Optimization of Cold Metal Transfer-Based Wire Arc Additive Manufacturing Processes Using Gaussian Process Regression


Abstract
1. Introduction
2. Wire Arc Additive Manufacturing (WAAM)
2.1. Setup of the WAAM Process
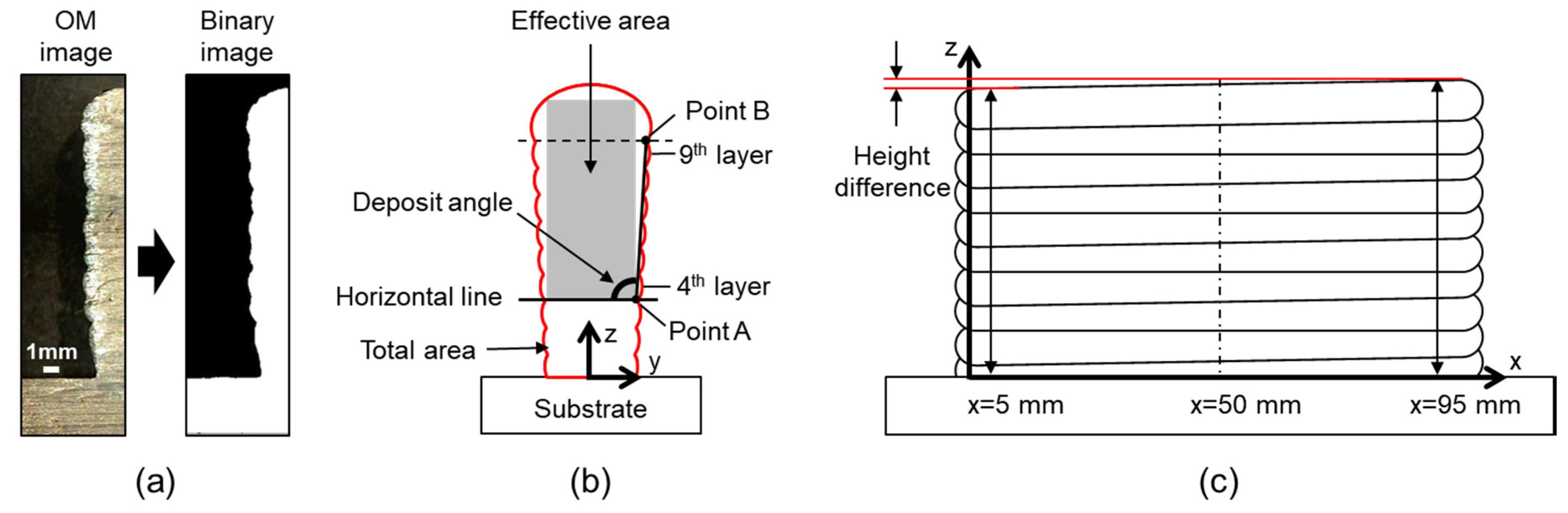
2.2. Characteristic Parameters for the Deposit Shape
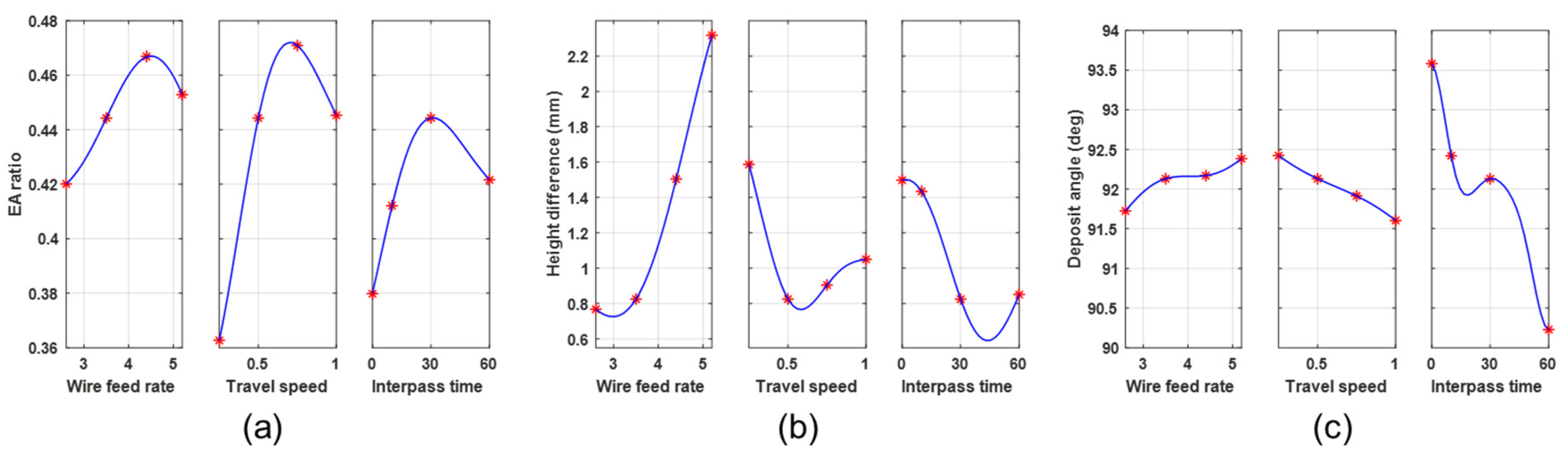
2.3. Effect Of Process Parameters on Deposit Shape
2.3.1. Comparison of Deposit Shape Depending on the Wire Feed Rate
2.3.2. Comparison of Deposit Shape Depending on Travel Speed
2.3.3. Comparison of Deposit Shape Depending on Interpass Time
3. Optimization Methodology
3.1. Gaussian Process Regression Modeling
3.2. GPR models for WAAM Process Parameters
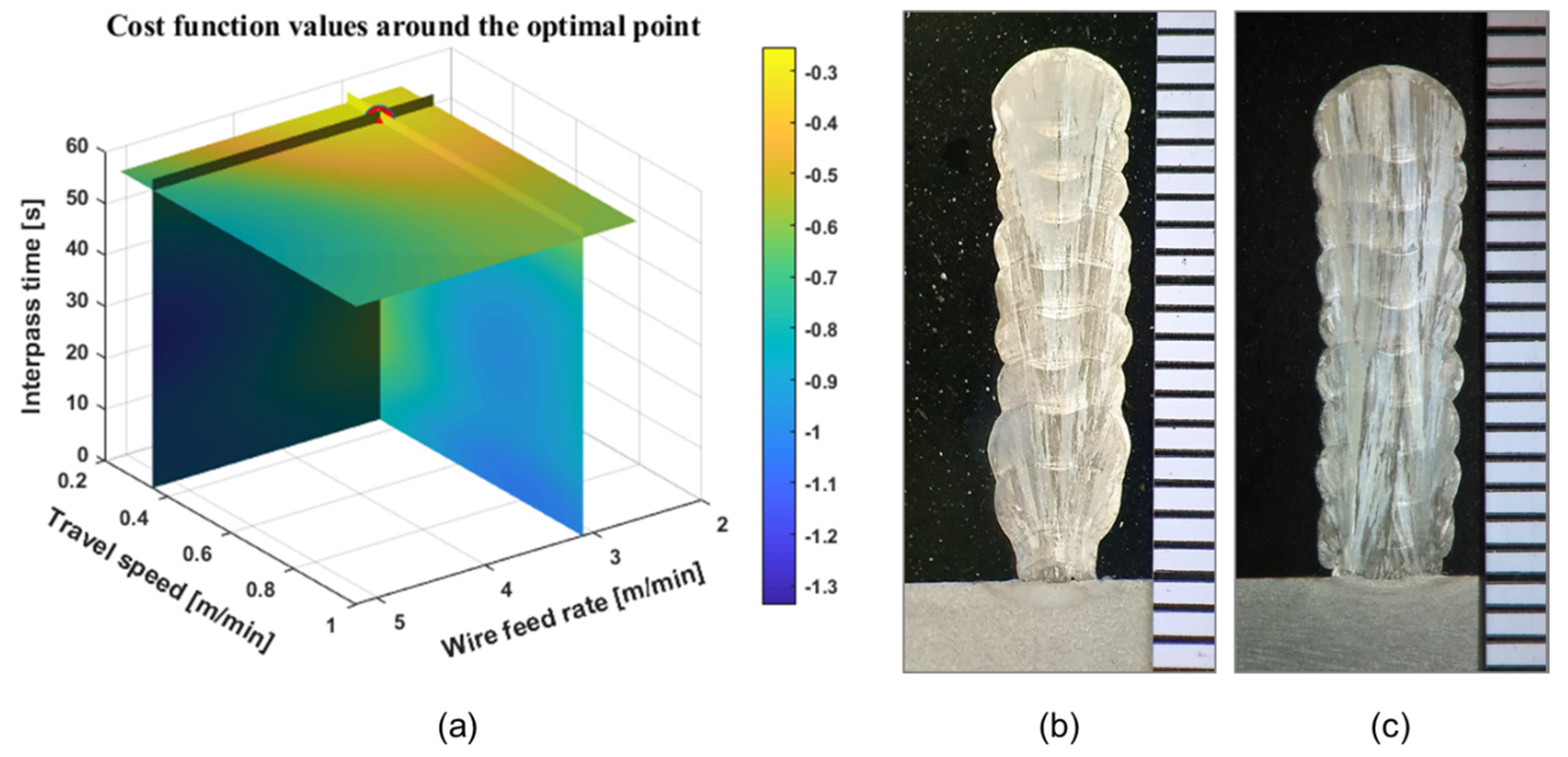
3.3. Optimization of the WAAM Parameters
3.4. Verification of Parameter Optimization
4. Conclusions
Funding
Conflicts of Interest
References
- Das, S.; Beama, J.J.; Wohlert, M.; Bourell, D.L. Direct laser freeform fabrication of high performance metal components. Rapid prototyp. J. 1998, 4, 112–117. [Google Scholar] [CrossRef]
- Gan, Z.; Yu, G.; He, X.; Li, S. Numerical simulation of thermal behavior and multicomponent mass transfer in direct laser deposition of Co-base alloy on steel. Int. J. Heat. Mass. Trans. 2017, 104, 28–38. [Google Scholar] [CrossRef]
- Gu, D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mat. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Lee, Y.; Kirka, M.M.; Dinwiddie, R.B.; Raghavan, N.; Turner, J.; Dehoff, R.R.; Babu, S.S. Role of scan strategies on thermal gradient and solidification rate in electron beam powder bed fusion. Addit. Manuf. 2018, 22, 516–527. [Google Scholar] [CrossRef]
- Yu, J.; Rombouts, M.; Maes, G. Cracking behavior and mechanical properties of austenitic stainless steel parts produced by laser metal deposition. Mat. Des. 2013, 45, 228–235. [Google Scholar] [CrossRef]
- Ziętala, M.; Durejko, T.; Polański, M.; Kunce, I.; Płociński, T.; Zieliński, W.; Łazińska, M.; Stępniowski, W.; Czujko, T.; Kurzydłowski, K.J. The microstructure, mechanical properties and corrosion resistance of 316 L stainless steel fabricated using laser engineered net shaping. Mat. Sci. Eng. A 2016, 677, 1–10. [Google Scholar] [CrossRef]
- Coykendall, J. 3D opportunity in aerospace and defense: Additive manufacturing takes flight. Available online: https://www2.deloitte.com/global/en/insights/focus/3d-opportunity/additive-manufacturing-3d-opportunity-in-aerospace.html# (accessed on 11 March 2020).
- Javadi, Y.; MacLeod, C.N.; Pierce, S.G.; Gachagan, A.; Lines, D.; Mineo, C.; Ding, J.; Williams, S.; Vasilev, M.; Mohseni, E. Ultrasonic phased array inspection of a Wire + Arc Additive Manufactured (WAAM) sample with intentionally embedded defects. Addit. Manuf. 2019, 29, 100806. [Google Scholar] [CrossRef]
- Xiong, J.; Zhang, G.; Zhang, W. Forming appearance analysis in multi-layer single-pass GMAW-based additive manufacturing. Int. J. Adv. Manuf. Tech. 2015, 80, 1767–1776. [Google Scholar] [CrossRef]
- Wang, H.; Jiang, W.; Ouyang, J.; Kovacevic, R. Rapid prototyping of 4043 Al-alloy parts by VP-GTAW. J. Mat. Proc. Tech. 2004, 148, 93–102. [Google Scholar] [CrossRef]
- Dinovitzer, M.; Chen, X.; Laliberte, J.; Huang, X.; Frei, H. Effect of wire and arc additive manufacturing (WAAM) process parameters on bead geometry and microstructure. Addit. Manuf. 2019, 26, 138–146. [Google Scholar] [CrossRef]
- Ou, W.; Wei, Y.; Liu, R.; Zhao, W.; Cai, J. Determination of the control points for circle and triangle route in wire arc additive manufacturing (WAAM). J. Manuf. Proc. 2020, 53, 84–98. [Google Scholar] [CrossRef]
- Yehorov, Y.; da Silva, L.J.; Scotti, A. Balancing WAAM production costs and wall surface quality through parameter selection: A case study of an Al-Mg5 alloy multilayer-non-oscillated single pass wall. J. Manuf. Mat. Proc. 2019, 3, 32. [Google Scholar] [CrossRef]
- Omata, K. Screening of new additives of active-carbon-supported heteropoly acid catalyst for Friedel–Crafts reaction by gaussian process regression. Ind. Eng. Chem. 2011, 50, 10948–10954. [Google Scholar] [CrossRef]
- Vasudevan, S.; Ramos, F.; Nettleton, E.; Durrant-Whyte, H. Gaussian process modeling of large-scale terrain. J. Field. Robot. 2009, 26, 812–840. [Google Scholar] [CrossRef]
- Schneider, M.; Ertel, W. Robot learning by demonstration with local Gaussian process regression. In Proceedings of the 2010 IEEE/RSJ International Conference on Intelligent Robots and Systems, Taipei, Taiwan, 18–22 October 2010; pp. 255–260. [Google Scholar] [CrossRef]
- Yang, K.; Keat Gan, S.; Sukkarieh, S. A Gaussian process-based RRT planner for the exploration of an unknown and cluttered environment with a UAV. Adv. Robot. 2013, 27, 431–443. [Google Scholar] [CrossRef]
- Frank, B.; Stachniss, C.; Abdo, N.; Burgard, W. Using Gaussian process regression for efficient motion planning in environments with deformable objects. In Proceedings of the Workshops at the Twenty-Fifth AAAI Conference on Artificial Intelligence, San Francisco, CA, USA, 11 August 2011. [Google Scholar] [CrossRef]
- Lee, D.Y.; Leifsson, L.; Kim, J.-Y.; Lee, S.H. Optimisation of hybrid tandem metal active gas welding using Gaussian process regression. Sci. Tech. Weld. Joi. 2020, 25, 208–217. [Google Scholar] [CrossRef]
- Verma, S.; Gupta, M.; Misra, J.P. Performance evaluation of friction stir welding using machine learning approaches. MethodsX 2018, 5, 1048–1058. [Google Scholar] [CrossRef]
- Dong, H.; Cong, M.; Liu, Y.; Zhang, Y.; Chen, H. Predicting characteristic performance for arc welding process. In Proceedings of the 2016 IEEE International Conference on Cyber Technology in Automation, Control, and Intelligent Systems (CYBER), Chengdu, China, 19 June 2016; pp. 7–12. [Google Scholar] [CrossRef]
- Sterling, T.; Chen, H. Robotic welding parameter optimization based on weld quality evaluation. In Proceedings of the 2016 IEEE International Conference on Cyber Technology in Automation, Control, and Intelligent Systems (CYBER), Chengdu, China, 19 June 2016; pp. 216–221. [Google Scholar] [CrossRef]
- Tapia, G.; Elwany, A.; Sang, H. Prediction of porosity in metal-based additive manufacturing using spatial Gaussian process models. Addit. Manuf. 2016, 12, 282–290. [Google Scholar] [CrossRef]
- Wang, L.; Xue, J.; Wang, Q. Correlation between arc mode, microstructure, and mechanical properties during wire arc additive manufacturing of 316L stainless steel. Mat. Sci. Eng. A 2019, 751, 183–190. [Google Scholar] [CrossRef]
- Wu, W.; Xue, J.; Zhang, Z.; Yao, P. Comparative study of 316L depositions by two welding current processes. Mat. Manuf. Proc. 2019, 34, 1502–1508. [Google Scholar] [CrossRef]
- Haselhuhn, A.S.; Wijnen, B.; Anzalone, G.C.; Sanders, P.G.; Pearce, J.M. In situ formation of substrate release mechanisms for gas metal arc weld metal 3-D printing. J. Mat. Proc. Tech. 2015, 226, 50–59. [Google Scholar] [CrossRef]
- Williams, C.K.; Rasmussen, C.E. Gaussian Processes for Machine Learning; MIT press: Cambridge, MA, USA, 2006. [Google Scholar]
- Simpson, T.W.; Mauery, T.M.; Korte, J.J.; Mistree, F. Kriging models for global approximation in simulation-based multidisciplinary design optimization. AIAA J. 2001, 39, 2233–2241. [Google Scholar] [CrossRef]
- Neal, R.M. Bayesian Learning for Neural Networks; Springer Science & Business Media: New York, NY, USA, 2012. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Element (wt. %) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cu | Ni | Cr | Mo | V | |
| Wire (STS316L) | 0.01 | 0.59 | 1.53 | 0.027 | 0.001 | 0.17 | 11.55 | 18.56 | 2.53 | |
| Substrate (AH36) | 0.15 | 0.24 | 1.19 | 0.012 | 0.003 | 0.022 | 0.011 | 0.02 | 0.001 | 0.001 |
| Number of Layers | Wire Feed Rate (m/min) | Travel Speed (m/min) | Interpass Time (s) |
|---|---|---|---|
| 10 | 2.6, 3.5, 4.4, 5.2 | 0.25, 0.50, 0.75, 1.00 | 0, 10, 30, 60 |
| EA Ratio | Height Difference [mm] | Deposit Angle [°] | |
| GPR | 0.3905 | 1.0197 | 90.3948 |
| Experimental mean value (STD) | 0.4069 (0.008) | 1.0640 (0.09) | 90.3023 (0.57) |
© 2020 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, S.H. Optimization of Cold Metal Transfer-Based Wire Arc Additive Manufacturing Processes Using Gaussian Process Regression. Metals 2020, 10, 461. https://doi.org/10.3390/met10040461
Lee SH. Optimization of Cold Metal Transfer-Based Wire Arc Additive Manufacturing Processes Using Gaussian Process Regression. Metals. 2020; 10(4):461. https://doi.org/10.3390/met10040461
Chicago/Turabian StyleLee, Seung Hwan. 2020. "Optimization of Cold Metal Transfer-Based Wire Arc Additive Manufacturing Processes Using Gaussian Process Regression" Metals 10, no. 4: 461. https://doi.org/10.3390/met10040461
APA StyleLee, S. H. (2020). Optimization of Cold Metal Transfer-Based Wire Arc Additive Manufacturing Processes Using Gaussian Process Regression. Metals, 10(4), 461. https://doi.org/10.3390/met10040461