
An Introduction on the Laser Cladding Coatings on Magnesium Alloys



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
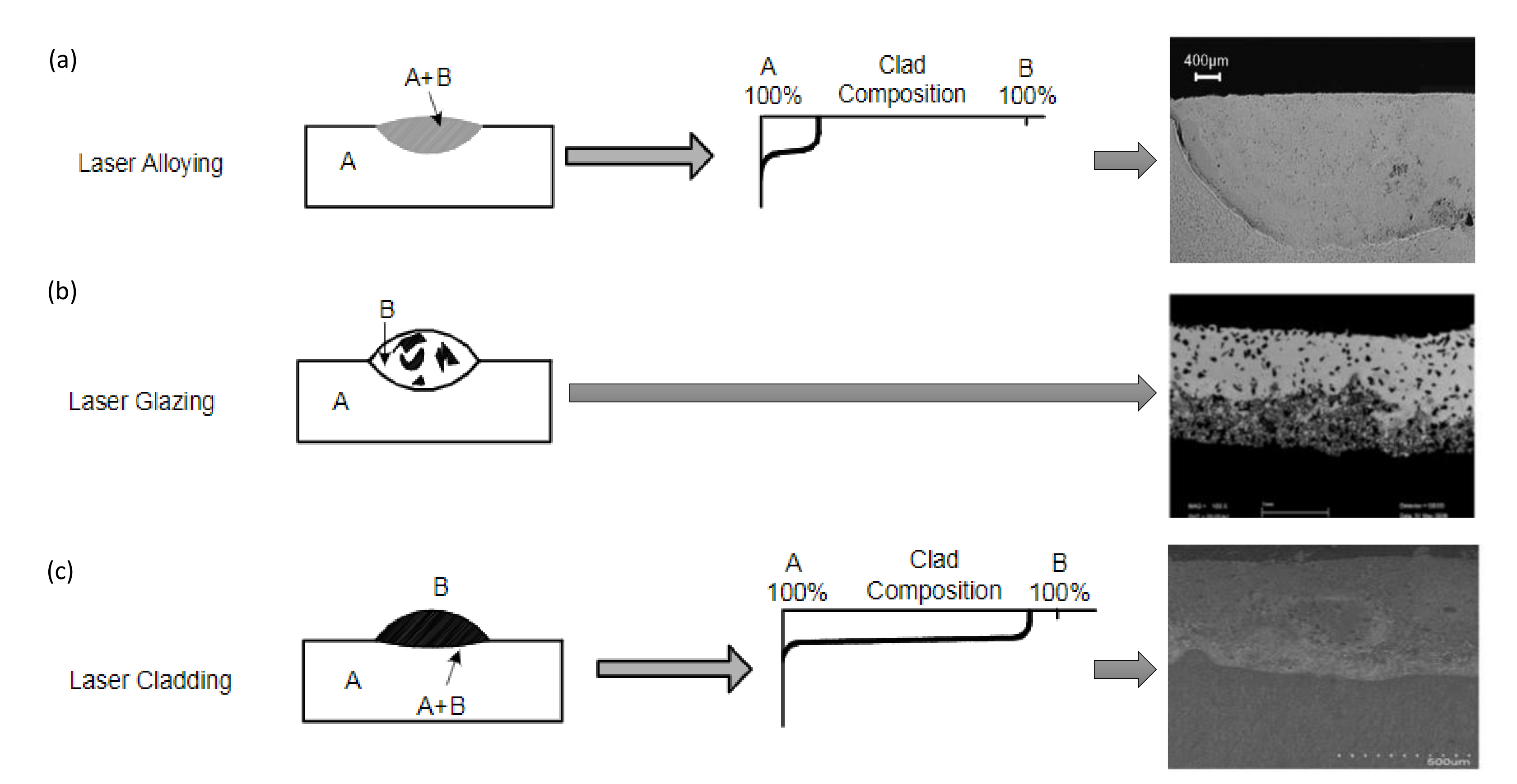
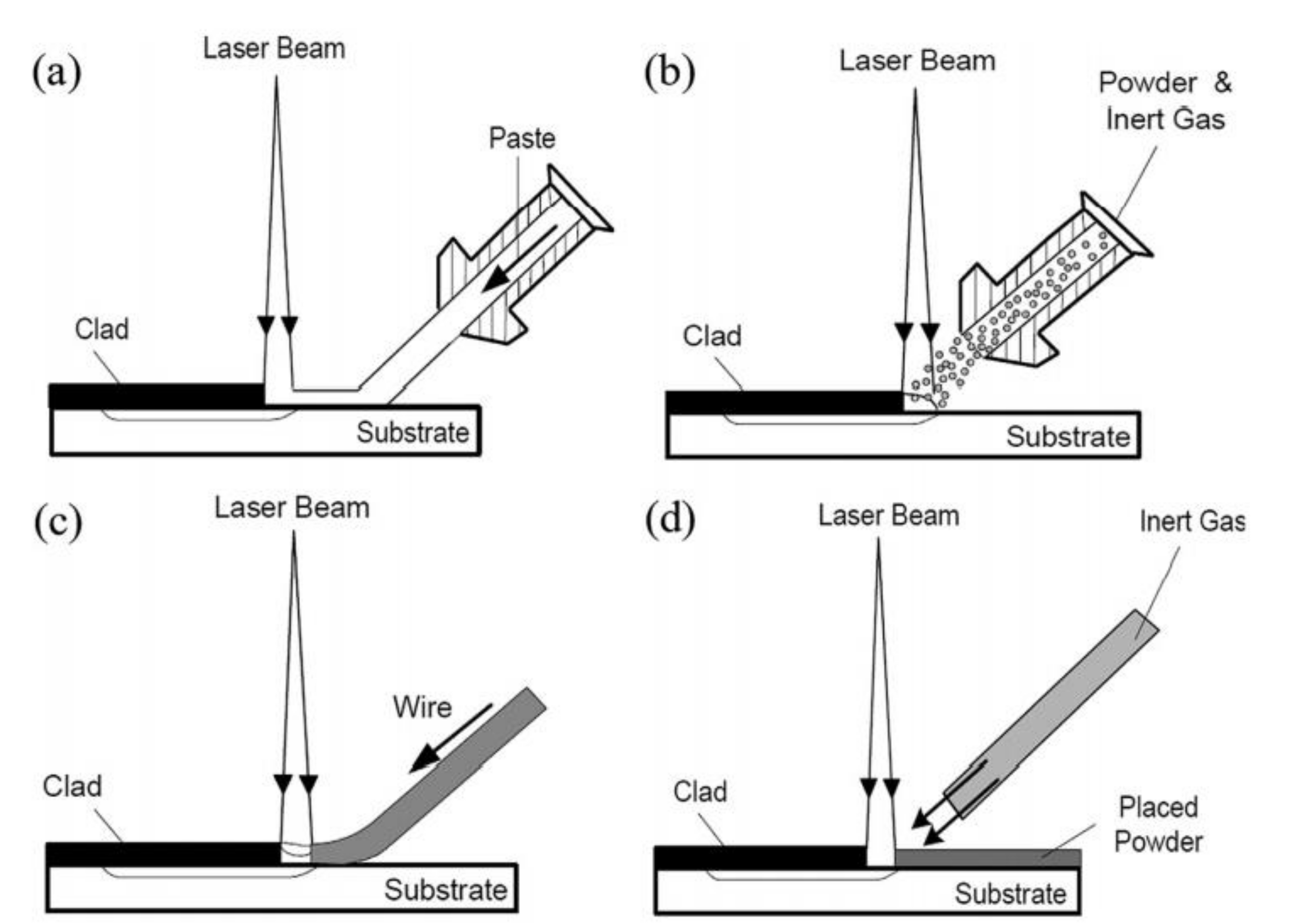
2. Laser Alloying, Glazing, and Cladding
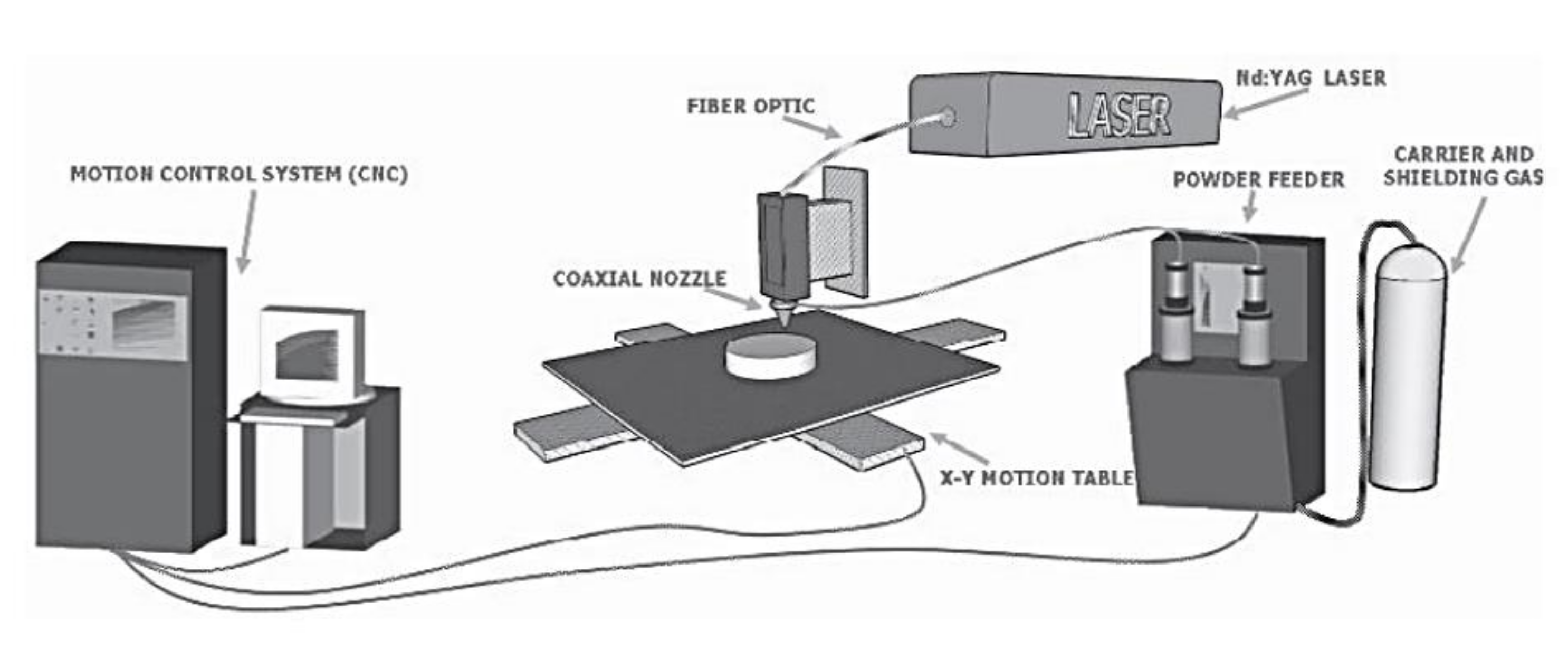
3. Laser Cladding on Magnesium Alloys
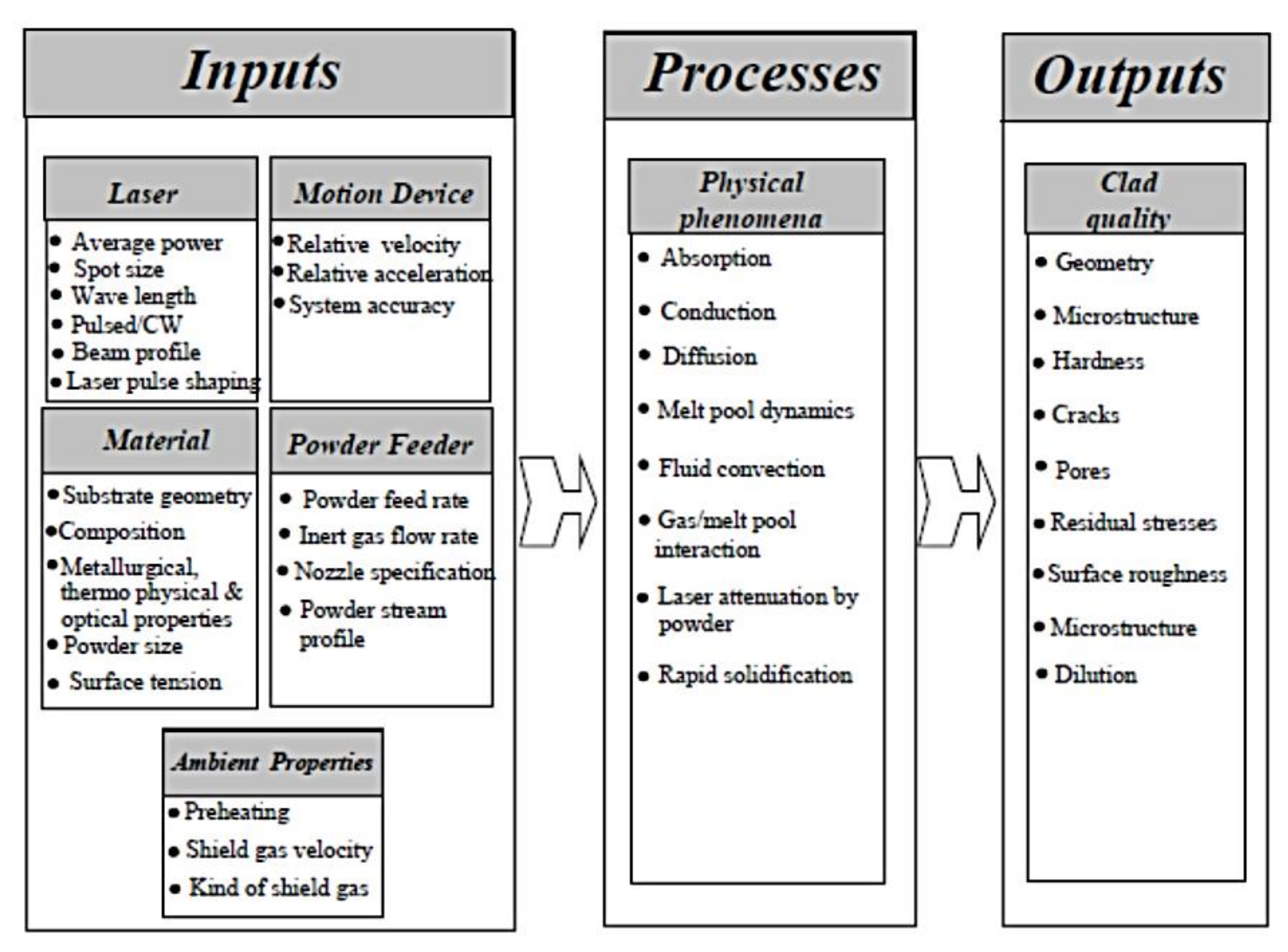
4. Effect of the Process Parameters
4.1. Effect of Inputs Parameters
4.2. Effect of Outputs Parameters
4.2.1. Pure Metal, Binary and Ternary Alloy Coatings
4.2.2. High Entropy Alloy (HEA) Coatings
4.2.3. Ceramics Coatings
4.2.4. Metal Matrix Composite Coatings
5. Laser Cladding and Other Techniques
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cole, G.; Sherman, A. Light weight materials for automotive applications. Mater. Charact. 1995, 35, 3–9. [Google Scholar] [CrossRef]
- Ostrovsky, L.; Henn, Y. Present state and future of magnesium application in aerospace industry. In Proceedings of the International Conference “New Challenges in Aeronautics” ASTEC 07, Moscow, Russia, 19–22 August 2007; pp. 19–22. [Google Scholar]
- Kulekci, M.K. Magnesium and its alloys applications in automotive industry. Int. J. Adv. Manuf. Technol. 2008, 39, 851–865. [Google Scholar] [CrossRef]
- Zhong, M.; Liu, W. Laser surface cladding: The state of the art and challenges. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2010, 224, 1041–1060. [Google Scholar] [CrossRef]
- Das, A.K. Recent trends in laser cladding and alloying on magnesium alloys: A review. Mater. Today Proc. 2021, in press. [Google Scholar] [CrossRef]
- Toyserkani, E.; Khajepour, A.; Corbin, S. Laser Cladding; CRC Press: Boca Raton, FL, USA, 2004. [Google Scholar]
- Ignat, S.; Sallamand, P.; Grevey, D.; Lambertin, M. Magnesium alloys laser (Nd:YAG) cladding and alloying with side injection of aluminium powder. Appl. Surf. Sci. 2004, 225, 124–134. [Google Scholar] [CrossRef]
- Yue, T.; Su, Y.; Yang, H. Laser cladding of Zr65Al7.5Ni10Cu17.5 amorphous alloy on magnesium. Mater. Lett. 2007, 61, 209–212. [Google Scholar] [CrossRef]
- Huang, K.; Xie, C.; Yue, T.M. Microstructure of cu-based amorphous composite coatings on AZ91D magnesium alloy by laser cladding. J. Mater. Sci. Technol. 2009, 25, 492–498. [Google Scholar]
- Yue, T.M.; Su, Y. Laser cladding of SiC reinforced Zr65Al7.5Ni10Cu17.5 amorphous coating on magnesium substrate. Appl. Surf. Sci. 2008, 255, 1692–1698. [Google Scholar] [CrossRef]
- Su, Y.; Yue, T. Microstructures of the bonding area in laser cladded Zr-based amorphous alloy coating on magnesium. Mater. Today Commun. 2020, 25, 101715. [Google Scholar] [CrossRef]
- Ignat, S.; Sallamand, P.; Grevey, D.; Lambertin, M. Magnesium alloys (WE43 and ZE41) characterisation for laser applications. Appl. Surf. Sci. 2004, 233, 382–391. [Google Scholar] [CrossRef]
- Yang, L.; Li, Z.; Zhang, Y.; Wei, S.; Liu, F. Al-TiC in situ composite coating fabricated by low power pulsed laser cladding on AZ91D magnesium alloy. Appl. Surf. Sci. 2018, 435, 1187–1198. [Google Scholar] [CrossRef]
- Wang, A.; Xia, H.; Wang, W.; Bai, Z.; Zhu, X.; Xie, C. YAG laser cladding of homogenous coating onto magnesium alloy. Mater. Lett. 2006, 60, 850–853. [Google Scholar] [CrossRef]
- Riquelme, A.; Rodrigo, P.; Escalera-Rodríguez, M.D.; Rams, J. Analysis and optimization of process parameters in Al–SiCp laser cladding. Opt. Lasers Eng. 2016, 78, 165–173. [Google Scholar] [CrossRef]
- Carcel, B.; Sampedro, J.; Ruescas, A.; Toneu, X. Corrosion and wear resistance improvement of magnesium alloys by laser cladding with Al-Si. Phys. Procedia 2011, 12, 353–363. [Google Scholar] [CrossRef] [Green Version]
- Lawrence, J.; Peligrad, A.; Zhou, E.; Li, L.; Morton, D. Prediction of melt depth in selected architectural materials during high-power diode laser treatment. Opt. Lasers Eng. 2001, 35, 51–62. [Google Scholar] [CrossRef] [Green Version]
- Shi, J.; Zhu, P.; Fu, G.; Shi, S. Geometry characteristics modeling and process optimization in coaxial laser inside wire cladding. Opt. Laser Technol. 2018, 101, 341–348. [Google Scholar] [CrossRef]
- Anjos, M.; Vilar, R.; Li, R.; Ferreira, M.; Steen, W.; Watkins, K. Fe-Cr-Ni-Mo-C alloys produced by laser surface alloying. Surf. Coat. Technol. 1995, 70, 235–242. [Google Scholar] [CrossRef]
- Wang, A.; Yue, T. YAG laser cladding of an Al-Si alloy onto an Mg/SiC composite for the improvement of corrosion resistance. Compos. Sci. Technol. 2001, 61, 1549–1554. [Google Scholar] [CrossRef]
- Liu, Y.; Guo, Z.; Yang, Y.; Wang, H.; Hu, J.; Li, Y.; Chumakov, A.; Bosak, N. Laser (a pulsed Nd:YAG) cladding of AZ91D magnesium alloy with Al and Al2O3 powders. Appl. Surf. Sci. 2006, 253, 1722–1728. [Google Scholar] [CrossRef]
- Liu, J.; Yu, H.; Chen, C.; Weng, F.; Dai, J. Research and development status of laser cladding on magnesium alloys: A review. Opt. Lasers Eng. 2017, 93, 195–210. [Google Scholar] [CrossRef]
- Chen, E.; Zhang, K.; Zou, J. Laser cladding of a Mg based Mg–Gd–Y–Zr alloy with Al–Si powders. Appl. Surf. Sci. 2016, 367, 11–18. [Google Scholar] [CrossRef]
- Riquelme, A.; Rodrigo, P.; Escalera-Rodríguez, M.D.; Rams, J. Characterisation and mechanical properties of Al/SiC metal matrix composite coatings formed on ZE41 magnesium alloys by laser cladding. Results Phys. 2019, 13, 102160. [Google Scholar] [CrossRef]
- Volovitch, P.; Masse, J.; Fabre, A.; Barrallier, L.; Saikaly, W. Microstructure and corrosion resistance of magnesium alloy ZE41 with laser surface cladding by Al-Si powder. Surf. Coat. Technol. 2008, 202, 4901–4914. [Google Scholar] [CrossRef]
- Fabre, A.; Masse, J. Friction behavior of laser cladding magnesium alloy against AISI 52100 steel. Tribol. Int. 2012, 46, 247–253. [Google Scholar] [CrossRef] [Green Version]
- Yue, T.; Wang, A.; Man, H. Corrosion resistance enhancement of magnesium ZK60/SiC composite by Nd:YAG laser cladding. Scr. Mater. 1999, 40, 303–311. [Google Scholar] [CrossRef]
- Yang, Y.; Wu, H. Improving the wear resistance of AZ91D magnesium alloys by laser cladding with Al–Si powders. Mater. Lett. 2009, 63, 19–21. [Google Scholar] [CrossRef]
- Qian, M.; Li, D.; Liu, S.; Gong, S. Corrosion performance of laser-remelted Al–Si coating on magnesium alloy AZ91D. Corros. Sci. 2010, 52, 3554–3560. [Google Scholar] [CrossRef]
- Gao, Y.; Wang, C.; Pang, H.; Liu, H.; Yao, M. Broad-beam laser cladding of Al–Cu alloy coating on AZ91HP magnesium alloy. Appl. Surf. Sci. 2007, 253, 4917–4922. [Google Scholar] [CrossRef]
- Mei, Z.; Guo, L.; Yue, T. The effect of laser cladding on the corrosion resistance of magnesium ZK60/SiC composite. J. Mater. Process. Technol. 2005, 161, 462–466. [Google Scholar] [CrossRef]
- Chen, C.; Wang, M.; Wang, D.; Jin, R.; Liu, Y. Laser cladding of Al + Ir powders on ZM5 magnesium base alloy. Rare Met. 2007, 26, 420–425. [Google Scholar] [CrossRef]
- Wang, C.; Li, T.; Yao, B.; Wang, R.; Dong, C. Laser cladding of eutectic-based Ti–Ni–Al alloy coating on magnesium surface. Surf. Coat. Technol. 2010, 205, 189–194. [Google Scholar] [CrossRef]
- Wang, C.; Chen, Y.; Li, T.; Yao, B. Composition design and laser cladding of Ni–Zr–Al alloy coating on the magnesium surface. Appl. Surf. Sci. 2009, 256, 1609–1613. [Google Scholar] [CrossRef]
- Yue, T.M.; Hu, Q.; Mei, Z.; Man, H. Laser cladding of stainless steel on magnesium ZK60/SiC composite. Mater. Lett. 2001, 47, 165–170. [Google Scholar] [CrossRef]
- Yue, T.M.; Xie, H.; Lin, X.; Yang, H.; Meng, G. Solidification behaviour in laser cladding of AlCoCrCuFeNi high-entropy alloy on magnesium substrates. J. Alloys Compd. 2014, 587, 588–593. [Google Scholar] [CrossRef]
- Meng, G.; Liu, X.; Qiu, J.; Wang, B.; Zhao, K. Growth Morphology of CuMg2 in Laser Forming of AlCoCrCuFeNi Coating on Mg. Adv. Eng. Res. 2017, 146, 162–165. [Google Scholar]
- Meng, G.; Yue, T.; Lin, X.; Yang, H.; Xie, H.; Ding, X. Laser surface forming of AlCoCrCuFeNi particle reinforced AZ91D matrix composites. Opt. Laser Technol. 2015, 70, 119–127. [Google Scholar] [CrossRef]
- Meng, G.; Lin, X.; Xie, H.; Wang, C.; Wang, S.; Ding, X. Reinforcement and substrate interaction in laser surface forming of AlCoCrCuFeNi particle reinforced AZ91D matrix composites. J. Alloys Compd. 2016, 672, 660–667. [Google Scholar] [CrossRef]
- Gao, Y.-L.; Wang, C.-S.; Yao, M.; Liu, H.-B. The resistance to wear and corrosion of laser-cladding Al2O3 ceramic coating on Mg alloy. Appl. Surf. Sci. 2007, 253, 5306–5311. [Google Scholar] [CrossRef]
- Zheng, B.; Chen, X.; Lian, J. Microstructure and wear property of laser cladding Al + SiC powders on AZ91D magnesium alloy. Opt. Lasers Eng. 2010, 48, 526–532. [Google Scholar] [CrossRef]
- Majumdar, J.; Chandra, B.; Galun, R.; Mordike, B.; Manna, I. Laser composite surfacing of a magnesium alloy with silicon carbide. Compos. Sci. Technol. 2003, 63, 771–778. [Google Scholar] [CrossRef]
- Zheng, B.; Hu, W. Enhanced wear property of magnesium alloy with Al + SiC coating by laser cladding. High Power Laser Part Beams 2014, 26, 059003. [Google Scholar] [CrossRef]
- Riquelme, A.; Rodrigo, P.; Escalera-Rodriguez, M.; Rams, J. Evaluation of the Wear Resistance and Corrosion Behavior of Laser Cladding Al/SiC Metal Matrix Composite Coatings on ZE41 Magnesium Alloy. Coatings 2021, 11, 639. [Google Scholar] [CrossRef]
- Arthanari, S.; Li, Y.; Nie, L.; Guan, Y.; Yang, S. Microstructural evolution and properties analysis of laser surface melted and Al/SiC cladded magnesium-rare earth alloys. J. Alloys Compd. 2020, 848, 156598. [Google Scholar] [CrossRef]
- Jun, Y.; Sun, G.; Wang, H.-Y.; Jia, S. Laser (Nd:YAG) cladding of AZ91D magnesium alloys with Al+Si+Al2O3. J. Alloys Compd. 2006, 407, 201–207. [Google Scholar] [CrossRef]
- Qian, J.; Yin, Y.; Li, T.; Hu, X.; Wang, C.; Li, S. Structure, micro-hardness and corrosion behaviour of the Al–Si/Al2O3 coatings prepared by laser plasma hybrid spraying on magnesium alloy. Vacuum 2015, 117, 55–59. [Google Scholar] [CrossRef]
- Chen, C.; Zhang, M.; Chang, Q.M.; Zhang, S.; Ma, H.Y.; Yan, W.Q.; Wang, M. Laser cladding of ZM5 magnesium base alloy with Al+Nano-SiC powder. Lasers Eng. 2008, 18, 85–94. [Google Scholar]
- Chen, C.; Cao, Q.; Xu, X.; Zhang, M.; Zhang, S. Laser cladding of Al+nano-Al2O3 powder on ZM5 mganesium alloy. Adv. Mater. Res. 2011, 291, 1429–1432. [Google Scholar] [CrossRef]
- Sundaraselvan, S.; Senthilkumar, N.; Tamizharasan, T.; Naveen Sait, A. Surface modification of AZ61 Magnesium Alloy with Nano TiO2/Al2O3 using Laser Cladding Technique. Mater. Today Proc. 2020, 21, 717–721. [Google Scholar] [CrossRef]
- Zhu, R.; Li, Z.; Li, X.; Sun, Q. Microstructure and properties of the low-power-laser clad coatings on magnesium alloy with different amount of rare earth addition. Appl. Surf. Sci. 2015, 353, 405–413. [Google Scholar] [CrossRef]
- Chen, C.J.; Cao, Q.; Xu, X.; Zhang, M. Effect of Y2O3 Addition on the Microstructure and Corrosion Behaviour of Laser Cladding of Al Powder on ZM5 Magnesium Alloys. Adv. Mater. Res. 2011, 314–316, 1867–1870. [Google Scholar] [CrossRef]
- Bu, R.; Jin, A.; Sun, Q.; Zan, W.; He, R. Study on laser cladding and properties of AZ63-Er alloy for automobile engine. J. Mater. Res. Technol. 2020, 9, 5154–5160. [Google Scholar] [CrossRef]
- Yang, L.; Li, Z.; Zhang, Y.; Wei, S.; Wang, Y.; Kang, Y. In-situ TiC-Al3Ti reinforced Al-Mg composites with Y2O3 addition formed by laser cladding on AZ91D. Surf. Coat. Technol. 2020, 383, 125249. [Google Scholar] [CrossRef]
- Pei, X.; Li, Z.; Zhang, Y.; Wei, S.; Yang, L.; Wang, Y. A gradient Al/Ni-Cr-Al layer formed by direct current pulse metal inert gas welding combined laser cladding on AZ91D magnesium alloy. Vacuum 2019, 165, 86–95. [Google Scholar] [CrossRef]
- Karunakaran, R.; Ortgies, S.; Tamayol, A.; Bobaru, F.; Sealy, M.P. Additive manufacturing of magnesium alloys. Bioact. Mater. 2020, 5, 44–54. [Google Scholar] [CrossRef] [PubMed]
- Tokarev, M.S.; Trofimov, N.V.; Leonov, A.A.; Alikhanyan, A.A. Methods Additive Manufacturing of Magnesium Alloys (review). 2021. Available online: https://www.sciencegate.app/app/document/download/10.18577/2307-6046-2021-0-6-3-16 (accessed on 10 November 2021).
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Riquelme, A.; Rodrigo, P. An Introduction on the Laser Cladding Coatings on Magnesium Alloys. Metals 2021, 11, 1993. https://doi.org/10.3390/met11121993
Riquelme A, Rodrigo P. An Introduction on the Laser Cladding Coatings on Magnesium Alloys. Metals. 2021; 11(12):1993. https://doi.org/10.3390/met11121993
Chicago/Turabian StyleRiquelme, Ainhoa, and Pilar Rodrigo. 2021. "An Introduction on the Laser Cladding Coatings on Magnesium Alloys" Metals 11, no. 12: 1993. https://doi.org/10.3390/met11121993
APA StyleRiquelme, A., & Rodrigo, P. (2021). An Introduction on the Laser Cladding Coatings on Magnesium Alloys. Metals, 11(12), 1993. https://doi.org/10.3390/met11121993