Comparative Studies on Two Types of OSB Boards Obtained from Mixed Resinous and Fast-growing Hard Wood


Featured Application
Abstract
1. Introduction
2. Materials and Methods
2.1. Determination of Chip Moisture Content
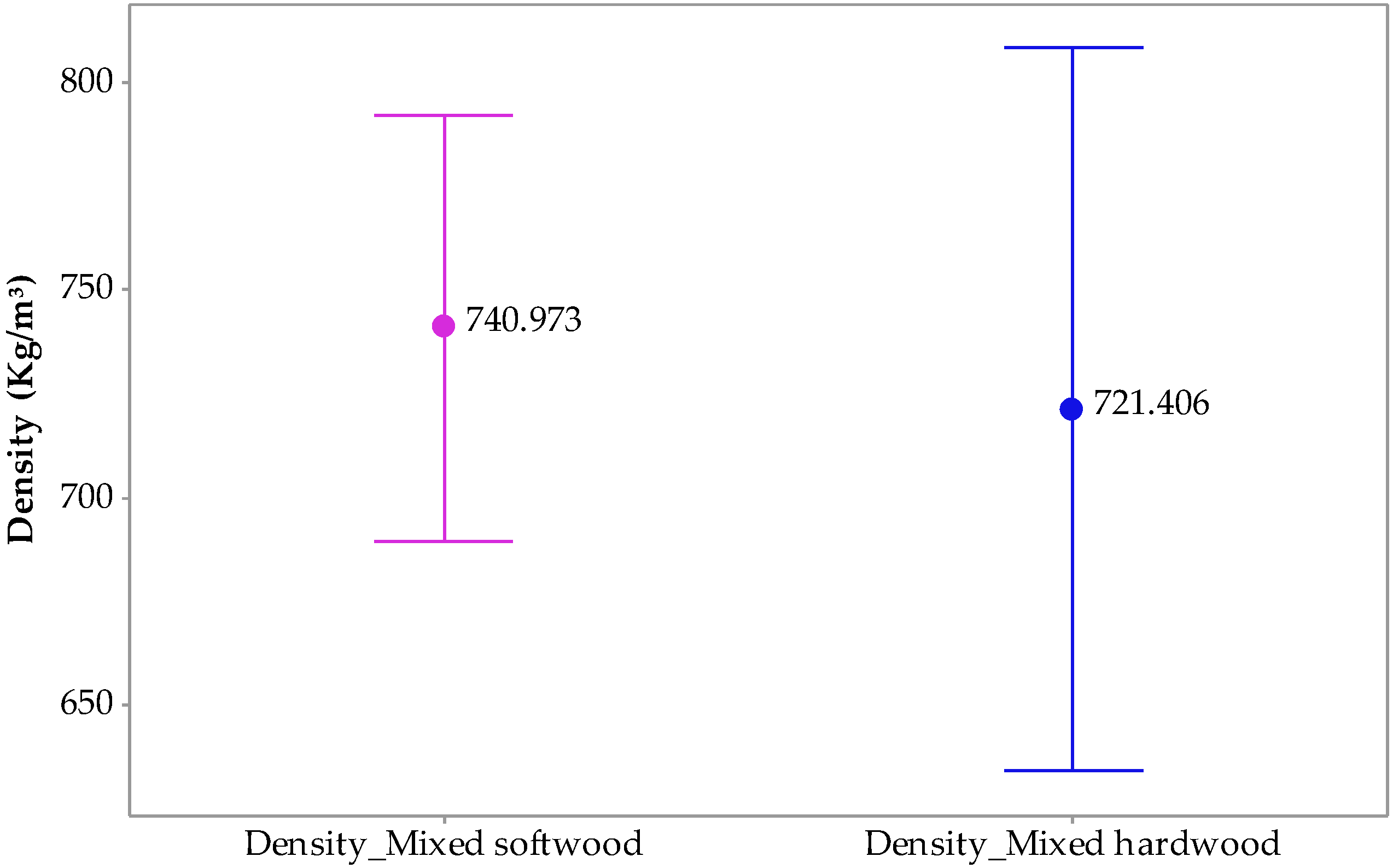
2.2. Determination of Board Density
2.3. Determination of Water Absorption and Swelling of the Boards Conforming to EN 317
2.4. Determination of Modulus of Rupture (MOR) and Modulus of Elasticity (MOE) According to EN 310
2.5. Determination of Internal Bond of Boards According to EN 319
3. Results
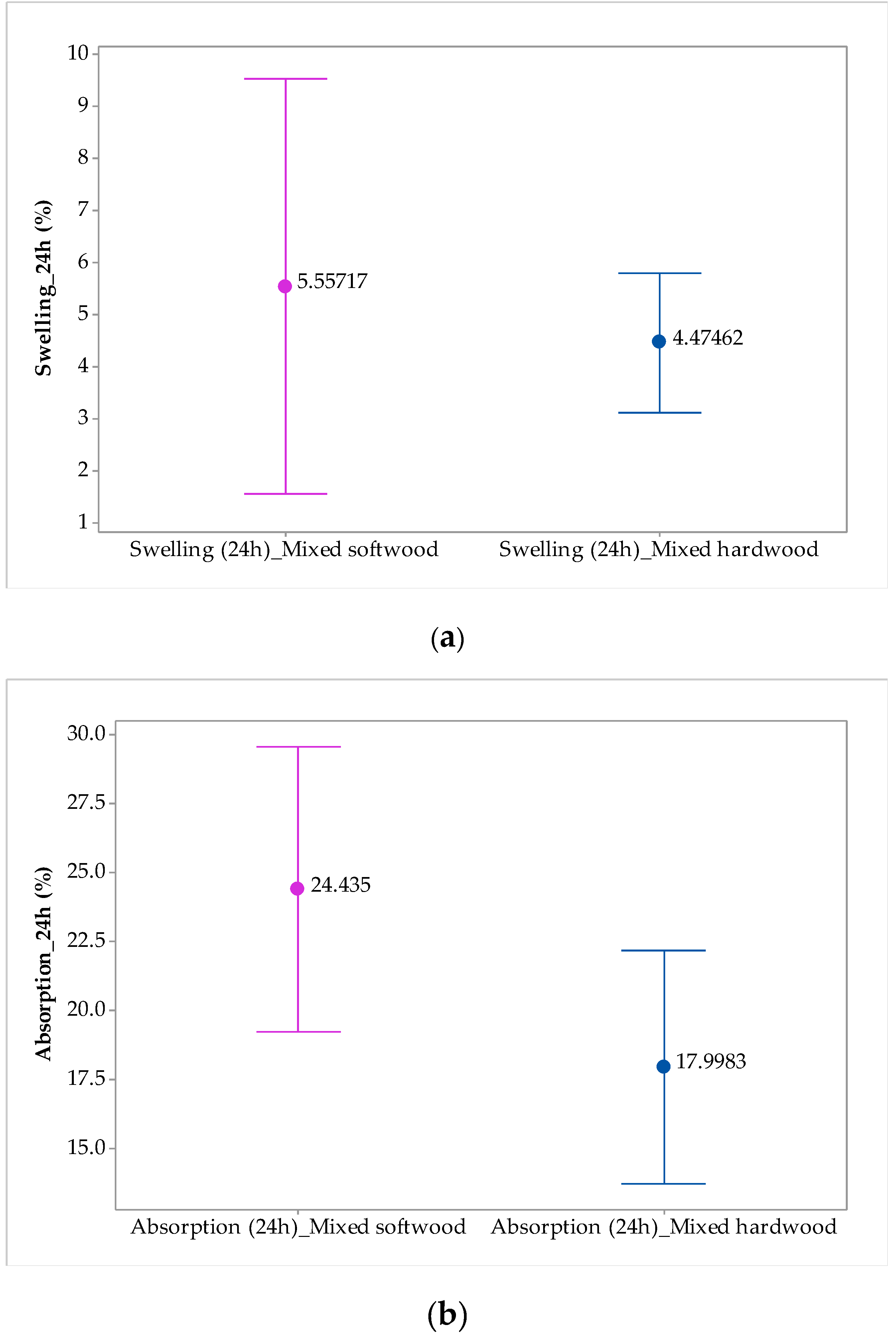
3.1. Analysis of Physical Properties of OSBs
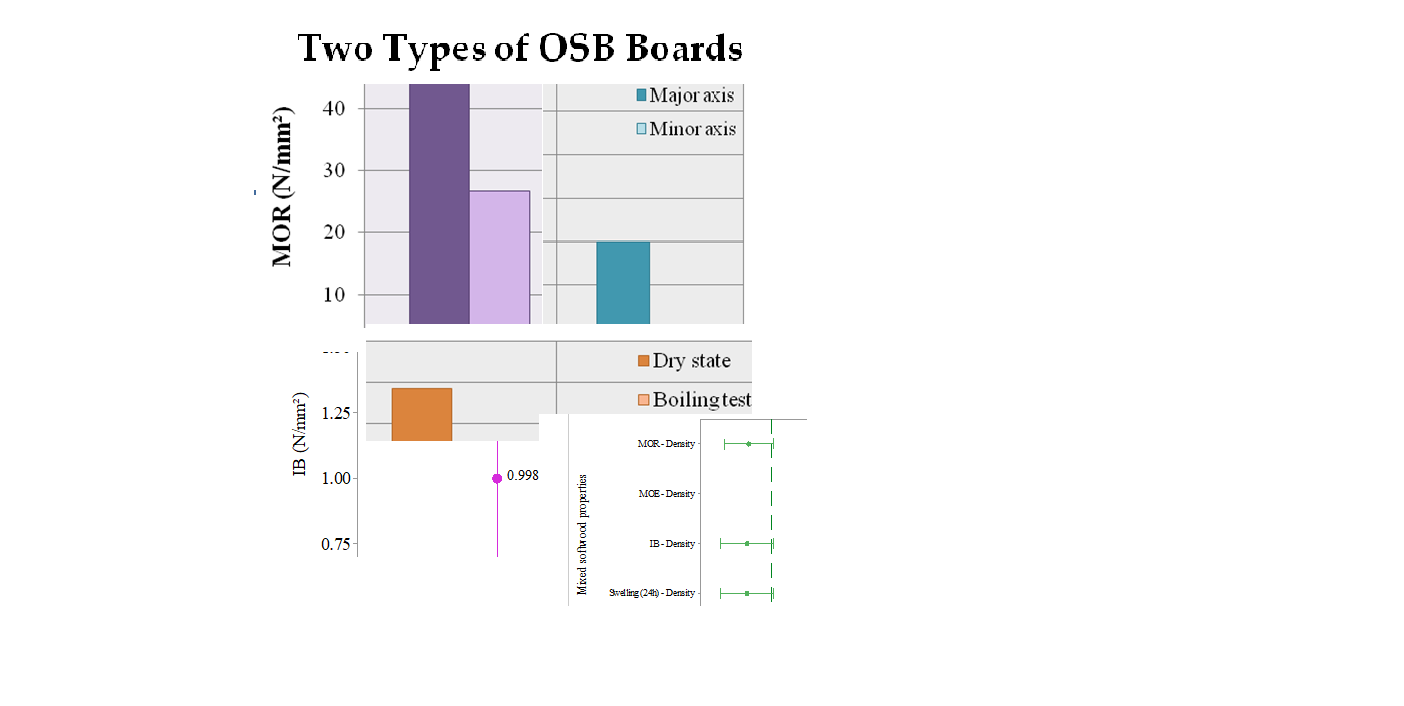
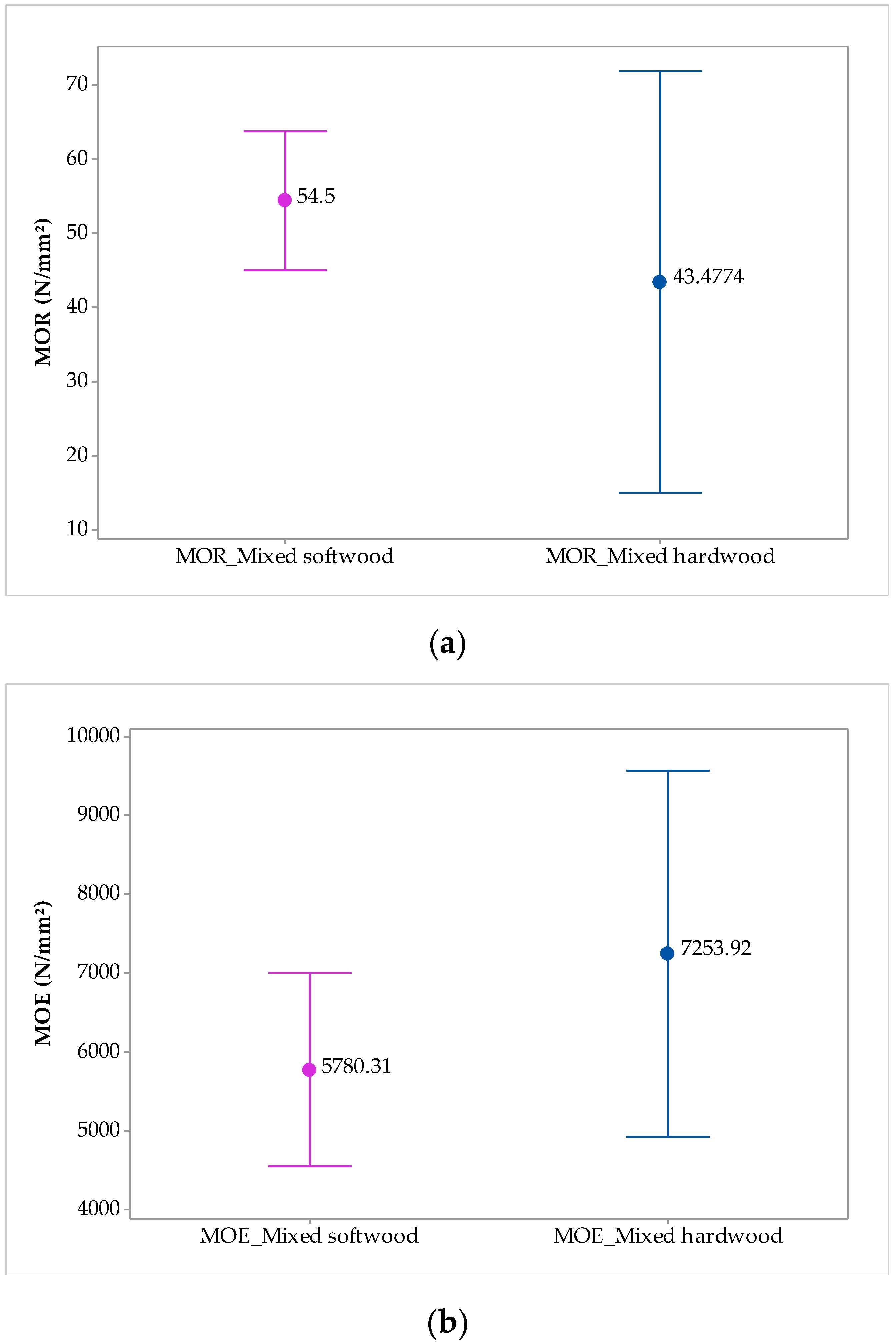
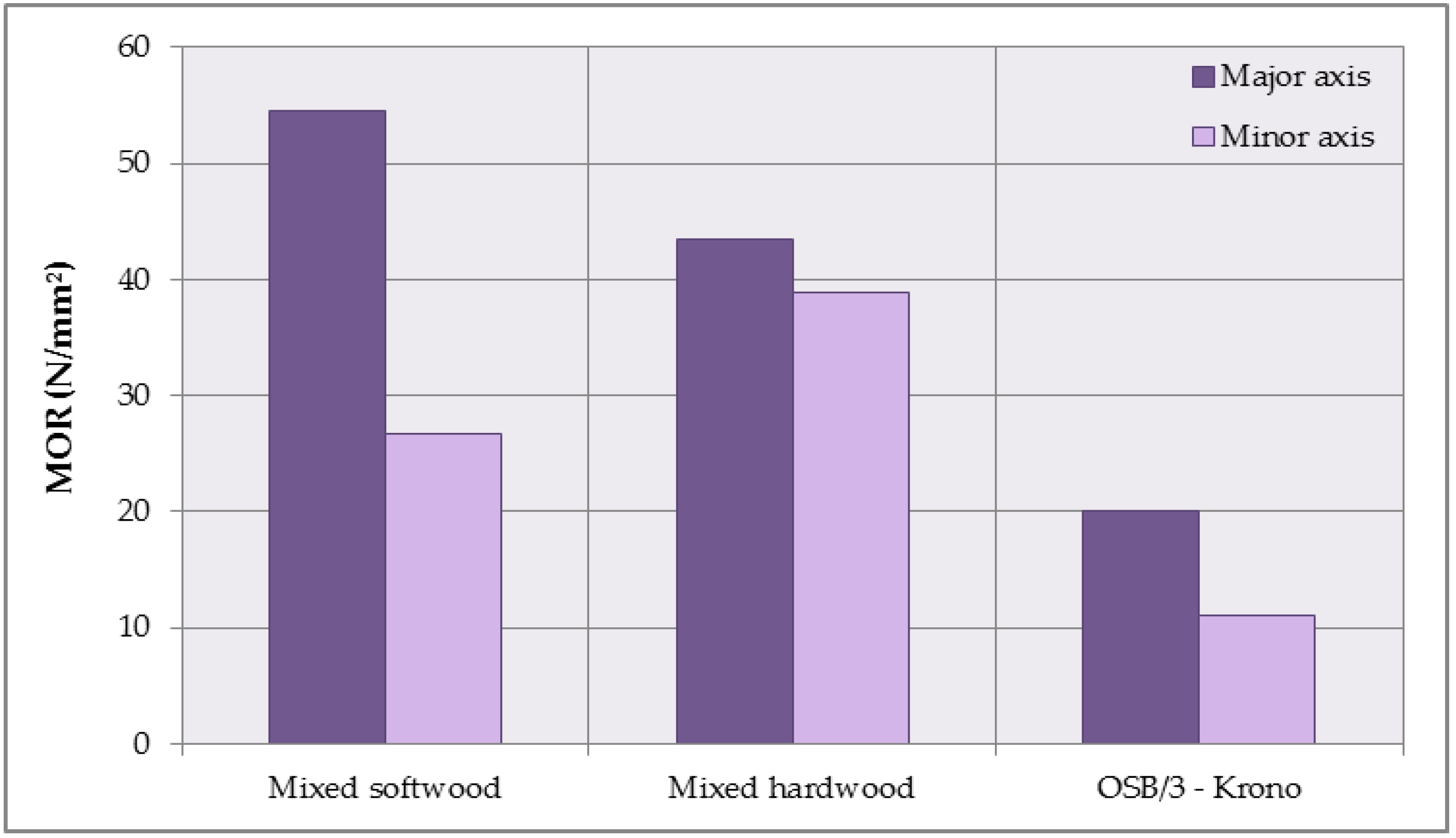
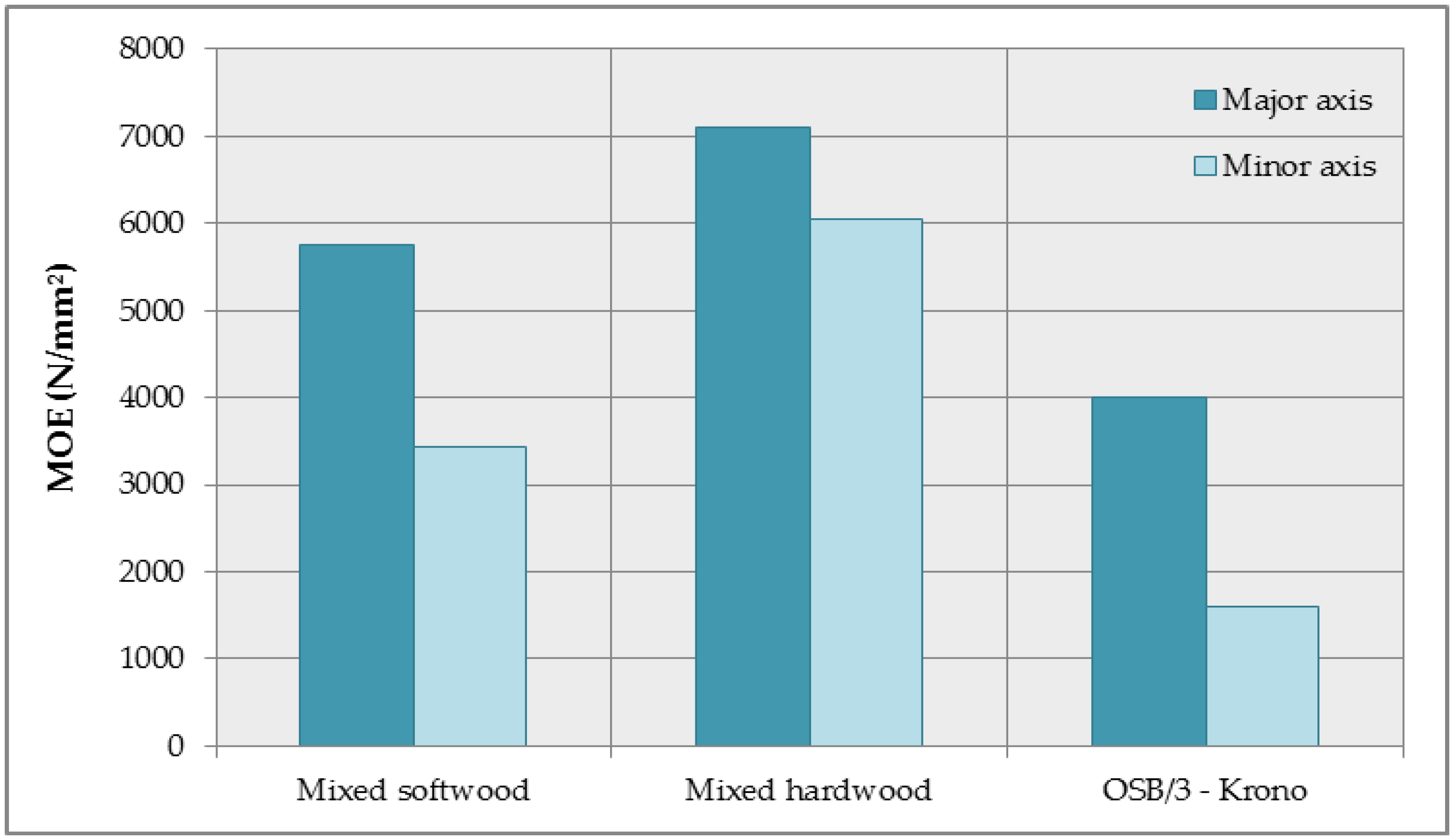
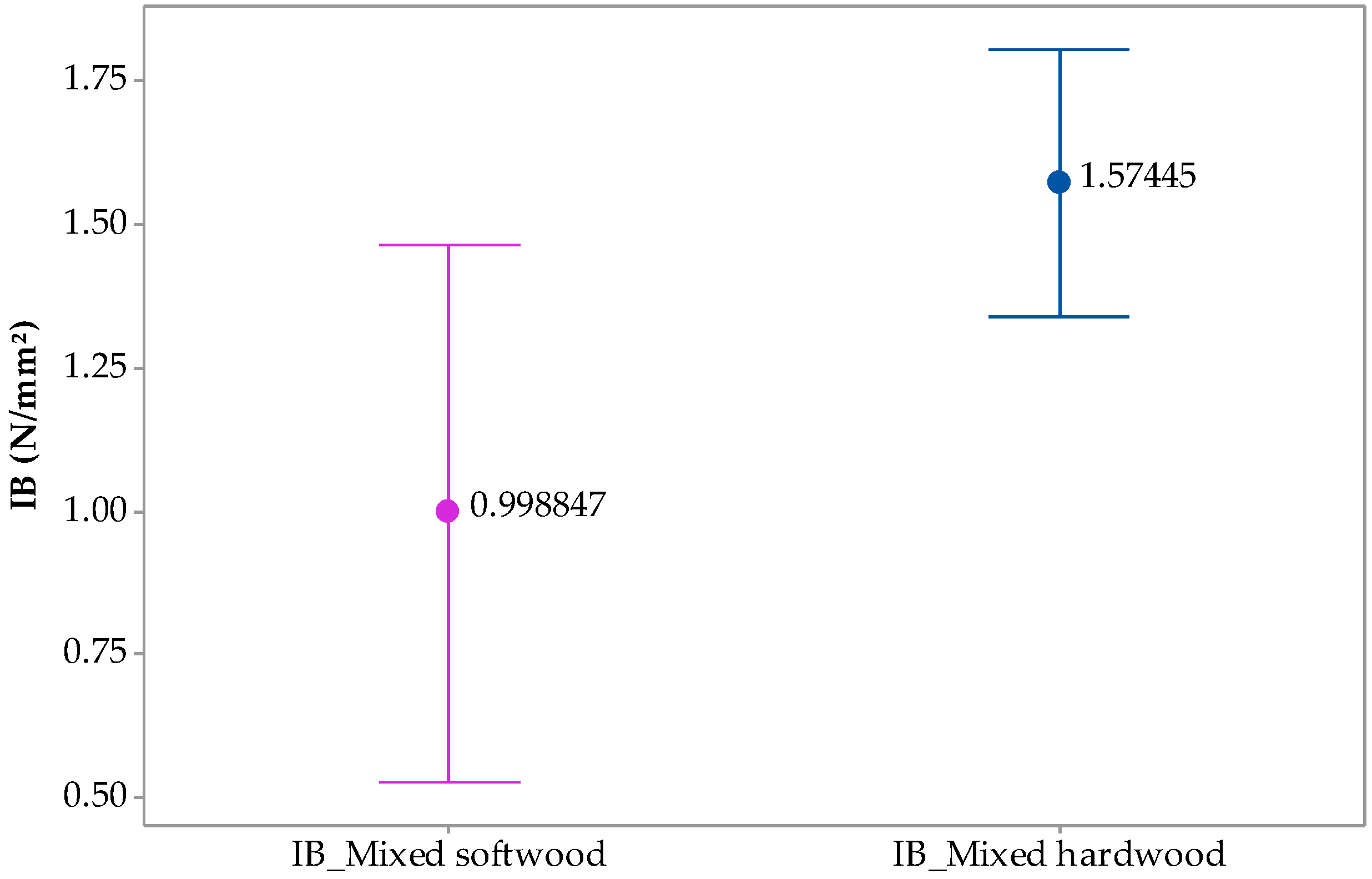
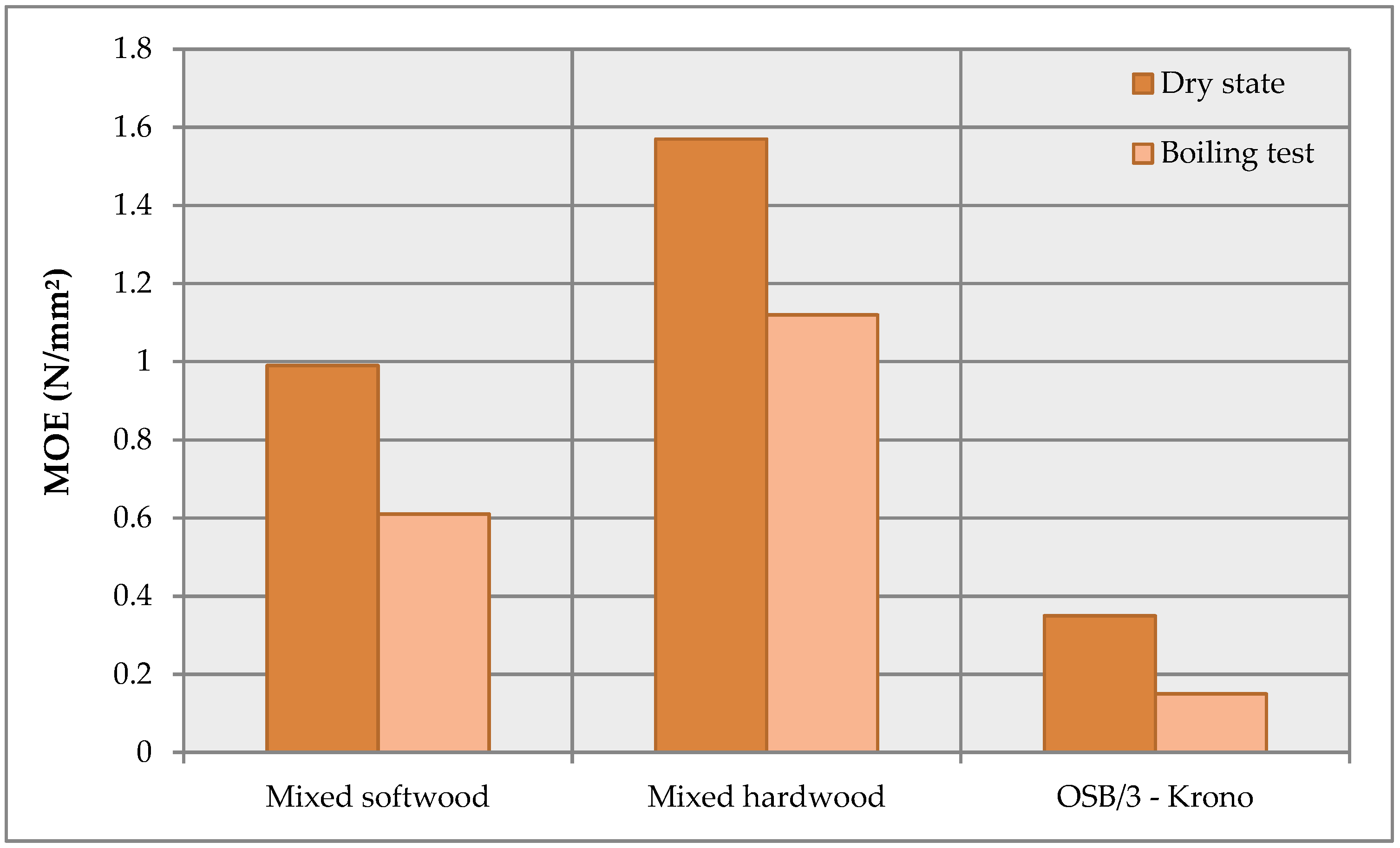
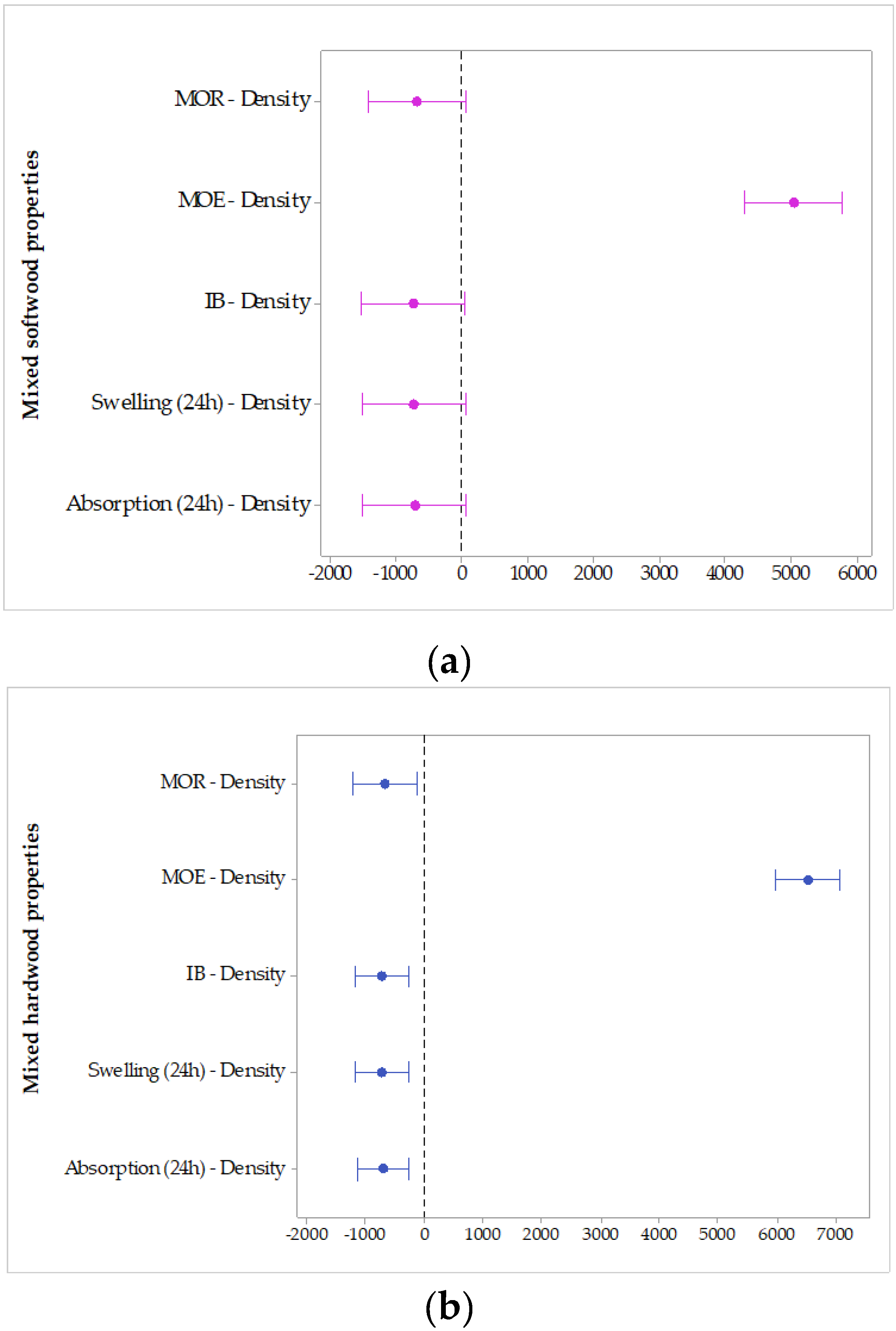
3.2. Analysis of Mechanical Properties of OSBs
4. Discussion
5. Conclusions
- 1
- The characteristics of OSBs obtained in laboratory conditions from mixed species of softwood or hardwood showed very good values, above those required by the standards in the field (EN 300) and higher compared to those required in the manufacturing flow.
- 2
- Analyzing the estimated statistical parameters in the case of swelling and absorption properties after immersion in water for 24 h for OSBs obtained in the laboratory, it can be concluded that softwood boards are slightly superior to hardwood OSBs.
- 3
- The statistical comparative analysis indicated that fast-growing species exhibited superior mechanical properties (MOR, MOE, and IB) compared to mixed softwood species.
- 4
- The general conclusion of the paper is that the hardwood mixture can be used in large proportions in the OSB recipe without significantly diminishing the properties of the boards, but with favorable effects on raw material costs, also reducing the pressure on the acquisition and consumption of softwood species.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- ISO. Wood-Based Panel—Oriented Strand Board (OSB)—Definitions, Classification, Specifications; ISO 16864; International Organisation for Standardization: Geneva, Switzerland, 2016. [Google Scholar]
- European Committee for Standardisation. Oriented Strand Boards (OSB)—Definitions, Classification and Specifications; EN 300; European Committee for Standardisation: Brussels, Belgium, 2006. [Google Scholar]
- Mirski, R.; Dziurka, D.; Derkowski, A. Properties of oriented strandboards with externalla yers made of non-strand chips. BioRes 2016, 11, 8344–8354. [Google Scholar] [CrossRef]
- Hodoušek, M.; Böhm, M.; Lemaster, R.L.; Bureš, M.; Beránková, J.; Cvach, J. Air permeation rate of oriented strand boards (OSB/3andOSB/4). BioRes 2015, 10, 1137–1148. [Google Scholar]
- Mirski, R.; Dziurka, D. Low-density oriented strandboard. BioRes 2015, 10, 6388–6394. [Google Scholar] [CrossRef]
- Hassanieh, A.; Valipour, H. Experimental and numerical study of OSB sheathed-LVL studwall with stapled connections. Constr. Build. Mater. 2020, 233, 117373. [Google Scholar] [CrossRef]
- Barbirato, G.; Fiorelli, J.; Mejia, J.; Sarasini, F.; Ferrante, L. Quasi-static and dynamic response of oriented strand boards based on balsa wood waste. Compos. Struct. 2019, 219, 83–89. [Google Scholar] [CrossRef]
- Rebollar, M.; Pérez, R.; Vidal, R. Comparison between oriented strandboards and otherwood-based panels for the manufacture of furniture. Mater. Des. 2007, 28, 882–888. [Google Scholar] [CrossRef]
- Direske, M.; Bonigut, J.; Wenderdel, C.; Scheiding, W.; Krug, D. Effects of MDI content on properties of thermally treated oriented strandboard (OSB). Eur. J. Wood Prod. 2018, 76, 823–831. [Google Scholar] [CrossRef]
- Barbuta, C.; Blanchet, P.; Cloutier, A.; Yadama, V.; Lowell, E. OSB as substrate for engineered wood flooring. Eur. J. Wood Prod. 2012, 70, 37–43. [Google Scholar] [CrossRef]
- Amusant, N.; Arnould, O.; Pizzi, A.; Depres, A.; Mansouris, R.H.; Bardet, S.; Baudassé, C. Biological properties of an OSB eco-product manufactured from a mixture of durable and non durable species and natural resins. Eur. J. Wood Prod. 2009, 67, 439–447. [Google Scholar] [CrossRef]
- Arnould, O.; Sturzenbecher, R.; Bardet, S.; Hofstetter, K.; Guibal, D.; De Borst, K.; Nadine, A.; Pizzi, A.P. Mechanical potential of eco-OSB produced from durable and non durable species and natural resins. Holzforschung 2010, 64, 791–798. [Google Scholar] [CrossRef][Green Version]
- Barbuta, C.; Cloutier, A.; Blanchet, P.; Yadama, V.; Lowell, E. Tailor made OSB for special application. Eur. J. Wood Prod. 2011, 69, 511–519. [Google Scholar] [CrossRef]
- Akrami, A.; Barbu, M.C.; Fruhwald, A. European hardwoods for reducing dependence on pine for oriented strandboard. Int. Wood Prod. J. 2014, 5, 133–135. [Google Scholar] [CrossRef]
- Beck, K.; Cloutier, A.; Salenikovich, A.; Beauregard, R. Effect of strand geometry and wood species onstrand board mechanical properties. Wood Fiber Sci. 2009, 41, 267–278. [Google Scholar]
- Bufalino, L. Alternative compositions of Oriented Strand Boards (OSB) made with commercial woods produced in Brazil. Maderas Cienc. Technol. 2015, 17, 105–116. [Google Scholar] [CrossRef]
- Chiromito, E.M.S.; Campos, C.I.; Ferreira, B.S.; Christoforo, A.L.; Lahr, F.A.R. Mechanical properties of wood panels produced with wood strands with three different lengths. Sci. For. 2016, 44, 175–180. [Google Scholar]
- European Committee for Standardization. Wood-Based Panels: Determination of Modulus of Elasticity in Bending and of Bending Strength; EN 310; European Committee for Standardization: Brussels, Belgium, 1999. [Google Scholar]
- Cloutier, A.; Ananias, R.A.; Ballerini, A.; Pecho, R. Effect of radiate pine juvenile wood on the physical and mechanical properties of oriented strandboard. Holz Roh Werks. 2007, 65, 157–162. [Google Scholar] [CrossRef]
- DelMenezzi, C.H.S.; Tomaselli, I. Contact thermal post-treatment of oriented strandboard to improve dimensional stability: A preliminary study. Holz Roh Werks. 2006, 64, 212–217. [Google Scholar] [CrossRef]
- Dixon, P.G.; Malek, S.; Semple, K.E.; Zhang, P.K.; Smith, G.D.; Gibson, L.J. Multi scale modeling of moso bamboo oriented strand board. BioRes 2017, 12, 3166–3181. [Google Scholar] [CrossRef]
- Ferro, F.S.; Souza, A.M.; de Araujo, I.I.; Van Der Neutde Almeida, M.M.; Christoforo, A.L.; Rocco Lahr, F.A. Effect of alternative wood species and first thinning wood on oriented strandboard performance. Adv. Mater. Sci. Eng. 2018. [Google Scholar] [CrossRef]
- Febrianto, F.; Hidayat, W.; Samosir, T.P.; Lin, H.C.; Soong, H.D. Effect of strand combination on dimensional stability and mechanical properties of oriented strandboard made from tropical fastgrowing treespecies. J. Biol. Sci. 2010, 10, 267–272. [Google Scholar]
- DeFreitas, J.F.; de Souza, A.M.; Granco, L.A.M.N.; Chahud, E.; Christoforo, A.L.; Lahr, F.A.R. Production of structural OSB with cajueiro (Anacardium sp.) and a mescal (Trattinikia sp.)—APreliminaryStudy. Int. J. Mater. Eng. 2017, 7, 17–20. [Google Scholar]
- Han, G.; Wu, Q.; Lu, J.Z. Selected properties of wood strand and oriented strand board from small-diameter southern pine trees. Wood Fiber Sci. 2006, 38, 621–632. [Google Scholar]
- Hidayat, W.; Sya’bani, M.; Purwawangsa, H.; Hiswanto, A.; Febrianto, F. Effect of wood species and layer structure on physical and mechanical properties of strand board. J. Trop. Wood Sci. Technol. 2011, 9, 134–140. [Google Scholar]
- Mendes, R.F.; Mendes, L.M.; Carvalho, A.G.; Silva, A.F.A.; Guimarães, J.B. Effect of laminate inclusion and the type of adhesive in the properties of OSB panels of the wood from Pinus oocarpa. Brazil. J. Wood Sci. 2012, 3, 116–127. [Google Scholar]
- Mendes, R.F.; Bortoletto, J.R.G.; Almeida, N.F.; Surdi, P.G.; Barbeiro, I.N. Effect of thermal treatment on properties o f OSB Panels. Wood Sci.Technol. 2013, 47, 243–256. [Google Scholar] [CrossRef]
- Mantanis, G.I.; Athanassiadou, E.; Barbu, M.C.; Wijnendaele, K. Adhesive systems used in the European particleboard, MDF and OSB industries. Wood Mater. Sci. Eng. 2018, 13, 104–116. [Google Scholar] [CrossRef]
- Okino, E.Y.A.; Teixeira, D.E.; Souza, M.R.; de Santana, M.A.E.; Sousa, M.E. Properties of oriented strandboard made of wood species from Brazilian planted forests: Part 1: 80 mm-long strands of Pinus taeda, L. Holz Roh Werks. 2004, 62, 221–224. [Google Scholar] [CrossRef]
- Plagemann, W.; Price, E.W.; Johns, W.E. The response of hardwood flakes and flakeboard to high temperature drying. J Adhes. 2006, 16, 311–338. [Google Scholar] [CrossRef]
- Wang, K.Y.; Lam, F. Quadratic RSM models of processing parameters fort three-layer oriented flakeboards. Wood Fiber Sci. 1999, 31, 173–186. [Google Scholar]
- Kronospan Trading. Available online: https://ro.kronospan-express.com/ro (accessed on 20 August 2016).
- European Committee for Standardisation. Wood-Based Panels—Determination of Density; EN 323; European Committee for Standardization: Brussels, Belgium, 1993. [Google Scholar]
- European Committee for Standardisation. Particleboards and Fibreboards. Determination of Swelling in Thickness after Immersion in Water; EN 317; European Committee for Standardization: Brussels, Belgium, 1993. [Google Scholar]
- European Committee for Standardisation. Particleboards and Fibreboards—Determination of Tensile Strength Perpendicular to the Plane of the Board; EN 319; European Committee for Standardization: Brussels, Belgium, 1993. [Google Scholar]
- Wu, Q.Z.; Lee, J.N. Tensile and dimensional properties of wood strands made from plantation southern pine lumber. For. Prod. J. 2005, 52, 1–6. [Google Scholar]
- Chen, S.; Du, C.; Wellwood, R. Effect of panel density on major properties of oriented strandboard. Wood Fiber Sci. 2010, 42, 177–184. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Items | Properties | Thickness 8–25 mm | Standard |
| 1 | Volume mass (kg/m3) | ≥620 | EN 323 |
| 2 | Bending strength—major axis (longitudinal) (N/mm2) | ≥20 | EN 310 |
| 3 | Bending strength—minor axis (transversal)(N/mm2) | ≥11 | EN 310 |
| 4 | Modulus of elasticity—longitudinal(N/mm2) | ≥4000 | EN 310 |
| 5 | Modulus of elasticity—transversal (N/mm2) | ≥1600 | EN 310 |
| 6 | Internal bond (N/mm2) | ≥0.35 | EN 319 |
| 7 | Swelling thickness (24 h) (%) | ≤15 | EN 317 |
| 8 | Moisture content (%) | 2–12 | EN 322 |
| 9 | Formic aldehyde emission Super Class E0 (ppm) | <0.03 | EN 717-1 |
| 10 | Internal cohesion after hot water test (N/mm2) | ≥0.15 | EN 1087-1 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lunguleasa, A.; Dumitrascu, A.-E.; Ciobanu, V.-D. Comparative Studies on Two Types of OSB Boards Obtained from Mixed Resinous and Fast-growing Hard Wood. Appl. Sci. 2020, 10, 6634. https://doi.org/10.3390/app10196634
Lunguleasa A, Dumitrascu A-E, Ciobanu V-D. Comparative Studies on Two Types of OSB Boards Obtained from Mixed Resinous and Fast-growing Hard Wood. Applied Sciences. 2020; 10(19):6634. https://doi.org/10.3390/app10196634
Chicago/Turabian StyleLunguleasa, Aurel, Adela-Eliza Dumitrascu, and Valentina-Doina Ciobanu. 2020. "Comparative Studies on Two Types of OSB Boards Obtained from Mixed Resinous and Fast-growing Hard Wood" Applied Sciences 10, no. 19: 6634. https://doi.org/10.3390/app10196634
APA StyleLunguleasa, A., Dumitrascu, A.-E., & Ciobanu, V.-D. (2020). Comparative Studies on Two Types of OSB Boards Obtained from Mixed Resinous and Fast-growing Hard Wood. Applied Sciences, 10(19), 6634. https://doi.org/10.3390/app10196634