Abstract
REOB (Recycled Engine Oil Bottom) rejuvenated asphalt can solve the problems of environmental pollution and resource waste. In order to improve the performance of REOB rejuvenated asphalt, an SBS modifier was applied. An orthogonal test was carried out to optimize the preparation scheme of SBS/REOB-modified rejuvenated asphalt, and the physical rheological properties and microscopic mechanisms of modified rejuvenated asphalt with different SBS and REOB dosages were studied. The test results show that the optimal mixture of the SBS/REOB-modified and rejuvenated asphalt is 9% REOB + 4.5% SBS, the optimal shear time is 40 min, and the shear rate is 5000 r/min. SBS modification of the REOB rejuvenated asphalt can obtain the same excellent high temperature performance as ordinary SBS-modified asphalt, and the modification process can greatly improve the high-temperature deformation resistance of rejuvenated asphalt. After SBS modification of the REOB rejuvenated asphalt, its S value is significantly lower than the base asphalt and the REOB rejuvenated asphalt, and its m value is also greatly improved compared with the base asphalt and the REOB rejuvenated asphalt, indicating that the low-temperature performance of the modified rejuvenated asphalt is greatly improved compared with the rejuvenated asphalt and is better than the base asphalt. The fluorescence microscopic test revealed that both the modified rejuvenated asphalt and the SBS-modified new asphalt prepared in the laboratory showed a continuous asphalt phase, and the SBS phase of the modified rejuvenated asphalt could basically reach the level of finished modified asphalt.
1. Introduction
At present, China’s asphalt pavement has entered a period of large-scale maintenance, producing 30 million tons of rejuvenated asphalt pavement (RAP) every year, and the number is still rising year on year, with a high utilization value. In addition, with the sharp increase in motor vehicles, ships, aircraft, trains, and other means of transportation, as well as various large machinery, China’s transportation industry alone will produce 25 to 30 million tons of waste oil every year [1]. In total, 70–80% of the waste oil can be recycled through ultrafiltration, centrifugation, molecular distillation, flocculation treatment, and solvent refining [2]. The remaining 20–30%, due to the large amount of impurities mixed in, cannot be effectively recycled and becomes waste Recycled Engine Oil Bottom (REOB). REOB is used as the regenerating agent for aging asphalt [3]. Ackbarali et al. [4] conducted a comparative study on the mixture properties of REOB rejuvenated asphalt and ordinary emulsified asphalt and found that the road performance of the former was better. Li et al. [5] studied the anti-aging performance of REOB rejuvenated asphalt pavement through accelerated road loading tests and found that the REOB rejuvenated asphalt pavement had the advantage of short-term anti-aging performance, but the long-term effect was slightly worse. Previous studies have confirmed that REOB can improve the temperature sensitivity, viscoelasticity, and rutting resistance of aging asphalt, but the improvement effect on low-temperature crack resistance and fatigue performance is poor, and the rejuvenated asphalt cannot usually recover the performance level of new matrix asphalt. Therefore, in order to further optimize the performance of asphalt, the composite modification of aging asphalt can be considered to solve the problems of poor or insufficient improvement of asphalt performance with a single modifier.
At present, there is no research into the modification of REOB rejuvenated asphalt. The most widely used asphalt modifier is a styrene–butadiene–styrene triblock copolymer (SBS), which is characterized by high elasticity, no softening at high temperature, and no brittleness at low temperature. Yan and Zheng [6] found that the construction workability and thermal storage stability of stabilized rubber powder modified asphalt with an SBS modifier were greatly improved compared with that of modified asphalt with a single rubber modifier. At the same time, the high- and low-temperature performance of stabilized rubber powder modified asphalt was also enhanced. Xiang [7] believes that two modifiers in the composite modified asphalt at the same time will change the proportion of components in the asphalt, so as to improve the basic performance of the asphalt. Therefore, SBS-modified asphalt not only has good high- and low-temperature performance, but also has good elastic recovery performance and fatigue resistance.
Based on this, combined with the advantages of an SBS modifier, this study proposed SBS/REOB-modified rejuvenated asphalt technology, determined the optimal dosage of SBS/REOB-modified rejuvenated asphalt, and studied its rheological properties under the optimal dosage. On the basis of making full use of waste REOB, the improvement effect of SBS on asphalt was introduced, so as to greatly improve the road performance of reclaimed asphalt and reduce the cost of reclaimed asphalt technology, which has important social and economic benefits and engineering application value.
2. Test Materials
2.1. Base Asphalt
In this paper, 70# grade A road petroleum asphalt, produced by Shandong Jingbo Petrochemical Co., Ltd., was selected as the raw material for preparing SBS/REOB-modified rejuvenated asphalt after aging in the laboratory. According to the Requirements of Highway Engineering Asphalt and Asphalt Mixture Test Specification (JTG E20-2019) [8], the performance of the original matrix asphalt was determined, as shown in Table 1.

Table 1.
Performance indexes of 70# base asphalt.
2.2. Recycled Engine Oil Bottom (REOB)
The waste oil residue (REOB) used in this test came from a qualified waste oil treatment plant in Shandong. Its main process is waste oil filtration–membrane distillation–sugar aldehyde refining–clay process. Two representative REOBs from different sources of factory machinery and vehicles were selected, namely R-1 and R-2, as shown in Figure 1 and Table 2.
Figure 1.
Comparison of the two REOB types.
Table 2.
Comparison of REOB basic performance.
2.3. SBS Modifier
The modifier adopted was thermoplastic styrene butadiene rubber SBS1401 (YH-792) produced by Yueyang Baling Petrochemical, which can improve the high- and low-temperature performance of asphalt. The specific performance indexes of the material are shown in Table 3.
Table 3.
Physical properties of SBS1401 (YH-792).
2.4. Stabilizer
In order to improve the stability and prevent the internal phase separation of SBS-modified asphalt, a certain amount of sulfur stabilizer was added to the preparation process of the SBS/REOB-modified rejuvenated asphalt. The main technical indexes of the sulfur stabilizer selected in this paper are shown in Table 4.
Table 4.
Technical specifications of sulfur stabilizer.
3. Test Method
3.1. SBS/REOB-Modified Rejuvenated Asphalt Sample Preparation
Simulated Aging Test of Base Asphalt
In this paper, the aging method of heating in a laboratory oven was adopted [9], which proceeded as follows: A certain amount of base asphalt was spread on a porcelain plate, and the shallow porcelain plate containing the base asphalt was put into an oven at 160 °C. The asphalt in the porcelain plate was heated for 48 h in the oven, and the base asphalt was stirred every two hours to prevent the asphalt surface from curing and forming layers, which affects the aging degree of the base asphalt.
Preparation of SBS/REOB-Modified Rejuvenated Asphalt
- (1)
- REOB rejuvenated asphalt.
- (a)
- We heated and melted the aging matrix asphalt in an oven at 150 °C ± 2 °C until it was in a flowing state. The REOB was placed in the oven at 60 °C for 20 min (to avoid the influence of the instantaneous large temperature difference when pouring asphalt).
- (b)
- According to the test plan, the REOB of the corresponding proportion in the test design was added to the hot aging asphalt, and the glass rod was continuously stirred for 5 min during the process to ensure the material was fully mixed with the asphalt.
- (c)
- We stirred at a temperature of 150 °C and a speed of 2500 r/min for 15 min.
- (d)
- Then, we stirred at 4000 r/min for 40 min and at 1000 r/min for 10 min at low speed to remove bubbles.
- (2)
- SBS-modified asphalt.
- (a)
- The aging matrix asphalt was heated in an oven at 150 °C ± 2 °C until flowing.
- (b)
- We adjusted the speed of the shear machine to 3000 r/min and added SBS or SBS and the stabilizer, successively, within 5 min. Due to the heat release in the process of adding SBS and since the temperature in the process of adding modifier is not easy to control, the next step was to control the shear temperature at 190 °C.
- (c)
- We sheared at a speed of 4500 r/min for 50 min and stirred at a speed of 1000 r/min for 10 min to remove bubbles. (d) Then, we left it to swell and develop at 160 °C for 1 h.
- (d)
- Then, we left it to swell and develop at 160 °C for 1 h.
- (3)
- SBS/REOB-modified rejuvenated asphalt.
The preparation process for composite modified asphalt changed the shear time and shear rate in (c) of (2) SBS-modified asphalt, according to the test plan, and added the following three steps between a and b of (2) SBS-modified asphalt (Figure 2):
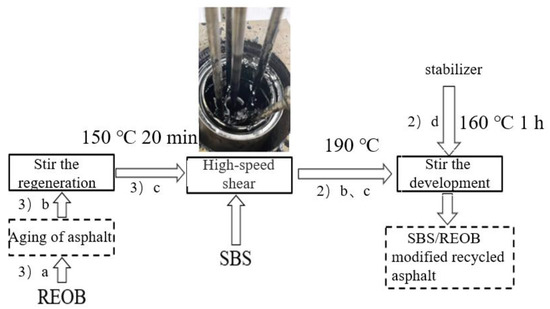
Figure 2.
Preparation process of SBS/REOB-modified rejuvenated asphalt.
- (a)
- EOB was placed in an oven at 60 °C for 20 min.
- (b)
- REOB was first added into the hot aging asphalt, and the glass rod was continuously stirred for 5 min during the process to ensure the material was fully mixed with the asphalt.
- (c)
- REOB was initially dispersed into the asphalt at a temperature of 150 °C and a stirring speed of 2500 r/min for 20 min.
3.2. SBS/REOB-Modified Rejuvenated Asphalt Orthogonal Test Design
There are many factors that affect the performance of modified rejuvenated asphalt. In order to determine the best preparation scheme, an orthogonal test of L9 (34) with four factors and three levels was designed based on SBS dosage, REOB dosage, shear time, and shear rate, as shown in Table 5. Nine groups of SBS/REOB-modified rejuvenated asphalt were prepared, and their three major indexes and elastic recovery characteristics were tested. The range analysis method was used for data analysis [10], so as to obtain the optimal process combination with all indexes as accurately as possible. The orthogonal experimental design is shown in Table 6.
Table 5.
Factor level table.
Table 6.
Orthogonal design scheme.
3.3. Rheological and Microscopic Tests of SBS/REOB-Modified Rejuvenated Asphalt
3.3.1. Rheological Test
A dynamic shear rheological test (DSR) and a low-temperature bending beam rheological test (BBR) were conducted on the 70# base asphalt and REOB rejuvenated asphalt and the SBS-modified asphalt and SBS/REOB-modified rejuvenated asphalt, respectively, with the optimal mixing amount, as shown in Table 7, to conduct a comparative study and evaluate the high- and low-temperature rheological properties of SBS/REOB-modified rejuvenated asphalt.
Table 7.
Test scheme of asphalt rheological properties.
3.3.2. Fluorescence Microscopic Test
We prepared cover slides and slides for the test. After the test asphalt was heated and melted to the flowing state, we dipped toothpicks and other thin rods into the hot asphalt, dropped a drop onto the slide, covered the slide slowly from one end to prevent bubbles, and then put it in the oven to bake for about three minutes.
4. Results and Analysis
4.1. Orthogonal Test
The orthogonal test results are shown in Table 8.
Table 8.
Orthogonal test results.
The analysis of the orthogonal test results is shown in Table 9, where Ki represents the sum of the corresponding experimental results when the level number in any column was i, i = 1, 2, 3; represents the arithmetic mean of the results obtained at factor level i, i = 1, 2, 3; and R represents the range of the test results. The range calculation results are shown in Table 9.
Table 9.
Range calculation table.
The influence factors of the change in each factor level on the results are reflected by the range. The larger the range, the more obvious the influence of this factor on the results within the scope of the test. The degree of penetration represents the degree of softness and hardness of asphalt, but also reflects the relative viscosity of the asphalt under certain conditions; the smaller the value is, the harder the asphalt, the better the viscosity, and vice versa. It can be seen from the results of the needle penetration range that SBS content was the main factor affecting the viscosity of the composite modified asphalt [11]. In order to obtain SBS/REOB-modified rejuvenated asphalt with better viscosity, scheme A3B3C3D3 should be selected; that is, the optimal dosage of REOB and SBS was 7% and 4.5%.
The softening point is an index to measure the conditional viscosity of asphalt, which can be used to characterize the high-temperature stability of modified rejuvenated asphalt. The range of the softening point was RB > RA > RD > RC; that is, SBS content had the most obvious influence on the high-temperature stability of the modified rejuvenated asphalt. If only considering the thermal stability of the material, the optimal scheme was A3B3C1D1. The 5 °C ductility represents the low-temperature performance of asphalt. From the perspective of focusing on the low-temperature cracking resistance of asphalt products, the optimal preparation scheme was A2B3C1D2, and the optimal one based on the elastic recovery rate index was A2B2C1D3.
According to the above results and analysis, SBS content was the most important factor affecting the performance of asphalt samples, followed by REOB content, which had the greatest influence on the index of penetration. The shear time and shear rate mainly affected the elastic recovery performance of materials and had the least influence on the softening point index. Taking the shear time as an example, the softening point change value was only 0.13 °C when the horizontal change was made. Overall, in order to obtain high-temperature stability, low-temperature performance, elastic recovery performance, and the viscosity of modified rejuvenated asphalt, the optimal schemes were A2B3C1D3 and A3B3C1D3; that is, “9% REOB, 4.5% SBS, and 5000 r/min for 40 min” and “7% REOB, 4.5% SBS, and 5000 r/min for 40 min”. The two schemes A2B3C1D3 and A3B3C1D3 had the advantage in low-temperature performance and high-temperature performance, respectively. Since this modified regenerative process was aimed at improving the low-temperature performance of REOB rejuvenated asphalt, the 4.5% SBS + 9% REOB ratio was selected for the subsequent test to prepare modified regenerative asphalt.
4.2. Dynamic Shear Rheological Test
4.2.1. Temperature Characteristics
Complex Modulus and Phase Angle
Figure 3 shows that the G* of 4.5% SBS + base asphalt was slightly lower than that of ordinary SBS, and the G* values of the two gradually tended to be the same after 70 °C. In addition, the δ values of the two were also close to the changing trend, indicating that the quality of asphalt samples prepared in the laboratory was slightly worse than that of ordinary SBS-modified asphalt purchased in the market. However, from another point of view, it was also verified that the preparation of modified asphalt under this condition was feasible.
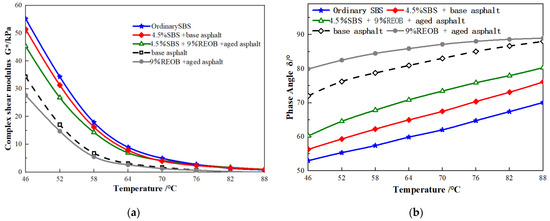
Figure 3.
(a) Variation of G* with temperature; (b) Variation of δ with temperature.
As can be seen from Figure 3a, the G* value decreased regularly with the increase in temperature, and the decreasing rate decreased accordingly. In the temperature range from 46 °C to 70 °C, the G* value of the five asphalts in descending order was as follows: ordinary SBS >4.5% SBS + base asphalt > 4.5% SBS + 9% REOB + aged asphalt > base asphalt >9% REOB + aged asphalt. Compared with conventional asphalt and reclaimed asphalt, the G* value of 9% REOB + aged asphalt was lower than that of the base asphalt. However, the G* value of the 4.5% SBS + 9% REOB + aged asphalt modified rejuvenated asphalt after modification was significantly increased, indicating the stable cross-linking network structure formed between SBS and asphalt; therefore, it had better deformation resistance. When the test temperature exceeded 64 °C, the G* of base asphalt was about 9% REOB + aged asphalt, and when the test temperature exceeded 82 °C, the G* of 4.5% SBS + 9% REOB + aged asphalt decreased to the same level as the base asphalt. The results show that the SBS/REOB-modified asphalt had a high deformation resistance at high temperature and good temperature sensitivity.
Figure 3b shows that the δ values rose with the increase in temperature, but the increase in δ was different for different asphalts. The δ temperature curves of different asphalts in Figure 3b show that the phase angle of 9% REOB + aged asphalt was at a high level after 46 °C, indicating that the viscous component played a major role in the asphalts after 46 °C, while the δ of 4.5% SBS + 9% REOB + aged asphalt was almost at the level of 9% REOB + aged asphalt from 52 °C to 88 °C. In addition, its growth rate was similar to the modified new asphalt 4.5% SBS + base asphalt and ordinary SBS, indicating that the SBS modification of the REOB rejuvenated asphalt obtained the same excellent high-temperature performance as the ordinary SBS-modified asphalt.
Rutting Factor and Critical Temperature
The rutting factor (G*/sinδ)-temperature curve in Figure 4 was used to compare the difference in the high-temperature rutting resistance of REOB rejuvenated asphalt before and after SBS modification.
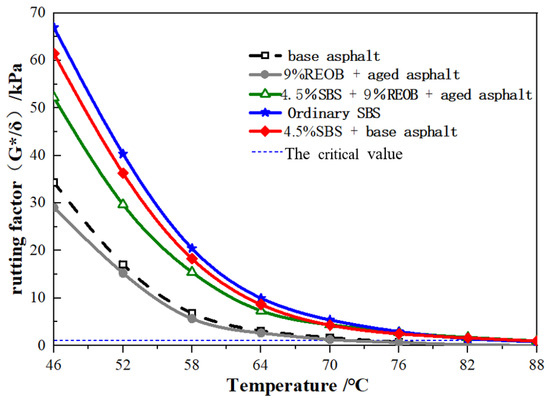
Figure 4.
Rutting factor (G*/sinδ)—temperature curve.
The rutting factor G*/sinδ was determined by the complex modulus G* and phase angle δ; therefore, it accurately reflected the high-temperature performance of asphalt. The variation laws of rutting factor G*/sinδ and complex modulus G* are similar: G*/sinδ decreased with the increase in temperature and REOB content. The higher the aging degree of the asphalt, the better its rutting resistance; namely, the aging matrix asphalt G*/sinδ value was larger than the original asphalt [11]. Figure 4 shows that the rutting factor of the REOB rejuvenated asphalt was slightly lower than the 70# base asphalt, but when the temperature was higher than 58 °C, the rutting factors of the two were basically the same, indicating that using REOB as a regenerator improved the rheological properties of the aging asphalt but reduced its rutting resistance, and the rutting resistance of the rejuvenated asphalt was basically the same as that of the base asphalt at a certain temperature. The rutting resistance of the modified rejuvenated asphalt was further improved. The rutting resistance of the 4.5% SBS + 9% REOB + aged asphalt at 46 °C was more than 65% higher than that of the rejuvenated asphalt and about 42% higher than that of the base asphalt.
4.2.2. Frequency Characteristic
A frequency sweep was carried out for each original asphalt in the range of 0.1~100 Hz (about 0.628~628.319 rad/s) within the linear viscoelastic range, and the actual pavement temperature generally did not exceed 70 °C [12]. Accordingly, the test temperature was set at an interval of 10 °C, starting from 35 °C, with a total of 5 temperatures, 35 °C, 45 °C, 55 °C, 65 °C, and 75 °C. We selected 25 mm parallel plates, and the spacing of the parallel plates was 1 mm. Taking the 9% REOB + aged asphalt reclaimed asphalt and 4.5% SBS + 9% REOB + aged asphalt modified rejuvenated asphalt as examples, the lgG* − lgf logarithmic curve of complex modulus and frequency were drawn, as shown in Figure 5a,b.
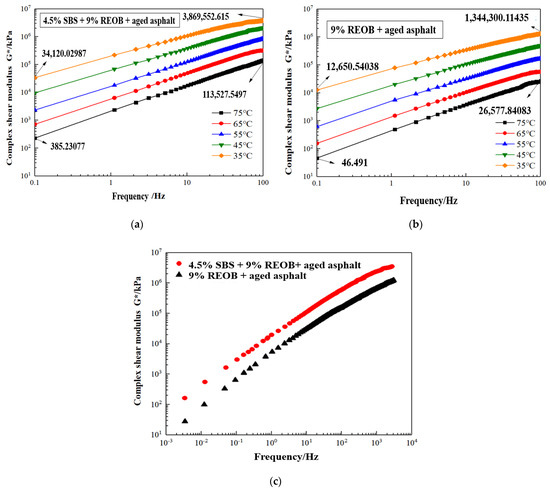
Figure 5.
(a) lgG* − lgf double logarithmic curve of complex modulus and frequency of 4.5% SBS + 9% REOB + aged asphalt modified rejuvenated asphalt; (b) lgG* − lgf double logarithmic curve of complex modulus and frequency of 9% REOB + aged asphalt rejuvenated asphalt; (c) main curve.
We took the logarithm of the G*-f test results at different temperatures and performed linear fitting. Taking the complex shear modulus as lgG* = 5 Pa, the lgf corresponding to the temperatures of 35 °C, 45 °C, 55 °C, 65 °C, and 75 °C were −0.581 Hz, 0.396 Hz, 0.963 Hz, 1.451 Hz, and 1.985 Hz, respectively. Based on this, the displacement factors at each temperature were determined as 1.544 Hz, 0.567 Hz, 0 Hz, −0.488 Hz, and −1.022 Hz, respectively. According to the time–temperature equivalence principle, the main curves of each asphalt material at 55 °C were established, as shown in Figure 5c, to evaluate the rheological properties of the SBS/REOB modification regeneration in a broader frequency domain.
It can also be seen from the test results of each asphalt sample that the complex modulus decreased as the temperature increased, with the highest G* value at 35 °C and the lowest G* value at 75 °C, which reflected the temperature characteristics discussed in the above section. In addition, the figure also shows that there was a linear relationship between the complex shear modulus of each asphalt material and frequency in logarithmic coordinates; the complex modulus increased with the increase in frequency, which means that the anti-deformation ability of asphalt increased with the increase in frequency. This is because under the condition of low frequency, the asphalt sample had a certain contact time with the external single load, while under the condition of high frequency, the contact time was relatively short. Therefore, the larger the deformation caused by the low-frequency load per unit time, or the greater the stress required to produce the same strain, the greater the complex modulus value, and the law under the action of the high-frequency load was just the opposite. The above research conclusions show that the test material presented a low G* value at high temperature and low frequency and a high G* value at low temperature and high frequency, which was dependent on temperature and loading frequency; the large and small loading frequency corresponded to the short and long loading time, which was in line with the time–temperature equivalence principle in asphalt rheology. This law is also consistent with the change law of the complex shear modulus of asphalt mixture in the actual use of asphalt pavement [13].
4.3. Rheological Test of Low-Temperature Bending Beam
Previous studies have shown that REOB can achieve a good regeneration effect on aging asphalt, but its crack resistance at low temperature needs to be further improved. Therefore, multiple comparison groups were added to the rheological tests of low-temperature bending beams to better analyze the low-temperature performance of the SBS/REOB-modified and rejuvenated asphalt. The rheological test of a low-temperature bending beam was carried out using an asphalt binder after short-term aging of TFOT (Thin Film Oven Test) and long-term aging of PAV (Pressure Aging Vessel). The test results are shown in Table 10 and Figure 6.
Table 10.
BBR bending creep test results of PAV aged asphalt.
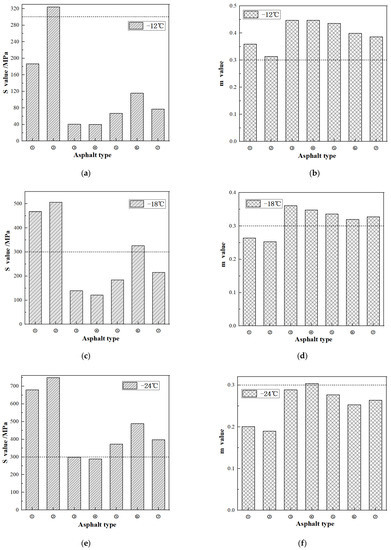
Figure 6.
BBR test results of the PAV aged asphalt at different temperatures; (a) S value of each asphalt binder at −12 °C; (b) m value of each asphalt binder at −12 °C; (c) S value of each asphalt binder at −18 °C; (d) m value of each asphalt binder at −18 °C; (e) S value of each asphalt binder at −24 °C; (f) m value of each asphalt binder at −24 °C.
The higher the brittleness of the asphalt was, the higher the stiffness modulus S value was, and the low-temperature crack resistance of the material was relatively poor. In contrast, the lower the S value was, the better the toughness of the material was, the better its low-temperature performance was. For the creep rate in the low-temperature rheological test of the m value representation of the asphalt trabecular S value rate, the smaller m value showed a small asphalt cement S value rate. Having a certain resistance shows that, under the condition of low temperature, the stress relaxation ability in the actual pavement application environment and the offset of the temperature shrinkage stress gradient ability was stronger, and it had better low-temperature performance [14,15].
The bar chart of the BBR test results of the PAV aged asphalt at different temperatures from Table 10 is shown in Figure 6.
From the overall change rule of the S value and m value in each figure, the asphalt performance decreased with the decrease in temperature. This is because in a certain range, the content of viscous components in asphalt is positively correlated with the low-temperature performance of asphalt. The decrease in temperature makes the elastic component dominant in asphalt. If the proportion of the viscous component is small, the asphalt hardens and becomes brittle, which makes the asphalt more prone to cracking.
From Figure 6a,c,e, the following can be seen from the S value results of each material at different temperatures: (1) The S value of ① the base asphalt and ② the 9% REOB was significantly higher than that of the modification of ③–⑦—the rejuvenated asphalt, and the lower the temperature, the more obvious the gap; Figure 6b,d,f show that the m value was significantly lower than the modified rejuvenated asphalt, indicating that the modified rejuvenated asphalt was better than the rejuvenated asphalt. The low-temperature performance was greatly improved and was better than that of the base asphalt. (2) At −12 °C, the 9% REOB exceeded the limit range of the creep stiffness modulus. Compared with the matrix asphalt, the low-temperature performance of the 9% REOB was worse. (3) At −12 °C, except for 9% REOB, all other asphalts met the requirements of S < 300 MPa and m > 0.3 specified by SHRP; at −18 °C, the S and m values of matrix asphalt and 9% REOB exceeded this requirement, the S value of 3.5% SBS + 9% REOB with low SBS content no longer met the requirement, and the rest of the modified rejuvenated asphalt did meet the requirement; at −24 °C, only ④ 4.5% SBS + 9% REOB met this requirement, while ③ 4.5% SBS + 7% REOB only had the S value within the range, the S values of the rest of the asphalt were more than 300 MPa, and the m values were all lower than 0.3. This shows that the modified rejuvenated asphalt had good resistance to low-temperature deformation. (4) The REOB content was controlled to remain unchanged at 9%. Within the range of SBS content 3.5–4.5%, the higher the content, the better the low-temperature performance of the modified rejuvenated asphalt. When the SBS content was kept unchanged at 4.5%, it was found that in the range of 7–9% REOB content, the low-temperature performance of asphalt increased with the increase in REOB, while the low temperature cracking resistance decreased when the content was increased to 11%, indicating that the saturated REOB regenerated agent had the opposite effect on the low-temperature performance of asphalt.
4.4. Microscopic Test
In order to study the dispersion of the modifiers and regenerators in the modified and rejuvenated asphalt, fluorescence images of the 4.5%SBS + 9% REOB were collected by fluorescence microscope and compared with the 4.5%SBS-modified asphalt. The fluorescence microscopic image is shown in Figure 7. The matrix asphalt will not have a fluorescence reaction, so the black area is the asphalt phase, and the green fluorescent part is the SBS phase. We used letters to describe the distribution of the modifier under the fluorescence microscope. The meanings of each letter are shown in Table 11. The particle size, distribution status, and letter representation combination of each asphalt are shown in Figure 7.
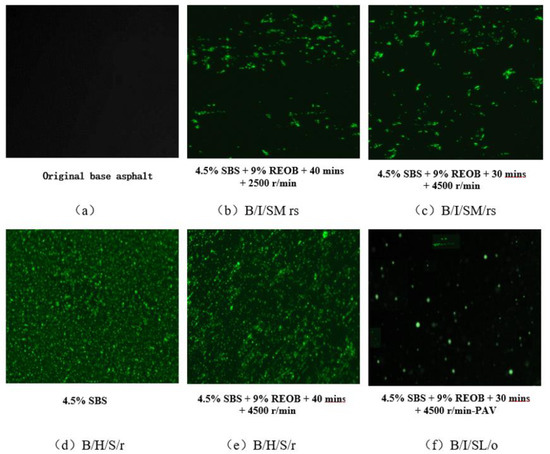
Figure 7.
Fluorescence microstructure images of different asphalt samples.
Table 11.
Fluorescence microstructure meaning represented by each letter.
SBS can undergo a physical swelling reaction with the light component of REOB rejuvenated asphalt under the action of high-speed shear, changing from a granular to a network structure. From the microscopic results, compared with Figure 7b,c,e, insufficient shear rate and shear time will lead to uneven dispersion of the SBS modifier and a poor modification effect. Some SBS particles were striated; in particular, when the shear rate was small, the SBS particles had the worst dispersion effect. The Figure 7d SBS-modified new asphalt and the Figure 7e modified rejuvenated asphalt prepared in the laboratory both showed B: a continuous asphalt phase, and the microstructure of the two was similar. SBS was suspended uniformly in the asphalt phase and formed a network structure with asphalt. The SBS phase in the modified rejuvenated asphalt basically reached the level of the modified asphalt. In terms of performance and structure, there was little difference between the 4.5% SBS + 9% REOB and the SBS-modified new asphalt under a reasonable process; that is, the feasibility and effectiveness of the modification regeneration process was demonstrated from both macro and micro perspectives [16].
5. Conclusions
- (1)
- Based on the orthogonal test, SBS/REOB-modified rejuvenated asphalt was prepared, and it was determined that the performance indicators of the SBS/REOB-modified rejuvenated asphalt reached the optimal combination of 9% REOB + 4.5% SBS. The process conditions were a shear time of 40 min and a shear rate of 5000 r/min.
- (2)
- Through a DSR test, SBS modification of REOB rejuvenated asphalt obtained the same excellent high-temperature performance as ordinary SBS-modified asphalt. The rutting resistance of the modified rejuvenated asphalt was further improved. The rutting resistance of 4.5% SBS + 9% REOB at 46 °C was more than 65% higher than that of rejuvenated asphalt; compared with the base asphalt, it also improved about 42%. Frequency scanning shows that the modified rejuvenated asphalt presented a low G* value at high temperature and low frequency, and a high G* value at low temperature and high frequency, indicating that it had a certain dependence on temperature and loading frequency.
- (3)
- The BBR test showed that the REOB content remained unchanged at 9%. Within the range of SBS content 3.5–4.5%, the higher the content, the better the low-temperature performance of the modified rejuvenated asphalt. When the SBS content was kept unchanged at 4.5%, it was found that in the range of 7–9% REOB content, the low-temperature performance of asphalt increased with the increase in REOB, while the low-temperature cracking resistance decreased when the content was increased to 11%, indicating that the saturated REOB regenerated agent had the opposite effect on the low-temperature performance of asphalt.
- (4)
- The fluorescence microscopic test showed that an insufficient shear rate and shear time led to uneven dispersion of the SBS modifier and a poor modification effect. The SBS-modified new asphalt and the modified rejuvenated asphalt prepared in the laboratory had continuous asphalt phases, and the microstructure of the two was similar. SBS was uniformly suspended in the asphalt phase, forming a network structure with the asphalt, and the SBS phase in the modified rejuvenated asphalt basically reached the level of the finished modified asphalt.
Author Contributions
Conceptualization, Y.C. and L.Z.; methodology, M.Y.; software, S.Z.; validation, X.C., Y.C. and P.L.; formal analysis, J.L.; investigation, J.L.; resources, J.L.; data curation, Y.C.; writing—original draft preparation, Y.C.; writing—review and editing, Y.C.; visualization, L.Z.; supervision, J.L.; project administration, S.Z.; funding acquisition, P.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Natural Science Foundation of Shandong Province, grant number ZR2016EEM42.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The experimental data in this paper are from the pavement material laboratory of Shandong Jiaotong University, which is the provincial key laboratory.
Conflicts of Interest
The authors declare that they have no conflict of interest regarding the publication of this paper.
References
- Ma, Y.; Liu, D.; Xu, W.; Shen, L. The Actuality and Key Technologies Study of Waste Lubricating Oil Recycling in Transportation Industry. China Resour. Compr. Util. 2010, 28, 25–29. [Google Scholar]
- Xie, H.; Ma, Z.; Han, Y.; Dai, M. Test of regeneration processes of waste gasoline engine oil. Pet. Process. Petrochem. 2017, 48, 85–88. [Google Scholar]
- Feng, Z.; Zhao, P.; Yao, D. Research progress on application of re-refined engine oil bottom in asphalt mixture. China Sci. 2021, 16, 121–127. [Google Scholar]
- Ackbarali, D.S.; Maharaj, R. The Viscoelastic Properties of Trinidad Lake Asphalt-Used Engine Oil Blends. Int. J. Appl. Chem. 2011, 7, 1–8. [Google Scholar]
- Li, J.; Yu, M.; Cui, X.; Li, Y.; Cheng, Y. Anti-aging Performance of Recycled Engine Oil Bottom Rejuvenated Asphalt. J. Build. Mater. 2021, 24, 224–230. [Google Scholar]
- Yan, X.; Zheng, X. Study on Properties of Stabilized Rubber Powder and SBS Composite Modified Asphalt and Asphalt Mixture. Highway Eng. 2021, 46, 195–200. [Google Scholar]
- Xiang, L. Mechanism and Performance Investigation of Crumb Rubber/Sbs Composite Modified Asphalt Binder; China University of Petroleum: Beijing, China, 2011. [Google Scholar]
- JTG E20-2019; Standard Test Methods of Bitumen and Bituminous Mixtures for Highway Engineering. Beijing Highway Research Institute, Ministry of Transport: Beijing, China, 2019.
- Wang, W. Influence of Recycled Engine Oil Bottom on Physical and Rheological Properties of Aging Asphalt; Shandong Jiaotong University: Jinan, China, 2018. [Google Scholar]
- Fu, Z.; Chang, X.; Dai, S.; Dong, W.; Zhou, Y. Performance Analysis of Compound Modified Asphalt with SEBS and Crumb Rubber Based on Orthogonal Test. Sci. Technol. Eng. 2021, 21, 2445–2451. [Google Scholar]
- Xiao, F.; Amirkhanian, S.; Wang, H.; Hao, P. Rheological property investigations for polymer and polyphosphoric acid modified asphalt binders at high temperatures. Constr. Build. Mater. 2014, 64, 316–323. [Google Scholar] [CrossRef]
- Quan, Y. Study on Rheologieal Performance of Coupling SBS for Modified Asphalt; Chang’an University: Xi’an, China, 2014. [Google Scholar]
- Zhu, L.; Gao, E.; Zhang, Y.; Li, J.; Yu, M.; Wang, X. Dynamic modulus analysis of SBS modified asphalt mixture in Hailar cold area. J. Shandong Jiaotong Univ. 2021, 29, 85–91. [Google Scholar]
- Wang, W.; Chen, J.; Sun, Y.; Xu, B.; Li, J.; Liu, J. Laboratory performance analysis of high percentage artificial RAP binder with WMA additives. Constr. Build. Mater. 2017, 147, 58–65. [Google Scholar] [CrossRef]
- Xia, P.; Hu, L.; Yan, J.; Wang, S.; Yang, Z. Low-temperature performance evaluation indices of high-rviscosity modified asphalt. China Sci. 2020, 15, 1417–1421. [Google Scholar]
- Kou, C.; Wu, X.; Kang, A.; Liu, Y. Quantitative analysis of fluorescence micrograph of SBS modified asphalt. China Sci. 2020, 15, 1110–1117. [Google Scholar]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).