
Advanced Phosphorus–Protein Hybrid Coatings for Fire Safety of Cotton Fabrics, Developed Through the Layer-by-Layer Assembly Technique

 ,
, 
Abstract

1. Introduction
2. Experiment
2.1. Materials
2.2. Preparation of Flame-Retardant Solution
2.3. Treatment of Pure Cotton Fabrics with LBL Flame Retardant
2.4. Characterizations
3. Results and Discussion
3.1. Structural and Morphological Characterizations
3.2. Thermal Stability
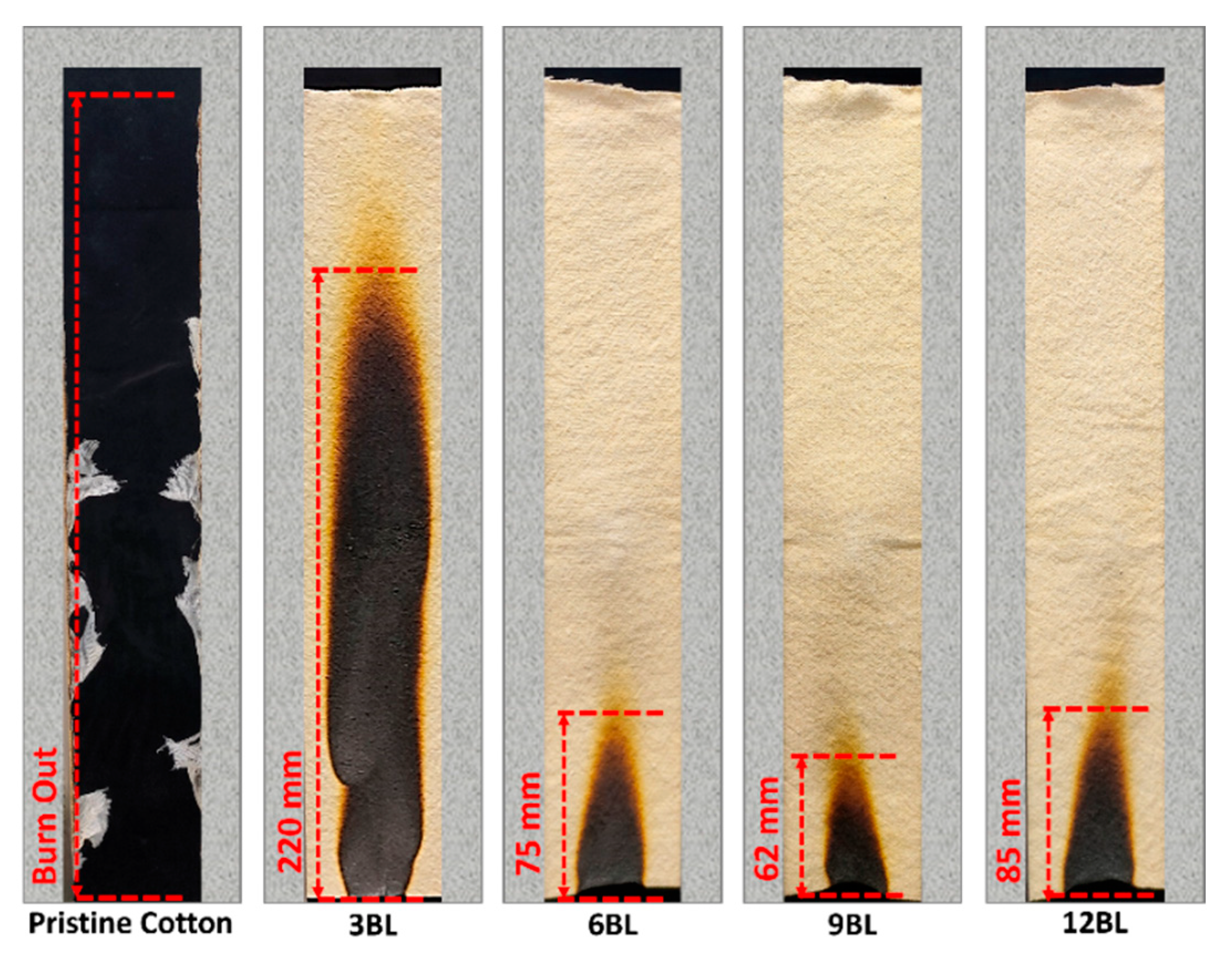
3.3. Flammability
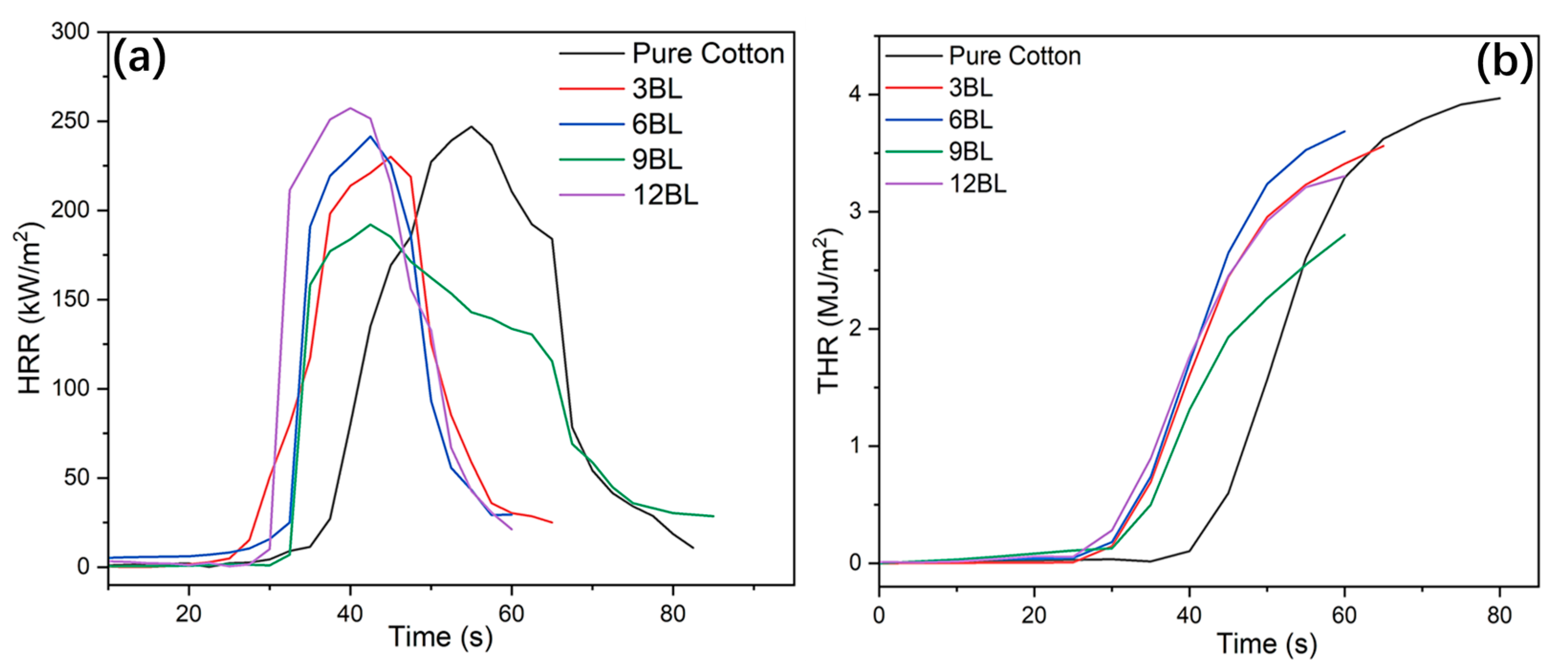
3.4. Cone Calorimetry Test
3.5. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Song, W.M.; Zhang, L.Y.; Li, P.; Liu, Y. High-Efficient Flame-Retardant Finishing of Cotton Fabrics Based on Phytic Acid. Int. J. Mol. Sci. 2023, 24, 1093. [Google Scholar] [CrossRef] [PubMed]
- Jiang, Q.; Li, P.; Liu, Y.; Zhu, P. Flame retardant cotton fabrics with anti-UV properties based on tea polyphenol-melamine-phenylphosphonic acid. J. Colloid Interface Sci. 2023, 629, 392–403. [Google Scholar] [CrossRef] [PubMed]
- Dong, X.; Xing, T.; Chen, G. Durable Antipilling Modification of Cotton Fabric with Chloropyrimidine Compounds. Polymers 2019, 11, 1697. [Google Scholar] [CrossRef] [PubMed]
- Abdel-Mohsen, A.M.; Aly, A.S.; Hrdina, R.; Montaser, A.S.; Hebeish, A. Biomedical Textiles Through Multifunctioalization of Cotton Fabrics Using Innovative Methoxypolyethylene Glycol-N-Chitosan Graft Copolymer. J. Polym. Environ. 2012, 20, 104–116. [Google Scholar] [CrossRef]
- Rao, W.; Shi, J.; Yu, C.; Zhao, H.B.; Wang, Y.Z. Highly efficient, transparent, and environment-friendly flame-retardant coating for cotton fabric. Chem. Eng. J. 2021, 424, 130556. [Google Scholar] [CrossRef]
- Maqsood, M.; Seide, G. Investigation of the Flammability and Thermal Stability of Halogen-Free Intumescent System in Biopolymer Composites Containing Biobased Carbonization Agent and Mechanism of Their Char Formation. Polymers 2019, 11, 48. [Google Scholar] [CrossRef]
- Shabestari, M.E.; Kalali, E.N.; González, V.J.; Wang, D.Y.; Fernández-Blázquez, J.P.; Baselga, J.; Martin, O. Effect of nitrogen and oxygen doped carbon nanotubes on flammability of epoxy nanocomposites. Carbon 2017, 121, 193–200. [Google Scholar] [CrossRef]
- Kalali, E.N.; Montes, A.; Wang, X.; Zhang, L.; Shabestari, M.E.; Li, Z.; Wang, D.Y. Effect of phytic acid–modified layered double hydroxide on flammability and mechanical properties of intumescent flame retardant polypropylene system. Fire Mater. 2018, 42, 213–220. [Google Scholar] [CrossRef]
- Li, J.; Jiang, W.; Liu, M. Durable phosphorus/nitrogen flame retardant for cotton fabric. Cellulose 2022, 29, 4725–4751. [Google Scholar] [CrossRef]
- Nguyen, H.K.; Sakai, W.; Nguyen, C. Preparation of a Novel Flame Retardant Formulation for Cotton Fabric. Materials 2020, 13, 54. [Google Scholar] [CrossRef]
- Xu, F.; Zhong, L.; Xu, Y.; Zhang, C.; Zhang, F.; Zhang, G. Highly efficient flame-retardant and soft cotton fabric prepared by a novel reactive flame retardant. Cellulose 2019, 26, 4225–4240. [Google Scholar] [CrossRef]
- Huong, N.T.; Khanh, V.T.H.; Linh, N.P.D. Optimizing content of Pyrovatex CP New and Knittex FFRC in flame retardant treatment for cotton fabric. Ind. Textila 2021, 72, 315–323. [Google Scholar] [CrossRef]
- Sharma, N.K.; Verma, C.S.; Chariar, V.M.; Prasad, R. Eco-friendly flame-retardant treatments for cellulosic green building materials. Indoor Built Environ. 2013, 24, 422–432. [Google Scholar] [CrossRef]
- Onar, N.; Aksit, A. Using Sol-Gel Technology for Production of Flame Retardant Cotton Fabrics. In Proceedings of the Balkan, Kafkas ve Türk Devletleri Uluslararası Mühendislik Mimar Sempozyumu, Isparta, Turkey, 22–24 October 2009; pp. 22–24. [Google Scholar]
- Malucelli, G. Sol-Gel and Layer-by-Layer Coatings for Flame-Retardant Cotton Fabrics: Recent Advances. Coatings 2020, 10, 333. [Google Scholar] [CrossRef]
- Abrishamkar, S.; Mohammadi, A.; De La Vega, J.; Wang, D.Y.; Kalali, E.N. Layer-by-layer assembly of calixarene modified GO and LDH nanostructures on flame retardancy, smoke suppression, and dye adsorption behavior of flexible polyurethane foams. Polym. Degrad. Stab. 2023, 207, 110242. [Google Scholar] [CrossRef]
- Thi, H.N.; Hong, K.V.T.; Ha, T.N.; Phan, D.N. Application of Plasma Activation in Flame-Retardant Treatment for Cotton Fabric. Polymers 2020, 12, 1575. [Google Scholar] [CrossRef]
- Haile, M.; Fincher, C.; Fomete, S.; Grunlan, J.C. Water-soluble polyelectrolyte complexes that extinguish fire on cotton fabric when deposited as pH-cured nanocoating. Polym. Degrad. Stab. 2015, 114, 60–64. [Google Scholar] [CrossRef]
- Carosio, F.; Fontaine, G.; Alongi, J.; Bourbigot, S. Starch-Based Layer by Layer Assembly: Efficient and Sustainable Approach to Cotton Fire Protection. ACS Appl. Mater. Interfaces 2015, 7, 12158–12167. [Google Scholar] [CrossRef]
- Chen, Z.; Jiang, J.; Yu, Y.; Zhang, Q.; Chen, T.; Ni, L. Layer-by-layer assembled diatomite based on chitosan and ammonium polyphosphate to increase the fire safety of unsaturated polyester resins. Powder Technol. 2020, 364, 36–48. [Google Scholar] [CrossRef]
- Fang, F.; Zhang, X.; Meng, Y.; Gu, Z.; Bao, C.; Ding, X.; Li, S.; Chen, X.; Tian, X. Intumescent flame retardant coatings on cotton fabric of chitosan and ammonium polyphosphate via layer-by-layer assembly. Surf. Coat. Technol. 2015, 262, 9–14. [Google Scholar] [CrossRef]
- Carosio, F.; Alongi, J. Flame Retardant Multilayered Coatings on Acrylic Fabrics Prepared by One-Step Deposition of Chitosan/Montmorillonite Complexes. Fibers 2018, 6, 36. [Google Scholar] [CrossRef]
- Fang, Y.; Sun, W.; Li, J.; Liu, H.; Liu, X. Eco-friendly flame retardant and dripping-resistant of polyester/cotton blend fabrics through layer-by-layer assembly fully bio-based chitosan/phytic acid coating. Int. J. Biol. Macromol. 2021, 175, 140–146. [Google Scholar] [CrossRef] [PubMed]
- Zheng, X.T.; Dong, Y.Q.; Liu, X.D.; Xu, Y.L.; Jian, R.K. Fully bio-based flame-retardant cotton fabrics via layer-by-layer self-assembly of laccase and phytic acid. J. Clean. Prod. 2022, 350, 131525. [Google Scholar] [CrossRef]
- Song, F.; Zhao, Q.; Zhu, T.; Bo, C.; Zhang, M.; Hu, L.; Zhu, X.; Jia, P.; Zhou, Y. Biobased coating derived from fish scale protein and phytic acid for flame-retardant cotton fabrics. Mater. Des. 2022, 221, 110925. [Google Scholar] [CrossRef]
- Liu, X.; Zhang, Q.; Peng, B.; Ren, Y.; Cheng, B.; Ding, C.; Su, X.; He, J.; Lin, S. Flame-retardant cellulosic fabrics via layer-by-layer self-assembly double coating with egg white protein and phytic acid. J. Clean. Prod. 2020, 243, 118641. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, Q.Q.; Jiang, Z.M.; Zhang, C.J.; Li, Z.F.; Chen, H.Q.; Zhu, P. Effect of chitosan on the fire retardancy and thermal degradation properties of coated cotton fabrics with sodium phytate and APTES by LBL assembly. J. Anal. Appl. Pyrolysis 2018, 135, 289–298. [Google Scholar] [CrossRef]
- Fang, Y.; Liu, X.; Tao, X. Intumescent flame retardant and anti-dripping of PET fabrics through layer-by-layer assembly of chitosan and ammonium polyphosphate. Prog. Org. Coat. 2019, 134, 162–168. [Google Scholar] [CrossRef]
- Bifulco, A.; Imparato, C.; Aronne, A.; Malucelli, G. Flame retarded polymer systems based on the sol-gel approach: Recent advances and future perspectives. J. Sol-Gel Sci. Technol. 2022, 1–25. [Google Scholar] [CrossRef]
- Malucelli, G. Layer-by-Layer nanostructured assemblies for the fire protection of fabrics. Mater. Lett. 2016, 166, 339–342. [Google Scholar] [CrossRef]
- Qiu, X.; Li, Z.; Li, X.; Zhang, Z. Flame retardant coatings prepared using layer by layer assembly: A review. Chem. Eng. J. 2018, 334, 108–122. [Google Scholar] [CrossRef]
- Demirel, M.; Pamuk, V.; Dilsiz, N. Investigation of flame retardancy and physical–mechanical properties of zinc borate/boric acid polyester composites. J. Appl. Polym. Sci. 2010, 115, 2550–2555. [Google Scholar] [CrossRef]
- Jang, J.; Chung, H.; Kim, M.; Sung, H. The effect of flame retardants on the flammability and mechanical properties of paper-sludge/phenolic composite. Polym. Test. 2000, 19, 269–279. [Google Scholar] [CrossRef]
- Alongi, J.; Carosio, F.; Kiekens, P. Recent Advances in the Design of Water Based-Flame Retardant Coatings for Polyester and Polyester-Cotton Blends. Polymers 2016, 8, 357. [Google Scholar] [CrossRef] [PubMed]
- Malucelli, G. Surface-Engineered Fire Protective Coatings for Fabrics through Sol-Gel and Layer-by-Layer Methods: An Overview. Coatings 2016, 6, 33. [Google Scholar] [CrossRef]
- Hooshangi, Z.; Feghhi, S.A.H.; Sheikh, N. The effect of electron-beam irradiation and halogen-free flame retardants on properties of poly butylene terephthalate. Radiat. Phys. Chem. 2015, 108, 54–59. [Google Scholar] [CrossRef]
- Chen, X.; Jiao, C. Study on Flame Retardance of Co-microencapsulated Ammonium Polyphosphate and Pentaerythritol in Polypropylene. J. Fire Sci. 2010, 28, 509–521. [Google Scholar] [CrossRef]
- Levchik, S.V.; Weil, E.D. A Review of Recent Progress in Phosphorus-based Flame Retardants. J. Fire Sci. 2006, 24, 345–364. [Google Scholar] [CrossRef]
- Tai, Q.; Yuen, R.K.K.; Song, L.; Hu, Y. A novel polymeric flame retardant and exfoliated clay nanocomposites: Preparation and properties. Chem. Eng. J. 2012, 183, 542–549. [Google Scholar] [CrossRef]
- Sha, K.; Hu, Y.L.; Wang, Y.H.; Xiao, R. Preparation of flame retardant polyamide 6/melamine cyanurate via in situ polymerization and its characterization. Mater. Res. Innov. 2014, 18, S4–843. [Google Scholar] [CrossRef]
- Gao, M.; Wu, W.; Xu, Z. Thermal degradation behaviors and flame retardancy of epoxy resins with novel silicon-containing flame retardant. J. Appl. Polym. Sci. 2013, 127, 1842–1847. [Google Scholar] [CrossRef]
- Li, S.; Long, B.; Wang, Z.; Tian, Y.; Zheng, Y.; Zhang, Q. Synthesis of hydrophobic zinc borate nanoflakes and its effect on flame retardant properties of polyethylene. J. Solid State Chem. 2010, 183, 957–962. [Google Scholar] [CrossRef]
- GB/T 5454-1997; Textiles-Burning Behaviour-Oxygen Index Method. Standardization Administration of China: Beijing, China, 1997.
- GB/T 5455-2014; Textile—Burning Behaviour—Determination of Damaged Length, Afterglow Time and Afterflame Time of Vertically Oriented Specimens. Standardization Administration of China: Beijing, China, 2014.
- ISO 5660-1:2015; Reaction-to-fire tests—Heat release, smoke production and mass loss rate. ISO: Geneva, Switzerland, 2015.
- ASTM D5035-11; Standard Test Method for Breaking Force and Elongation of Textile Fabrics (Strip Method). ASTM: West Conshohocken, PA, USA, 2019.
- Saito, R.; Hofmann, M.; Dresselhaus, G.; Jorio, A.; Dresselhaus, M.S. Raman spectroscopy of graphene and carbon nanotubes. Adv. Phys. 2011, 60, 413–550. [Google Scholar] [CrossRef]
- Ferrari, A.C.; Robertson, J. Interpretation of Raman spectra of disordered and amorphous carbon. Phys. Rev. B 2000, 61, 14095. [Google Scholar] [CrossRef]
- Chen, W.; Liu, Y.; Liu, P.; Xu, C.; Liu, Y.; Wang, Q. The preparation and application of a graphene-based hybrid flame retardant containing a long-chain phosphaphenanthrene. Sci. Rep. 2017, 7, 8759. [Google Scholar] [CrossRef]
- Shi, X.H.; Jing, C.Y.; Luo, H.; Shi, H.; Wang, D.Y. A flame retardant coating based on amino acid and phytic acid for cotton fabrics. Polym. Degrad. Stab. 2024, 230, 111069. [Google Scholar] [CrossRef]
- Zhou, X.; Jiang, F.; Hu, Z.; Wu, F.; Gao, M.; Chai, Z.; Wang, Y.; Gu, X.; Wang, Y. Study on the Flame Retardancy of Rigid Polyurethane Foam with Phytic Acid-Functionalized Graphene Oxide. Molecules 2023, 28, 6267. [Google Scholar] [CrossRef]
- Qin, S.; Liu, Y.; Shi, X.; Shen, X.; Chu, D.; Liu, S. Phytic acid-based NP fire retardant and its effect on combustion property of poplar wood. BioResources 2024, 19, 955–972. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number of BL | Pure | 3BL | 6BL | 9BL | 12BL |
|---|---|---|---|---|---|
| Weight gain (%) | 0 | 29.3 | 32.2 | 40.7 | 47.9 |
| Sample | T5% (°C) | Residual Yield @ 800 °C (Under N2), wt% | Residual Yield @ 800 °C (Under Air), wt% | |
|---|---|---|---|---|
| Calculated | Experimental | |||
| Phytic acid (PA) | 155 | -- | 61.7 | 5.0 |
| Pea Protein (PE) | 79 | -- | 10.3 | 5.0 |
| Pure Cotton (PC) | 80 | -- | 2.1 | 3.78 |
| 3BL | 72 | 10.1 | 22.4 | 18.3 |
| 6BL | 88 | 13.9 | 25.3 | 20.7 |
| 9BL | 111 | 16.9 | 34.7 | 28.4 |
| 12BL | 95 | 19.5 | 28.8 | 23.6 |
| Sample | LOI (%) | Damage Length (mm) | After Flame Time (s) |
|---|---|---|---|
| Pristine Cotton | 17 | Burn out/damaged char | 38 |
| 3BL | 23 | 220 | 15 |
| 6BL | 26 | 75 | 3 |
| 9BL | 29 | 62 | 1 |
| 12BL | 26 | 85 | 3 |
| Sample | pHRR (kW/m2) | THR (MJ/m2) | FIGRA (kW/m2⋅s) | Residual Mass (%) | TSR (m2/m2) | TSP (m2) | MARHE (kW/m2) | CO (kg/kg) | CO/CO2 |
|---|---|---|---|---|---|---|---|---|---|
| Pure Cotton | 250 | 3.89 | 6.25 | 2.6 | 42.5 | 0.60 | 55.5 | 0.200 | 0.0128 |
| 3BL | 230 | 3.55 | 5.85 | 35.2 | 68.8 | 0.58 | 60.2 | 0.044 | 0.0354 |
| 6BL | 241 | 3.64 | 6.42 | 38.6 | 67.1 | 0.62 | 66.2 | 0.033 | 0.0304 |
| 9BL | 192 | 1.82 | 5.02 | 41.8 | 13.0 | 0.17 | 50.9 | 0.034 | 0.0270 |
| 12BL | 255 | 3.20 | 6.80 | 37.4 | 44.3 | 0.49 | 59.5 | 0.045 | 0.0326 |
| Sample | Elongation at Break (%) | Stress (MPa) |
|---|---|---|
| Pure Cotton | 21.6 | 32.1 |
| 3BL | 19.4 | 26.6 |
| 6BL | 19.0 | 23.6 |
| 9BL | 17.5 | 25.1 |
| 12BL | 16.1 | 22.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, X.; Li, X.; Guo, W.; Mohammadi, A.; Enetezar Shabestari, M.; Li, R.; Zhang, S.; Naderi Kalali, E. Advanced Phosphorus–Protein Hybrid Coatings for Fire Safety of Cotton Fabrics, Developed Through the Layer-by-Layer Assembly Technique. Polymers 2025, 17, 945. https://doi.org/10.3390/polym17070945
Yang X, Li X, Guo W, Mohammadi A, Enetezar Shabestari M, Li R, Zhang S, Naderi Kalali E. Advanced Phosphorus–Protein Hybrid Coatings for Fire Safety of Cotton Fabrics, Developed Through the Layer-by-Layer Assembly Technique. Polymers. 2025; 17(7):945. https://doi.org/10.3390/polym17070945
Chicago/Turabian StyleYang, Xuqi, Xiaolu Li, Wenwen Guo, Abbas Mohammadi, Marjan Enetezar Shabestari, Rui Li, Shuyi Zhang, and Ehsan Naderi Kalali. 2025. "Advanced Phosphorus–Protein Hybrid Coatings for Fire Safety of Cotton Fabrics, Developed Through the Layer-by-Layer Assembly Technique" Polymers 17, no. 7: 945. https://doi.org/10.3390/polym17070945
APA StyleYang, X., Li, X., Guo, W., Mohammadi, A., Enetezar Shabestari, M., Li, R., Zhang, S., & Naderi Kalali, E. (2025). Advanced Phosphorus–Protein Hybrid Coatings for Fire Safety of Cotton Fabrics, Developed Through the Layer-by-Layer Assembly Technique. Polymers, 17(7), 945. https://doi.org/10.3390/polym17070945