
Effect of Heat Treatment on Microstructure and Creep Behavior of Fe-40Ni-24Cr Alloy



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Procedure
3. Result and Discussion
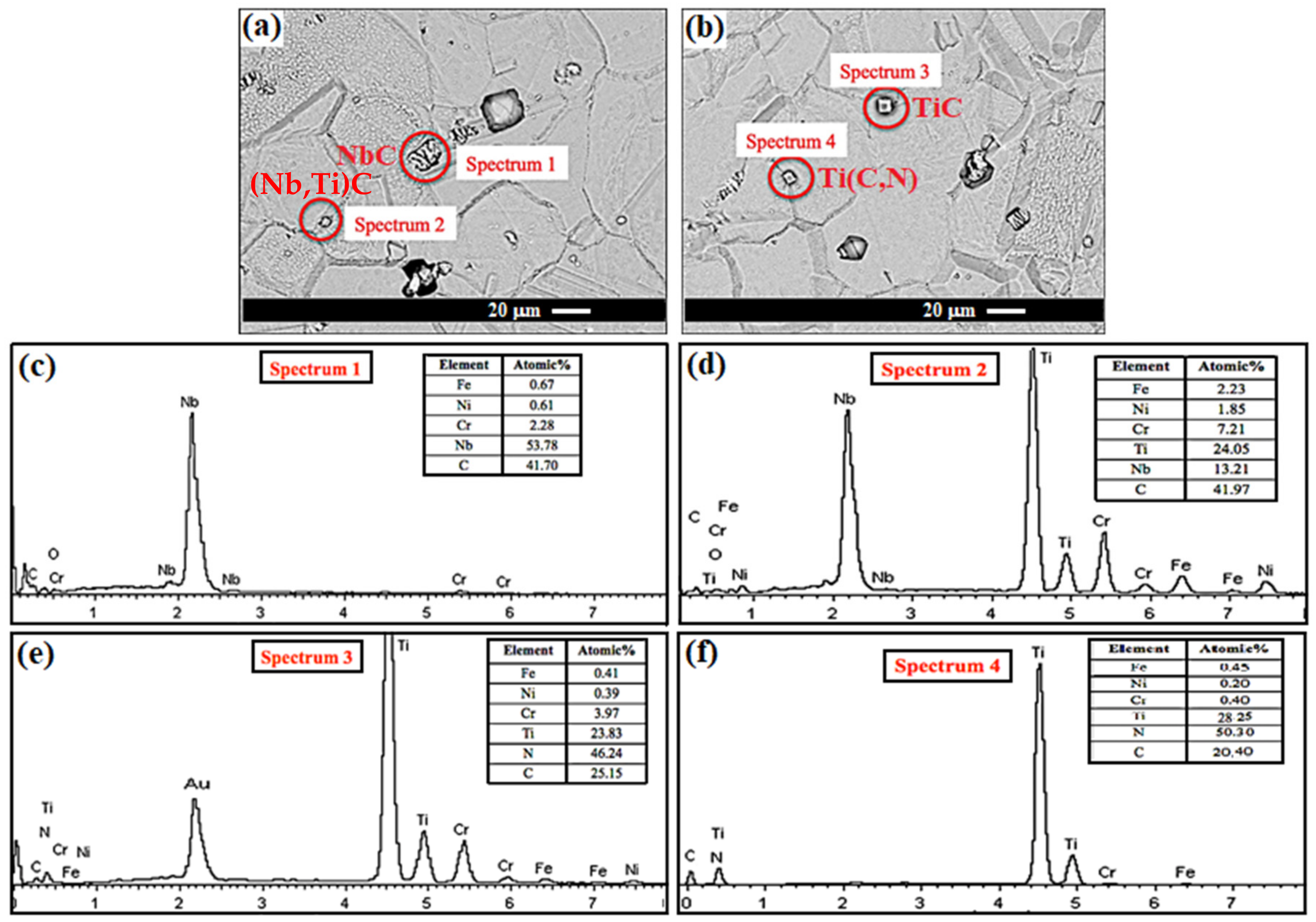
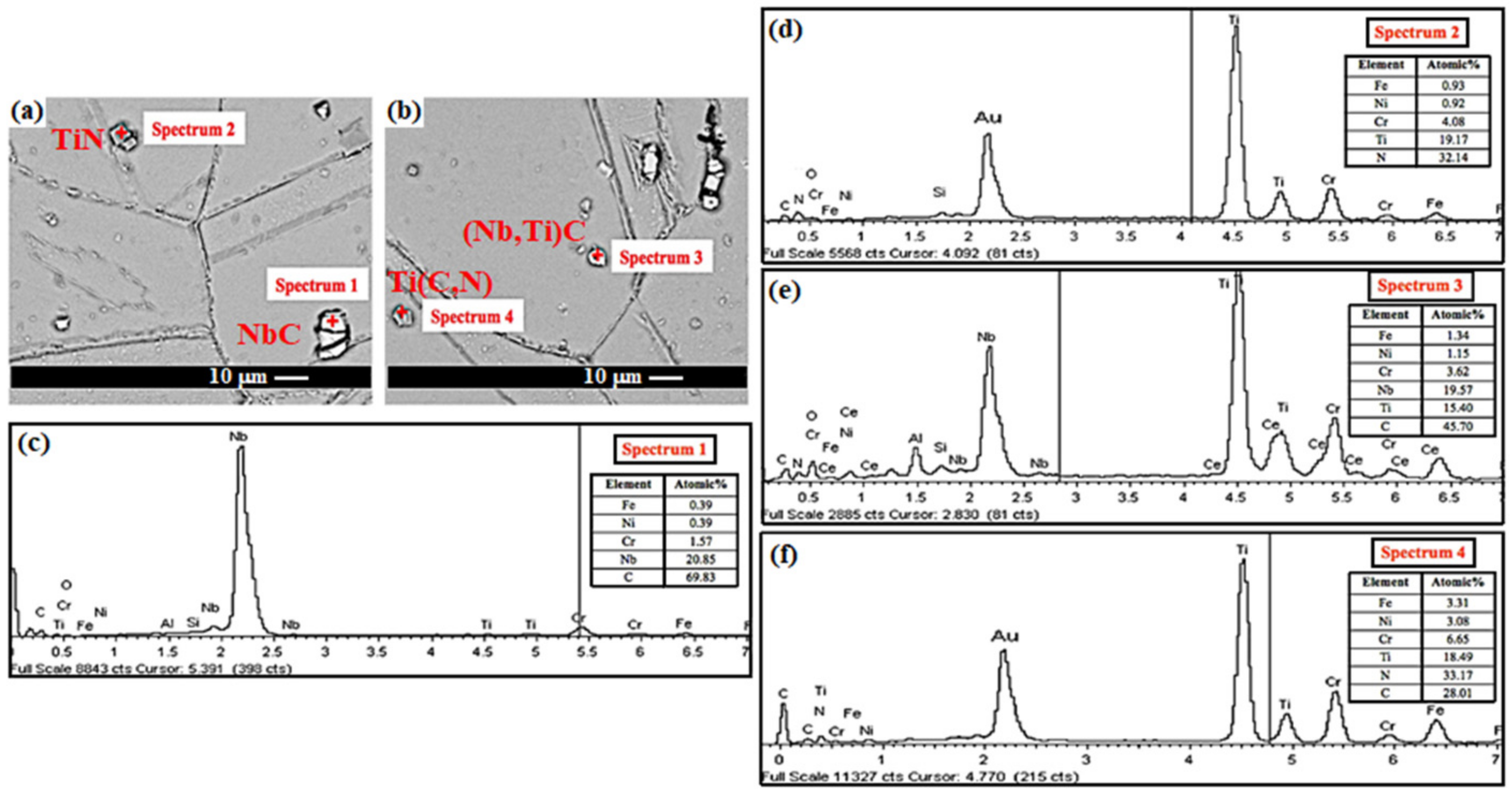
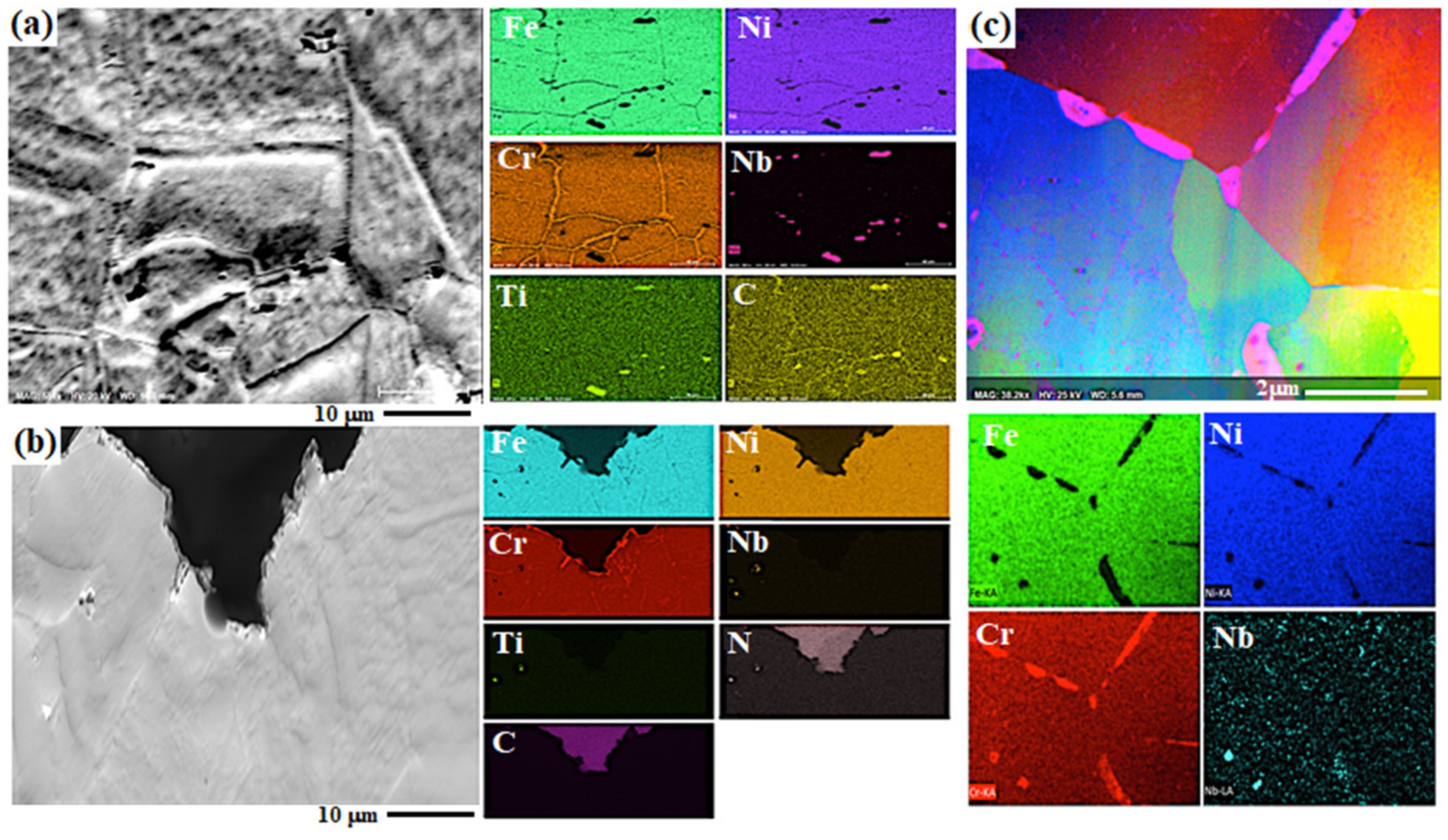
3.1. Microstructure
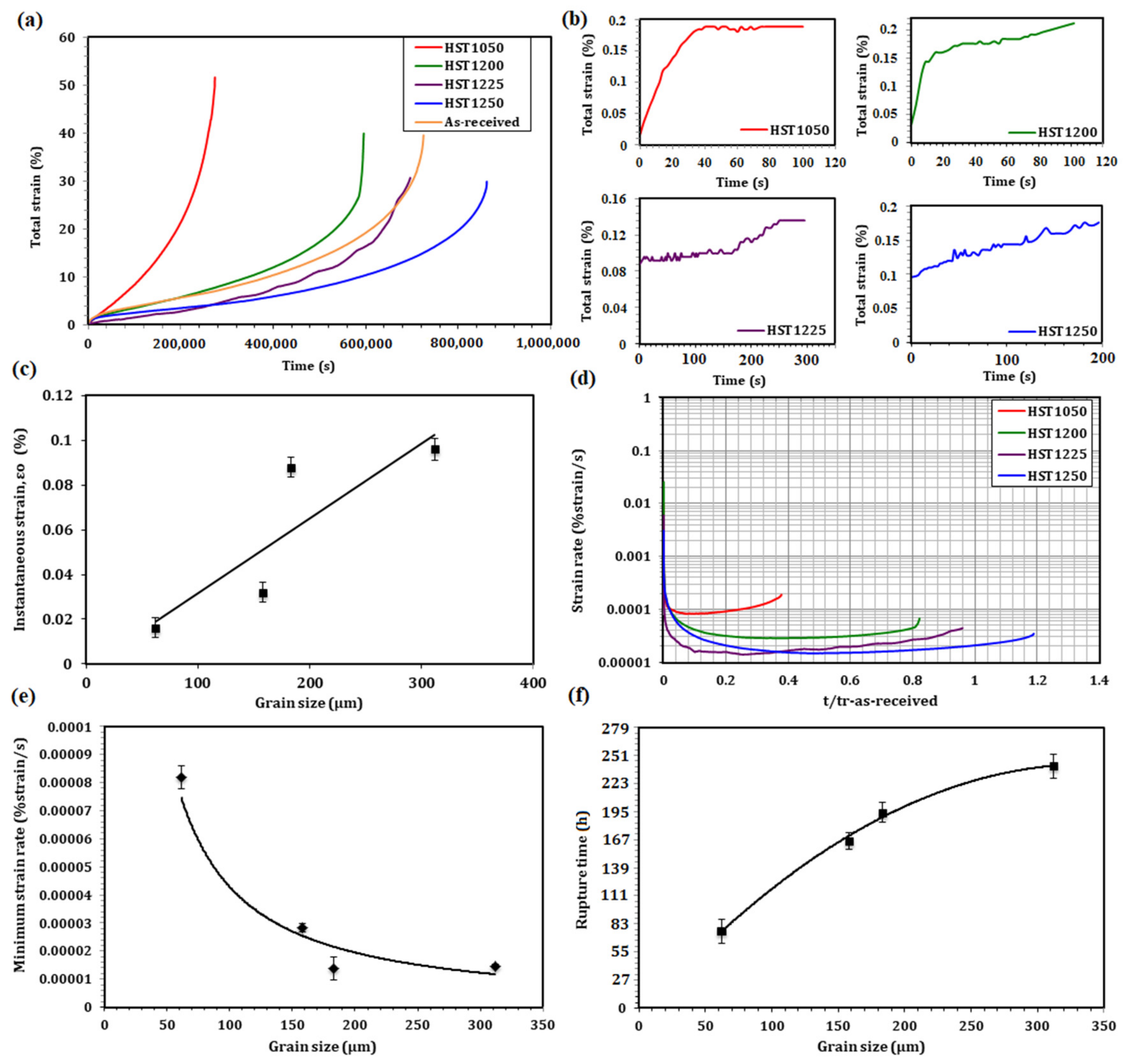
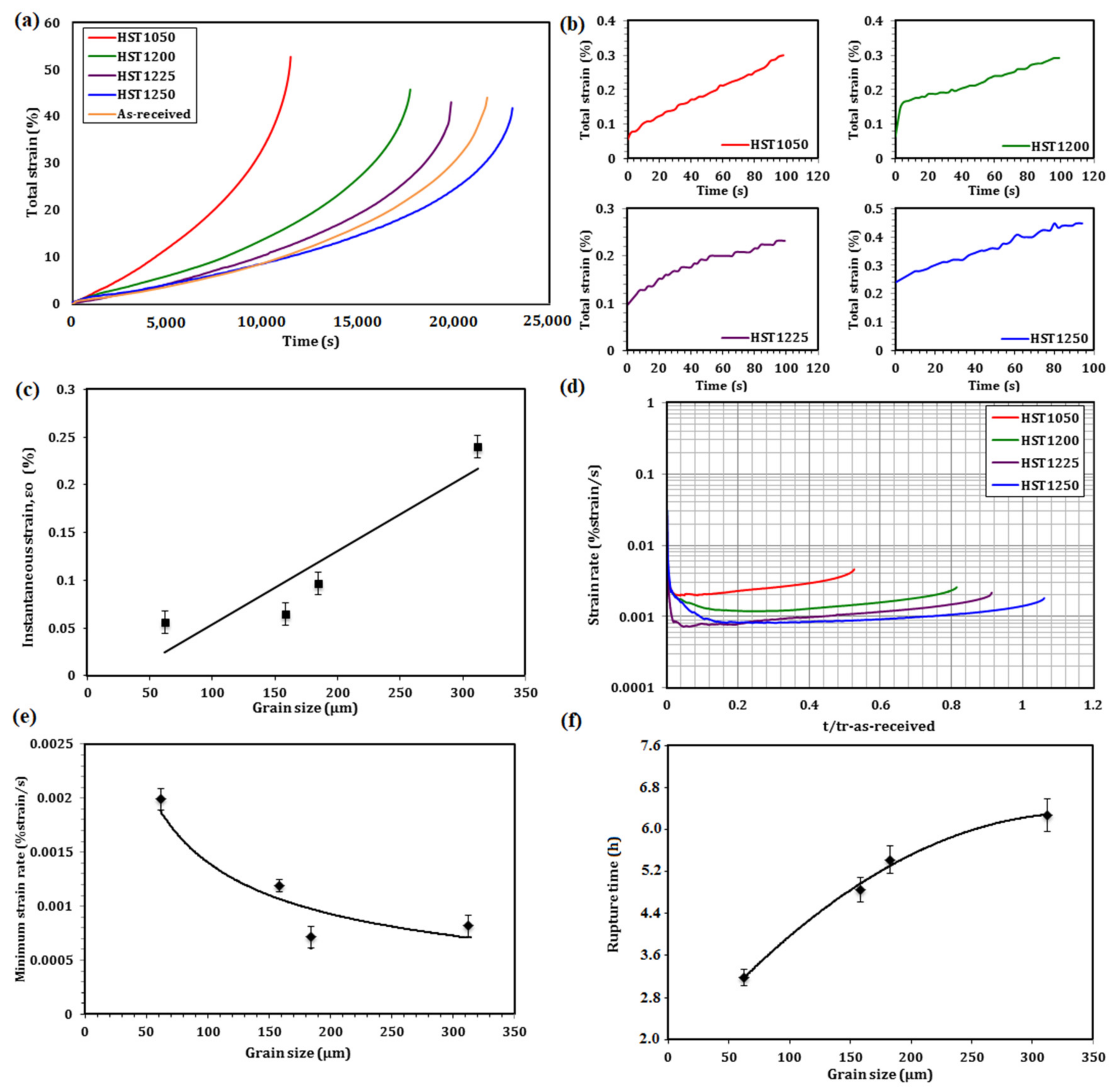
3.2. Creep Characteristic
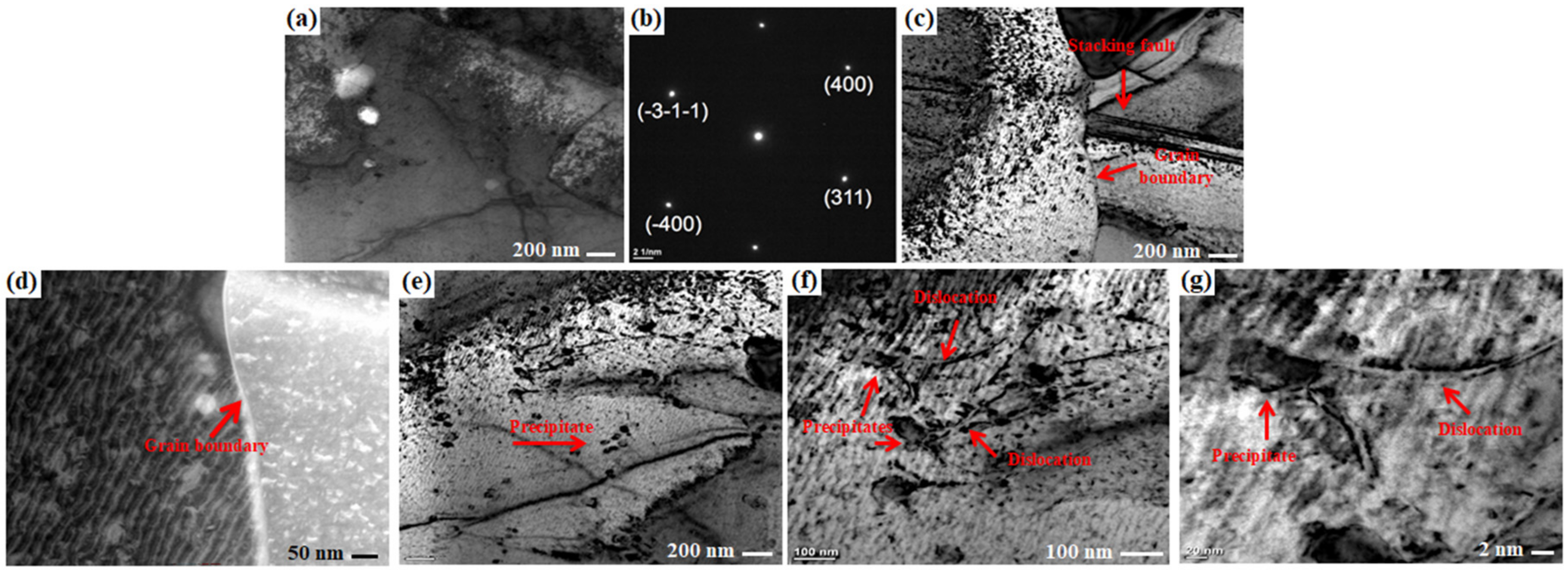
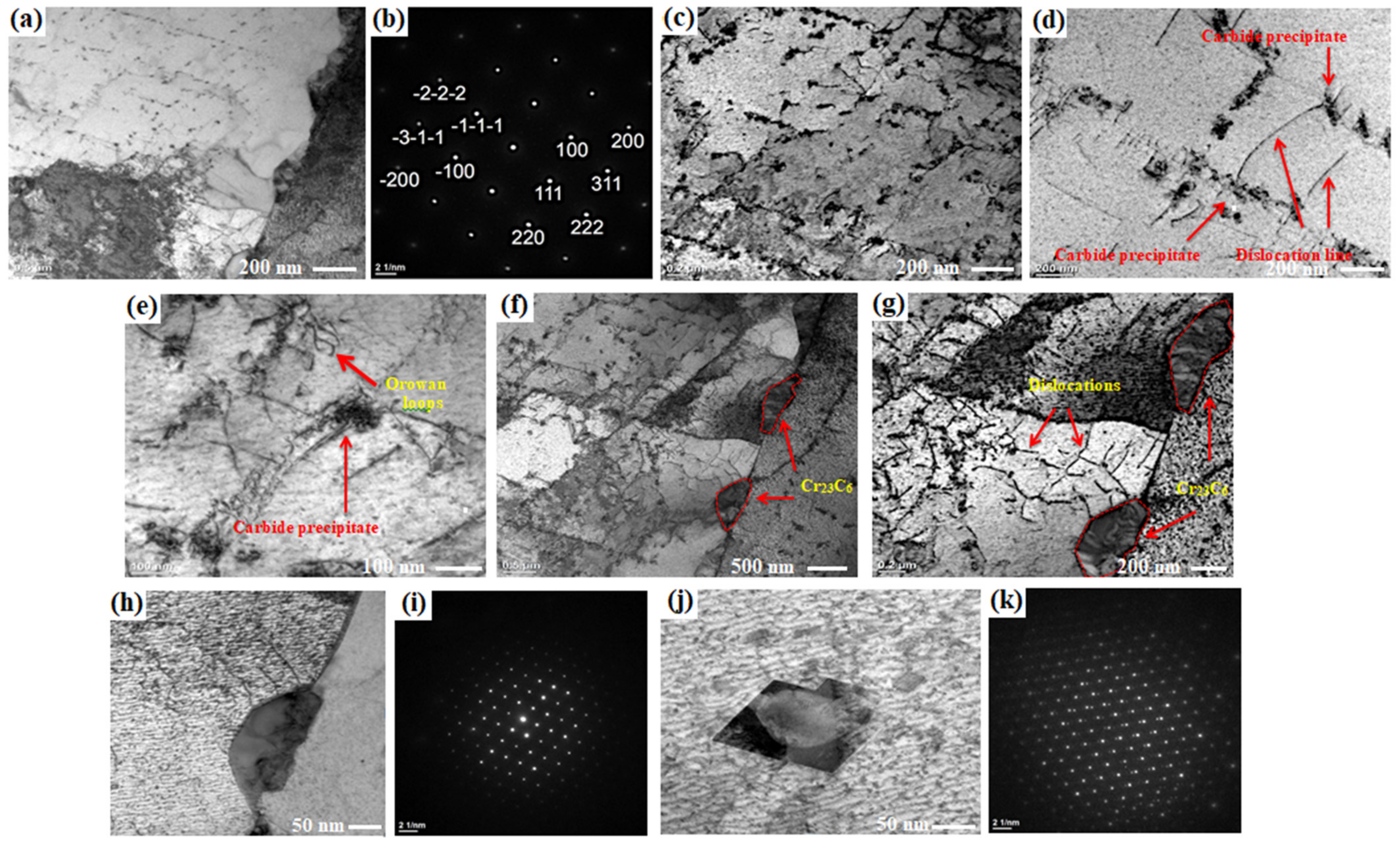
3.3. Microstructure Evolution during Creeping
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, X.; Brünger, E.; Gottstein, G. The role of twinning during dynamic recrystallization in alloy 800H. Scr. Mater. 2002, 46, 875–880. [Google Scholar] [CrossRef]
- Chi, C.-Y.; Yu, H.-Y.; Dong, J.-X.; Liu, W.-Q.; Cheng, S.-C.; Liu, Z.-D.; Xie, X.-S. The precipitation strengthening behavior of Cu-rich phase in Nb contained advanced Fe–Cr–Ni type austenitic heat resistant steel for USC power plant application. Prog. Nat. Sci. 2012, 22, 175–185. [Google Scholar] [CrossRef] [Green Version]
- Tian, S.; Zhang, B.; Shu, D.; Wu, J.; Li, Q.; Jiang, C. Creep properties and deformation mechanism of the containing 4.5 Re/3.0 Ru single crystal nickel-based superalloy at high temperatures. Mater. Sci. Eng. A 2015, 643, 119–126. [Google Scholar] [CrossRef]
- Kim, W.-G.; Park, J.-Y.; Ekaputra, I.; Kim, S.-J.; Kim, M.-H.; Kim, Y.-W. Creep deformation and rupture behavior of Alloy. Eng. Fail. Anal. 2015, 58, 441–451. [Google Scholar] [CrossRef]
- Davies, C.; Dean, D.; Yatomi, M.; Nikbin, K. The influence of test duration and geometry on the creep crack initiation and growth behaviour of 316H steel. Mater. Sci. Eng. A 2009, 510, 202–206. [Google Scholar] [CrossRef] [Green Version]
- Chen, L.; Liaw, P.; Wang, H.; He, Y.; McDaniels, R.; Jiang, L.; Yang, B.; Klarstrom, D. Cyclic deformation behavior of HAYNES® HR-120® superalloy under low-cycle fatigue loading. Mech. Mater. 2004, 36, 85–98. [Google Scholar] [CrossRef]
- Parimin, N.; Hamzah, E. Influence of Solution Treatment Temperature on the Microstructure of Ni-based HR-120 Superalloy. IOP Conf. Ser. Mater. Sci. Eng. 2020, 957, 012003. [Google Scholar] [CrossRef]
- Kobayashi, S.; Hara, T. Effect of Different Precipitation Routes of Fe2Hf Laves Phase on the Creep Rate of 9Cr-Based Ferritic Alloys. Appl. Sci. 2021, 11, 2327. [Google Scholar] [CrossRef]
- Chen, X.-M.; Lin, Y.; Chen, M.-S.; Li, H.-B.; Wen, D.-X.; Zhang, J.-L.; He, M. Microstructural evolution of a nickel-based superalloy during hot deformation. Mater. Des. 2015, 77, 41–49. [Google Scholar] [CrossRef]
- Jiang, L.; Wang, H.; Liaw, P.K.; Brooks, C.R.; Chen, L.; Klarstrom, D.L. Temperature evolution and life prediction in fatigue of superalloys. Met. Mater. Trans. A 2004, 35, 839–848. [Google Scholar] [CrossRef]
- Wang, L.; Liu, Y.; Liang, J. Effect of Rejuvenation Heat Treatment on the Creep Property and Microstructural Evolution of a Ni-Base Superalloy. Appl. Sci. 2020, 10, 1187. [Google Scholar] [CrossRef] [Green Version]
- Mudang, M.; Hamzah, E.; Bakhsheshi-Rad, H.R.; Berto, F. Relationship between the microstructure and the heat treatment and creep behavior of Fe–33Ni–19Cr alloy. Fatigue Fract. Eng. Mater. Struct. 2021, 44, 1719–1738. [Google Scholar] [CrossRef]
- Zieliński, A.; Golański, G.; Sroka, M. Evolution of the microstructure and mechanical properties of HR3C austenitic stainless steel after ageing for up to 30,000 h at 650–750 °C. Mater. Sci. Eng. A 2020, 796, 139944. [Google Scholar] [CrossRef]
- Sroka, M.; Zieliński, A.; Śliwa, A.; Nabiałek, M.; Kania-Pifczyk, Z.; Vasková, I. The Effect of Long-Term Ageing on the Degradation of the Microstructure the Inconel 740h Alloy. Acta Phys. Pol. A 2020, 137, 355–360. [Google Scholar] [CrossRef]
- Hong, H.U.; Kim, I.S.; Choi, B.G.; Kim, M.Y.; Jo, C.Y. The effect of grain boundary serration on creep resistance in a wrought nickel-based superalloy. Materials science and engineering a-structural materials properties microstructure and processing. Mater. Sci. Eng. A 2009, 517, 125–131. [Google Scholar] [CrossRef]
- Tomaszewska, A.; Kierat, M.; Moskal, G.; Zieliński, A. Primary Structure and Physical Properties of New Superalloys Co-20Ni-10Al-5Mo-2Nb on Cobalt Matrix. Acta Phys. Pol. A 2020, 138, 129–132. [Google Scholar] [CrossRef]
- Dudziak, T.; Deodeshmukh, V.; Backert, L.; Sobczak, N.; Witkowska, M.; Ratuszek, W.; Chruściel, K.; Zieliński, A.; Sobczak, J.; Bruzda, G. Phase investigations under steam oxidation process at 800° C for 1000 h of advanced steels and Ni-based alloys. Oxid. Metals 2017, 87, 139–158. [Google Scholar] [CrossRef] [Green Version]
- Kim, C.S. Dynamic Coercivity of Tempered Ferritic Steel Subjected to Creep-Fatigue for Nondestructive Evaluation by Reversible Permeability. Appl. Sci. 2020, 10, 1809. [Google Scholar] [CrossRef] [Green Version]
- Osigwe, E.; Gad-Briggs, A.; Nikolaidis, T.; Jafari, S.; Sethi, B.; Pilidis, P. Thermodynamic Performance and Creep Life Assessment Comparing Hydrogen- and Jet-Fueled Turbofan Aero Engine. Appl. Sci. 2021, 11, 3873. [Google Scholar] [CrossRef]
- Tian, Z.; Zhang, C.; Wang, D.; Liu, W.; Fang, X.; Wellmann, D.; Zhao, Y.; Tian, Y. A Review on Laser Powder Bed Fusion of Inconel 625 Nickel-Based Alloy. Appl. Sci. 2019, 10, 81. [Google Scholar] [CrossRef] [Green Version]
- Ding, Q.; Bei, H.; Yao, X.; Zhao, X.; Wei, X.; Wang, J.; Zhang, Z. Temperature effects on deformation substructures and mechanisms of a Ni-based single crystal superalloy. Appl. Mater. Today 2021, 23, 101061. [Google Scholar] [CrossRef]
- Ma, L.; Hu, S.; Shen, J.; Han, J. Effects of annealing temperature on microstructure, mechanical properties and corrosion resistance of 30% Cr super ferritic stainless steel. Mater. Lett. 2016, 184, 204–207. [Google Scholar] [CrossRef]
- Matysiak, H.; Zagorska, M.; Andersson, J.; Balkowiec, A.; Cygan, R.; Rasinski, M.; Pisarek, M.; Andrzejczuk, M.; Kubiak, K.; Kurzydlowski, K.J. Microstructure of Haynes® 282® Superalloy after Vacuum Induction Melting and Investment Casting of Thin-Walled Components. Materials 2013, 6, 5016–5037. [Google Scholar] [CrossRef] [Green Version]
- Phan, T.; Zhang, X.; Li, Y.; Oskay, C. Microscale modeling of creep deformation and rupture in Nickel-based superalloy IN 617 at high temperature. Mech. Mater. 2017, 114, 215–227. [Google Scholar] [CrossRef]
- Ridhwan, J.; Hamzah, E.; Selamat, M.; Zulfattah, Z.; Hafidzal, M. Effect of Aging Treatment on the Microstructures and Hardness of Fe-Ni-Cr Superalloy. Int. J. Automot. Mech. Eng. 2013, 8, 1430–1441. [Google Scholar] [CrossRef]
- Shi, L.; Yu, J.J.; Cui, C.Y.; Sun, X.F. The creep deformation behavior of a single-crystal Co–Al–W-base superalloy at 900 °C. Mater. Sci. Eng. A 2015, 635, 50–58. [Google Scholar] [CrossRef]
- Soula, A.; Renollet, Y.; Boivin, D.; Pouchou, J.-L.; Locq, D.; Caron, P.; Bréchet, Y. Analysis of high-temperature creep deformation in a polycrystalline nickel-base superalloy. Mater. Sci. Eng. A 2009, 510, 301–306. [Google Scholar] [CrossRef]
- Sun, F.; Gu, Y.F.; Yan, J.B.; Zhong, Z.H.; Yuyama, M. Dislocation motion in a Ni-Fe-based superalloy during creep–rupture beyond 700 °C. Mater. Lett. 2015, 159, 241–244. [Google Scholar] [CrossRef]
- He, Y.H.; Chen, L.J.; Liaw, P.K.; McDaniels, R.L.; Brooks, C.R.; Seeley, R.R.; Klarstrom, D.L. Low-cycle fatigue behavior of HAYNES® HR-120® alloy. Int. J. Fatigue 2002, 24, 931–942. [Google Scholar] [CrossRef]
- Sherby, O.D.; Taleff, E.M. Influence of grain size, solute atoms and second-phase particles on creep behavior of polycrystalline solids. Mater. Sci. Eng. A 2002, 322, 89–99. [Google Scholar] [CrossRef]
- Koyanagi, Y.; Takabayashi, H.; Ueta, S.; Cho, K.; Yasuda, H. Creep behavior of Ni–38Cr-3.8Al alloy with lamellar structure formed by discontinuous precipitation. Mater. Sci. Eng. A 2019, 766, 138333. [Google Scholar] [CrossRef]
- Wu, J.; Li, C.; Wu, Y.; Huang, Y.; Xia, X.; Liu, Y. Creep behaviors of multiphase Ni3Al-based intermetallic alloy after 1000 °C-1000 h long-term aging at intermediate temperatures. Mater. Sci. Eng. A 2020, 790, 139701. [Google Scholar] [CrossRef]
- Kaplanskii, Y.; Loginov, P.; Korotitskiy, A.; Bychkova, M.; Levashov, E. Influence of heat treatment on the structure evolution and creep deformation behavior of a precipitation hardened B2-(Ni, Fe)Al alloy. Mater. Sci. Eng. A 2020, 786, 139451. [Google Scholar] [CrossRef]
- Facco, A.; Couvrat, M.; Magne, D.; Roussel, M.; Guillet, A.; Pareige, C. Microstructure influence on creep properties of heat-resistant austenitic alloys with high aluminum content. Mater. Sci. Eng. A 2020, 783, 139276. [Google Scholar] [CrossRef]
- Voicu, R.; Lacaze, J.; Andrieu, E.; Poquillon, D.; Furtado, J. Creep and tensile behaviour of austenitic Fe–Cr–Ni stainless steels. Mater. Sci. Eng. A 2009, 510, 185–189. [Google Scholar] [CrossRef] [Green Version]
- Blum, W.; Eisenlohr, P. Dislocation mechanics of creep. Mater. Sci. Eng. A 2009, 510, 7–13. [Google Scholar] [CrossRef]
- Liang, Z.; Guo, T.; Deng, S.; Zhao, Q. High-temperature corrosion of an Fe–Ni-based alloy HR6W under various conditions at 750 °C and 810 °C: Effect of the temperature, water vapor, simulated ash and SO2. Mater. Chem. Phys. 2020, 256, 123670. [Google Scholar] [CrossRef]
- Akhiani, H.; Nezakat, M.; Sanayei, M.; Szpunar, J. The effect of thermo-mechanical processing on grain boundary character distribution in Incoloy 800H/HT. Mater. Sci. Eng. A 2015, 626, 51–60. [Google Scholar] [CrossRef]
- Dehmolaei, R.; Shamanian, M.; Kermanpur, A. Microstructural changes and mechanical properties of Incoloy 800 after 15 years service. Mater. Charact. 2009, 60, 246–250. [Google Scholar] [CrossRef]
- Zurek, J.; Young, D.J.; Essuman, E.; Hänsel, M.; Penkalla, H.J.; Niewolak, L.; Quadakkers, W.J. Growth and adherence of chromia based surface scales on Ni-base alloys in high- and low-pO2 gases. Mater. Sci. Eng. A 2008, 477, 259–270. [Google Scholar] [CrossRef]
- Kassner, E.M.; Smith, K. Low temperature creep plasticity. J. Mater. Res. Technol. 2014, 3, 280–288. [Google Scholar] [CrossRef] [Green Version]
- Chen, J.; Huo, Q.; Chen, J.; Wu, Y.; Li, Q.; Xiao, C.; Hui, X. Tailoring the creep properties of second-generation Ni-based single crystal superalloys by composition optimization of Mo, W and Ti. Mater. Sci. Eng. A 2020, 799, 140163. [Google Scholar] [CrossRef]
- Dutta, R.S. Corrosion aspects of Ni–Cr–Fe based and Ni–Cu based steam generator tube materials. J. Nucl. Mater. 2009, 393, 343–349. [Google Scholar] [CrossRef]
- Tan, L.; Rakotojaona, L.; Allen, T.R.; Nanstad, R.K.; Busby, J.T. Microstructure optimization of austenitic Alloy 800H (Fe–21Cr–32Ni). Mater. Sci. Eng. A 2011, 528, 2755–2761. [Google Scholar] [CrossRef]
- Sayiram, G.; Arivazhagan, N. Microstructural characterization of dissimilar welds between Incoloy 800H and 321 Austenitic Stainless Steel. Mater. Charact. 2015, 102, 180–188. [Google Scholar] [CrossRef]
- Cao, Y.; Di, H.; Misra, R. The impact of aging pre-treatment on the hot deformation behavior of alloy 800H at 750 °C. J. Nucl. Mater. 2014, 452, 77–86. [Google Scholar] [CrossRef]
- Cao, Y.; Di, H.; Zhang, J.; Zhang, J.; Ma, T. Research on dynamic recrystallization behavior of incoloy 800H. Acta Met. Sin. 2012, 48, 1175. [Google Scholar] [CrossRef]
- Cao, Y.; Di, H.; Zhang, J.; Zhang, J.; Ma, T.; Misra, R. An electron backscattered diffraction study on the dynamic recrystallization behavior of a nickel–chromium alloy (800H) during hot deformation. Mater. Sci. Eng. A 2013, 585, 71–85. [Google Scholar] [CrossRef]
- Liu, D.; Pons, D.J. Crack propagation mechanisms for creep fatigue: A consolidated explanation of fundamental behaviours from initiation to failure. Metals 2018, 8, 623. [Google Scholar] [CrossRef] [Green Version]
- Guo, Y.; Collins, D.; Tarleton, E.; Hofmann, F.; Tischler, J.; Liu, W.; Xu, R.; Wilkinson, A.; Britton, B. Measurements of stress fields near a grain boundary: Exploring blocked arrays of dislocations in 3D. Acta Mater. 2015, 96, 229–236. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.; Beyerlein, I.; Lesar, R. Slip band formation and mobile dislocation density generation in high rate deformation of single fcc crystals. Philos. Mag. 2008, 88, 1321–1343. [Google Scholar] [CrossRef]
- Horst, O.; Adler, D.; Git, P.; Wang, H.; Streitberger, J.; Holtkamp, M.; Jöns, N.; Singer, R.; Körner, C.; Eggeler, G. Exploring the fundamentals of Ni-based superalloy single crystal (SX) alloy design: Chemical composition vs. microstructure. Mater. Des. 2020, 195, 108976. [Google Scholar] [CrossRef]
- Lee, Y.S.; Kim, D.W.; Lee, D.Y.; Ryu, W.S. Effect of grain size on creep properties of type 316LN stainless steel. Met. Mater. Int. 2001, 7, 107–114. [Google Scholar] [CrossRef]
- Song, W.; Wang, X.; Li, J.; Meng, J.; Duan, T.; Yang, Y.; Liu, J.; Pei, W.; Zhou, Y.; Sun, X. The formation and evolution of NiAl phase in a fourth generation nickel-based single crystal superalloy. J. Alloys Compd. 2020, 848, 156584. [Google Scholar] [CrossRef]
- Cao, Y.; Di, H.; Zhang, J.; Yang, Y. Dynamic behavior and microstructural evolution during moderate to high strain rate hot deformation of a Fe–Ni–Cr alloy (alloy 800H). J. Nucl. Mater. 2015, 456, 133–141. [Google Scholar] [CrossRef]
- Dehmolaei, R.; Shamanian, M.; Kermanpur, A. Microstructural characterization of dissimilar welds between alloy 800 and HP heat-resistant steel. Mater. Charact. 2008, 59, 1447–1454. [Google Scholar] [CrossRef]
- Ou, M.; Hao, X.; Ma, Y.; Liu, R.; Zhang, L.; Liu, K. Effect of carbon on the microstructure and stress rupture properties of a new Ni-Cr-W-Fe alloy for advanced ultra-supercritical power plants. J. Alloys Compd. 2018, 732, 107–115. [Google Scholar] [CrossRef]
- Naalchian, M.; Kasiri-Asgarani, M.; Shamanian, M.; Bakhtiari, R.; Bakhsheshi-Rad, H.R. Effect of substrate’s heat treatment on microstructure and mechanical properties TLP bonding of dissimilar X-45/FSX-414 cobalt based superalloys. Met. Mater. Int. 2020, 1–12. [Google Scholar] [CrossRef]
- Naalchian, M.; Kasiri-Asgarani, M.; Shamanian, M.; Bakhtiari, R.; Bakhsheshi-Rad, H.R. Comprehensive microstructural investigation during dissimilar transient liquid phase bonding cobalt-based superalloys by BNi-9 amorphous interlayer foil. J. Mater. Res. Technol. 2021, 13, 2144–2160. [Google Scholar] [CrossRef]
- Naalchian, M.; Kasiri-Asgarani, M.; Shamanian, M.; Bakhtiari, R.; Bakhsheshi-Rad, H.R.; Berto, F.; Das, O. Phase formation during heating of amorphous nickel-based BNi-3 for joining of dissimilar cobalt-based superalloys. Materials 2021, 14, 4600. [Google Scholar] [CrossRef]













Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mudang, M.; Hamzah, E.; Bakhsheshi-Rad, H.R.; Berto, F. Effect of Heat Treatment on Microstructure and Creep Behavior of Fe-40Ni-24Cr Alloy. Appl. Sci. 2021, 11, 7951. https://doi.org/10.3390/app11177951
Mudang M, Hamzah E, Bakhsheshi-Rad HR, Berto F. Effect of Heat Treatment on Microstructure and Creep Behavior of Fe-40Ni-24Cr Alloy. Applied Sciences. 2021; 11(17):7951. https://doi.org/10.3390/app11177951
Chicago/Turabian StyleMudang, Maureen, Esah Hamzah, Hamid Reza Bakhsheshi-Rad, and Filippo Berto. 2021. "Effect of Heat Treatment on Microstructure and Creep Behavior of Fe-40Ni-24Cr Alloy" Applied Sciences 11, no. 17: 7951. https://doi.org/10.3390/app11177951
APA StyleMudang, M., Hamzah, E., Bakhsheshi-Rad, H. R., & Berto, F. (2021). Effect of Heat Treatment on Microstructure and Creep Behavior of Fe-40Ni-24Cr Alloy. Applied Sciences, 11(17), 7951. https://doi.org/10.3390/app11177951