Tool Orientation Optimization for Disk Milling Process Based on Torque Balance Method


Abstract
:1. Introduction
2. Torque Balance Method
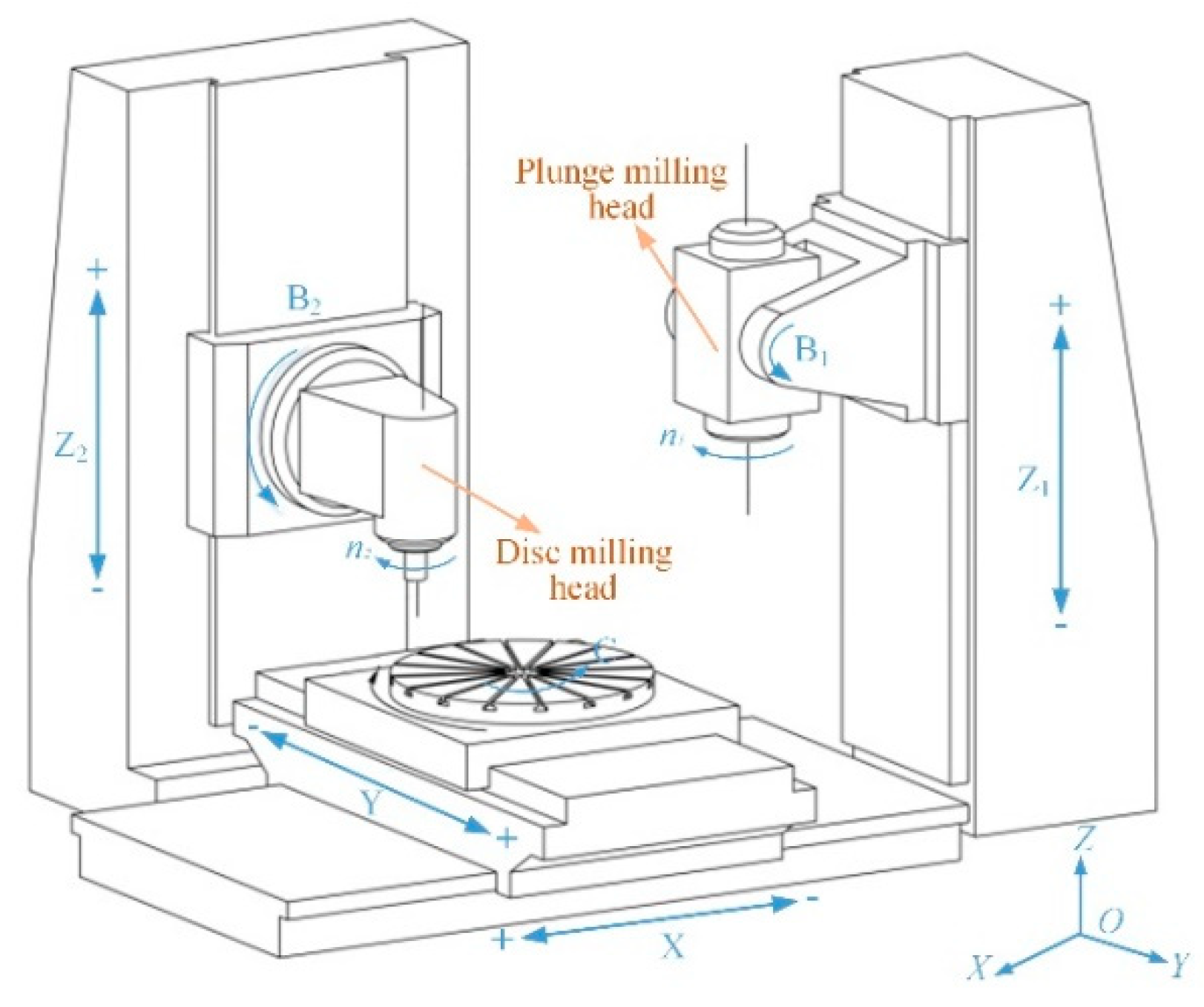
2.1. Introduction of High-Efficiency and Powerful Compound Milling Process
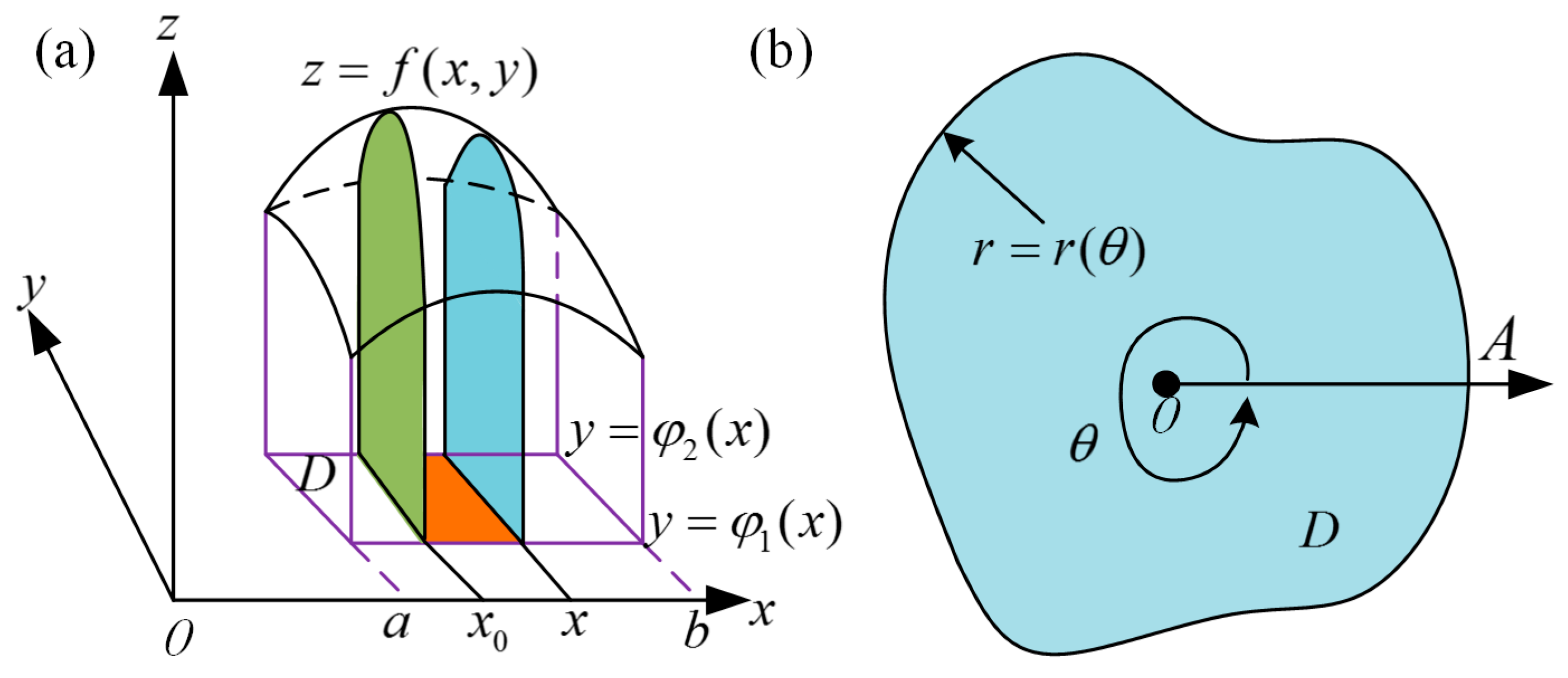
2.2. Torque Balance Algrithm Derivation Based on Minimum Residual Amount
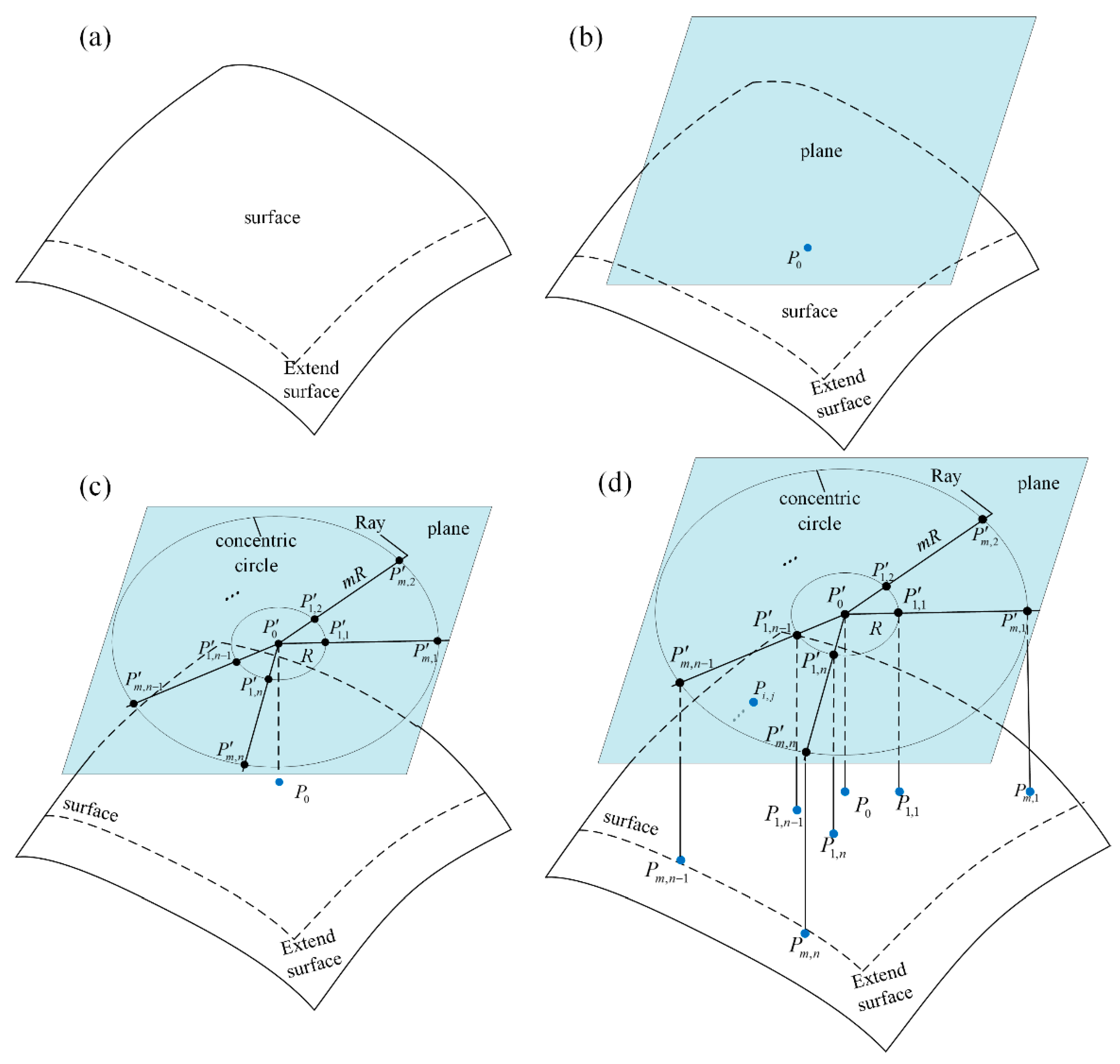
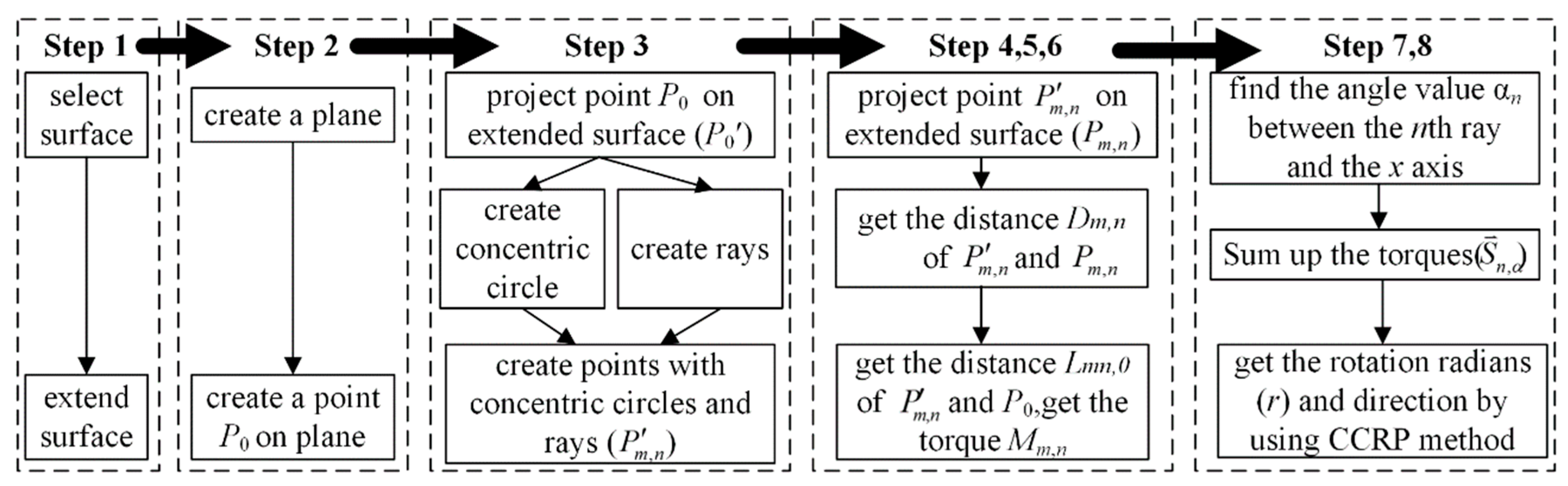
2.3. Concentric Circle Ray Point (CCRP) Method
- Step 1:
- Extend the free surface. The method to extend the surface is shown in Figure 5a.
- Step 2:
- Create a plane that does not intersect the existing free surface. As shown in Figure 5b, find a point on the free surface closest to the plane and defined as P0.
- Step 3:
- Project the point P0 on to the plane, defined as P0′. As shown on the plane in Figure 5c, R, 2R, …, mR are the radii of the concentric circles centered on the P0′, and n rays are created with P0′ as the start point and 2π/n radian adjacent to the two rays. After that, m concentric circles generate m × n intersection points with n rays, defined as .
- Step 4:
- Project the points on the extended free surface, which are defined as . The projection method is shown in Figure 5d.
- Step 5:
- Get the distance of and , then multiply the stiffness factor k before , and change the distance variable into the mechanical variable .
- Step 6:
- Get the distance of and , then multiply the mechanical variable and the distance variable , calculate the torque value of Mm,n.
- Step 7:
- Find the angle value αn between the nth ray and the x axis, then get the torque value of each point which was generated by the concentric circles and rays, defined as .
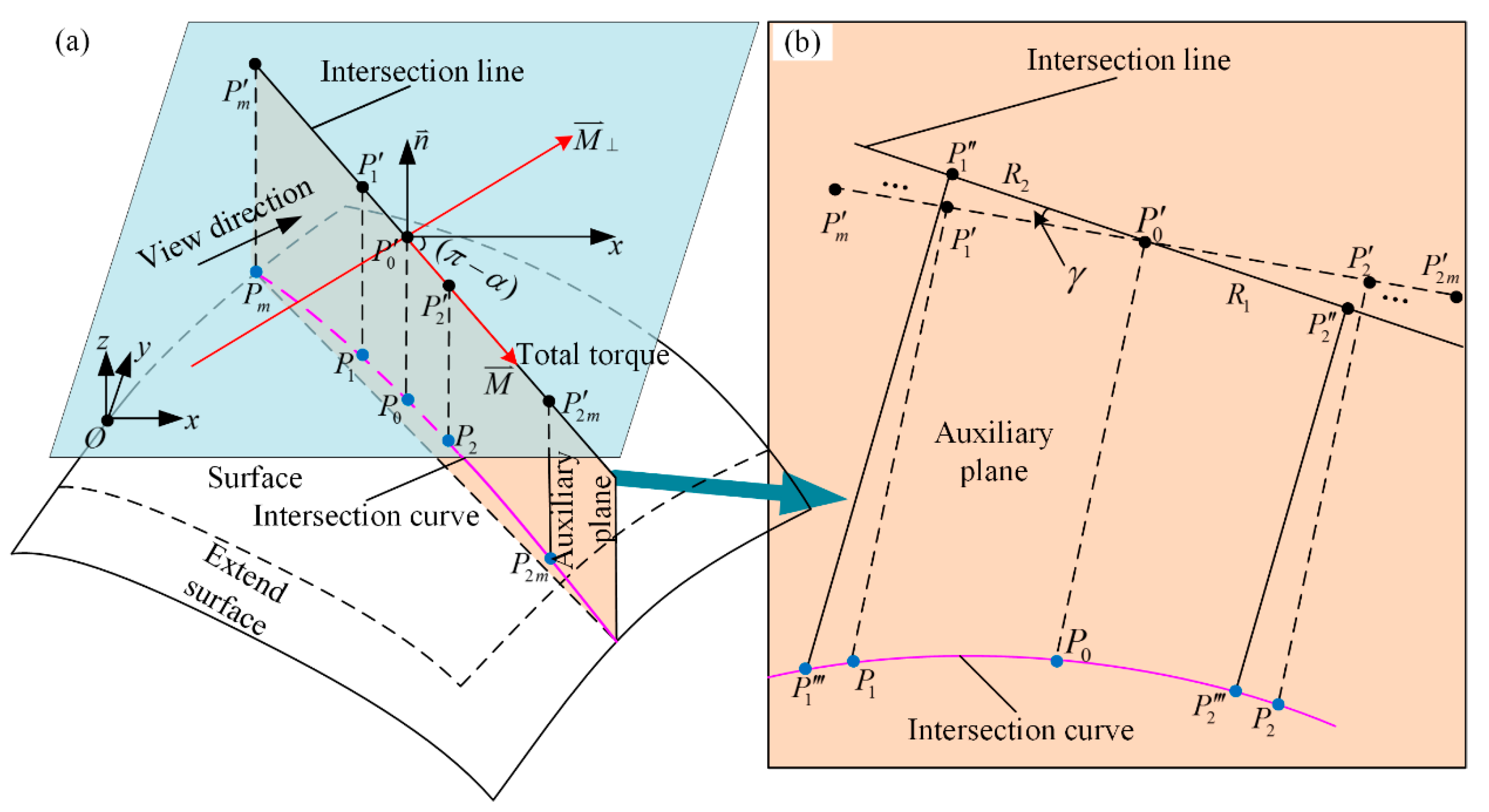
2.4. The Calculation of the Optimal Tool Orientation of the Blisk Milling Cutter Based on the Torque Balance Method
3. Simulation and Calculation
3.1. Secondary Development for Torque Balance Method on UG NX
- (1)
- Creating menu tools and dialogue box. The files “torquebalancemethod.men” and “torquebalancemethod.dlg” were created by using the models of MenuScript and UIStyler supported by UG NX software. After that, saving the two files into a specific folder.
- (2)
- Loading the generated C++ file. The app and CPP (C++ language prepared by the source code file suffix) files corresponding to the UG NX version number are created by using Visual Studio 2008 and named “torqueblancemethod.app” and “torqueblancemethod.cpp”.
- (3)
- Writing the torque balance method code based on the toque balance algorithm and the CCRP method. The file named “torquebalancealgorithm.dll” is created after compiling the program, and then putting the dll in the startup folder in a special position.
3.2. Simulation and Measurement Results
3.3. Calculation of Tool Orientation of the Disk Milling Cutter
4. Algorithm Verification and Experimental Verification
4.1. Comparison Algorithm and Model
4.2. Algorithm Contrast
4.2.1. Calculation Accuracy
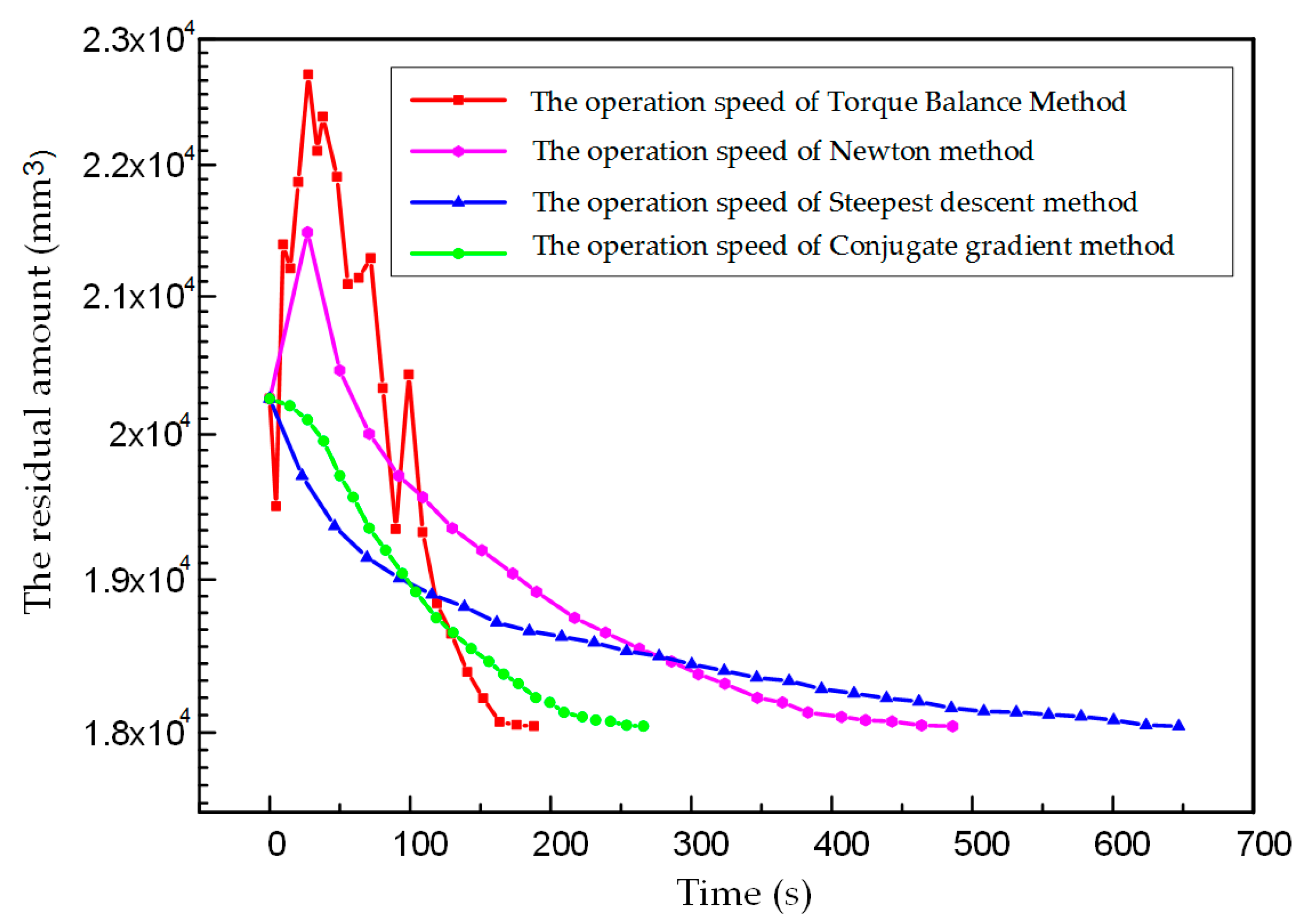
4.2.2. Operation Speed
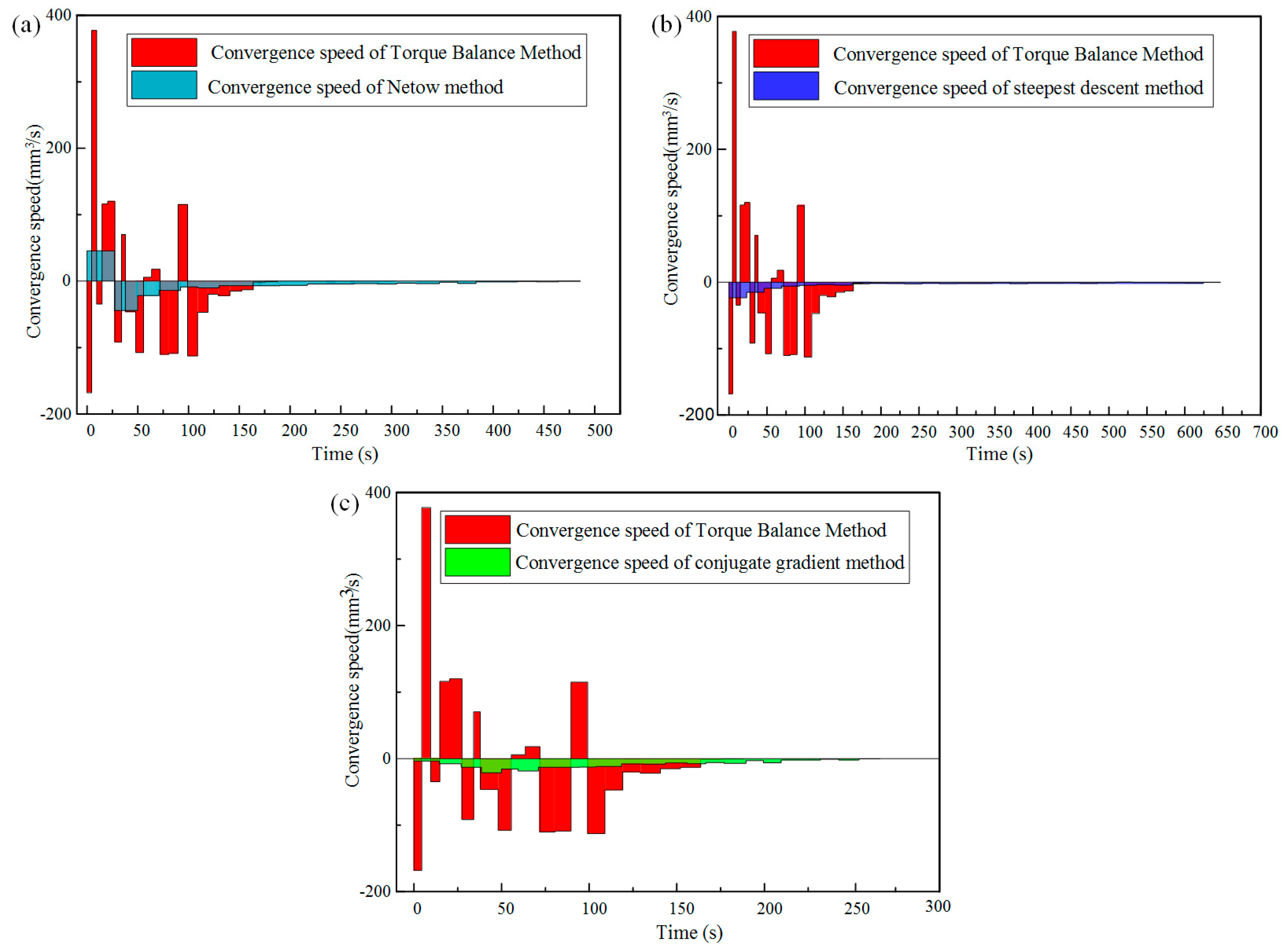
4.2.3. Convergence Speed
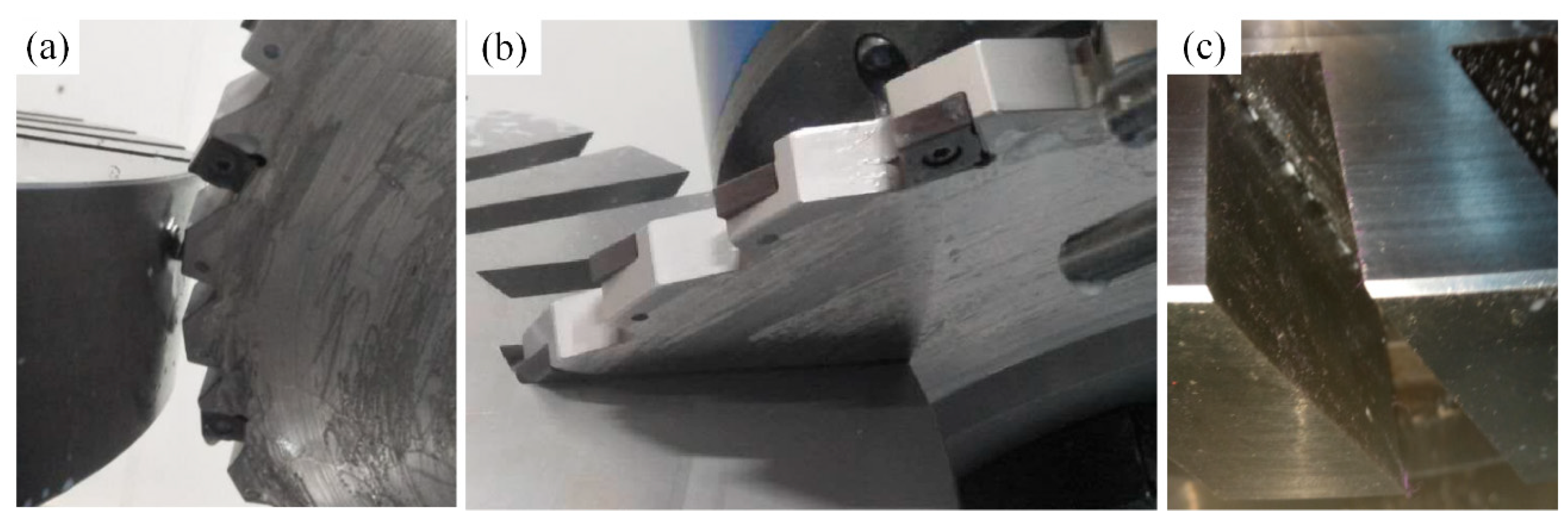
4.3. Experimental Verification
5. Conclusions
- (1)
- By analyzing the main principle of disc milling and the position of the cutting edge of the disc milling cutter, the maximum cutting amount is converted to the minimum residual amount. Through the calculus formula, the torque balance algorithm is deduced.
- (2)
- Because of the asymmetry of random points in the torque balance algorithm, the generation of random points is controlled by the CCRP method (concentric circle ray point method). On the basis of the CCRP method, the suitable formula for the torque balance algorithm is deduced. At the same time, a torque balance method including the torque balance algorithm and CCRP method is formed.
- (3)
- After comparison with the other three algorithms (steepest descent method, Newton method, and conjugate gradient method) the operation speed and the convergence of the torque balance method are better than the others. In particular, the operation speed of torque balance method was reduced by 0.35 times, 1.5 times, and 2.25 times compared to the other three methods.
Author Contributions
Funding
Conflicts of Interest
References
- Hoenisch, P.; Kiihhorn, A.; Beirow, B. Experimental and Numerical Analyses of Radial Turbine Blisks with Regard to Mistuning. In Proceedings of the ASME Turbo Expo, Vancouver, BC, Canada, 6–10 June 2011; pp. 971–980. [Google Scholar]
- Calleja, A.; Fernandez, A.; Campa, F.J.; Lamikiz, A.; de Lacalle, L.N.L. Reliable Manufacturing Process in Turbine Blisks and Compressors. In Manufacturing Engineering Society International Conference; University of Zaragoza: Zaragoza, Spain, 2013; pp. 57–63. [Google Scholar]
- Klocke, F.; Schmitt, R.; Zeis, M.; Heidemanns, L.; Kerkhoff, J.; Heinen, D.; Klink, A. Technological and Economical Assessment of Alternative Process Chains for Blisk Manufacture. Procedia CIRP 2015, 35, 67–72. [Google Scholar] [CrossRef]
- Yang, J.; Chen, T.; Cheng, Y.; Xu, M. Design and wear analysis of tool for high-efficiency disk milling roughing of aero-engine blisk channels. Int. J. Adv. Manuf. Technol. 2018, 96, 1305–1317. [Google Scholar]
- Denkena, B.; Boess, V.; Nespor, D.; Floeter, F.; Rust, F. Engine blade regeneration: A literature review on common technologies in terms of machining. Int. J. Adv. Manuf. Technol. 2015, 81, 917–924. [Google Scholar] [CrossRef]
- Xu, Z.Y.; Xu, Q.; Zhu, D.; Gong, T. A high efficiency electrochemical machining method of blisk channels. CIRP Ann. 2013, 62, 187–190. [Google Scholar] [CrossRef]
- Xu, Z.; Sun, L.; Hu, Y.; Zhang, J. Flow field design and experimental investigation of electrochemical machining on blisk cascade passage. Int. J. Adv. Manuf. Technol. 2014, 71, 459–469. [Google Scholar] [CrossRef]
- Zhang, N.; Shi, Y. A 3-D instantaneous cutting force prediction model of indexable disc milling cutter for manufacturing blisk-tunnels considering run-out. Int. J. Adv. Manuf. Technol. 2019, 103, 4029–4039. [Google Scholar] [CrossRef]
- Zhang, J.; Xu, Z.; Zhu, D.; Su, W.; Zhu, D. Study of tool trajectory in blisk channel ECM with spiral feeding. Mater. Manuf. Process. 2017, 32, 333–338. [Google Scholar] [CrossRef]
- Ren, J.; He, Q.; Yao, C.; Liang, Y.; Liu, B. Tool Axis Orientation Planning Method of Fixed Axis in Each Cutting Line for Closed Blisk Tunnel Five-axis Machining. Acta Aeronaut. Astronaut. Sin. 2012, 33, 1923–1930. [Google Scholar]
- Chiou, J.C.J.; Lee, Y.S. Optimal Tool Orientation for Five-Axis Tool-End Machining by Swept Envelope Approach. J. Manuf. Sci. Eng. Trans. ASME 2005, 127, 810–818. [Google Scholar] [CrossRef]
- Liang, Y.; Zhang, D.; Chen, Z.C.; Ren, J.; Li, X. Tool orientation optimization and location determination for four-axis plunge milling of open blisks. Int. J. Adv. Manuf. Technol. 2014, 70, 2249–2261. [Google Scholar] [CrossRef]
- Hu, C.; Hwang, Y.; Ho, M. Five-axis tool orientation smoothing using quaternion interpolation algorithm. Int. J. Mach. Tools Manuf. Des. Res. Appl. 2003, 43, 1259–1267. [Google Scholar]
- Zhao, P.; Shi, Y. Posture adaptive control of the flexible grinding head for blisk manufacturing. Int. J. Adv. Manuf. Technol. 2014, 70, 1989–2001. [Google Scholar] [CrossRef]
- Luo, M. Five-axis Tool Orientation Optimization Based on Kinematical Method. J. Mech. Eng. 2009, 45, 158–163. [Google Scholar] [CrossRef]
- Zhao, P.; Huang, J.; Shi, Y. Structure design and rotation control of the disc milling head in blisk manufacturing. Int. J. Adv. Manuf. Technol. 2017, 88, 2121–2133. [Google Scholar] [CrossRef]
- UGS Corp. NX 5 Help Library 2007, NX Open for NET Programmer’s Guide; UGS Corp: Plano, TX, USA, 2007. [Google Scholar]
- Jie, T.; Xianglin, Z. Research about the Further Develop of UG Based on C++. Modern Mach. 2007, 10, 80–92. [Google Scholar]
- Nazareth, J.L. Wiley Interdisciplinary Reviews: Computational Statistics. Conjug. Gradient Method 2009, 1, 348–353. [Google Scholar]
- Chan, R.H.; Ng, M.K. Conjugate gradient methods for toeplitz systems. SIAM Rev. 1996, 38, 427–482. [Google Scholar] [CrossRef]
- Battiti, R. First- and Second-Order Methods for Learning: Between Steepest Descent and Newton’s Method. Neural Comput. 1992, 4, 141–166. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Point Number | αx | αy | αz |
|---|---|---|---|---|
| (Degree) | (Degree) | (Degree) | ||
| 1 | 81 | 89.8347 | 42.1519 | 47.8486 |
| 2 | 100 | 89.9485 | 36.9819 | 53.0181 |
| 3 | 121 | 89.1692 | 36.4559 | 53.5567 |
| 4 | 144 | 88.9838 | 37.3696 | 52.6491 |
| 5 | 169 | 88.7202 | 38.831 | 51.1982 |
| 6 | 196 | 88.3465 | 39.8124 | 50.2361 |
| 7 | 225 | 89.237 | 39.7183 | 50.292 |
| 8 | 256 | 88.8145 | 40.311 | 49.7139 |
| 9 | 289 | 89.6196 | 40.4243 | 49.5783 |
| 10 | 324 | 89.6333 | 40.6267 | 49.3757 |
| 11 | 361 | 89.4733 | 41.4041 | 48.6007 |
| 12 | 400 | 91.1938 | 39.8228 | 50.2025 |
| 13 | 441 | 90.0157 | 41.1163 | 48.8837 |
| 14 | 484 | 89.4752 | 41.0811 | 48.9238 |
| 15 | 529 | 90.0607 | 41.0045 | 48.9956 |
| 16 | 576 | 90.0241 | 40.9742 | 49.0258 |
| 17 | 625 | 90.2489 | 40.811 | 49.1901 |
| 18 | 676 | 90.0824 | 40.9737 | 49.0264 |
| 19 | 729 | 90.0839 | 41.0566 | 48.9435 |
| 20 | 784 | 90.0253 | 41.1894 | 48.8107 |
| 21 | 841 | 90.036 | 40.9206 | 49.0794 |
| 22 | 900 | 90.0325 | 40.8421 | 49.1579 |
| 23 | 961 | 90.0324 | 40.8420 | 49.1581 |
| No. | The Algorithm Name | The Residual Amount | αx | αy | αz |
|---|---|---|---|---|---|
| (mm3) | (Degree) | (Degree) | (Degree) | ||
| 1 | Steepest descent method | 18,040.75523 | 90.03241 | 40.84201 | 49.15810 |
| 2 | Newton method | 18,040.75522 | 90.03240 | 40.84202 | 49.15813 |
| 3 | Conjugate gradient method | 18,040.75528 | 90.03242 | 40.84204 | 49.15812 |
| 4 | Torque balance method | 18,040.75524 | 90.03243 | 40.84201 | 49.15814 |
| No. | Section Number | Channel 1 | Channel 2 | Channel 3 |
|---|---|---|---|---|
| (mm) | (mm) | (mm) | ||
| 1 | Section 1 | +0.040 ~ +0.054 | +0.054 ~ +0.091 | +0.077 ~ +0.132 |
| 2 | Section 2 | +0.089 ~ +0.192 | +0.072 ~ +0.238 | +0.057 ~ +0.173 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; Shi, Y. Tool Orientation Optimization for Disk Milling Process Based on Torque Balance Method. Symmetry 2020, 12, 60. https://doi.org/10.3390/sym12010060
Li Z, Shi Y. Tool Orientation Optimization for Disk Milling Process Based on Torque Balance Method. Symmetry. 2020; 12(1):60. https://doi.org/10.3390/sym12010060
Chicago/Turabian StyleLi, Zhishan, and Yaoyao Shi. 2020. "Tool Orientation Optimization for Disk Milling Process Based on Torque Balance Method" Symmetry 12, no. 1: 60. https://doi.org/10.3390/sym12010060
APA StyleLi, Z., & Shi, Y. (2020). Tool Orientation Optimization for Disk Milling Process Based on Torque Balance Method. Symmetry, 12(1), 60. https://doi.org/10.3390/sym12010060