Abstract
This work reports on the electrochemical kinetic analysis of carbon steel powders produced during the milling of carbon steel chips for 2, 3, and 5 h under an air atmosphere in a high-energy ball miller. This work aims to fill the gap in the literature regarding the transformation processes that affect carbon steel powder production. This information can be crucial for specific powder metallurgy systems. The results obtained using the Rietveld refinement method showed a decrease in the crystallite size, an increase in the microstrain, and no changes in the lattice parameter with the milling process. The electrochemical results revealed a strong influence of anodic electroactivity with milling time in NaCl solution, in contrast with NaOH, where the influence of the milling process was not significant. These results clearly show the significant role of chloride ions in preventing the formation of a passive film in milling with NaCl solution and in contrast to the formation of a passive film that notoriously inhibits both the anodic and cathodic reactions in milling with NaOH solution. The novelty of this work lies in the experimental demonstration of milling’s influence on the surface properties of carbon steel powders that directly affect their electrochemical response.
1. Introduction
Carbon steel, due to fact of its low cost and good mechanical and conductivity properties, is the most used material in multiple engineering applications. Although carbon steel has good chemical resistance, it is susceptible to suffering degradation by corrosion when in contact with aggressive environments. In the case of aerated and near-neutral pH environments, a characteristic passive film formed by Fe(OH)2, Fe3O4, and γ-FeOOH oxide phases could be beneficial for limiting the corrosion degradation [,,]. Instead, in the case of alkaline environments, a strongly adhered Fe3O4 film is formed on the metallic surface, promoting a high corrosion resistance, since the magnetite is quite insoluble [].
Iron and steel powders have gained attention for their different applications among the metallurgy and manufacturing industries. Numerous studies have focused on the synthesis of new iron-based alloys or coating surfaces [,,,,] and other manufacturing processes, such as press and sinter or additive manufacturing, to produce reinforced materials [,,]. Different methods are available to produce steel powders, such as in a high-energy ball milling, gas atomization, water atomization, and plasma atomization, which have different characteristics concerning particle size distribution, morphological shapes, porosity, chemical purity, etc. Ball milling is the nonequilibrium process of enhancing the internal energy of solids by mechanical processes, mainly using high-energy milling that produces a high strain-rate deformation, promoting an increase in the surface area, crystal lattice distortions, and an increase in the catalytic activity []. The great significance of this technique lies in its relatively low cost and working conditions at room temperature with a simple device. This technique produces powders with irregular shapes, residual porosity, and a heterogeneous microstructure, which can be controlled through the optimization of operational parameters, increasing the milling efficiency. Along this line, several studies have focused on the use of high-energy ball milling to produce iron-based powders that can be applied as an alloying material for cathode and anode electrodes in the fabrication of batteries, braking systems, galvanic metal recovery process, etc. Despite the popularity of this technique when applied to carbon steel, limited attention has been paid to the electrochemical and superficial behavior of the resulting powder. Such information is relevant to further process the optimization and enhancement of the material properties.
Low-carbon steel in form of chips or shavings are the most common waste from metallurgical and metalworking process, which can be considered an attractive, low-cost source of iron due to the fact of its chemical composition and multiples uses. Many studies report different techniques to prepare iron, steel, or iron oxide powders [,,,]. Typically, the works study the electrochemical behavior in acidic solutions [], and literature reporting electrochemical studies of steel microparticles and nanoparticles in neutral and alkaline media are scare [], particularly for low-carbon steel materials. In this work, we applied high-energy ball milling to carbon steel chips in an air atmosphere to study the effect of milling time on the material attributes and behavior of the powder-like product. The milling conditions were optimized to reduce the milling residence time and achieve small particle sizes. Specifically, the study was focused on the morphological patterns and microstructural parameter characterization of the powder, in addition to the kinetic and corrosion behavior when immersed in near neutral and alkaline media. The results have been discussed in terms of chemical elemental analysis, crystalline phases of corrosion products, and morphological attributes.
2. Materials and Methods
2.1. Material Preparation
Chips of low-carbon steel type AISI 1020 with a nominal chemical composition of (% wt.) 0.18–0.23 C, 0.1–0.35 Si, and 0.3–0.6 Mn and with traces of S, Si, Cu, Ni, Cr, Sn, P, Mo, and Fe as balance were were used in this study. The chip samples were obtained using a mechanical lathe Sumore SP2123-I (Sumore Machinery, Shanghai, China), in which a carbon steel bar was subjected to a continuous cutting process, thus obtaining the product shown in Figure 1. The spiral appearance of the chips shows a 2 mm radius and an average length of 1.5 cm. The carbon steel chips were immediately used in the next ball milling step. Test solutions of 0.1 M NaCl and 0.1 M NaOH were prepared using analytical-grade reagents (Merck S.A., Santiago, Chile) and deionized water.

Figure 1.
Visual appearance of the carbon steel chips.
2.2. Ball Milling Procedure
Carbon steel powders were prepared by ball milling using a high-energy planetary machine, Retsch-PM100 (Retsch GmbH, Haan, Germany), with a 250 mL stainless-steel vial and hardened stainless-steel balls as grinding media. The milling process was performed at a speed of 500 rpm under an air atmosphere, considering an optimal condition of the mass ratio of ball to chips of 20:1 and a mixed system of 26 and 111 grinding balls with diameters of 14 and 9.5 mm, respectively. A total of 37.5 g of carbon steel chips were milled for 2, 3, and 5 h in total, considering discontinuous cycles of 30 min of milling followed by 30 min of rest to minimize the temperature increase. Prior to and after the milling, the stainless-steel vial and the grinding media were cleaned with commercial silica and isopropyl alcohol. No process control agent was used in the milling process.
2.3. Microstructural and Morphological Analysis
The microstructural characterization was studied by X-ray diffraction (XRD) in a Shimadzu XRD-600 diffractometer (Shimadzu Corp., Kyoto, Japan) using Cu Kα radiation at an angular step of 0.02° (2θ) and a counting time per step of 4 s. XRD patterns were analyzed with the Rietveld method [] using the Materials Analysis Using Diffraction (MAUD) program []. The powder morphological attributes were evaluated by scanning electron microscopy (SEM) using a Zeiss EVO MA 10 scanning electron microscope (Zeiss, Oberkochen, Germany) equipped with an energy-dispersive X-ray (EDS) analyzer. The phase composition was identified using the ICCDD PDF-2 international database (release 2013).
2.4. Electrochemical Measurements
The electrochemical analysis was performed using a conventional three-electrode cell with a rotating disc electrode (RDE) PARC616 (AMETEK Inc., Philadelphia, TN, USA). A modified carbon paste was used as the working electrode, an Ag/AgCl (KCl sat.) electrode as the reference electrode, and a spiral platinum wire as the auxiliary electrode. The modified carbon paste electrode was prepared by mixing 0.25 g of carbon steel powder, 0.25 g of graphite powder, and 0.2 cm3 of mineral oil to obtain a homogeneous paste. This paste was tightly packed into a plastic Teflon sheath with adequate perforations to maintain electrical contact, through a stainless-steel bar, with the RDE. The electrochemical measurements were performed at room temperature (22 ± 0.5 °C) in aerated and unbuffered 0.1 M NaCl and 0.1 M NaOH test solutions at a rotation rate of 1500 rpm. The cell was connected to a galvanostat/potentiostat BioLogic VSP-300 (Biologic, Seyssinet-Pariset, France) controlled by EC-Lab software. All the potentials reported in this work refer to the standard hydrogen electrode (SHE). Open-circuit potential (OCP) measurements were performed for 60 min, and linear sweep voltammetry measurements were performed in a positive direction at a scan rate of 1 mV/s. To compare the results, OCP measurements were performed on a solid carbon steel bar that was polished with sandpaper (from 800 to 1200 grit) and cleaned with deionized water.
Kinetic analysis was carried out applying nonlinear fitting to experimental polarization curves, considering the superposition model and mixed potential theory according to the methodology described in our previous work in terms of charge transfer, mass diffusion, and passivation mechanism controls [,,]. Applying a nonlinear fitting methodology, a set of kinetics expressions for the cathodic oxygen reduction reaction (ORR), anodic iron oxidation reaction (IOR), and the passivation mechanism, in terms of the current density, is expressed as follows:
where , , and are the partial current densities for ORR, IOR, and the transitional region, respectively; and , and , and and are the exchange current density, Tafel slope, and overpotentials for ORR and IOR, respectively; is the limiting current density for ORR; and are the current density of unfilmed and filmed regions, respectively; is considered a remnant portion of the active region on which no film forms; and are the width and shape factors, respectively; is the applied potential; is the high limit potential of the transitional region.
The electrochemical parameters calculated in this work considered a total active area of 1.38 × 10−5 m2 for the working electrode. The corrosion current density () and corrosion potential () values were obtained for a null total current density ( A/m2) from the polarization curves.
3. Results and Discussion
3.1. Surface and Elemental Analyses of the Powder Samples’ Previous Corrosion Process
Representative SEM images of carbon steel powders, obtained after the high-energy ball milling of chips (Figure 2), illustrate progressive changes in size and shape, which are represented by multiple, individual, and agglomerated particles. From the overall results, a clear tendency toward a decrease in the size of individual and agglomerated particles with the milling time is evident. For the first 2 h of milling, the powders show a flat shape with irregular edges and an average size of 18 ± 7 μm. These changes are due to the presence of a ferritic phase in carbon steels that impart low-plastic deformation, that is, a ductility attribute [,]; in this context, the presence of agglomerates indicates a cold-welding phenomenon.
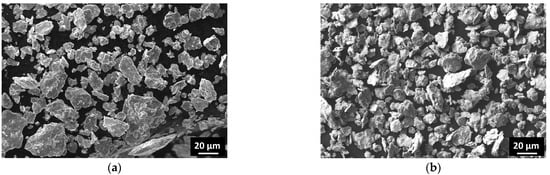
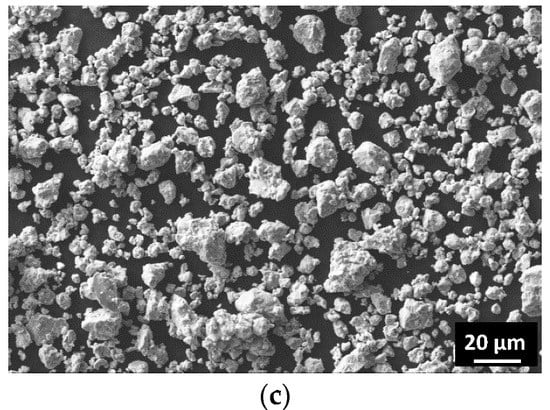
Figure 2.
Morphology of the carbon steel powders produced by the milling process with chips for (a) 2; (b) 3; (c) 5 h.
Furthermore, by increasing the milling time to 3 and 5 h, the particle tended to become more regular in shape with almost rounded edges and average sizes of 12 ± 5 and 9 ± 3 μm, respectively. As was expected, a significant decrease in agglomerate size was observed at milling times longer than 2 h, which can be attributed to a continuous fracture in the steel particles caused by an embrittlement effect from the high energy accumulated by plastic deformation at prolonged milling times.
SEM and EDS scan analysis (Figure 3) were performed to detect possible changes in the chemical composition (Table 1) during the milling process of the carbon steel chips. The compositional changes were recalculated to make corrections induced from the carbon content in the adhesive tapes used in SEM analysis.
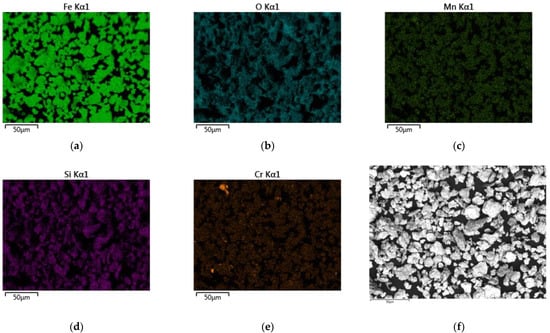
Figure 3.
EDS elemental mapping of the obtained powders after milling of carbon steel chips for 3 h. (a–e) Elemental mapping images for Fe, O, Mn, Si and Cr, respectively; (f) SEM image of carbon steel powders.

Table 1.
Element composition of carbon steel powders after milling process.
In all milling experiments, a uniform distribution of the main elements present in the carbon steel samples, such as Fe, Mn, and Si, were observed. The observed variations in Cr and O content can first be explained by the wear in the vial and grinding media during the milling process and, second, by a possible superficial oxidation of powders due to the air atmosphere in the mill vial, which was suggested due to the increasing O content up to 3.9% associated with an increasing milling time of up to 5 h. Furthermore, it is relevant to indicate that in addition to the ductile behavior and plastic deformation of the powders, the attenuation of the cold-welding phenomena during the milling process, due to the initial presence of a superficial oxide layer, could explain the rapid formation of particles with sizes lower than 20 μm in a short residence time. This is corroborated by the finer carbon steel agglomerates obtained from the milling process in the presence of air as compared to that conducted under an inert atmosphere [].
3.2. XRD Analysis of Powder Samples’ Previous Corrosion Process
XRD analysis was performed to characterize both of the phases in the carbon steel powders prepared by ball milling and its microstructural behavior. To compare the XRD patterns, the data were normalized with respect to the maximum intensity. Well-known patterns attributed to α-ferrite phase in low-carbon alloy steel were observed in the XRD results shown in Figure 4. No other phases were observed in the XRD patterns, suggesting a very thin superficial oxide layer (Figure 4a) due to the short milling times and the detection limit of the diffractometer.
Figure 4.
(a) XRD patterns of carbon steel powders after milling for 2, 3, and 5 h; (b) XRD curve of ferrite (110) diffraction peak.
Furthermore, the XRD patterns exhibited a peak intensity that decreased with the milling time (Figure 4b), while the full width half maximum (FWHM) value slightly increased. This result indicates a reduction in the crystallite size and an increase in the lattice microstrain due to the fact of severe plastic deformation during the milling process. The microstructural behavior of carbon steel powder was studied from XRD patterns by Rietveld analysis using MAUD software (Figure 5) [,], where the averages of the reliability factors were Rwp(%) = 14.5, Rb(%) = 11.4, sigma(%) = 1.3, and Rexp(%) = 10. Crystallite sizes of 13.8 ± 0.2, 12.5 ± 0.1, and 11.5 ± 0.1 nm and microstrains of 0.006 ± 2.8 × 10−4, 0.0071 ± 5.6 × 10−5, and 0.0078 ± 2.5 × 10−4 were calculated for 2, 3, and 5 h of milling, respectively. These results show a significant decrease in the crystallite size, with milling time reaching values close to 11 nm for 5 h of milling (Figure 5a). However, from the curve trend, the results show that the powders did not reach their comminution limit; therefore a further reduction in the crystallite size at longer milling times could take place [,,,]. Simultaneously, the results also showed an increase in the lattice microstrain with milling time (Figure 5a), which induced a gradual hardening of the powders. In contrast, the lattice parameter for iron remained practically unalterable with milling time with values of 0.28688 ± 8.0 × 10−6, 0.28676 ± 2.90 × 10−5, and 0.28699 ± 7.8 × 10−6 nm for 2, 3, and 5 h of milling, respectively (Figure 5b). These results exhibited values close to the theoretical lattice parameter for Fe and were equal to 0.28664 nm [], indicating no expansions or contractions in the unit cell volume during the milling process.
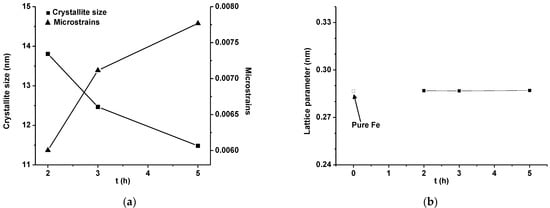
Figure 5.
(a) Crystallite sizes and microstrains, and (b) lattice parameters calculated from XRD patterns of obtained carbon steel powders.
3.3. Electrochemical Measurements
3.3.1. Open Circuit Potential Measurements
OCP variations (Figure 6) were analyzed for carbon steel powders produced by ball milling in aerated near-neutral (NaCl) and alkaline (NaOH) solutions. It is noted that in the NaCl solution (Figure 6a), a similar trend in OCP values was observed for all powder samples with immersion time, where a local minimum value was observed immediately after exposure, followed by a local maximum value, and finally a shift to a negative direction, reaching an asymptotic trend towards steady state. These fluctuations in the OCP measurements of carbon steel powders indicate a mixed mechanism of initial iron oxidation behavior (local minimum), followed by the formation of a corrosion products (local maximum), and continuous oxidation attributed to a gradual transformation of the oxide layer, characterized by a pseudo-stationary state. This trend in the potential response over time is in concordance with works focused on carbon steel immersed in solutions containing halide ions (Cl−, Br−, and I−), which accelerate the oxidation rate by the interference of the corrosion products’ film formation [,,]. Furthermore, analysis of the results revealed that the electrochemical behavior of the powder samples was strongly dependent on the milling time, where the OCP shifted to a positive direction compared to the OCP value of the carbon steel cylinder surface from which the chips were produced. Notably, an important OCP shift at approximately 126 mV took place between 2 and 5 h of milling time. This suggests changes on the metallic surface that promoted a decrease in the anodic activity due to the formation of an inhibiting protective layer on the metallic surface. This oxide layer formation, which acts as a protective film, can be inferred from the gradual increase in the O content with milling time, as observed in EDS analysis (Table 1), and exhibits a higher stability than an oxide layer formed on a polished carbon steel bar [,,]. Alternatively, in NaOH solution (Figure 6b), the OCP exhibited a similar behavior with different immersion times for all the powder samples, characterized by a potential shift displacement to a positive direction, reaching an asymptotic trend from approximately 120 mV/SHE. However, the OCP curves for powder samples shifted to more positive potentials compared with the results obtained for a polished carbon steel bar. This trend, which is typical for this alloy in alkaline media [], indicates the formation of a stable passive layer on the metallic surface. Examining these curves in a region close to the final stage also revealed that the milling provoked low OCP changes that did not exceed a value of 20 mV between 3 and 5 h, demonstrating that the presence of the initial superficial oxide layer from the milling process in alkaline media did not play a significant role in the electrochemical equilibrium. In summary, this electrochemical analysis provides new evidence regarding the influence of the milling process of carbon steel under an air atmosphere when immersed in different media. In NaCl solution, the presence of chloride ions promotes a continuous anodic activity with an initial oxide layer composed by FeClad and FeCl+aq complexes, which further break down into a layer with an array of corrosion products [,,]; however, in NaOH solution, the powders are practically unaffected by the initial oxide film formed from the milling process [,,].
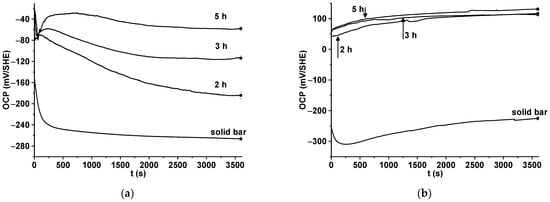
Figure 6.
Open circuit potential measurements for a polished carbon steel bar and powders obtained from chip milling for 2, 3, and 5 h in (a) aerated 0.1 M NaCl solution and (b) aerated 0.1 M NaOH solution. The average deviations of all curves were ±5.5 mV.
3.3.2. Linear Voltammetry Measurements
Linear polarization and Tafel plots (Figure 7) were tested for carbon steel powders in aerated 0.1 M NaCl and 0.1 M NaOH solutions. Additionally, linear polarization and a Tafel plot for unmodified carbon paste electrode are shown as a baseline for comparison.
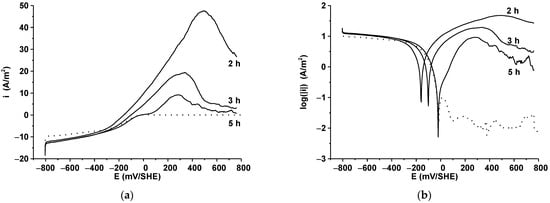
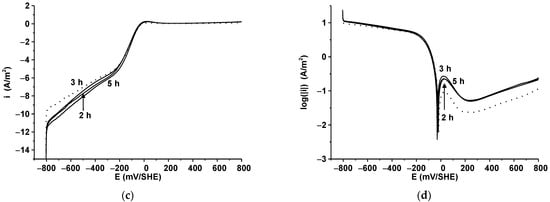
Figure 7.
Linear (a–c) and Tafel (b–d) polarization curves for carbon steel powders obtained from chips milled for 2, 3, and 5 h and immersed in (a,b) aerated 0.1 M NaCl solution and (c,d) aerated 0.1 M NaOH solution. The dashed curves correspond to unmodified carbon paste electrode as a base line.
The results in NaCl solution (Figure 7a,b) show a similar trend for all powder samples, characterized by well-defined anodic and cathodic branches. The cathodic branch was attributed to the ORR controlled by a mixed-charge transfer–diffusion limited mechanism, and the anodic branch to the IOR is controlled by a charge transfer mechanism that further evolves to a transitional peak between 300 and 500 mV/SHE, before finally decreasing at potentials more positive than ~380 mV/SHE, indicating a characteristic passive behavior. For the cathodic region, the results indicate a negligible change in ORR electroactivity with the milling time, characterized by a slight increase in the diffusion-limited current density. Moreover, the powder samples showed a significant improvement in the electroactivity of the ORR in comparison to the baseline. This reveals that the milled carbon steel particles in the graphite–wax paste induced a significant ORR kinetic increase, probably due to the increase in solution turbulence in the boundary layer because of the surface rugosity created by dispersed iron particles. At null total current density, a notable shift in the corrosion potential values in the positive direction was observed with the milling time. This trend is in concordance with OCP measurements, indicating a strong influence of the milling time on IOR, which promoted a decrease in the anodic electroactivity. Exploring the active anodic region, which reflects IOR, it is notable to observe an important decrease in the current density with milling time, with the presence of a maximum peak at potential values that gradually shifted to more positive values with milling times of 658, 441, and 296 mV for 2, 3, and 5 h, respectively. The reason for this potential drop is related to the notable reduction in the IOR kinetics, confirming the influence of milling on electrochemical behavior. The decrease in the anodic activity was mainly due to the presence of an oxide layer on the metallic surface with the characteristic presence of the α-Fe2O3 phase [], whose formation is induced by oxygen during the milling process under air atmosphere. In the transitional region at more positive potentials than ~800 mV/SHE of the polarization curves, the increment in the milling residence time provokes a decrease in the planar plateau (cathodic branch) and the anodic peak (anodic branch). The presence of the anodic peak and the passive plateau is atypical for a bare carbon steel bar surface in aerated near-neutral solutions and in chloride media; however, this was related to the formation of a Fe(OH)2 phase. The Fe(OH)2 product present in the carbon steel powders produced by the milling process was oxidized to a FeOOH phase associated with its low solubility [,], which, at longer exposure periods, is transformed to a Fe3O4 phase, under low dissolved oxygen and a high Fe+2 concentration []. Thus, the relevant electrochemical behavior of the milled carbon steel particles in aerated NaCl solution is then summarized as an increasing protective passive film with time represented by lower passive current densities in the polarization curve.
The polarization data for powder samples in NaOH solution (Figure 7c,d) showed no significant influence from the milling time and followed a similar tendency in comparison with the curve for the unmodified CPE. However, the existence of two electrochemical half-waves on the cathodic branch was noticeable, and they were delimited between –200 < E < Ecorr and –800 < E < –200 mV/SHE, explained by the combination of a two- and four-electron pathway reduction reaction converting oxygen to hydrogen peroxide and water, respectively, which is typically observed in alkaline media [,]. Furthermore, this cathodic current density revealed only a slight increase in all powder samples compared with the unmodified CPE baseline, which was mainly observed in the hydrogen peroxide reaction region (~–300 mV/SHE). Similar behavior was observed near the transition to the anodic branch, where the milling process revealed no noticeable changes in the corrosion potential and IOR. However, it is interesting to note that the presence of a transitional peak at ~25 mV/SHE for all samples, including the unmodified CPE baseline, rapidly decreased at more anodic potentials, reaching a minimum current density value at 241 mV/SHE, before finally increasing again at more positive potentials. The current density values of the transitional region in the anodic branch for powder samples in NaOH solution presented a lower absolute in comparison to those observed in NaCl, indicating a lower electroactivity for the powders immersed in alkaline media. No other features were observed in the anodic branch compared with the unmodified CPE baseline. Therefore, in agreement with the OCP measurements, the presence of a passive layer limits the further oxidation of carbon steel, which is typical in the absence of chloride ions [,]. Additionally, this anodic peak in the carbon steel powders can be attributed to a transition from active- to passive-like behavior, i.e., from the potential where passivation commences to the value where partial passivation is complete. This potential could be associated with the adsorption of oxygenated species with the subsequent formation of the Fe2O3 and Fe3O4 phases [,].
3.3.3. Electrochemical Kinetic Analysis
Electrochemical kinetic parameters for carbon steel powders produced by high-energy ball milling for 2, 3, and 5 h and immersed in NaOH and NaCl solutions are tabulated in Table 2. The results were obtained from the deconstruction of polarization curves in terms of the superposition model and the mixed-potential theory [,]. The implicit kinetic equations consider a mixed-charge transfer–diffusion mechanism for the ORR, a pure charge transfer control for IOR in the active region, and an anodic transitional rate expression expressed in terms of unfilmed and filmed regions due to the formation of a passive film on the metallic surface [,,]. An examination of the electrochemical parameters indicates the higher electroactivity of carbon steel powders in the NaCl solution in comparison to the NaOH solution, which are represented by the and values. Regarding the Tafel slope and the exchange current density variations for IOR in NaCl solution, a decreasing and an increasing trend with the milling time was observed, respectively. From these results, it can be concluded that the milling process strongly affected the kinetics of IOR; moreover, the surface behavior responded to a combined process of iron dissolution and passivation as a result of the milling. For the ORR, the exchange current density remained unchanged, and the absolute value of the Tafel slope revealed a slight decrease with the milling time. These results indicate that the increase in the milling time did not affect the ORR kinetics and that the changes in cathodic Tafel slopes were associated with the formation of a protective layer due to the corrosion process.
Table 2.
Fitted parameter values obtained from LSV data for carbon steel powders obtained at different milling times and immersed in aerated NaCl and NaOH solutions. ++ Error unit in mV.
Meanwhile, in NaOH solution, the electrochemical kinetic parameters for both IOR and ORR showed lower and unchanged and values, indicating a low corrosion rate. No appreciable variations were observed in the Tafel slope and exchange current density values for both IOR and ORR, which clearly indicates that the reaction mechanism was not affected. However, the lower values of exchange current densities, compared with the NaCl solution, reveal a limited kinetics for IOR and ORR at the equilibrium. Concerning the electrochemical parameters for the anodic transitional branch, the and values decreased with the milling time for powders exposed to a NaCl solution in contrast with the values observed for powder exposed to a NaOH solution that remained unchanged. These values for the experiments in NaOH solution were very similar to those of , suggesting a significant decrease in active sites with the milling time for both IOR and ORR, which is a response to the formation of a protective oxide film induced by the milling process.
3.4. XRD Analysis of Carbon Steel Powder after the Corrosion Process
The XRD analysis (Figure 8) of carbon steel powders after the corrosion process shows the α-ferrite phase for both NaOH and NaCl test solutions. Additionally, in NaCl solution, the XRD patterns show additional phases, attributed to the formation of γ-lepidocrocite (γ-FeOOH) and magnetite (Fe3O4) as corrosion products. However, in NaOH solution, XRD patterns only show a minor peak at = 38.14°, attributed to the presence of a γ-lepidocrocite phase. These results indicate more iron oxide species for powder samples produced by ball milling and immersed in NaCl solution in comparison to those immersed in NaOH solution, agreeing with conclusions from LSV and OCP measurements.
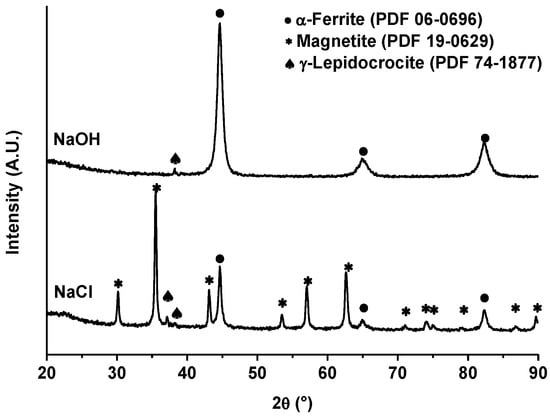
Figure 8.
XRD patterns of carbon steel powders milled for 2 h after the corrosion process in aerated NaCl 0.1 M and NaOH 0.1 M solutions.
4. Conclusions
In this work, we produced carbon steel powders using high-energy ball milling under an air atmosphere and evaluated their electrochemical behavior. We demonstrated the relevance of the role of the surface properties of carbon steel powders on their electrokinetic response and the formation of corrosion products. The following conclusions can be drawn.
Under an air atmosphere with a mixed grinding-ball system, the milling process produced a homogeneous distribution of carbon steel powders with sizes lower than 20 μm at milling times shorter than 5 h. This performance could be due to the equilibrium of oxygen content in air atmosphere, which facilitates either the formation or transformation of iron phases under milling action. The microstructural analysis showed a crystallite size reduction in the ferritic phase related to severe plastic deformation during the milling process; however, no expansions or contractions were observed in the unit cell volume of iron.
The electrochemical analysis revealed significant changes in the corrosion of carbon steel powders, the extent and characteristic of which depended on the test solution and milling time. In both near-neutral NaCl and alkaline NaOH test solutions, OCP shifts to more positive potentials compared to a polished carbon steel bar were observed. Furthermore, the corrosion rate of carbon steel powders in NaCl solution was significantly higher than that observed in NaOH solution, i.e., between 30 and 6 times higher for 2 and 5 h milling times, respectively. These differences are strongly associated with the formation of a thin iron oxide layer on the surface of carbon steel powders during the milling process and are characteristic of the α-Fe2O3 phase. The observed differences are the result of the breakdown of the corrosion product layer by the presence of chloride ions, in contrast to an alkaline solution, where a spontaneous passive film is formed. These results were consistent with the electrochemical kinetic parameters.
The corrosion product analysis showed the formation of γ-FeOOH and Fe3O4 phases in NaCl solution and a small peak attributed to γ-FeOOH in NaOH. Additionally, in both the NaCl and NaOH solutions, the results showed the α-ferrite phase, confirming the relevant role of the thin oxide layer transformation during the milling process in an air atmosphere.
Author Contributions
Conceptualization, A.S. and D.G.; data curation, A.S. and F.M.G.M.; formal analysis, A.S. and L.C.; funding acquisition, D.G.; investigation, A.S. and D.G.; methodology, A.S. and D.G.; resources, A.S. and D.G.; software, A.S. and L.C.; supervision, A.S.; validation, A.S. and L.C.; writing—original draft, A.S. and D.G.; writing—review and editing, A.S., D.G., L.C. and F.M.G.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Chilean institution “Fondo de Innovación para la Competitividad (FIC)”, Región de Atacama, Chile (grant number: BIP 40013608-0). Additionally, the authors wish to thank the Department of Metallurgy Engineering of the University of Atacama for the XRD, SEM, DSC, and OCP-LSV analyses (Projects: EQM 130125, EQUV 003, EQUR 16002, and DIUDAQUIP-2017).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The processed data are available from the corresponding author upon request.
Acknowledgments
The authors would like to acknowledge to Mg. Pia Rojas, Ing. Sergio Saavedra, and Mg. Marisela Navea for their technical support.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Soliz, A.; Mayrhofer, K.J.J.; Cáceres, L. Influence of hydrodynamic flow patterns on the corrosion behavior of carbon steel in a neutral LiBr solution. Int. J. Electrochem. Sci. 2018, 13, 10050–10075. [Google Scholar] [CrossRef]
- Wang, S.; Lamborn, L.; Chen, W. Near-neutral pH corrosion and stress corrosion crack initiation of a mill-scaled pipeline steel under the combined effect of oxygen and paint primer. Corros. Sci. 2021, 187, 109511. [Google Scholar] [CrossRef]
- Wu, F.; Li, H.; Yang, K. Effects of mechanical activation on physical and chemical characteristics of coal-gasification slag. Coatings 2021, 11, 902. [Google Scholar] [CrossRef]
- Xu, W.; Daub, K.; Zhang, X.; Noel, J.J.; Shoesmith, D.W.; Wren, J.C. Oxide formation and conversion on carbon steel in mildly basic solutions. Electrochim. Acta 2009, 54, 5727–5738. [Google Scholar] [CrossRef]
- Chatterjee, A.N.; Kumar, S.; Saha, P.; Mishra, P.K.; Roy Choudhury, A. An experimental design approach to selective laser sintering of low carbon steel. J. Mater. Process. Technol. 2003, 136, 151–157. [Google Scholar] [CrossRef]
- Murkute, P.; Pasebani, S.; Burkan Isgor, O. Production of corrosion-resistant 316L stainless steel clads on carbon steel using powder bed fusion-selective laser melting. J. Mater. Process. Technol. 2019, 273, 116243. [Google Scholar] [CrossRef]
- Kargul, M.; Konieczny, M. Copper matrix composites reinforced with steel particles. AIMS Mater. Sci. 2021, 8, 321–342. [Google Scholar] [CrossRef]
- Nakamoto, T.; Shirakawa, N.; Miyata, Y.; Inui, H. Selective laser sintering of high carbon steel powders studied as a function of carbon content. J. Mater. Process. Technol. 2009, 209, 5653–5660. [Google Scholar] [CrossRef]
- Lemoisson, F.; Froyen, L. Understanding and improving powder metallurgical processes. In Fundamentals of Metallurgy, 1st ed.; Seetharaman, S., Ed.; Woodhead Publishing: Cambridge, UK, 2005; pp. 471–502. [Google Scholar]
- Vineeth Kumar, K.; Jayahari, L. Study of mechanical properties and wear behaviour of aluminium 6063 matrix composites reinforced with steel machining chips. Mater. Today Proc. 2018, 5, 20285–20291. [Google Scholar] [CrossRef]
- Macía, E.; García-Junceda, A.; Serrano, M.; Hong, S.J.; Campos, M. Effect of mechanical alloying on the microstructural evolution of a ferritic ODS steel with (Y–Ti–Al–Zr) addition processed by spark plasma sintering (SPS). Nucl. Energy Technol. 2021, 53, 2582–2590. [Google Scholar] [CrossRef]
- Murkute, P.; Pasebani, S.; Burkan Isgor, O. Metallurgical and electrochemical properties of super duplex stainless steel clads on low carbon steel substrate produced with laser powder bed fusion. Sci. Rep. 2020, 10, 10162. [Google Scholar] [CrossRef] [PubMed]
- Sánchez-Álvarez, A.O.; Dick, J.E.; Larios, E.; Cabrera, C.R. Anodic coulometry of zero-valent iron nanoparticles. J. Electroanal. Chem. 2021, 896, 115331. [Google Scholar] [CrossRef]
- Slovenský, P.; Kollár, P.; Mei, N.; Jakubčin, M.; Zeleňáková, A.; Halama, M.; Wallinder, I.O.; Hedberg, Y.S. Mechanical surface smoothing of micro-sized iron powder for improved silica coating performance as soft magnetic composites. Appl. Surf. Sci. 2020, 531, 147340. [Google Scholar] [CrossRef]
- Shashanka, R. Effect of sintering temperature on the pitting corrosion of ball milled duplex stainless steel by using linear sweep voltammetry. Anal. Bioanal. Electrochem. 2018, 10, 349–361. [Google Scholar]
- Rietveld, H. A profile refinement method for nuclear and magnetic structures. J. Appl. Crystallogr. 1969, 2, 65–71. [Google Scholar] [CrossRef]
- Lutterotti, L. MAUD–Materials Analysis Using Diffraction. Available online: http://maud.radiographema.eu/ (accessed on 15 January 2022).
- Soliz, A.; Cáceres, L.; Pineda, F.; Galleguillos, F. Erosion-corrosion of AISI 304L stainless steel affected by industrial copper tailings. Metals 2020, 10, 1005. [Google Scholar] [CrossRef]
- Soliz, A.; Cáceres, L. Corrosion of a carbon steel cylindrical band exposed to a concentrated NaCl solution flowing through an annular flow cell. J. Electrochem. Soc. 2015, 162, C385–C395. [Google Scholar] [CrossRef]
- Cáceres, L.; Soliz, A.; Vargas, T. Potentiodynamic behavior of carbon steel in borate buffer solutions under different hydrodynamic conditions. J. Electrochem. Soc. 2016, 163, C171–C183. [Google Scholar] [CrossRef]
- Toribio, J.; González, B.; Matos, J.C.; Ayaso, F.J. Influence of microstructure on strength and ductility in fully pearlitic steels. Metals 2016, 6, 318. [Google Scholar] [CrossRef]
- Saeidi, N.; Ekrami, A. Comparison of mechanical properties of martensite/ferrite and bainite/ferrite dual phase 4340 steels. Met. Sci. Eng. A 2009, 523, 125–129. [Google Scholar] [CrossRef]
- Rojas, P. Estudio de la Cementación de Cobre Utilizando Virutas de Acero AISI 1020 Activadas Mecánicamente. Master’s Thesis, Universidad de Atacama, Copiapó, Chile, 2021. [Google Scholar]
- Kendall, K. The impossibility of comminuting small particles by compression. Nature 1978, 272, 710–711. [Google Scholar] [CrossRef]
- Hagan, J. Impossibility of fragmentation small particles: Brittle-ductile transition. J. Mater. Sci. 1981, 16, 2909–2911. [Google Scholar] [CrossRef]
- Field, J.; Farhat, M.; Walley, S. Comminution limit (CL) of particles and possible implications for pumped storage reservoirs. J. Mater. Sci. 2014, 49, 3780–3784. [Google Scholar] [CrossRef][Green Version]
- Motozuka, S.; Tagaya, M.; Nishiyama, H.; Nishikawa, M.; Ikoma, T.; Yoshioka, T.; Samitsu, S.; Tanaka, J. Effective functionalization of disordered oxide lattice on iron particles surfaces using mechanochemical reactions. J. Phys. Chem. C 2013, 117, 9908–9919. [Google Scholar] [CrossRef]
- Pearson, W.B. A Handbook of Lattice Spacings and Structures of Metals and Alloys, 4th ed.; Pergamon Press Ltd.: London, UK, 1958. [Google Scholar]
- Yazdanfar, K.; Zhang, X.; Keech, P.G.; Shoesmith, D.W.; Wren, J.C. Film conversion and breakdown processes on carbon steel in presence of halides. Corros. Sci. 2010, 52, 1297–1304. [Google Scholar] [CrossRef]
- Li, L.; Wang, C.; Lu, H. Anodic dissolution of the X70 steel in H3PO4 solution with the halide-ion perturbation at the interface. Electrochim. Acta 2013, 104, 295–301. [Google Scholar] [CrossRef]
- Zhao, Y.; Pan, T.; Yu, X.; Chen, D. Corrosion inhibition efficiency of triethanolammonium dodecylbenzene sulfonate on Q235 carbon steel in simulated concrete pore solution. Corros. Sci. 2019, 158, 108097. [Google Scholar] [CrossRef]
- Etteyeb, N.; Nóvoa, X.R. Inhibition effect of some trees cultivated in arid regions against the corrosion of steel reinforcement in alkaline chloride solution. Corros. Sci. 2016, 112, 471–482. [Google Scholar] [CrossRef]
- Ghaffari, M.; Reza-Saeb, M.; Ramezanzadeh, B.; Taheri, P. Demonstration of epoxy/carbon steel interfacial delamination behavior: Electrochemical impedance and X-ray spectroscopy analyses. Corros. Sci. 2016, 102, 326–337. [Google Scholar] [CrossRef]
- Cai, J.; Liu, H.; Liu, C.; Xie, Q.; Xu, L.; Li, H.; Wang, J.; Li, S. Enhanced photoelectrochemical water oxidation in Hematite. Accelerated charge separation with Co doping. Appl. Surf. Sci. 2021, 568, 150606. [Google Scholar] [CrossRef]
- Valcarce, M.B.; Vázquez, M. Carbon Steel passivity examined in alkaline solutions: The effect of chloride and nitrite ions. Electrochim. Acta 2008, 53, 5007–5015. [Google Scholar] [CrossRef]
- Nady, H.; El-Rabiei, M.M.; Samy, M. Corrosion behavior and electrochemical properties of carbon steel, commercial pure titanium, copper and copper-aluminum-nickel alloy in 3.5% sodium chloride containing sulfide ions. Egypt. J. Pet. 2017, 26, 79–94. [Google Scholar] [CrossRef]
- Sosa, E.; Cabrera-Sierra, R.; Oropeza, M.T.; Hernández, F.; Castillas, N.; Tremont, R.; Cabrera, C.; González, I. Electrochemically grown passive film on carbon steel (SAE 1018) in alkaline sour media. Electrochim. Acta 2003, 48, 1665–1674. [Google Scholar] [CrossRef]
- Suresh, S.; Palogi, C.; Bera, S.; Srinivasan, R. Electrochemical behavior of nickel containing passive oxide film on carbon steel in alkaline medium. Thin Solid Films 2021, 721, 138550. [Google Scholar] [CrossRef]
- El Hajj, H.; Abdelouas, A.; Mendili, E.; Karakurt, G.; Grambow, B.; Martin, C. Corrosion of carbon steel under sequential aerobic-anaerobic environmental conditions. Corros. Sci. 2013, 76, 432–440. [Google Scholar] [CrossRef]
- Hao, L.; Zhang, S.; Dong, J.; Ke, K. Evolution of atmospheric corrosion of MnCuP weathering steel in a simulated coastal-industrial atmosphere. Corros. Sci. 2012, 59, 270–276. [Google Scholar] [CrossRef]
- Alexeyeva, N.; Tammeveski, K.; Lopez-Cudero, A.; Solla-Gullón, J.; Feliu, J.M. Electroreduction of oxygen on Pt nanoparticle/carbon nanotube nanocomposites in acid and alkaline solutions. Electrochem. Acta 2012, 55, 794–803. [Google Scholar] [CrossRef]
- Gojkovic, S.L.J.; Zecevic, S.K.; Obradovic, M.D.; Drazic, D.M. Oxygen reduction on a duplex stainless steel. Corros. Sci. 1998, 40, 849–860. [Google Scholar] [CrossRef]
- Katsounaros, I.; Schneider, W.B.; Meier, J.C.; Benedikt, U.; Ulrich Biedermann, P.; Auer, A.A.; Mayrhofer, K.J.J. Hydrogen peroxide electrochemistry on platinum: Towards understanding the oxygen reduction reaction mechanism. Phys. Chem. Chem. Phys. 2012, 14, 7384–7391. [Google Scholar] [CrossRef]
- Bard, J.A.; Faulkner, R.L. Electrochemical Methods: Fundamental and Applications, 2nd ed.; John Wiley & Sons, Inc.: New York, NY, USA, 2001. [Google Scholar]
- Wagner, C.; Traud, W. On the interpretation of corrosion processes by superimposing of Electro Chemical potential and the potential formation of mixed electrodes. Z. Elektrochem. Angew. Phys. Chem. 1938, 44, 391–402. [Google Scholar]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).