
Performance of Newly Developed Intermittent Aerator for Flat-Sheet Ceramic Membrane in Industrial MBR System

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
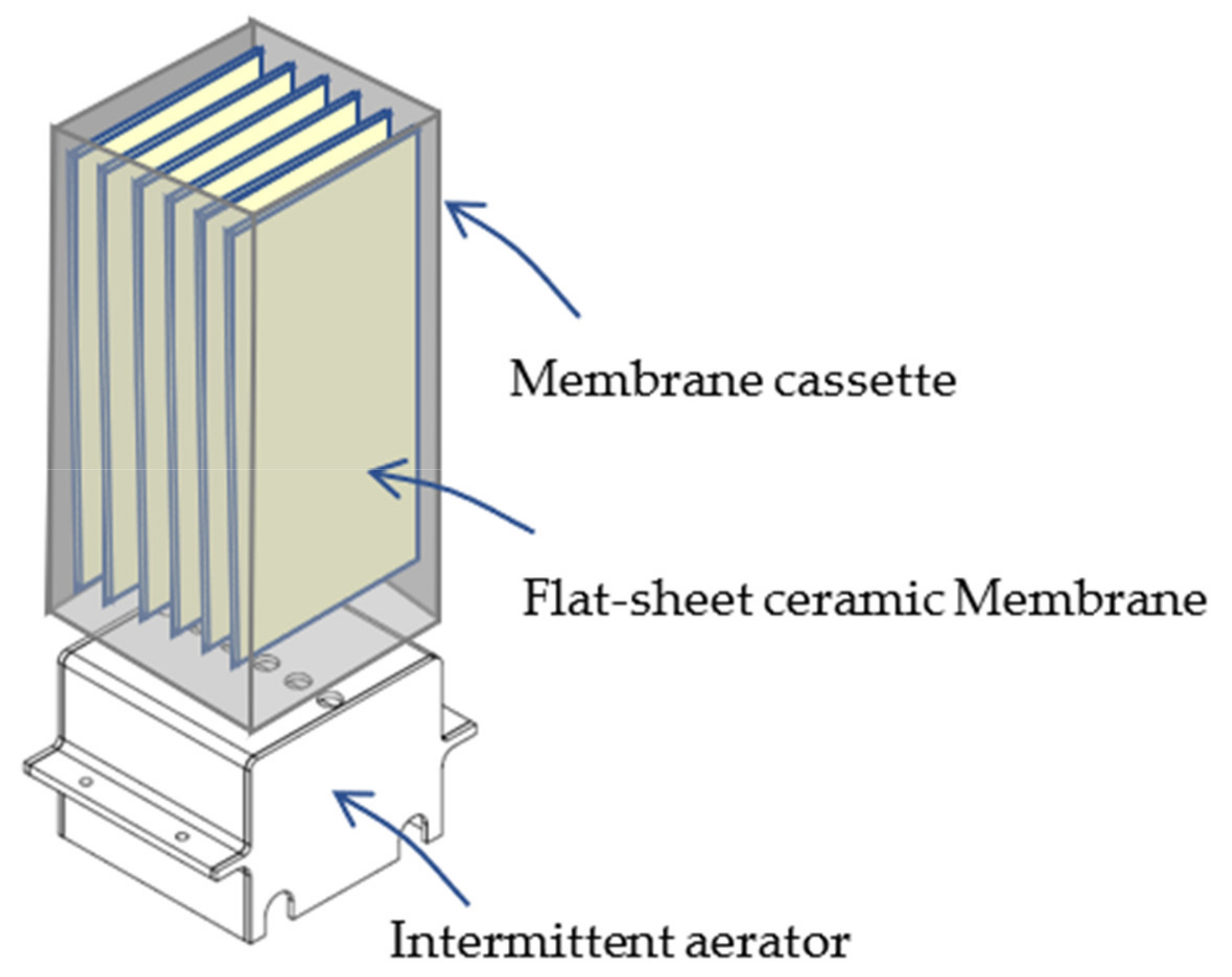
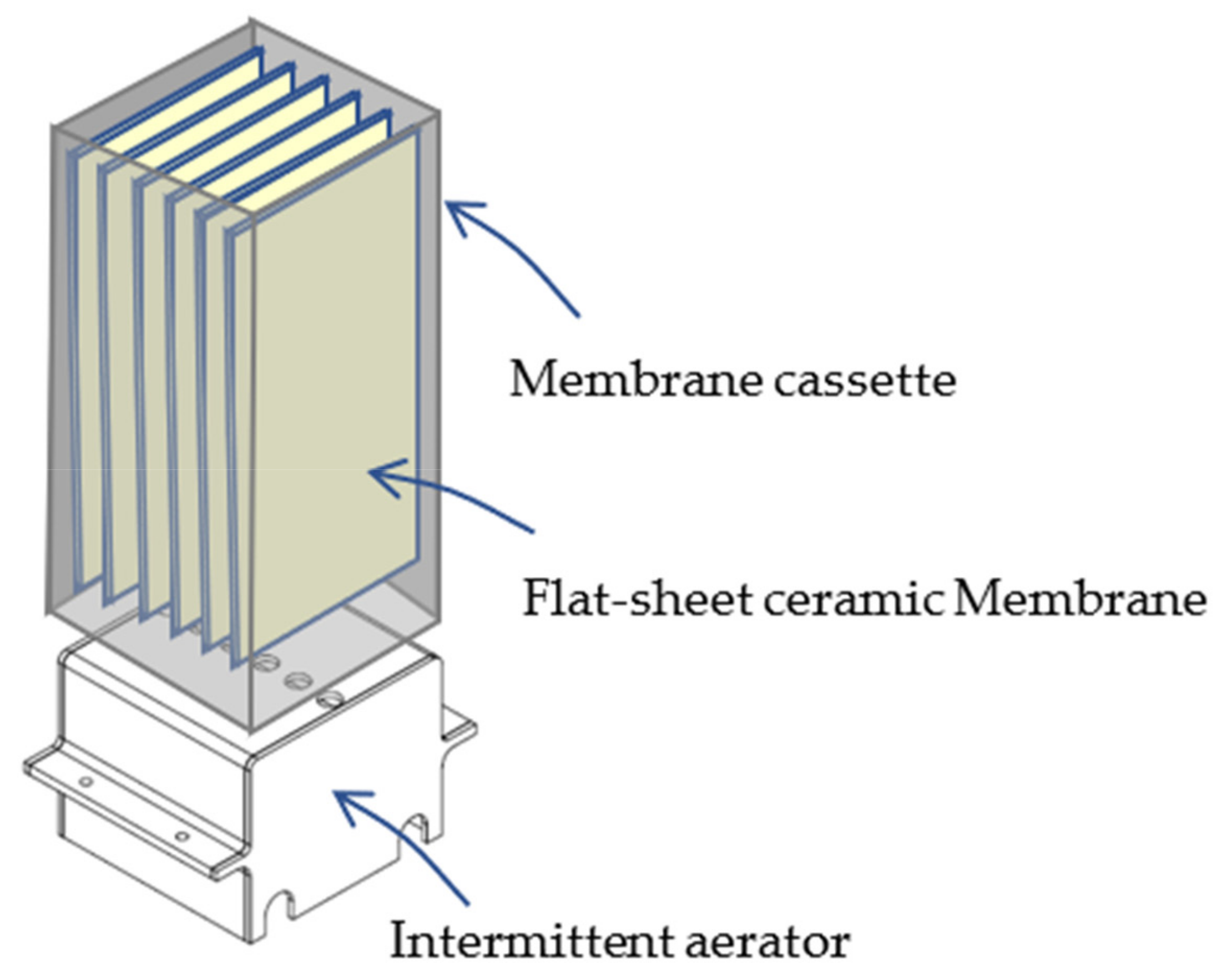
2.1. Intermittent Aerator Tank Operation Principles
2.2. Test Systems
2.3. Operating Conditions
3. Results and Discussion
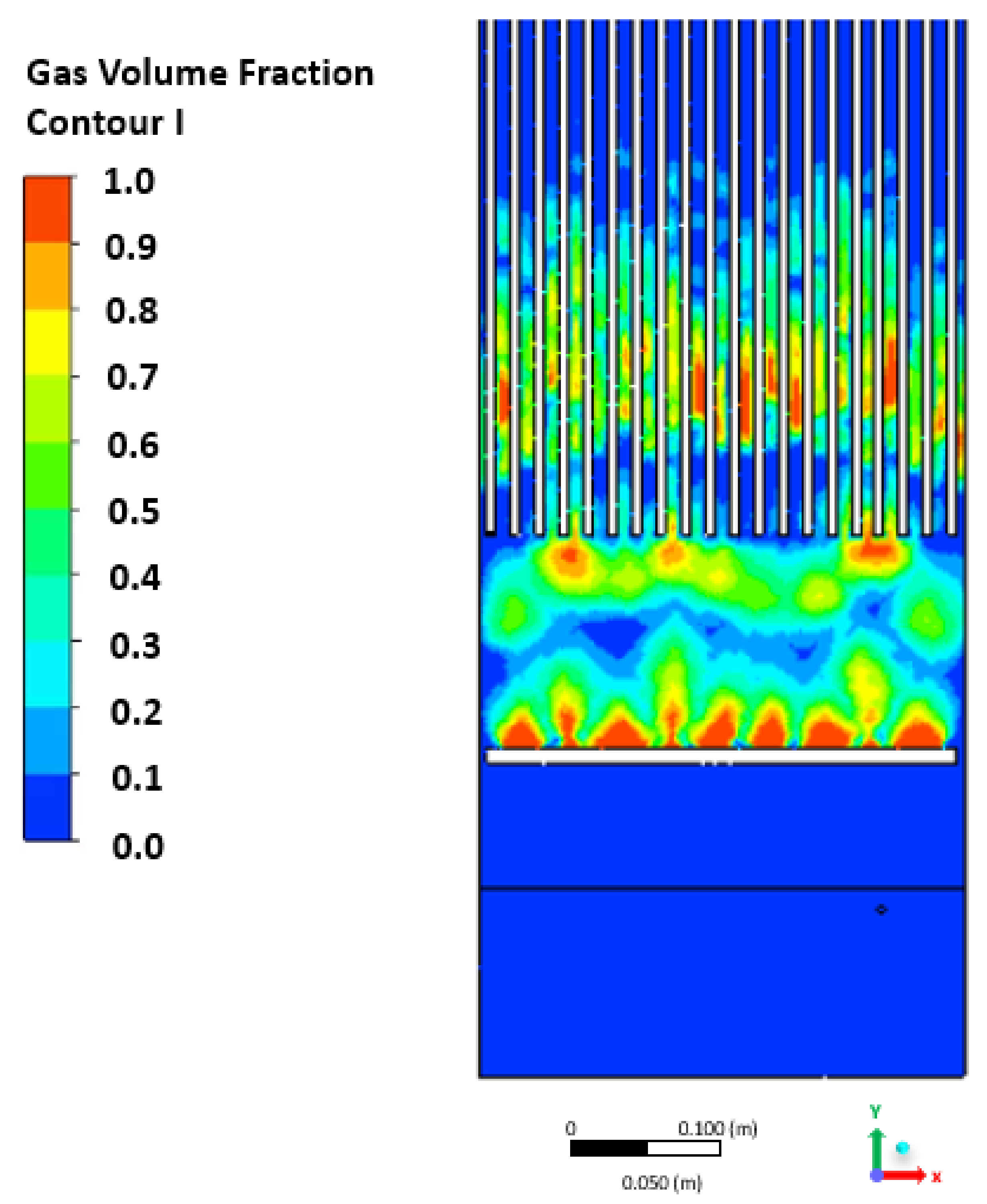
3.1. CFD Analysis for the Intermittent Aerator
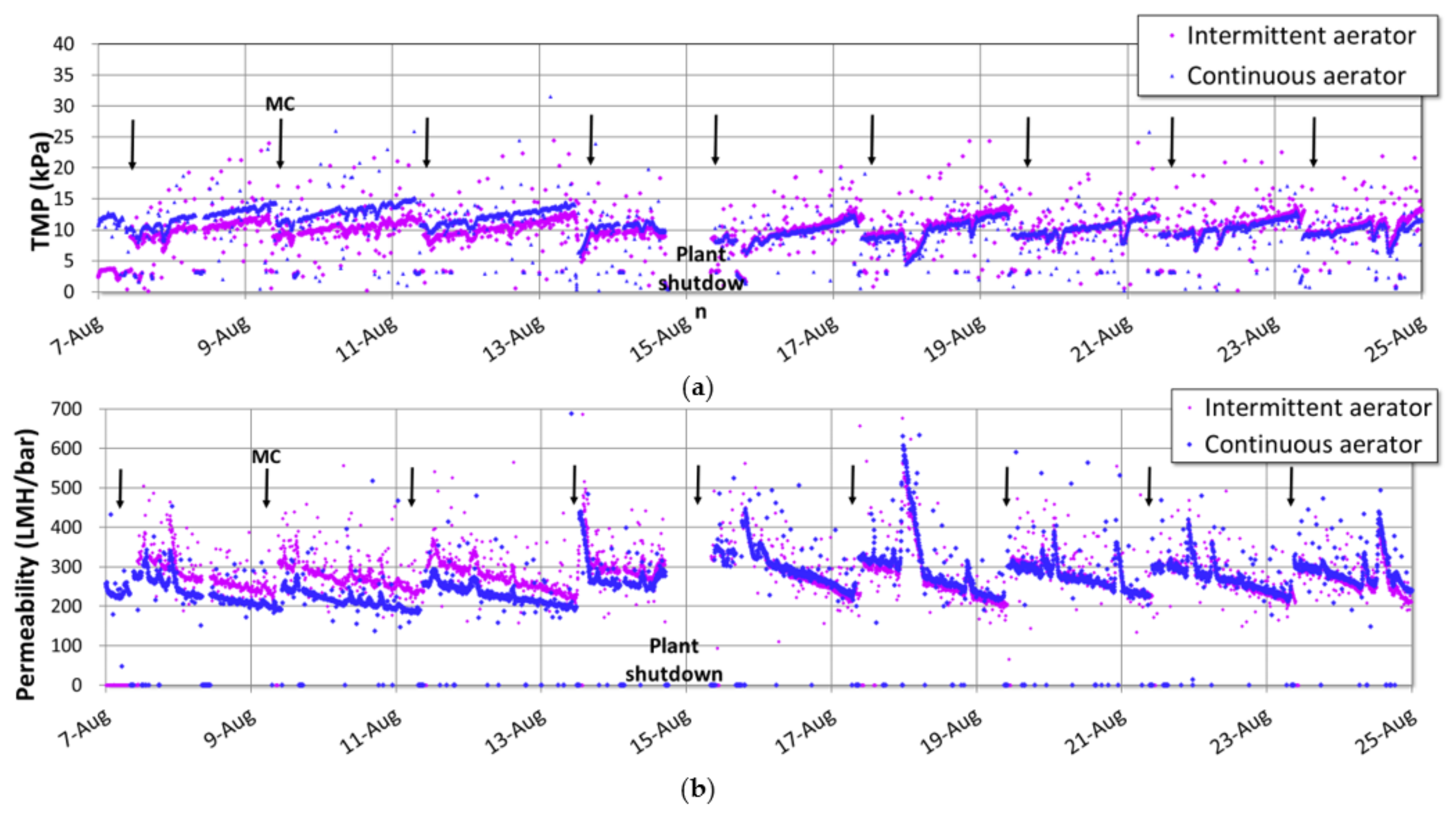
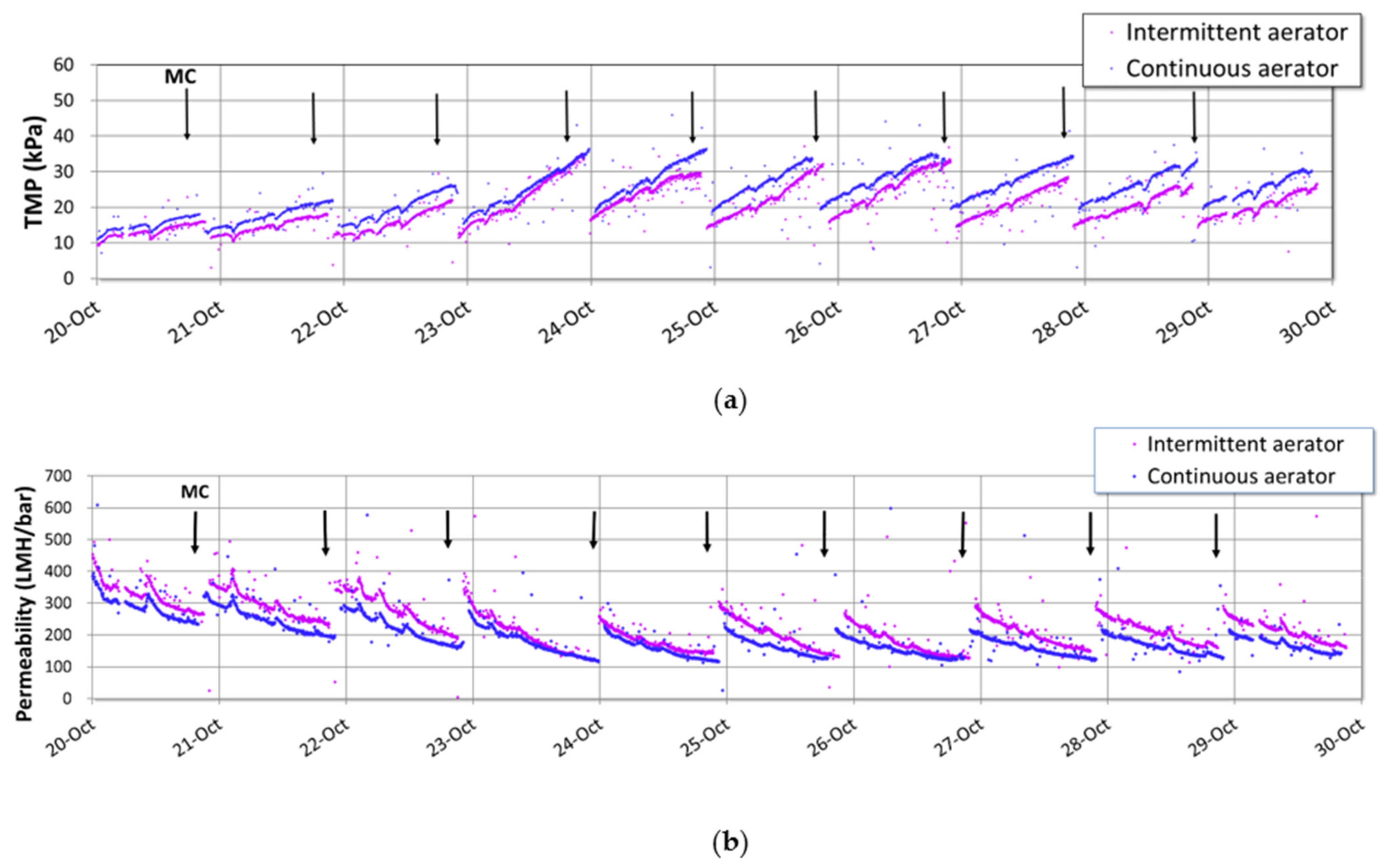
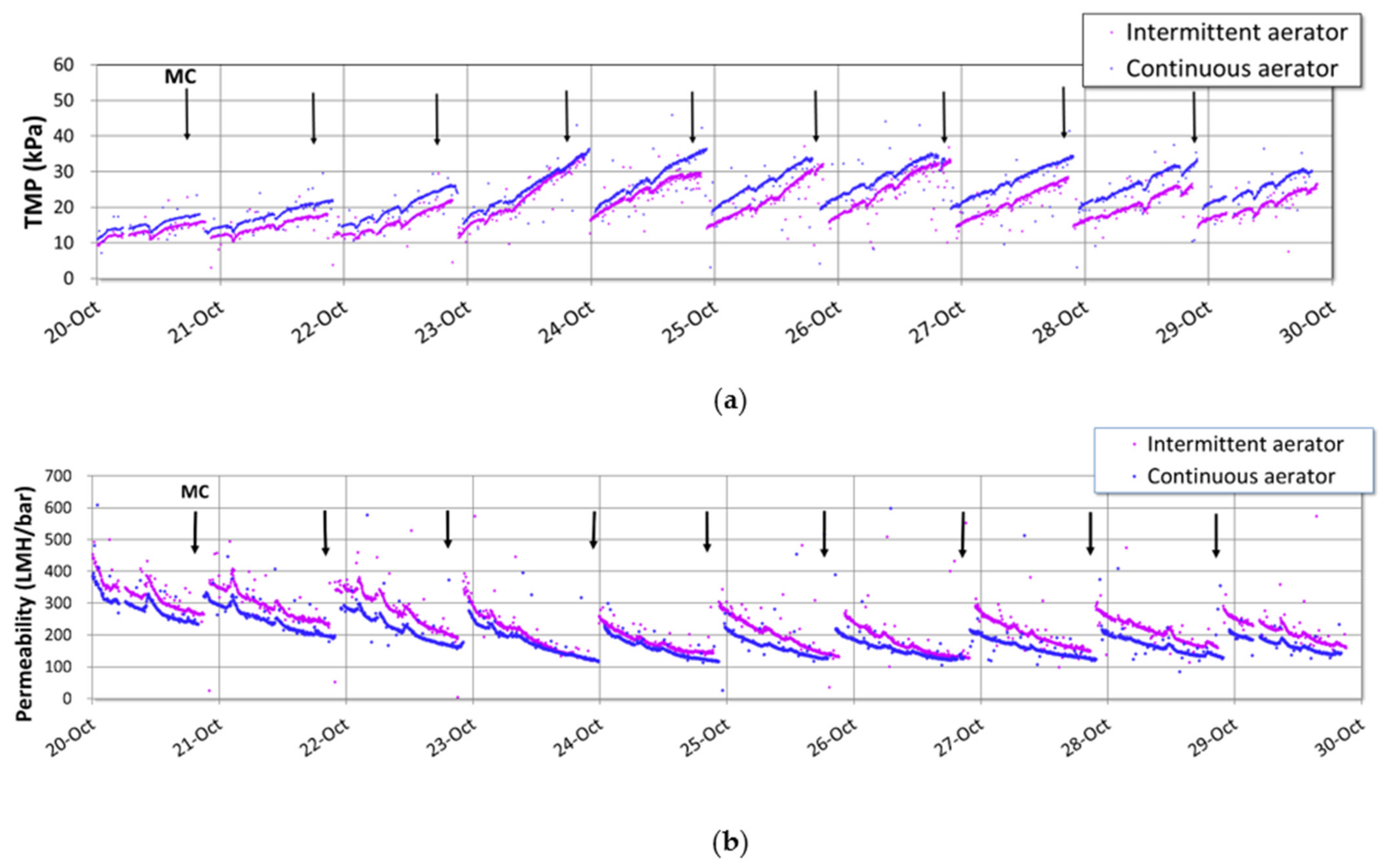
3.2. Performance with Intermittent Aerator
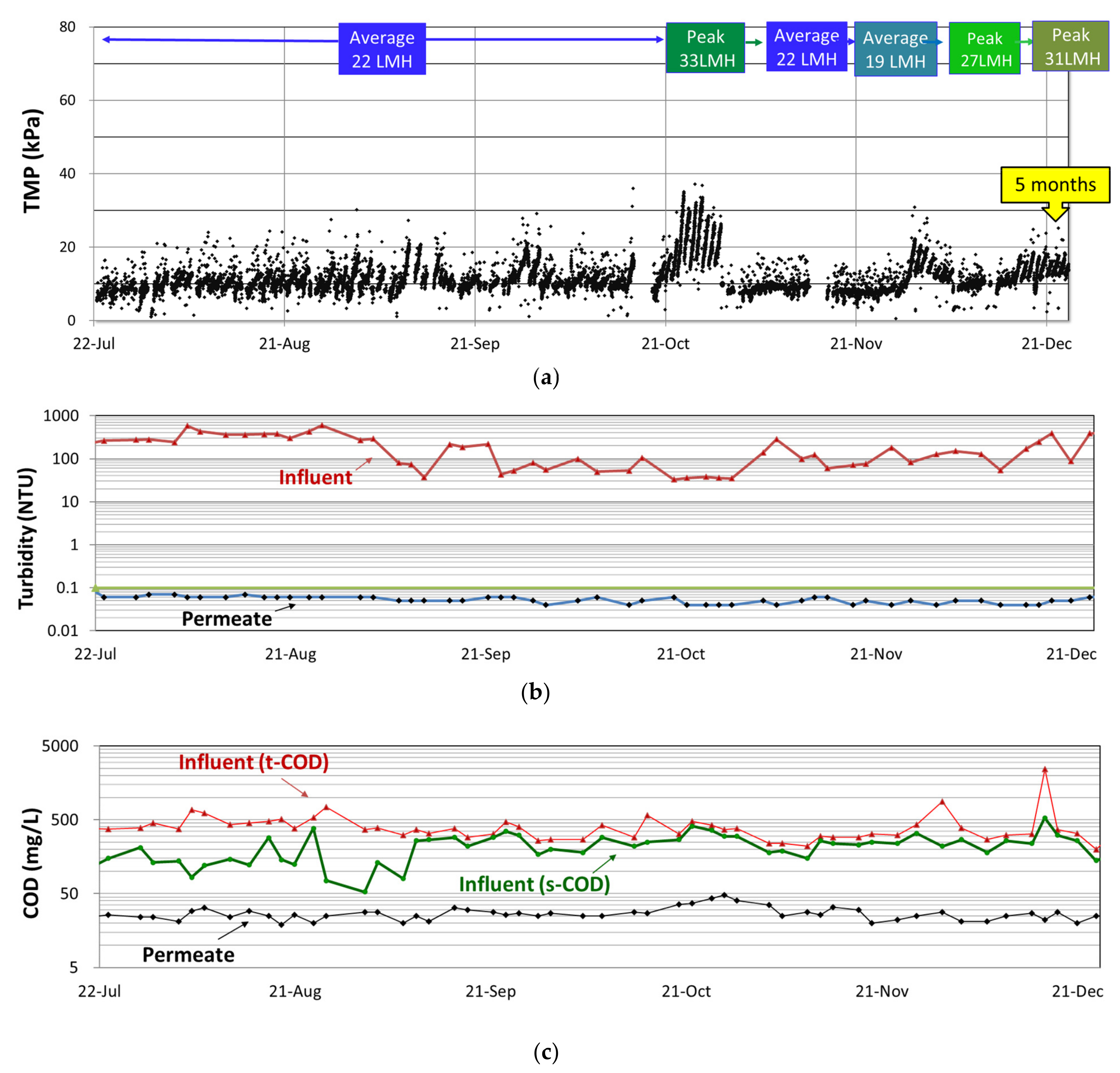
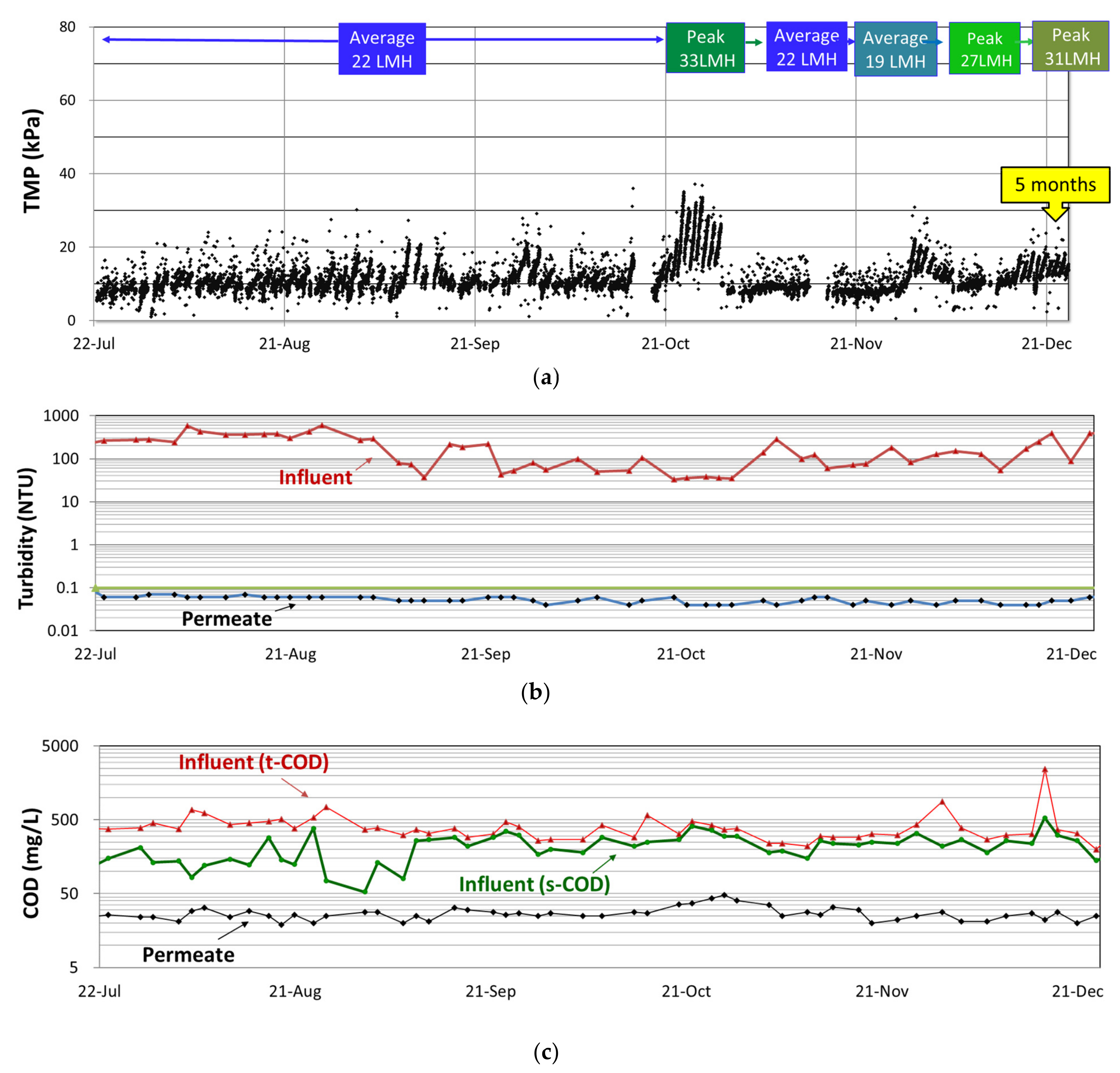
3.3. Long-Term Operation
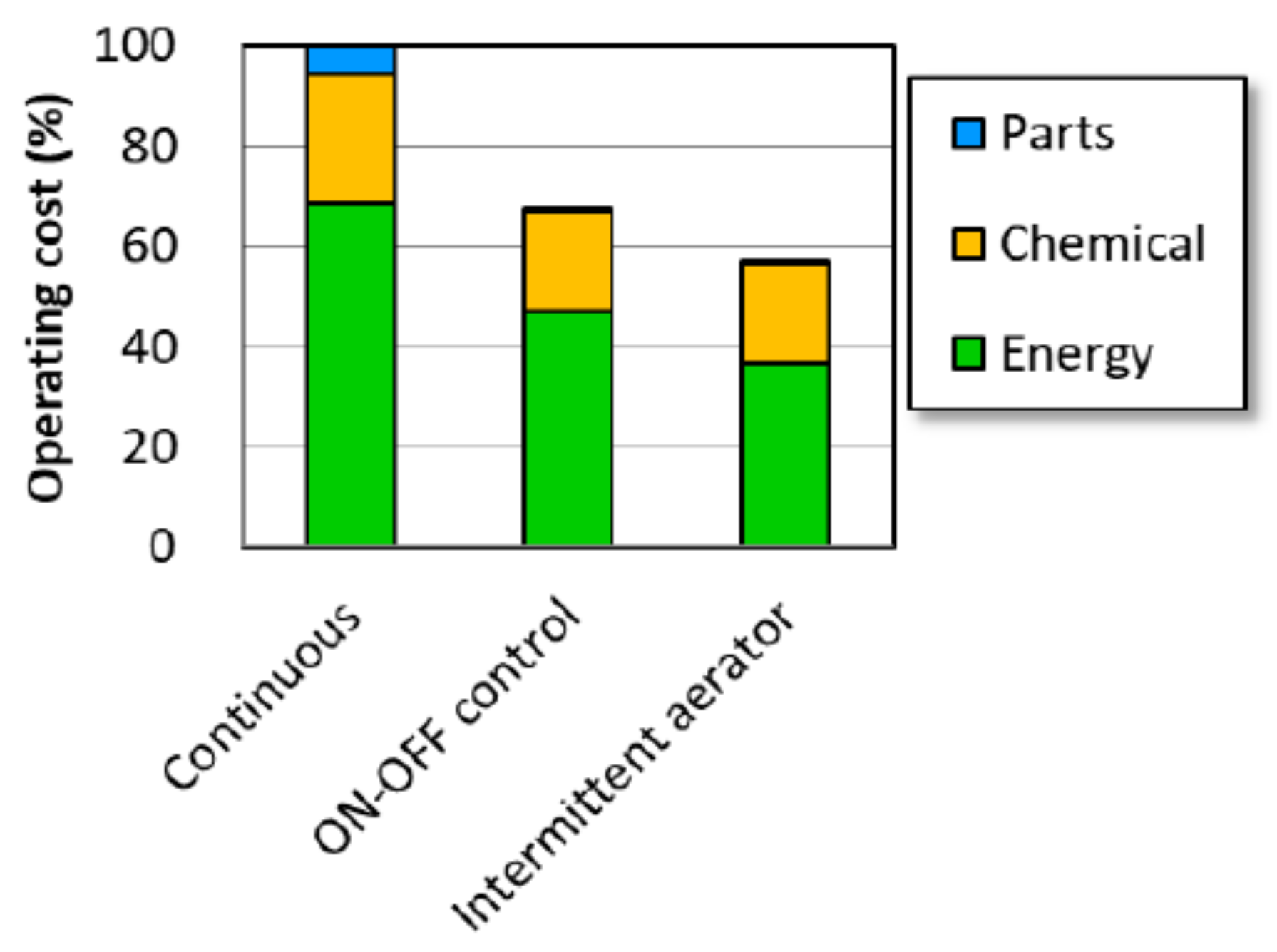
3.4. Analysis of Operating Costs
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bonetta, S.; Pignata, C.; Gsaparro, E.; Richiardi, L.; Bonetta, S.; Carraro, E. Impact of wastewater treatment plants on microbiological contamination for evaluating the risks of wastewater reuse. Environ. Sci. Eur. 2022, 34, 1–13. [Google Scholar] [CrossRef]
- Ahmed, M.; Mavukkandy, M.O.; Giwa, A.; Elektorowica, M.; Katsou, E.; Khelifi, O.; Naddeo, V.; Hasan, S. Recent developments in hazardous pollutants removal from wastewater and water reuse within a circular economy. npj Clean Water 2022, 5, 1–25. [Google Scholar] [CrossRef]
- Bera, S.P.; Godhaniya, M.; Kothari, C. Emerging and advanced membrane technology for wastewater treatment: A review. J. Basic Microbiol. 2022, 62, 245–259. [Google Scholar] [CrossRef] [PubMed]
- Asante-Sackey, D.; Rathilal, S.; Tetteh, E.K.; Armah, E.K. Membrane Bioreactors for Produced Water Treatment: A Mini-Review. Membranes 2022, 12, 275. [Google Scholar] [CrossRef] [PubMed]
- Judd, S. The MBR Book: Principles and Applications of Membrane Bioreactors in Water and Wastewater Treatment; Elsevier: Oxford, UK, 2006. [Google Scholar]
- Niwa, T.; Hatamoto, M.; Yamashita, T.; Noguchi, H.; Takase, O.; Kekre, K.A.; Ang, W.S.; Seah, H.; Yamaguchi, T. Demonstration of a full-scale plant using an UASB followed by a ceramic MBR for the reclamation of industrial wastewater. Bioresour. Technol. 2016, 218, 1–8. [Google Scholar] [CrossRef] [PubMed]
- Noguchi, H.; Niwa, T.; Nakamura, Y.; Agrawal, J.K.; And, W.S.; Kekre, K.; Tao, G. Treatment of industrial used water by UASB + CMBR process to produce industrial grade water for reuse. Water Pract. Technol. 2018, 13, 424–430. [Google Scholar] [CrossRef]
- Kitanou, S.; Ayyoub, H.; El-Ghzizel, S.; Belhamidi, S.; Taky, M.; Elmidaoui, A. Membrane bioreactor for domestic wastewater treatment: Energetic assessment. Desalin. Water Treat. 2021, 240, 55–62. [Google Scholar] [CrossRef]
- Lay, W.; Lim, C.; Lee, Y.; Kwok, B.H.; Tao, G.; Lee, K.S.; Chua, S.C.; Wah, W.L.; Ghani, A.; Seah, H. From R&D to application: Membrane bioreactor technology for water reclamation. Water Pract. Technol. 2017, 12, 12–24. [Google Scholar]
- Yamashita, K.; Itokawa, H.; Hashimoto, T. Demonstration of energy-saving membrane bioreactor (MBR) systems. Water Sci. Technol. 2019, 79, 448–457. [Google Scholar] [CrossRef] [PubMed]
- Mannina, G.; Cosenza, A.; Reboucas, T.F. Aeration control in membrane bioreactor for sustainable environmental footprint. Bioresour. Technol. 2020, 301, 122734. [Google Scholar] [CrossRef] [PubMed]
- Wang, S.; Zou, L.; Li, H.; Zheng, K.; Wang, Y.; Zheng, G.; Li, J. Full-scale membrane bioreactor process WWTPs in East Taihu basin: Wastewater characteristics, energy consumption and sustainability. Sci. Total Environ. 2020, 723, 137982. [Google Scholar] [CrossRef] [PubMed]
- Iorhemen, O.T.; Hamza, R.A.; Tay, J.H. Membrane fouling control in membrane bioreactors (MBRs) using granular materials. Bioresour. Technol. 2017, 240, 9–24. [Google Scholar] [CrossRef] [PubMed]
- Kekre, K.; Ang, W.S.; Niwa, T.; Yamashita, T.; Shiota, H.; Noguchi, H. Production of Industrial Grade Water for Reuse from Industrial Used Water using UASB CMBR Process. Proc. Water Environ. Fed. 2015, 2015, 150–158. [Google Scholar] [CrossRef]
- Asif, M.B.; Zhang, Z. Ceramic membrane technology for water and wastewater treatment: A critical review of performance, full-scale applications, membrane fouling and prospects. Chem. Eng. J. 2021, 418, 129481. [Google Scholar] [CrossRef]
- Wang, C.; Ng, T.C.A.; Ng, H.Y. Comparison between novel vibrating ceramic MBR and conventional air-sparging MBR for domestic wastewater treatment: Performance, fouling control and energy consumption. Water Res. 2021, 203, 117521. [Google Scholar] [CrossRef]
- Asif, M.B.; Li, C.; Ren, B.; Maqbool, T.; Zhang, X.; Zhang, Z. Elucidating the impacts of intermittent in-situ ozonation in a ceramic membrane bioreactor: Micropollutant removal, microbial community evolution and fouling mechanisms. J. Hazard. Mater. 2021, 402, 123730. [Google Scholar] [CrossRef] [PubMed]
- Miyoshi, T.; Yamamura, H.; Morita, T.; Watanabe, Y. Effect of intensive membrane aeration and membrane flux on membrane fouling in submerged membrane bioreactors: Reducing specific air demand per permeate (SADp). Sep. Purif. Technol. 2015, 148, 1–9. [Google Scholar] [CrossRef]
- Freeman, B.R.; Peck, S.; Droxsos, N.; Kawashimo, T.; Oda, Y. Advancing the use of integrated membrane bioreactor-reverse osmosis technology to reclaim wastewater through pilot testing. Ultrapure Water 2011, 28, 16–21. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Density (kg/m3) | Viscosity (kg/m/s) |
|---|---|---|
| Water (primary phase) | 998.20 | 0.001003 |
| Air (secondary phase) | 1.225 | 1.7894 e-05 |
| Parameter | Unit | Average Flow | Peak Flow |
|---|---|---|---|
| Membrane | MEIDEN flat-sheet ceramic membrane (pore size: 0.1 μm) | ||
| Membrane air | Train 1: Intermittent aerator (35 m3/h/train) | ||
| Train 2: Continuous aerator (66 m3/h/train) | |||
| Net flux | L.m−2.h−1 (LMH) | 19–22 | 27–33 |
| Backwash cycle | min | 9.5 | 9.5 |
| Backwash duration | min | 0.5 | 0.5 |
| Backwash flow | Ratio to filtrate | 1.5 Q | 1.5 Q |
| MC Frequency | - | Every 2 days | Daily |
| NaClO concentration | mg/L | 250 | 250 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Noguchi, H.; Yin, Q.; Lee, S.C.; Xia, T.; Niwa, T.; Lay, W.; Chua, S.C.; Yu, L.; Tay, Y.J.; Nassir, M.J.; et al. Performance of Newly Developed Intermittent Aerator for Flat-Sheet Ceramic Membrane in Industrial MBR System. Water 2022, 14, 2286. https://doi.org/10.3390/w14152286
Noguchi H, Yin Q, Lee SC, Xia T, Niwa T, Lay W, Chua SC, Yu L, Tay YJ, Nassir MJ, et al. Performance of Newly Developed Intermittent Aerator for Flat-Sheet Ceramic Membrane in Industrial MBR System. Water. 2022; 14(15):2286. https://doi.org/10.3390/w14152286
Chicago/Turabian StyleNoguchi, Hiroshi, Qiang Yin, Su Chin Lee, Tao Xia, Terutake Niwa, Winson Lay, Seng Chye Chua, Lei Yu, Yuke Jen Tay, Mohd Jamal Nassir, and et al. 2022. "Performance of Newly Developed Intermittent Aerator for Flat-Sheet Ceramic Membrane in Industrial MBR System" Water 14, no. 15: 2286. https://doi.org/10.3390/w14152286
APA StyleNoguchi, H., Yin, Q., Lee, S. C., Xia, T., Niwa, T., Lay, W., Chua, S. C., Yu, L., Tay, Y. J., Nassir, M. J., Tao, G., Ooi, S. T., Dhalla, A., & Gudipati, C. (2022). Performance of Newly Developed Intermittent Aerator for Flat-Sheet Ceramic Membrane in Industrial MBR System. Water, 14(15), 2286. https://doi.org/10.3390/w14152286