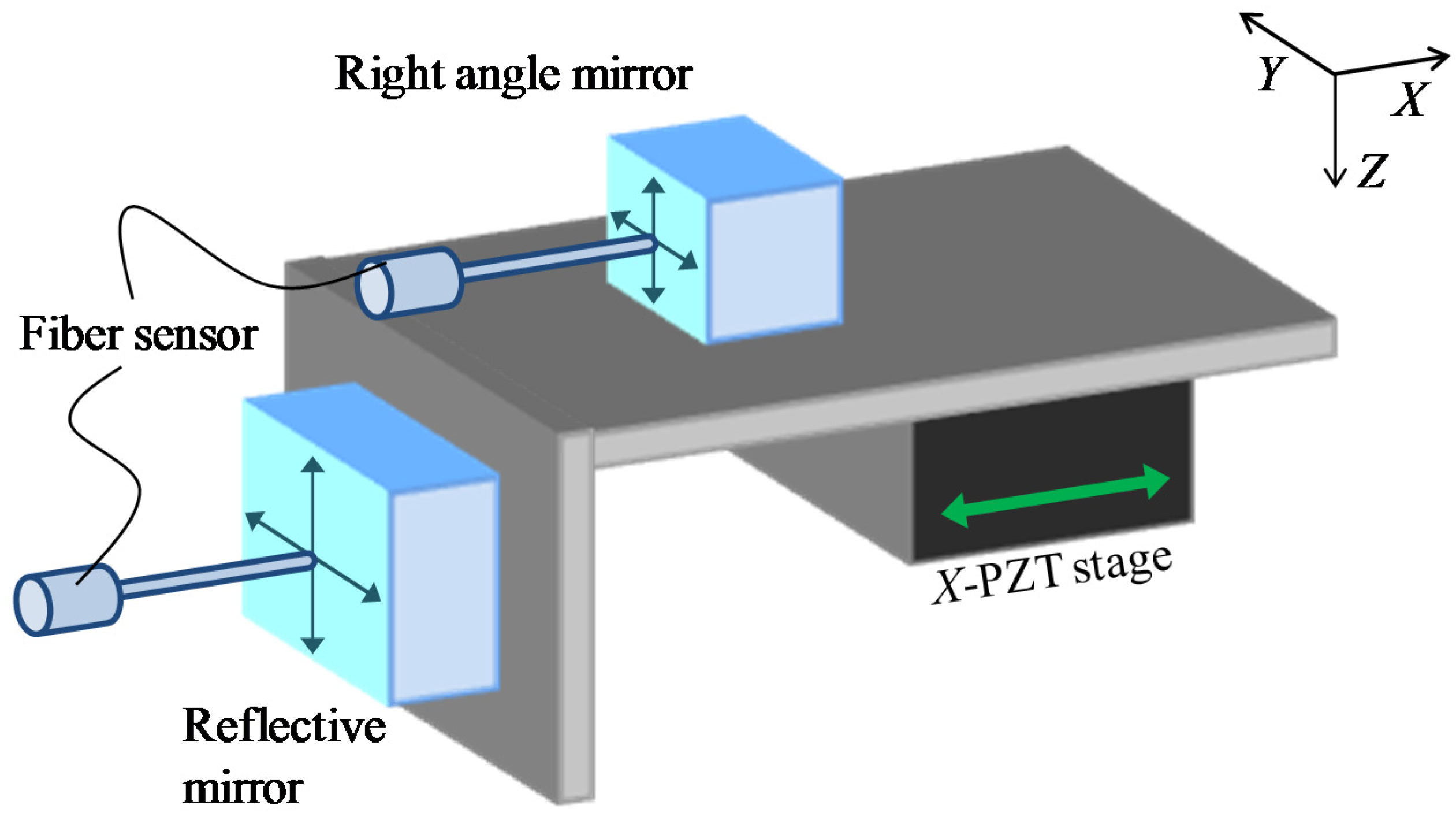
2. Experimental Setup for the Micro-CMM
3. Experimental Result and Discussion
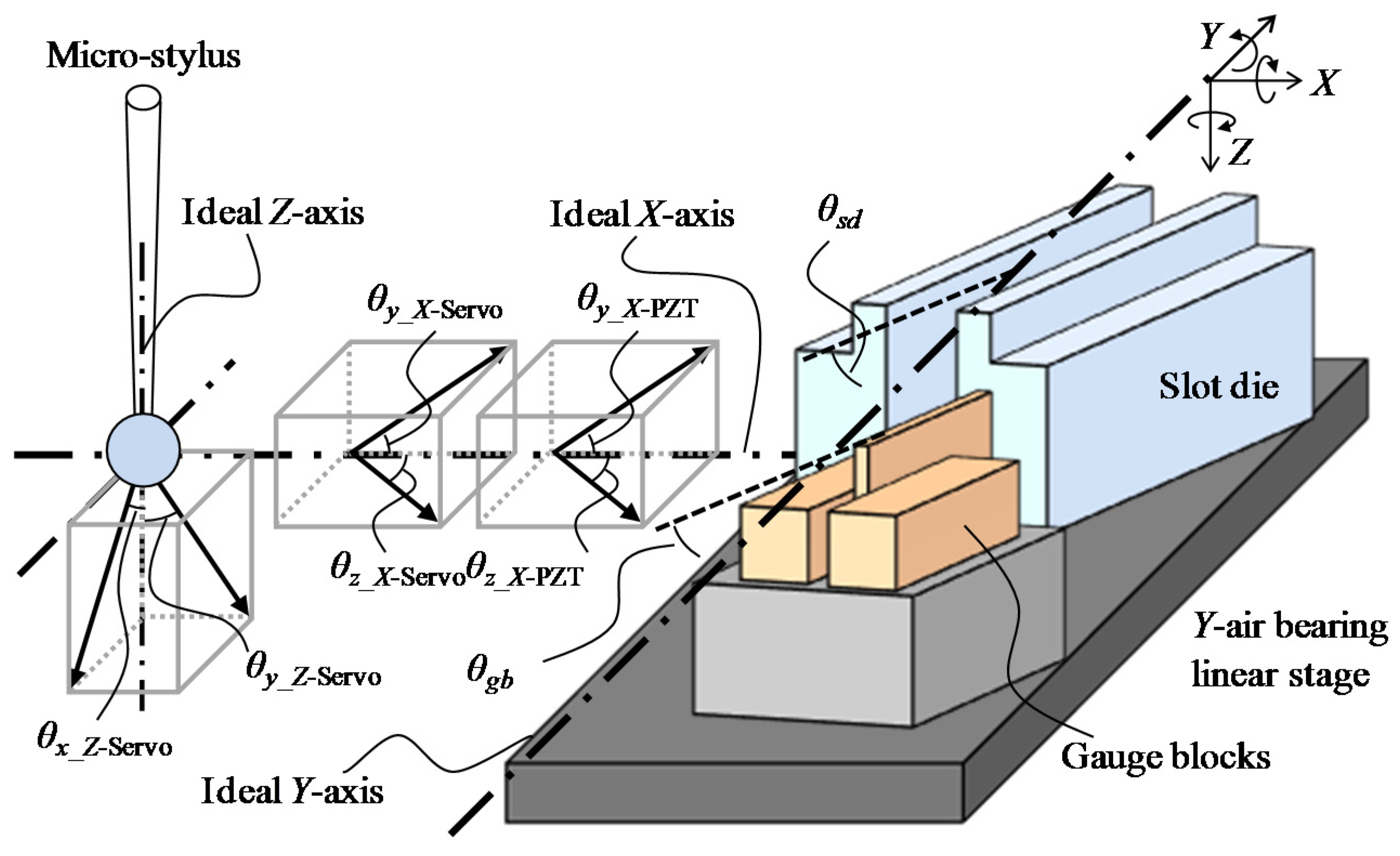
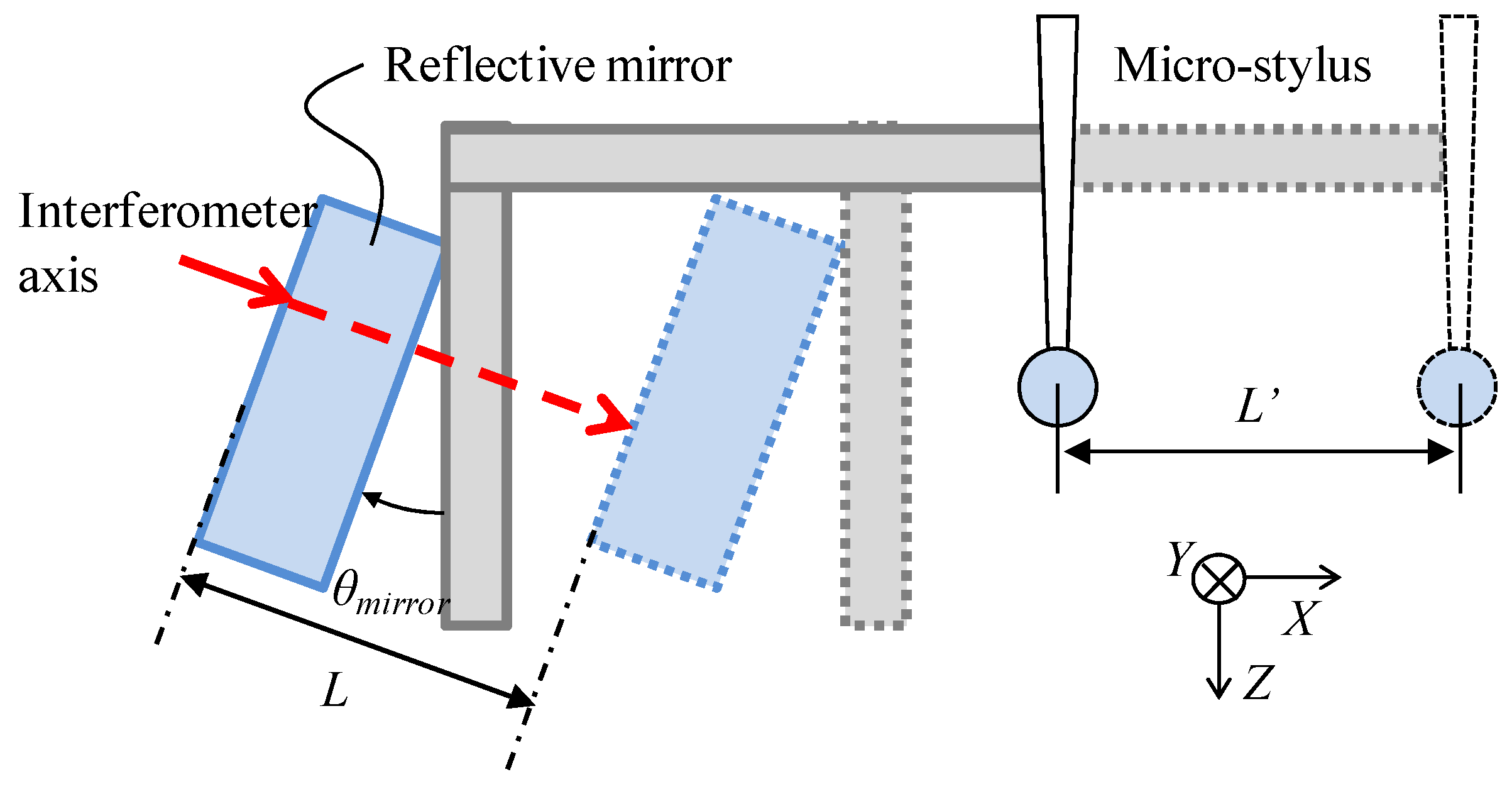
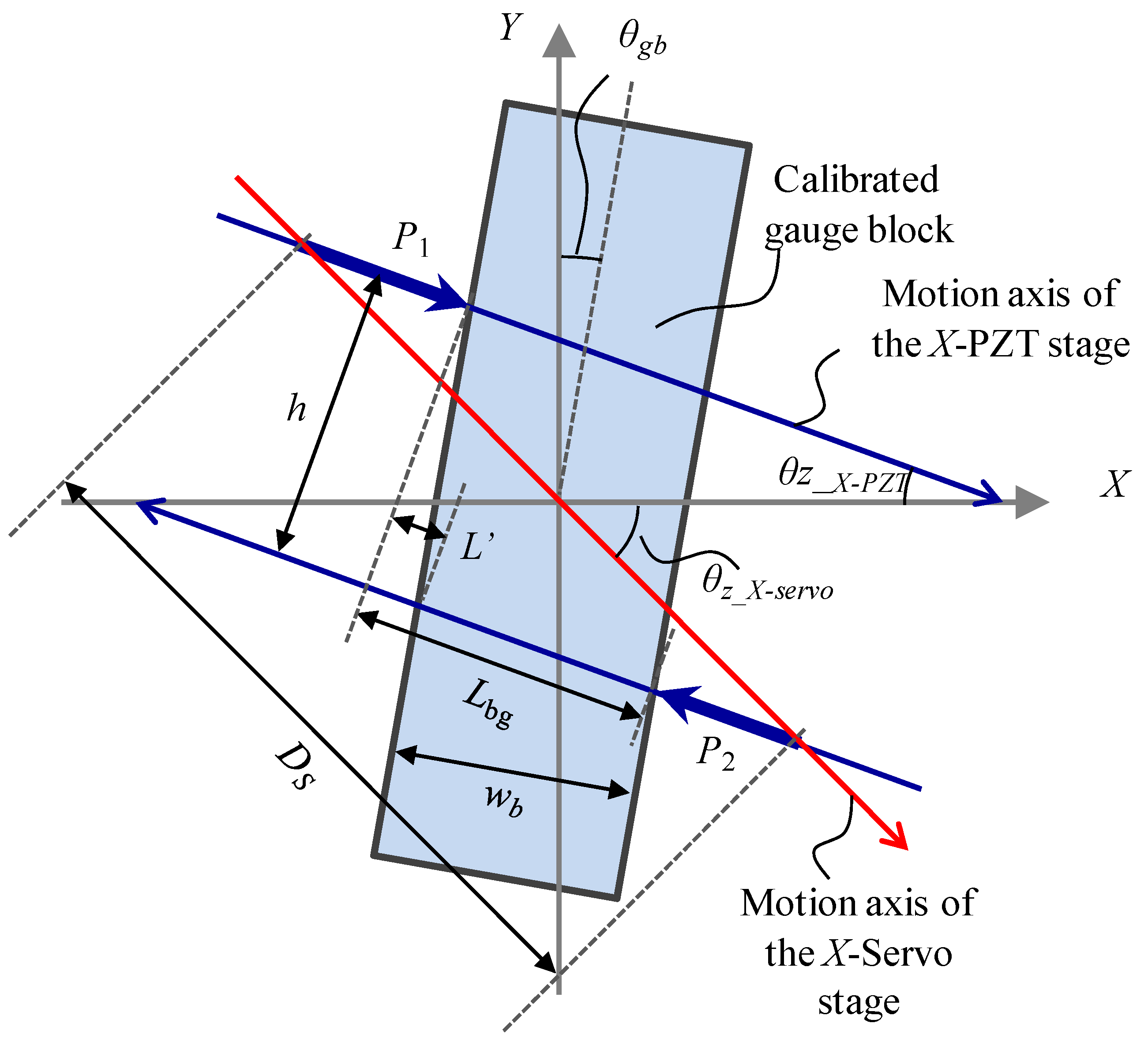
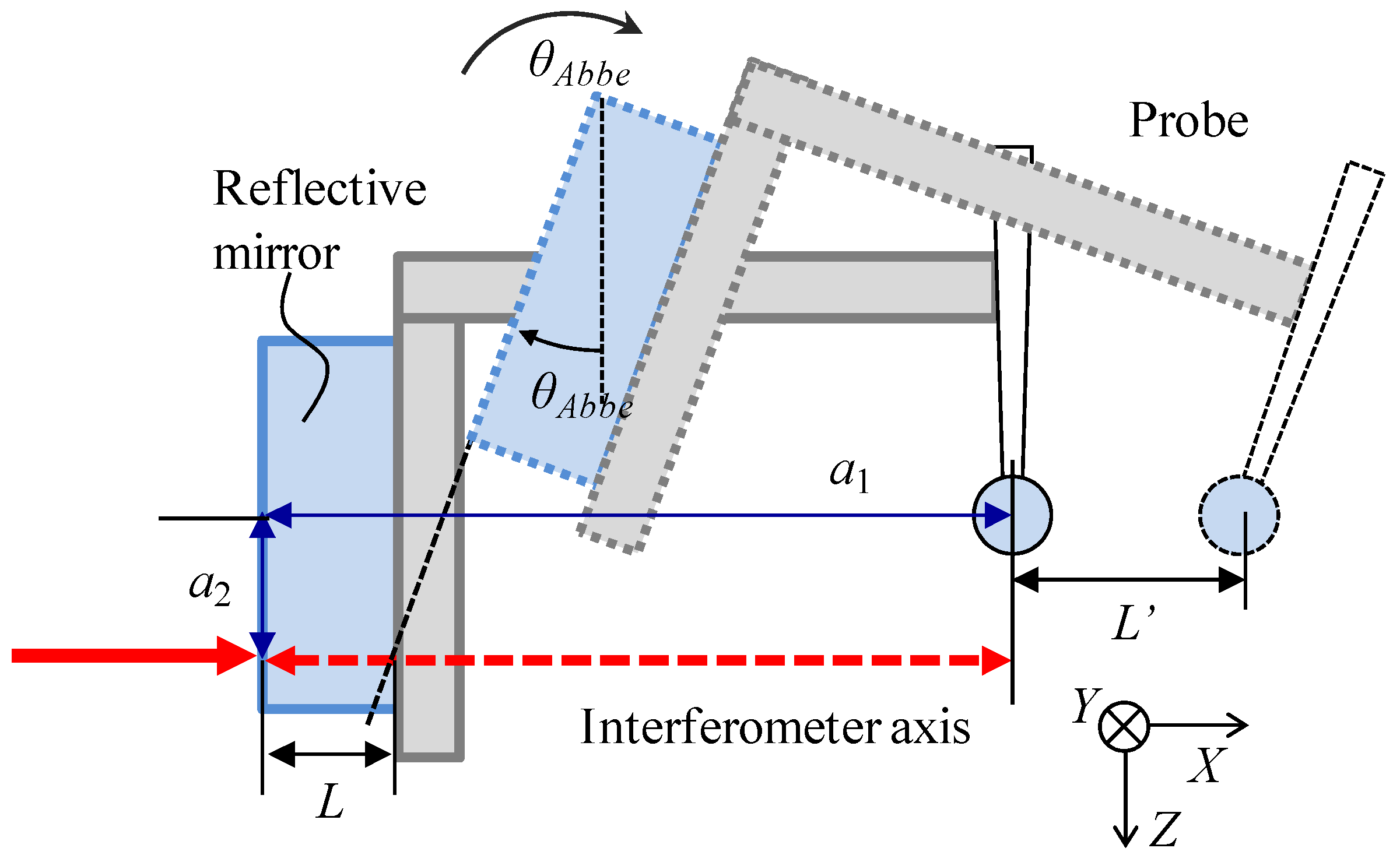
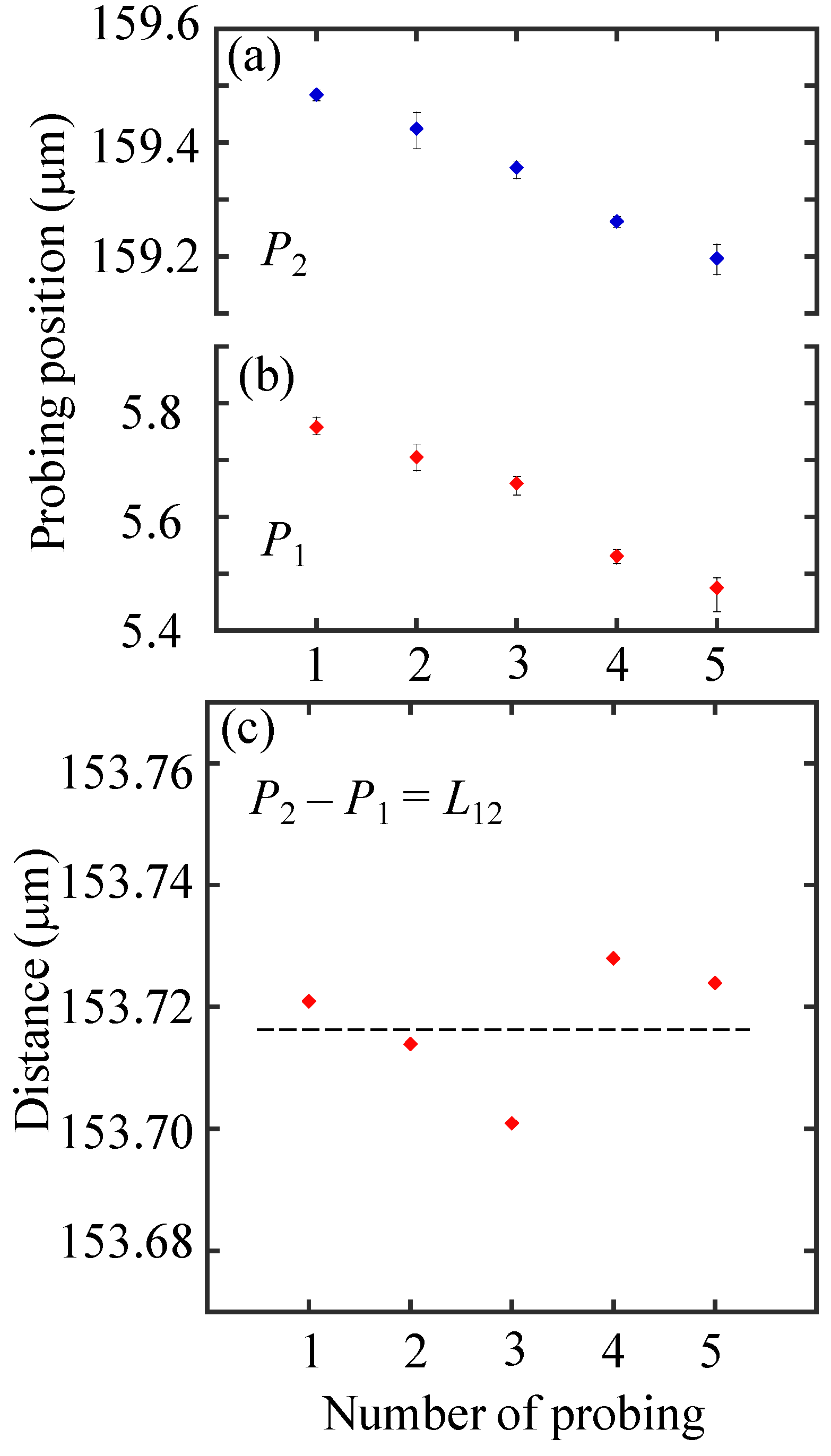
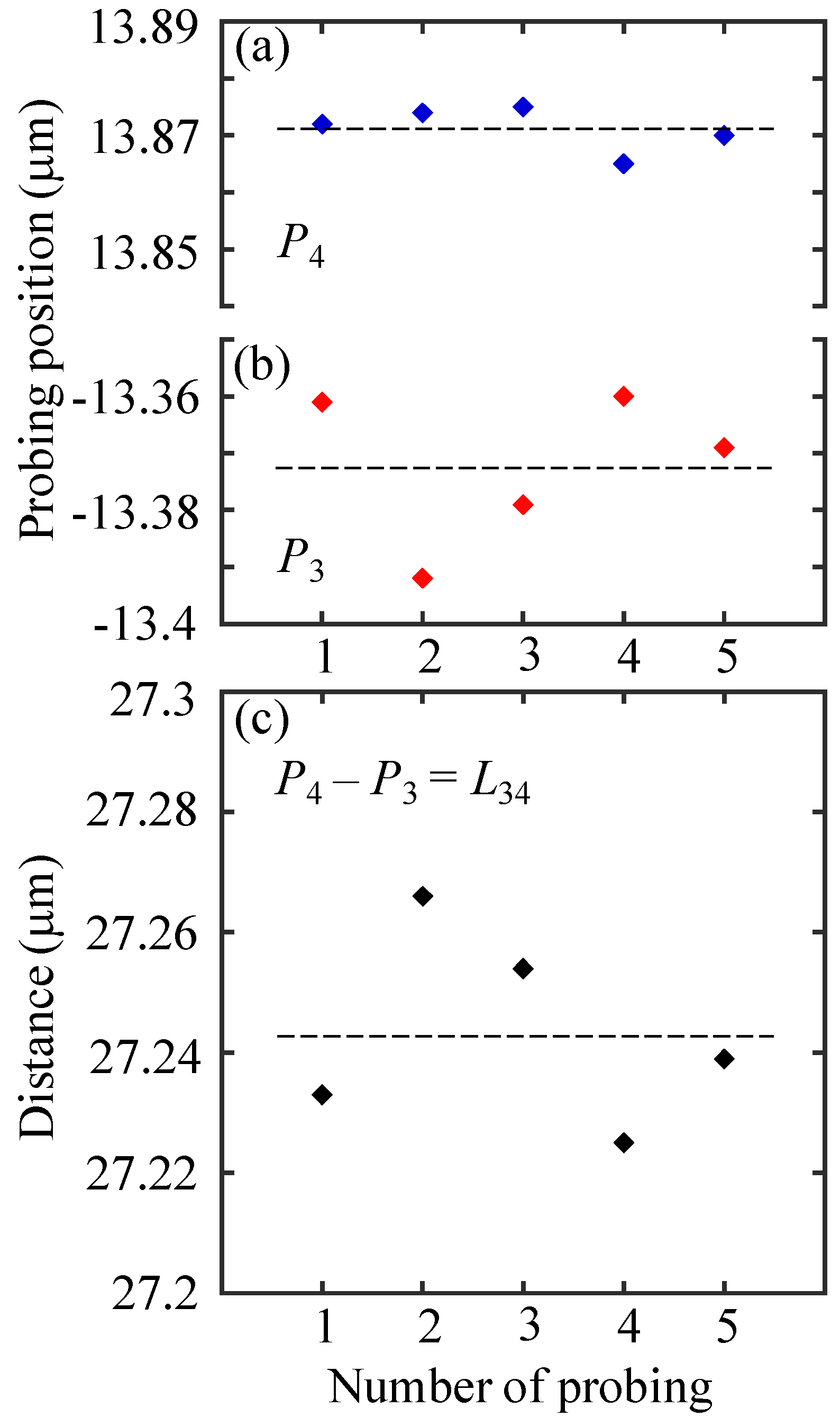
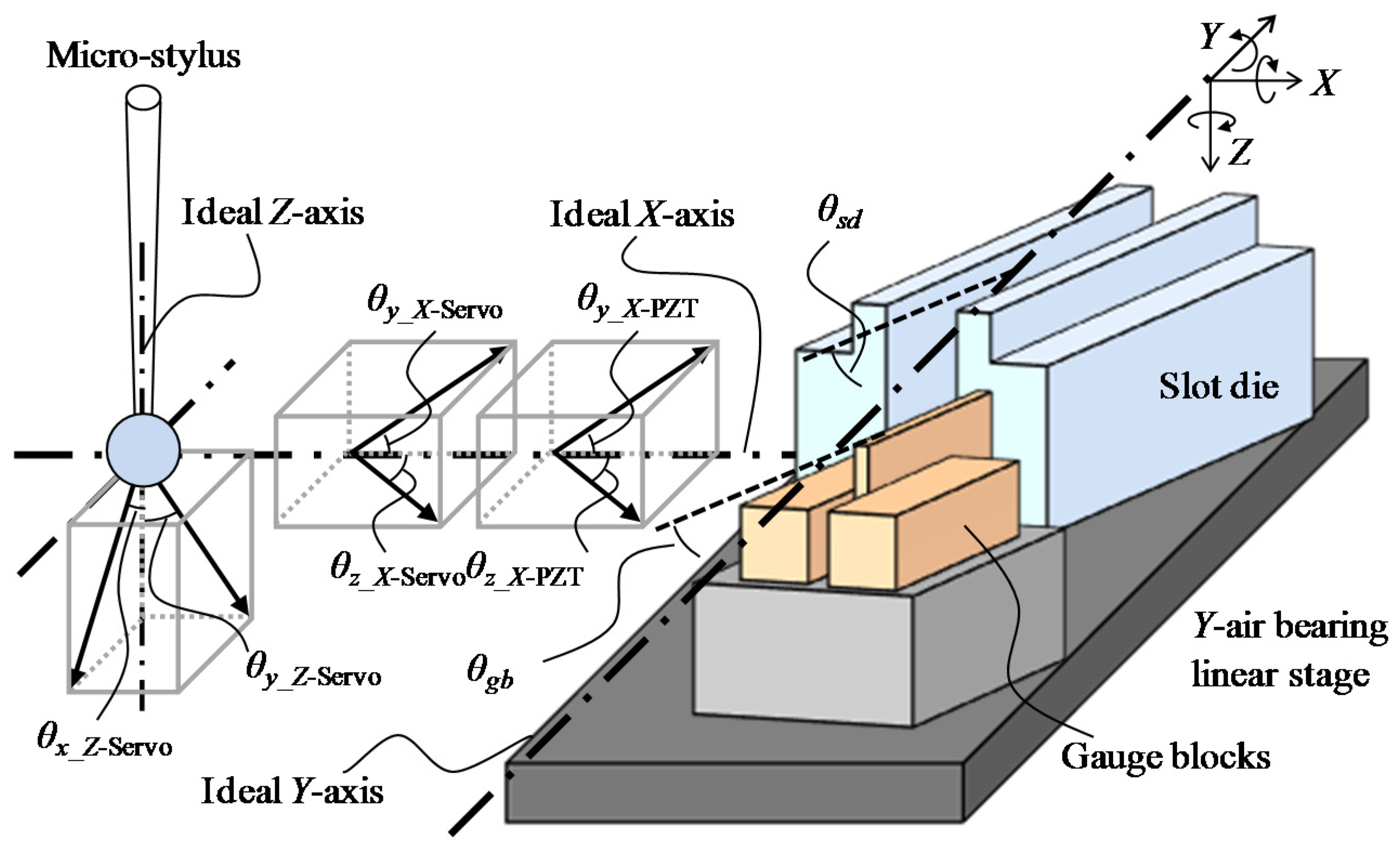
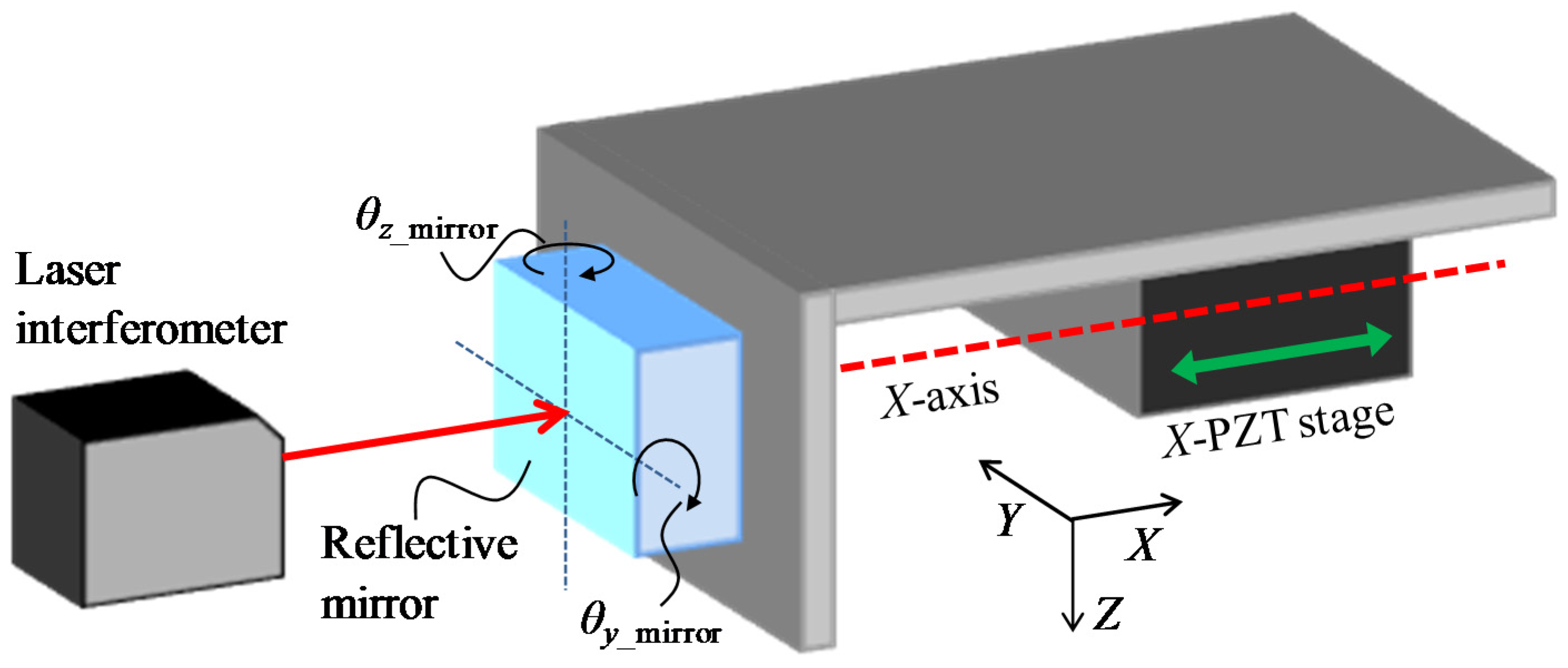
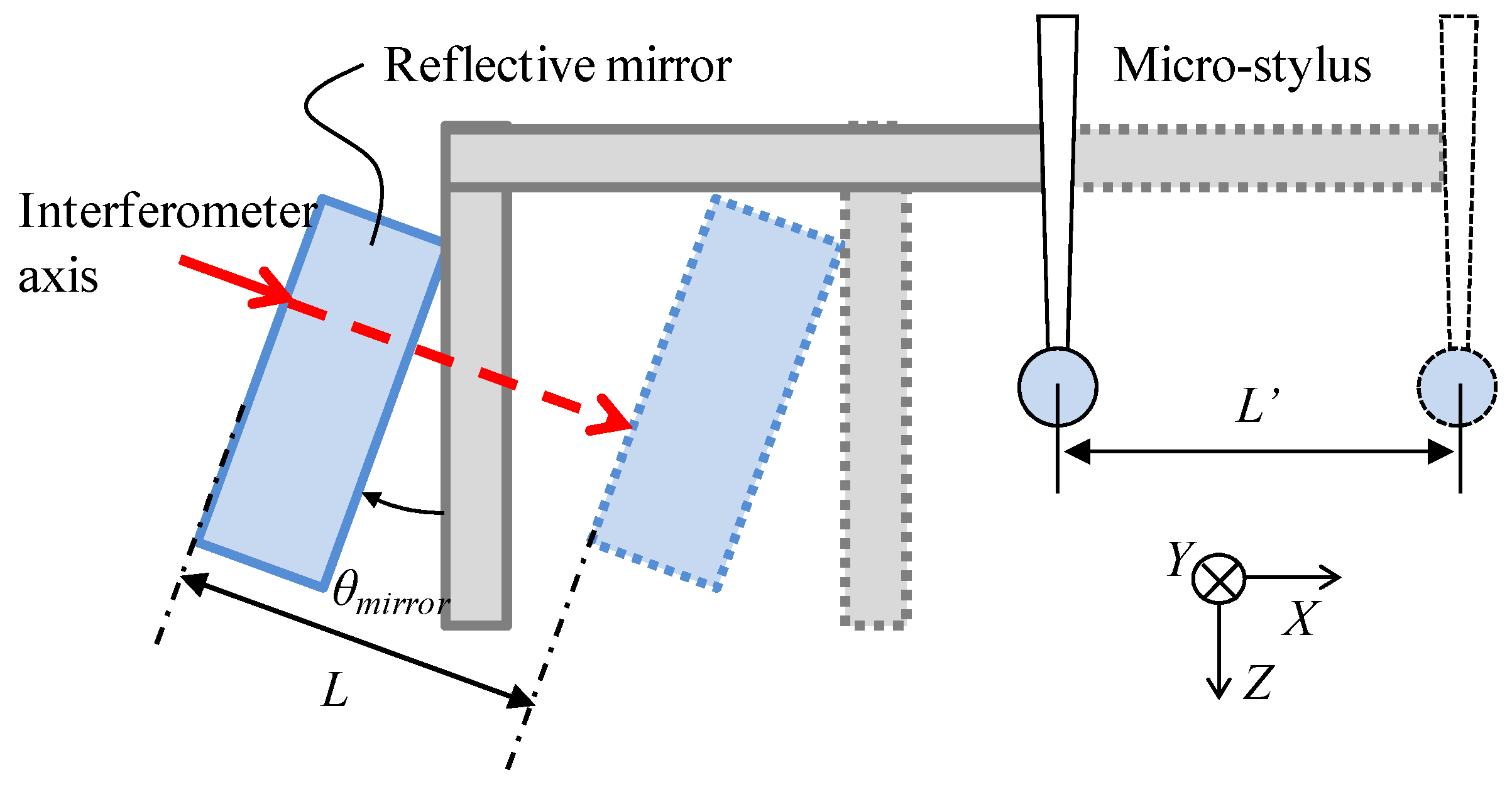
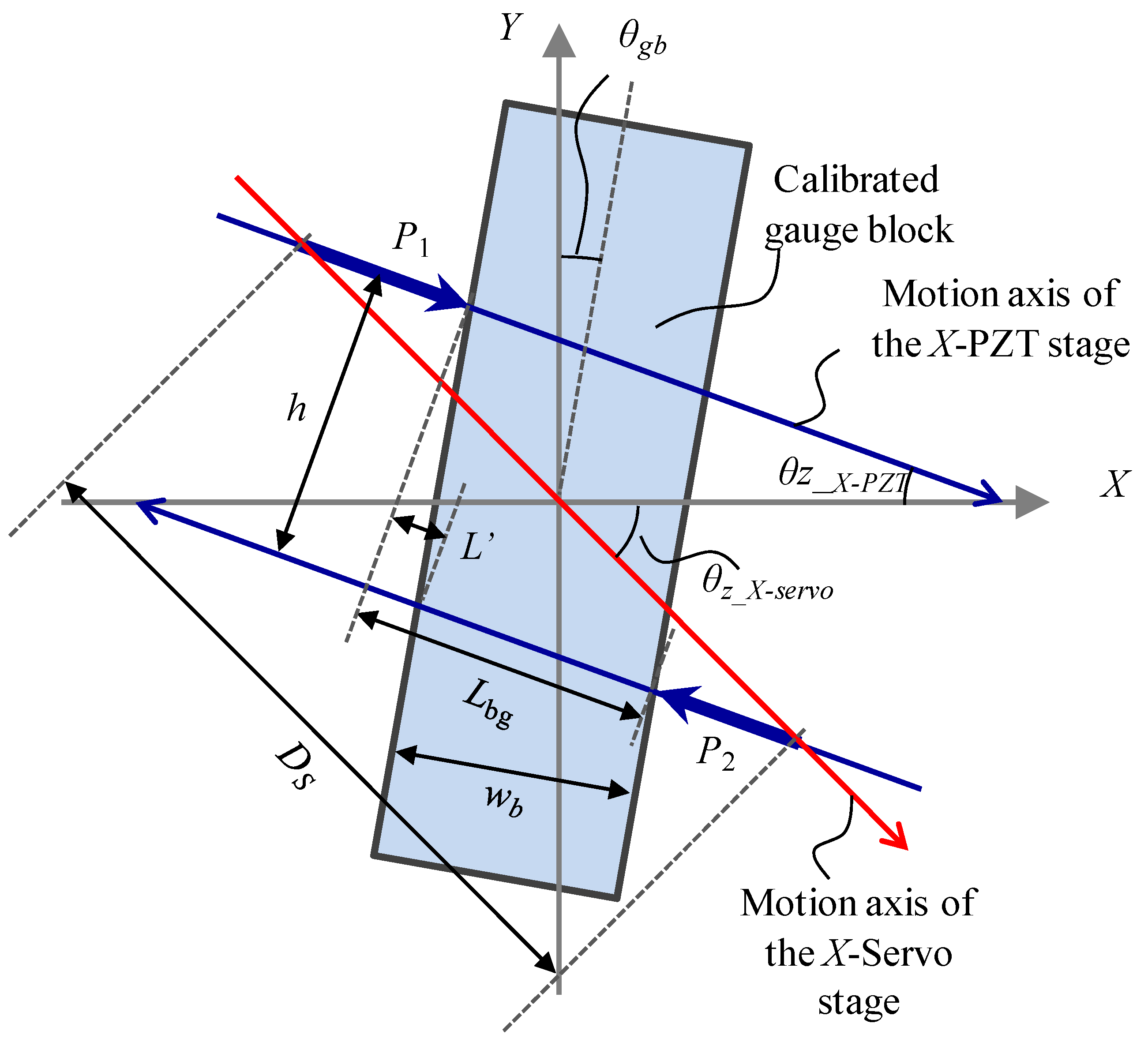
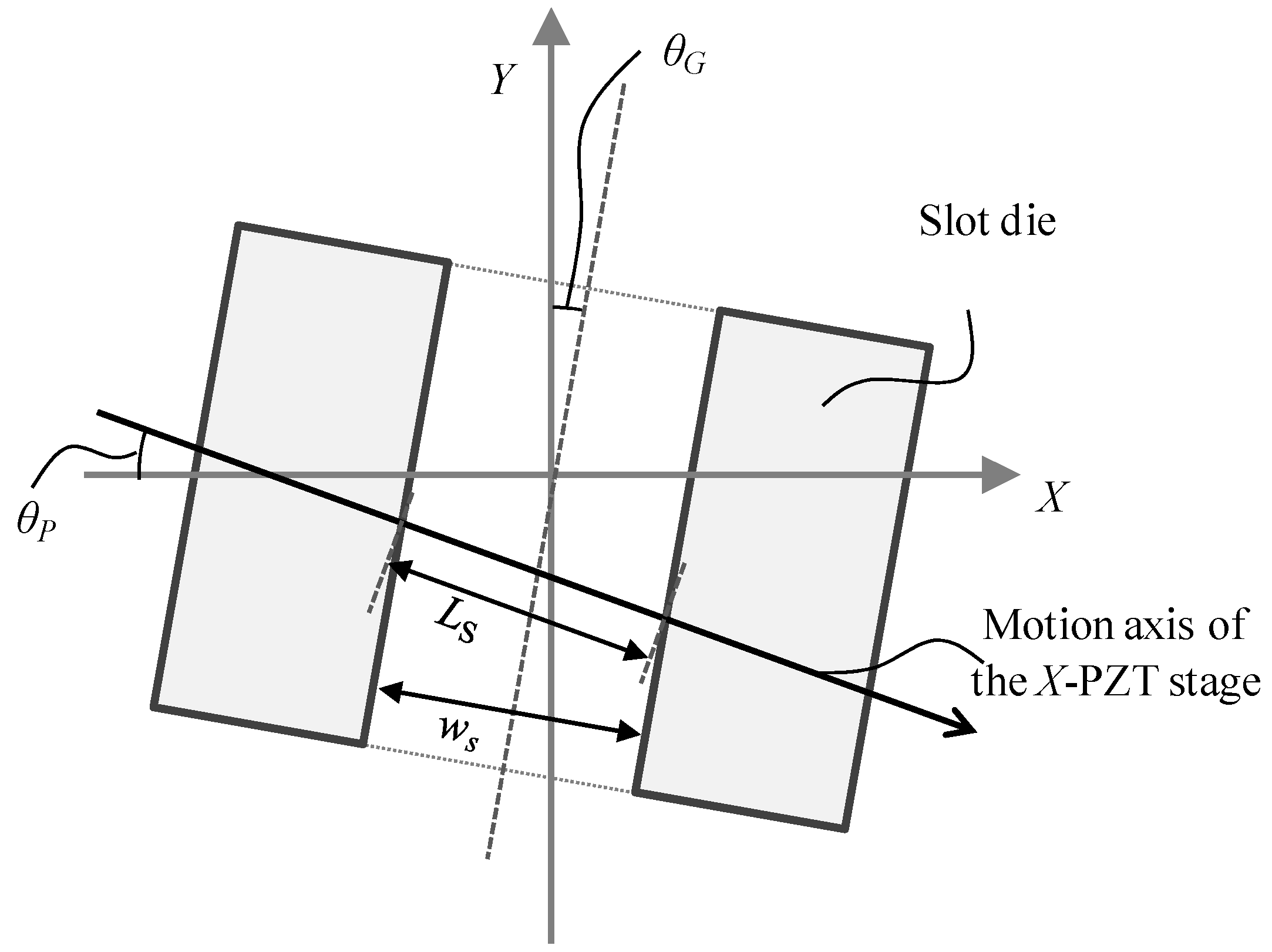
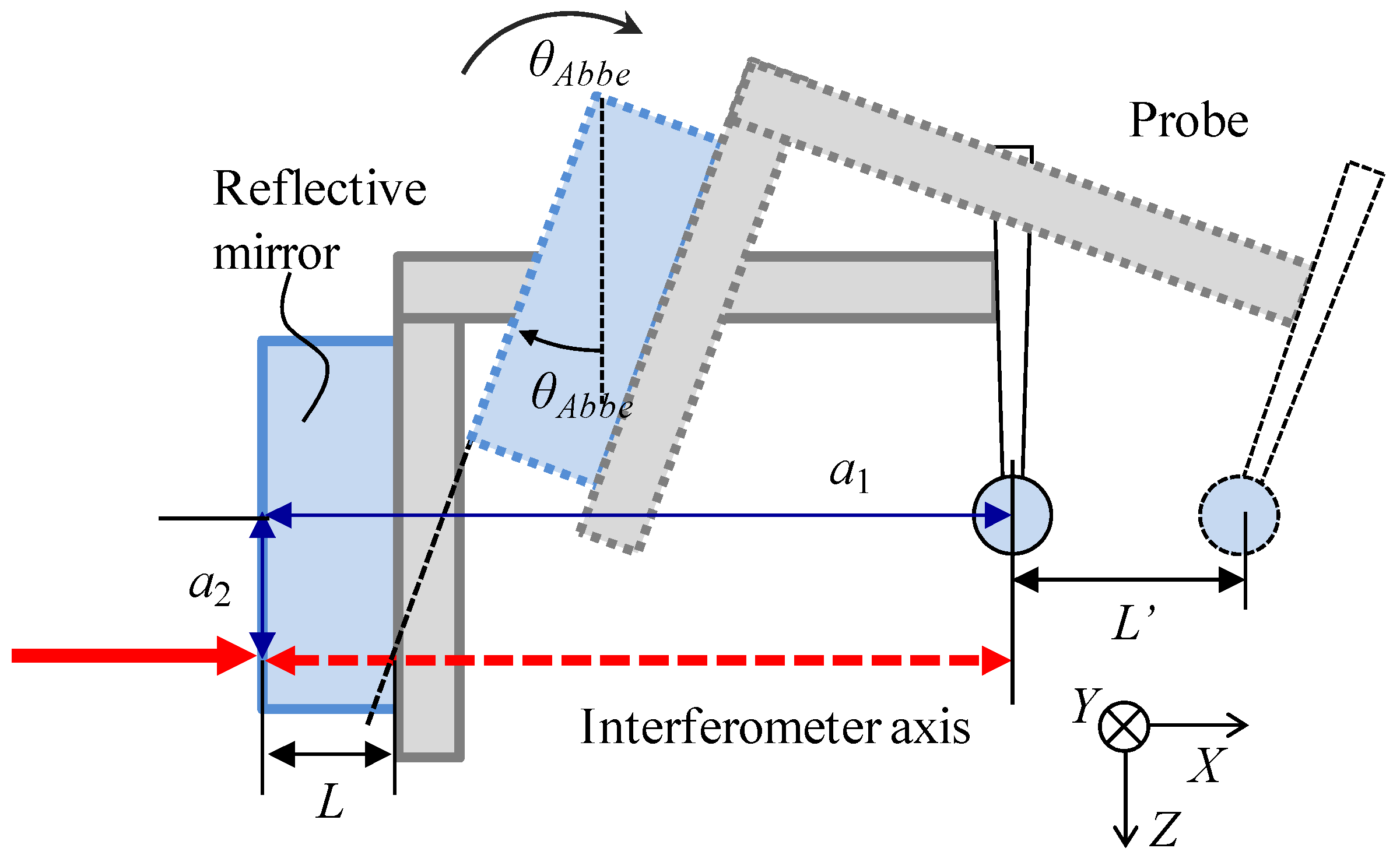
3.1. Evaluation of Alignment Errors of the Measurement System
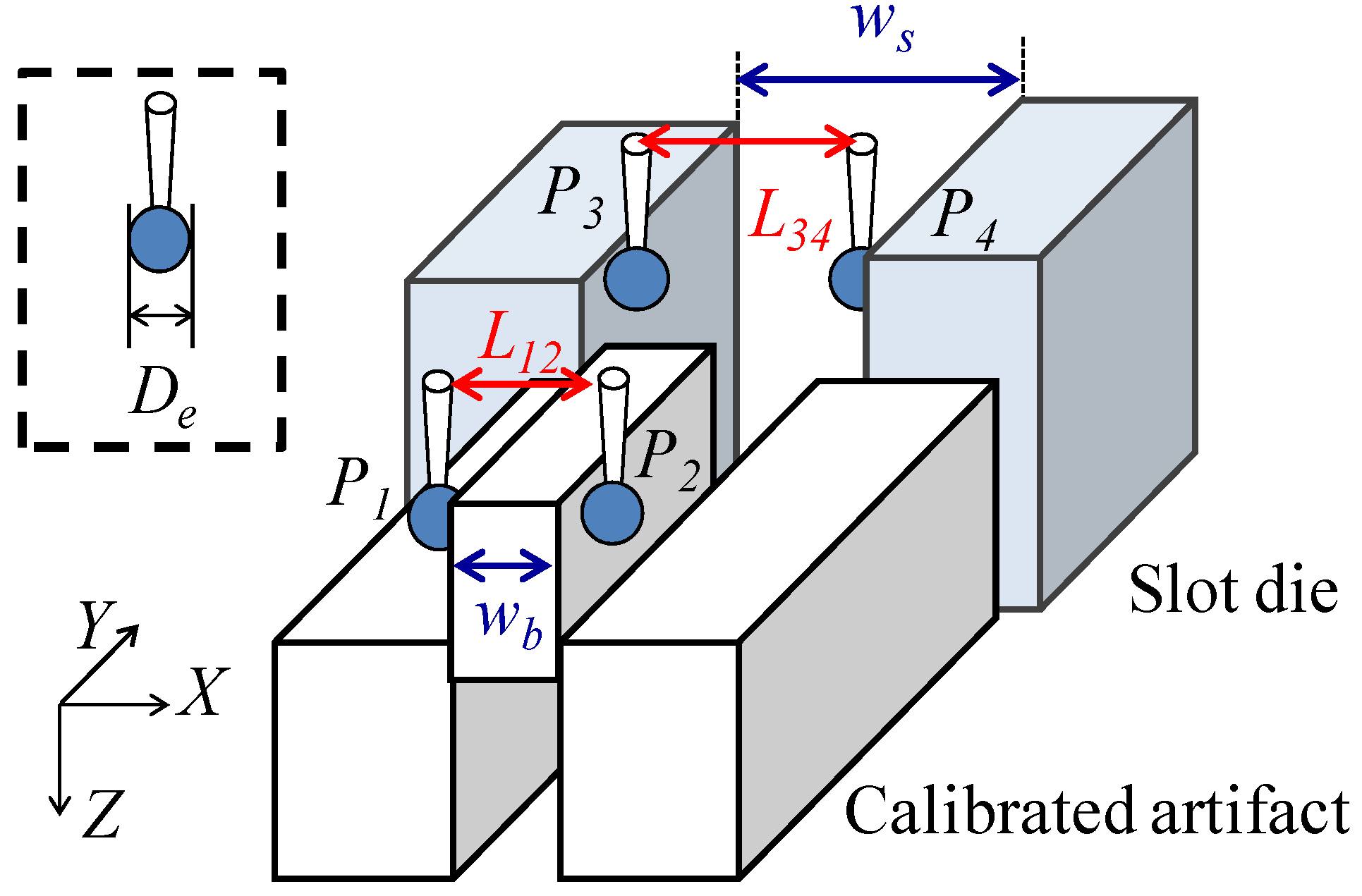
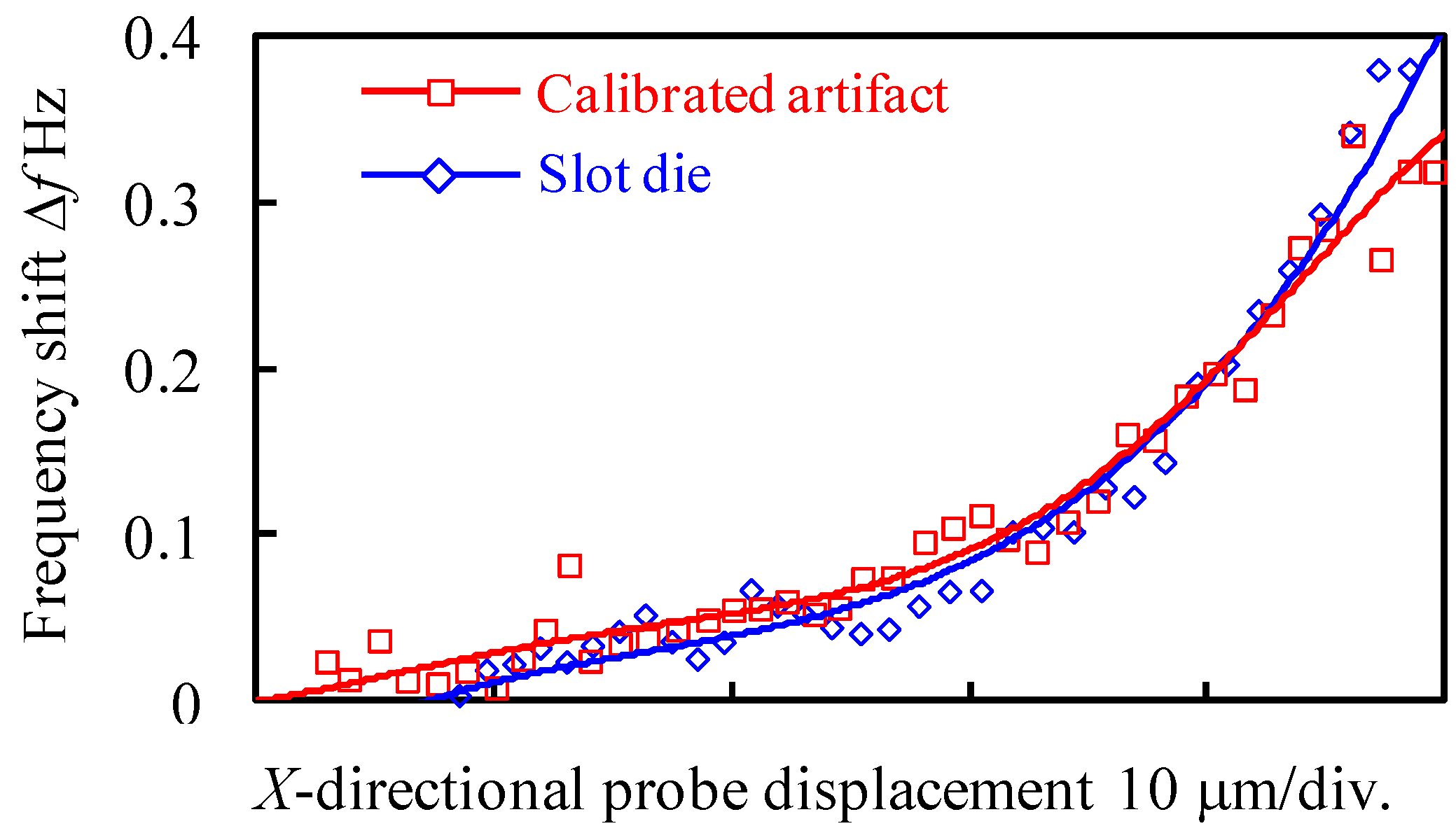
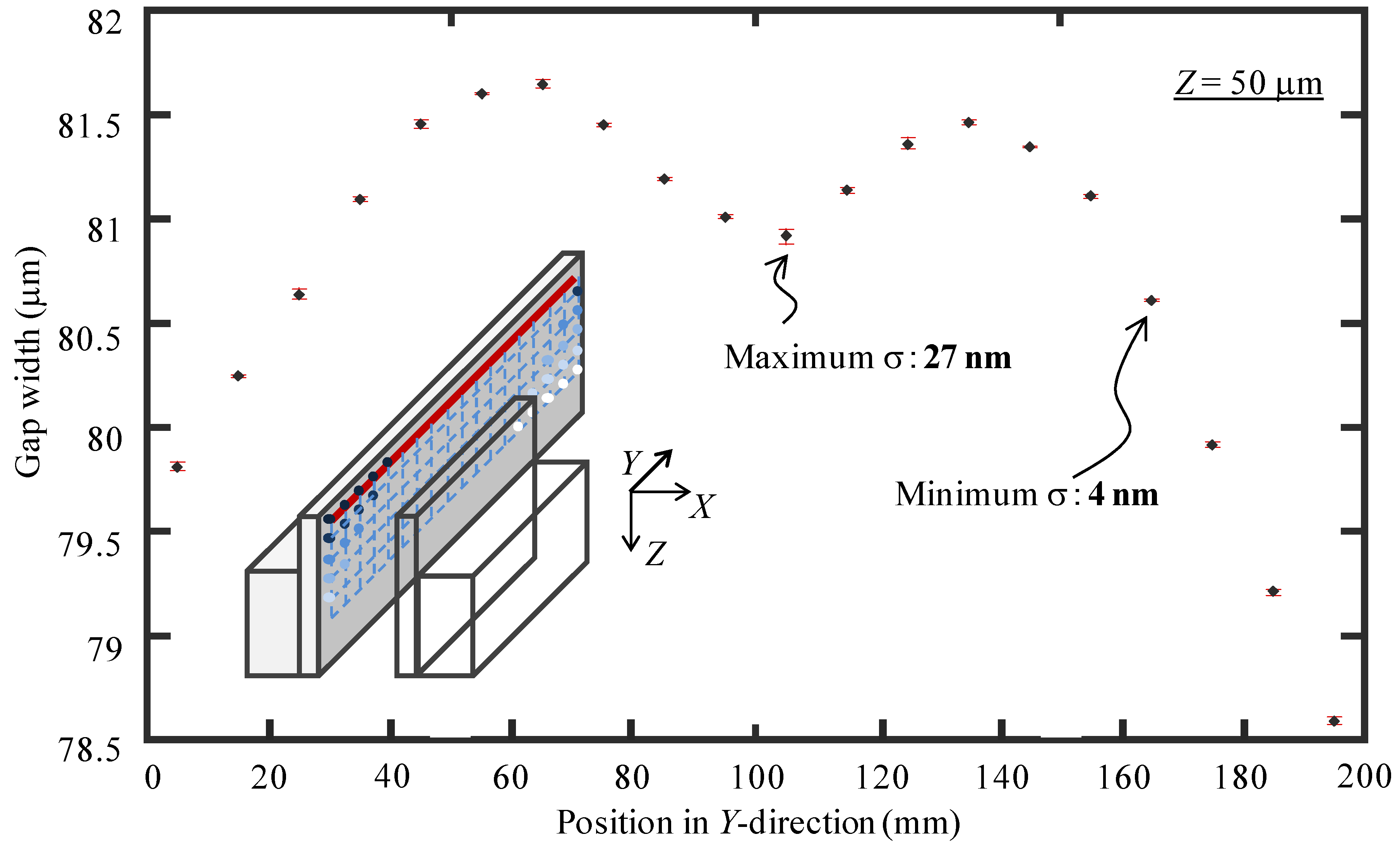
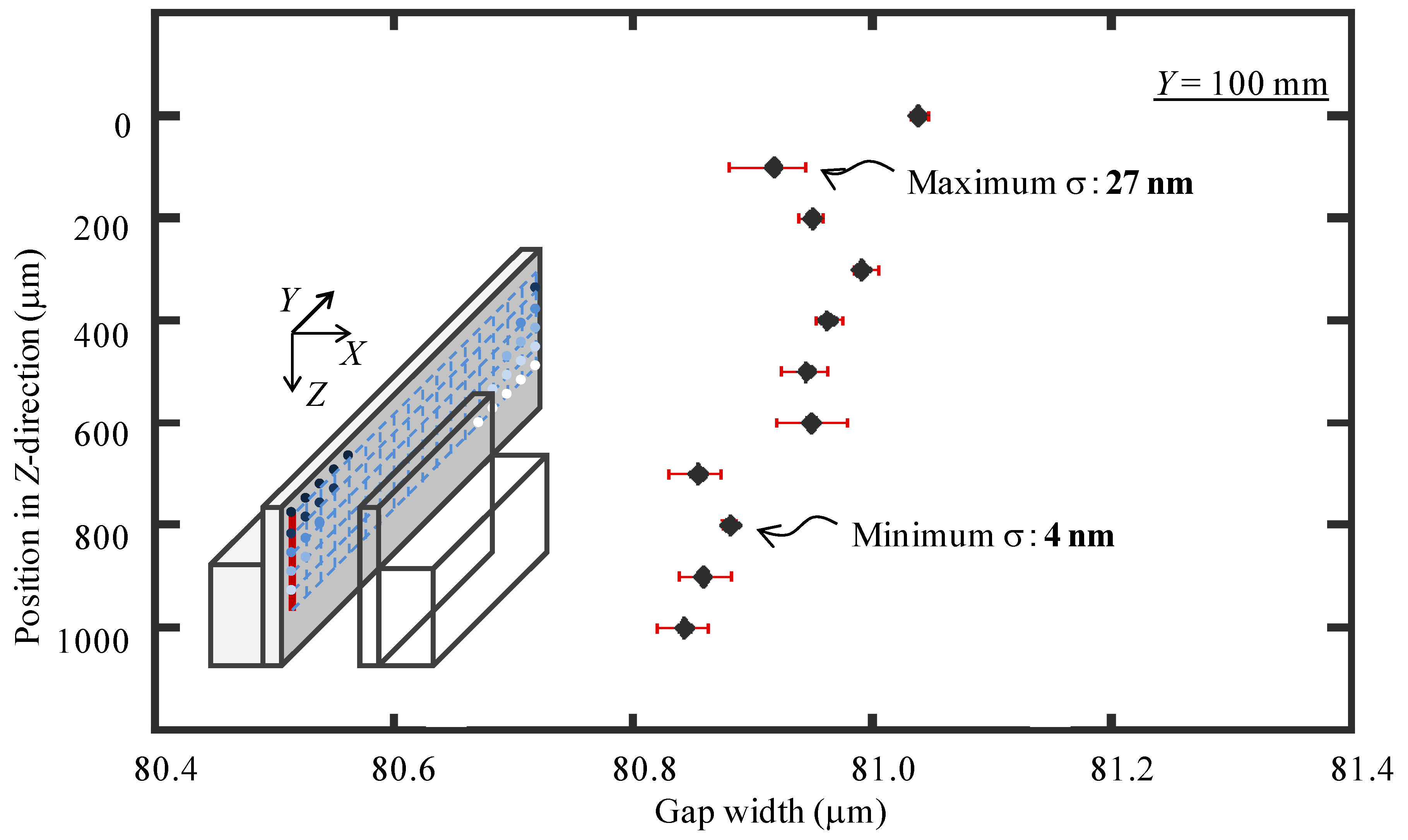
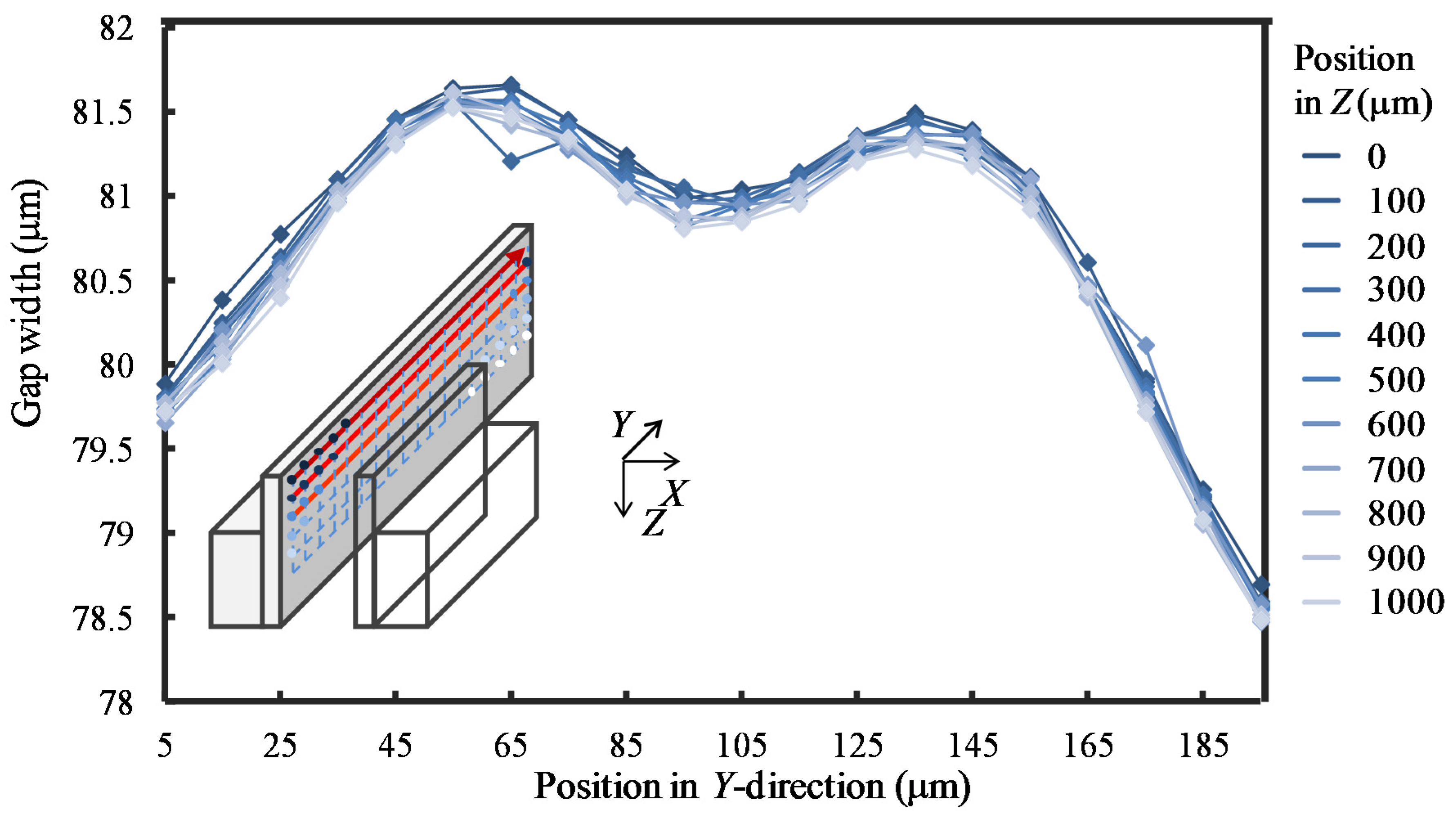
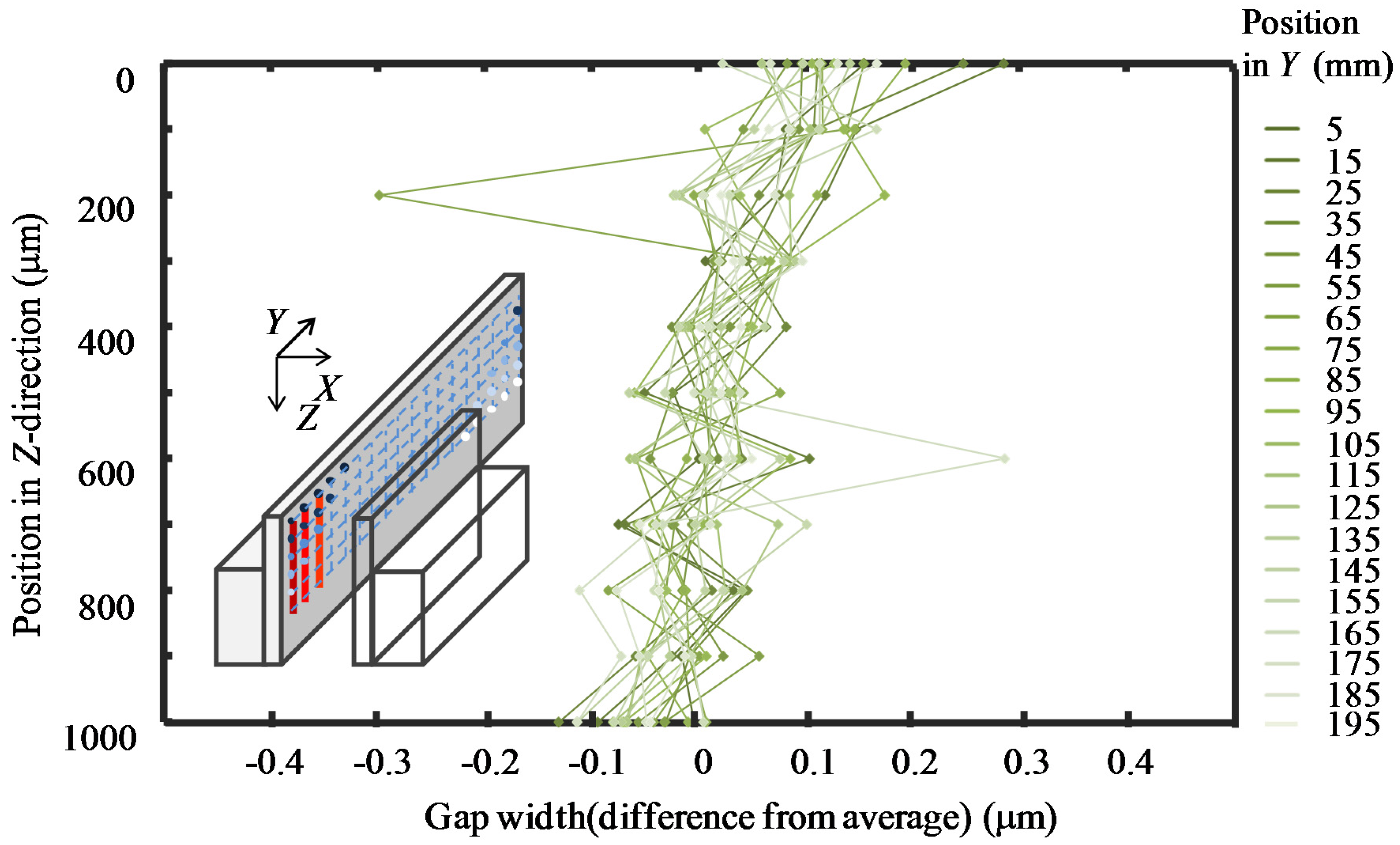
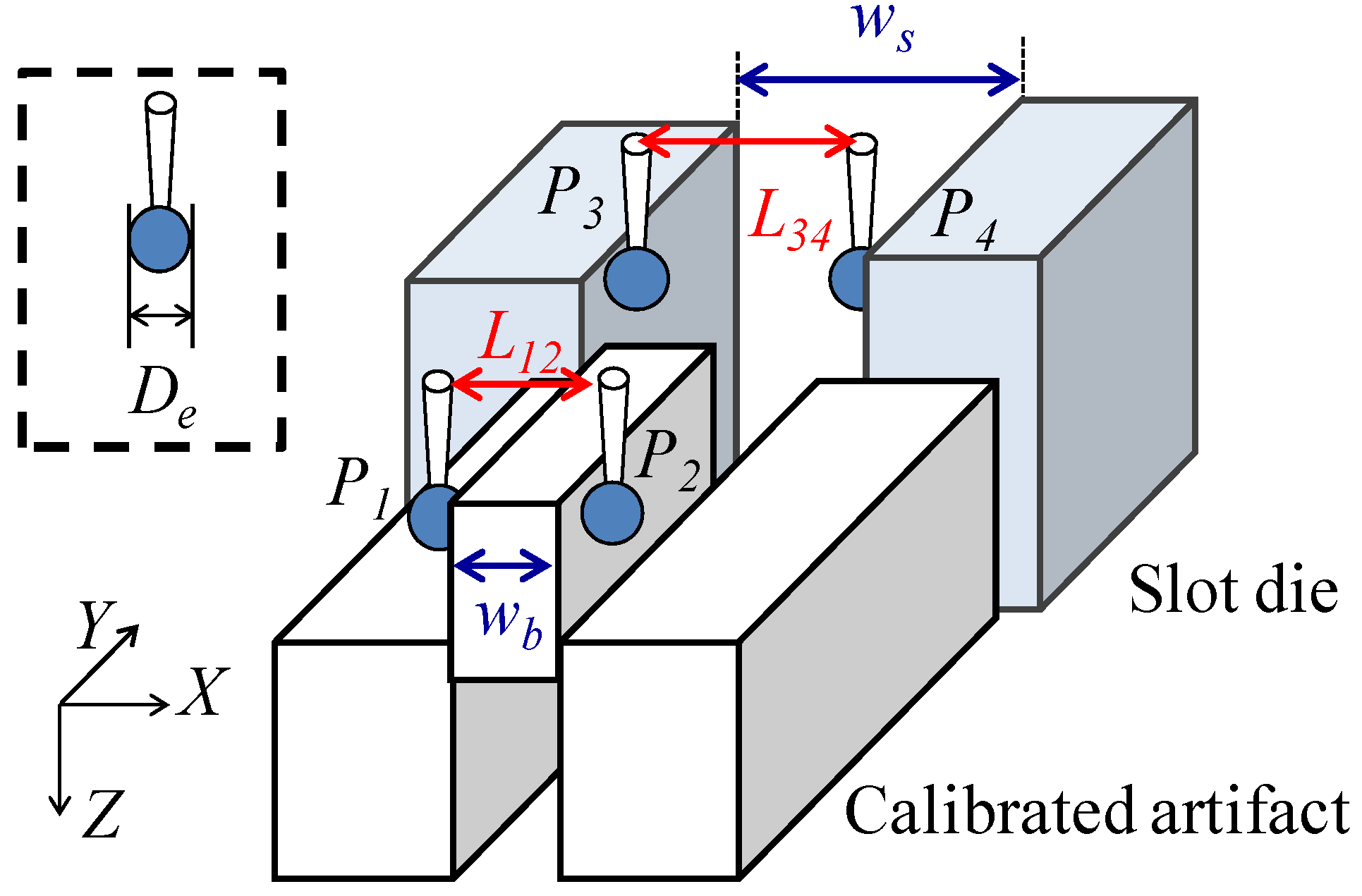
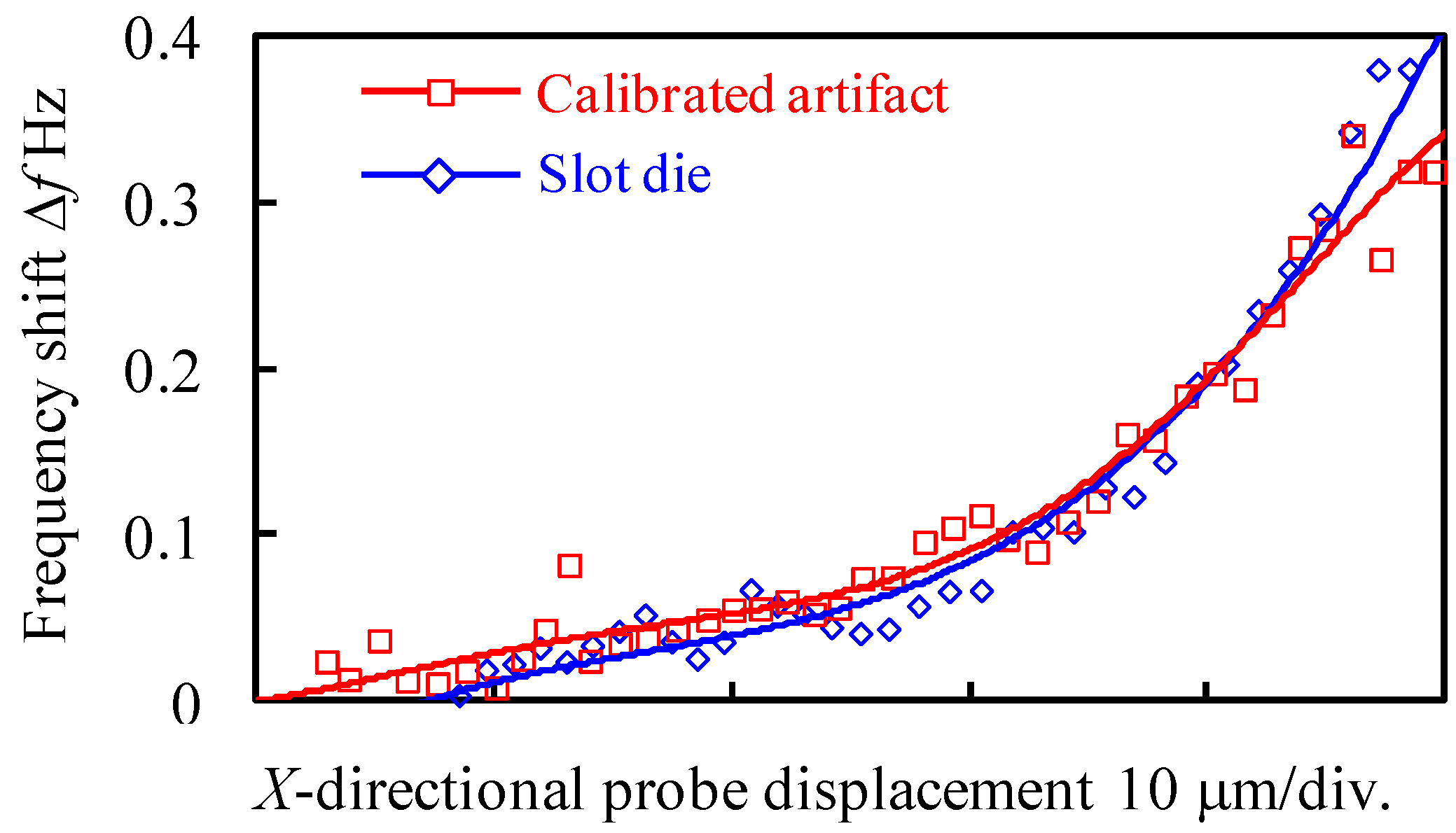
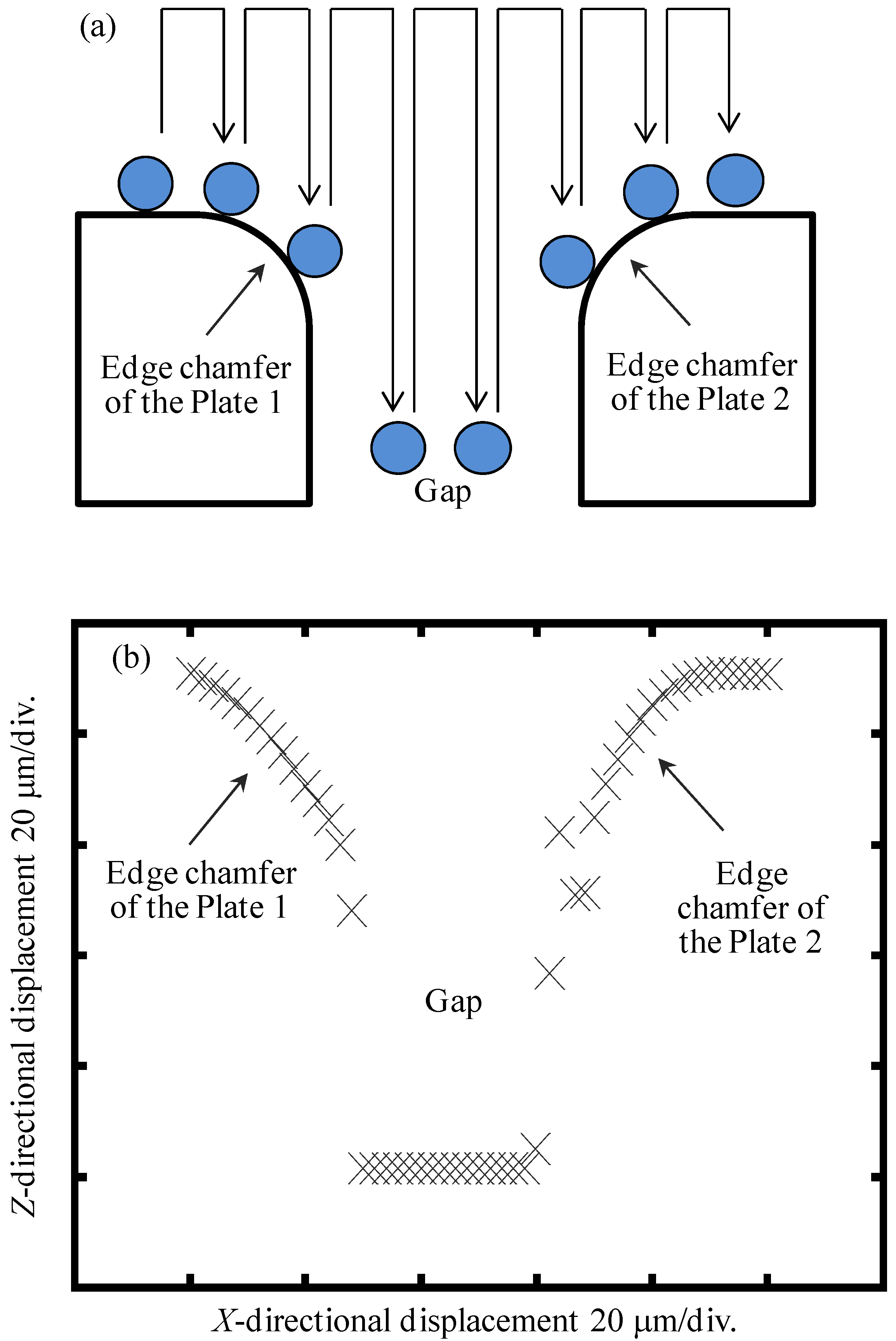
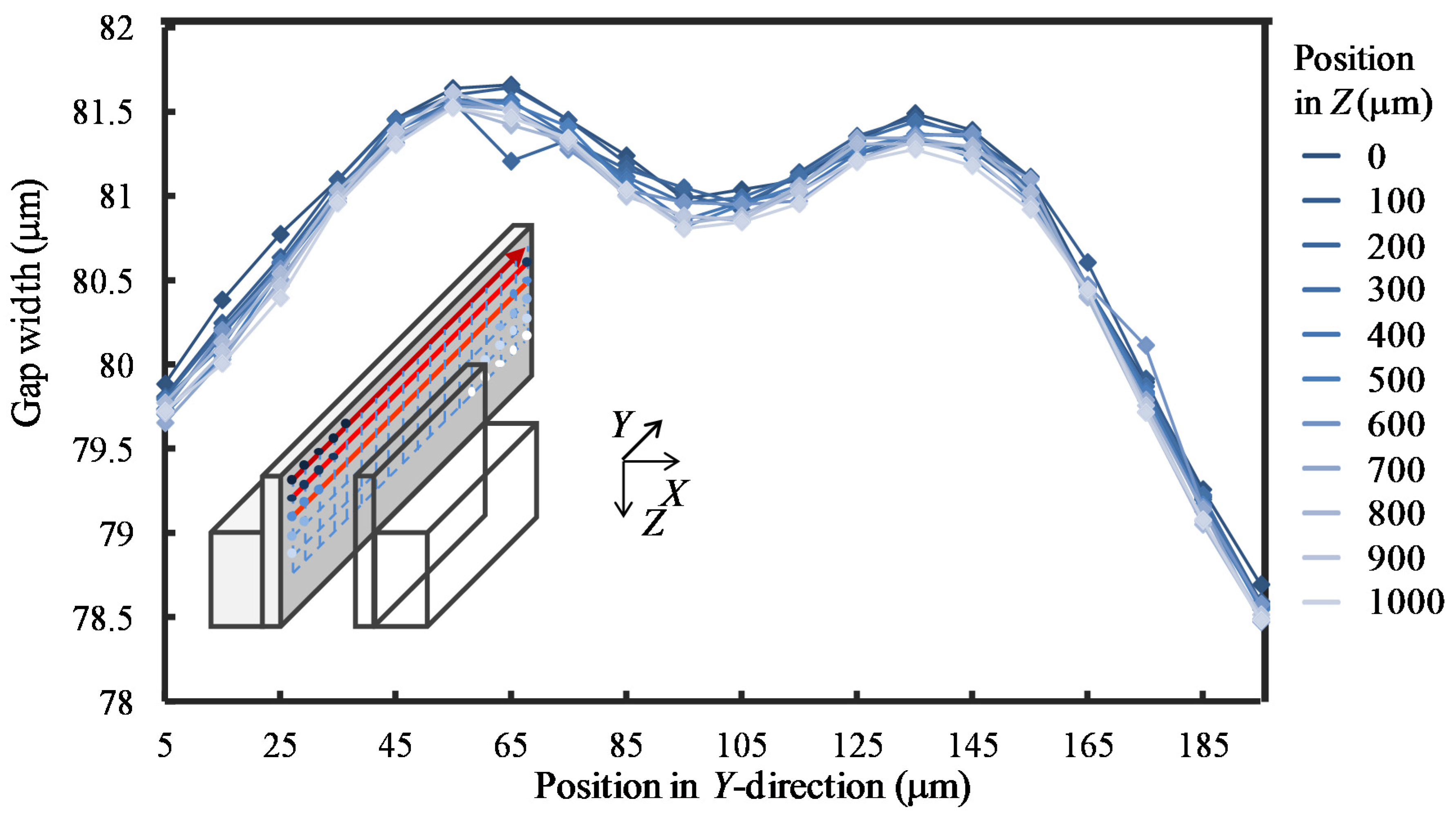
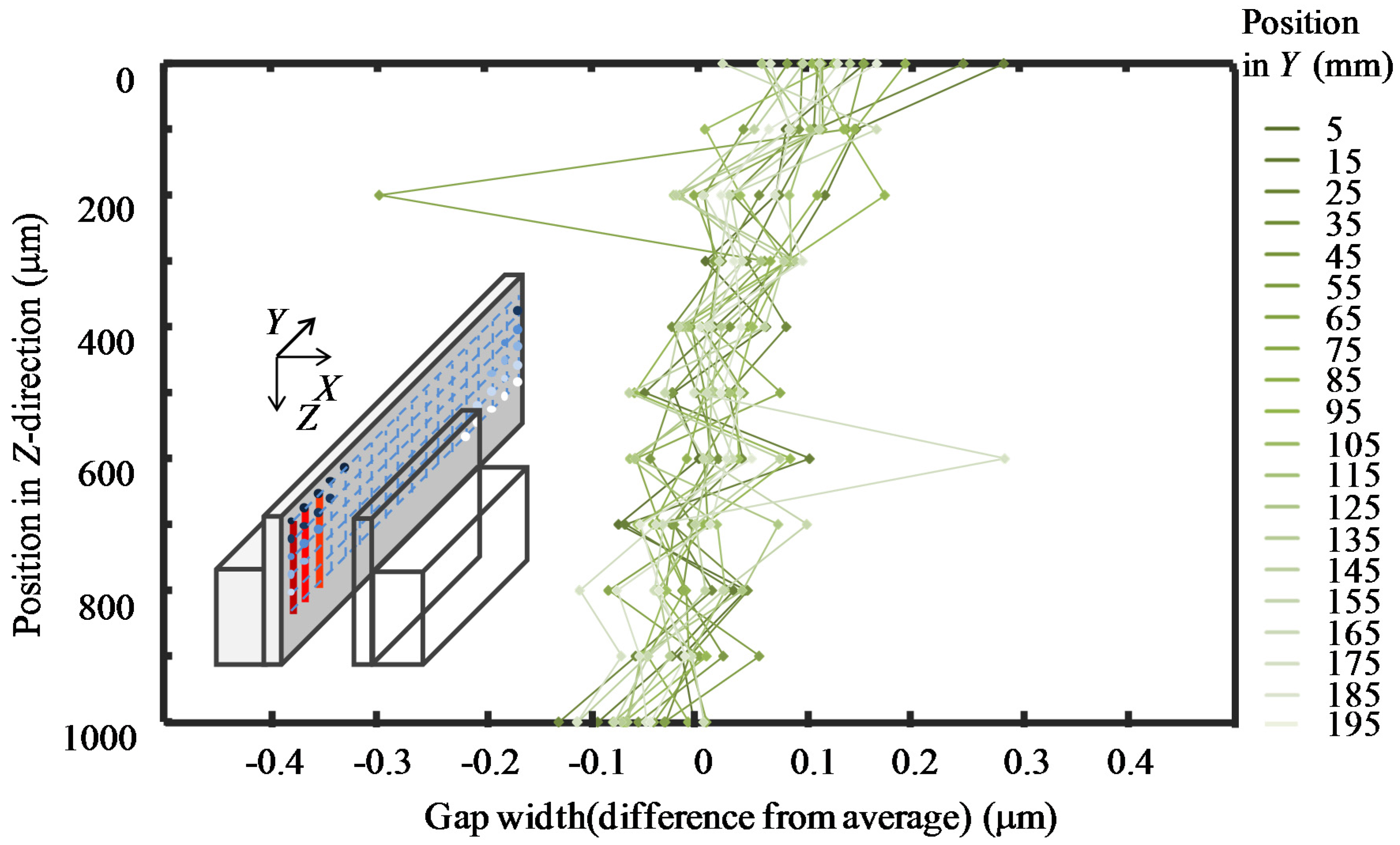
3.2. Experiments of On-Line Qualification and Gap Width Measurement
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Chen, Y.L.; Gao, W.; Ju, B.F.; Shimizu, Y.; Ito, S. A measurement method of cutting tool position for relay fabrication of microstructured surface. Meas. Sci. Technol. 2014, 25, 064018. [Google Scholar] [CrossRef]
- Aziz, M.; Ohnishi, O.; Onikura, H. Novel micro deep drilling using micro long flat drill with ultrasonic vibration. Precis. Eng. 2012, 36, 168–174. [Google Scholar] [CrossRef]
- Hao, T.; Yong, L.; Long, Z.; Baoquan, L. Mechanism design and process control of micro EDM for drilling spray holes of diesel injector nozzles. Precis. Eng. 2013, 37, 213–221. [Google Scholar]
- Goda, J.; Mitsui, K. Development of an integrated apparatus of micro-EDM and micro-CMM. Measurement 2013, 46, 552–562. [Google Scholar] [CrossRef]
- Vala, M.; Homola, J. Flexible method based on four-beam interference lithography for fabrication of large areas of perfectly periodic plasmonic arrays. Opt. Express 2014, 22, 18779–18789. [Google Scholar] [CrossRef] [PubMed]
- Meijer, T.; Beardmore, J.P.; Fabrie, C.G.C.H.M.; Lieshout, J.P.; Notermans, R.P.M.J.W.; Sang, R.T. Structure formation in atom lithography using geometric collimation. Appl. Phys. B 2011, 105, 703–713. [Google Scholar] [CrossRef]
- Chou, S.Y.; Krauss, P.R.; Renstrom, P.J. Nanoimprint lithography. J. Vacuum Sci. Technol. B 1996, 14, 4129–4133. [Google Scholar] [CrossRef]
- Heckele, M.; Schomburg, W.K. Review on micro molding of thermoplastic polymers. J. Micromech. Microeng. 2004, 14, R1–R14. [Google Scholar] [CrossRef]
- Bos, E.J.C. Aspects of tactile probing on the micro scale. Precis. Eng. 2011, 35, 228–240. [Google Scholar] [CrossRef]
- Haitjema, H.; Pri, W.O.; Schellekens, P.H.J. Development of a Silicon-based Nanoprobe System for 3-D Measurements. CIRP Ann. Manuf. Technol. 2001, 50, 365–368. [Google Scholar] [CrossRef]
- Cui, J.; Li, J.; Feng, K.; Tan, T. Three-dimensional fiber probe based on orthogonal micro focal-length collimation for the measurement of micro parts. Opt. Express 2015, 23, 26386–26398. [Google Scholar] [CrossRef] [PubMed]
- Muralikrishnan, V.; Stone, J.; Shakarji, C.; Stoup, J. Performing three-dimensional measurements on micro-scale features using a flexible coordinate measuring machine fiber probe with ellipsoidal tip. Meas. Sci. Technol. 2012, 23, 025002. [Google Scholar] [CrossRef]
- Fan1, K.C.; Fei, Y.T.; Yu, X.F.; Chen, Y.J.; Wang, W.L.; Chen, F.; Liu, Y.S. Development of a low-cost micro-CMM for 3D micro/nano measurements. Meas. Sci. Technol. 2006, 17, 524–532. [Google Scholar] [CrossRef]
- Schwenke, H.; Waldele, F.; Weiskirch, C.; Kunzmann, H. Opto-tactile Sensor for 2D and 3D Measurement of Small Structures on Coordinate Measuring Machines. CIRP Ann. Manuf. Technol. 2001, 50, 361–364. [Google Scholar] [CrossRef]
- Michihata, M.; Hayashi, T.; Adachi, A.; Takaya, Y. Measurement of Probe-stylus Sphere Diameter for Micro-CMM Based on Spectral Fingerprint of Whispering Gallery Modes. CIRP Ann. Manuf. Technol. 2014, 63, 469–472. [Google Scholar] [CrossRef]
- Takaya, Y.; Shimizu, H.; Takahashi, S.; Miyoshi, T. Fundamental study on the new probe technique for the nano-CMM based on the laser trapping and Mirau interferometer. Measurement 1999, 25, 9–18. [Google Scholar] [CrossRef]
- Masuzawa, T.; Harnasaki, Y.; Fujino, M. Vibroscanning Method for Nondestructive easurement of Small Holes. CIRP Ann. Manuf. Technol. 1993, 42, 589–592. [Google Scholar] [CrossRef]
- Kim, B.J.; Masuzawa, T.; Bourouina, T. The vibroscanning method for the measurement of micro-hole profiles. Meas. Sci. Technol. 1999, 10, 697–705. [Google Scholar] [CrossRef]
- Weckenmann, A.; Hoffmann, J.; Schuler, A. Development of a tunnelling current sensor for a long-range nano-positioning device. Meas. Sci. Technol. 2008, 19, 064002. [Google Scholar] [CrossRef]
- Bauza, M.B.; Hocken, R.J.; Smith, S.T.; Woody, S.C. Development of a virtual probe tip with an application to high aspect ratio microscale features. Rev. Sci. Instrum. 2015, 76, 095112. [Google Scholar] [CrossRef]
- Bauza, M.B.; Woody, S.C.; Woody, B.A.; Smith, S.T. Surface profilometry of high aspect ratio features. Wear 2011, 271, 519–522. [Google Scholar] [CrossRef]
- Claverley, J.D.; Leach, R.K. Development of a three-dimensional vibrating tactile probe for miniature CMMs. Precis. Eng. 2013, 37, 491–499. [Google Scholar] [CrossRef]
- Leach, R.K.; Claverley, J.; Giusca, C.; Jones, C.W.; Nimishakavi, L.; Sun, W.; Tedaldi, M.; Yacoot, A. Advances in engineering nanometrology at the National Physical Laboratory. Meas. Sci. Technol. 2012, 23, 074002. [Google Scholar] [CrossRef]
- Murakami, H.; Katsuki, H.; Sajima, T.; Suematsu, T. Study of a vibrating fiber probing system for 3-D micro-structures: Performance improvement. Meas. Sci. Technol. 2014, 25, 094010. [Google Scholar] [CrossRef]
- Murakami, H.; Katsuki, A.; Onikura, H.; Sajima, T.; Kawagoshi, N.; Kondo, E. Development of a System for Measuring Micro Hole Accuracy Using an Optical Fiber Probe. J. Adv. Mech. Des. Syst. Manuf. 2010, 4, 995–1004. [Google Scholar] [CrossRef]
- Ito, S.; Kodama, I.; Gao, G. Development of a probing system for a micro-coordinate measuring machine by utilizing shear-force detection. Meas. Sci. Technol. 2014, 25, 064011. [Google Scholar] [CrossRef]
- Manning, B. The Use of Non-Contact Thin Gap Sensors in Controlling Coater Gap Uniformity; Capacitec, Inc.: Ayer, MA, USA, 2012. [Google Scholar]
- Furukawa, M.; Gao, W.; Shimizu, H.; Kiyono, S.; Yasutake, M.; Takahashi, K. Slit width measurement of a long precision slot die. J. Jpn. Soc. Precis. Eng. 2003, 69, 1013–1017. [Google Scholar] [CrossRef]
- Claverley, J.D.; Leach, R.K. A review of the existing performance verification infrastructure for micro-CMMs. Precis. Eng. 2015, 39, 1–15. [Google Scholar] [CrossRef]
- Muralikrishnan, B.; Stone, J.A.; Stoup, J.R. Fiber deflection probe for small hole metrology. Precis. Eng. 2006, 30, 154–164. [Google Scholar] [CrossRef]
- Thermo Scientific. Available online: http://www.thermoscientific.com/en/product/ (accessed on 5 May 2016).
- Ito, S.; Chen, Y.L.; Shimizu, Y.; Kikuchi, H.; Gao, W.; Takahashi, K.; Kanayama, T.; Arakawa, K.; Hayashi, A. Uncertainty analysis of slot die coater gap width measurement by using a shear mode micro-probing system. Precis. Eng. 2016, 43, 525–529. [Google Scholar] [CrossRef]
- Working Group 1 of the Joint Committee for Guides in Metrology (JCGM/WG1). JCGM 100. In Evaluation of Measurement Data—Guide to the Expression of Uncertainty in Measurement (GUM); Bureau International des Poids et Mesures: Paris, France, 2008. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| θy_X-PZT | θz_X-PZT | θy_X-Servo | θz_X-Servo | θx_Z-Servo |
| 7.5 mrad | 2.8 mrad | 14.0 mrad | 3.6 mrad | 5.7 mrad |
| θy_Z-Servo | θSlotdie | θGauge-block | θy_mirror | θz_mirror |
| 14.1 mrad | 0.03 mrad | 0.07 mrad | 6.8 mrad | 0.34 mrad |
| Stage | Axis | Stroke | Tilting Error |
|---|---|---|---|
| Y-linear slide | Rolling | 300 mm | 8.10 mrad |
| Yawing | 12.31 mrad | ||
| Z-servo motor | Rolling | 1 mm | 22.59 mrad |
| Pitching | 73.40 mrad |
| Uncertainty sources | Symbol | Value | Coverage Factor | Standard Uncertainty |
|---|---|---|---|---|
| Uncertainty in wS | uws | - | - | 10.5 |
| Cosine error by the alignment of the gauge block and the probing axis | ucos_slotdie | 2.6 | 1.7 | |
| Cosine error by the alignment of the interferometer axis and the probing axis | ucos_laser | 0.6 | 0.3 | |
| Abbe error of the X-PZT stage | upzt_abbe | 5.27 | 3.0 | |
| Resolution of the interferometer | ulaser_resolution | 0.79 | 0.5 | |
| Linearity error of the interferometer | ulaser_linearity | 5.0 | 2.9 | |
| Thermal drift by temperature change | uThermal_drift | 7.0 | 4.0 | |
| Repeatability of L34 | urep_L34 | 14.8 | 8.5 | |
| Uncertainty in De | uDe | - | - | 26.4 |
| Cosine error by the alignment of the gauge block and the probing axis | ucos_gauge | 11.0 | 6.4 | |
| Cosine error by the alignment of the interferometer axis and the probing axis | ucos_laser | 3.58 | 2.1 | |
| Abbe error of the X-PZT stage | upzt_abbe | 5.27 | 3.0 | |
| Abbe error of the X-servo stage | uservo_abbe | 41.5 | 24.0 | |
| Resolution of the interferometer | ulaser_resolution | 0.79 | 0.5 | |
| Linearity error of the interferometer | ulaser_linearity | 5.0 | 2.9 | |
| Thermal drift by temperature change | uThermal_drift | 7.0 | 4.0 | |
| Repeatability of L12 | urep_L12 | 11.5 | 6.6 | |
| Uncertainty in wb | uwb | - | - | 17.3 |
| Length tolerance(Calibrated gauge block) | utol_calibrate | 20.0 | 17.3 | |
| Uncertainty in Ds | us | - | - | 1.2 |
| Uncertainty due to water layer | uwater | 2.0 | 1.2 | |
| Expanded uncertainty (with a coverage factor k = 2) | U | - | - | 66.6 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ito, S.; Kikuchi, H.; Chen, Y.; Shimizu, Y.; Gao, W.; Takahashi, K.; Kanayama, T.; Arakawa, K.; Hayashi, A. A Micro-Coordinate Measurement Machine (CMM) for Large-Scale Dimensional Measurement of Micro-Slits. Appl. Sci. 2016, 6, 156. https://doi.org/10.3390/app6050156
Ito S, Kikuchi H, Chen Y, Shimizu Y, Gao W, Takahashi K, Kanayama T, Arakawa K, Hayashi A. A Micro-Coordinate Measurement Machine (CMM) for Large-Scale Dimensional Measurement of Micro-Slits. Applied Sciences. 2016; 6(5):156. https://doi.org/10.3390/app6050156
Chicago/Turabian StyleIto, So, Hirotaka Kikuchi, Yuanliu Chen, Yuki Shimizu, Wei Gao, Kazuhiko Takahashi, Toshihiko Kanayama, Kunmei Arakawa, and Atsushi Hayashi. 2016. "A Micro-Coordinate Measurement Machine (CMM) for Large-Scale Dimensional Measurement of Micro-Slits" Applied Sciences 6, no. 5: 156. https://doi.org/10.3390/app6050156
APA StyleIto, S., Kikuchi, H., Chen, Y., Shimizu, Y., Gao, W., Takahashi, K., Kanayama, T., Arakawa, K., & Hayashi, A. (2016). A Micro-Coordinate Measurement Machine (CMM) for Large-Scale Dimensional Measurement of Micro-Slits. Applied Sciences, 6(5), 156. https://doi.org/10.3390/app6050156