Abstract
In this study, semi-continuous anaerobic digestion of lignin-rich steam-exploded Ludwigia grandiflora (Lignin = 25.22% ± 4.6% total solids) was performed to understand better the effect of steam explosion on the substrate solubilisation and inhibitors formation during the process. Steam explosion pretreatment was performed at 180 °C for 30 min at a severity factor of 3.8 to enhance the biogas yield of the lignocellulosic biomass. The semi-continuous anaerobic digestion was performed in a continuously stirred tank reactor for 98 days at an initial hydraulic retention time of 30 days and an organic loading rate of 0.9 g-VS L−1 day−1. The performed steam explosion pretreatment caused biomass solubilisation, resulting in enhanced biogas production during the process. During the anaerobic digestion process, the average biogas yield was 265 mL g-VS−1, and the pH throughout the operation was in the optimum range of 6.5–8.2. Due to fluctuations in the biogas yield, the hydraulic retention time and organic loading rate were changed on day 42 (50 days and 0.5 g-VS L−1 day−1) and on day 49 (40 days and 0.7 g-VS L−1 day−1), and 1 M of NaOH was added to the liquid fraction of the steam-exploded L. grandiflora during the latter part of the operation to maintain the stability in the reactor. Therefore, the steam explosion pretreatment helped in the degradation of L. grandiflora by breaking the lignocellulose structure. In addition, changes in the operating conditions of the anaerobic digestion led to an increase in the biogas production towards the end of the process, leading to the stability in the CSTR.
1. Introduction
Anaerobic digestion (AD) is a biological process that converts organic matter into biogas (70% CH4 and 30% CO2) under oxygen-free conditions. AD is a cost-effective technology that produces renewable energy and reduces the volume of organic waste [1] such as food waste, lignocellulosic waste, microalgae and wastewater treatment plant sludge. The easy availability and low moisture content of lignocellulosic substrates [2] make them suitable for producing biogas using AD. Furthermore, due to the availability of higher nutrients, the digested effluent can be used as a liquid fertilizer [3,4]. Lignocellulosic biomasses are mainly comprised of cellulose (30–40%), hemicellulose (20–30%) and lignin (15–30%), the contents of which vary according to the plant origin [5]. Cellulose and hemicellulose are available in bundles covered by hardly degradable lignin in the plant cell wall. Thus, initial treatment must be performed to remove this covering of lignin [6] which help to increase the biodegradability of cellulose and hemicellulose, leading to higher solubilisation.
Ludwigia grandiflora is an emergent invasive lignocellulosic aquatic weed that has caused several social, economic and ecological problems worldwide owing to its overgrowth [7]. L. grandiflora is commonly referred to as water primrose. L. grandiflora has a rapid growth rate, efficient reproductive capacity and broad ecological tolerance; therefore, it’s harvesting is necessary. According to some climatic models, global warming will further accelerate the spread of these species [8]. For instance, in Turc pond, Landes, France, L. grandiflora covered more than 3 hectares in 10 years [9]. Although the treatment of this harvested biomass is a major concern, AD is expected to efficiently treat harvested L. grandiflora due to its cost-effectiveness and recovery of energy from wet organic waste. However, the recalcitrant nature of lignin present in L. grandiflora can affect AD efficiency because it is hardly degradable [10,11]. Consequently, hydrolysis often becomes a rate-limiting step during AD of lignocellulosic biomasses [12,13]. Therefore, to increase the degradability of L. grandiflora, a pretreatment before AD should be performed. Various pretreatments, including physical, chemical, thermal and biological pretreatments, help in the delignification of rigid lignocellulosic structures [14]. Several factors must be considered while selecting an efficient pretreatment, such as the applicability of the biomass, maximum carbohydrate recovery, production of minimum inhibitors and minimum use of chemicals [7]. Moreover, it should be readily applicable to industrial purposes, making it economically stable [6].
Steam explosion (SE) is a thermal pretreatment process and is among the most efficient and cost-effective treatment methods used in industrial applications because of its environment-friendly properties [15]. SE helps in solubilising the biomass, increasing cellulose digestibility and further preventing the formation of inhibitory compounds [16]. During SE, the lignocellulosic biomass is subjected to elevated temperatures starting from a lower temperature of 120 to a higher temperature of 260 °C for a retention time of 20 s to 60 min. The steam entering the biomass leads to the expansion of the cell wall making the surface more accessible. Temperatures higher than 150 °C help in improving the hydrolysis step by solubilising the cellulose, whereas temperatures >180 °C simultaneously cause substrate solubilisation and the formation of inhibitory compounds [17]. The combination of treatment temperature and retention time is an essential factor for deciding conditions for SE pretreatment. The severity factor (SF) is used to evaluate the intensity of the SE pretreatment [18,19]. It helps to characterise the combined effects of temperature and time. The effect of SE pretreatment on the AD of different biomasses has been primarily investigated in the batch mode [20,21,22,23,24]. For instance, when biomethane potential tests of L. grandiflora were performed [7], methane production was found to have increased 3.2-fold compared with that of untreated biomass. In a study by [25], grape pomace AD was performed using batch and continuous digesters. The cumulative methane production by batch tests was 0.125 Nm3 kg COD−1, whereas in a pilot-scale reactor with an organic loading rate (OLR) of 2.5 kg COD m3d−1 and a hydraulic retention time (HRT) of 30 days, the biogas production was 6.43 × 10−3 Nm3d−1. The pilot reactor efficiency, when compared with the batch process, was 81.2%. Therefore, to fully understand substrate properties and maximise the methane potential, semi-continuous/continuous operations should be implemented to help predict substrate digestibility and inhibitory effects in full-scale industrial AD. Some studies reported the effects of SE pretreated lignocellulosic biomass in semi-continuous/continuous modes [26,27]. Although the studies mentioned above were limited in discussing the biomasses from industries or mills, no study discussed the semi-continuous AD of the invasive aquatic weeds especially L. grandiflora.
Also, SE pretreatment can be easily applied to a practical industrial scale, as mentioned by previous studies [28,29]. For example, Canada Sunopta Company manufactured an industrial steam explosion plant. This plant uses around 500 kg/h substrate continuously. Similarly, other industrial-scale SE plants are operated by Masonite batch process and IUogen Corporation in Canada. In a study shared by [30], the SE process was simulated to study the economic feasibility of biogas production from wheat straw. When wheat straw (200,000 tons/year) was used as a substrate for a biogas production plant, the total project investment was around 61.8 million euros. On the other hand, the total project costs for a plant without a SE pretreatment unit was lower: 56.4 million euros. However, when calculating the average annual production of biogas from the wheat straw, it observed an increase from 36.8 to 70.5 million Nm3/year if the pretreatment unit is used [31]. In the coming times, the primary overall energy consumption (~40–45%) mainly depends on various biomass resources. In this study, performing SE pretreatment before AD is the first step for the degradation of biomass (L. grandiflora) which does not require any pre-processing like adding chemicals or washing the substrate, making it profitable from other pretreatments. Hence, the economic viability of the SE pretreatment is directly related to its global energy consumption and must be integrated with an electricity production system through biogas combustion.
Hence, the problem caused by the excessive growth of L. grandiflora as mentioned before, this study decided to use the harvested L. grandiflora as a substrate for a long-term AD operation. The study aimed to run a long-term (98 days) AD operation to treat lignin-rich L. grandiflora using a continuously stirred tank reactor (CSTR). SE was performed before the AD for the overall substrate solubilisation and evaluated the effect of steam-exploded L. grandiflora on AD. The temperature of 180 °C can help evaluate the effect of inhibitory compounds produced during the SE pretreatment. Owing to the high lignin content of L. grandiflora, during the SE pretreatment, lignin can be distributed into both solid and liquid fractions, making it an inhibitory compound affecting the AD process. Also, due to the long retention time of 30 minutes, the lignin can be condensate in the solid fraction during the SE pretreatment. Therefore, this study will evaluate substrate solubilisation and the effect of inhibitors with L. grandiflora used as a substrate. This study is the first which performs a semi-continuous AD operation with L. grandiflora for further industrial application.
2. Material and Methods
2.1. Substrate and Inoculum
The harvesting of L. grandiflora was performed in September 2018 from the southern basin of Lake Biwa, Shiga, Japan. Due to the invasiveness of L. grandiflora, its handling is banned in Japan. Hence, special permission from the Ministry of Environment, Japan, is needed before its harvesting (Ref No: 17000202). The harvested substrate was milled into 2−5-cm pieces with the help of a milling machine and was stored at −20 °C until further use. For the inoculum of the semi-continuous experiment, mesophilic anaerobic sludge treating domestic sewage from the Hokubu Sludge Treatment Center, Yokohama, Japan, was used. The total solids (TS) and volatile solids (VS) in the sludge were 2.5%-wwt and 1.8%-wwt, respectively.
2.2. SE Pretreatment
SE pretreatment was performed at 180 °C for 30 min with an SF of 3.8 using SE equipment from Yasujima Co. Ltd., Ishikawa, Japan (Figure 1). Next, 126 kilograms wet weight (kg-wwt) of untreated L. grandiflora was placed inside a 300 L reactor in the basket. The basket was then moved into the steam blasting unit. After that, the condition (treatment temperature and retention time) was set on the control panel. The operation was then started, and steam was purged from the steam explosion unit, which heated the reactor until it reached 180 °C. The pressure inside the reactor gradually increased with temperature. After the retention time of 30 min elapsed, the steam supply was stopped, and the pressure was instantly released to the atmosphere, disrupting the structure of L. grandiflora. The liquid fraction was collected from the effluent tube in the recovery tank of the reactor. Furthermore, the solid fraction was collected from the basket inside the reactor and was separately weighed and stored at −20 °C till further analysis.
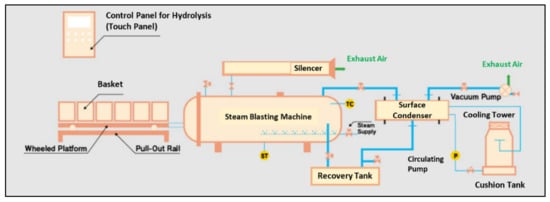
Figure 1.
The structural flowchart of the steam explosion equipment/reactor used in this study (from Yasujima Co., Ltd.).
2.3. AD of L. grandiflora Using a CSTR
Semi-continuous AD was conducted using a 200 L CSTR (Figure 2), maintained at a mesophilic temperature of 37 °C ± 1 °C for 98 days. The reactor was continuously stirred at a speed of 130 rpm. After feeding the substrate, the headspace of the digester was purged with N2 gas to provide an anaerobic environment. The biogas produced was first passed through a dewatering column containing silica gels to collect any traces of H2O. The biogas was then passed through a desulphurising column to remove any existing sulphur. Finally, a wet-type gas meter recorded the amount of produced biogas, which was then collected using a 50 L aluminium gas bag (GL Science, AAK-10, Tokyo, Japan).
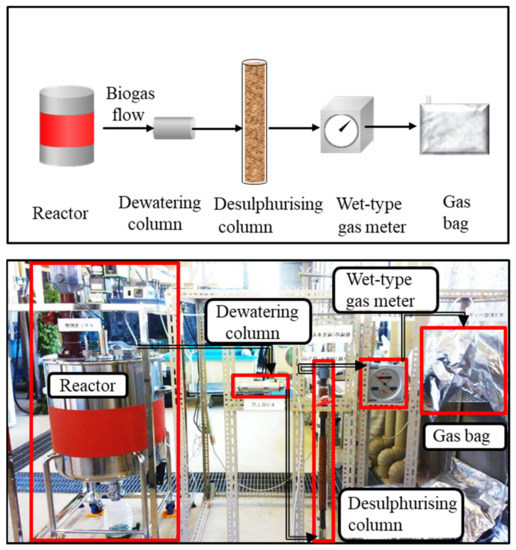
Figure 2.
Overview of the continuously stirred tank reactor (CSTR) used in this study.
Approximately 140 L of anaerobic sludge was added to the reactor at an OLR of 0.9 g-VS L−1 day−1 and an HRT of 30 days. Substrate feeding and digestate withdrawing were conducted every 2 days for 98 days. Sampling was performed every 2 days, and 252 g-VS was added to the reactor each time sampling was performed. The OLR and HRT were changed to 0.5 g-VS L−1 day−1 (140 g-VS) and 50 days from operational day 42 and were changed to 0.7 g-VS L−1 day−1 (196 g-VS) and 40 days from operational day 49 until the last operational day. Feeding was not performed on days 44, 46, 56 and 65. However, from day 67, 27.66 g of 1 M NaOH solution was added to the liquid fraction of L. grandiflora until the last day of operation (day 98) to neutralise the pH to 7. The digestate was centrifuged at 8000 rpm for 10 min and filtered through a 0.45-µm glass fibre filter (Advantec, GC-50, 47 mm, Ehime, Japan). The filtered sample was preserved at −20 °C for further analyses.
2.4. Analytical Parameters
The parameters measured during the process were: pH, TS, VS, lignocellulose composition (cellulose, hemicellulose and lignin), C/N ratio, protein, dissolved organic carbon (DOC), NH4+, biogas yield and composition, phenolic compounds and dissolved lignin.
For the steam-exploded solid and liquid fraction: The TS and VS were measured following the standardised methods of the American Public Health Association (APHA) 1998. The carbon and nitrogen contents were measured using a CHN analyser (2400 CHNS/O Series II System, Perkin Elmer, Waltham, MA, USA). Crude protein was calculated as a percentage of Nitrogen × 6.25 [32].
For the steam-exploded solid fraction: The lignocellulose composition in the solid fraction was measured following the detergent system method [33] and by using a fibre analyser (ANKOM Technology, A-200, New York, NY, USA).
For the steam-exploded liquid fraction: DOC was measured using a total organic carbon analyser (TOC-L-CPH/CPN, Shimadzu, Japan) after filtering the liquid fraction through a 0.45-μm glass fibre filter (Advantec, GC-50, 47 mm, Ehime, Japan). The pH was measured using a pH metre (HORIBA, B-212, Kyoto, Japan). The Folin−Ciocalteau method was used to measure the phenolic compounds in the liquid fraction. The dissolved lignin concentration in the liquid fraction was measured based on the same method described by [34], which involves acid precipitation of the dissolved humic fraction and dissolved lignin (both were accounted into the lignin fraction) by measuring soluble chemical oxygen demand (sCOD). Instead of sCOD, this study measured DOC.
For the AD digested effluent: The NH4+ concentration in the digested effluent was measured using HPLC (HPLC; Column IC I-524A, Guard column IC IA-G; Column IC YS-50, Guard column IC YS-G from Shodex Company for the anion and cation analyses).
Biogas composition: The biogas composition was monitored using a gas chromatograph (SHIMADZU, GC-2014, Kyoto, Japan) equipped with a packed column (Shimadzu, Shincarbon ST 6.0 m long, 3 mm ID., Japan) and a thermal conductivity detector. The temperatures of the injector and detector were maintained at 120 °C and 260 °C, respectively. The column temperature was gradually increased from 40 °C to 250 °C, and helium was used as a carrier gas with a flow rate of 40 mL min−1.
3. Results and Discussions
3.1. Mass Balance and Chemical Composition of the Untreated and Pretreated Substrate and Effluent
The mass balance of L. grandiflora after SE pretreatment at 180 °C for 30 min was evaluated (Table 1). Approximately 126 kg-wwt of untreated L. grandiflora was used for the SE pretreatment. Around 70.34 kg-wwt of solid fraction and 175.14 kg-wwt of liquid fraction were obtained after the SE pretreatment. The solid and liquid fractions were collected separately due to the mechanism of the SE equipment. A conventional type of SE equipment was used by [7] in which the sample is collected in the form of slurry. The heating method used in this study was by supplying high-temperature steam instead of boiling the substrate at a specific temperature. The pH of the liquid fraction was 4.64, which was low owing to the release of the organic acids, such as acetic acid or levulinic acid, during the substrate degradation [11,35]. A low pH can cause an imbalance in the bacterial population during the AD process.

Table 1.
Mass balance of the steam-exploded Ludwigia grandiflora at 180 °C for 30 min at a severity factor of 3.8.
The TS and VS contents in the untreated L. grandiflora were 194.5 g L−1 and 166.7 g L−1, respectively (Table 2). They further decreased to 187.1 g L−1 and 162.1 g L−1 for the solid fraction and 8.6 g L−1 and 5.4 g L−1 for the liquid fraction. A similar decrease in the TS and VS values after the SE pretreatment was observed [36]. The TS in the effluent on day 0 and day 98 was 28.50 g L−1 and 20.50 g L−1, respectively. This proves that approximately 70% of TS were still present in the reactor even after the 98-day operation, showing an increase in the insoluble solid content inside the reactor [37]. This increase in the insoluble solid content can further affect the biogas yield. However, the VS content on day 0 (15.80 g L−1) and day 98 (15.70 g L−1) did not differ much, indicating that a higher amount of organic compounds was still present in the reactor leading to a minor VS reduction.
Table 2.
Chemical composition of the untreated and pretreated substrate and effluent.
The cellulose and lignin values in the untreated L. grandiflora were 32.83 ± 0.5 and 25.22 ± 4.6%TS, respectively, whereas hemicellulose was not detected. Higher lignin content was obtained in a study conducted on L. grandiflora [7]. After the pretreatment, the cellulose value decreased to 28.02 ± 0.2%TS, and the lignin value increased to 29.15 ± 0.5%TS. Similar increments in the lignin content were also obtained in previous studies, indicating the condensation and depolymerisation reactions during SE pretreatment. These reactions result in the increment of pseudo lignin and dissolved lignin, affecting AD, as mentioned by [22,38]. On day 98, the lignocellulosic values in the effluent were calculated to observe substrate degradation during the AD process (Table 2). The cellulose value on day 98 was 5.03 ± 0.8%TS, leading to a higher cellulose degradation in the effluent. The cellulose value of 5.03 ± 0.8%TS on day 98 proves that SE helped disrupt the lignocellulose structure, leading to a higher degradation of cellulose when subjected to anaerobic microorganisms during the AD process. Whereas lignin showed a different trend, the lignin value on day 98 (17 ± 1.0%TS) proved that more than half of the lignin was still present inside the reactor, indicating lower lignin degradation. This high amount of lignin present inside the CSTR on the last operational day can be a limitation for a stable biogas yield due to its lower degradability. Such a trend of lower lignin degradation, which led to a lower biogas yield in the reactor, was previously observed [39].
The C/N ratio for the untreated L. grandiflora (solid fraction) was 22.12 ± 1.1 (Table 2). However, following the SE pretreatment, it suddenly changed to 8.24 ± 0.9 in the solid fraction and 10.82 ± 0.2 in the liquid fraction. In AD, carbon acts as the energy source and nitrogen for developing of the cell structure, enhancing microbial growth [40]. The optimal C/N ratio varies depending on the type of feedstock to be digested [41,42]. Various studies recommend a C/N ratio range of 20/1 to 30/1, with optimal being 25/1 for the proper growth of bacteria during AD. A low C/N ratio can cause ammonia accumulation, whereas a high C/N ratio can reduce the biodegradation rate. To possibly improve the C/N ratio, co-digestion with some easily digestible biomass can be a required method. It can produce a combined effect because of the nutrients contribution or the balance of the carbon-to-nitrogen (C/N) ratio, which can further improve the stability of the AD process [43]. The untreated L. grandiflora used in this study had a C/N ratio (22.12 ± 1.1) in the optimum range. The C/N ratio on day 0 in the effluent was recorded as 7.3 ± 0.1, and towards the end of the reactor, it increased to 14.3 ± 0.8, suggesting an increase in either carbon or nitrogen contents in the reactor. The change in the carbon or nitrogen content will be an essential parameter to monitor the situation of microorganisms during AD.
The carbon and nitrogen contents in the untreated L. grandiflora were 40.51 and 1.83 ± 0.1%TS. These values changed following the SE pretreatment as the carbon content in the pretreated solids and liquid fraction was 42.90 ± 0.5 and 28.03 ± 0.5, respectively. Conversely, the nitrogen content increased to 5.28 ± 0.7 in the solid fraction and 2.60%TS in the liquid fraction. A similar trend was observed in previous studies when using bagasse and birch as substrates [44,45]. The carbon content in the effluent kept increasing until the last operational day 98 (Table 2). The value increased 1.26 times from that on day 0. However, the nitrogen value decreased towards the end of the operation, indicating that undigested carbon was still present in the reactor. A similar protein trend was noted towards the end of the operation (Table 2). More than 50% of the protein was still present in the reactor on day 98, leading to low substrate degradation. The higher carbon and protein amount present inside the reactor indicated that the hydrolysis step was a limiting factor that further affected biogas production [12,46].
Ammonia is an essential nitrogen source for bacteria, as low ammonia concentrations are valuable to the process [47]. Nitrogenous compounds are commonly proteins converted to ammonia by AD. However, some studies reveal that ammonium inhibition leads to digester upset or failure [48]. The inhibition of the biological process can inhibit methanogenesis when exceeding 10 mM [49]. On day 0, the ammonia value in the effluent was 1.0 g L−1, which kept decreasing till day 98 (0.1 g L−1), indicating no inhibition from ammonia.
The degradation of lignin releases multiple phenolic compounds during SE pretreatment, which inhibit AD [15,50]. The phenolic compounds mainly comprise of vanillin, p-coumaric acid, ferulic acid and syringaldehyde. The phenolic compounds recovered from the pretreated biomass have shown a strong inhibitory effect on the celluloytic enzyme [29]. A study by [51] shows that the phenolic compounds of 3.5 mg phenolic/mg protein enzyme led to a 20% lower cellulose conversion when sugarcane bagasse was used (liquid hot water pretreatment, SF = 3.83). The phenolic compounds in the SE liquid fraction amounted to 0.03 g L−1. However, this value changed to 0.07 g L−1 on day 0 and 0.18 g L−1 on day 98 in the effluent. The values obtained in previous studies clarify that 3.50 g L−1 of phenolic compounds can start inhibiting the AD process when wastewater was used as a substrate [52]. However, this study had a much lower value than the inhibiting value proving no inhibition from the phenolic compounds.
During the SE pretreatment, the lignin-carbohydrate bonds are broken, and the lignin is partially solubilised, causing the formation of dissolved lignin in the liquid fraction [7]. Dissolved lignin inhibits AD, especially the hydrolysis step, because of its hardly degradable nature [14]. In addition, lignin interferes with the carbohydrate recovery during the pretreatment. Therefore, it can accumulate in the effluent when performing a semi-continuous operation and cause an adverse effect on the AD process [53]. The value of dissolved lignin in the SE substrate was 0.64 g L−1. However, the value in the effluent on day 0 was 0.27 g L−1, and it kept increasing until day 98 (0.40 g L−1). Therefore, the inhibition of dissolved lignin was not observed because the value was lower than the inhibiting value of >0.50 g L−1, as reported by [14].
3.2. The Effluent pH, HRT and OLR during the AD Process
The pH of the reactor during the operation is shown in Figure 3. From day 0 to day 27, it varied in the range of 7.8–7.5. However, a sudden drop was seen in the pH from day 28, from where it kept on decreasing and was lowest at 6.9 on day 98. Owing to the sudden drop on day 28, the HRT and OLR were changed due to the risk of the stability of AD getting affected. The HRT and OLR were changed to 50 days and 0.5 g-VS L−1 day−1 on operational day 42 to provide sufficient resting time for easy degradation of the AD microorganisms inside the reactor. Consequently, the HRT and OLR were further changed to 40 days and 0.7 g-VS L−1 day−1 on operational day 49 until the last operational day.
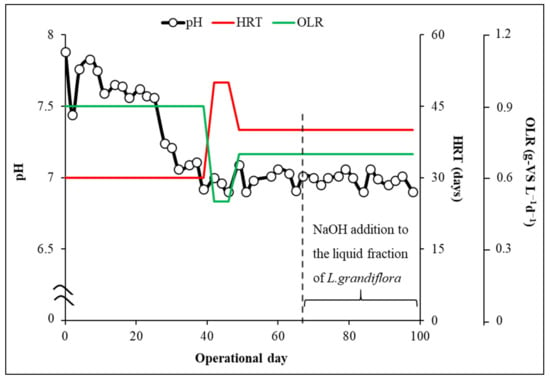
Figure 3.
Relationship of the pH with HRT and OLR during the AD process.
Because, the stability of the reactor was getting affected, which could lead to the failure of the AD process, the pH of the liquid fraction of L. grandiflora was neutralised to pH 7 by adding 27.66 g of 1 M NaOH solution from day 67 until the last day of operation (day 98). As NaOH has the potential to buffer the pH for the AD process [54]. This neutralisation of pH was performed to maintain the effectiveness of the AD and keep the methanogenesis bacteria alive inside the reactor. As hydrolysis, acidogenesis, acetogenesis and methanogenesis processes are optimum in pH around 7. A similar strategy was applied to improve the pH inside the reactor when using food waste in the CSTR reactor [55] and tofu wastewater in the batch type reactor [56]. The overall pH of the reactor was fluctuating but was in the optimum range of 6.5–8.2 for methanogenesis during the operation. This proved that the effluent had sufficient buffer to keep the pH in the optimum range [57]. However, NaOH addition did not show any increase in the pH of the reactor.
3.3. Biogas Production Yield and Methane Content in the CSTR Reactor
The AD process showed a fluctuating biogas production trend (Figure 4). The average biogas production during the operation was 265 mL g-VS−1. The highest biogas production was 400 mL g-VS−1 on day 49, and the lowest biogas production (71.4 mL g-VS−1) was recorded on day 67. The initial OLR and HRT were 0.9 g-VS L−1 day−1 and 30 days, as shown in Figure 4. NaOH addition from day 67 until the last operational day 98 did not show an increasing trend in the pH but showed a significant change in biogas production. The gas production tended to be less fluctuating and more stable towards the end of the operation. In previous studies, the NaOH addition effect was advantageous in incrementing biogas production and preventing the destabilisation of AD processes [54,58]. In a study performed by [54], due to the addition of NaOH to poultry waste and the digestate, the methane yield was increased by 3.03% from the untreated. However, in this study, the relationship between the NaOH addition and the methanogenesis bacteria needs to be studied to clarify the increment in the biogas yield.
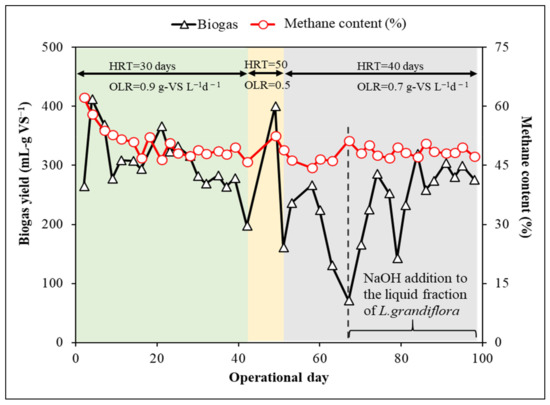
Figure 4.
Relationship of the biogas yield and methane content in the produced biogas.
Figure 4 also shows the methane content in the produced biogas. The methane content in the biogas was stable, but its value was relatively lower than the other CSTR reactors [25,59,60]. For example, a methane content of 63% was observed when grape pomace was used as a substrate [25]. The average value of the methane content in this study was 49.04%. The low methane content in the biogas could be due to the high carbon present in the SE pretreated L. grandiflora, as discussed before in Table 2.
When comparing the methane content produced in this study with another pretreatment like the pyrolysis process, a different trend was seen [61,62]. The studies performed high-temperature pyrolysis on sewage sludge and plastics as substrates. These studies observed that the methane content observed during the process was different to the methane content in conventional biogas produced during no pretreatment from garbage or sludge was used as substrates. The value of C1 (vol%), mainly methane, ranged from 0.24 to 4.94% [61]. However, when sludge was used for pyrolysis, the value was 33.41% higher than the methane produced by conventional biogas (29.12%) using garbage [62].
The reason for the low biogas production, its fluctuation and low methane content in this study can be the high lignin content of 29.15 ± 0.5%TS in the pretreated L. grandiflora [39]. As shown in Table 1, the lignin amount in the effluent on the last operational day 98 was 17.0 ± 1.0%TS, which is higher than that of other untreated plant biomasses, such as Potamogeton maackianus (20.7%TS) and Eichhornia crassipes stem (17.5%TS) [63,64]. Furthermore, L. grandiflora has a woody structure because of which it does not fully degrade even after SE pretreatment at 180 °C. Lignin contains 60–65% of carbon inside the plant biomass [64]. This high amount of carbon can lead to an imbalance of nutrients. Therefore, another evidence can be the high residual carbon present inside the reactor, owing to which the biogas production fluctuated and had a lower value.
3.4. Carbon Mass Balance during the AD Process
One of the main reasons for the lower biogas produced during the AD process is possibly the residual carbon in the CSTR. Therefore, the carbon mass balance was evaluated during the AD process. The carbon fed inside the reactor was present in the solid and liquid fractions of SE pretreated L. grandiflora. The carbon content in the pretreated solid and liquid fractions was 42.9 ± 0.5%TS and 28.0 ± 0.5%TS, respectively (Table 2). The carbon mass balance during the AD operation can be seen in Table 3. The feeding in the CSTR reactor was performed every 2 days, leading to an increase in the carbon amount inside the reactor (Table 3). However, because of the lower degradability and high lignin of L. grandiflora, as discussed above, the carbon content in the biogas and effluent was significantly less compared with that in the fed carbon. Therefore, the carbon continued to accumulate inside the digester measured as residual carbon. The carbon kept accumulating (85.20−98.88%) in the reactor, indicating a large amount of undigested carbon, which could be a potential source for stable AD processes.
Table 3.
Carbon mass balance during the AD process.
3.5. Comparison of the Differently Pretreated Lignocellulosic Biomass in the AD Process
When various lignocellulosic feedstocks are subjected to different pretreatments, they react uniquely. In addition, the inherited chemical composition and properties of the biomasses further affect the AD process. Table 4 compares the semi-continuous AD of different types of pretreated lignocellulosic feedstocks [26,27,34,38,39,58,65,66]. During the alkaline pretreatment, it was observed that the methane production significantly increased because of the delignification properties of the alkaline pretreatment [34,58]. Nevertheless, alkaline pretreatment has a higher cost and a negative environmental impact due to the chemical usage. However, as mentioned in this study, SE pretreatment is cost-effective and environmentally friendly.
Table 4.
Comparison of the lignocellulose feedstock with different pretreatment on the AD conditions.
When the AD of the steam-exploded olive mill (Lignin = 20.3%TS) was performed (200 °C for 5 min) [27], a nominal methane yield was observed. However, it was concluded that increasing the OLR to 2 g-VS L−1d−1 for days 175–275 led to a meagre methane yield (85 mL g-VS−1). When using L. grandiflora in this study (Lignin = 25.22 ± 4.6%TS), the average methane yield was 133.2 mL g-VS−1. Batch methane potential tests with L. grandiflora on the same SE condition were performed [7], and the methane yield was approximately 180 mL g-VS−1. Despite the higher lignin and woody structure of L. grandiflora, the methane yield was enhanced by the SE pretreatment (180 °C, 30 min). For the lignocellulosic waste, such as aquatic weed, SE seemed to be an effective and efficient pretreatment when applied to semi-continuous AD.
The SE of citrus waste was performed (150 °C, 20 min), and it was co-digested with municipal solid waste [26] (Table 4), producing a methane yield of 560 ± 15 mL g-VS−1. This clarifies that for further optimising the process for a large industrial scale, co-digestion can be a vital way to improve the overall stability in the reactor.
3.6. Future Research Perspectives and Challenges
SE has proved to be a versatile and efficient pretreatment for different lignocellulosic biomass. It has already reached the industrial phase and currently acts as a reference for the pretreatment of lignocellulosic biomasses [28] for the subsequential AD process. However, one of the challenges that need to be addressed is using biomass with high lignin content such as L. grandiflora. In addition, the bioconversion of aquatic biomass is still a problem due to the obstacle in utilising of lignocellulosic content and the subsequent low methane yield.
This study showed that even after performing SE pretreatment, high lignin content was present in the effluent of AD. As lignin is mainly composed of carbon, it accumulates undigested carbon during AD (Table 3). This undigested carbon led to an imbalance of nutrients which can be improved with the help of co-digestion, as mentioned in the study. Therefore, the co-digestion of steam-exploded L. grandiflora with other easily degradable substrates, such as cow dung, can be studied as a potential topic, which can help achieve higher biogas yields and stability in anaerobic reactors during industrial application.
In this study, due to the decreasing pH and the biogas yield during phase 1, NaOH addition was performed from operational day 67 to day 98. Even though the addition of NaOH did not show a specific increase in the pH value, it led to an increment in the daily production of biogas. However, the effect of NaOH on the AD process is still unclear. Besides, when an unknown phenomenon affects AD, the determination of microbial population could be used as an indicator to elucidate the changes during the digestion stage. Therefore, microbial analysis of the digestant should be performed to evaluate the optimisation of the reactor.
Finally, to practically apply this study, the pilot-scale process for an industrial-scale operation, the translation of pilot-scale AD to industrial, commercial reactors is another crucial aspect that needs more research work. Modelling is a good option for these research areas, while more experimental studies are also required to obtain necessary data and verify model assumptions and results. Computational tools, such as computational fluid dynamics (CFD), can be employed in the scale-up and optimisation of AD. In addition, techno-economic analyses are necessary to improve the process efficiency and economic feasibility. The challenges at large scale operations like the easy use of biomass, its availability for lignocellulose biorefineries and price, which majorly depends on the landowner, seasonal availability, storage loss and transportation cost are significant factors for further development of the process. The SE equipment from Yasujima Co. Ltd. used in this study can treat a large amount of substrate in a single operation, making it suitable for the industrial-scale process.
4. Conclusions
In this study, L. grandiflora was subjected to SE pretreatment before the AD process. The SE pretreatment was intended to increase the surface accessibility by breaking the lignocellulosic bonds. The study showed that the structure of L. grandiflora was disrupted with the help of SE pretreatment despite the woody composition and high lignin content of 25.22 ± 4.6%TS. The steam-exploded L. grandiflora was subjected to a long term semi-continuous anaerobic digestion to evaluate the effect of SE on the AD for the enhancement of biogas production. The pH was in the optimum range of 6.5–8.2 during the operation. The average biogas yield and methane yield during the operation was 265 mL g-VS−1 and 133.2 mL g-VS−1. Some operational changes were performed during the operation to improve the stability of the process. The OLR and HRT were changed on day 42 and day 49 and NaOH addition to the liquid fraction of L. grandiflora from day 67 resulted in improved stability in the biogas production towards the end of the operation. However, the high amount of lignin present in the reactor on day 98 (17.0 ± 1.0%TS) led to the accumulation of carbon in the CSTR (85.20–98.88%) due to the substrate’s low degradation. Therefore, modification method such as co-digestion is necessary to achieve improved stability and effectiveness of the CSTR when using hardly degradable substrates like L. grandiflora.
Author Contributions
Conceptualization, P.B., M.F., T.T. and S.B.; methodology, P.B. and M.F.; validation, P.B., M.F. and T.T.; formal analysis, P.B.; investigation, P.B.; resources, J.Q., X.L., S.B., M.M. and T.T.; data curation, P.B., M.F. and M.C.D.S.; writing—original draft preparation, P.B., M.C.D.S., X.L., S.B. and T.T.; writing—review and editing, P.B., M.F., M.C.D.S. and T.T.; visualization, P.B.; supervision, S.B. and T.T.; project administration, S.B. and T.T.; funding acquisition, S.B. and T.T. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the Shiga Prefecture Energy Society Top Model Project Supporting Fund and a research grant from the Government of Kusatsu, Shiga Prefecture, Japan.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
We gratefully acknowledge M. Kishi, T. Kodera and M. Sekine for their valuable guidance and support. We appreciate K. Nakai from the Division of Nature Conservation, Department of Lake Biwa and the Environment and Lake Biwa Museum, Shiga, Japan, for assisting us in securing the permission to use Ludwigia grandiflora in this experiment, D. Mishima from Arsec Inc, Japan, for helping with the milling equipment and Hokubu Sludge Treatment Centre, Yokohama for providing digested sludge. We would also like to thank Ibukisho Co. Ltd., Shiga, Japan for providing us with the desulphurising column used in this study and the University of Shiga Prefecture for letting us perform this study on their campus.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the study’s design; in the collection, analyses or interpretation of data; in the writing of the manuscript, or in the decision to publish the results.
References
- Forster-Carneiro, T.; Pérez, M.; Romero, L.I. Thermophilic anaerobic digestion of source-sorted organic fraction of municipal solid waste. Bioresour. Technol. 2008, 99, 6763–6770. [Google Scholar] [CrossRef]
- Carlsson, M.; Lagerkvist, A.; Morgan-Sagastume, F. The effects of substrate pre-treatment on anaerobic digestion systems: A review. Waste Manag. 2012, 32, 1634–1650. [Google Scholar] [CrossRef] [PubMed]
- Abbasi, S.A.; Nipaney, P.C.; Schaumberg, G.D. Bioenergy potential of eight common aquatic weeds. Biol. Wastes 1990, 34, 359–366. [Google Scholar] [CrossRef]
- Das, A.; Mondal, C.; Roy, S. Pretreatment methods of ligno-cellulosic biomass: A review. J. Eng. Sci. Technol. Rev. 2015, 8, 141–165. [Google Scholar] [CrossRef]
- Sun, J.X.; Sun, R.C.; Sun, X.F.; Su, Y.Q. Fractional and physico-chemical characterization of hemicelluloses from ultrasonic irradiated sugarcane bagasse. Carbohydr. Res. 2004, 339, 291–300. [Google Scholar] [CrossRef]
- Saratale, G.D.; Jung, M.Y.; Oh, M.K. Reutilization of green liquor chemicals for pretreatment of whole rice waste biomass and its application to 2,3-butanediol production. Bioresour. Technol. 2016, 205, 90–96. [Google Scholar] [CrossRef] [PubMed]
- Bhatia, P.; Fujiwara, M.; Ban, S.; Toda, T. Effect of steam explosion pre-treatment on methane generation from Ludwigia grandiflora. Biomass Bioenergy 2020, 142, 105771. [Google Scholar] [CrossRef]
- Dandelot, S.; Verlaque, R.; Dutartre, A.; Cazaubon, A. Ecological, dynamic and taxonomic problems due to Ludwigia (Onagraceae) in France. Hydrobiologia 2005, 551, 131–136. [Google Scholar] [CrossRef]
- Thouvenot, L.; Puech, C.; Martinez, L.; Haury, J.; Thiébaut, G. Strategies of the invasive macrophyte Ludwigia grandiflora in its introduced range: Competition, facilitation or coexistence with native and exotic species? Aquat. Bot. 2013, 107, 8–16. [Google Scholar] [CrossRef]
- Benner, R.; Maccubbin, A.E.; Hodson, R.E. Anaerobic biodegradation of the lignin and polysaccharide components of lignocellulose and synthetic lignin by sediment microflora. Appl. Environ. Microbiol. 1984, 47, 998–1004. [Google Scholar] [CrossRef]
- Galbe, M.; Zacchi, G. Pretreatment: The key to efficient utilization of lignocellulosic materials. Biomass Bioenergy 2012, 46, 70–78. [Google Scholar] [CrossRef]
- Sawatdeenarunat, C.; Surendra, K.C.; Takara, D.; Oechsner, H.; Khanal, S.K. Anaerobic digestion of lignocellulosic biomass: Challenges and opportunities. Bioresour. Technol. 2015, 178, 178–186. [Google Scholar] [CrossRef] [PubMed]
- Koyama, M.; Yamamoto, S.; Ishikawa, K.; Ban, S.; Toda, T. Enhancing anaerobic digestibility of lignin-rich submerged macrophyte using thermochemical pre-treatment. Biochem. Eng. J. 2015, 99, 124–130. [Google Scholar] [CrossRef]
- Koyama, M.; Yamamoto, S.; Ishikawa, K.; Ban, S.; Toda, T. Inhibition of anaerobic digestion by dissolved lignin derived from alkaline pre-treatment of an aquatic macrophyte. Chem. Eng. J. 2017, 311, 55–62. [Google Scholar] [CrossRef]
- Auxenfans, T.; Crônier, D.; Chabbert, B.; Paës, G. Understanding the structural and chemical changes of plant biomass following steam explosion pretreatment. Biotechnol. Biofuels 2017, 10, 36. [Google Scholar] [CrossRef]
- Biswas, R.; Uellendahl, H.; Ahring, B.K. Wet Explosion: A Universal and Efficient Pretreatment Process for Lignocellulosic Biorefineries. Bioenergy Res. 2015, 8, 1101–1116. [Google Scholar] [CrossRef]
- Weber, B.; Estrada-Maya, A.; Sandoval-Moctezuma, A.C.; Martínez-Cienfuegos, I.G. Anaerobic digestion of extracts from steam exploded Agave tequilana bagasse. J. Environ. Manag. 2019, 245, 489–495. [Google Scholar] [CrossRef]
- Hendriks, A.T.W.M.; Zeeman, G. Pretreatments to enhance the digestibility of lignocellulosic biomass. Bioresour. Technol. 2009, 100, 10–18. [Google Scholar] [CrossRef]
- Xu, J.; Chen, Y.; Cheng, J.J.; Sharma-Shivappa, R.R.; Burns, J.C. Delignification of switchgrass cultivars for bioethanol production. BioResources 2011, 6, 707–720. [Google Scholar] [CrossRef]
- Bauer, A.; Lizasoain, J.; Theuretzbacher, F.; Agger, J.W.; Rincón, M.; Menardo, S.; Saylor, M.K.; Enguídanos, R.; Nielsen, P.J.; Potthast, A.; et al. Steam explosion pretreatment for enhancing biogas production of late harvested hay. Bioresour. Technol. 2014, 166, 403–410. [Google Scholar] [CrossRef]
- Li, C.; Liu, G.; Nges, I.A.; Liu, J. Enhanced biomethane production from Miscanthus lutarioriparius using steam explosion pretreatment. Fuel 2016, 179, 267–273. [Google Scholar] [CrossRef]
- Lizasoain, J.; Rincón, M.; Theuretzbacher, F.; Enguídanos, R.; Nielsen, P.J.; Potthast, A.; Zweckmair, T.; Gronauer, A.; Bauer, A. Biogas production from reed biomass: Effect of pretreatment using different steam explosion conditions. Biomass Bioenergy 2016, 95, 84–91. [Google Scholar] [CrossRef]
- Menardo, S.; Bauer, A.; Theuretzbacher, F.; Piringer, G.; Nilsen, P.J.; Balsari, P.; Pavliska, O.; Amon, T. Biogas Production from Steam-Exploded Miscanthus and Utilization of Biogas Energy and CO2 in Greenhouses. Bioenergy Res. 2013, 6, 620–630. [Google Scholar] [CrossRef]
- Take, H.; Andou, Y.; Nakamura, Y.; Kobayashi, F.; Kurimoto, Y.; Kuwahara, M. Production of methane gas from Japanese cedar chips pretreated by various delignification methods. Biochem. Eng. J. 2006, 28, 30–35. [Google Scholar] [CrossRef]
- El Achkar, J.H.; Lendormi, T.; Hobaika, Z.; Salameh, D.; Louka, N.; Maroun, R.G.; Lanoisellé, J.L. Anaerobic digestion of grape pomace: Biochemical characterization of the fractions and methane production in batch and continuous digesters. Waste Manag. 2016, 50, 275–282. [Google Scholar] [CrossRef] [PubMed]
- Forgács, G.; Pourbafrani, M.; Niklasson, C.; Taherzadeh, M.J.; Hováth, I.S. Methane production from citrus wastes: Process development and cost estimation. J. Chem. Technol. Biotechnol. 2012, 87, 250–255. [Google Scholar] [CrossRef]
- Serrano, A.; Fermoso, F.G.; Alonso-Fariñas, B.; Rodríguez-Gutiérrez, G.; López, S.; Fernandez-Bolaños, J.; Borja, R. Long-Term Evaluation of Mesophilic Semi-Continuous Anaerobic Digestion of Olive Mill Solid Waste Pretreated with Steam-Explosion. Energies 2019, 12, 2222. [Google Scholar] [CrossRef]
- Kumar, G.; Dharmaraja, J.; Arvindnarayan, S.; Shoban, S.; Bakonyi, P.; Saratale, G.D.; Nemestóthy, N.; Bélafi-Bakó, K.; Yoon, J.J.; Kim, S.H. A comprehensive review on thermochemical, biological, biochemical and hybrid conversion methods of bio-derived lignocellulosic molecules into renewable fuels. Fuel 2019, 251, 352–367. [Google Scholar] [CrossRef]
- Kim, D. Physico-chemical conversion of lignocellulose: Inhibitor effects and detoxification strategies: A mini review. Molecules 2018, 23, 309. [Google Scholar] [CrossRef] [PubMed]
- Capolupo, L.; Faraco, V. Green methods of lignocellulose pretreatment for biorefinery development. Appl. Microbiol. Biotechnol. 2016, 100, 9451–9467. [Google Scholar] [CrossRef] [PubMed]
- Shafiei, M.; Kabir, M.M.; Zilouei, H.; Sárvári Horváth, I.; Karimi, K. Techno-economical study of biogas production improved by steam explosion pretreatment. Bioresour. Technol. 2013, 148, 53–60. [Google Scholar] [CrossRef]
- Tucker, C.S.; Debusk, T.A. Seasonal growth of Eichhornia crassipes (Mart.) solms: Relationship to protein, fiber, and available carbohydrate content. Aquat. Bot. 1981, 11, 137–141. [Google Scholar] [CrossRef]
- Jančík, F.; Homolka, P.; Čermák, B.; Lád, F. Determination of indigestible neutral detergent fibre contents of grasses and its prediction from chemical composition. Czech J. Anim. Sci. 2008, 53, 128–135. [Google Scholar] [CrossRef]
- Koyama, M.; Watanabe, K.; Kurosawa, N.; Ishikawa, K.; Ban, S.; Toda, T. Effect of alkaline pretreatment on mesophilic and thermophilic anaerobic digestion of a submerged macrophyte: Inhibition and recovery against dissolved lignin during semi-continuous operation. Bioresour. Technol. 2017, 238, 666–674. [Google Scholar] [CrossRef] [PubMed]
- Richard, T.L. Municipal solid waste composting: Physical and biological processing. Biomass Bioenergy 1992, 3, 163–180. [Google Scholar] [CrossRef]
- Saragih, F.N.A.; Priadi, C.R.; Adityosulindro, S.; Abdillah, A.; Islami, B.B. The effectiveness of anaerobic digestion process by thermal pre-treatment on food waste as a substrate. In IOP Conference Series: Earth and Environmental Science; Institute of Physics Publishing: Tangerang, Indonesia, 2019; Volume 251, Available online: https://iopscience.iop.org/article/10.1088/1755-1315/251/1/012014/meta (accessed on 13 May 2021).
- Van, D.P.; Fujiwara, T.; Tho, B.L.; Toan, P.P.S.; Minh, G.H. A review of anaerobic digestion systems for biodegradable waste: Configurations, operating parameters, and current trends. Environ. Eng. Res. 2020, 25, 1–17. [Google Scholar] [CrossRef]
- Theuretzbacher, F.; Lizasoain, J.; Lefever, C.; Saylor, M.K.; Enguidanos, R.; Weran, N.; Gronauer, A.; Bauer, A. Steam explosion pretreatment of wheat straw to improve methane yields: Investigation of the degradation kinetics of structural compounds during anaerobic digestion. Bioresour. Technol. 2015, 179, 299–305. [Google Scholar] [CrossRef] [PubMed]
- Shi, X.S.; Dong, J.J.; Yu, J.H.; Yin, H.; Hu, S.M.; Huang, S.X.; Yuan, X.Z. Effect of Hydraulic Retention Time on Anaerobic Digestion of Wheat Straw in the Semicontinuous Continuous Stirred-Tank Reactors. BioMed Res. Int. 2017, 2017. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Park, S.Y.; Zhu, J. Solid-state anaerobic digestion for methane production from organic waste. Renew. Sustain. Energy Rev. 2011, 15, 821–826. [Google Scholar] [CrossRef]
- Jain, S.; Jain, S.; Wolf, I.T.; Lee, J.; Tong, Y.W. A comprehensive review on operating parameters and different pretreatment methodologies for anaerobic digestion of municipal solid waste. Renew. Sustain. Energy Rev. 2015, 52, 142–154. [Google Scholar] [CrossRef]
- Tuomela, M.; Vikman, M.; Hatakka, A.; Itävaara, M. Biodegradation of lignin in a compost environment: A review. Bioresour. Technol. 2000, 72, 169–183. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, R.; Liu, X.; Chen, C.; Xiao, X.; Feng, L.; He, Y.; Liu, G. Evaluating methane production from anaerobic mono- and co-digestion of kitchen waste, corn stover, and chicken manure. Energy Fuels 2013, 27, 2085–2091. [Google Scholar] [CrossRef]
- Vivekanand, V.; Olsen, E.F.; Eijsink, V.G.H.; Horn, S.J. Effect of different steam explosion conditions on methane potential and enzymatic saccharification of birch. Bioresour. Technol. 2013, 127, 343–349. [Google Scholar] [CrossRef]
- Vivekanand, V.; Olsen, E.F.; Eijsink, V.G.H.; Horn, S.J. Methane Potential and Enzymatic Saccharification of Steam-exploded Bagasse. BioResources 2014, 9. [Google Scholar] [CrossRef]
- Taherzadeh, M.J.; Karimi, K. Pretreatment of lignocellulosic wastes to improve ethanol and biogas production: A review. Int. J. Mol. Sci. 2008, 9, 1621–1651. [Google Scholar] [CrossRef] [PubMed]
- Schroyen, M.; Vervaeren, H.; Raes, K.; Van Hulle, S.W.H. Modelling and simulation of anaerobic digestion of various lignocellulosic substrates in batch reactors: Influence of lignin content and phenolic compounds II. Biochem. Eng. J. 2018, 134, 80–87. [Google Scholar] [CrossRef]
- Chen, Y.; Cheng, J.J.; Creamer, K.S. Inhibition of anaerobic digestion process: A review. Bioresour. Technol. 2008, 99, 4044–4064. [Google Scholar] [CrossRef] [PubMed]
- Khalid, A.; Arshad, M.; Anjum, M.; Mahmood, T.; Dawson, L. The anaerobic digestion of solid organic waste. Waste Manag. 2011, 31, 1737–1744. [Google Scholar] [CrossRef]
- Cotana, F.; Cavalaglio, G.; Gelosia, M.; Nicolini, A.; Coccia, V.; Petrozzi, A. Production of Bioethanol in a Second Generation Prototype from Pine Wood Chips. Energy Procedia 2014, 45, 42–51. [Google Scholar] [CrossRef]
- Michelin, M.; Ximenes, E.; de Lourdes Teixeira de Moraes Polizeli, M.; Ladisch, M.R. Effect of phenolic compounds from pretreated sugarcane bagasse on cellulolytic and hemicellulolytic activities. Bioresour. Technol. 2016, 199, 275–278. [Google Scholar] [CrossRef]
- Bajaj, M.; Gallert, C.; Winter, J. Treatment of phenolic wastewater in an anaerobic fixed bed reactor (AFBR)-Recovery after shock loading. J. Hazard. Mater. 2009, 162, 1330–1339. [Google Scholar] [CrossRef] [PubMed]
- Zheng, X.; Ma, X.; Chen, L.; Cao, S.; Nasrallah, J. Lignin extraction and recovery in hydrothermal pretreatment of bamboo. J. Bioresour. Bioprod. 2016, 1, 145–151. [Google Scholar] [CrossRef]
- Ajiboye, A.V.; Lasisi, K.H.; Babatola, J.O. Evaluation of the effect of sodium hydroxide solution on biogas yield of anaerobic digestion of poultry waste and the digestate. Int. J. Energy Water Resour. 2018, 2, 23–31. [Google Scholar] [CrossRef]
- Awe, O.W.; Lu, J.; Wu, S.; Zhao, Y.; Nzihou, A.; Lyczko, N.; Minh, D.P. Effect of Oil Content on Biogas Production, Process Performance and Stability of Food Waste Anaerobic Digestion. Waste Biomass Valorization 2018, 9, 2295–2306. [Google Scholar] [CrossRef]
- Widyarani; Victor, Y.; Sriwuryandari, L.; Priantoro, E.A.; Sembiring, T.; Sintawardani, N. Influence of pH on biogas production in a batch anaerobic process of tofu wastewater. In IOP Conference Series: Earth and Environmental Science; Institute of Physics Publishing: Jakarta, Indonesia, 2018; Volume 160, p. 012014. Available online: https://iopscience.iop.org/article/10.1088/1755-1315/160/1/012014/meta (accessed on 13 May 2021).
- Kim, M.; Ahn, Y.H.; Speece, R.E. Comparative process stability and efficiency of anaerobic digestion; mesophilic vs. thermophilic. Water Res. 2002, 36, 4369–4385. [Google Scholar] [CrossRef]
- Sambusiti, C.; Ficara, E.; Malpei, F.; Steyer, J.P.; Carrère, H. Benefit of sodium hydroxide pretreatment of ensiled sorghum forage on the anaerobic reactor stability and methane production. Bioresour. Technol. 2013, 144, 149–155. [Google Scholar] [CrossRef] [PubMed]
- Michele, P.; Giuliana, D.; Carlo, M.; Sergio, S.; Fabrizio, A. Optimization of solid state anaerobic digestion of the OFMSW by digestate recirculation: A new approach. Waste Manag. 2015, 35, 111–118. [Google Scholar] [CrossRef] [PubMed]
- Mathew, A.K.; Bhui, I.; Banerjee, S.N.; Goswami, R.; Chakraborty, A.K.; Shome, A.; Balachandran, S.; Chaudhury, S. Biogas production from locally available aquatic weeds of Santiniketan through anaerobic digestion. Clean Technol. Environ. Policy 2015, 17, 1681–1688. [Google Scholar] [CrossRef]
- Constantinescu, M.; Bucura, F.; Ionete, E.I.; Ion-Ebrasu, D.; Sandru, C.; Zaharioiu, A.; Marin, F.; Miricioiu, M.G.; Niculescu, V.C.; Oancea, S.; et al. From plastic to fuel—New challenges. Mater. Plast. 2019, 56, 721–729. [Google Scholar] [CrossRef]
- Zaharioiu, A.; Bucura, F.; Ionete, E.I.; Ionete, R.E.; Ebrasu, D.; Sandru, C.; Marin, F.; Oancea, S.; Niculescu, V.; Miricioiu, M.G.; et al. Thermochemical decomposition of sewage sludge—An eco-friendly solution for a sustainable energy future by using wastes. Rev. Chim. 2020, 71, 171–181. [Google Scholar] [CrossRef]
- Koyama, M.; Yamamoto, S.; Ishikawa, K.; Ban, S.; Toda, T. Anaerobic digestion of submerged macrophytes: Chemical composition and anaerobic digestibility. Ecol. Eng. 2014, 69, 304–309. [Google Scholar] [CrossRef]
- Bengtsson, A.; Bengtsson, J.; Sedin, M.; Sjöholm, E. Carbon Fibers from Lignin-Cellulose Precursors: Effect of Stabilization Conditions. ACS Sustain. Chem. Eng. 2019, 7, 8440–8448. [Google Scholar] [CrossRef]
- Serrano, A.; Fermoso, F.G.; Alonso-Fariñas, B.; Rodríguez-Gutiérrez, G.; López, S.; Fernandez-Bolaños, J.; Borja, R. Performance evaluation of mesophilic semi-continuous anaerobic digestion of high-temperature thermally pre-treated olive mill solid waste. Waste Manag. 2019, 87, 250–257. [Google Scholar] [CrossRef] [PubMed]
- Ouazzane, H.; Laajine, F.; Yamani, M.E.; Hilaly, J.E.; Rharrabti, Y.; Amarouch, M.; Mazouzi, D. Olive Mill Solid Waste Characterization and Recycling opportunities: A review. J. Mater. Environ. Sci. 2017, 8, 2632–2650. [Google Scholar]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).