Dynamic Behaviour of a Conveyor Belt Considering Non-Uniform Bulk Material Distribution for Speed Control

Abstract
1. Introduction
2. Actual Non-Uniform Bulk Material Distribution Measurement Methodology
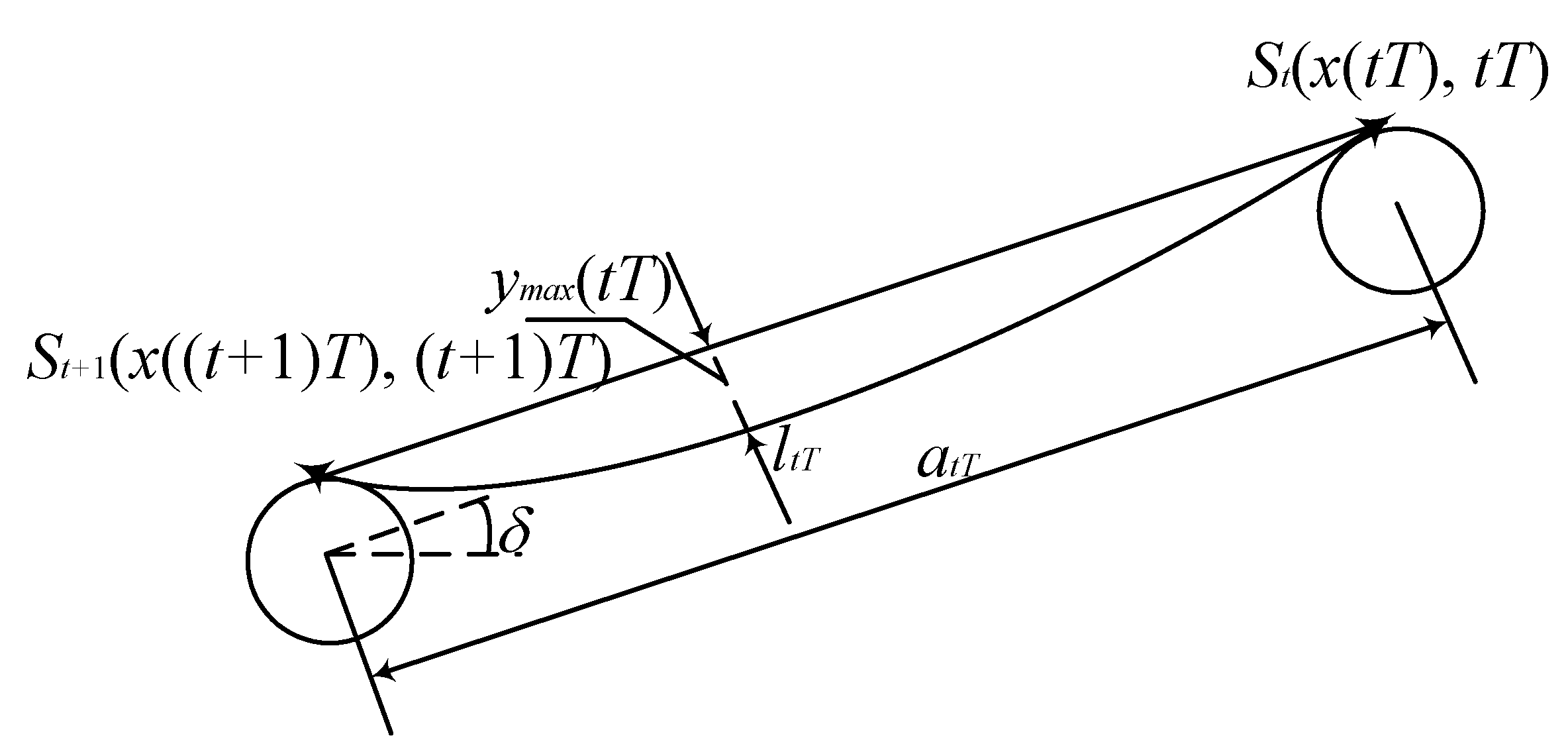
2.1. Problem Formulation
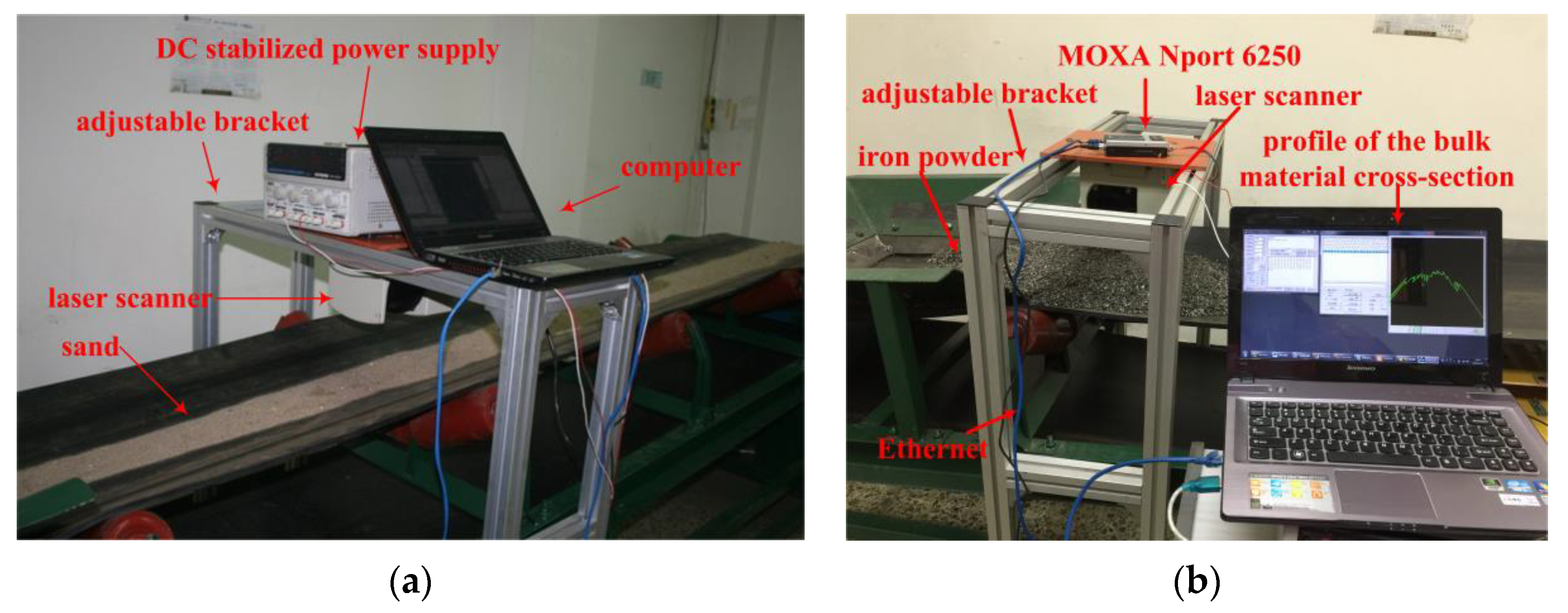
2.2. Measurement Facility
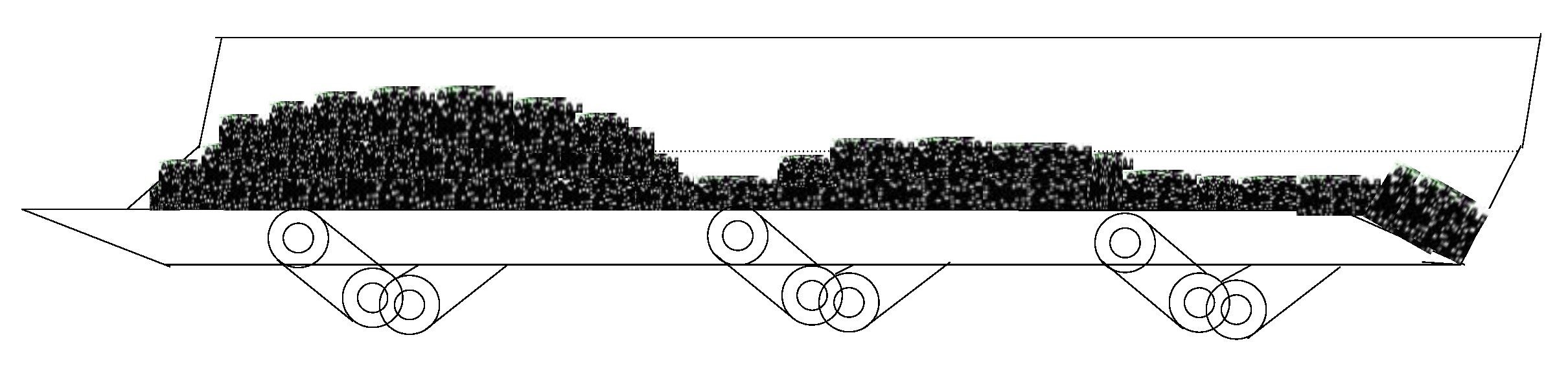
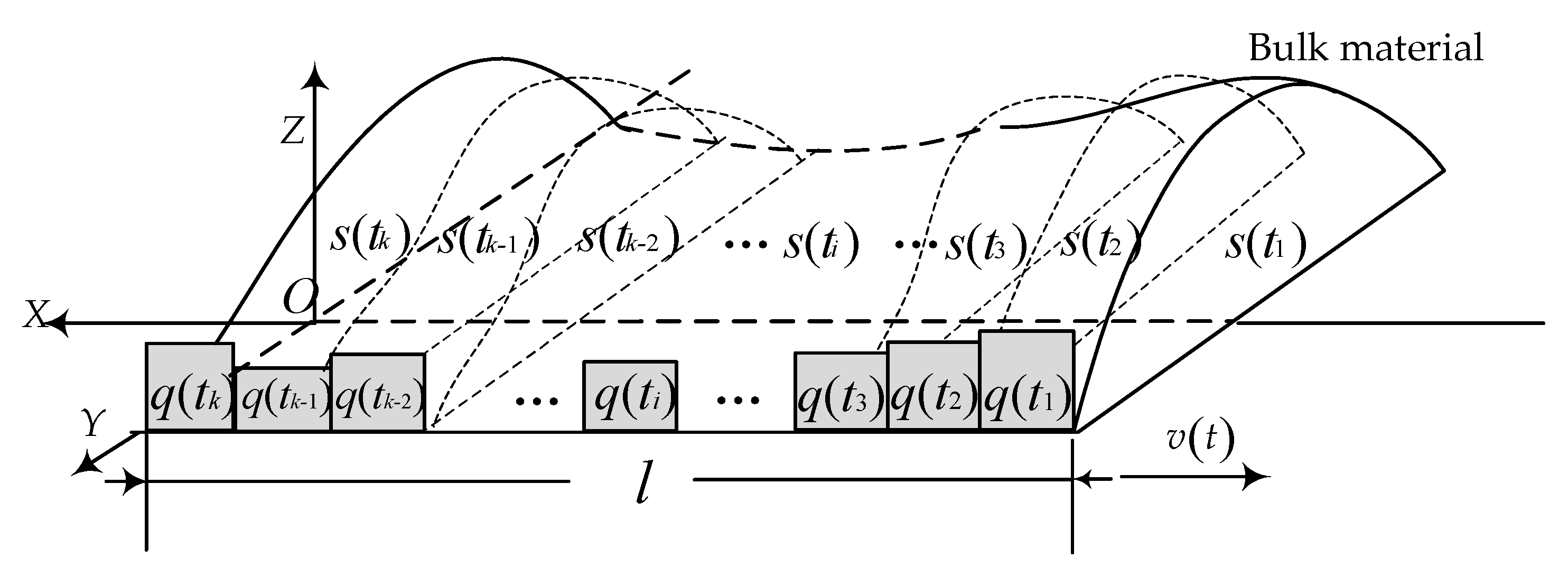
2.3. Non-Uniform Bulk Material Distribution Model
3. The Longitudinal Dynamics Model of the Belt Conveyor with Non-Uniform Bulk Material Distribution
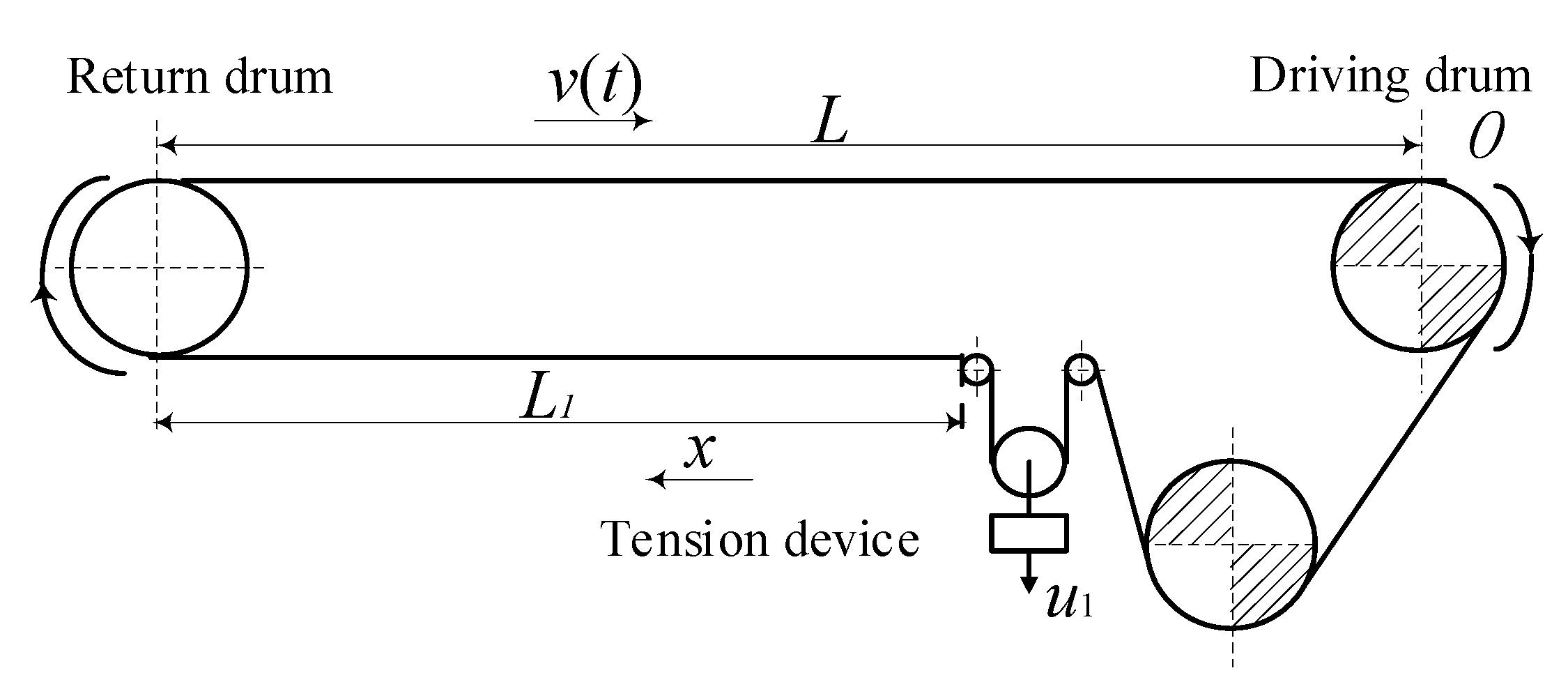
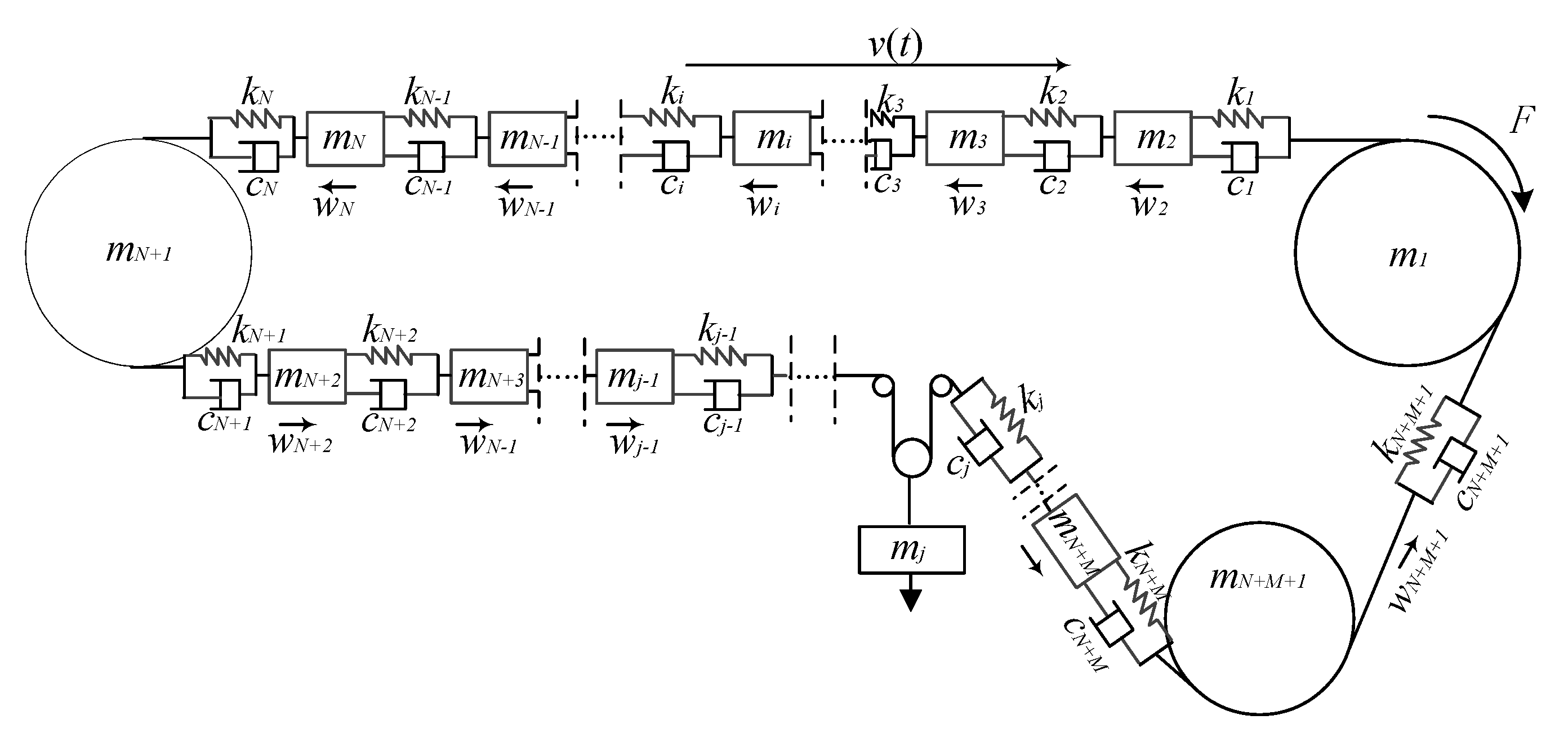
3.1. Discrete Model of the Belt Conveyor System
3.2. Element Mass
3.3. Force Equilibrium Equation of the Conveyor Belt
3.3.1. At the Bearing Section
3.3.2. At the Return Section
3.4. Dynamics Model of the Belt Conveyor System
4. Simulation Conditions and Procedures
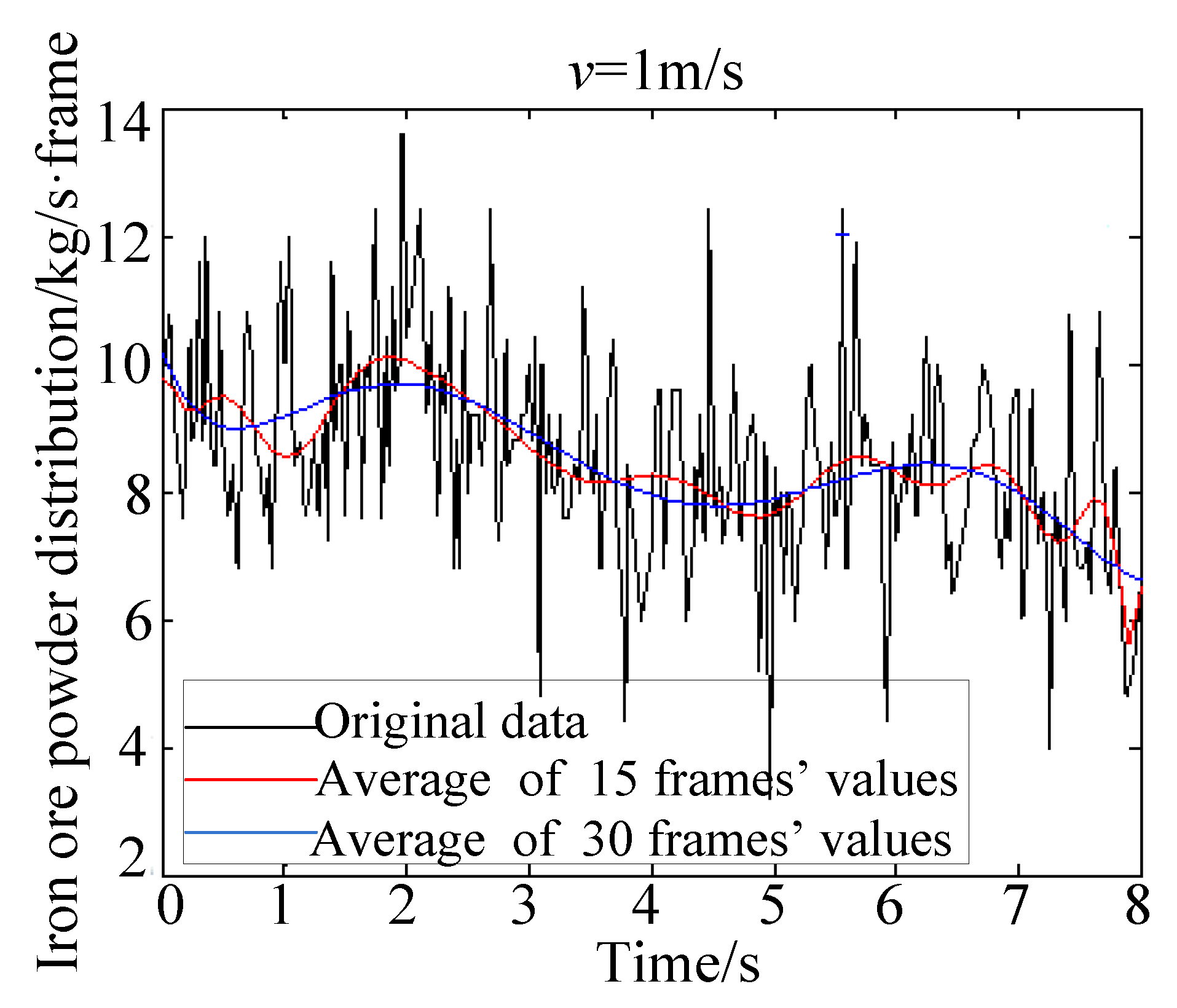
4.1. Measurement of the Bulk Material Distribution
4.2. Dynamic Simulation Analysis
5. Results and Discussion
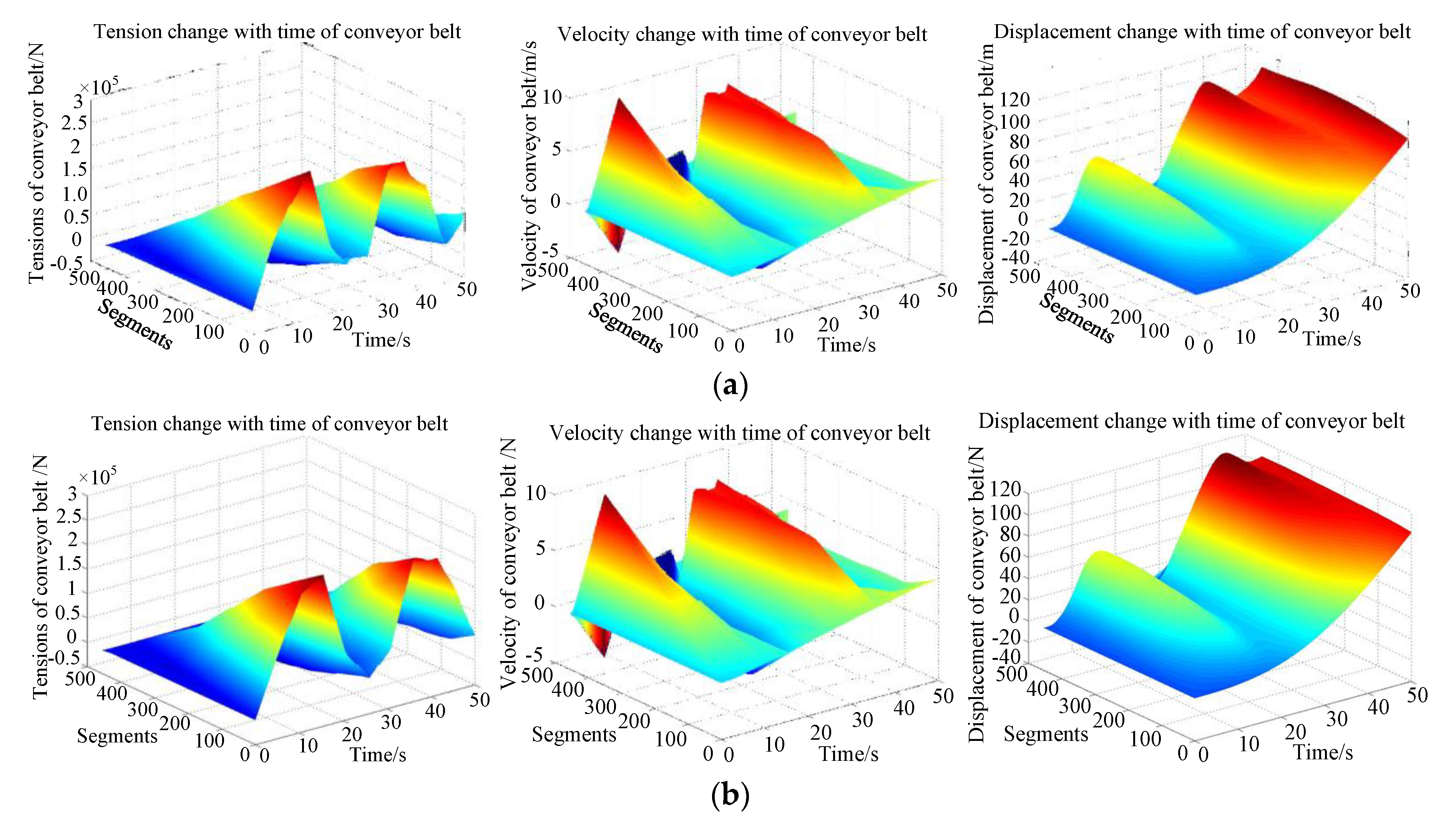
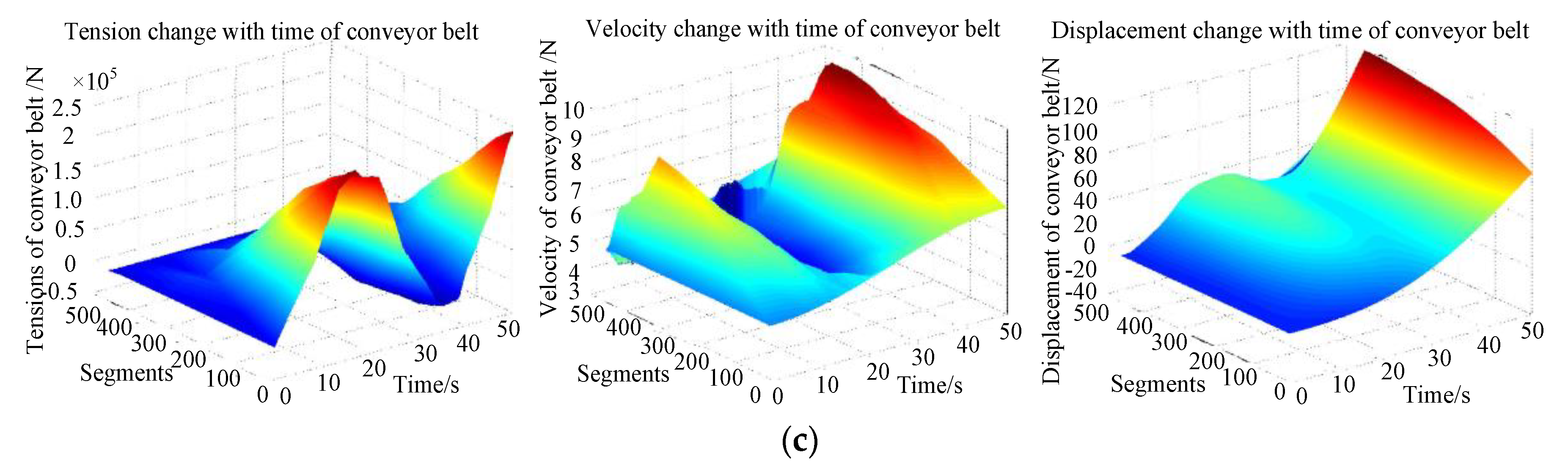
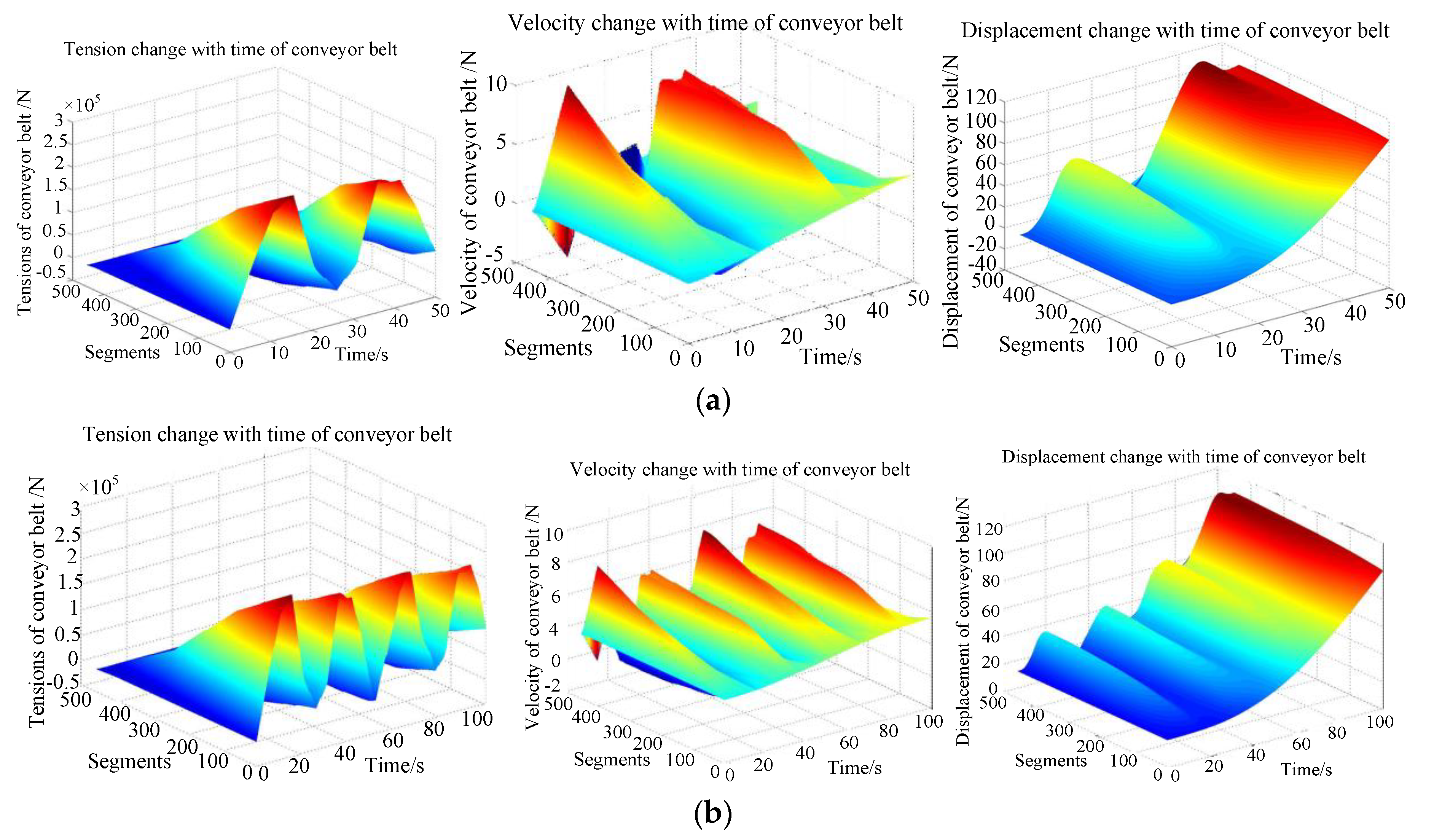
5.1. Influence of Bulk Material Distribution on Start-Up Dynamic Characteristics
5.2. The Influence of Starting Time on the Dynamic Characteristics of the Belt Conveyor
5.3. Utility for Energy Efficiency Improvement
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Gładysiewicz, L.; Król, R.; Kisielewski, W. Measurements of loads on belt conveyor idlers operated in real conditions. Measurement 2019, 134, 336–344. [Google Scholar] [CrossRef]
- Grincova, A.; Andrejiová, M.; Marasová, D.; Khouri, S. Measurement and determination of the absorbed impact energy for conveyor belts of various structures under impact loading. Measurement 2019, 131, 362–371. [Google Scholar] [CrossRef]
- He, D.; Pang, Y.; Lodewijks, G. Speed control of belt conveyors during transient operation. Powder Technol. 2016, 301, 622–631. [Google Scholar] [CrossRef]
- Zyuzev, A.M.; Metel’Kov, V.P. Study of start-up modes of conveyor drives. Russ. Electr. Eng. 2009, 80, 498–501. [Google Scholar] [CrossRef]
- Meng, Q.-R.; Hou, Y.-F. Mechanism of hydro-viscous soft start of belt conveyor. J. China Univ. Min. Technol. 2008, 18, 459–465. [Google Scholar] [CrossRef]
- Xie, F.-W.; Hou, Y.-F.; Xu, Z.-P.; Zhao, R. Fuzzy-immune control strategy of a hydro-viscous soft start device of a belt conveyor. Min. Sci. Technol. (China) 2009, 19, 544–548. [Google Scholar] [CrossRef]
- Dong, M.; Luo, Q. Research and Application on Energy Saving of Port Belt Conveyor. Procedia Environ. Sci. 2011, 10, 32–38. [Google Scholar] [CrossRef][Green Version]
- Masaki, M.S.; Zhang, L.; Xia, X. A design approach for multiple drive belt conveyors minimizing life cycle costs. J. Clean. Prod. 2018, 201, 526–541. [Google Scholar] [CrossRef]
- Singh, R.; Chelliah, T.R. Enforcement of cost-effective energy conservation on single-fed asynchronous machine using a novel switching strategy. Energy 2017, 126, 179–191. [Google Scholar] [CrossRef]
- Chen, W.; Li, X. Model predictive control based on reduced order models applied to belt conveyor system. ISA Trans. 2016, 65, 350–360. [Google Scholar] [CrossRef]
- Dalgleish, A.; Grobler, L. Measurement and verification of a motor sequencing controller on a conveyor belt. Energy 2003, 28, 913–927. [Google Scholar] [CrossRef]
- Boslovyak, P.V.; Lagerev, A.V. Optimization of the conveyor transport cost. IFAC-PapersOnLine 2019, 52, 397–402. [Google Scholar] [CrossRef]
- Zhang, S.; Xia, X. Optimal control of operation efficiency of belt conveyor systems. Appl. Energy 2010, 87, 1929–1937. [Google Scholar] [CrossRef]
- Mu, Y.; Yao, T.; Jia, H.; Yu, X.; Zhao, B.; Zhang, X.; Ni, C.; Du, L. Optimal scheduling method for belt conveyor system in coal mine considering silo virtual energy storage. Appl. Energy 2020, 275, 115368. [Google Scholar] [CrossRef]
- Middelberg, A.; Zhang, J.; Xia, X. An optimal control model for load shifting- with application in the energy management of a colliery. Appl. Energy 2009, 86, 1266–1273. [Google Scholar] [CrossRef]
- Masaki, M.S.; Zhang, L.; Xia, X. A Comparative Study on the Cost-effective Belt Conveyors for Bulk Material Handling. Energy Procedia 2017, 142, 2754–2760. [Google Scholar] [CrossRef]
- Li, I.; Lee, L. Design and development of an active suspension system using pneumatic-muscle actuator and intelligent control. Appl. Sci. 2019, 9, 4453. [Google Scholar] [CrossRef]
- Jahanshahi, H.; Shahriari-Kahkeshi, M.; Alcaraz, R.; Wang, X.; Singh, V.P.; Pham, V.-T. Entropy Analysis and Neural Network-Based Adaptive Control of a Non-Equilibrium Four-Dimensional Chaotic System with Hidden Attractors. Entropy 2019, 21, 156. [Google Scholar] [CrossRef]
- Li, L.; Song, G.; Ou, J. Adaptive fuzzy sliding mode based active vibration control of a smart beam with mass uncertainty. Struct. Control. Heal. Monit. 2009, 18, 40–52. [Google Scholar] [CrossRef]
- Yin, J.; Zhu, D.; Liao, J.; Zhu, G.; Wang, Y.; Zhang, S. Automatic Steering Control Algorithm Based on Compound Fuzzy PID for Rice Transplanter. Appl. Sci. 2019, 9, 2666. [Google Scholar] [CrossRef]
- Gu, H.; Song, G.; Malki, H. Chattering-free fuzzy adaptive robust sliding-mode vibration control of a smart flexible beam. Smart Mater. Struct. 2008, 17, 35007. [Google Scholar] [CrossRef]
- Vu, A.T.H.; Tran, D.T.; Ahn, K.K. A Neural Network Based Sliding Mode Control for Tracking Performance with Parameters Variation of a 3-DOF Manipulator. Appl. Sci. 2019, 9, 2023. [Google Scholar] [CrossRef]
- Wang, H.; Song, G. Innovative NARX recurrent neural network model for ultra-thin shape memory alloy wire. Neurocomputing 2014, 134, 289–295. [Google Scholar] [CrossRef]
- Mai, H.; Song, G.; Liao, X. Adaptive online inverse control of a shape memory alloy wire actuator using a dynamic neural network. Smart Mater. Struct. 2012, 22, 15001. [Google Scholar] [CrossRef]
- Mazurkiewicz, D. Maintenance of belt conveyors using an expert system based on fuzzy logic. Arch. Civ. Mech. Eng. 2015, 15, 412–418. [Google Scholar] [CrossRef]
- Ristic, L.B.; Jeftenic, B.I. Implementation of Fuzzy Control to Improve Energy Efficiency of Variable Speed Bulk Material Transportation. IEEE Trans. Ind. Electron. 2011, 59, 2959–2969. [Google Scholar] [CrossRef]
- Pang, Y.; Lodewijks, G.; Schott, D.L. Fuzzy Controlled Energy Saving Solution for Large-Scale Belt Conveying Systems. Appl. Mech. Mater. 2012, 260, 59–64. [Google Scholar] [CrossRef]
- Jeftenic, B.; Ristic, L.; Bebic, M.; Statkic, S.; Mihailović, I.; Jevtic, D. Optimal utilization of the bulk material transportation system based on speed controlled drives. In Proceedings of the The XIX International Conference on Electrical Machines-ICEM 2010, Rome, Italy, 6–8 September 2010; pp. 1–6. [Google Scholar]
- RISTIĆ, L.; BEBIĆ, M.; ŠTATKIĆ, S.; Mihailoví, I.; Jevtí, D.; Jeftení, B. Bulk material transportation system in open pit mines with improved energy efficiency. In Proceedings of the 15th WSEAS International Conference on Systems, Part of the 15th WSEAS CSCC Multiconference, Corfu Island, Greece, 14–16 July 2011; pp. 327–332. [Google Scholar]
- Revollar, S.; Vega, P.; Vilanova, R.; Francisco, M. Optimal Control of Wastewater Treatment Plants Using Economic-Oriented Model Predictive Dynamic Strategies. Appl. Sci. 2017, 7, 813. [Google Scholar] [CrossRef]
- Singla, M.; Shieh, L.-S.; Song, G.; Xie, L.; Zhang, Y. A new optimal sliding mode controller design using scalar sign function. ISA Trans. 2014, 53, 267–279. [Google Scholar] [CrossRef]
- Sethi, V.; Song, G. Multimodal Vibration Control of a Flexible Structure using Piezoceramic Sensor and Actuator. J. Intell. Mater. Syst. Struct. 2007, 19, 573–582. [Google Scholar] [CrossRef]
- Lodewijks, G. Energy efficient use of belt conveyors in baggage handling systems. In Proceedings of the 2012 9th IEEE International Conference on Networking, Sensing and Control (ICNSC), Beijing, China, 11–14 April 2012; pp. 97–102. [Google Scholar]
- Zhang, S.; Xia, X. A new energy calculation model of belt conveyor. In Proceedings of the IEEE Africon 2009, Nairobi, Kenya, 23–25 September 2009; pp. 1–6. [Google Scholar]
- Zhang, S.; Xia, X. Modeling and energy efficiency optimization of belt conveyors. Appl. Energy 2011, 88, 3061–3071. [Google Scholar] [CrossRef]
- Luo, J.; Huang, W.; Zhang, S. Energy cost optimal operation of belt conveyors using model predictive control methodology. J. Clean. Prod. 2015, 105, 196–205. [Google Scholar] [CrossRef]
- Zhang, S.; Mao, W. Optimal operation of coal conveying systems assembled with crushers using model predictive control methodology. Appl. Energy 2017, 198, 65–76. [Google Scholar] [CrossRef]
- Hou, Y.-F.; Meng, Q.-R. Dynamic characteristics of conveyor belts. J. China Univ. Min. Technol. 2008, 18, 629–633. [Google Scholar] [CrossRef]
- Andrejiova, M.; Grincova, A.; Marasova, D. Failure analysis of the rubber-textile conveyor belts using classification models. Eng. Fail. Anal. 2019, 101, 407–417. [Google Scholar] [CrossRef]
- Lauhoff, H. Speed Control on Belt Conveyors-Dose is Really Save Engery? Bulk Solids Handl. 2005, 25, 368–377. [Google Scholar]
- He, D.; Pang, Y.; Lodewijks, G. Green operations of belt conveyors by means of speed control. Appl. Energy 2017, 188, 330–341. [Google Scholar] [CrossRef]
- He, D.; Pang, Y.; Lodewijk, G.; Liu, X. Healthy speed control of belt conveyors on conveying bulk materials. Powder Technol. 2018, 327, 408–419. [Google Scholar] [CrossRef]
- He, D.; Liu, X.; Zhong, B. Sustainable belt conveyor operation by active speed control. Measurement 2020, 154, 107458. [Google Scholar] [CrossRef]
- Štatkić, S.; Jeftenić, I.B.; Bebić, M.Z.; Žarko, M.; Jovic, S. Reliability assessment of the single motor drive of the belt conveyor on Drmno open-pit mine. Int. J. Electr. Power Energy Syst. 2019, 113, 393–402. [Google Scholar] [CrossRef]
- Lodewijks, G. Non-linear dynamics of belt conveyor systems. Bulk Solids Handl. 1997, 17, 57–68. [Google Scholar]
- Lodewijks, G. Dynamics of Belt Systems. Ph.D. Thesis, Delft University of Technology, Delft, The Netherlands, 1996. [Google Scholar]
- Fedorko, G.; Molnar, V.; Honus, S.; Beluško, M.; Tomašková, M. Influence of selected characteristics on failures of the conveyor belt cover layer material. Eng. Fail. Anal. 2018, 94, 145–156. [Google Scholar] [CrossRef]
- Zeng, F.; Wu, Q.; Chu, X.; Yue, Z. Measurement of bulk material flow based on laser scanning technology for the energy efficiency improvement of belt conveyors. Measurement 2015, 75, 230–243. [Google Scholar] [CrossRef]
- Harrison, A. Criteria for minimising transient stress in conveyor belts. Mech. Eng. Trans. 1983, 8, 129–134. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter Description | Value | Parameter Description | Value |
|---|---|---|---|
| Facility longitudinal length, mm | 3500 | Belt length, mm | 7000 |
| Facility horizontal width, mm | 760 | Belt width, mm | 500 |
| Facility height, mm | 400 | Belt thickness, mm | 11 |
| Facility height range, mm | 400~1338 (adjustable) | Drive motor | Shanghai shenli yvf2-90l-4 |
| Idler roll set spacing, mm | 700 | Reduction ratio | 1:29 |
| Inclination angle, ° | δ ≤ 8° | Large and small gear ratio | 24:16 |
| Conveyor Belt | Rubber canvas ordinary | Frequency converter | ABB:ACS550-01-05A4-4 |
| Test NO. | Belt Speed (m/s) | Artificial Flow Rate (L/s) | Distribution Calculated by the Accumulation of the Triangular Area (dm3) | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | Mean | Stdev | CV | RPT | |||
| 1 | 0.5 | 1 | 0.985 | 1.015 | 1.016 | 0.978 | 1.003 | 0.992 | 0.968 | 0.991 | 0.994 | 0.017 | 0.017 | 0.983 |
| 2 | 0.5 | 3 | 2.989 | 3.101 | 2.954 | 2.963 | 2.987 | 3.013 | 2.981 | 3.022 | 3.001 | 0.046 | 0.015 | 0.985 |
| 3 | 0.5 | 5 | 5.017 | 4.989 | 4.993 | 5.003 | 4.995 | 4.899 | 5.100 | 5.002 | 5.000 | 0.054 | 0.011 | 0.989 |
| 4 | 1 | 1 | 1.019 | 0.997 | 0.988 | 1.026 | 1.003 | 0.996 | 1.011 | 0.987 | 1.003 | 0.014 | 0.014 | 0.986 |
| 5 | 1 | 3 | 2.984 | 3.063 | 3.013 | 2.999 | 2.896 | 2.989 | 2.986 | 3.001 | 2.991 | 0.046 | 0.015 | 0.985 |
| 6 | 1 | 5 | 4.898 | 5.016 | 4.895 | 5.012 | 5.008 | 4.995 | 4.986 | 4.929 | 4.967 | 0.052 | 0.010 | 0.990 |
| 7 | 1.5 | 1 | 1.024 | 0.989 | 1.003 | 0.989 | 0.976 | 0.989 | 0.978 | 0.997 | 0.993 | 0.015 | 0.015 | 0.985 |
| 8 | 1.5 | 3 | 2.998 | 3.021 | 2.982 | 2.978 | 3.104 | 2.973 | 2.990 | 2.976 | 3.003 | 0.044 | 0.015 | 0.985 |
| 9 | 1.5 | 5 | 4.983 | 4.889 | 5.020 | 4.915 | 4.979 | 5.042 | 4.987 | 5.037 | 4.982 | 0.055 | 0.011 | 0.989 |
| Real Parameters | Numerical Value | Simulated Parameters | Numerical Value |
|---|---|---|---|
| Length of belt conveyor, L (m) | 4500 | Unit length of belt at bearing segment, l (m) | 15 |
| Bandwidth, B (mm) | 1600 | Unit length of belt at return segment, l (m) | 30 |
| Belt speed, v (m/s) | 3.75 | Coefficient related to belt speed C′v | 0.002 |
| Conveying inclination, (°) | 8° | Coefficient independent of belt speed Cvo | 0.025 |
| Upper idler spacing, (m) | 1.5 | Rheological constant, τ | 0.8 |
| Lower idler spacing, (m) | 3 | Conveyor belt stiffness coefficient, k (kN/m) | 4267 |
| Elastic modulus, EB (kN/mm) | 160 | Damping coefficient of conveyor belt, c (kN/m) | 3414 |
| Diameter of all idlers, (mm) | 159 | Unit mass of conveyor belt, qB (kg/m) | 53.472 |
| Length between tensioning device and head drum, (m) | 100 | Equivalent mass of upper idler, qRO (kg) | 26.18 |
| Number of element, n | 450 | Equivalent mass of lower idler, qRU (kg) | 19.22 |
| Subsection | 1–69 | 70–129 | 130–189 | 190–249 | 250–300 | |
|---|---|---|---|---|---|---|
| Empty-load | qG1/kg/s | 0 | 0 | 0 | 0 | 0 |
| Light-load | qG2/kg/s | 300 | 280 | 270 | 290 | 260 |
| Over-load | qG3/kg/s | 600 | 680 | 670 | 690 | 660 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zeng, F.; Yan, C.; Wu, Q.; Wang, T. Dynamic Behaviour of a Conveyor Belt Considering Non-Uniform Bulk Material Distribution for Speed Control. Appl. Sci. 2020, 10, 4436. https://doi.org/10.3390/app10134436
Zeng F, Yan C, Wu Q, Wang T. Dynamic Behaviour of a Conveyor Belt Considering Non-Uniform Bulk Material Distribution for Speed Control. Applied Sciences. 2020; 10(13):4436. https://doi.org/10.3390/app10134436
Chicago/Turabian StyleZeng, Fei, Cheng Yan, Qing Wu, and Tao Wang. 2020. "Dynamic Behaviour of a Conveyor Belt Considering Non-Uniform Bulk Material Distribution for Speed Control" Applied Sciences 10, no. 13: 4436. https://doi.org/10.3390/app10134436
APA StyleZeng, F., Yan, C., Wu, Q., & Wang, T. (2020). Dynamic Behaviour of a Conveyor Belt Considering Non-Uniform Bulk Material Distribution for Speed Control. Applied Sciences, 10(13), 4436. https://doi.org/10.3390/app10134436