
Sensitivity Analysis of Simulation Parameters to Evaluate the Coarse-Grain DEM for Liner Wear Prediction
Abstract

1. Introduction
2. Mathematical Model and Numerical Method
2.1. Model of Particles
2.2. Wear Model
2.3. Solution and Simulation Conditions
3. Results and Discussion
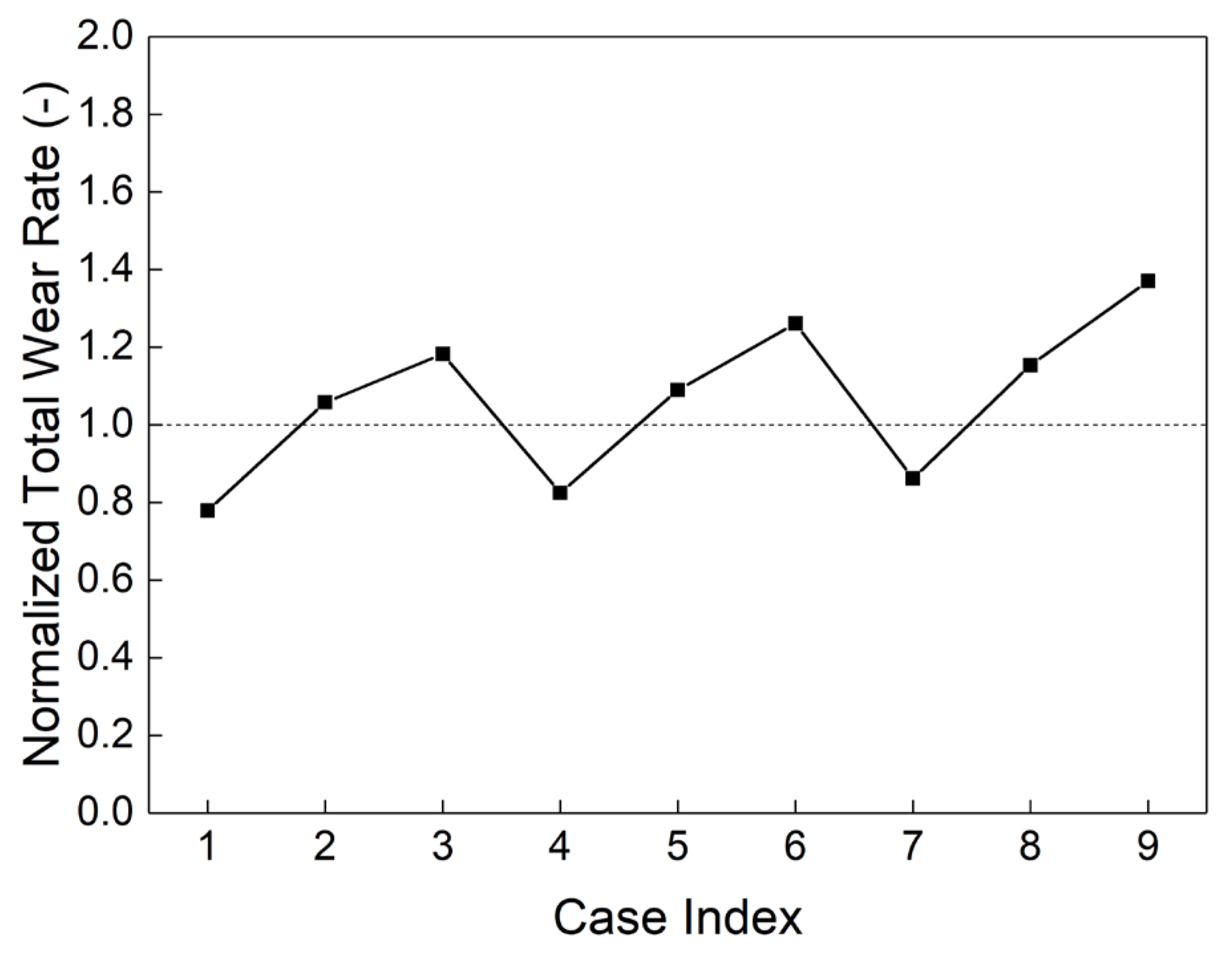
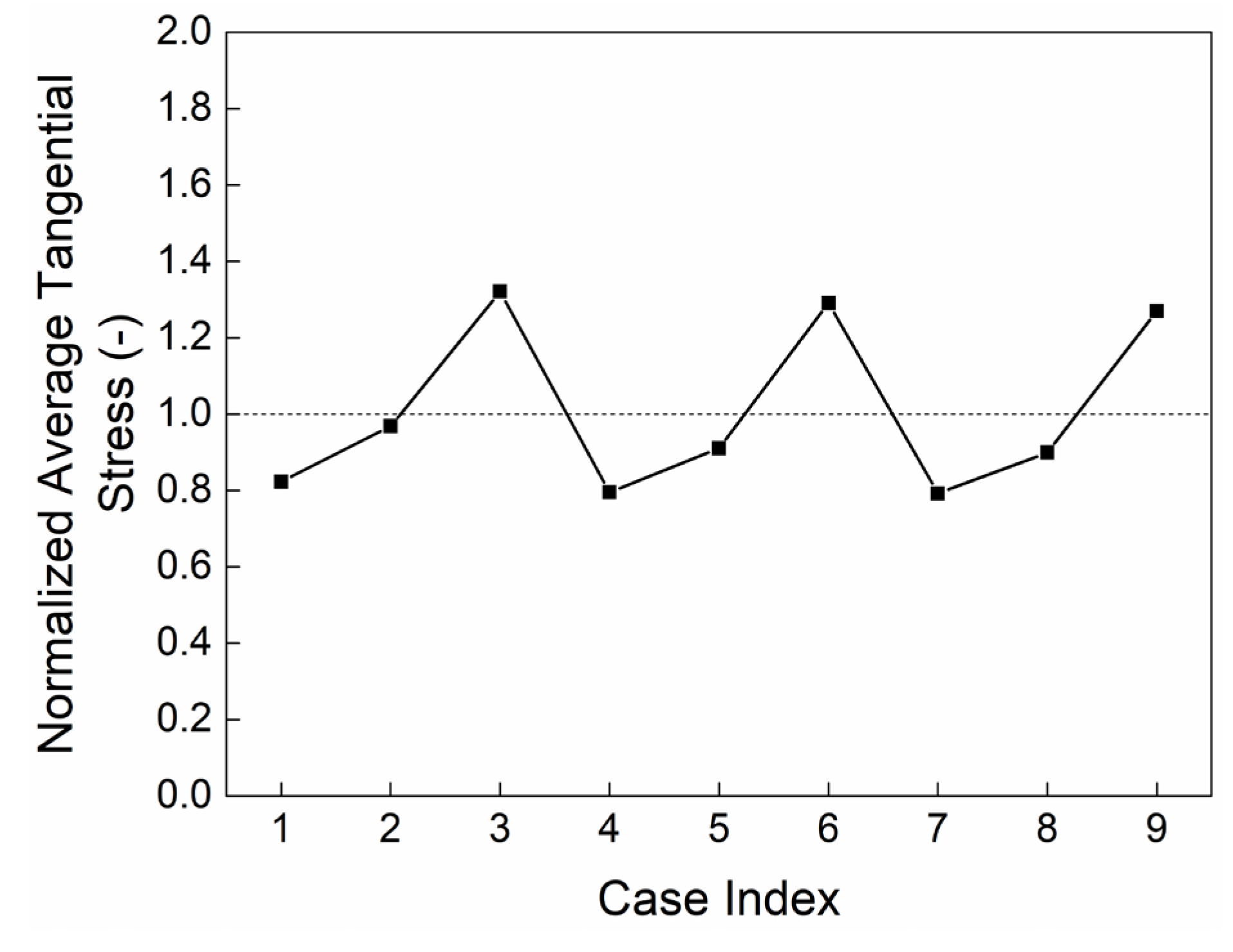
3.1. Effect of Contact Parameters on Total Wear Rate and the Reasons for the Deviations
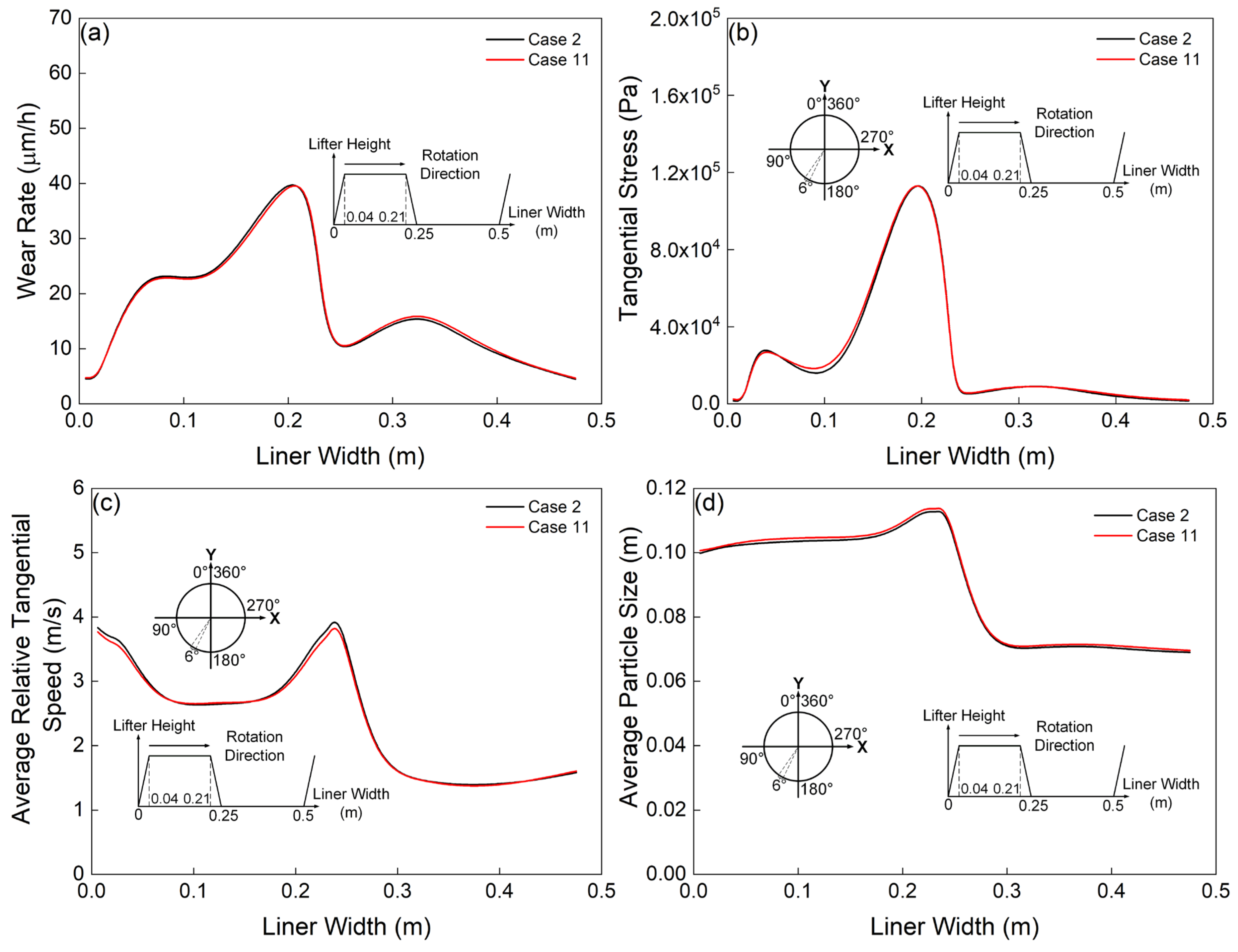
3.2. Effect of the Contact Parameters on Wear Rate Profiles and the Reasons for the Deviations
3.3. Effect of the Time Step on Wear Predicted by the Coarse-Grain Model
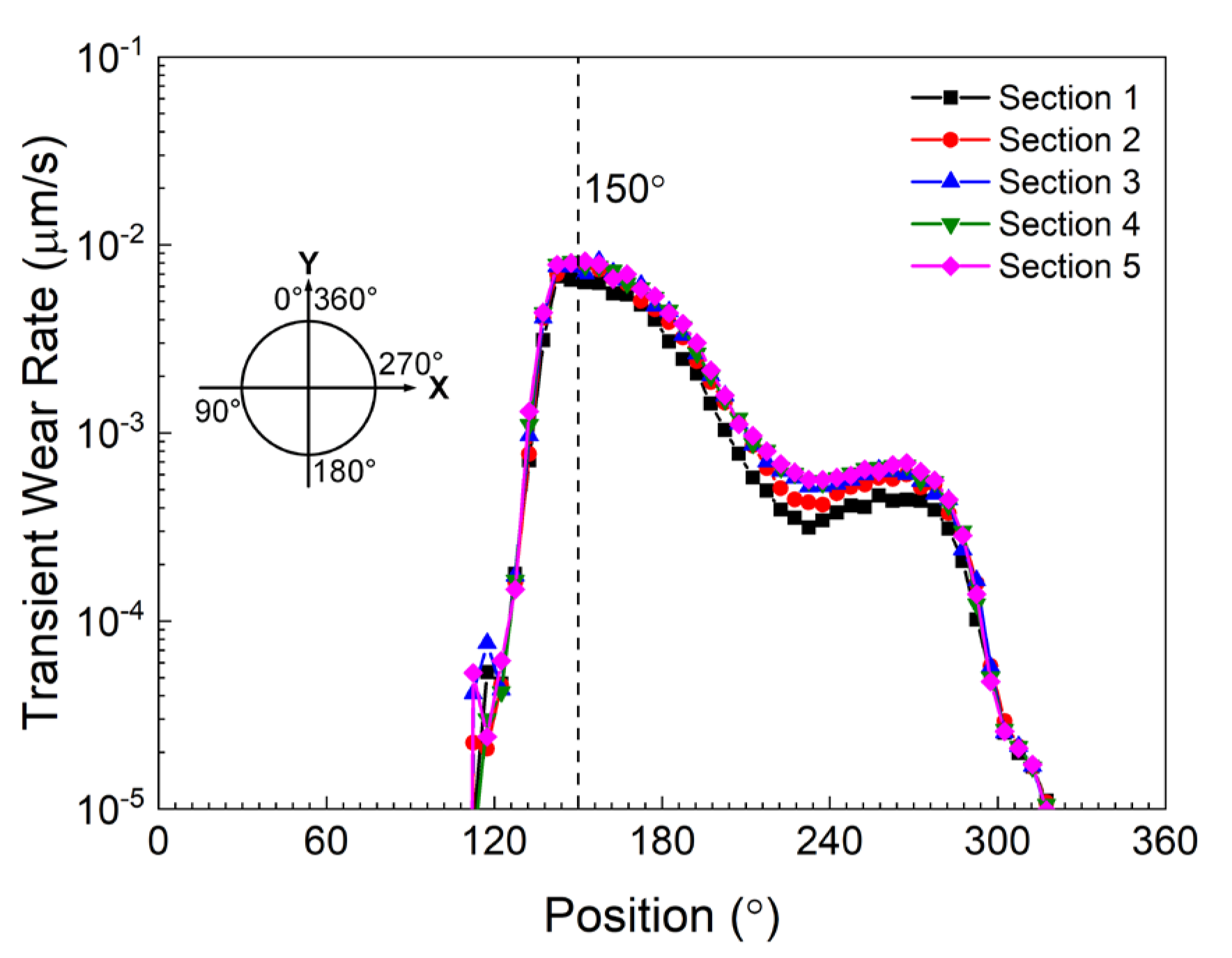
3.4. The Validity of the Approach for Predicting the Wear Distribution in the Axial Direction
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| DEM | Discrete element method |
| SIEM | Shear Impact Energy Model |
| MLCG | multi-level coarse-grain |
| SAG | semi-autogenous grinding |
References
- Cleary, P.W.; Morrison, R.D. Comminution mechanisms, particle shape evolution and collision energy partitioning in tumbling mills. Miner. Eng. 2016, 86, 75–95. [Google Scholar] [CrossRef]
- Cleary, P.W. Ball motion, axial segregation and power consumption in a full scale two chamber cement mill. Miner. Eng. 2009, 22, 809–820. [Google Scholar] [CrossRef]
- Gates, J.D.; Dargusch, M.S.; Walsh, J.J.; Field, S.L.; Hermand, M.J.-P.; Delaup, B.G.; Saad, J.R. Effect of abrasive mineral on alloy performance in the ball mill abrasion test. Wear 2008, 265, 865–870. [Google Scholar] [CrossRef]
- Cleary, P.W. Predicting charge motion, power draw, segregation and wear in ball mills using discrete element methods. Miner. Eng. 1998, 11, 1061–1080. [Google Scholar] [CrossRef]
- Weerasekara, N.S.; Powell, M.S.; Cleary, P.W.; Tavares, L.M.; Evertsson, M.; Morrison, R.D.; Quist, J.; Carvalho, R.M. The contribution of DEM to the science of comminution. Powder Technol. 2013, 248, 3–24. [Google Scholar] [CrossRef]
- Kuwagi, K.; Takeda, H.; Horio, M. Similar Particle Assembly (SPA) Model. An Approach to Large-Scale Discrete Element (DEM) Simulation. In Proceedings of the Fluidization XI, Ischia, Italy, 9–14 May 2004; pp. 243–250. [Google Scholar]
- Xu, L.; Luo, K.; Zhao, Y. Numerical prediction of wear in SAG mills based on DEM simulations. Powder Technol. 2018, 329, 353–363. [Google Scholar] [CrossRef]
- Mishra, B.K.; Rajamani, R.K. The discrete element method for the simulation of ball mills. Appl. Math. Model. 1992, 16, 598–604. [Google Scholar] [CrossRef]
- Cleary, P.W. Charge behaviour and power consumption in ball mills: Sensitivity to mill operating conditions, liner geometry and charge composition. Int. J. Miner. Process. 2001, 63, 79–114. [Google Scholar] [CrossRef]
- Cleary, P.W. Axial transport in dry ball mills. Appl. Math. Model. 2006, 30, 1343–1355. [Google Scholar] [CrossRef]
- Cleary, P.W.; Hoyer, D. Centrifugal mill charge motion and power draw: Comparison of DEM predictions with experiment. Int. J. Miner. Process. 2000, 59, 131–148. [Google Scholar] [CrossRef]
- Cleary, P.W.; Morrisson, R.; Morrell, S. Comparison of DEM and experiment for a scale model SAG mill. Int. J. Miner. Process. 2003, 68, 129–165. [Google Scholar] [CrossRef]
- Cleary, P.W.; Owen, P. Development of models relating charge shape and power draw to SAG mill operating parameters and their use in devising mill operating strategies to account for liner wear. Miner. Eng. 2018, 117, 42–62. [Google Scholar] [CrossRef]
- Cleary, P.W.; Owen, P. Effect of particle shape on structure of the charge and nature of energy utilisation in a SAG mill. Miner. Eng. 2019, 132, 48–68. [Google Scholar] [CrossRef]
- Jayasundara, C.T.; Yang, R.Y.; Yu, A.B.; Curry, D. Discrete particle simulation of particle flow in IsaMill—Effect of grinding medium properties. Chem. Eng. J. 2008, 135, 103–112. [Google Scholar] [CrossRef]
- Kalala, J.T.; Bwalya, M.; Moys, M.H. Discrete element method (DEM) modelling of evolving mill liner profiles due to wear. Part II. Industrial case study. Miner. Eng. 2005, 18, 1392–1397. [Google Scholar] [CrossRef]
- Mishra, B.K. A review of computer simulation of tumbling mills by the discrete element method: Part I—Contact mechanics. Int. J. Miner. Process. 2003, 71, 73–93. [Google Scholar] [CrossRef]
- Mishra, B.K.; Murty, C.V.R. On the determination of contact parameters for realistic DEM simulations of ball mills. Powder Technol. 2001, 115, 290–297. [Google Scholar] [CrossRef]
- Weerasekara, N.S.; Liu, L.X.; Powell, M.S. Estimating energy in grinding using DEM modelling. Miner. Eng. 2016, 85, 23–33. [Google Scholar] [CrossRef]
- Cleary, P.W.; Morrison, R.D.; Delaney, G.W. Incremental damage and particle size reduction in a pilot SAG mill: DEM breakage method extension and validation. Miner. Eng. 2018, 128, 56–68. [Google Scholar] [CrossRef]
- Krok, A.; Peciar, P.; Coffey, K.; Bryan, K.; Lenihan, S. A combination of density-based clustering method and DEM to numerically investigate the breakage of bonded pharmaceutical granules in the ball milling process. Particuology 2021, 58, 153–168. [Google Scholar] [CrossRef]
- Kuang, D.M.; Long, Z.L.; Ogwu, I.; Chen, Z. A discrete element method (DEM)-based approach to simulating particle breakage. Acta Geotech. 2022, 17, 2751–2764. [Google Scholar] [CrossRef]
- Xu, M.; Jin, D.; Zhou, W. An experimental study on the time-dependent behavior of crushable granular materials using 3D-printed particles. Acta Geotech. 2022, 17, 93–104. [Google Scholar] [CrossRef]
- Fang, C.; Gong, J.; Jia, M.; Nie, Z.; Li, B.; Mohammed, A.; Zhao, L. DEM simulation of the shear behaviour of breakable granular materials with various angularities. Adv. Powder Technol. 2021, 32, 4058–4069. [Google Scholar] [CrossRef]
- Akhondizadeh, M.; Fooladi Mahani, M.; Rezaeizadeh, M.; Mansouri, S. Prediction of tumbling mill liner wear: Abrasion and impact effects. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2016, 230, 1310–1320. [Google Scholar] [CrossRef]
- Xu, L.; Luo, K.; Zhao, Y.; Fan, J.; Cen, K. Influence of particle shape on liner wear in tumbling mills: A DEM study. Powder Technol. 2019, 350, 26–35. [Google Scholar] [CrossRef]
- Yin, Z.; Peng, Y.; Li, T.; Zhu, Z.; Yu, Z.; Wu, G. Effect of the operating parameter and grinding media on the wear properties of lifter in ball mills. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2020, 234, 1061–1074. [Google Scholar] [CrossRef]
- Katterfeld, A.; Wensrich, C. Understanding granular media: From fundamentals and simulations to industrial application. Granul. Matter 2017, 19, 83. [Google Scholar] [CrossRef]
- Sakai, M. How Should the Discrete Element Method Be Applied in Industrial Systems: A Review. KONA Powder Part. J. 2016, 33, 169–178. [Google Scholar] [CrossRef]
- Gidaspow, D. Multiphase Flow and Fluidization: Continuum and Kinetic Theory Descriptions; Academic Press: Cambridge, MA, USA, 1994. [Google Scholar]
- Guo, Y.; Buettner, K.; Lane, V.; Wassgren, C.; Ketterhagen, W.; Hancock, B.; Curtis, J. Computational and Experimental Studies of Flexible Fiber Flows in a Normal-Stress-Fixed Shear Cell. AIChE J. 2019, 65, 64–74. [Google Scholar] [CrossRef]
- Ottino, J.M.; Lueptow, R.M. On Mixing and Demixing. Science 2008, 319, 912–913. [Google Scholar] [CrossRef]
- Sakai, M.; Koshizuka, S. Large-scale discrete element modeling in pneumatic conveying. Chem. Eng. Sci. 2009, 64, 533–539. [Google Scholar] [CrossRef]
- Sakai, M.; Abe, M.; Shigeto, Y.; Mizutani, S.; Takahashi, H.; Viré, A.; Percival, J.R.; Xiang, J.; Pain, C.C. Verification and validation of a coarse grain model of the DEM in a bubbling fluidized bed. Chem. Eng. J. 2014, 244, 33–43. [Google Scholar] [CrossRef]
- Sakai, M.; Takahashi, H.; Pain, C.C.; Latham, J.-P.; Xiang, J. Study on a large-scale discrete element model for fine particles in a fluidized bed. Adv. Powder Technol. 2012, 23, 673–681. [Google Scholar] [CrossRef]
- Sakai, M.; Yamada, Y.; Shigeto, Y.; Shibata, K.; Kawasaki, V.M.; Koshizuka, S. Large-scale discrete element modeling in a fluidized bed. Int. J. Numer. Methods Fluids 2010, 64, 1319–1335. [Google Scholar] [CrossRef]
- Jia, Y.; Zhang, Y.; Xu, J.; Duan, C.; Zhao, Y.; Ge, W. Coarse-grained CFD-DEM simulation to determine the multiscale characteristics of the air dense medium fluidized bed. Powder Technol. 2021, 389, 270–277. [Google Scholar] [CrossRef]
- Zhou, L.; Zhao, Y. CFD-DEM simulation of fluidized bed with an immersed tube using a coarse-grain model. Chem. Eng. Sci. 2021, 231, 116290. [Google Scholar] [CrossRef]
- Takabatake, K.; Mori, Y.; Khinast, J.G.; Sakai, M. Numerical investigation of a coarse-grain discrete element method in solid mixing in a spouted bed. Chem. Eng. J. 2018, 346, 416–426. [Google Scholar] [CrossRef]
- Chu, K.; Chen, J.; Yu, A. Applicability of a coarse-grained CFD–DEM model on dense medium cyclone. Miner. Eng. 2016, 90, 43–54. [Google Scholar] [CrossRef]
- Napolitano, E.S.; Renzo, A.D.; Maio, F.P.D. Coarse-grain DEM-CFD modelling of dense particle flow in Gas–Solid cyclone. Sep. Purif. Technol. 2022, 287, 120591. [Google Scholar] [CrossRef]
- Thakur, S.C.; Ooi, J.Y.; Ahmadian, H. Scaling of discrete element model parameters for cohesionless and cohesive solid. Powder Technol. 2016, 293, 130–137. [Google Scholar] [CrossRef]
- Kazidenov, D.; Khamitov, F.; Amanbek, Y. Coarse-graining of CFD-DEM for simulation of sand production in the modified cohesive contact model. Gas Sci. Eng. 2023, 113, 204976. [Google Scholar] [CrossRef]
- Chan, E.L.; Washino, K. Coarse grain model for DEM simulation of dense and dynamic particle flow with liquid bridge forces. Chem. Eng. Res. Des. 2018, 132, 1060–1069. [Google Scholar] [CrossRef]
- Cai, R.; Zhao, Y. An experimentally validated coarse-grain DEM study of monodisperse granular mixing. Powder Technol. 2020, 361, 99–111. [Google Scholar] [CrossRef]
- Queteschiner, D.; Lichtenegger, T.; Pirker, S.; Schneiderbauer, S. Multi-level coarse-grain model of the DEM. Powder Technol. 2018, 338, 614–624. [Google Scholar] [CrossRef]
- Rong, W.; Feng, Y.; Schwarz, P.; Yurata, T.; Witt, P.; Li, B.; Song, T.; Zhou, J. Sensitivity analysis of particle contact parameters for DEM simulation in a rotating drum using response surface methodology. Powder Technol. 2020, 362, 604–614. [Google Scholar] [CrossRef]
- Ge, W.; Wang, L.; Xu, J.; Chen, F.; Zhou, G.; Lu, L.; Chang, Q.; Li, J. Discrete simulation of granular and particle-fluid flows: From fundamental study to engineering application. Rev. Chem. Eng. 2017, 33, 551–623. [Google Scholar] [CrossRef]
- Zhao, Y.; Xu, L.; Zheng, J. CFD-DEM simulation of tube erosion in a fluidized bed. AIChE J. 2017, 63, 418–437. [Google Scholar] [CrossRef]
- Cundall, P.A.; Strack, O.D.L. A discrete numerical model for granular assemblies. Géotechnique 1979, 29, 47–65. [Google Scholar] [CrossRef]
- Finnie, I. Erosion of metals by solid particles. J. Mater. 1967, 2, 682. [Google Scholar]
- Banisi, S.; Hadizadeh, M. 3-D liner wear profile measurement and analysis in industrial SAG mills. Miner. Eng. 2007, 20, 132–139. [Google Scholar] [CrossRef]
- Ting, J.M.; Corkum, B.T. Computational laboratory for discrete element geomechanics. J. Comput. Civ. Eng. 1992, 6, 129–146. [Google Scholar] [CrossRef]
- Lin, J.; Luo, K.; Wang, S.; Hu, C.; Fan, J. An augmented coarse-grained CFD-DEM approach for simulation of fluidized beds. Adv. Powder Technol. 2020, 31, 4420–4427. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Case Index | Restitution Coefficient Between Ore Particles ep-p (−), Ore Particles and Steel ep-s (−), Ball Particles and Wall es-s (−) | Friction Coefficient fs (−) | Time Step (s) |
|---|---|---|---|
| 1 | 0.05, 0.083, 0.133 | 0.05 | 2 × 10−5 |
| 2 | 0.05, 0.083, 0.133 | 0.1 | 2 × 10−5 |
| 3 | 0.05, 0.083, 0.133 | 0.3 | 2 × 10−5 |
| 4 | 0.15, 0.25, 0.4 | 0.05 | 2 × 10−5 |
| 5 | 0.15, 0.25, 0.4 | 0.1 | 2 × 10−5 |
| 6 | 0.15, 0.25, 0.4 | 0.3 | 2 × 10−5 |
| 7 | 0.3, 0.5, 0.8 | 0.05 | 2 × 10−5 |
| 8 | 0.3, 0.5, 0.8 | 0.1 | 2 × 10−5 |
| 9 | 0.3, 0.5, 0.8 | 0.3 | 2 × 10−5 |
| 10 | 0.05, 0.083, 0.133 | 0.005 | 2 × 10−5 |
| 11 | 0.05, 0.083, 0.133 | 0.1 | 1 × 10−4 |
| 12 | 0.15, 0.25, 0.4 | 0.1 | 1 × 10−4 |
| 13 | 0.3, 0.5, 0.8 | 0.1 | 1 × 10−4 |
| 14 (full size) | 0.05, 0.083, 0.133 | 0.1 | 1 × 10−4 |
| Ore Particle Size (cm) | Volume Fraction of the Ore Particles (%) |
|---|---|
| (1.5–2.5) × 3.0 | 25 |
| (2.5–3.5) × 3.0 | 18 |
| (3.5–4.5) × 3.0 | 15 |
| (4.5–7.5) × 3.0 | 15 |
| (7.5–12.5) × 3.0 | 15 |
| (12.5–17.5) × 3.0 | 12 |
| Parameters | Value |
|---|---|
| Parameters of the liners | |
| Vickers hardness | HV370 |
| Height of the lifters (mm) | 152 |
| Angle of the lifter face (°) | 14 |
| No. of the lifters | 60 |
| Parameters of the particle | |
| Shape | sphere |
| Density (kg/m3) | 4500 (Ore), 7800 (Ball) |
| Vickers hardness | HV160 (Ore), HV370 (Ball) |
| Normal spring stiffness kn (N/m) | 2.8 × 106 |
| Tangential spring stiffness kt (N/m) | 8 × 105 |
| Parameters of the mill | |
| Rotation speed (rpm) | 10.5 |
| Mill filling by volume (%) | 35 |
| Ball filling by volume (%) (only SSD cases) | 15 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, X.; Shen, Y.; Yu, H.; Zhu, Z.; Du, X. Sensitivity Analysis of Simulation Parameters to Evaluate the Coarse-Grain DEM for Liner Wear Prediction. Minerals 2025, 15, 305. https://doi.org/10.3390/min15030305
Zheng X, Shen Y, Yu H, Zhu Z, Du X. Sensitivity Analysis of Simulation Parameters to Evaluate the Coarse-Grain DEM for Liner Wear Prediction. Minerals. 2025; 15(3):305. https://doi.org/10.3390/min15030305
Chicago/Turabian StyleZheng, Xiaoteng, Yujie Shen, Huanwei Yu, Zheming Zhu, and Xiyong Du. 2025. "Sensitivity Analysis of Simulation Parameters to Evaluate the Coarse-Grain DEM for Liner Wear Prediction" Minerals 15, no. 3: 305. https://doi.org/10.3390/min15030305
APA StyleZheng, X., Shen, Y., Yu, H., Zhu, Z., & Du, X. (2025). Sensitivity Analysis of Simulation Parameters to Evaluate the Coarse-Grain DEM for Liner Wear Prediction. Minerals, 15(3), 305. https://doi.org/10.3390/min15030305