
An Integrative Experimental Approach to Design Optimization and Removal Strategies of Supporting Structures Used during L-PBF of SS316L Aortic Stents

Abstract
:Featured Application
Abstract
1. Introduction
2. Materials and Methods
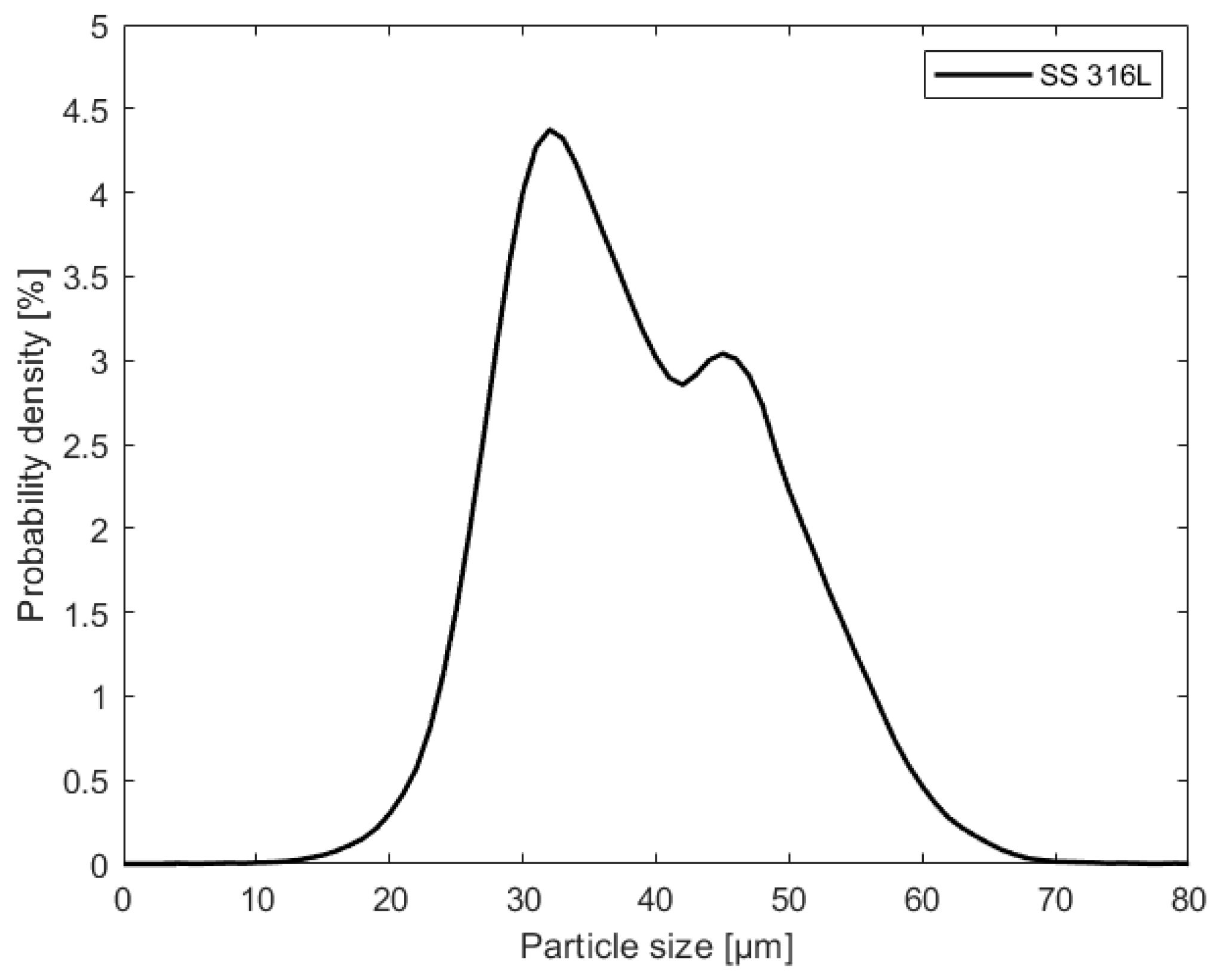
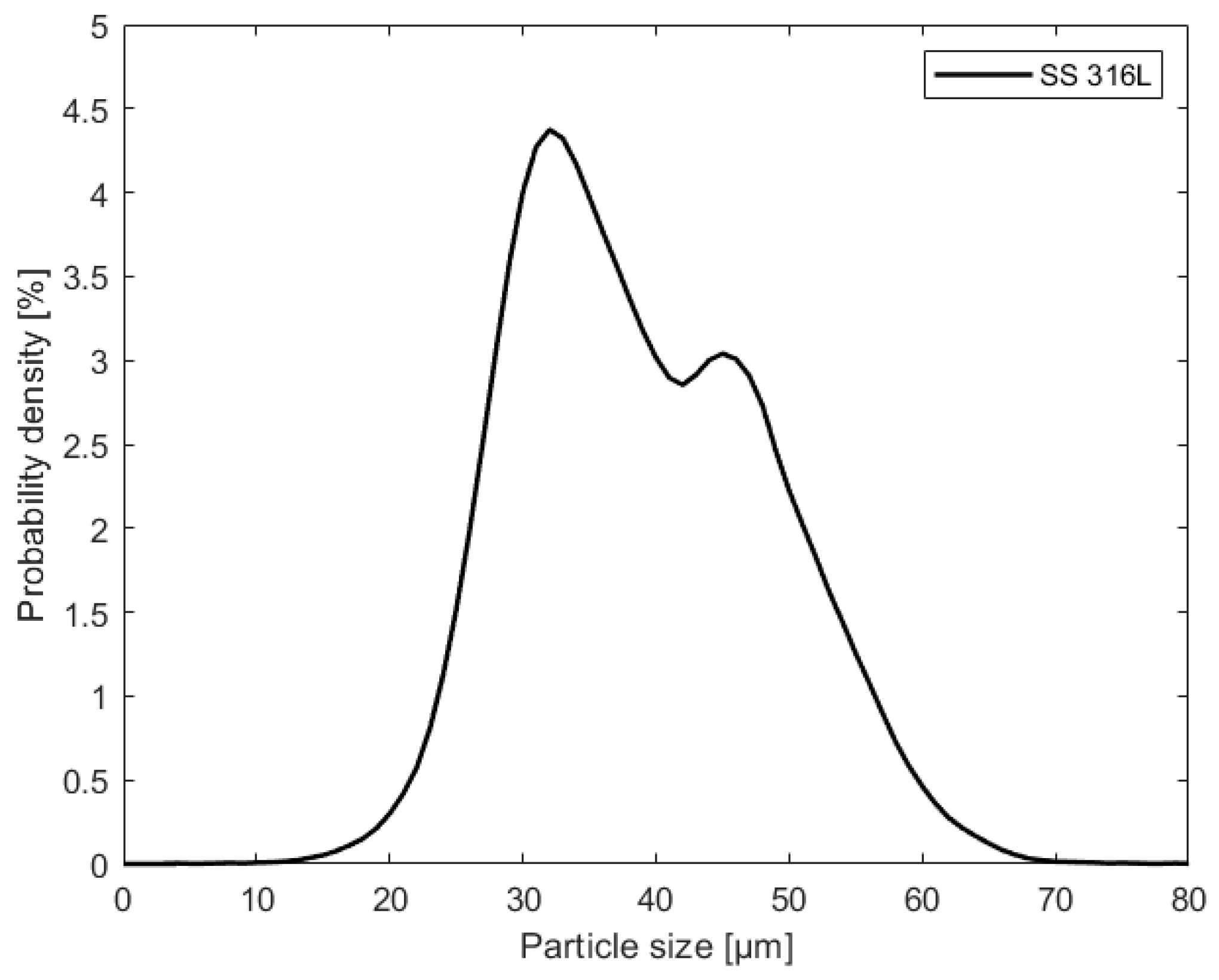
2.1. Material
2.2. Methods
2.2.1. L-PBF
2.2.2. Post-Processing Methods
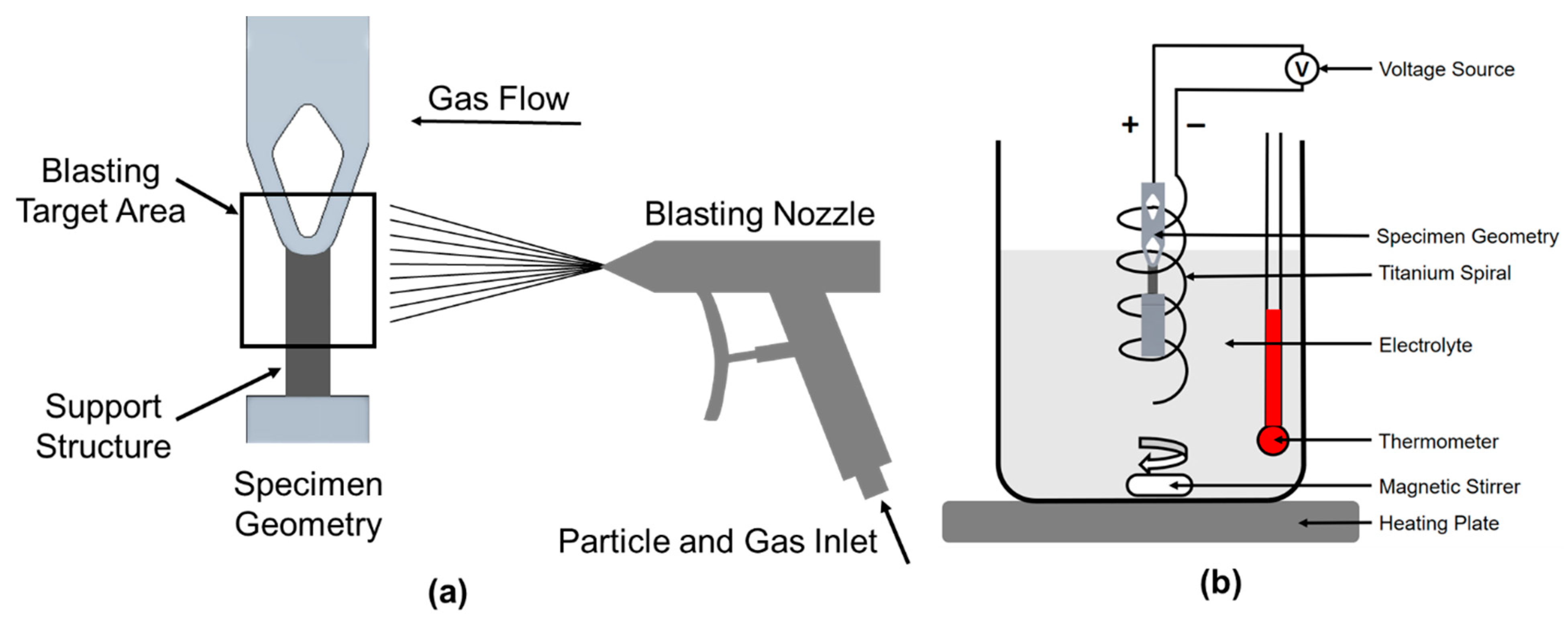
Sand Blasting (SB)
Glass Bead Blasting (GB)
Electrochemical Polishing (ECP)
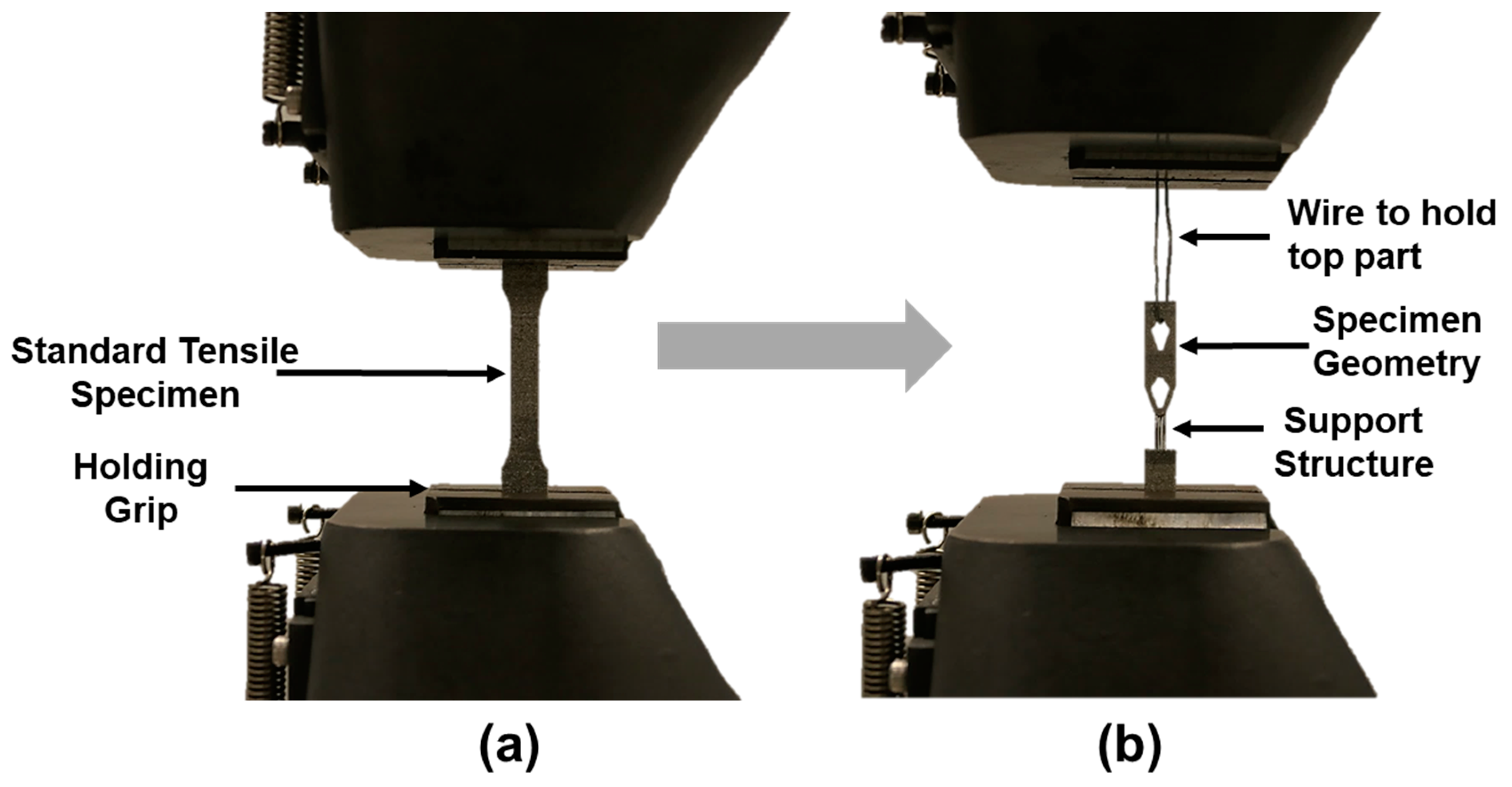
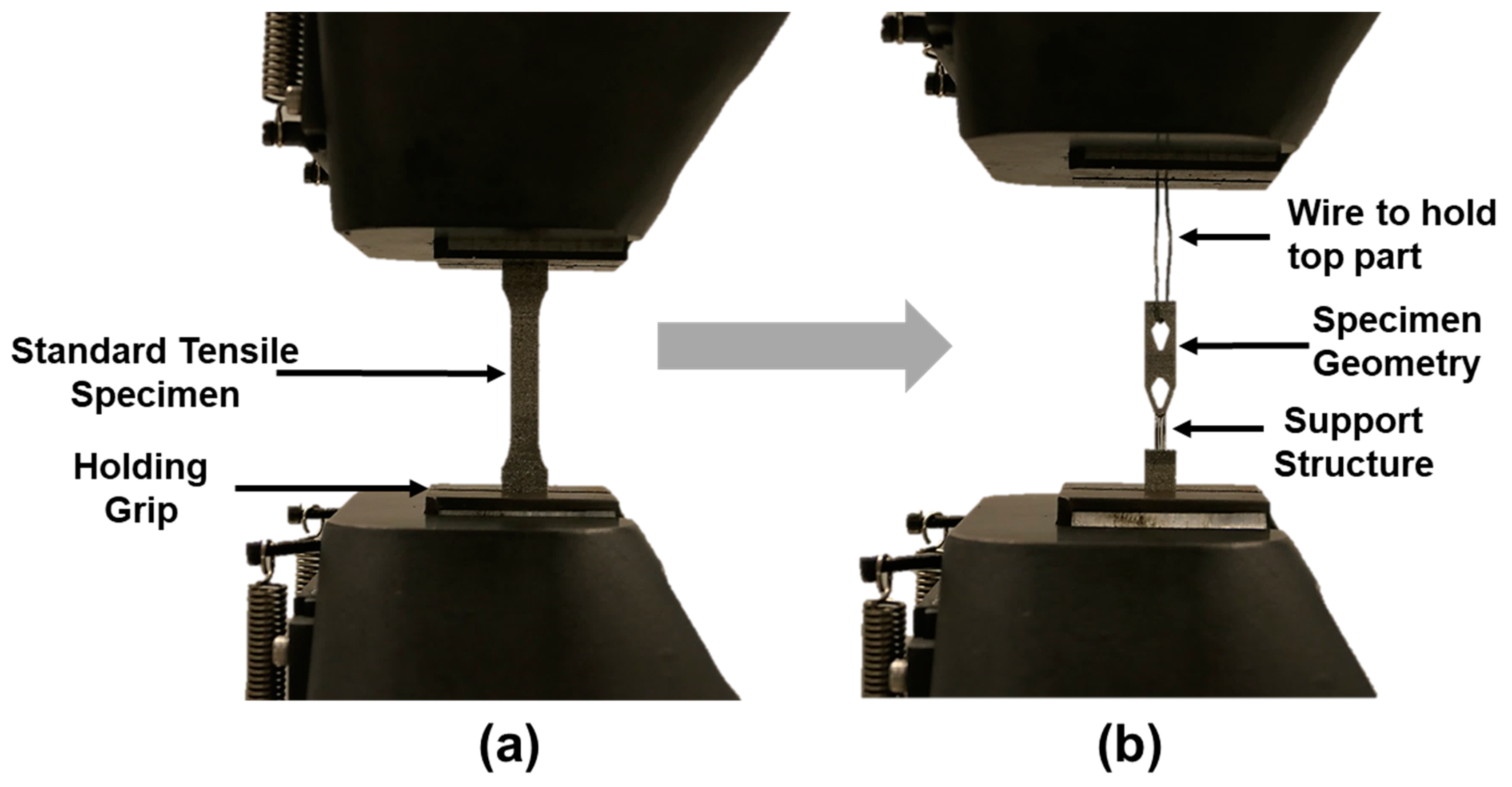
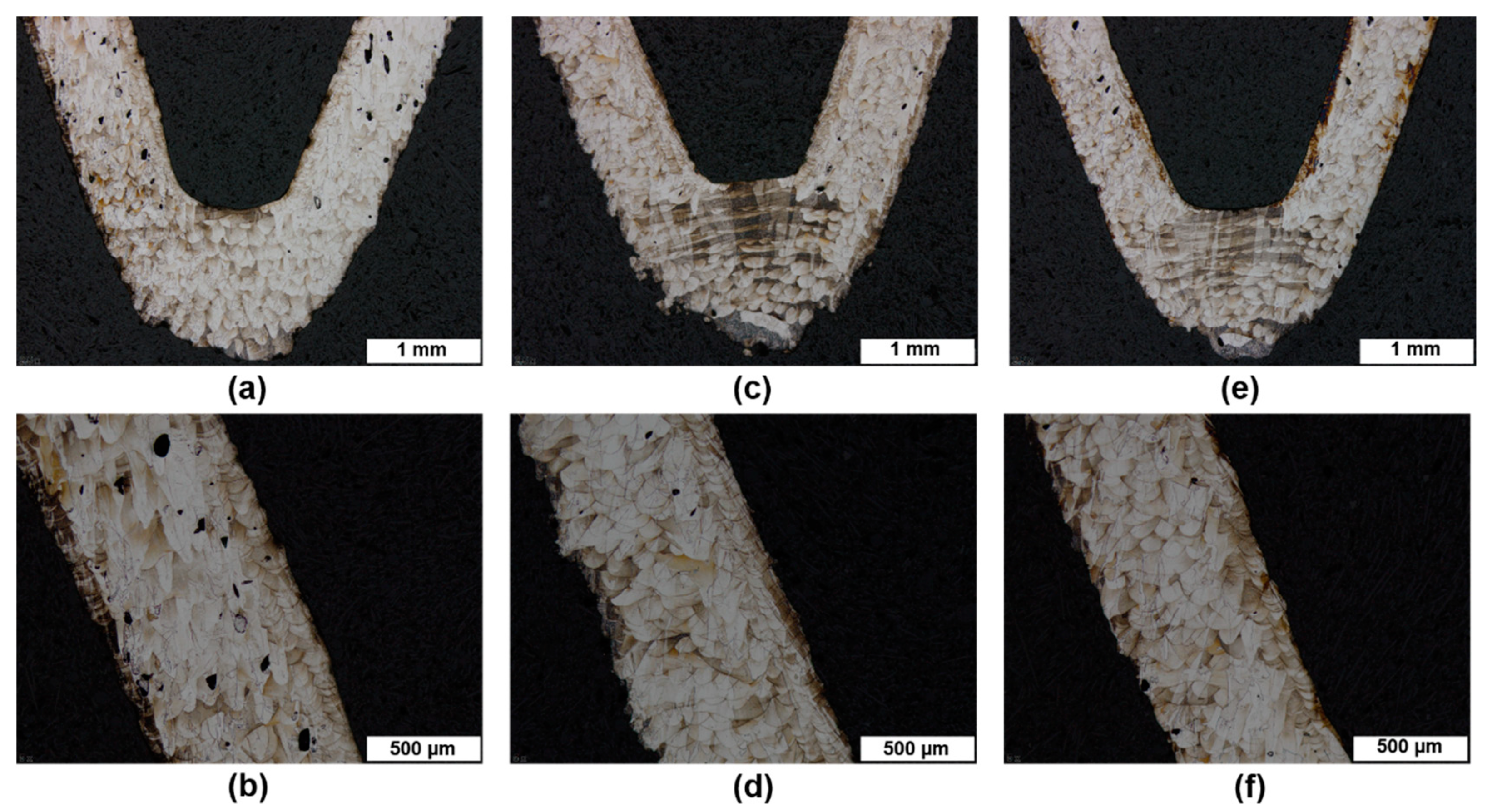
2.2.3. Mechanical Testing and Material Characterization
3. Results
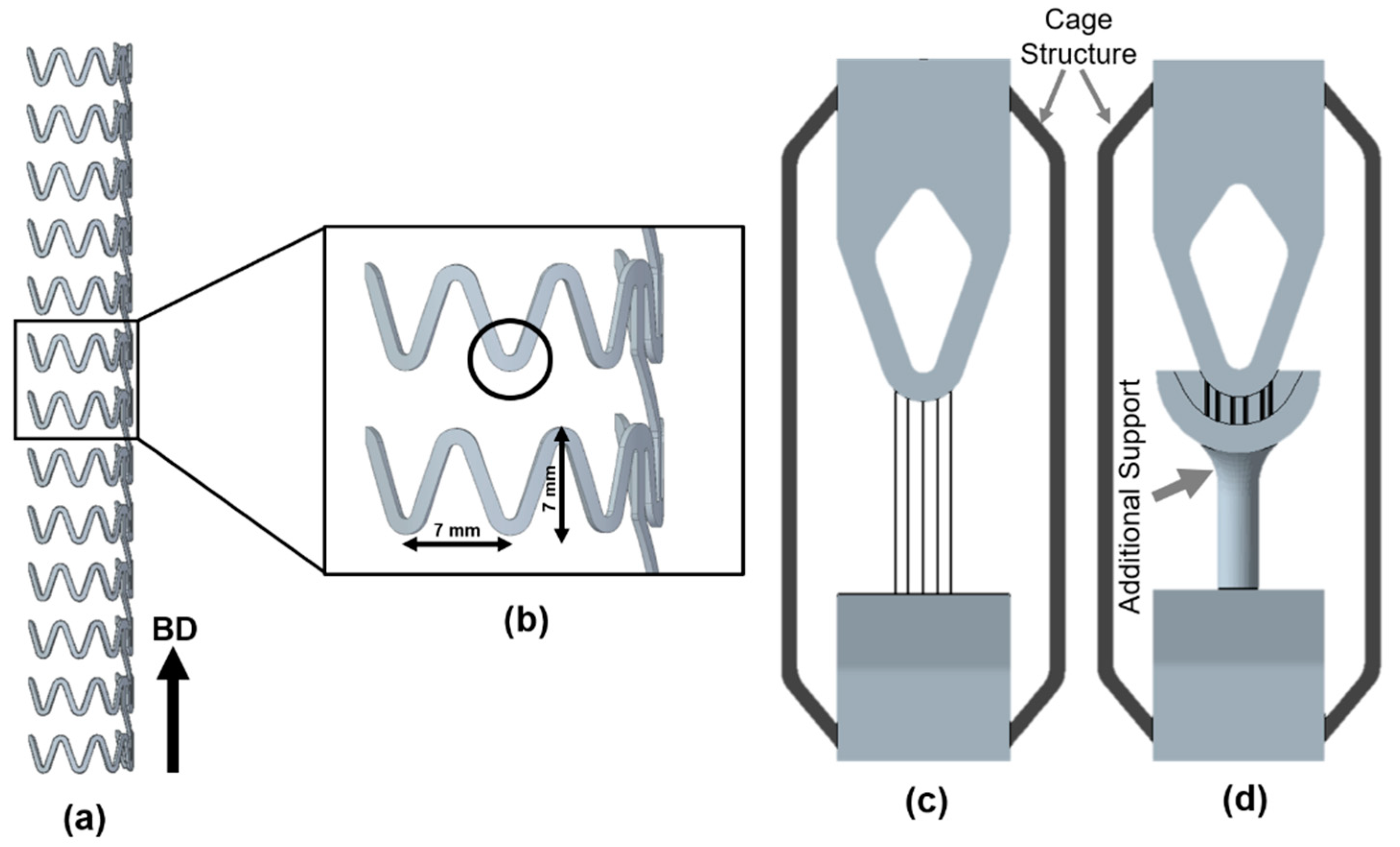
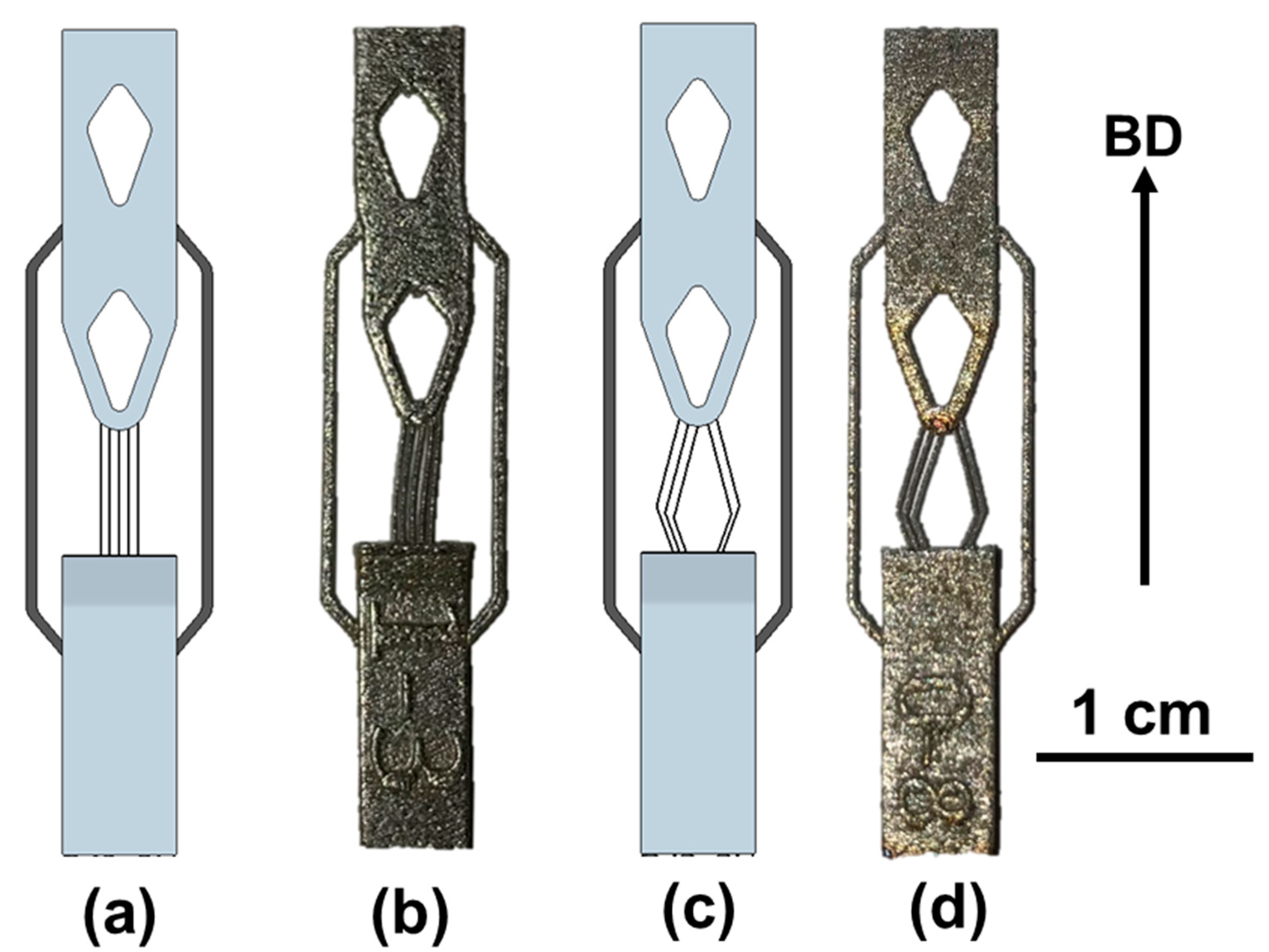
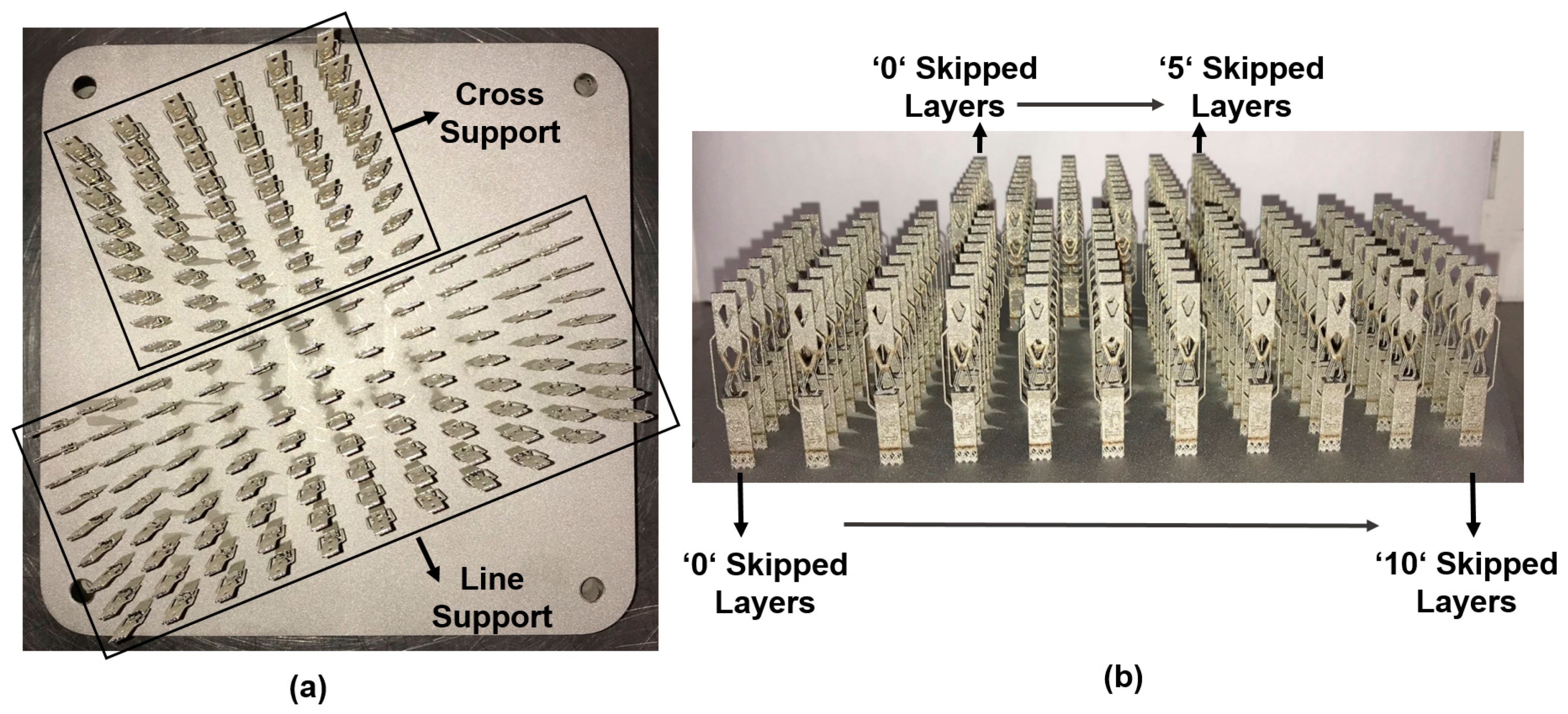
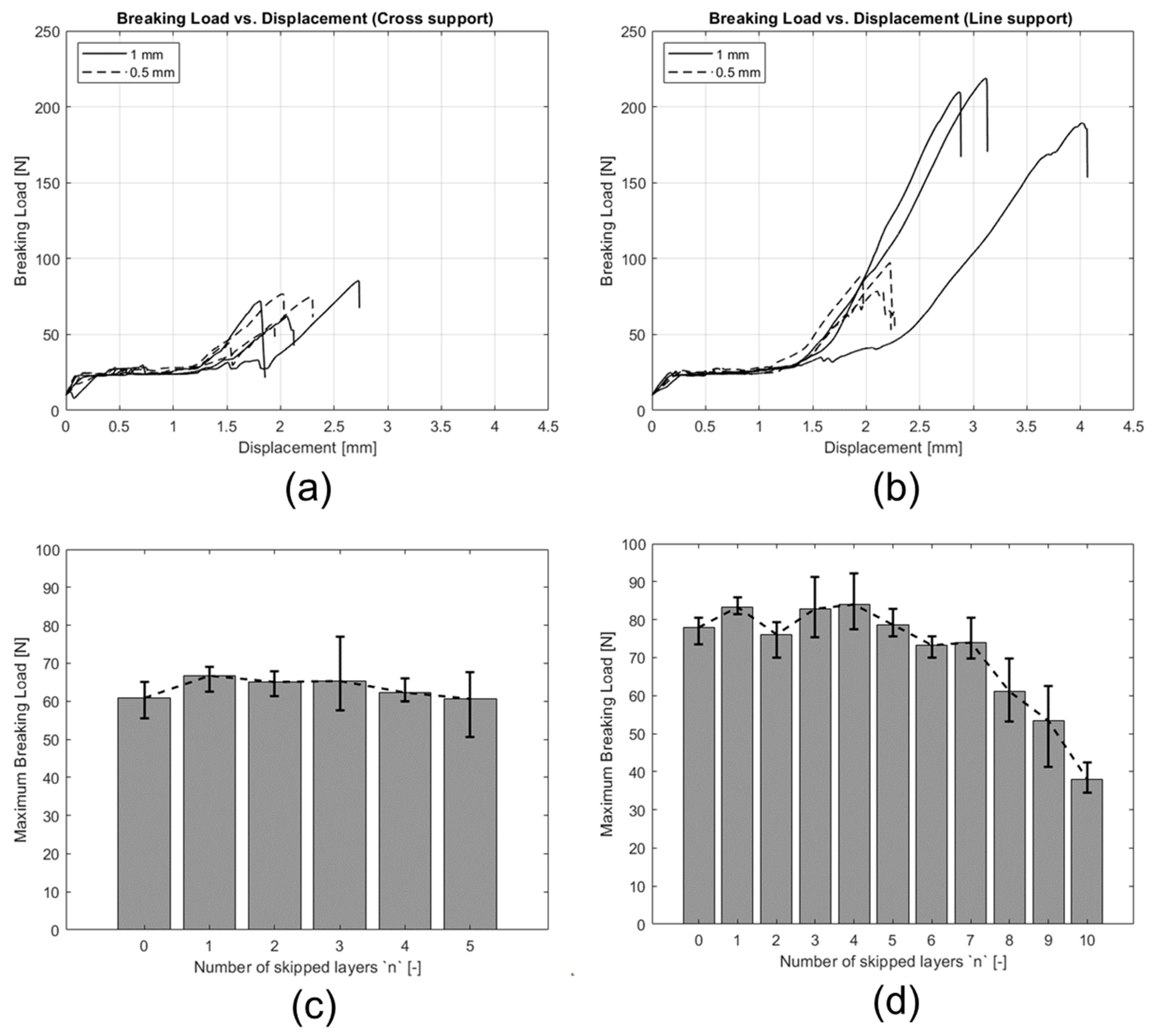
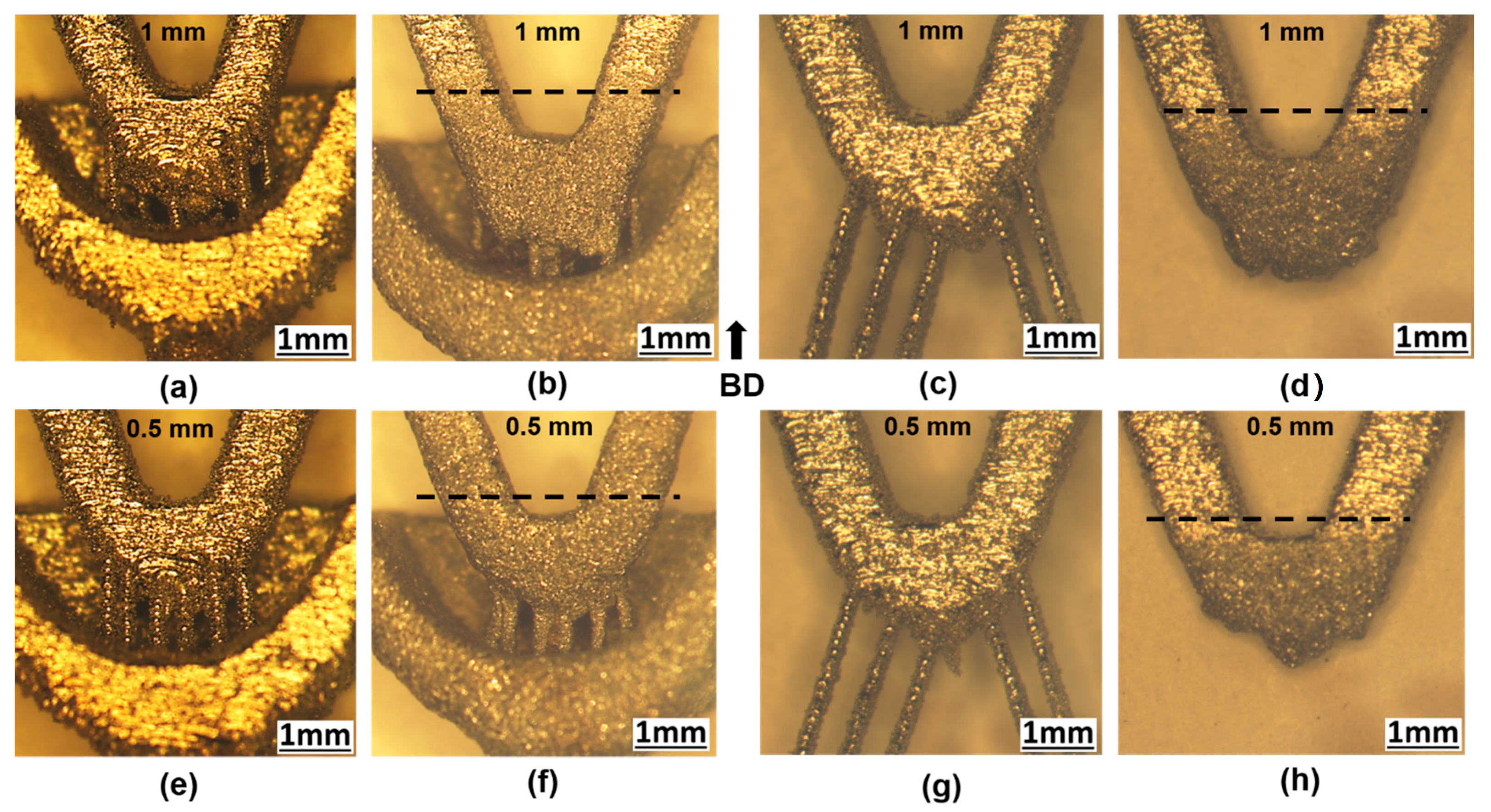
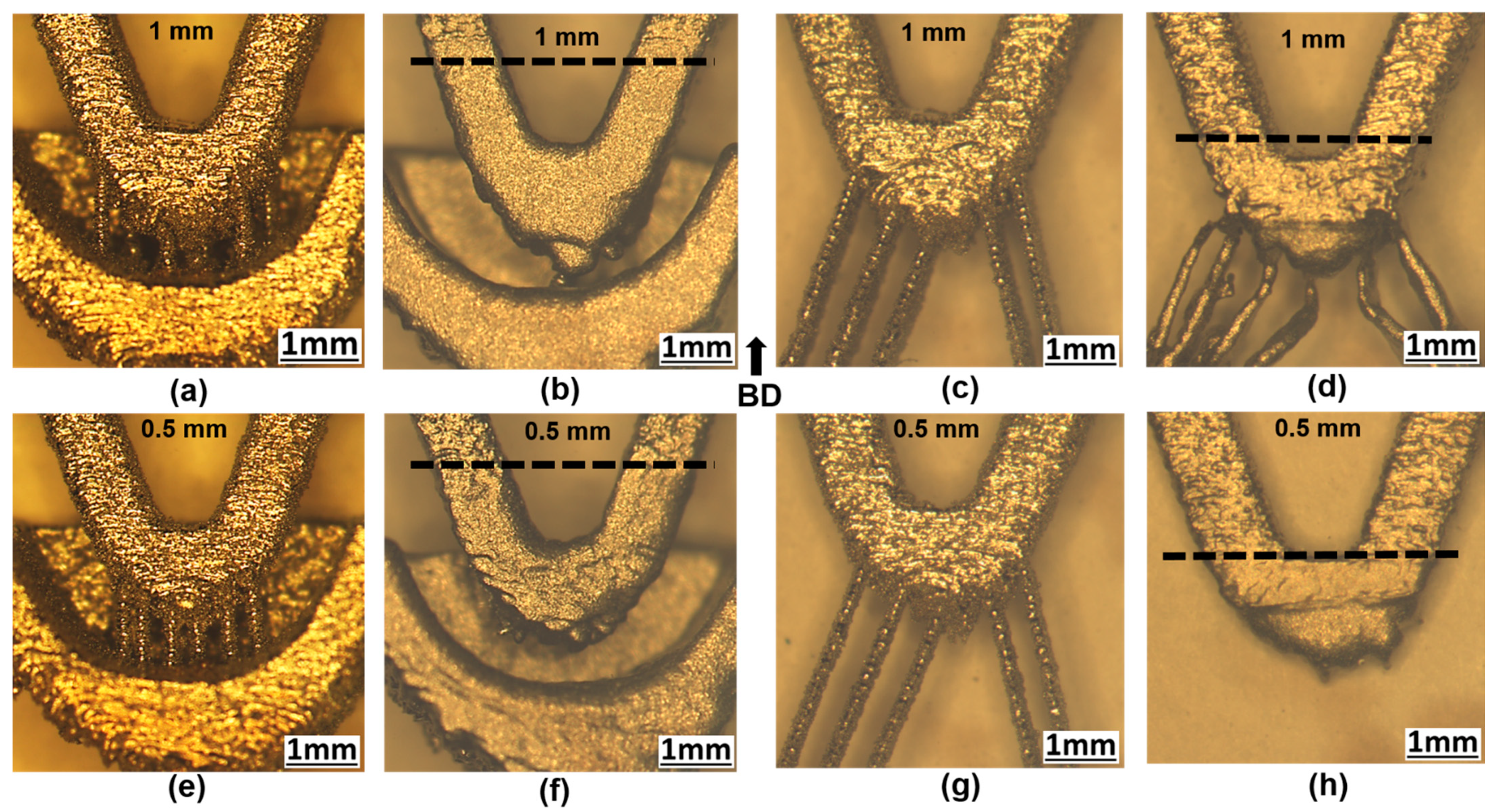
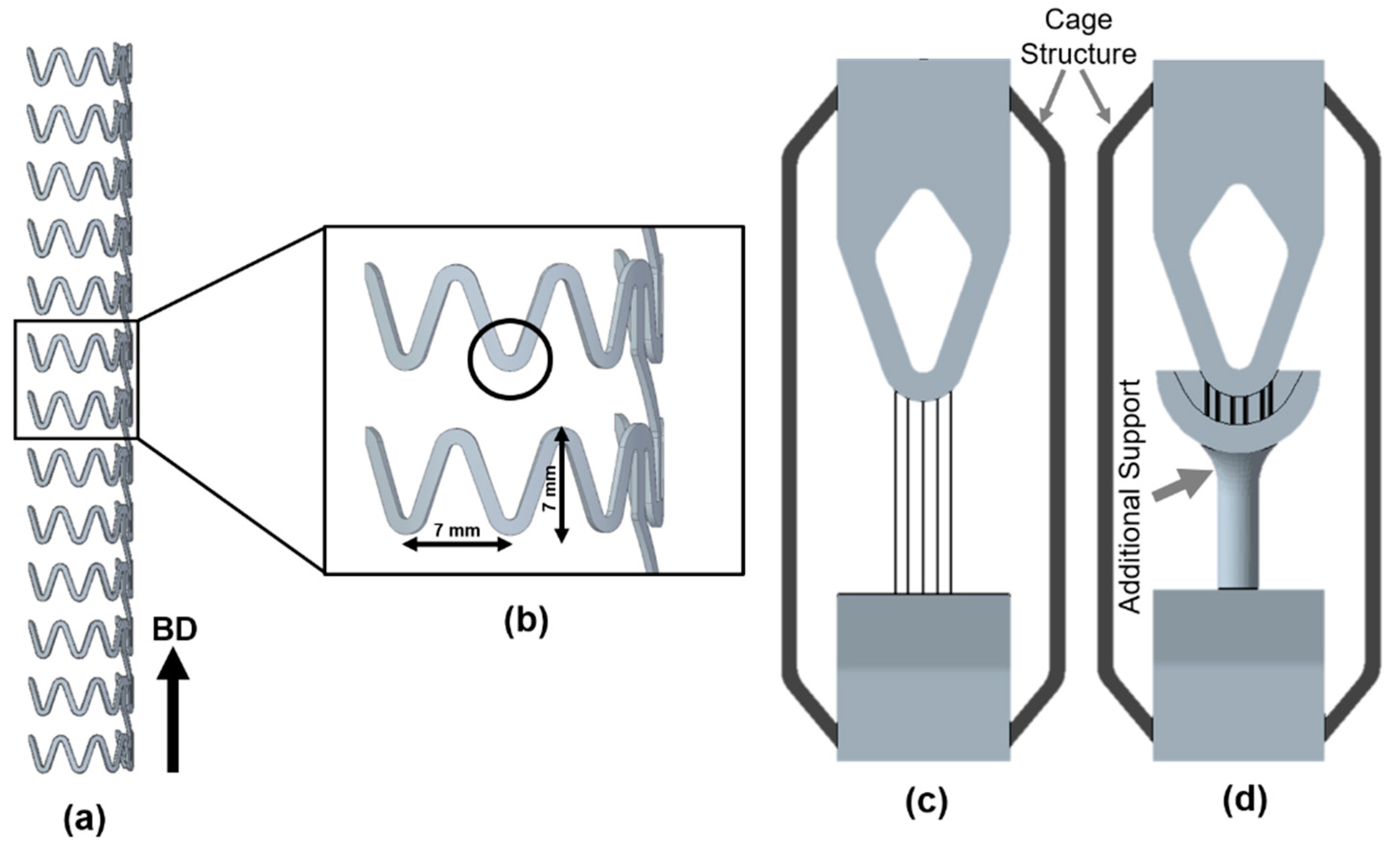
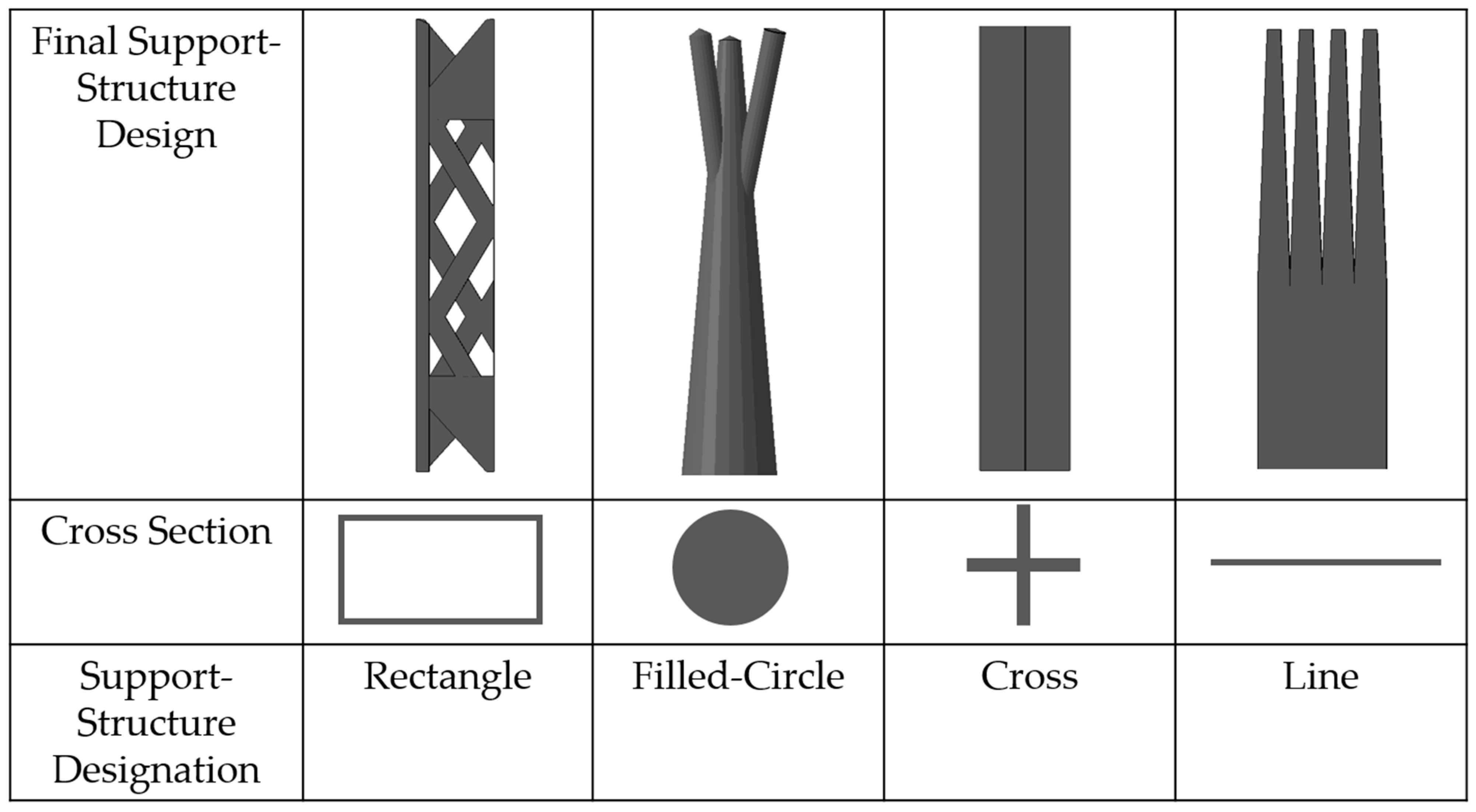
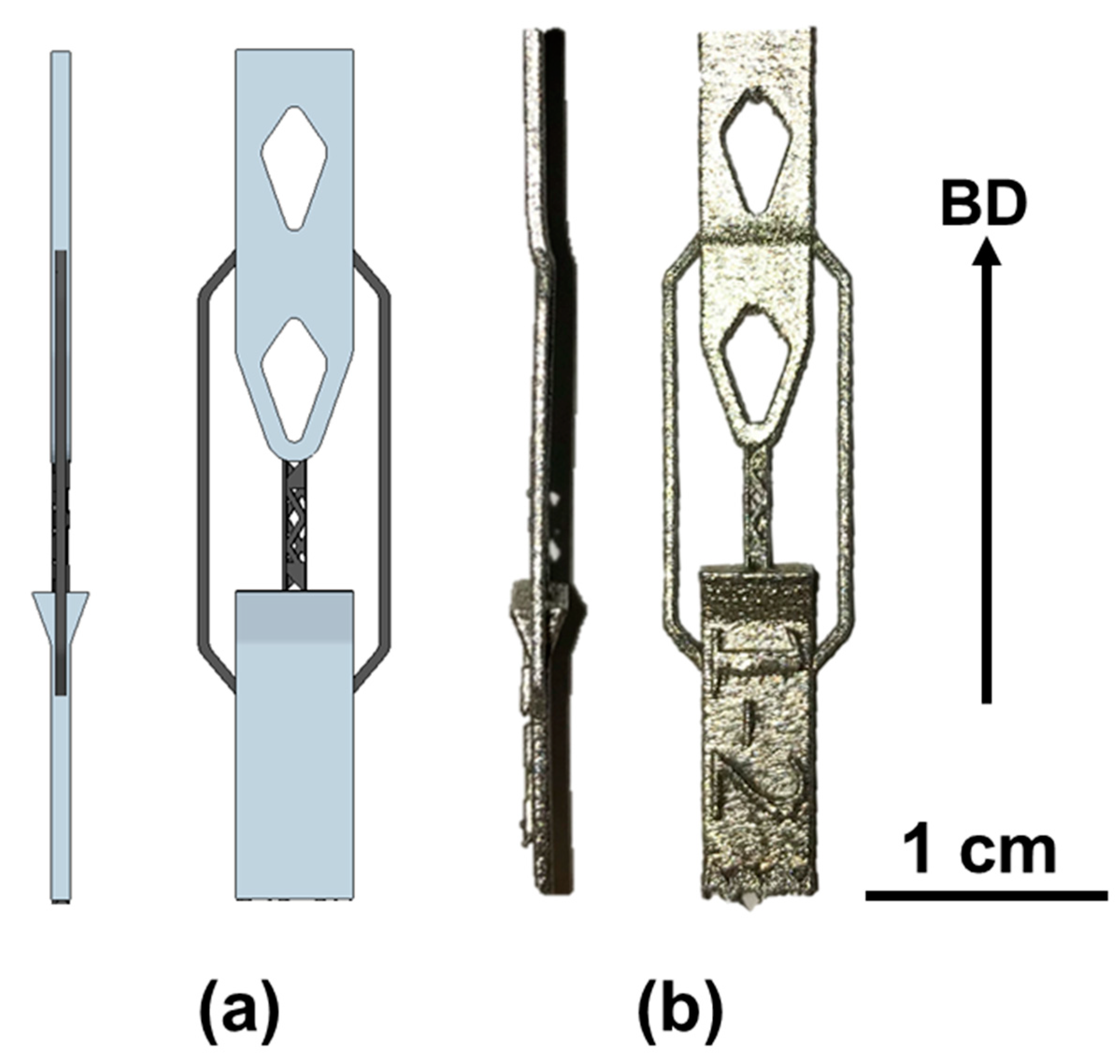
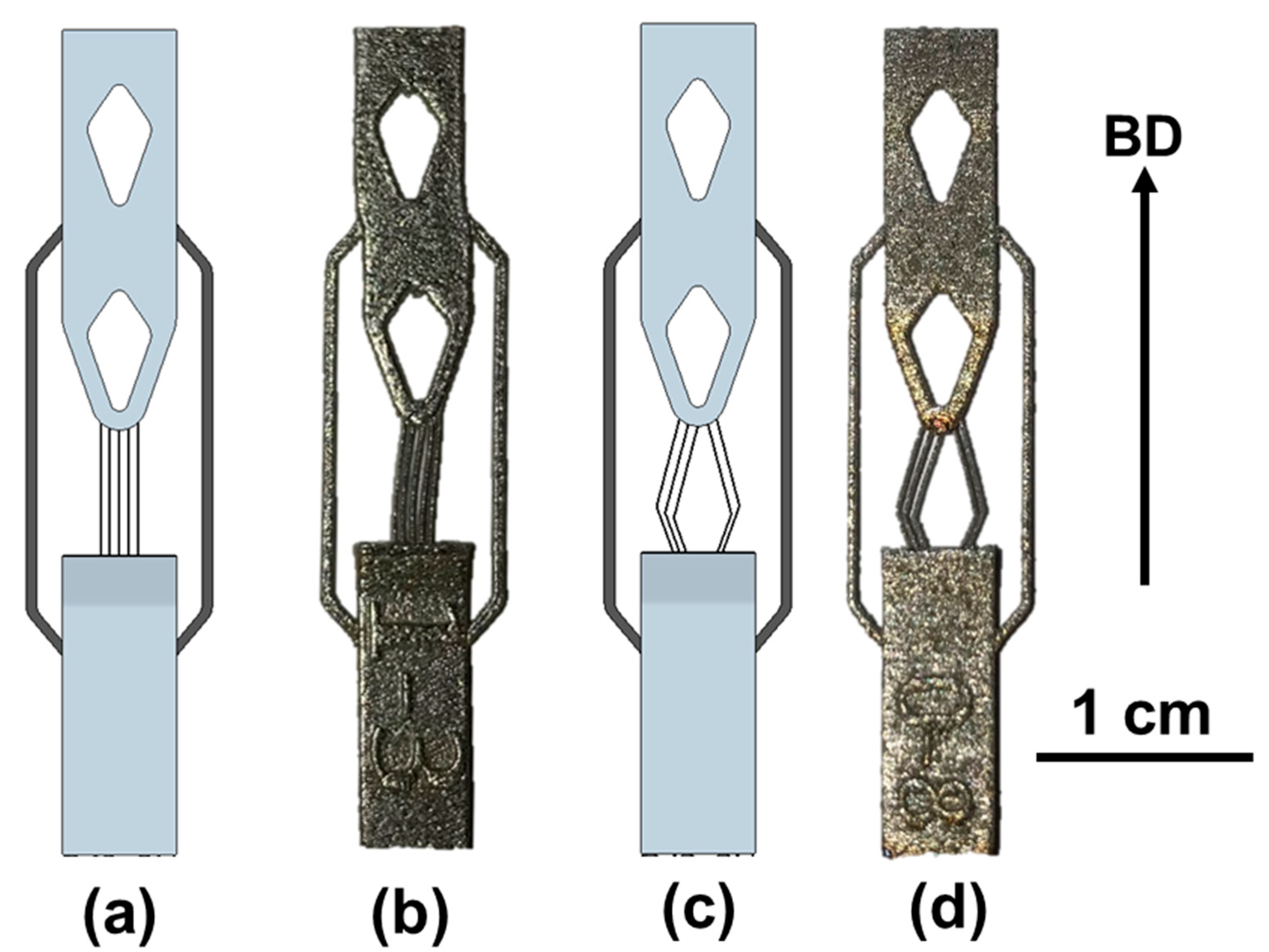
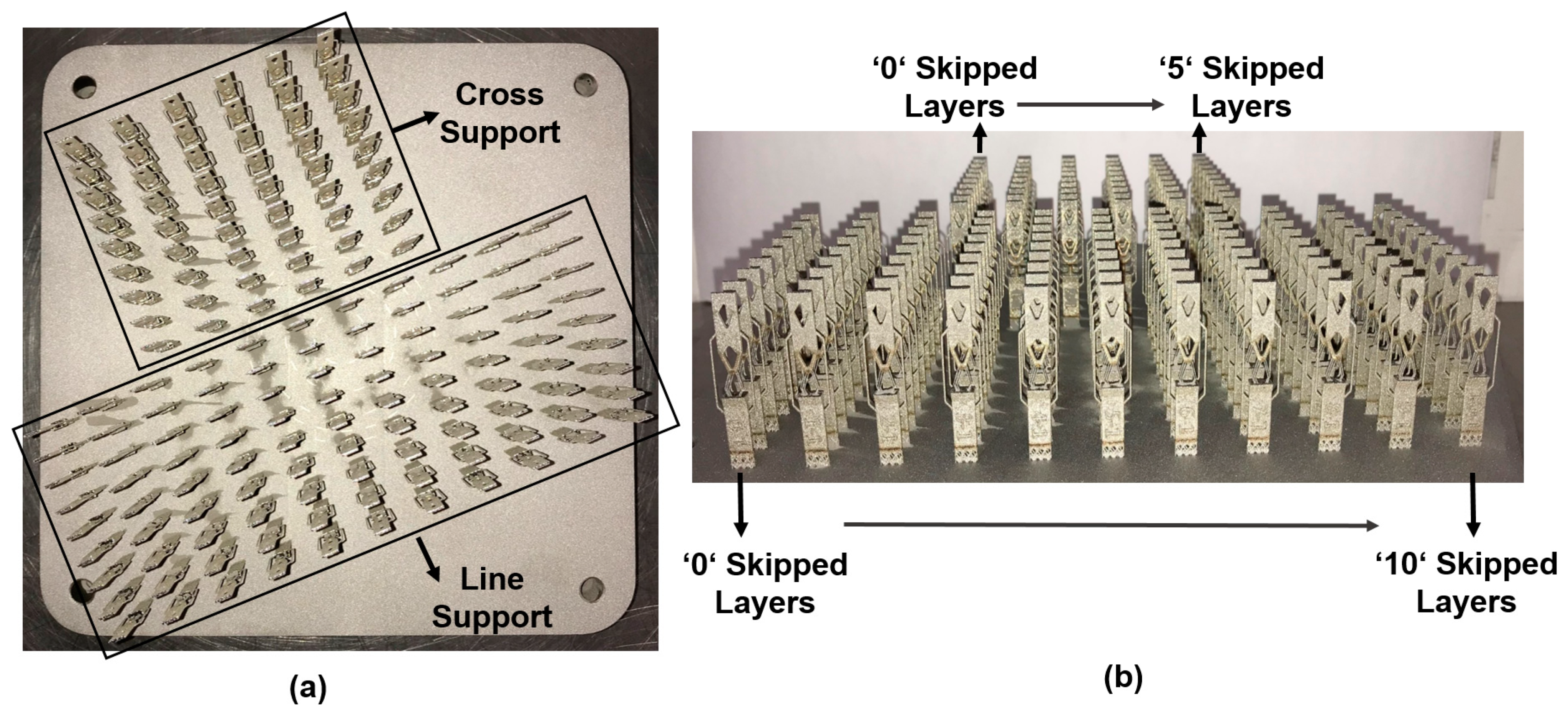
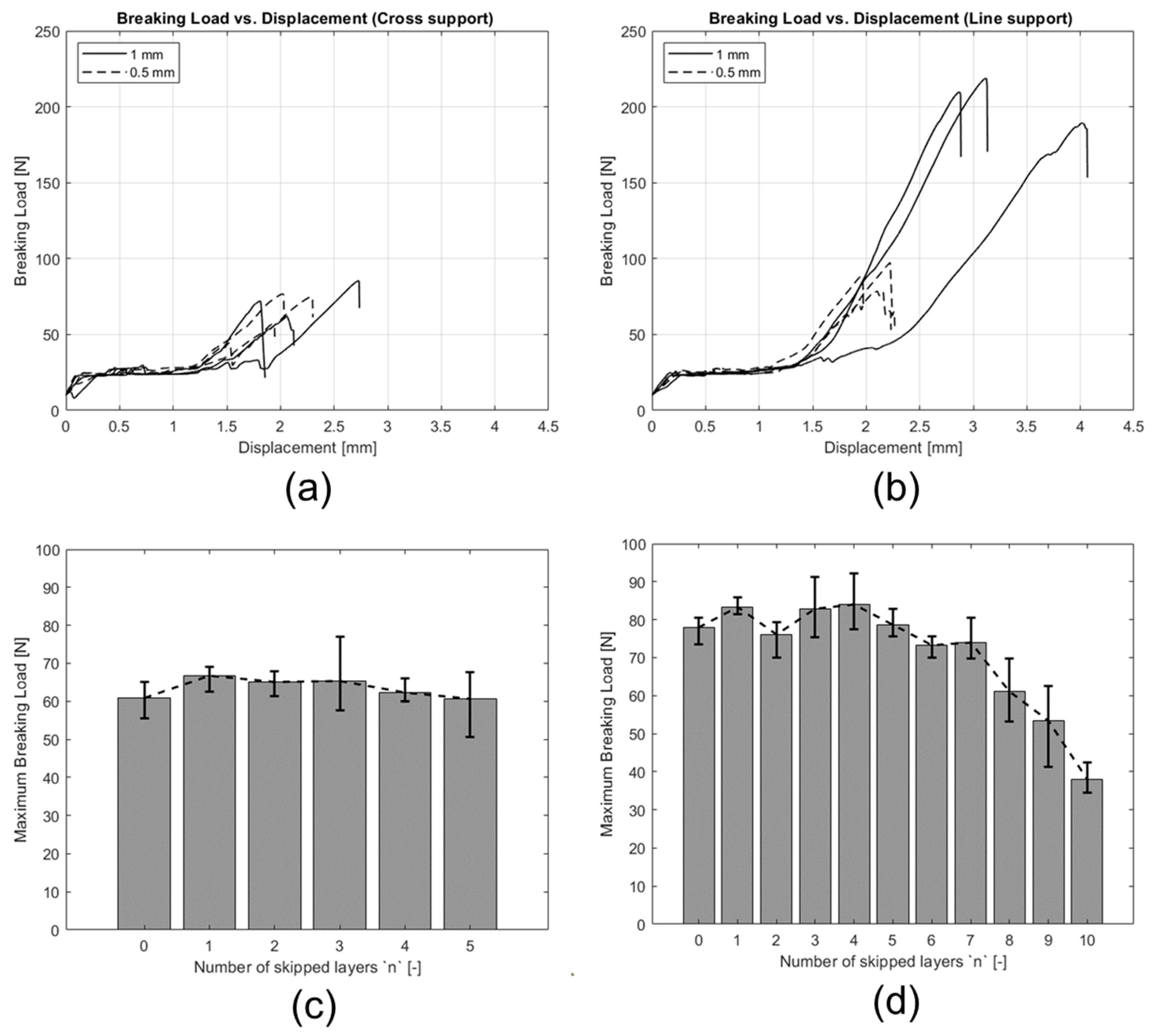
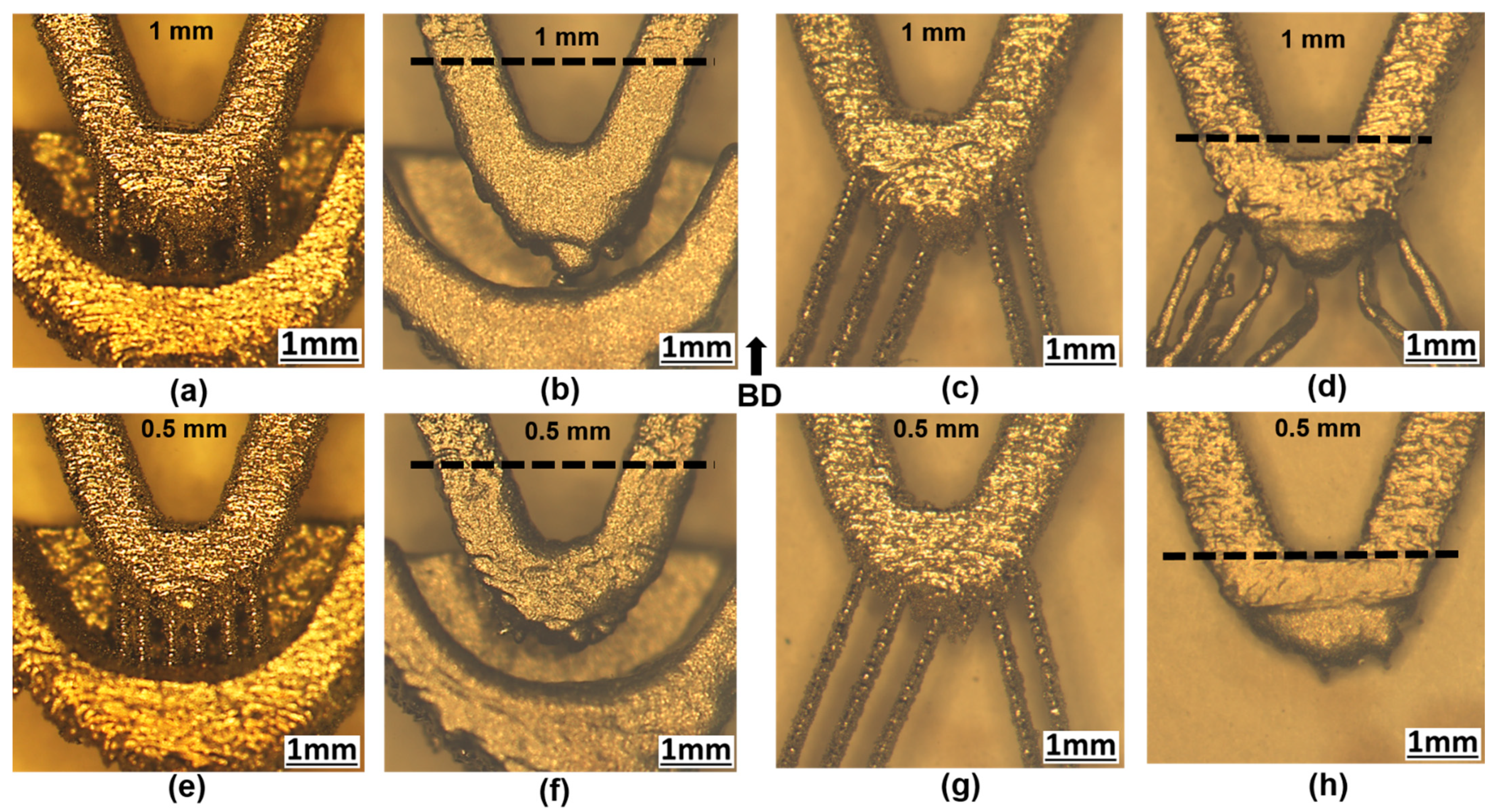
3.1. Support Structure Optimization
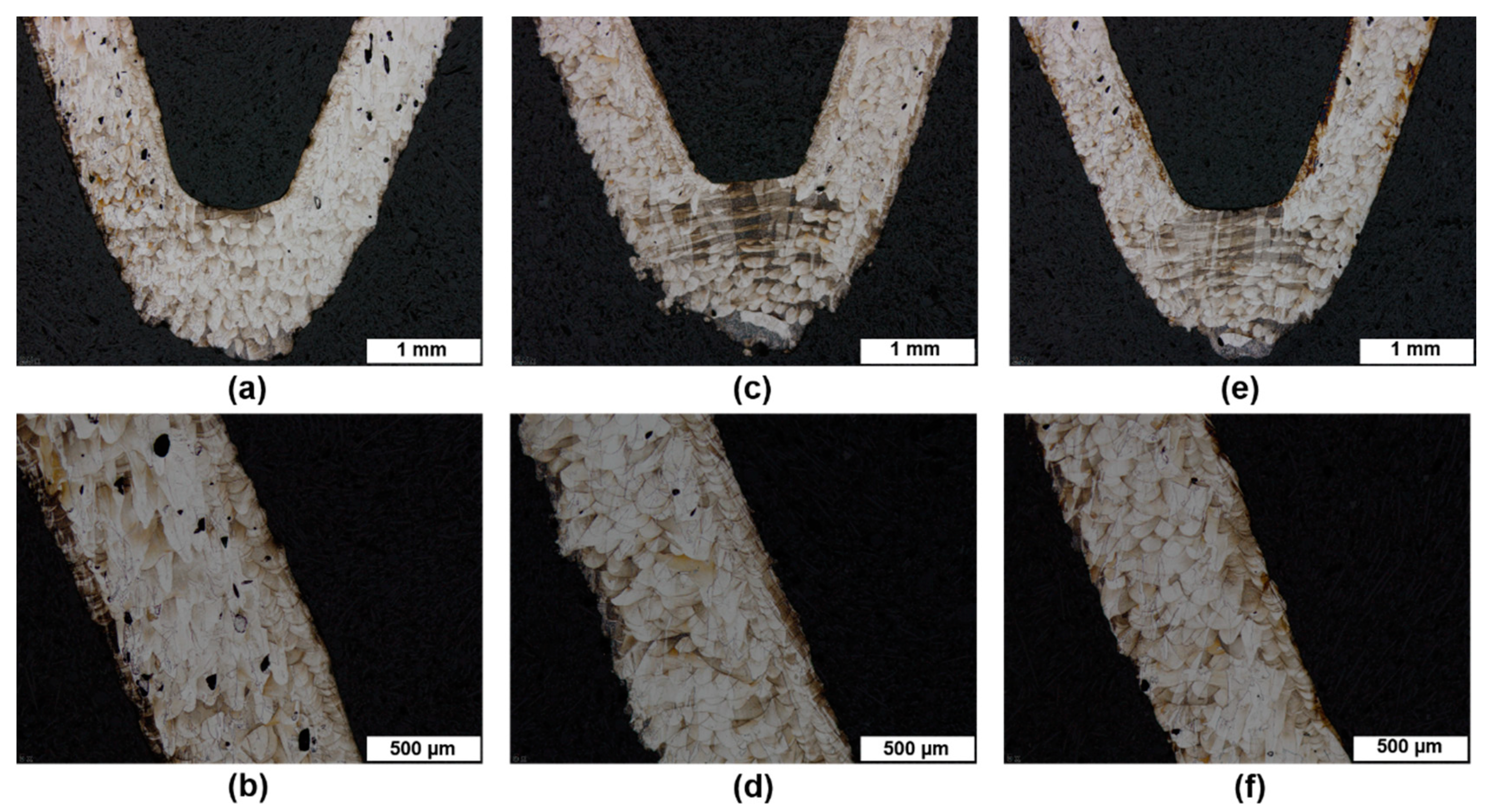
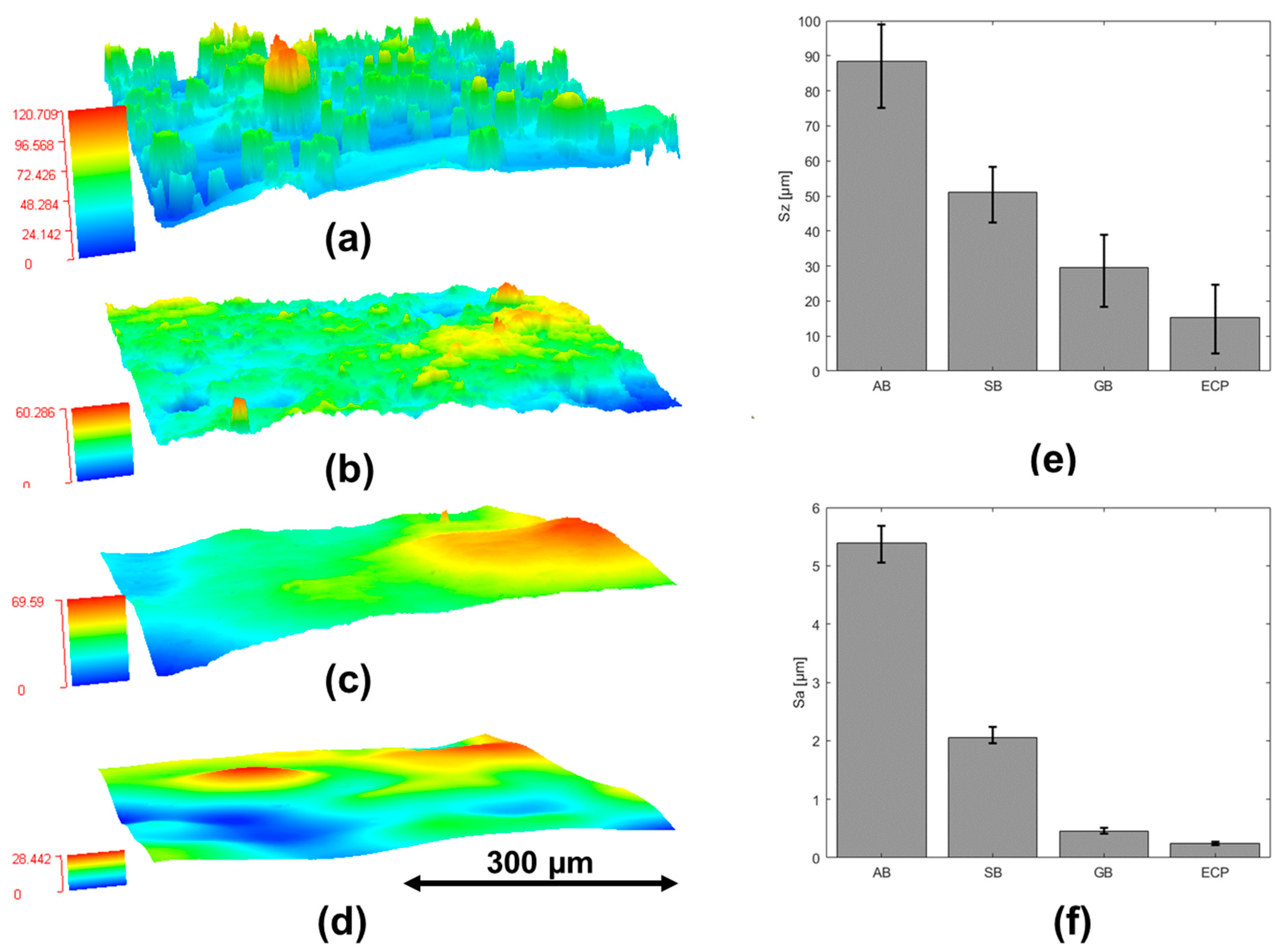
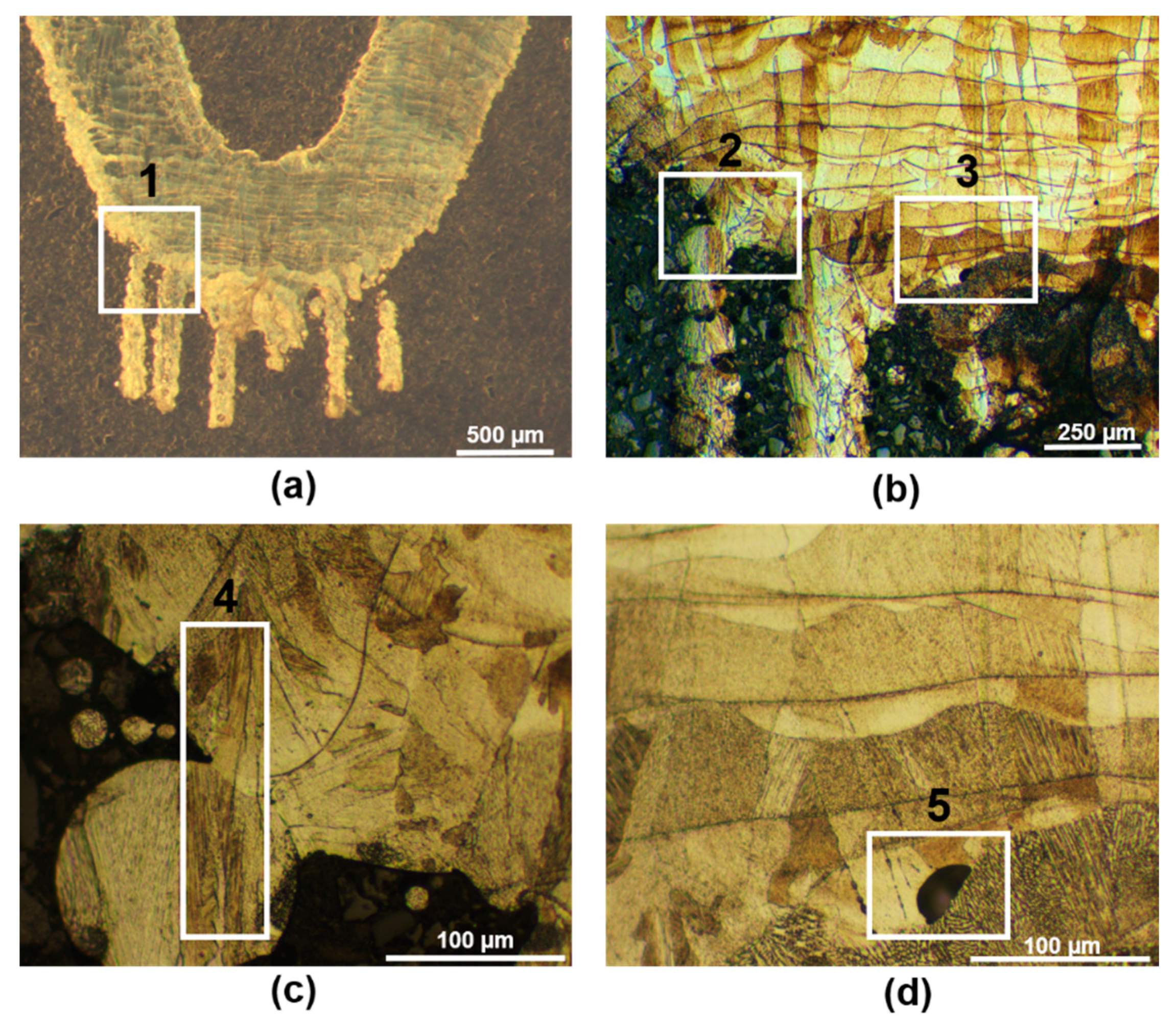
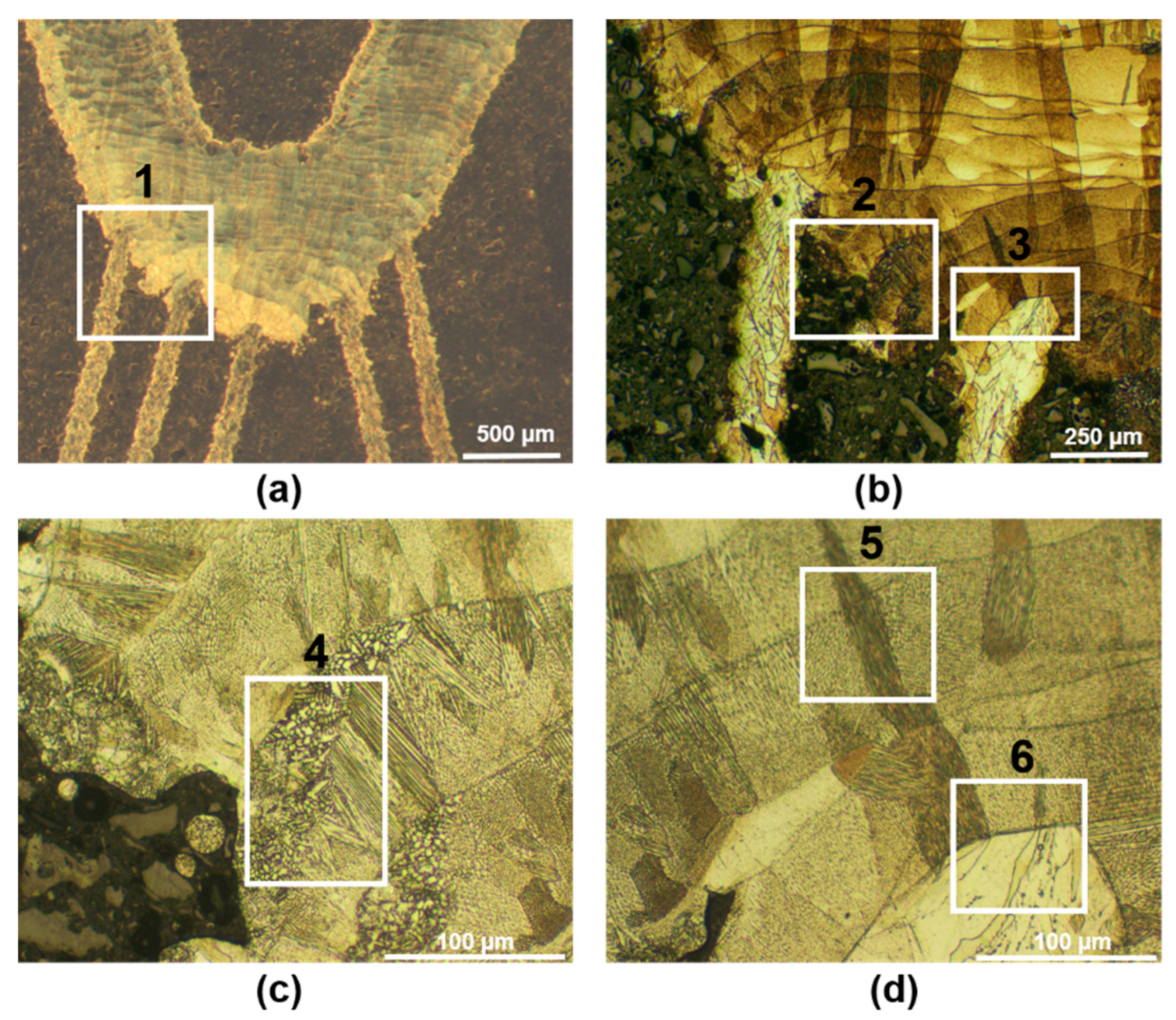
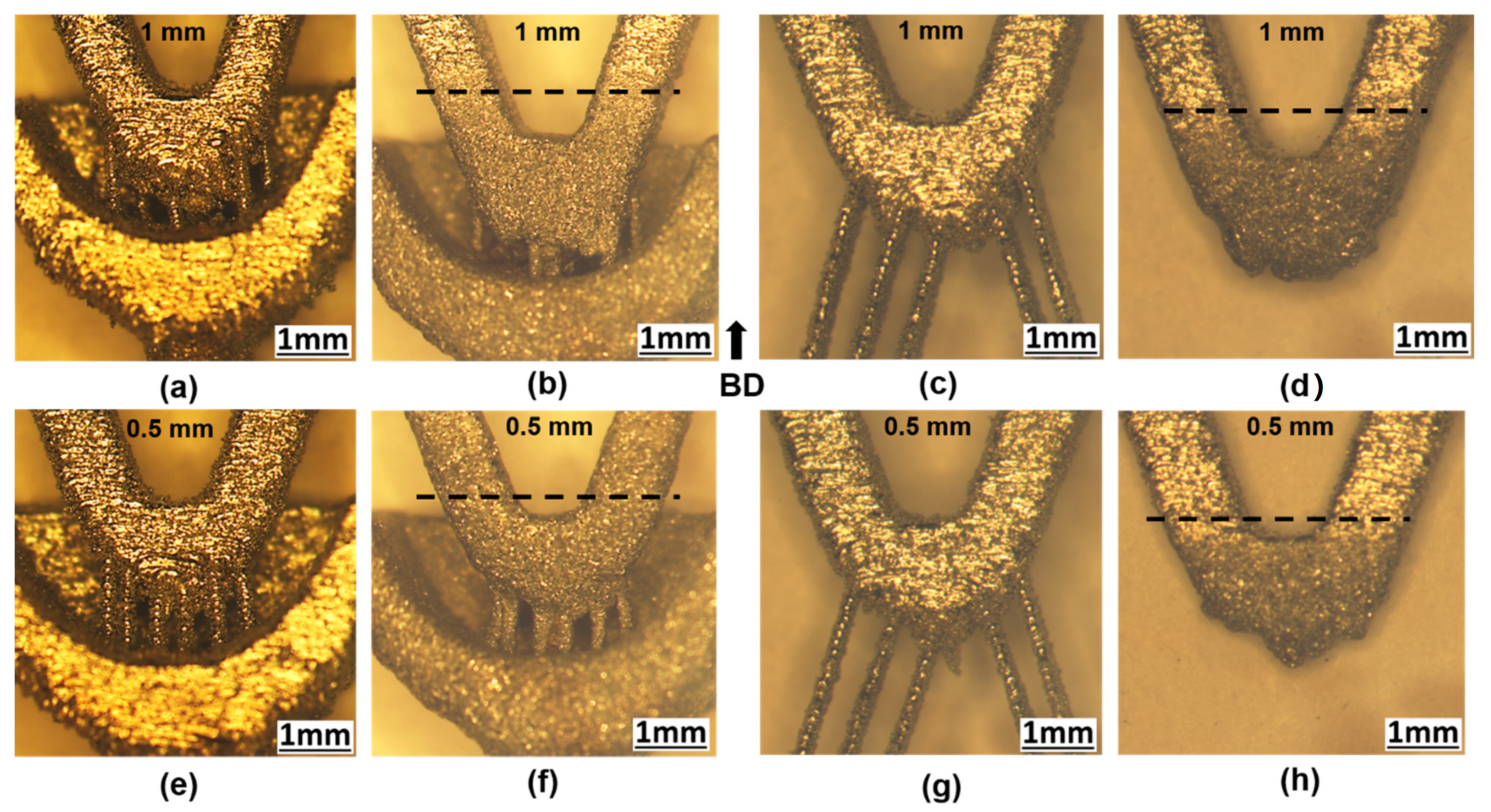
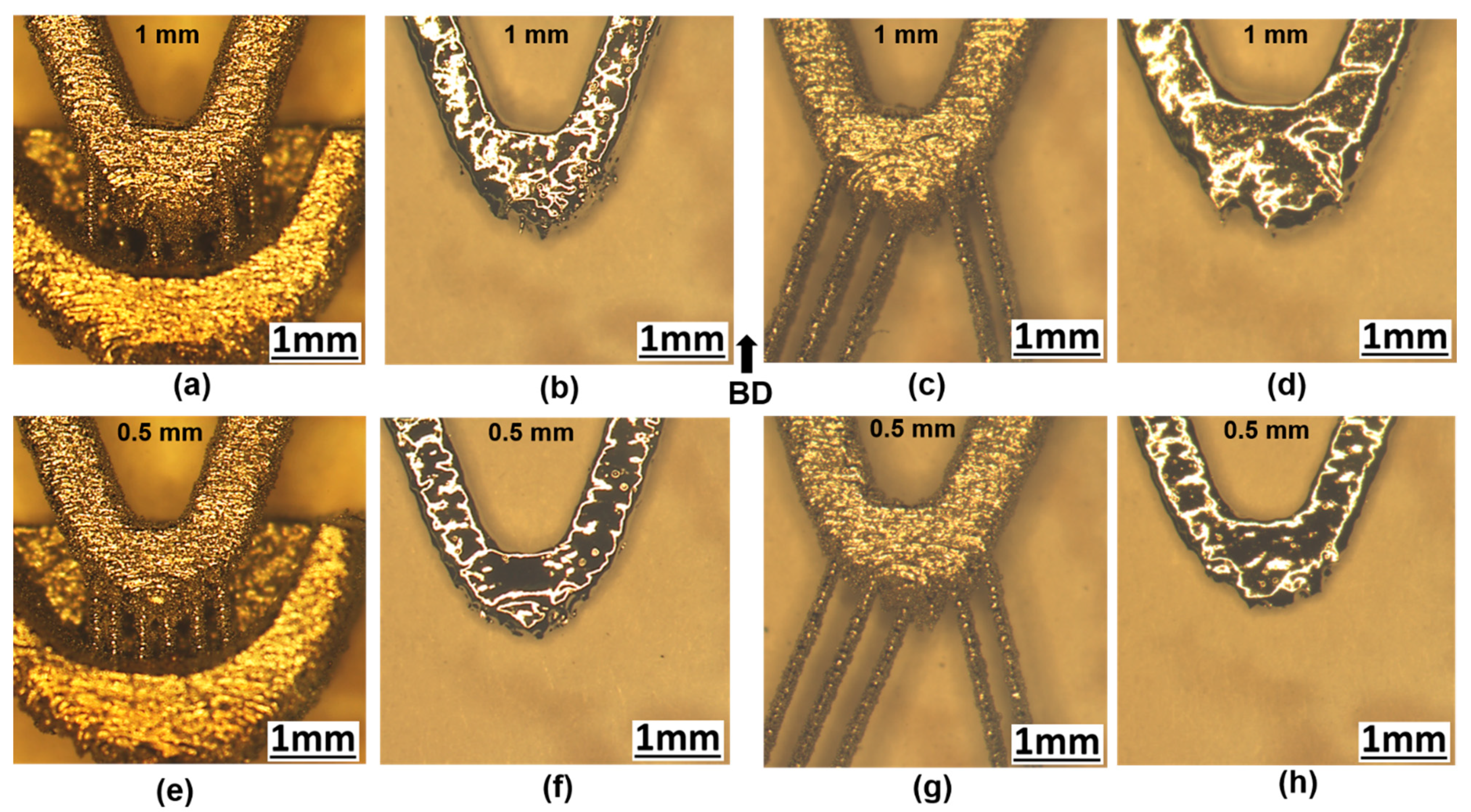
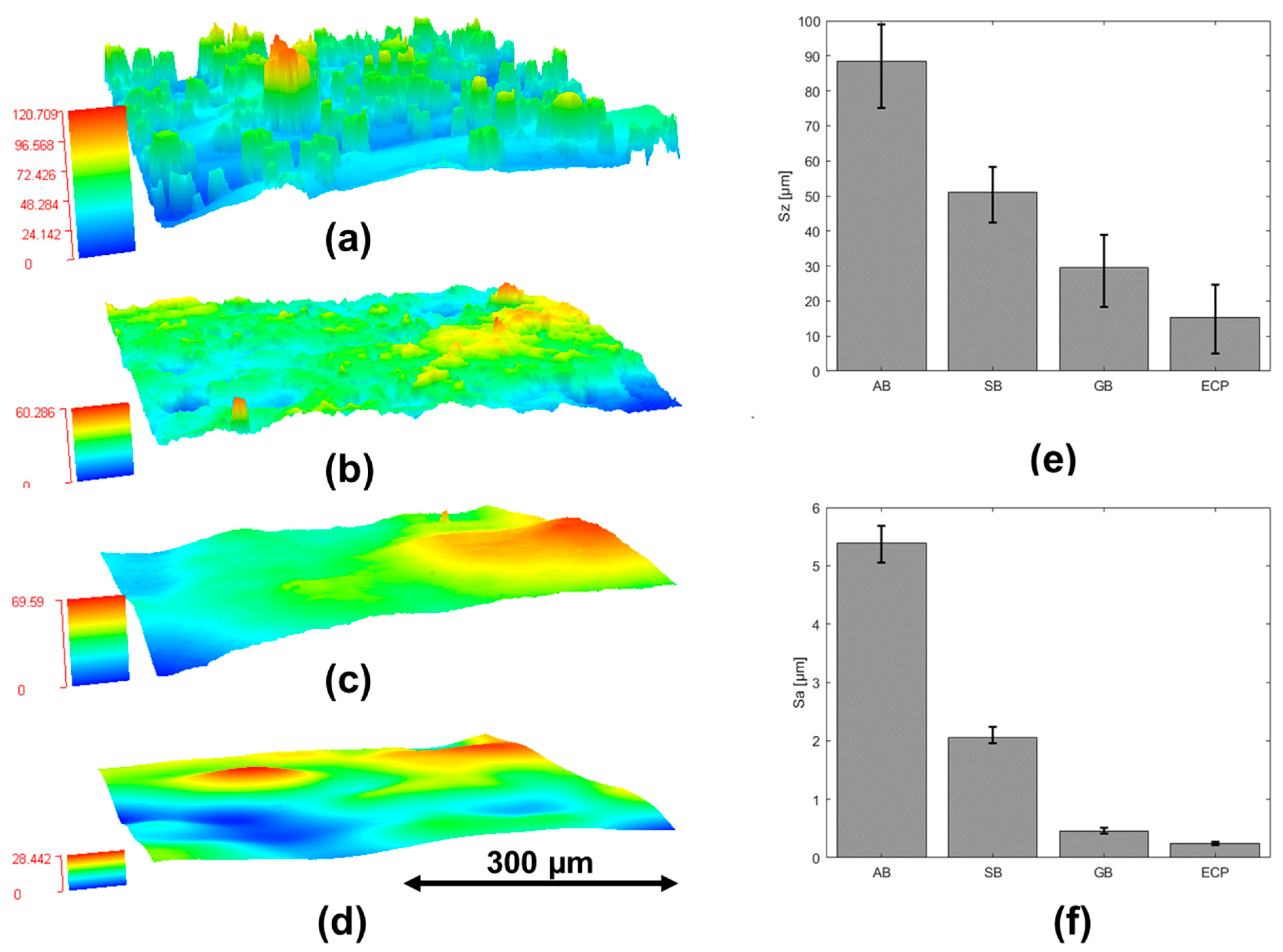
3.2. Support Removal Strategies
3.2.1. Sand Blasting (SB)
3.2.2. Glass Bead Blasting (GB)
3.2.3. Electrochemical Polishing (ECP)
4. Discussion
Support Structure Design Optimization and Support Removal Strategies
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Marini, D.; Cunningham, D.; Corney, J.R. Near net shape manufacturing of metal: A review of approaches and their evolutions. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 232, 650–669. [Google Scholar] [CrossRef] [Green Version]
- Mandal, D. Near Net Shape Casting through Investment, Die and Centrifugal Casting. CAFP-2008; Special Metal Casting and Forming Processes. pp. 1–19. Available online: http://eprints.nmlindia.org/5867 (accessed on 11 July 2021).
- Taminger, K.M.; Hafley, R.A. Electron beam freeform fabrication for cost effective near-net shape manufacturing. Nato AVT 2006, 139, 16-1–16-10. [Google Scholar]
- Wu, X.-H.; Mei, J. Near net shape manufacturing of components using direct laser fabrication technology. J. Mater. Process. Technol. 2003, 135, 266–270. [Google Scholar] [CrossRef]
- Pérez, J.D.; de Lacalle, L.N.; Urbikain, G.; Pereira, O.; Martínez, S.; Bris, J. On the relationship between cutting forces and anisotropy features in the milling of LPBF Inconel 718 for near net shape parts. Int. J. Mach. Tools Manuf. 2021, 103801. [Google Scholar] [CrossRef]
- Yang, S.; Tang, Y.; Zhao, Y.F. A new part consolidation method to embrace the design freedom of additive manufacturing. J. Manuf. Process. 2015, 20, 444–449. [Google Scholar] [CrossRef] [Green Version]
- Cunningham, C.R.; Flynn, J.M.; Shokrani, A.; Dhokia, V.; Newman, S.T. Invited review article: Strategies and processes for high quality wire arc additive manufacturing. Addit. Manuf. 2018, 22, 672–686. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Xu, J.; Norrish, J. A review of the wire arc additive manufacturing of metals: Properties, defects and quality improvement. J. Manuf. Process. 2018, 35, 127–139. [Google Scholar] [CrossRef]
- Hufenbach, J.; Sander, J.; Kochta, F.; Pilz, S.; Voss, A.; Kühn, U.; Gebert, A. Effect of selective laser melting on microstructure, mechanical, and corrosion properties of biodegradable FeMnCS for implant applications. Adv. Eng. Mater. 2020, 22, 2000182. [Google Scholar] [CrossRef]
- Mukherjee, T.; Zhang, W.; DebRoy, T. An improved prediction of residual stresses and distortion in additive manufacturing. Comput. Mater. Sci. 2017, 126, 360–372. [Google Scholar] [CrossRef] [Green Version]
- Jiang, J.; Xu, X.; Stringer, J. Support structures for additive manufacturing: A review. J. Manuf. Mater. Process. 2018, 2, 64. [Google Scholar] [CrossRef] [Green Version]
- Strano, G.; Hao, L.; Everson, R.M.; Evans, K.E. A new approach to the design and optimisation of support structures in additive manufacturing. Int. J. Adv. Manuf. Technol. 2013, 66, 1247–1254. [Google Scholar] [CrossRef]
- Ameen, W.; Al-Ahmari, A.; Mohammed, M.K.; Mian, S.H. Manufacturability of overhanging holes using electron beam melting. Metals 2018, 8, 397. [Google Scholar] [CrossRef] [Green Version]
- Mhapsekar, K.; McConaha, M.; Anand, S. Additive manufacturing constraints in topology optimization for improved manufacturability. J. Manuf. Sci. Eng. 2018, 140. [Google Scholar] [CrossRef]
- Han, Q.; Gu, H.; Soe, S.; Setchi, R.; Lacan, F.; Hill, J. Manufacturability of AlSi10Mg overhang structures fabricated by laser powder bed fusion. Mater. Des. 2018, 160, 1080–1095. [Google Scholar] [CrossRef]
- Nadammal, N.; Kromm, A.; Saliwan-Neumann, R.; Farahbod, L.; Haberland, C.; Portella, P.D. Influence of support configurations on the characteristics of selective laser-melted inconel 718. JOM 2018, 70, 343–348. [Google Scholar] [CrossRef]
- Golledge, J. Abdominal aortic aneurysm: Update on pathogenesis and medical treatments. Nat. Rev. Cardiol. 2019, 16, 225–242. [Google Scholar] [CrossRef]
- Golledge, J.; Moxon, J.V.; Singh, T.P.; Bown, M.J.; Mani, K.; Wanhainen, A. Lack of an effective drug therapy for abdominal aortic aneurysm. J. Intern. Med. 2020, 288, 6–22. [Google Scholar] [CrossRef] [Green Version]
- Demanget, N.; Duprey, A.; Badel, P.; Orgéas, L.; Avril, S.; Geindreau, C.; Albertini, J.N.; Favre, J.P. Finite element analysis of the mechanical performances of 8 marketed aortic stent-grafts. J. Endovasc. Ther. 2013, 20, 523–535. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Troisi, N.; Torsello, G.; Donas, K.P.; Austermann, M. Endurant stent-graft: A 2-year, single-center experience with a new commercially available device for the treatment of abdominal aortic aneurysms. J. Endovasc. Ther. 2010, 17, 439–448. [Google Scholar] [CrossRef]
- Zhang, L.; Chen, X.; Liu, M. Research of customized aortic stent graft manufacture. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Hong Kong, 2016; Volume 187, p. 012027. [Google Scholar] [CrossRef]
- Demir, A.G.; Previtali, B. Additive manufacturing of cardiovascular CoCr stents by selective laser melting. Mater. Des. 2017, 119, 338–350. [Google Scholar] [CrossRef] [Green Version]
- Finazzi, V.; Demir, A.G.; Biffi, C.A.; Chiastra, C.; Migliavacca, F.; Petrini, L.; Previtali, B. Design rules for producing cardiovascular stents by selective laser melting: Geometrical constraints and opportunities. Procedia Struct. Integr. 2019, 15, 16–23. [Google Scholar] [CrossRef]
- Wessarges, Y.; Hagemann, R.; Gieseke, M.; Noelke, C.; Kaierle, S.; Schmidt, W.; Schmitz, K.P.; Haferkamp, H. Additive manufacturing of vascular implants by selective laser melting. Biomed. Eng.-Biomed. Tech. 2014, 59, S401–S404. [Google Scholar]
- Fischer, J.; Kniepkamp, M.; Abele, E. Micro laser melting: Analyses of current potentials and restrictions for the additive manufacturing of micro structures. In Proceedings of the 25th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 4–6 August 2014; pp. 4–6. [Google Scholar]
- Bhullar, S.K.; Hewage, A.M.; Alderson, A.; Alderson, K.; Jun, M.B. Influence of negative Poisson’s ratio on stent applications. Adv. Mater. 2013, 2, 42–47. [Google Scholar] [CrossRef]
- Geng, L.C.; Ruan, X.L.; Wu, W.W.; Xia, R.; Fang, D.N. Mechanical properties of selective laser sintering (SLS) additive manufactured chiral Auxetic cylindrical stent. Exp. Mech. 2019, 59, 913–925. [Google Scholar] [CrossRef]
- Calleja-Ochoa, A.; Gonzalez-Barrio, H.; Lacalle, N.L.; Martínez, S.; Albizuri, J.; Lamikiz, A. A New Approach in the Design of Microstructured Ultralight Components to Achieve Maximum Functional Performance. Materials 2021, 14, 1588. [Google Scholar] [CrossRef] [PubMed]
- Kuo, Y.H.; Cheng, C.C.; Lin, Y.S.; San, C.H. Support structure design in additive manufacturing based on topology optimization. Struct. Multidiscip. Optim. 2018, 57, 183–195. [Google Scholar] [CrossRef]
- Zhou, M.; Liu, Y.; Lin, Z. Topology optimization of thermal conductive support structures for laser additive manufacturing. Comput. Methods Appl. Mech. Eng. 2019, 353, 24–43. [Google Scholar] [CrossRef]
- Bartsch, K.; Lange, F.; Gralow, M.; Emmelmann, C. Novel approach to optimized support structures in laser beam melting by combining process simulation with topology optimization. J. Laser Appl. 2019, 31, 022302. [Google Scholar] [CrossRef]
- Cheng, L.; Liang, X.; Bai, J.; Chen, Q.; Lemon, J.; To, A. On utilizing topology optimization to design support structure to prevent residual stress induced build failure in laser powder bed metal additive manufacturing. Addit. Manuf. 2019, 27, 290–304. [Google Scholar] [CrossRef]
- Gan, M.X.; Wong, C.H. Practical support structures for selective laser melting. J. Mater. Process. Technol. 2016, 238, 474–484. [Google Scholar] [CrossRef]
- Mukhametkaliyev, T.M.; Ferrucci, M.; Pavan, M.; Villanueva, M.C.; Craeghs, T.; Claeys, C.; Deckers, E.; Desmet, W. Optimization of the Additive Manufacturing Process for Geometrically Complex Vibro-acoustic Metamaterials. In Proceedings of the 30th Annual International Solid Freeform Fabrication Symposium–An Additive Manufacturing Conference, Austin, TX, USA, 12–14 August 2019. [Google Scholar]
- Wang, D.; Yang, Y.; Yi, Z.; Su, X. Research on the fabricating quality optimization of the overhanging surface in SLM process. Int. J. Adv. Manuf. Technol. 2013, 65, 1471–1484. [Google Scholar] [CrossRef]
- Wiesent, L.; Schultheiß, U.; Schmid, C.; Schratzenstaller, T.; Nonn, A. Experimentally validated simulation of coronary stents considering different dogboning ratios and asymmetric stent positioning. PLoS ONE 2019, 14, e0224026. [Google Scholar] [CrossRef] [Green Version]
- Nelaturi, S.; Behandish, M.; Mirzendehdel, A.M.; de Kleer, J. Automatic support removal for additive manufacturing post processing. Comput.-Aided Des. 2019, 115, 135–146. [Google Scholar] [CrossRef] [Green Version]
- Horn, M.; Langer, L.; Schafnitzel, M.; Dietrich, S.; Schlick, G.; Seidel, C.; Reinhart, G. Influence of metal powder cross-contaminations on part quality in Laser Powder Bed Fusion: Copper alloy particles in maraging steel feedstock. Procedia CIRP 2020, 94, 167–172. [Google Scholar] [CrossRef]
- Finazzi, V.; Demir, A.G.; Biffi, C.A.; Migliavacca, F.; Petrini, L.; Previtali, B. Design and functional testing of a novel balloon-expandable cardiovascular stent in CoCr alloy produced by selective laser melting. J. Manuf. Process. 2020, 55, 161–173. [Google Scholar] [CrossRef]
- Meboldt, M.; Klahn, C. (Eds.) Industrializing Additive Manufacturing: Proceedings of AMPA2020; Springer Nature AG Switzerland: Cham, Switzerland, 2020. [Google Scholar]
- Langi, E.; Zhao, L.G.; Jamshidi, P.; Attallah, M.M.; Silberschmidt, V.V.; Willcock, H.; Vogt, F. Microstructural and mechanical characterization of thin-walled tube manufactured with selective laser melting for stent application. J. Mater. Eng. Perform. 2021, 30, 696–710. [Google Scholar] [CrossRef]
- Druzgalski, C.L.; Ashby, A.; Guss, G.; King, W.E.; Roehling, T.T.; Matthews, M.J. Process optimization of complex geometries using feed forward control for laser powder bed fusion additive manufacturing. Addit. Manuf. 2020, 34, 101169. [Google Scholar] [CrossRef]
- Nadammal, N.; Cabeza, S.; Mishurova, T.; Thiede, T.; Kromm, A.; Seyfert, C.; Farahbod, L.; Haberland, C.; Schneider, J.A.; Portella, P.D.; et al. Effect of hatch length on the development of microstructure, texture and residual stresses in selective laser melted superalloy Inconel 718. Mater. Des. 2017, 134, 139–150. [Google Scholar] [CrossRef]
- Khan, H.M.; Karabulut, Y.; Kitay, O.; Kaynak, Y.; Jawahir, I.S. Influence of the post-processing operations on surface integrity of metal components produced by laser powder bed fusion additive manufacturing: A review. Mach. Sci. Technol. 2020, 25, 118–176. [Google Scholar] [CrossRef]
- Yang, K.T.; Kim, M.K.; Kim, D.; Suhr, J. Investigation of laser powder bed fusion manufacturing and post-processing for surface quality of as-built 17-4PH stainless steel. Surf. Coat. Technol. 2021, 422, 127492. [Google Scholar] [CrossRef]
- Díaz-Tena, E.; Rodríguez-Ezquerro, A.; de Lacalle Marcaide, L.L.; Bustinduy, L.G.; Sáenz, A.E. A sustainable process for material removal on pure copper by use of extremophile bacteria. J. Clean. Prod. 2014, 84, 752–760. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Fe | Cr | Ni | Mo | Mn | Si | N | O | C |
|---|---|---|---|---|---|---|---|---|---|
| SS 316L | Balance | 16.9 | 11.1 | 2.4 | 1.2 | 0.4 | <0.1 | 0.056 | 0.015 |
| Filling | Down Skin | Up Skin | Support | |
|---|---|---|---|---|
| Laser power (W) | 350 | 100 | 300 | 150 |
| Scan speed (mm/s) | 700 | 1000 | 400 | 650 |
| Layer thickness (µm) | 50 | 50 | 50 | 50 |
| Hatch distance (mm) | 0.12 | 0.08 | 0.08 | - |
| Al2O3 | TiO2 | Fe2O3 | SiO2 | CaO | MgO | |
|---|---|---|---|---|---|---|
| Normal corundum | 95.65 | 2.42 | 0.12 | 0.92 | 0.35 | 0.22 |
| SiO2 | Na2O | CaO | MgO | Al2O3 | K2O | Fe2O3 | |
|---|---|---|---|---|---|---|---|
| Glass beads | 70–75 | 12–15 | 7–12 | <5 | <2.5 | <1.5 | <0.5 |
| Performance Characteristics | Filled Circle | Rectangle | Cross | Line |
|---|---|---|---|---|
| Material usage | +++++ | ++++ | +++ | ++ |
| Manufacturing time | +++++ | ++++ | +++ | ++ |
| Breaking load requirements | ++ | ++ | +++ | ++++ |
| Ease of support removal | Difficult | – | Medium | Easy |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grad, M.; Nadammal, N.; Schultheiss, U.; Lulla, P.; Noster, U. An Integrative Experimental Approach to Design Optimization and Removal Strategies of Supporting Structures Used during L-PBF of SS316L Aortic Stents. Appl. Sci. 2021, 11, 9176. https://doi.org/10.3390/app11199176
Grad M, Nadammal N, Schultheiss U, Lulla P, Noster U. An Integrative Experimental Approach to Design Optimization and Removal Strategies of Supporting Structures Used during L-PBF of SS316L Aortic Stents. Applied Sciences. 2021; 11(19):9176. https://doi.org/10.3390/app11199176
Chicago/Turabian StyleGrad, Marius, Naresh Nadammal, Ulrich Schultheiss, Philipp Lulla, and Ulf Noster. 2021. "An Integrative Experimental Approach to Design Optimization and Removal Strategies of Supporting Structures Used during L-PBF of SS316L Aortic Stents" Applied Sciences 11, no. 19: 9176. https://doi.org/10.3390/app11199176
APA StyleGrad, M., Nadammal, N., Schultheiss, U., Lulla, P., & Noster, U. (2021). An Integrative Experimental Approach to Design Optimization and Removal Strategies of Supporting Structures Used during L-PBF of SS316L Aortic Stents. Applied Sciences, 11(19), 9176. https://doi.org/10.3390/app11199176