
A Study of the Residual Strength of Reactive Powder-Based Geopolymer Concrete under Elevated Temperatures


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Geopolymer (GP)-Based Pastes
2.1.2. Reactive Powder-Based Concrete (RPC)
2.1.3. Reactive Powder Geopolymer Concrete (RPGC)
2.2. Exposure to Elevated Temperatures (Up to 400, or 800 °C)
2.3. Testing Procedures
3. Results and Discussion
3.1. Slump Flow Characteristics of the Mixtures
3.2. Density Measurements
3.3. Evaluations of Initial and Residual Strengths
3.4. Mass Loss Measurements
4. Conclusions
- Generally, the RPC samples that were investigated in the present study produced low workability conditions as compared to the GP and RPGC samples.
- The RPGC specimens, on the other hand, displayed higher workability conditions. This can be due to the relatively smaller particle sizes of the FA used for the casting of RPGC samples, as compared to the cement in RPC ones.
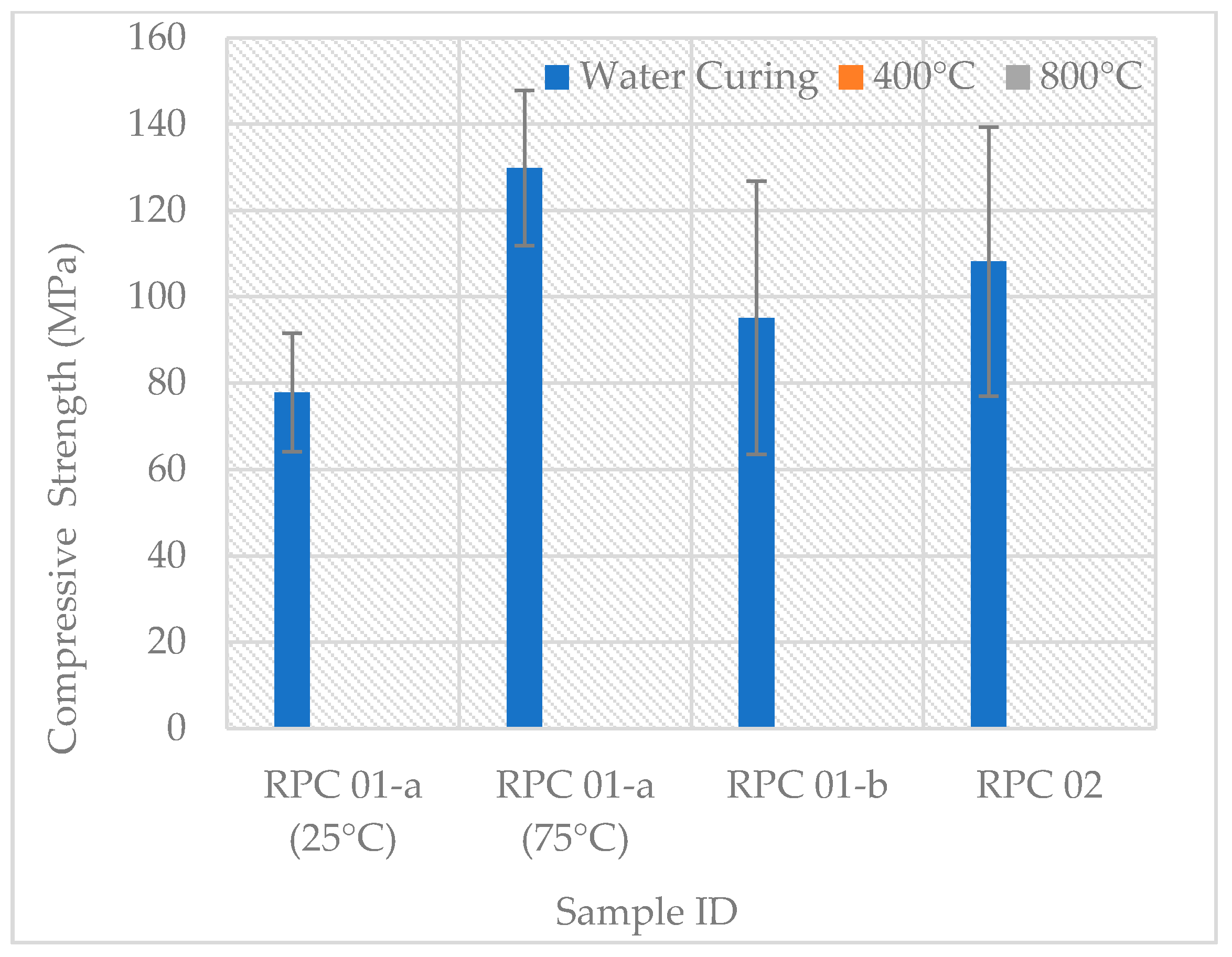
- The slump flow values of the RPGC specimens were somewhat lower when compared to the corresponding values of the GP mixtures. This can be attributed to the inclusion of aggregate particles in the RPGC formulations. The RPC specimens that were conditioned at 75 °C recorded higher compressive strengths compared to those conditioned at the ambient temperature. This can be assumed to arise from the formation of relatively denser microstructures, thus leading to a better cohesive bonding state.
- Furthermore, the RPC specimens were found to undergo explosive spalling, at an elevated temperature (ca. 360 °C), presumably owing to the built up of increased vapor pressure and higher thermal gradients.
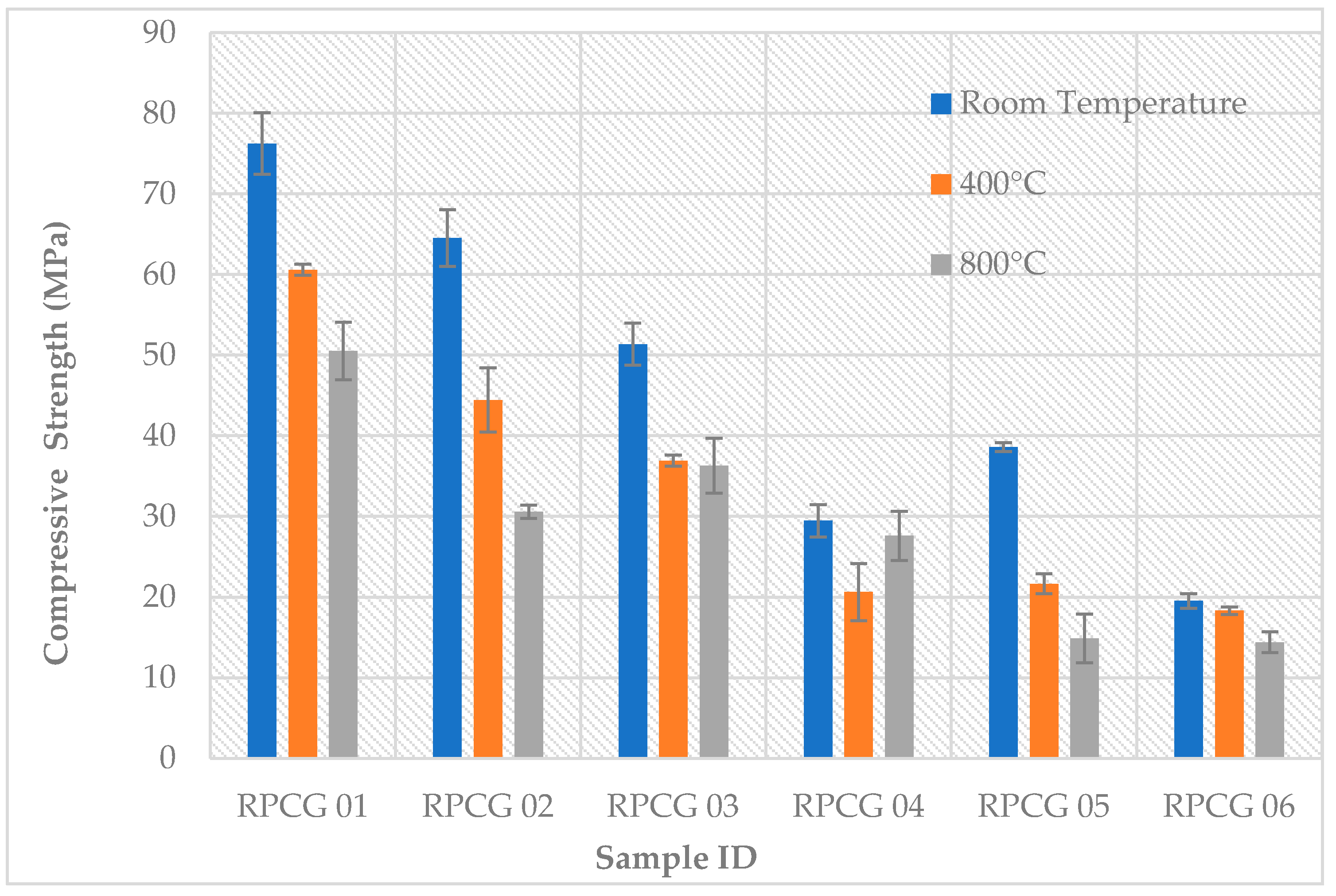
- Unlike the RPC specimens, no explosive spalling conditions were apparent in the RPGC specimens, with no thermal cracking at 400 °C and only one of the specimens undergoing mild thermal cracking even at 800 °C. This can be due to the higher levels of silicon in the FA compared to OPC.
- The RPGC specimens generally recorded lower percentage losses in mass compared to the GP specimens, which could be due to the reduced water loading in them.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Team, E. Reactive Powder Concrete; Purdue ECT Team, Purdue University: West Lafayette, Indiana, 2007. [Google Scholar]
- Richard, P.; Cheyrezy, M.H. Reactive Powder Concretes with High Ductility and 200–800 MPa Compressive Strength. Spec. Publ. 1994, 144, 507–518. [Google Scholar]
- Richard, P.; Cheyrezy, M. Composition of Reactive Powder Concretes. Cem. Concr. Res. 1995, 25, 1501–1511. [Google Scholar] [CrossRef]
- Lee, M.-G.; Wang, Y.-C.; Chiu, C.-T. A Preliminary Study of Reactive Powder Concrete as a New Repair Material. Constr. Build. Mater. 2007, 21, 182–189. [Google Scholar] [CrossRef]
- Chan, Y.-W.; Chu, S.-H. Effect of Silica Fume on Steel Fiber Bond Characteristics in Reactive Powder Concrete. Cem. Concr. Res. 2004, 34, 1167–1172. [Google Scholar] [CrossRef]
- Menefy, L. Investigation of Reactive Powder Concrete and It’s Damping Characteristics When Utilised in Beam Elements; Griffith University: Gold Coast, QLD, Australia, 2007. [Google Scholar]
- Coppola, L.; Troli, R.; Borsoi, A.; Zaffaroni, P.; Collepardi, M. Influence of Superplasticizer Type on the Compressive Strength of RPM. In Proceedings of the Fifth CANMET/ACI International Conference on Superplasticizers and Other Chemical Admixtures in Concrete, Roma, Italy; ACI International: Farmington Hills, MI, USA, 1997. [Google Scholar]
- Peng, G.-F.; Kang, Y.R.; Huang, Y.Z.; Liu, X.P.; Chen, Q. Experimental Research on Fire Resistance of Reactive Powder Concrete. Adv. Mater. Sci. Eng. 2012, 2012, 860303. [Google Scholar] [CrossRef] [Green Version]
- Tian, K.P.; Ju, Y.; Liu, H.B.; Liu, J.H.; Wang, L.; Liu, P.; Zhao, X. Effects of Silica Fume Addition on the Spalling Phenomena of Reactive Powder Concrete. In Applied Mechanics and Materials. Trans. Tech. Publ. 2012, 174, 1090–1095. [Google Scholar]
- So, H.-S.; Yi, J.B.; Khulgadai, J.; So, S.Y. Properties of Strength and Pore Structure of Reactive Powder Concrete Exposed to High Temperature. ACI Mater. J. 2014, 111, 335–346. [Google Scholar] [CrossRef]
- Zheng, W.; Luo, B.; Wang, Y. Compressive and Tensile Properties of Reactive Powder Concrete with Steel Fibres at Elevated Temperatures. Constr. Build. Mater. 2013, 41, 844–851. [Google Scholar] [CrossRef]
- Ju, Y.; Liu, H.; Tian, K.; Liu, J.; Wang, L.; Ge, Z. An Investigation on Micro Pore Structures and the Vapor Pressure Mechanism of Explosive Spalling of RPC Exposed to High Temperature. Sci. China Technol. Sci. 2013, 56, 458–470. [Google Scholar] [CrossRef]
- Lloyd, N.; Rangan, V. Geopolymer Concrete with Fly Ash. In Proceedings of the Second International Conference on Sustainable Construction Materials and Technologies; UWM Center for By-Products Utilization: Milwaukee, WI, USA, 2010. [Google Scholar]
- Davidovits, J. Synthesis of New High-Temperature Geopolymers for Reinforced Plastics/Composites, in SPE PACTFC 79, Society of Plastic Engineers; Brookfield Center: Fairfield County, CT, USA, 1979; pp. 151–154. [Google Scholar]
- Davidovits, J. Geopolymers: Inorganic Polymeric New Materials. J. Therm. Anal. 1991, 37, 1633–1656. [Google Scholar] [CrossRef]
- Lyon, R.E.; Balaguru, P.N.; Foden, A.; Sorathia, U.; Davidovits, J.; Davidovics, M. Fire-Resistant Aluminosilicate Composites. Fire Mater. 1997, 21, 67–73. [Google Scholar] [CrossRef]
- Lee, W.K.W.; van Deventer, J.S.J. The Effect of Ionic Contaminants on the Early-Age Properties of Alkali-Activated Fly Ash-based Cements. Cem. Concr. Res. 2002, 32, 577–584. [Google Scholar] [CrossRef]
- Wang, H.; Li, H.; Yan, F. Reduction in Wear of Metakaolinite-Based Geopolymer Composite through Filling of PTFE. Wear 2005, 258, 1562–1566. [Google Scholar] [CrossRef]
- Palomo, A.; Blanco-Varela, M.T.; Granizo, M.L.; Puertas, F.; Vazquez, T.; Grutzeck, M.W. Chemical Stability of Cementitious Materials Based on Metakaolin. Cem. Concr. Res. 1999, 29, 997–1004. [Google Scholar] [CrossRef]
- Duxson, P.; Lukey, G.C.; van Deventer, J.S.J. Thermal Conductivity of Metakaolin Geopolymers Used as a First Approximation for Determining Gel Interconnectivity. Ind. Eng. Chem. Res. 2006, 45, 7781–7788. [Google Scholar] [CrossRef]
- Shaikh, F. Effects of Alkali Solutions on Corrosion Durability of Geopolymer Concrete. Adv. Concr. Constr. 2014, 2, 109–123. [Google Scholar] [CrossRef] [Green Version]
- Türkmen, İ.; Karakoç, M.B.; Kantarcı, F.; Maraş, M.M.; Demirboğa, R. Fire Resistance of Geopolymer Concrete Produced from Elazığ Ferrochrome Slag. Fire Mater. 2016, 40, 836–847. [Google Scholar] [CrossRef]
- Sarker, P.K.; Kelly, S.; Yao, Z. Effect of Fire Exposure on Cracking, Spalling and Residual Strength of Fly Ash Geopolymer Concrete. Mater. Des. 2014, 63, 584–592. [Google Scholar] [CrossRef] [Green Version]
- Kong, D.L.; Sanjayan, J.G. Damage Behavior of Geopolymer Composites Exposed to Elevated Temperatures. Cem. Concr. Compos. 2008, 30, 986–991. [Google Scholar] [CrossRef]
- Kong, D.L.Y.; Sanjayan, J.G. Effect of Elevated Temperatures on Geopolymer Paste, Mortar and Concrete. Cem. Concr. Res. 2010, 40, 334–339. [Google Scholar] [CrossRef]
- Kong, D.; Sanjayan, J.; Sagoe-Crentsil, K. Comparative Performance of Geopolymers Made with Metakaolin and Fly Ash after Exposure to Elevated Temperatures. Cem. Concr. Res. 2007, 37, 1583–1589. [Google Scholar] [CrossRef]
- Yazıcı, H.; Yardımcı, M.Y.; Aydın, S.; Karabulut, A.Ş. Mechanical Properties of Reactive Powder Concrete Containing Mineral Admixtures under Different Curing Regimes. Constr. Build. Mater. 2009, 23, 1223–1231. [Google Scholar] [CrossRef]
- Yazıcı, H.; Yiğiter, H.; Karabulut, A.Ş.; Baradan, B. Utilization of Fly Ash and Ground Granulated Blast Furnace Slag as an Alternative Silica Source in Reactive Powder Concrete. Fuel 2008, 87, 2401–2407. [Google Scholar] [CrossRef]
- Ng, T.S.; Voo, Y.L.; Foster, S.J. Sustainability with Ultra-High Performance and Geopolymer Concrete Construction. In Innovative Materials and Techniques in Concrete Construction; Springer: Dordrecht, The Netherlands, 2012; pp. 81–100. [Google Scholar]
- ASTM C 618. Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete; ASTM: West Conshohocke, PA, USA, 2012. [Google Scholar]
- Brunauer, S.; Emmett, P.H.; Teller, E. Adsorption of Gases in Multimolecular Layers. J. Am. Chem. Soc. 1938, 60, 309–319. [Google Scholar] [CrossRef]
- Pathan, S.M.; Aylmore, L.A.; Colmer, T.D. Properties of Several Fly Ash Materials in Relation to Use as Soil Amendments. J. Environ. Qual. 2003, 32, 687–693. [Google Scholar] [CrossRef]
- Rangan, B.V. Fly Ash-Based Geopolymer Concrete. Indian Concr. J. 2006, 80, 35. [Google Scholar]
- Hardjito, D.; Rangan, B.V. Development and Properties of Low Calcium Based Geopolymer Concrete; Curtin University of Technology: Perth, Australia, 2005. [Google Scholar]
- Standard, A. General Purpose and Blended Cements; Standard Australian: Sydney, Australia, 2010. [Google Scholar]
- Standard, A.N.Z. Supplementary Cementitious Materials. Part 3: Amorphous Silica; Standard Australian: Sydney, Australia, 2016. [Google Scholar]
- Gowripalan, N.; Watters, R.; Gilbert, I.; Cavill, B. Reactive Powder Concrete (Ductal®) for Precast Structural Concrete–Research and Development in Australia. In Proceedings of the 21st Biennial Conference of the CIA, Brisbane, Australia, 18–21 July 2003. [Google Scholar]
- Yazıcı, H.; Deniz, E.; Baradan, B. The Effect of Autoclave Pressure, Temperature and Duration Time on Mechanical Properties of Reactive Powder Concrete. Constr. Build. Mater. 2013, 42, 53–63. [Google Scholar] [CrossRef]
- Zdeb, T. An Analysis of the Steam Curing and Autoclaving Process Parameters for Reactive Powder Concretes. Constr. Build. Mater. 2017, 131, 758–766. [Google Scholar] [CrossRef]
- Mostofinejad, D.; Nikoo, M.R.; Hosseini, S.A. Determination of Optimized Mix Design and Curing Conditions of Reactive Powder Concrete (RPC). Constr. Build. Mater. 2016, 123, 754–767. [Google Scholar] [CrossRef]
- Helmi, M.; Hall, M.R.; Stevens, L.A.; Rigby, S.P. Effects of High-Pressure/Temperature Curing on Reactive Powder Concrete Microstructure Formation. Constr. Build. Mater. 2016, 105, 554–562. [Google Scholar] [CrossRef]
- Hiremath, P.N.; Yaragal, S.C. Effect of Different Curing Regimes and Durations on Early Strength Development of Reactive Powder Concrete. Constr. Build. Mater. 2017, 154, 72–87. [Google Scholar] [CrossRef]
- Ma, J.; Orgass, M.; Dehn, F.; Schmidt, D.; Tue, N.V. Comparative Investigations on Ultra-High Performance Concrete with and without Coarse Aggregates. In Proceedings of the International Symposium on Ultra High Performance Concrete, Kassel, Germany, 13–15 September 2004. [Google Scholar]
- Bonneau, O.; Lachemi, M.; Dallaire, E.; Dugat, J.; Aitcin, P.C. Mechanical Properties and Durability of Two Industrial Reactive Powder Concretes. Mater. J. 1997, 94, 286–290. [Google Scholar]
- Phan, L. Fire Performance of High-Strength Concrete: A Report of the State of-the-Art; Building and Fire Research Laboratory, National Institute of Standards and Technology: Gaithersburg, MD, USA, 1996. [Google Scholar]
- Guerrieri, M.; Sanjayan, J.G. Behavior of Combined Fly Ash/Slag-Based Geopolymers When Exposed to High Temperatures. Fire Mater. 2010, 34, 163–175. [Google Scholar] [CrossRef]
- Standard, A. Methods of Testing Concrete Method 5: Determination of Mass Per Unit Volume of Freshly Mixed Concrete; Standard Australian: Sydney, Australia, 2014. [Google Scholar]
- ASTM C230/C 230M–03. Standard Specification for Flow Table for Use in Tests of Hydraulic Cement; ASTM: West Conshohocken, PA, USA, 2008. [Google Scholar]
- Standard, A. Methods of Testing Concrete. Method 9: Compressive Strength Tests—Concrete, Mortar and Grout Specimens; Standards Australia Limited: Sydney, Australia, 2014. [Google Scholar]
- Khadiranaikar, R.; Muranal, S. Factors Affecting the Strength of Reactive Powder Concrete (RPC). Int. J. Civil. Engg. Tech. 2012, 3, 455–464. [Google Scholar]
- Courtial, M.; de Noirfontaine, M.N.; Dunstetter, F.; Signes-Frehel, M.; Mounanga, P.; Cherkaoui, K.; Khelidj, A. Effect of Polycarboxylate and Crushed Quartz in UHPC: Microstructural Investigation. Constr. Build. Mater. 2013, 44, 699–705. [Google Scholar] [CrossRef]
- Liu, H.; Li, K.L.; Ju, Y.; Wang, H.J.; Wang, J.B.; Tian, K.P.; Wei, S. Explosive Spalling of Steel Fiber Reinforced Reactive Powder Concrete Subject to High Temperature. Concrete 2010, 8, 6–8. [Google Scholar]
- Ju, Y.; Liu, J.; Liu, H.; Tian, K.; Ge, Z. On the Thermal Spalling Mechanism of Reactive Powder Concrete Exposed to High Temperature: Numerical and experimental studies. Int. J. Heat Mass Transf. 2016, 98, 493–507. [Google Scholar] [CrossRef]
- Ju, Y.; Liu, H.; Liu, J.; Tian, K.; Wei, S.; Hao, S. Investigation on Thermophysical Properties of Reactive Powder Concrete. Sci. China Technol. Sci. 2011, 54, 3382–3403. [Google Scholar] [CrossRef]
- Morsy, M.; Alsayed, S.; Aqel, M. Effect of Elevated Temperature on Mechanical Properties and Microstructure of Silica Flour Concrete. Int. J. Civ. Environ. Eng. 2010, 10, 1–6. [Google Scholar]
- Abdulkareem, O.A.; Al Bakri, A.M.; Kamarudin, H.; Nizar, I.K.; Ala’eddin, A.S. Effects of Elevated Temperatures on the Thermal Behavior and Mechanical Performance of Fly Ash Geopolymer Paste, Mortar and Lightweight Concrete. Constr. Build. Mater. 2014, 50, 377–387. [Google Scholar] [CrossRef]
- Su, H.; Xu, J.; Ren, W. Mechanical Properties of Geopolymer Concrete Exposed to Dynamic Compression under Elevated Temperatures. Ceram. Int. 2016, 42, 3888–3898. [Google Scholar] [CrossRef]
- Mane, S.; Jadhav, H. Investigation of Geopolymer Mortar and Concrete under High Temperature. Magnesium 2012, 2, 384–390. [Google Scholar]
- Pan, Z.; Sanjayan, J.G.; Rangan, B.V. An Investigation of the Mechanisms for Strength Gain or Loss of Geopolymer Mortar after Exposure to Elevated Temperature. J. Mater. Sci. 2009, 44, 1873–1880. [Google Scholar] [CrossRef] [Green Version]
- Mendes, A.; Sanjayan, J.; Collins, F. Phase Transformations and Mechanical Strength of OPC/Slag Pastes Submitted to High Temperatures. Mater. Struct. 2008, 41, 345–350. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compound | Oxide (wt. %) |
|---|---|
| SiO2 | 51.1 |
| Al2O3 | 25.6 |
| Fe2O3 | 12.5 |
| CaO | 4.30 |
| K2O | 0.70 |
| MgO | 1.45 |
| Na2O | 0.77 |
| TiO2 | 1.32 |
| BaO | 0.09 |
| SO3 | 0.24 |
| P2O5 | 0.89 |
| MnO | 0.15 |
| Volatile fraction | 0.89 |
| Sample ID | Sample Composition for 1 kg of FA- (Alkaline Solution/FA Ratio; Na2SiO3/NaOH) | Sodium Silicate Grade D (kg) | 8 M NaOH (kg) | Total Weight (kg) |
|---|---|---|---|---|
| GP 01 | GP-0.40; 0.50 | 0.133 | 0.267 | 1.40 |
| GP 02 | GP-0.40; 1.00 | 0.200 | 0.200 | 1.40 |
| GP 03 | GP-0.40; 1.75 | 0.255 | 0.145 | 1.40 |
| GP 04 | GP-0.40; 2.00 | 0.267 | 0.133 | 1.40 |
| GP 05 | GP-0.40; 2.50 | 0.286 | 0.114 | 1.40 |
| GP 06 | GP-0.57; 0.50 | 0.190 | 0.380 | 1.57 |
| GP 07 | GP-0.57; 1.00 | 0.285 | 0.285 | 1.57 |
| GP 08 | GP-0.57; 1.75 | 0.363 | 0.207 | 1.57 |
| GP 09 | GP-0.57; 2.00 | 0.380 | 0.190 | 1.57 |
| GP 10 | GP-0.57; 2.50 | 0.407 | 0.163 | 1.57 |
| Compound | Component (wt. %) |
|---|---|
| Al2O3 | 0.70 |
| SiO2 | 95.5 |
| CaO | 0.40 |
| Fe2O3 | 0.30 |
| K2O | 1.00 |
| MgO | 0.50 |
| Na2O | 0.40 |
| Other | 1.20 |
| Sample ID | RPC 01-a | RPC 01-b | RPC 02 | RPC 03 |
|---|---|---|---|---|
| Amount needed (m3) | 1.0 | 1.0 | 1.0 | 1.0 |
| Total weight initial (kg) | 2212 | 2212 | 2398 | 2249 |
| Cement (kg) | 680 | 680 | 955 | 830 |
| Silica fumes (kg) | 204 | 204 | 229 | 291 |
| Silica flour (kg) | 204 | 204 | 10.0 | 488 |
| Silica sand (kg) | 974.0 | 974.0 | 1051 | 489.0 |
| SP (mL) | 44,000 | 44,000 | 13,000 | 55,000 |
| Water (kg) | 150 | 150 | 153 | 151 |
| Initial w/c | 0.22 | 0.22 | 0.16 | 0.18 |
| Absorption by total sand % | 1.0 | 1.0 | 1.0 | 1.0 |
| Added water for absorption (kg) | 11.7 | 11.7 | 10.6 | 10.6 |
| Added superplasticiser (mL) | 0.0 | 2.0 | 16 | 0.0 |
| Added water (kg) | 0.0 | 0.0 | 0.0 | 0.0 |
| Final w/c | 0.22 | 0.22 | 0.16 | 0.18 |
| Super of cement + cume % | 4.9 | 4.9 | 1.0 | 4.9 |
| Final weight (kg) | 2224 | 2224 | 2409 | 2259 |
| Original reference | [37] | [37] | [2] | [27] |
| Mix Components | RPC01 + Gladstone GP-0.4/2.5 | RPC02 + Gladstone GP-0.4/2.5 | RPC01 + Gladstone GP-0.57/2.5 | RPC02 + Gladstone GP-0.57/2.5 |
|---|---|---|---|---|
| Sample ID | RPGC 01 | RPGC 02 | RPGC 03 | RPGC 04 |
| Volume needed (mm3) | 1.00 | 1.00 | 1.00 | 1.00 |
| GP cement (kg/m3) | --- | --- | --- | --- |
| Fly ash (kg) | 680 | 955 | 680 | 955 |
| Silica fume (kg/m3) | 204 | 229 | 204 | 229 |
| Silica flour 200 G (kg/m3) | 204 | 10.0 | 204 | 10.0 |
| Silica sand 50 N (kg/m3) | 974 | 1051 | 974 | 1051 |
| Alkaline solution (kg) | 272 | 382 | 388 | 544 |
| 8 M NaOH (kg) | 77.7 | 109 | 111 | 156 |
| Sodium silicate grade D (kg) | 194 | 273 | 277 | 389 |
| SP (L/m3) | --- | --- | --- | --- |
| Water (kg/m3) | --- | --- | --- | --- |
| Added water due to absorption (kg) | 11.7 | 10.6 | 11.7 | 10.6 |
| Added water due to workability (kg) | --- | --- | --- | --- |
| Alkaline solution/fly ash ratio | 0.40 | 0.40 | 0.57 | 0.57 |
| Na2SiO3/NaOH | 2.50 | 2.50 | 2.50 | 2.50 |
| Aggregate/binder ratio | 2.03 | 1.35 | 2.03 | 1.35 |
| Total weight (kg) | 2334 | 2627 | 2450 | 2789 |
| Sample ID | d1 (mm) | d2 (mm) | Slump Flow (mm) |
|---|---|---|---|
| GP 01 | 300 | 300 | 300.0 |
| GP 02 | 300 | 305 | 302.5 |
| GP 03 | 315 | 310 | 312.5 |
| GP 04 | 300 | 300 | 300.0 |
| GP 05 | 290 | 300 | 295.0 |
| GP 06 | 305 | 310 | 307.5 |
| GP 07 | 280 | 280 | 280.0 |
| GP 08 | 310 | 320 | 315.0 |
| GP 09 | 330 | 340 | 335.0 |
| GP 10 | 320 | 330 | 325.0 |
| Minimum | 280 | 280 | 280.0 |
| Maximum | 330 | 340 | 335.0 |
| Sample ID | d1 (mm) | d2 (mm) | Slump Flow (mm) |
|---|---|---|---|
| RPC 01-a | 130 | 135 | 132.5 |
| RPC 01-b | 120 | 120 | 120.0 |
| RPC 02 | 110 | 112 | 111.0 |
| Minimum | 110 | 112 | 111.0 |
| Maximum | 130 | 135 | 132.5 |
| Sample ID | d1 (mm) | d2 (mm) | Slump Flow (mm) |
|---|---|---|---|
| RPGC 01 | 190 | 185 | 187.5 |
| RPGC 02 | 223 | 225 | 224.0 |
| RPGC 03 | 254 | 250 | 252.0 |
| RPGC 04 | 250 | 250 | 250.0 |
| Minimum | 190 | 185 | 187.5 |
| Maximum | 254 | 250 | 252.0 |
| Sample ID | Mass (kg) | Density (kg/m3) |
|---|---|---|
| RPC 01-a | 0.2546 | 2546 |
| RPC 01-b | 0.2752 | 2752 |
| RPC 02 | 0.2715 | 2715 |
| Sample ID | Mass (kg) | Density (kg/m3) |
|---|---|---|
| GP 01 | 0.2189 | 2189 |
| GP 02 | 0.2272 | 2272 |
| GP 03 | 0.2154 | 2154 |
| GP 04 | 0.2335 | 2335 |
| GP 05 | 0.2364 | 2364 |
| GP 06 | 0.2203 | 2203 |
| GP 07 | 0.2298 | 2298 |
| GP 08 | 0.2308 | 2308 |
| GP 09 | 0.2371 | 2371 |
| GP 10 | 0.2396 | 2396 |
| Sample ID | Mass (kg) | Density (kg/m3) |
|---|---|---|
| RPCG 01 | 0.2245 | 2245 |
| RPCG 02 | 0.2193 | 2193 |
| RPCG 03 | 0.2145 | 2145 |
| RPCG 04 | 0.2120 | 2120 |
| Sample ID | Average Initial Compressive Strength (MPa) |
|---|---|
| RPC 01-a (25 °C) | 86.0 |
| RPC 01-a (75 °C) | 141 |
| RPC 01-b (75 °C) | 95.1 |
| RPC 02 (75 °C) | 108 |
| Sample ID | Room Temperature | 400 °C | 800 °C | Thermal Cracking 400 °C | Thermal Cracking 800 °C |
|---|---|---|---|---|---|
| RPCG 01 | 76.25 | 60.58 | 50.52 | No | No |
| RPCG 02 | 64.54 | 44.43 | 30.58 | No | No |
| RPCG 03 | 38.59 | 21.67 | 14.90 | No | Yes |
| RPCG 04 | 19.55 | 18.34 | 14.42 | No | No |
| Minimum | 19.55 | 18.34 | 14.42 | N/A | N/A |
| Maximum | 76.25 | 60.58 | 50.52 | N/A | N/A |
| Mass Loss (wt. %) from TGA | Mass Loss (wt. %) from Weighing | |||
|---|---|---|---|---|
| Sample ID | 400 °C | 800 °C | 400 °C | 800 °C |
| GP 01 | 6.47 | 8.45 | 14.10 | 15.88 |
| GP 02 | 6.59 | 8.09 | 14.61 | 15.34 |
| GP 03 | 7.16 | 8.73 | 14.08 | 14.86 |
| GP 04 | 6.66 | 7.78 | 15.09 | 15.37 |
| GP 05 | 6.73 | 7.84 | 15.08 | 15.79 |
| GP 06 | 7.89 | 10.56 | 22.39 | 21.68 |
| GP 07 | 8.66 | 11.76 | 20.33 | 20.99 |
| GP 08 | 8.36 | 10.69 | 19.27 | 19.52 |
| GP 09 | 8.64 | 10.22 | 19.66 | 19.31 |
| GP 10 | 7.89 | 9.65 | 19.75 | 20.04 |
| Minimum | 6.47 | 7.78 | 14.08 | 14.86 |
| Maximum | 8.66 | 11.76 | 22.39 | 21.68 |
| Average | 7.51 | 9.38 | 17.43 | 17.88 |
| Mass Loss (wt. %) from TGA | Mass Loss (wt. %) from Weighing | |||
|---|---|---|---|---|
| Sample ID | 400 °C | 800 °C | 400 °C | 800 °C |
| RPGC 01 | 3.06 | 3.97 | 6.750 | 5.600 |
| RPGC 02 | 3.75 | 4.81 | 8.060 | 8.070 |
| RPGC 03 | 5.00 | 5.86 | 9.000 | 9.030 |
| RPGC 04 | 5.95 | 6.64 | 11.23 | 11.32 |
| Minimum | 3.06 | 3.97 | 6.750 | 5.600 |
| Maximum | 5.95 | 6.64 | 11.23 | 11.32 |
| Average | 4.44 | 5.32 | 8.760 | 8.510 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kannangara, T.; Guerrieri, M.; Fragomeni, S.; Joseph, P. A Study of the Residual Strength of Reactive Powder-Based Geopolymer Concrete under Elevated Temperatures. Appl. Sci. 2021, 11, 11834. https://doi.org/10.3390/app112411834
Kannangara T, Guerrieri M, Fragomeni S, Joseph P. A Study of the Residual Strength of Reactive Powder-Based Geopolymer Concrete under Elevated Temperatures. Applied Sciences. 2021; 11(24):11834. https://doi.org/10.3390/app112411834
Chicago/Turabian StyleKannangara, Thathsarani, Maurice Guerrieri, Sam Fragomeni, and Paul Joseph. 2021. "A Study of the Residual Strength of Reactive Powder-Based Geopolymer Concrete under Elevated Temperatures" Applied Sciences 11, no. 24: 11834. https://doi.org/10.3390/app112411834
APA StyleKannangara, T., Guerrieri, M., Fragomeni, S., & Joseph, P. (2021). A Study of the Residual Strength of Reactive Powder-Based Geopolymer Concrete under Elevated Temperatures. Applied Sciences, 11(24), 11834. https://doi.org/10.3390/app112411834