A Review of the Diamond Retention Capacity of Metal Bond Matrices


Abstract
1. Introduction
2. Constitution of Diamond Retention Capacity
3. Improved Techniques of Diamond Retention Capacity
3.1. Surface Treatment of Diamond
3.2. Modification of Metal Matrix
3.2.1. Strong Carbide Forming Elements
3.2.2. Rare Earth Elements
3.2.3. Non-Metallic Elements
3.2.4. Pre-Alloying or Refining of Matrix Powders
3.3. Changes in Preparation Technology
3.4. Comparison of Different Improved Techniques
4. Evaluation Methods of Diamond Retention Capacity
4.1. Instrument Detection Methods
4.2. Mechanical Test Methods
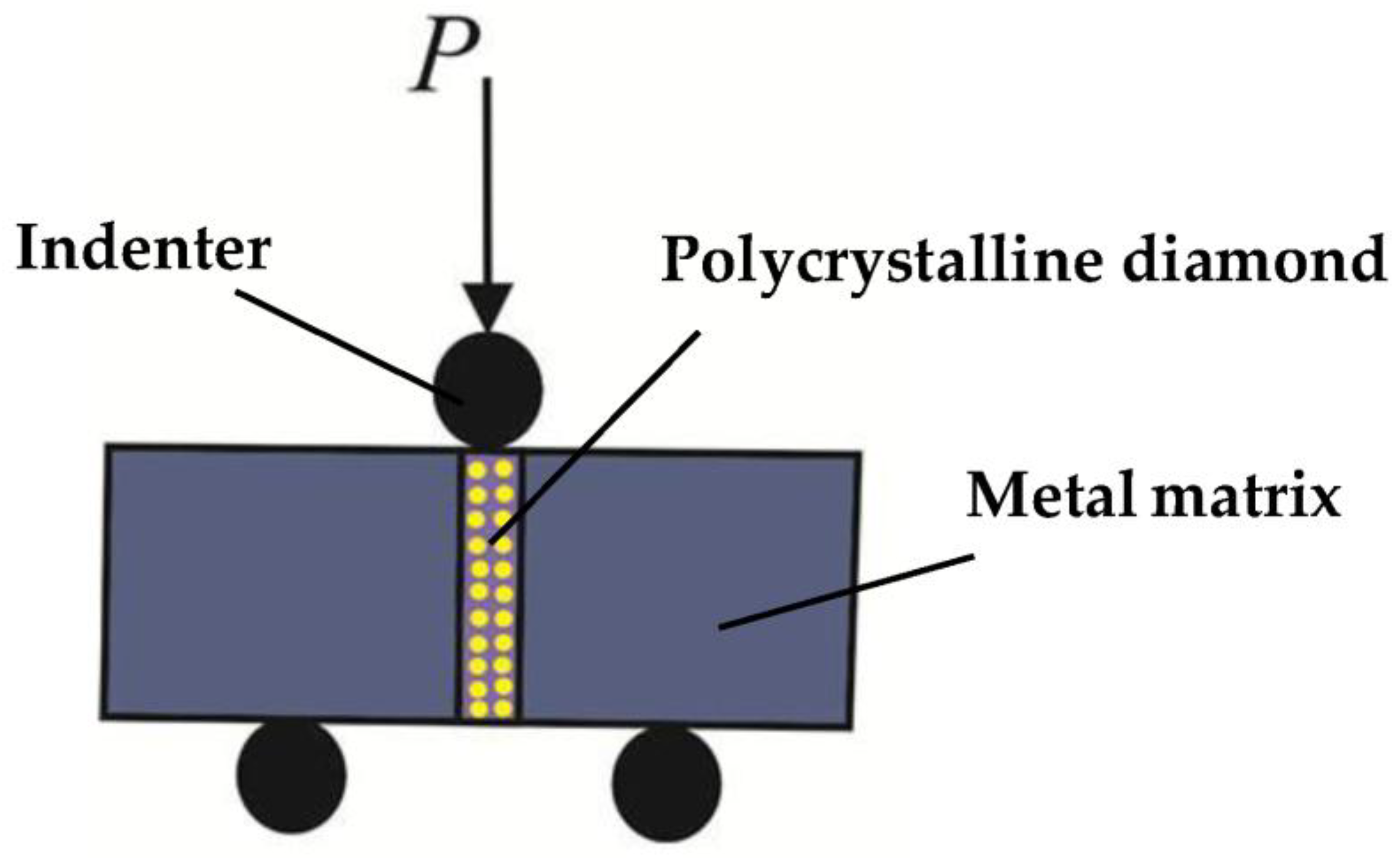
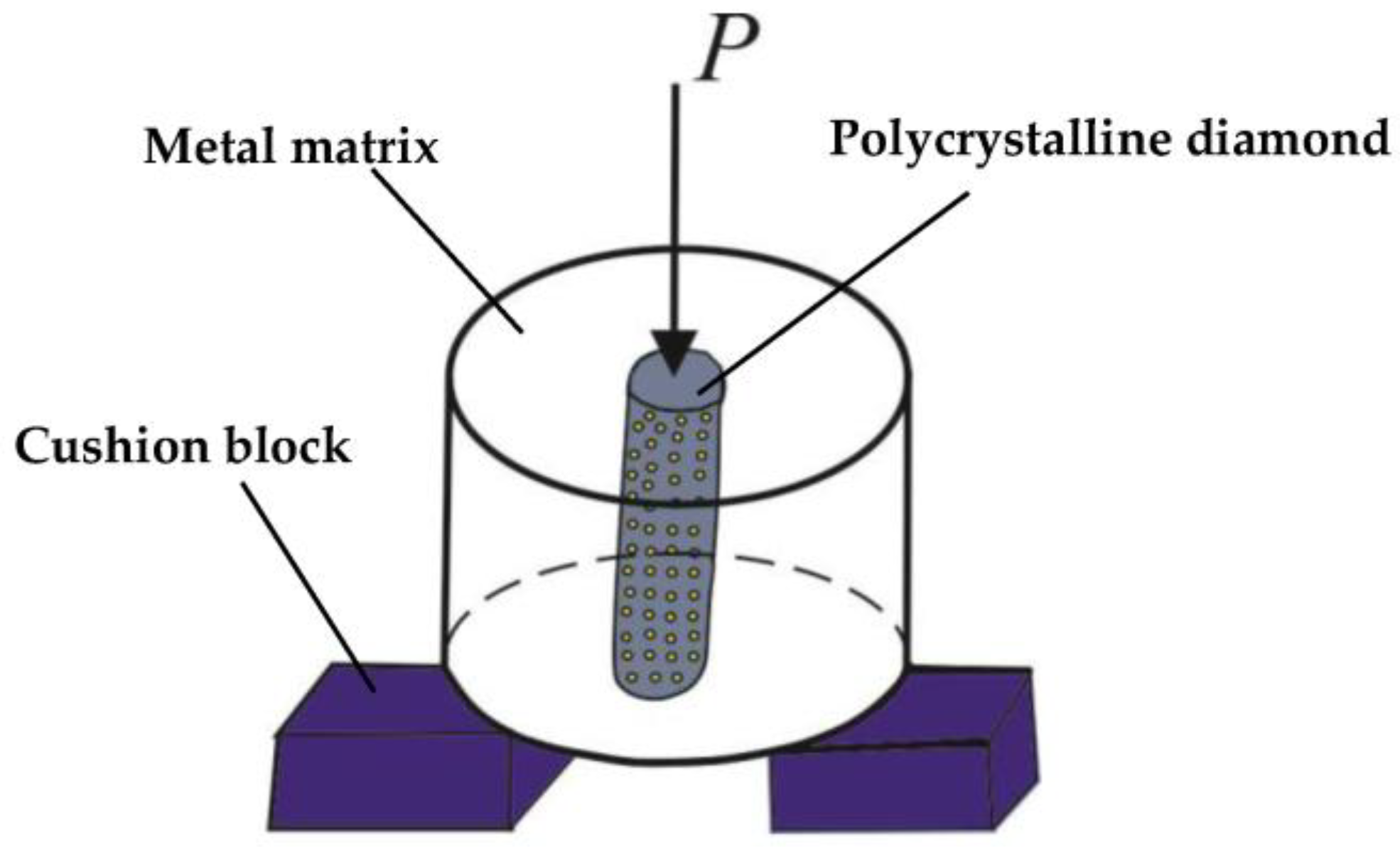
4.2.1. Bending Strength Analytical Method
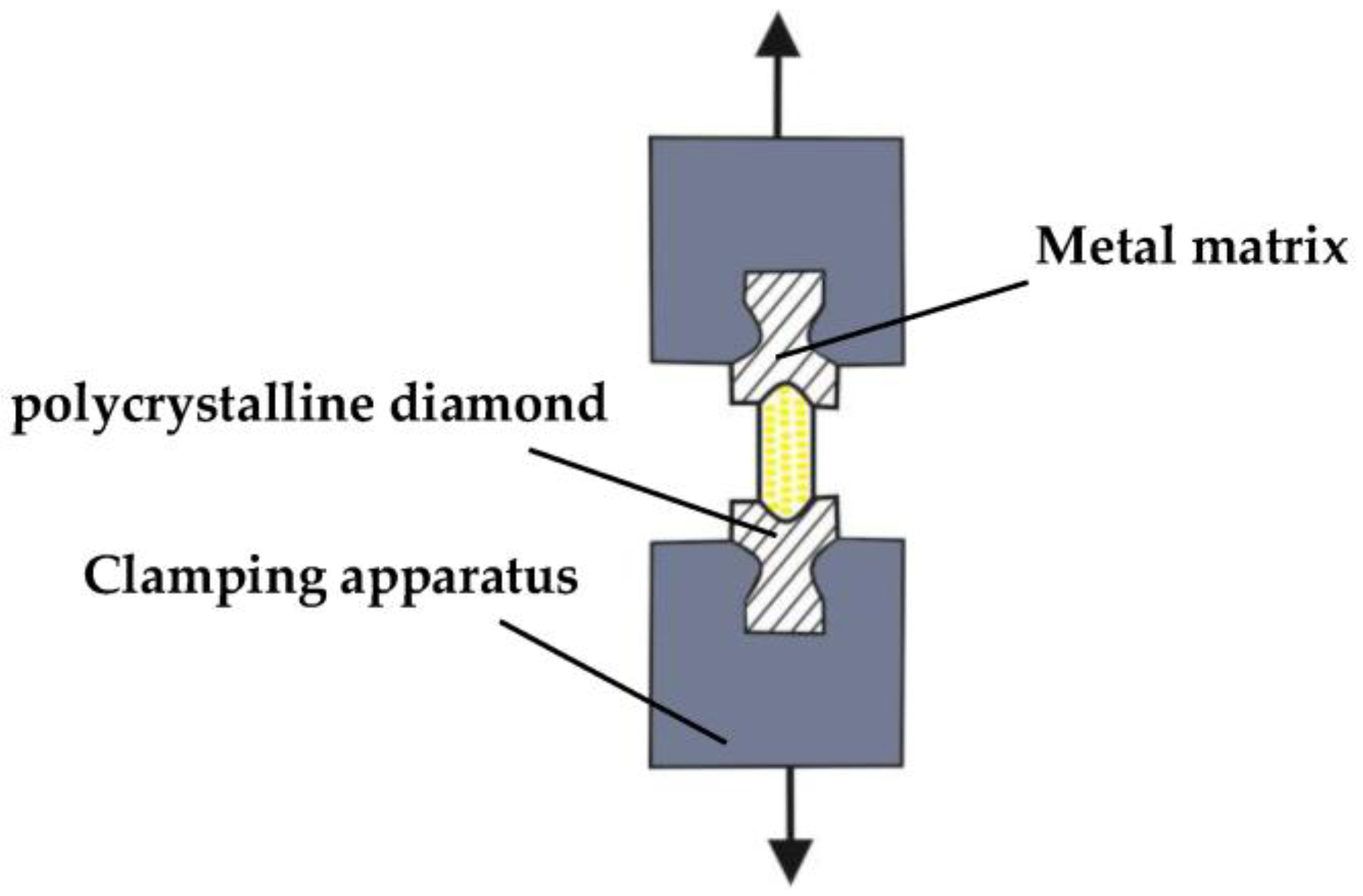
4.2.2. Tension Ring Test Method
4.2.3. Test Methods for Chemical Bonding Strength
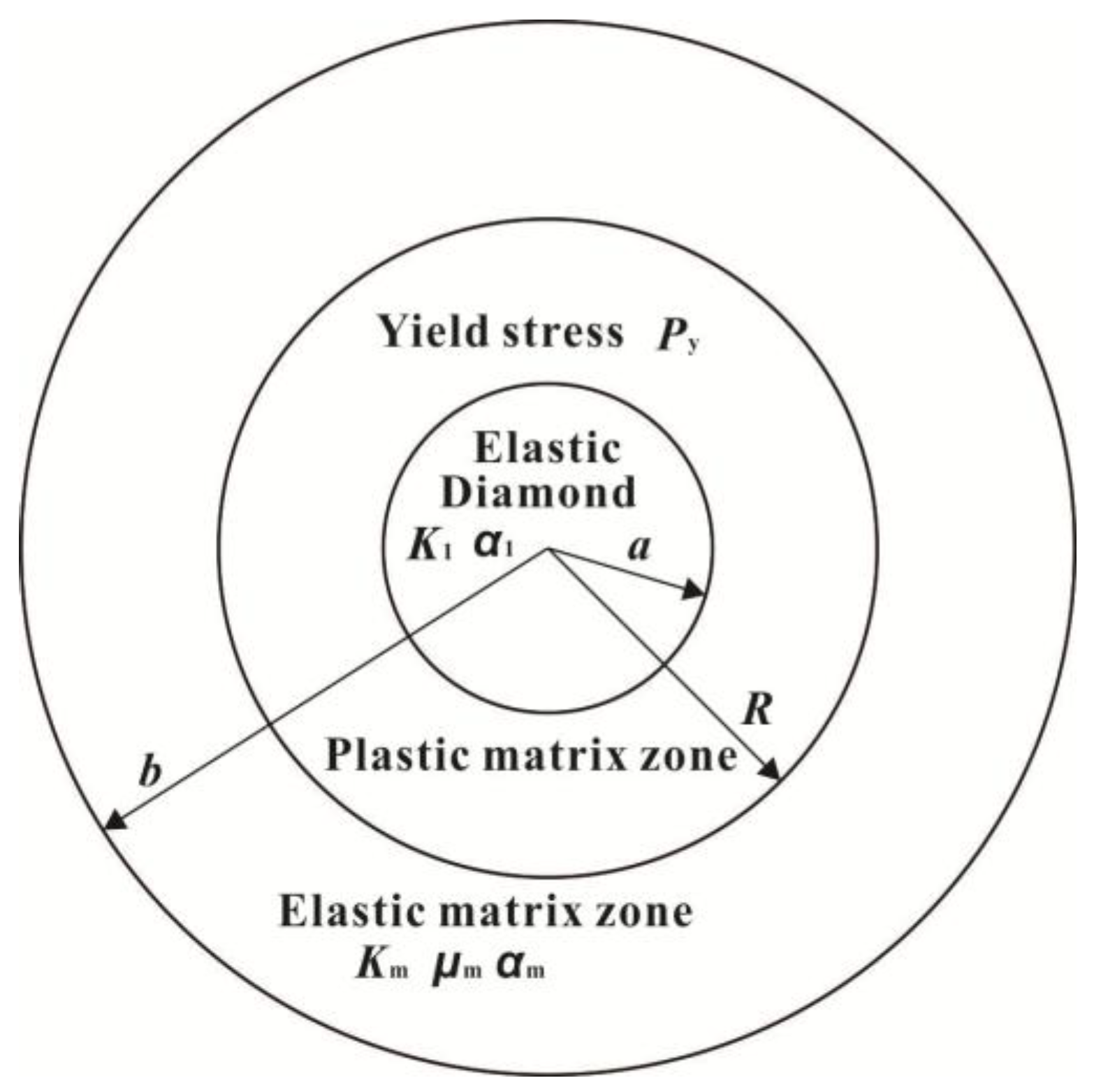
4.3. Mechanical Calculation Methods
4.4. Summary on the Evaluation Methods
5. Conclusions and Discussion
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Artini, C.; Muolo, M.L.; Passerone, A. Diamond-metal interfaces in cutting tools: A review. J. Mater. Sci. 2012, 47, 3252–3264. [Google Scholar] [CrossRef]
- Hsieh, Y.; Lin, S. Diamond tool bits with iron alloys as the binding matrices. Mater. Chem. Phys. 2001, 72, 121–125. [Google Scholar] [CrossRef]
- De Oliveira, L.J.; da R. Paranhos, R.P.; da S. Guimaraes, R.; Bobrovnitchii, G.S.; Filgueira, M. Use of PM Fe–Cu–SiC composites as bonding matrix for diamond tools. Powder Metall. 2007, 50, 148–152. [Google Scholar] [CrossRef]
- Xu, J.; Sheikh, A.H.; Xu, C. 3-D Finite element modelling of diamond pull-out failure in impregnated diamond bits. Diam. Relat. Mater. 2017, 71, 1–12. [Google Scholar] [CrossRef]
- Han, P.; Xiao, F.; Zou, W.; Liao, B. Effect of different oxides addition on the thermal expansion coefficients and residual stresses of Fe-based diamond composites. Ceram. Int. 2014, 40, 5007–5013. [Google Scholar] [CrossRef]
- Hsieh, Y.Z.; Chen, J.F.; Lin, S.T. Pressureless sintering of metal-bonded diamond particle composite blocks. J. Mater. Sci. 2000, 35, 5383–5387. [Google Scholar] [CrossRef]
- Nitkiewicz, Z.; Świerzy, M. Tin influence on diamond–metal matrix hot pressed tools for stone cutting. J. Mater. Process. Technol. 2006, 175, 306–315. [Google Scholar] [CrossRef]
- Wang, L.; Guo, S.; Gao, J.; Yang, L.; Hu, T.; Peng, J.; Hou, M.; Jiang, C. Microwave sintering behavior of FeCuCo based metallic powder for diamond alloy tool bit. J. Alloy. Compd. 2017, 727, 94–99. [Google Scholar] [CrossRef]
- Reis, L.; Amaral, P.M.; Li, B.; De Freitas, M.; Rosa, L.G. Evaluation of the residual stresses due to the sintering process of diamond–metal matrix hot-pressed tools. Theor. Appl. Fract. Mech. 2008, 49, 226–231. [Google Scholar] [CrossRef]
- Konstanty, J. Production parameters and materials selection of powder metallurgy diamond tools. Powder Metall. 2006, 49, 299–306. [Google Scholar] [CrossRef]
- Xu, J.; Sheikh, A.H.; Xu, C. Interfacial failure modelling of diamond bits made of particulate composites. Compos. Struct. 2016, 155, 145–159. [Google Scholar] [CrossRef]
- Konstanty, J.; Xu, X. Production of Diamond Sawblades for Stone Sawing Applications. Key Eng. Mater. 2003, 250, 1–12. [Google Scholar] [CrossRef]
- Borowiecka-Jamrozek, J.; Lachowski, J. The effect of the properties of the metal matrix on the retention of a diamond particle. Metalurgija 2017, 56, 83–86. Available online: https://hrcak.srce.hr/168891 (accessed on 5 May 2017).
- Jia, C.C.; Song, Y.Q.; Yu, M.; Wang, T. Effects of rare earth element lanthanum on the microstructure of copper matrix diamond tool materials. Rare Met. 2002, 21, 90–94. Available online: http://apps.webofknowledge.com/full_record.do?product=UA&search_mode=GeneralSearch&qid=1&SID=5B9PFMeiQIykIPYHLfc&page=1&doc=1 (accessed on 22 July 2017).
- Zeren, M.; Karagöz, Ş. Sintering of polycrystalline diamond cutting tools. Mater. Des. 2007, 28, 1055–1058. [Google Scholar] [CrossRef]
- Li, W.; Zhang, J.; Wang, S.; Dong, H.; Li, Y.; Liu, Y. Characterizations and mechanical properties of impregnated diamond segment using Cu–Fe–Co metal matrix. Rare Met. 2012, 31, 81–87. [Google Scholar] [CrossRef]
- Webb, S.W. Diamond retention in sintered cobalt bonds for stone cutting and drilling. Diam. Relat. Mater. 1999, 8, 2043–2052. [Google Scholar] [CrossRef]
- De Oliveira, L.J.; Cabral, S.C.; Filgueira, M. Study of the TiC Coating on Powder Metallurgy Diamonds Tool’s Performance. Mater. Res. 2015, 18, 441–447. [Google Scholar] [CrossRef][Green Version]
- Song, Y.; Kang, Z.; Gao, Y. Study on Interface of Diamond and Metal Matrix. J. Synth. Cryst. 1999, 28, 404–408. [Google Scholar] [CrossRef]
- Xi, X.; Miao, H.; Zhang, R. Cheng, J. Effect of phosphorus content on the properties of Ni–P coated diamond. Surf. Coat. Technol. 2016, 297, 27–33. [Google Scholar] [CrossRef]
- Dwan, J.D. Production of diamond impregnated cutting tools. Powder Metall. 1998, 41, 84–86. [Google Scholar] [CrossRef]
- Gu, Q.; Peng, J.; Xu, L.; Srinivasakannan, C.; Zhang, L.; Xia, Y.; Wu, Q.; Xia, H. Preparation of Ti-coated diamond particles by microwave heating. Appl. Surf. Sci. 2016, 390, 909–916. [Google Scholar] [CrossRef]
- Tillmann, W.; Ferreira, M.; Steffen, A.; Rüster, K.; Möller, J.; Bieder, S.; Paulus, M.; Tolan, M. Carbon reactivity of binder metals in diamond-metal composites—Characterization by scanning electron microscopy and X-ray diffraction. Diam. Relat. Mater. 2013, 38, 118–123. [Google Scholar] [CrossRef]
- Tillmann, W.; Tolan, M.; Lopes-Dias, N.F.; Zimpel, M.; Ferreira, M.; Paulus, M. Influence of chromium as carbide forming doping element on the diamond retention in diamond tools. In Proceedings of the International Conference on Stone and Concrete Machining (ICSCM), Bochum, Germany, 2–3 November 2015; Volume 3, pp. 21–30. [Google Scholar] [CrossRef]
- Zhang, C.; Cai, Z.; Wang, R.; Peng, C.; Qiu, K.; Wang, N. Microstructure and thermal properties of Al/W-coated diamond composites prepared by powder metallurgy. Mater. Des. 2016, 95, 39–47. [Google Scholar] [CrossRef]
- Duan, D.; Xiao, B.; Wang, W.; Zhang, Z.; Wang, B.; Han, P.; Ding, X. Interface characteristics and performance of pre-brazed diamond grains with Ni–Cr composite alloy. J. Alloy. Compd. 2015, 644, 626–631. [Google Scholar] [CrossRef]
- Ma, B.; Lian, F. Study on the use of CuSnTi brazing alloy for induction brazing of diamond grits surface-treated by direct current plasma chemical vapor deposition. Int. J. Refract. Met. Hard Mater. 2013, 41, 339–344. [Google Scholar] [CrossRef]
- Guo, J.; Liu, J.; Hua, C.; Yan, X.; Wei, J.; Chen, L.; Hei, L.; Li, C. Interfacial stress evolution simulation on the graphite substrate/interlayer/diamond film during the cooling process. Diam. Relat. Mater. 2017, 75, 12–17. [Google Scholar] [CrossRef]
- Huang, Z.; Xiang, B.; He, Y.; Huang, B. Thermal residual stress analysis of coated diamond grits. Int. J. Miner. Metall. Mater. 2009, 16, 215–219. [Google Scholar] [CrossRef]
- Xu, X.; Tie, X.; Wu, H. The effects of a Ti coating on the performance of metal-bonded diamond composites containing rare earth. Int. J. Refract. Met. Hard Mater. 2007, 25, 244–249. [Google Scholar] [CrossRef]
- Cabral, S.C.; De Oliveira, L.J.; Filgueira, M. Influence of a TiC Coating on the Wear Resistance of Fe-Diamonds Composites. Mater. Sci. Forum 2012, 727–728, 275–280. [Google Scholar] [CrossRef]
- Liu, X.F.; Li, Y.Z. The microanalysis of the bonding condition between coated diamond and matrix. Int. J. Refract. Met. Hard Mater. 2003, 21, 119–123. [Google Scholar] [CrossRef]
- De Oliveira, L.J.; Cabral, S.C.; Filgueira, M. Study hot pressed Fe-diamond composites graphitization. Int. J. Refract. Met. Hard Mater. 2012, 35, 228–234. [Google Scholar] [CrossRef]
- Wang, Y.H.; Zang, J.B.; Wang, M.Z.; Guan, Y.; Zheng, Y.Z. Properties and applications of Ti-coated diamond grits. J. Mater. Process. Technol. 2002, 129, 369–372. [Google Scholar] [CrossRef]
- Liu, F.; Yang, Y.; Pan, B. Influence of tungsten coating on microstructure and thermal damage of brazed diamonds. Surf. Eng. 2018, 38, 1–8. [Google Scholar] [CrossRef]
- Zhang, X.; Guo, H.; Yin, F.; Han, Y.; Fan, Y.; Wang, P. Improving Method of Interface Bonding State in Diamond/Cu Composite Material. Chin. J. Rare Met. 2013, 37, 335–340. [Google Scholar] [CrossRef]
- Bai, H.; Dai, D.; Yu, J.H.; Nishimura, K.; Sasaoka, S.; Jiang, N. Architecting boron nanostructure on the diamond particle surface. Appl. Surf. Sci. 2014, 292, 790–794. [Google Scholar] [CrossRef]
- Spriano, S.; Chen, Q.; Settineri, L.; Bugliosi, S. Low content and free cobalt matrixes for diamond tools. Wear 2005, 259, 1190–1196. [Google Scholar] [CrossRef]
- Zhou, Y.; Zhang, F.; Wang, C. Brazing of diamond by Ag–Cu–Zn alloy with Cr powder and the microstructure of the interfaces. China Mech. Eng. 2008. [Google Scholar] [CrossRef]
- Lin, C.S.; Yang, Y.L.; Lin, S.T. Performances of metal-bond diamond tools in grinding alumina. J. Mater. Process. Technol. 2008, 201, 612–617. [Google Scholar] [CrossRef]
- Weizheng, S.I.; Yuan, H.; Zhang, F.L.; Wang, C.Y. Research advances of adding alloying elements in the bond of metal matrix diamond tools. Superhard Mater. Eng. 2007, 35, 33–41. [Google Scholar] [CrossRef]
- Wu, Y.; Zhu, Z. Effects of element V on the properties and microstructure of the new copper–matrix bond for diamond tools. J. Yunnan Univ. Natl. (Nat. Sci. Ed.) 2016, 4, 322–324. [Google Scholar]
- Xie, Z. Research progress of metal bond of diamond tools. Diam. Abras. Eng. 2006, 153, 71–75. [Google Scholar] [CrossRef]
- Dai, Q.L.; Peng, X.X.; Wang, Y.C. Measures Used to Improve Bonding of Diamond to Matrix and Bonding Mechanisms. Mater. Sci. Eng. 2002, 20, 464–468. [Google Scholar] [CrossRef]
- Xu, X.P.; Tie, X.R.; Yu, Y.Q. The effects of rare earth on the fracture properties of different metal–diamond composites. J. Mater. Process. Technol. 2007, 187–188, 421–424. [Google Scholar] [CrossRef]
- Duan, L.C.; Tang, F.L.; Yang, K.H.; Zou, Q.H. Study of Doping of Rare-Earth Compounds in Iron-Rich Matrix for Diamond Tools. Key Eng. Mater. 2003, 250, 73–77. [Google Scholar] [CrossRef]
- Wu, Y.; Li, G. Micromechanism of Rare Earth Alloy Powder in Diamond Tools. Chin. Rare Earths 2007, 28, 60–62. [Google Scholar] [CrossRef]
- Dai, Q.L.; Xu, X.; Wang, Y.C. Micro-Analysis of the Use of RE and TiH2 in the Fabrication of Iron-Based Diamond Segments. Key Eng. Mater. 2003, 250, 83–88. [Google Scholar] [CrossRef]
- Yu, Y.Q.; Tie, X.R.; Li, Y.; Xu, X. The Effects of Rare Earth on the Hot Pressing of Cu–Sn–TiH2 Bonded Diamond Composites. Key Eng. Mater. 2006, 315–316, 269–273. [Google Scholar] [CrossRef]
- Zhou, Q.; Wang, Z. Experiment on Doping Rare Earth Diamond Tools Matrix Composites with Fe Replacing Co. Appl. Mech. Mater. 2014, 692, 200–205. [Google Scholar] [CrossRef]
- De Oliveira, L.J.; Bobrovnitchii, G.S.; Filgueira, M. Processing and characterization of impregnated diamond cutting tools using a ferrous metal matrix. Int. J. Refract. Met. Hard Mater. 2007, 25, 328–335. [Google Scholar] [CrossRef]
- Huadong, D.; Yawen, L.; Hongqi, H.; Zhihao, J. Decreasing the sintering temperature of diamond-bit matrix material by the addition of the element P. J. Mater. Process. Technol. 1998, 74, 52–55. [Google Scholar] [CrossRef]
- Hsieh, Y.; Lin, S. Interfacial Bonding Strength between Brazing Alloys and CVD Diamond. J. Mater. Eng. Perform. 2009, 18, 312–318. [Google Scholar] [CrossRef]
- Fan, Y.M.; Guo, H.; Xu, J.; Chu, K.; Zhu, X.X.; Jia, C.C. Effects of boron on the microstructure and thermal properties of Cu/diamond composites prepared by pressure infiltration. Int. J. Miner. Metall. Mater. 2011, 18, 472–478. [Google Scholar] [CrossRef]
- Han, J.; Yao, J.B.; Ge, Q.L.; Liu, Y.B. Effect of carbon content on performances of high iron-based matrix diamond tools. Mater. Sci. Eng. Powder Metall. 2011, 16, 625–629. [Google Scholar] [CrossRef]
- Chu, Z.Q.; Guo, X.Y.; Liu, D.H.; Tan, Y.X.; Li, D.; Tian, Q.H. Application of pre-alloyed powders for diamond tools by ultrahigh pressure water atomization. Trans. Nonferr. Met. Soc. China 2016, 26, 2665–2671. [Google Scholar] [CrossRef]
- Xie, Z.G.; Liu, X.Y.; Qin, H.Q.; Wang, J.B.; Jiang, J.F. Sintering and mechanical properties of FeCoCu fetal body applied for diamond tools. J. Cent. South Univ. 2010, 41, 2178–2183. Available online: http://apps.webofknowledge.com/full_record.do?product=UA&search_mode=GeneralSearch&qid=1&SID=5CcTL7aFpYoHuOgktpQ&page=1&doc=1 (accessed on 9 October 2017).
- Xie, D.L.; Wan, L.; Song, D.D.; Wang, S.; Lin, F.; Lü, Z.; Fang, X.H.; Pan, X.Y.; Qin, H.Q.; Chen, C. Effect of composition of FeCoCu pre-alloyed powders on sintering characters used for diamond tools. Chin. J. Nonferr. Met. 2016, 26, 578–585. [Google Scholar] [CrossRef]
- Fang, Y.; Luo, X.; Li, X. Development of pre-alloyed powders for diamond tools and their characteristics. Mater. Sci. Forum 2007, 539–543, 2675–2680. [Google Scholar] [CrossRef]
- Ding, T.; Long, W.; Qiao, P.; Pei, Y. Effect and mechanism of pre-alloy powder on microstructure of diamond composite. Trans. China Weld. Inst. 2011, 32, 75–78. Available online: http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=hjxb201107019 (accessed on 18 April 2018).
- Dai, H.; Wang, L.; Zhang, J.; Liu, Y.; Wang, Y.; Wang, L.; Wan, X. Iron based partially pre-alloyed powders as matrix materials for diamond tools. Powder Metall. 2015, 58, 83–86. [Google Scholar] [CrossRef]
- Lin, T.; Xiongjian, Y.U.; Shao, H.; Xinbo, H.E.; Wang, Z.; Xiao, S. Effect of the superfine iron-based prealloyed powder on sharpness of diamond disc for cutting granite. J. Funct. Mater. 2015, 21, 21027–21030. [Google Scholar] [CrossRef]
- Meiling, J.; Jiapin, C.; Zhiyong, O.; Lina, S.; Haixia, W.; Chun, L. Design & Application of Diamond Bit to Drilling Hard Rock in Deep Borehole. Procedia Eng. 2014, 73, 134–142. [Google Scholar] [CrossRef][Green Version]
- Sidorenko, D.A.; Zaitsev, A.A.; Kirichenko, A.N.; Levashov, E.A.; Kurbatkina, V.V.; Loginov, P.A.; Rupasov, S.I.; Andreev, V.A. Interaction of diamond grains with nanosized alloying agents in metal–matrix composites as studied by Raman spectroscopy. Diam. Relat. Mater. 2013, 38, 59–62. [Google Scholar] [CrossRef]
- Levashov, E.; Kurbatkina, V.; Alexandr, Z. Improved Mechanical and Tribological Properties of Metal-Matrix Composites Dispersion-Strengthened by Nanoparticles. Materials 2010, 3, 97–109. [Google Scholar] [CrossRef]
- Zaitsev, A.A.; Sidorenko, D.A.; Levashov, E.A.; Kurbatkina, V.V.; Andreev, V.A.; Rupasov, S.I.; Sevast Yanov, P.V. Diamond tools in metal bonds dispersion-strengthened with nanosized particles for cutting highly reinforced concrete. J. Superhard Mater. 2010, 32, 423–431. [Google Scholar] [CrossRef]
- Han, P.; Xiao, F.; Zou, W.; Liao, B. Influence of hot pressing temperature on the microstructure and mechanical properties of 75% Cu–25% Sn alloy. Mater. Des. 2014, 53, 38–42. [Google Scholar] [CrossRef]
- Dong, H.F.; Yang, L.U.; Wen-Sheng, L.I.; Jie, Z.; Ke, C. Structure and tribological properties of Fe-based impregnated diamond abrasive-head prepared by different sintering technology. Mater. Sci. Eng. Powder Metall. 2013, 18, 125–131. [Google Scholar] [CrossRef]
- Mancisidor, A.; Luno-Bilbao, C.; Vielma, N.J.; Sanchez, J.M.; Iturriza, I. Effect of sintering atmosphere on densification, mechanical properties and diamond stability of prealloyed diamond impregnated composites obtained by free sintering. Powder Metall. 2013, 56, 362–373. [Google Scholar] [CrossRef]
- Iravani, M.; Khajepour, A.; Corbin, S.; Esmaeili, S. Pre-placed laser cladding of metal matrix diamond composite on mild steel. Surf. Coat. Technol. 2012, 206, 2089–2097. [Google Scholar] [CrossRef]
- Rommel, D.; Scherm, F.; Kuttner, C.; Glatzel, U. Laser cladding of diamond tools: Interfacial reactions of diamond and molten metal. Surf. Coat. Technol. 2016, 291, 62–69. [Google Scholar] [CrossRef]
- Rommel, D.; Terock, M.; Scherm, F.; Kuttner, C.; Glatzel, U. Direct metal deposition of abrasive tracks—Potentials concerning geometry and materials. J. Laser Appl. 2017, 29, 002508. [Google Scholar] [CrossRef]
- Twomey, B.; Breen, A.; Byrne, G.; Hynes, A.; Dowling, D.P. Rapid discharge sintering of nickel–diamond metal matrix composites. J. Mater. Process. Technol. 2011, 211, 1210–1216. [Google Scholar] [CrossRef]
- Chou, C.; Lee, J.; Chen, Y. Tribological and mechanical properties of HFCVD diamond-coated WC-Co substrates with different Cr interlayers. Surf. Coat. Technol. 2008, 203, 704–708. [Google Scholar] [CrossRef]
- Reichert, F.; Pérez-Mas, A.M.; Barreda, D.; Blanco, C.; Santamaria, R.; Kuttner, C.; Fery, A.; Langhof, N.; Krenkel, W. Influence of the carbonization temperature on the mechanical properties of thermoplastic polymer derived C/C-SiC composites. J. Eur. Ceram. Soc. 2017, 37, 523–529. [Google Scholar] [CrossRef]
- Ciupiński, Ł.; Kruszewski, M.J.; Grzonka, J.; Chmielewski, M.; Zielińsk, R.; Moszczyńska, D.; Michalski, A. Design of interfacial Cr3C2 carbide layer via optimization of sintering parameters used to fabricate copper/diamond composites for thermal management applications. Mater. Des. 2017, 120, 170–185. [Google Scholar] [CrossRef]
- Dong, H.F.; Guo, C.S. Interfacial properties of Fe–Cu based diamond composite ultra thin saw blade. Mater. Sci. Eng. Powder Metall. 2015, 20, 213–217. [Google Scholar] [CrossRef]
- Lu, J.; Xu, J. Interface Microstructure and Thermal Stress of Diamond Brazing with Ag–Cu–Ti Filler. Rare Met. Mater. Eng. 2009, 38, 642–646. [Google Scholar] [CrossRef]
- Qiu, W.Q.; Dasari, A.; Mai, Y.W. Improvement in adhesion of diamond film on Cu substrate with an inlay structured interlayer. Surf. Coat. Technol. 2011, 206, 224–227. [Google Scholar] [CrossRef]
- Chen, S.; Shen, B.; Zhang, J.; Wang, L.; Sun, F. Evaluation on residual stresses of silicon-doped CVD diamond films using X-ray diffraction and Raman spectroscopy. Trans. Nonferr. Met. Soc. China 2012, 22, 3021–3026. [Google Scholar] [CrossRef]
- Buhl, S.; Leinenbach, C.; Spolenak, R.; Wegener, K. Microstructure, residual stresses and shear strength of diamond–steel-joints brazed with a Cu–Sn-based active filler alloy. Int. J. Refract. Met. Hard Mater. 2012, 30, 16–24. [Google Scholar] [CrossRef]
- Yuan, G. On Increasing the Diamond-setting Ability of Bit Matrix. Geol. Prospect. 1989, 25, 51–55. Available online: http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=QK000000366897 (accessed on 21 June 2017).
- Naidich, Y.V.; Umanskii, V.P.; Lavrinenko, I.A. Strength of the Diamond-Metal Interface and Brazing of Diamonds; Cambridge International Science Publishing: Cambridge, UK, 2007. [Google Scholar]
- Konovalenko, T.B.; Umanskii, V.P.; Evdokimov, V.A.; Bugaev, A.A. Choice of method for the determination of the strength of diamond fastening in the drilling tool matrix. Strength Mater. 2007, 39, 671–676. [Google Scholar] [CrossRef]
- Unianskii, V.P.; Konovalenko, T.B.; Evdokimov, V.A.; Bugaev, A.A. Effect of chromium and binder on diamond-matrix contact strength. Powder Metall. Met. Ceram. 2007, 46, 513–516. [Google Scholar] [CrossRef]
- Guo, Z.M.; Song, Y.Q. Superhard Materials and Tools; Metallurgy Industry Press: Beijing, China, 1996. [Google Scholar]
- Yu, Y.Q.; Tie, X.R.; Zhang, G.Q.; Huang, G.Q.; Huang, H.; Xu, X.P. Comparison of brazed and sintered diamond tools for grinding of stone. Mater. Res. Innov. 2014, 182, 869–873. [Google Scholar] [CrossRef]
- Zhang, S.; Wen, T.; Liu, Z. Quantitative relation between performance of diamond saw blade and formulation parameters of its bits. Powder Metall. Technol. 2004, 22, 19–21. [Google Scholar] [CrossRef]
- Zhang, S.H. Research on Quantitative Relationship between Property of Diamond Sawblade and Formula Parameters of Segment. Key Eng. Mater. 2004, 259–260, 159–164. [Google Scholar] [CrossRef]
- Zhang, S.H.; Yang, K.H.; Lu, F. Research into Bit for Extra-Hard Rock. Key Eng. Mater. 2001, 202–203, 485. [Google Scholar] [CrossRef]
- Bullough, R.; Davis, L.C. The residual deformation fields in particle reinforced metal-matrix composites. Acta Metall. Mater. 1995, 43, 2737–2742. [Google Scholar] [CrossRef]
- Yakhutlov, M.M.; Karamurzov, B.S.; Batyrov, U.D.; Oshkhunov, M.M.; Kardanova, M.R. Stress-strain state in the grit-matrix system of a diamond tool under force disturbances. J. Superhard Mater. 2009, 31, 418–424. [Google Scholar] [CrossRef]
- Yakhutlov, M.M.; Karamurzov, B.S.; Batyrov, U.D.; Berov, Z.Z.; Kardanova, M.R. Thermal conditions and stress-strain state in the grain-matrix system of diamond tools. J. Superhard Mater. 2011, 33, 352–361. [Google Scholar] [CrossRef]
- Reis, L.G.; Amaral, P.M.; Li, B.; Anjinho, C.A.; Rosa, L.G. Finite Element Analysis of the Thermal Residual Stresses of Diamond Cutting Tools in the Sintering Process. Mater. Sci. Forum 2008, 587–588, 695–699. [Google Scholar] [CrossRef]
- Borowiecka-Jamrozek, J.; Lachowski, J. Numerical Modelling of Stress/Strain Field Arising in Diamond-Impregnated Cobalt. Arch. Metall. Mater. 2014, 59. [Google Scholar] [CrossRef]
- Li, B.; Amaral, P.M.; Reis, L.; Anjinho, C.A.; Rosa, L.G.; Freitas, M.D. 3D-modelling of the local plastic deformation and residual stresses of PM diamond–metal matrix composites. Comput. Mater. Sci. 2010, 47, 1023–1030. [Google Scholar] [CrossRef]
- Romański, A. Factors Affecting Diamond Retention in Powder Metallurgy Diamond Tools. Arch. Metall. Mater. 2010, 55. [Google Scholar] [CrossRef]
- Borowiecka-Jamrozek, J.; Lachowski, J. Modelling of the Mechanical State of a Diamond Particle in the Metallic Matrix. Adv. Mater. Res. 2014, 874, 127–132. [Google Scholar] [CrossRef]
- Borowiecka-Jamrozek, J.; Lachowski, J. Modelling of Retention of a Diamond Particle in Matrices Based on Fe and Cu. Procedia Eng. 2017, 177, 289–296. [Google Scholar] [CrossRef]
- Borowiecka-Jamrozek, J.; Lachowski, J. An Analysis of the Retention of a Diamond Particle in a Metallic Matrix after Hot Pressing. Arch. Foundry Eng. 2017, 17, 17–20. [Google Scholar] [CrossRef][Green Version]
- Romanski, A.; Lachowski, J. Effect of friction coefficient on diamond retention capabilities in diamond impregnated tools. Arch. Metall. Mater. 2009, 54, 1111–1118. Available online: http://www.researchgate.net/publication/275956611_Effect_of_friction_coefficient_on_diamond_retention_capabilities_in_diamond_impregnated_tools% (accessed on 25 October 2017).

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mechanical Property | Sintering Process | ||
|---|---|---|---|
| 680 °C/15 MPa/4 min | 760 °C/15 MPa/4 min | 760 °C/23 MPa/4 min | |
| Bending strength/MPa | 230 | 515 | 700 |
| Improved Techniques | Enhancing Effect | Application Degree | |
|---|---|---|---|
| Surface treatment of diamond | Metallization | excellent | high |
| Roughening | limited | low | |
| Modification of the metal matrix | Strong carbide forming elements | good | moderate |
| Rare earth elements | good | moderate | |
| Non-metallic elements | limited | low | |
| Pre-alloying or refining of matrix powders | excellent | high | |
| Change in preparation technology | Adjustment of sintering process | good | high |
| new technologies (laser cladding, rapid discharge sintering) | excellent | low | |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, X.; Duan, L. A Review of the Diamond Retention Capacity of Metal Bond Matrices. Metals 2018, 8, 307. https://doi.org/10.3390/met8050307
Zhao X, Duan L. A Review of the Diamond Retention Capacity of Metal Bond Matrices. Metals. 2018; 8(5):307. https://doi.org/10.3390/met8050307
Chicago/Turabian StyleZhao, Xiaojun, and Longchen Duan. 2018. "A Review of the Diamond Retention Capacity of Metal Bond Matrices" Metals 8, no. 5: 307. https://doi.org/10.3390/met8050307
APA StyleZhao, X., & Duan, L. (2018). A Review of the Diamond Retention Capacity of Metal Bond Matrices. Metals, 8(5), 307. https://doi.org/10.3390/met8050307