
Various FDM Mechanisms Used in the Fabrication of Continuous-Fiber Reinforced Composites: A Review


Abstract
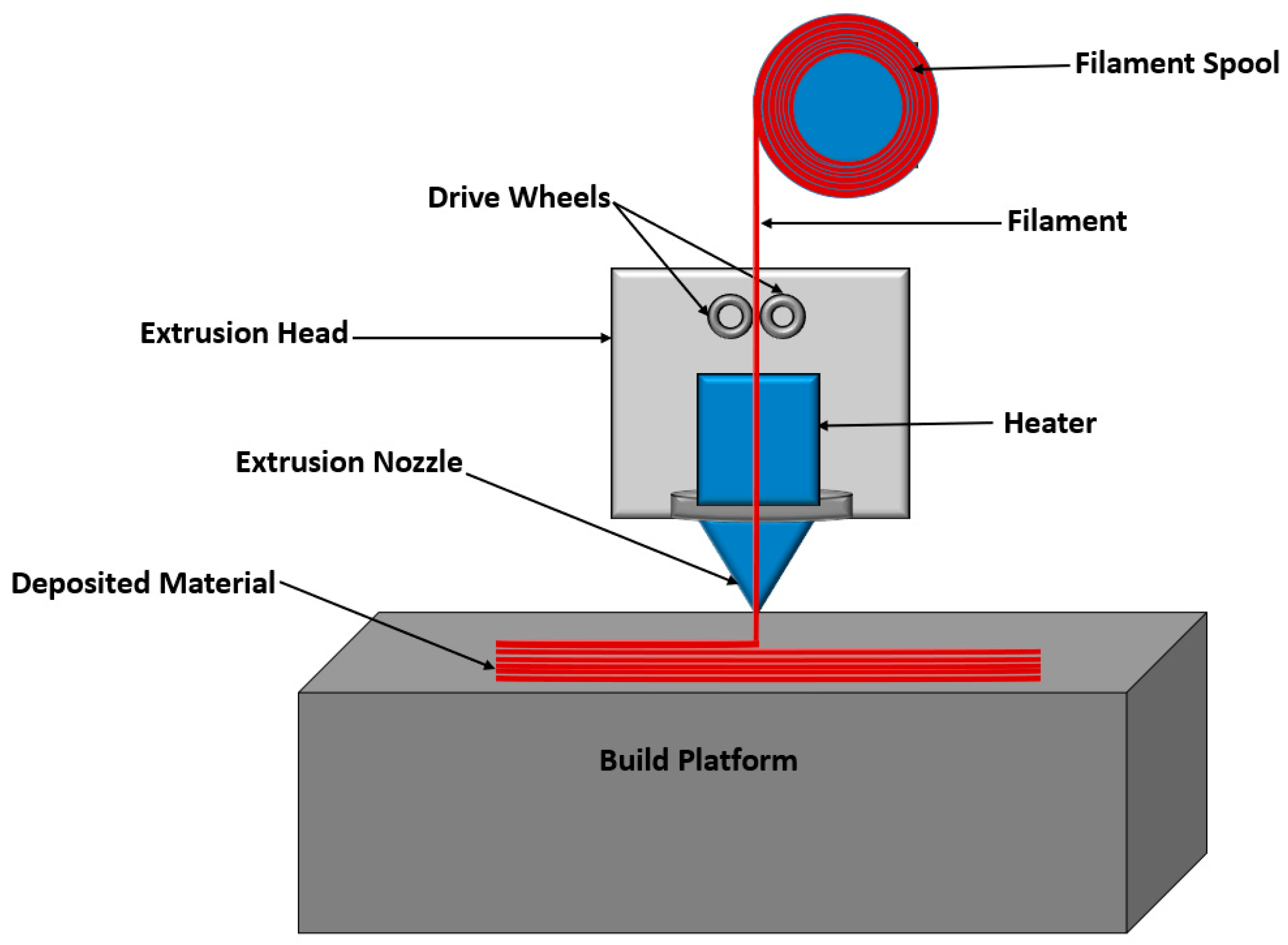
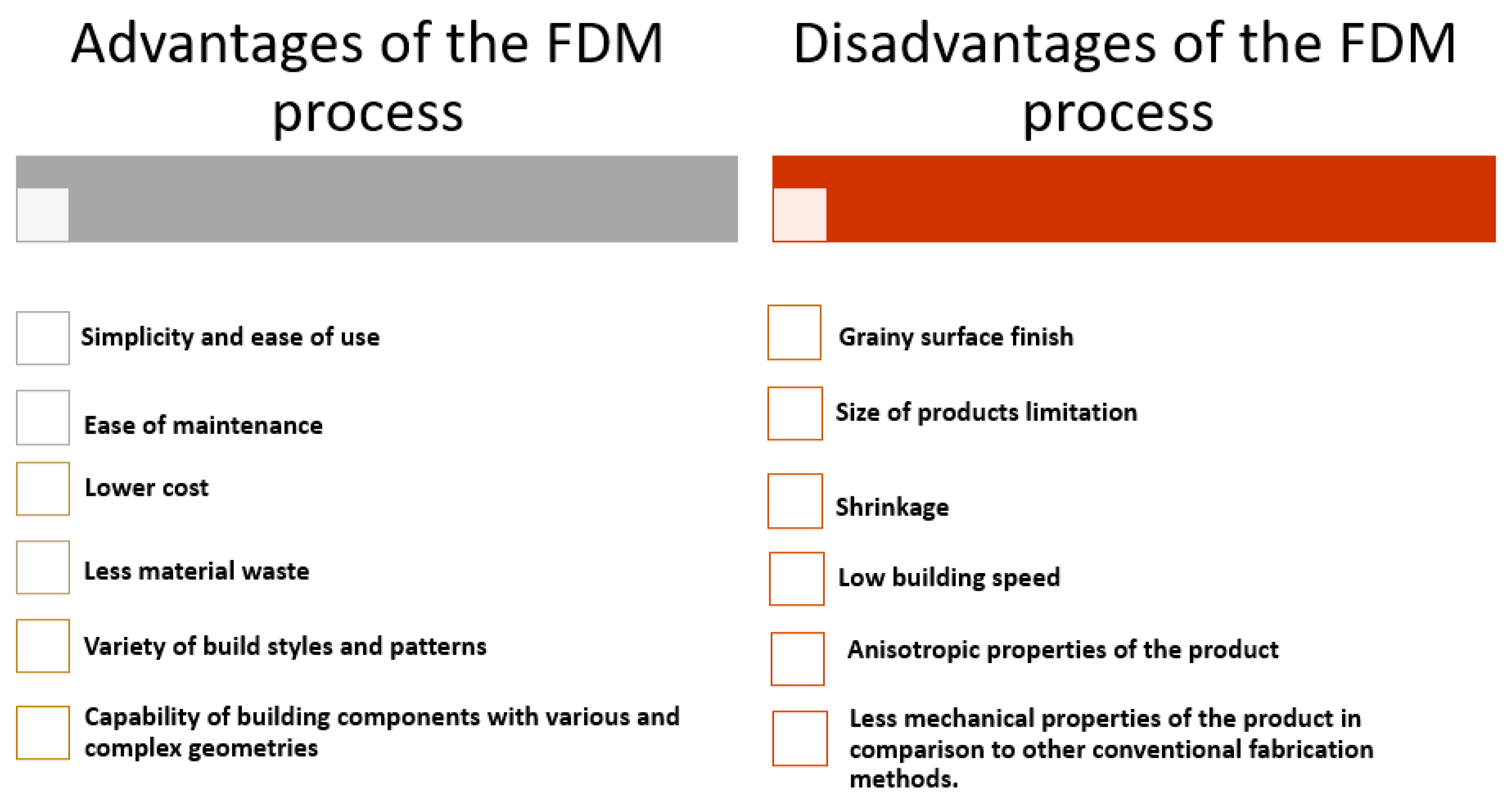
1. Introduction
2. FDM Filaments
2.1. Filaments Production and Reinforcing Process
2.2. Filaments Types
2.2.1. Poly (Lactic Acid) (PLA)
2.2.2. Acrylonitrile Butadiene Styrene (ABS)
2.2.3. Nylon
2.2.4. Thermoplastic Polyurethane (TPU)
2.2.5. High-Impact Polystyrene (HIPS)
2.2.6. Poly (Vinyl Alcohol) (PVA)
2.2.7. Polyethylene Terephthalate Glycol-Modified (PETG)
2.2.8. Polycarbonate (PC)
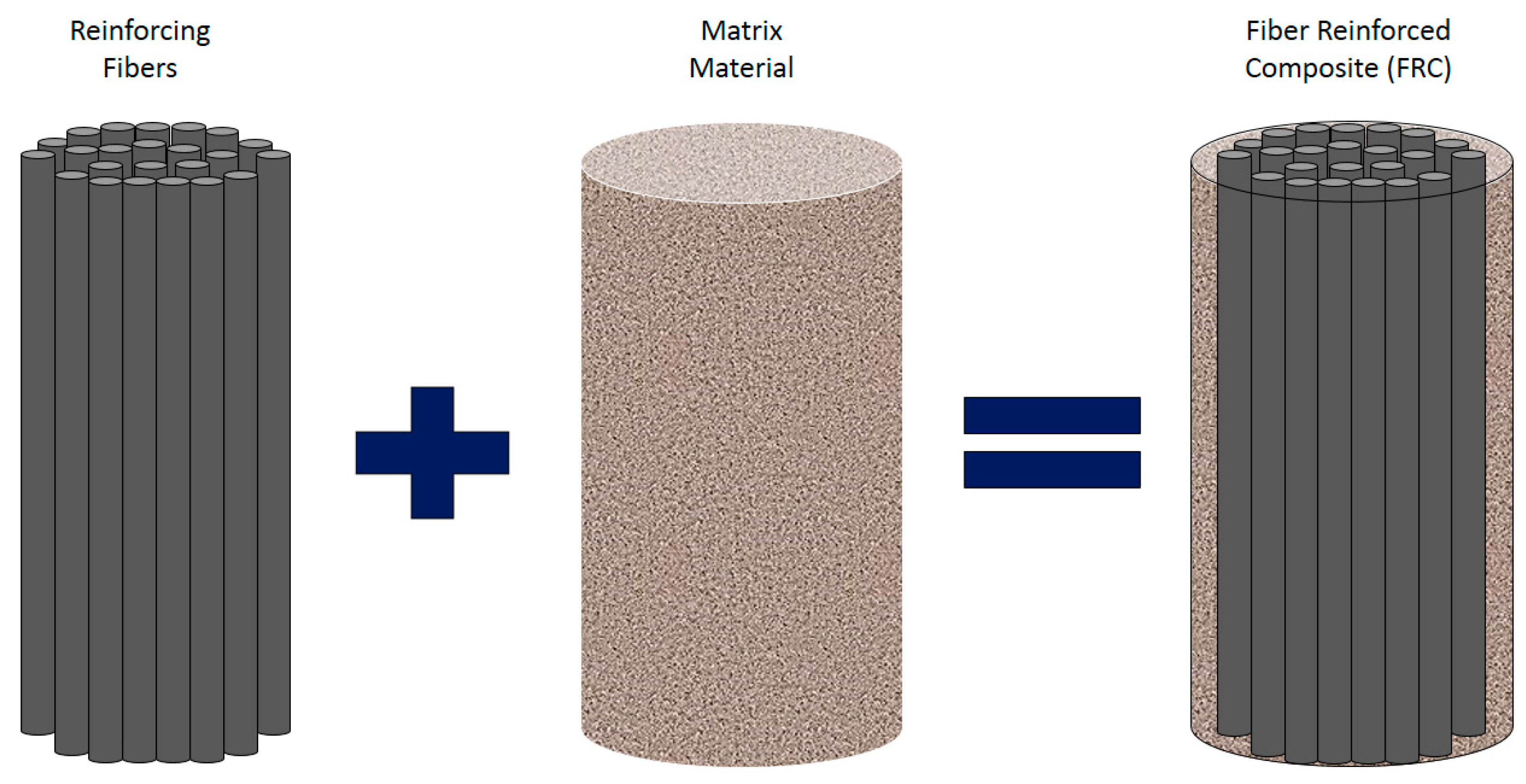
3. FDM 3D Printed Fiber Reinforced Composites (FRCs)
3.1. Composite Matrix
3.2. Reinforcing Elements
3.2.1. Fillers
3.2.2. Fibers
Short Fibers
Continuous Fibers
3.2.3. Synthetic Fibers
Carbon Fibers
- Short carbon Fibers
- 2.
- Continuous carbon fibers
Glass Fibers
Aramid
Kevlar
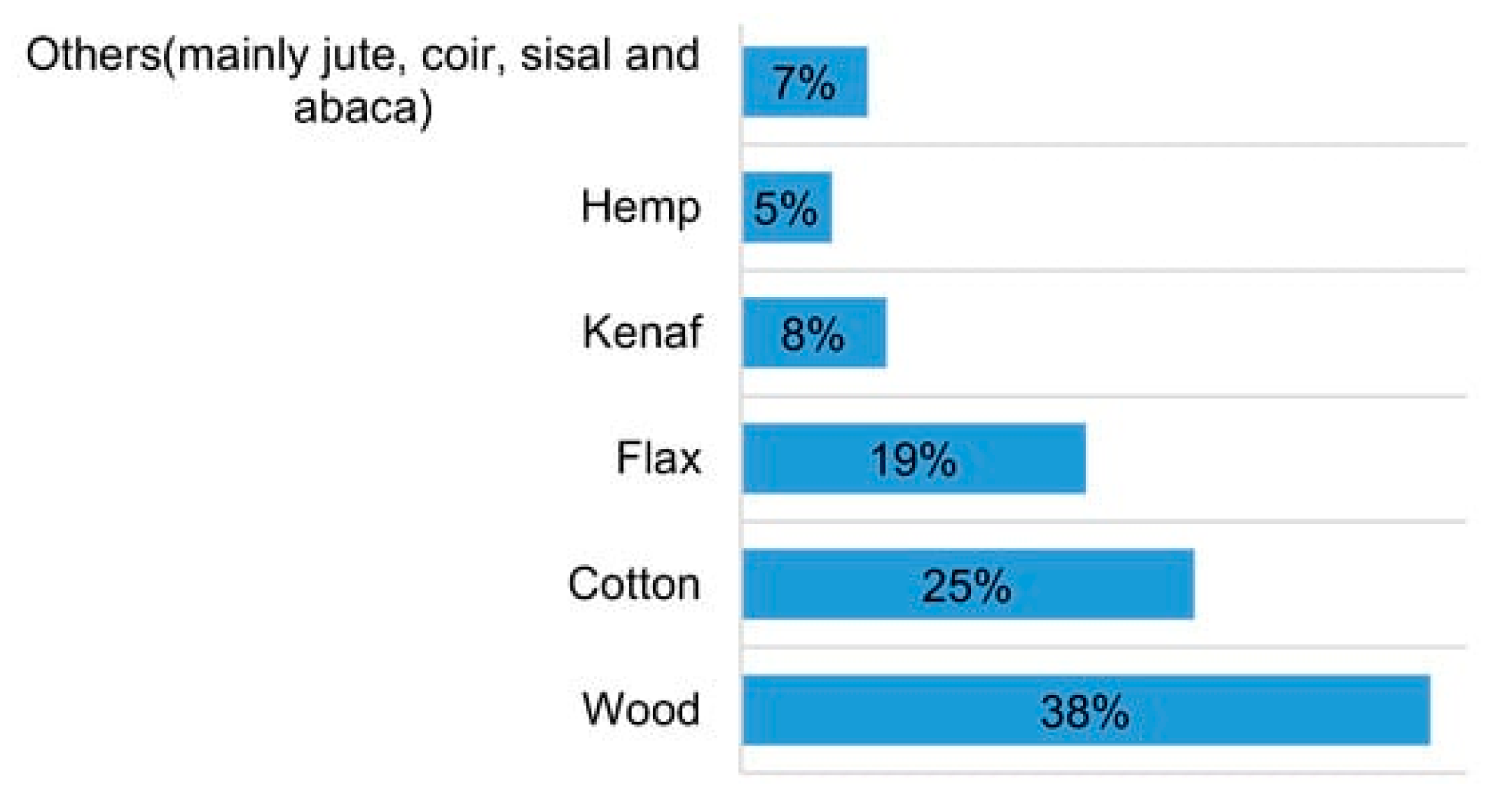
3.2.4. Natural Fibers
Flax
Cotton
Kenaf
Hemp
Wood
Jute
Basalt
4. FDM of Continuous Fibers
4.1. In-Situ Fusion Mechanism
4.2. Dual Extruder Mechanism/Ex-Situ Method
4.3. Other FDM Mechanisms
4.3.1. 3D Compaction Printing
4.3.2. Modified In-Situ Fusion Mechanism
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ren, L.; Li, B.; Song, Z.; Liu, Q.; Ren, L.; Zhou, X. 3D printing of structural gradient soft actuators by variation of bioinspired architectures. J. Mater. Sci. 2019, 54, 6542–6551. [Google Scholar] [CrossRef]
- Chen, X.; Liu, Y.; Liu, H.; Li, L.; Liu, Y.; Liu, P.; Yang, X. Bioactive bone scaffolds manufactured by 3D printing and sacrificial templating of poly(ε-caprolactone) composites as filler for bone tissue engineering. J. Mater. Sci. 2023, 58, 5444–5455. [Google Scholar] [CrossRef]
- Ma, Y.; Wu, Q.; Duanmu, L.; Wu, S.; Liu, Q.; Li, B.; Zhou, X. Bioinspired composites reinforced with ordered steel fibers produced via a magnetically assisted 3D printing process. J. Mater. Sci. 2020, 55, 15510–15522. [Google Scholar] [CrossRef]
- Abbaslou, M.; Hashemi, R.; Etemadi, E. Novel hybrid 3D-printed auxetic vascular stent based on re-entrant and meta-trichiral unit cells: Finite element simulation with experimental verifications. Mater. Today Commun. 2023, 35, 105742. [Google Scholar] [CrossRef]
- Raghunathan, V.; Ayyappan, V.; Rangappa, S.M.; Siengchin, S. Development of fiber-reinforced polylactic acid filaments using untreated/silane-treated trichosanthes cucumerina fibers for additive manufacturing. J. Elastomers Plast. 2024, 56, 277–292. [Google Scholar] [CrossRef]
- Melenka, G.W.; Cheung BK, O.; Schofield, J.S.; Dawson, M.R.; Carey, J.P. Evaluation and prediction of the tensile properties of continuous fiber-reinforced 3D printed structures. Compos. Struct. 2016, 153, 866–875. [Google Scholar] [CrossRef]
- Masood, S.H. Advances in Fused Deposition Modeling. Compr. Mater. Process. 2014, 10, 69–91. [Google Scholar] [CrossRef]
- Ahmadi, M.; Tabary SA, A.B.; Rahmatabadi, D.; Ebrahimi, M.S.; Abrinia, K.; Hashemi, R. Review of selective laser melting of magnesium alloys: Advantages, microstructure and mechanical characterizations, defects, challenges, and applications. J. Mater. Res. Technol. 2022, 19, 1537–1562. [Google Scholar] [CrossRef]
- Jiang, Y.; Zhou, J.; Shi, H.; Zhao, G.; Zhang, Q.; Feng, C.; Xv, X. Preparation of cellulose nanocrystal/oxidized dextran/gelatin (CNC/OD/GEL) hydrogels and fabrication of a CNC/OD/GEL scaffold by 3D printing. J. Mater. Sci. 2020, 55, 2618–2635. [Google Scholar] [CrossRef]
- Yousefi, N.; Hashemi, R.; Sedighi, M. Printing strategies to fabricate a disk through the fused deposition modeling method. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2023. [Google Scholar] [CrossRef]
- Chen, F.; Ni, X.; Liu, Y.; Xia, X.; Gao, X. Preparation and properties of heat-treated esterified wood flour/polylactic acid composites for FDM 3D printing. J. Mater. Sci. 2022, 57, 14819–14834. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Aberoumand, M.; Soltanmohammadi, K.; Soleyman, E.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Zolfagharian, A.; Bodaghi, M.; Baghani, M. A New Strategy for Achieving Shape Memory Effects in 4D Printed Two-Layer Composite Structures. Polymers 2022, 14, 5446. [Google Scholar] [CrossRef] [PubMed]
- Fernández-Cervantes, I.; Morales, M.A.; Agustín-Serrano, R.; Cardenas-García, M.; Pérez-Luna, P.V.; Arroyo-Reyes, B.L.; Maldonado-García, A. Polylactic acid/sodium alginate/hydroxyapatite composite scaffolds with trabecular tissue morphology designed by a bone remodeling model using 3D printing. J. Mater. Sci. 2019, 54, 9478–9496. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Soltanmohammadi, K.; Aberoumand, M.; Soleyman, E.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Bodaghi, M.; Baghani, M. Development of Pure Poly Vinyl Chloride (PVC) with Excellent 3D Printability and Macro- and Micro-Structural Properties. Macromol. Mater. Eng. 2023, 308, 2200568. [Google Scholar] [CrossRef]
- Ayyappan, V.; Rangappa, S.M.; Tengsuthiwat, J.; Fiore, V.; Siengchin, S. Investigation of thermo-mechanical and viscoelastic properties of 3D-printed Morinda citrifolia particle reinforced poly(lactic acid) composites. Polym. Compos. 2024. early view. [Google Scholar] [CrossRef]
- Yasir, M.; Ullah, Z.; Noroozi, R.; Zolfagharian, A. 4D printing of shape memory polymer composites: A review on fabrication techniques, applications, and future perspectives. J. Manuf. Process. 2022, 81, 759–797. [Google Scholar]
- Rahmatabadi, D.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Baghani, M. 4D printing of PLA-TPU blends: Effect of PLA concentration, loading mode, and programming temperature on the shape memory effect. J. Mater. Sci. 2023, 58, 7227–7243. [Google Scholar] [CrossRef]
- Adil, S.; Lazoglu, I. A review on additive manufacturing of carbon fiber-reinforced polymers: Current methods, materials, mechanical properties, applications and challenges. J. Appl. Polym. Sci. 2023, 140, e53476. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Aberoumand, M.; Soltanmohammadi, K.; Soleyman, E.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Bodaghi, M.; Baghani, M. Toughening PVC with Biocompatible PCL Softeners for Supreme Mechanical Properties, Morphology, Shape Memory Effects, and FFF Printability. Macromol. Mater. Eng. 2023, 308, 2300114. [Google Scholar] [CrossRef]
- You, X.; Yang, J.; Dong, S. Structural and functional applications of 3D-printed graphene-based architectures. J. Mater. Sci. 2021, 56, 9007–9046. [Google Scholar] [CrossRef]
- Moradi, M.; Hashemi, R.; Kasaeian-Naeini, M. Experimental investigation of parameters in fused filament fabrication 3D printing process of ABS plus using response surface methodology. Int. J. Adv. Manuf. Technol. 2023, 126, 1–18. [Google Scholar] [CrossRef]
- Zhang, S.; Rehman MZ ur Bhagia, S.; Meng, X.; Meyer, H.M.; Wang, H.; Koehler, M.R.; Akhtar, K.; Harper, D.P.; Ragauskas, A.J. Coal polymer composites prepared by fused deposition modeling (FDM) 3D printing. J. Mater. Sci. 2022, 57, 10141–10152. [Google Scholar] [CrossRef]
- Zhang, H.; Huang, T.; Jiang, Q.; He, L.; Bismarck, A.; Hu, Q. Recent progress of 3D printed continuous fiber reinforced polymer composites based on fused deposition modeling: A review. J. Mater. Sci. 2021, 56, 12999–13022. [Google Scholar] [CrossRef]
- Bodaghi, M.; Sadooghi, A.; Bakhshi, M.; Hashemi, S.J.; Rahmani, K.; Keshavarz Motamedi, M. Glass Fiber Reinforced Acrylonitrile Butadiene Styrene Composite Gears by FDM 3D Printing. Adv. Mater. Interfaces 2023, 10, 2300337. [Google Scholar] [CrossRef]
- Chabaud, G.; Castro, M.; Denoual, C.; Le Duigou, A. Hygromechanical properties of 3D printed continuous carbon and glass fibre reinforced polyamide composite for outdoor structural applications. Addit. Manuf. 2019, 26, 94–105. [Google Scholar] [CrossRef]
- Gardner, J.M.; Sauti, G.; Kim, J.W.; Cano, R.J.; Wincheski, R.A.; Stelter, C.J.; Grimsley, B.W.; Working, D.C.; Siochi, E.J. 3-D printing of multifunctional carbon nanotube yarn reinforced components. Addit. Manuf. 2016, 12, 38–44. [Google Scholar] [CrossRef]
- Ghorbani, J.; Koirala, P.; Shen, Y.-L.; Tehrani, M. Eliminating voids and reducing mechanical anisotropy in fused filament fabrication parts by adjusting the filament extrusion rate. J. Manuf. Process. 2022, 80, 651–658. [Google Scholar] [CrossRef]
- Dickson, A.N.; Abourayana, H.M.; Dowling, D.P. 3D Printing of Fibre-Reinforced Thermoplastic Composites Using Fused Filament Fabrication—A Review. Polymers 2020, 12, 2188. [Google Scholar] [CrossRef] [PubMed]
- Hu, Q.; Duan, Y.; Zhang, H.; Liu, D.; Yan, B.; Peng, F. Manufacturing and 3D printing of continuous carbon fiber prepreg filament. J. Mater. Sci. 2018, 53, 1887–1898. [Google Scholar] [CrossRef]
- Jiang, L.; Zhou, Y.; Jin, F. Design of short fiber-reinforced thermoplastic composites: A review. Polym. Compos. 2022, 43, 4835–4847. [Google Scholar] [CrossRef]
- Um, H.J.; Lee, J.S.; Shin, J.H.; Kim, H.S. 3D printed continuous carbon fiber reinforced thermoplastic composite sandwich structure with corrugated core for high stiffness/load capability. Compos. Struct. 2022, 291, 115590. [Google Scholar] [CrossRef]
- Li, H.; Jiang, Z.; Zhang, Q.; Zhang, H.; Zhang, J. Improving the mechanical property of continuous fibre reinforced composites by promoting the polymer molecular chain activity. Compos. Commun. 2023, 38, 101518. [Google Scholar] [CrossRef]
- Pizzorni, M.; Prato, M. Effects of hygrothermal aging on the tensile and bonding performance of consolidated 3D printed polyamide-6 composites reinforced with short and multidirectional continuous carbon fibers. Compos. Part A Appl. Sci. Manuf. 2023, 165, 107334. [Google Scholar] [CrossRef]
- Zhang, K.; Zhang, H.; Wu, J.; Chen, J.; Yang, D. Improved fibre placement in filament-based 3D printing of continuous carbon fibre reinforced thermoplastic composites. Compos. Part A Appl. Sci. Manuf. 2023, 168, 107454. [Google Scholar] [CrossRef]
- Nakagawa, Y.; Mori, K.i.; Maeno, T. 3D printing of carbon fibre-reinforced plastic parts. Int. J. Adv. Manuf. Technol. 2017, 91, 2811–2817. [Google Scholar] [CrossRef]
- Matsuzaki, R.; Ueda, M.; Namiki, M.; Jeong, T.K.; Asahara, H.; Horiguchi, K.; Nakamura, T.; Todoroki, A.; Hirano, Y. Three-dimensional printing of continuous-fiber composites by in-nozzle impregnation. Sci. Rep. 2016, 6, 23058. [Google Scholar] [CrossRef] [PubMed]
- Yang, C.; Tian, X.; Liu, T.; Cao, Y.; Li, D. 3D printing for continuous fiber reinforced thermoplastic composites: Mechanism and performance. Rapid Prototyp. J. 2017, 23, 209–215. [Google Scholar] [CrossRef]
- Klift FVan Der Koga, Y.; Todoroki, A.; Ueda, M.; Hirano, Y.; Matsuzaki, R. 3D Printing of Continuous Carbon Fibre Reinforced Thermo-Plastic (CFRTP) Tensile Test Specimens. Open J. Compos. Mater. 2016, 6, 18–27. [Google Scholar] [CrossRef]
- Masood, S.H. 10.04—Advances in Fused Deposition Modeling A2—Hashmi, Saleem. In Comprehensive Materials Processing; Elsevier: Amsterdam, The Netherlands, 2014. [Google Scholar]
- Bayati, A.; Rahmatabadi, D.; Ghasemi, I.; Khodaei, M.; Baniassadi, M.; Abrinia, K.; Baghani, M. 3D printing super stretchable propylene-based elastomer. Mater. Lett. 2024, 361, 136075. [Google Scholar] [CrossRef]
- Ranakoti, L.; Gangil, B.; Mishra, S.K.; Singh, T.; Sharma, S.; Ilyas, R.A.; El-Khatib, S. Critical Review on Polylactic Acid: Properties, Structure, Processing, Biocomposites, and Nanocomposites. Materials 2022, 15, 4312. [Google Scholar] [CrossRef] [PubMed]
- Reddy, A.B.; Reddy GS, M.; Jayaramudu, J.; Sudhakar, K.; Manjula, B.; Ray, S.S.; Sadiku, E.R. Polyethylene Terephthalate-Based Blends: Natural Rubber and Synthetic Rubber. In Poly(Ethylene Terephthalate) Based Blends, Composites and Nanocomposites; Elsevier: Amsterdam, The Netherlands, 2015; pp. 75–98. [Google Scholar] [CrossRef]
- Kumar, N.; Ukey, P.D.; Francis, V.; Singh, R.P.; Sahu, S. Plastic pellets. In Polymers for 3D Printing: Methods, Properties, and Characteristics; Elsevier: Amsterdam, The Netherlands, 2022; pp. 307–323. [Google Scholar] [CrossRef]
- Das, J.P.; Divakaran, N.; Alex, Y.; Manoj, T.P.; Mohanty, S. Fabrication of 3D printing extrusion-based Nylon 12/Bi2O3 composite filaments for thermal interface device application. J. Manuf. Process. 2023, 85, 885–893. [Google Scholar] [CrossRef]
- Farina, I.; Singh, N.; Colangelo, F.; Luciano, R.; Bonazzi, G.; Fraternali, F. High-Performance Nylon-6 Sustainable Filaments for Additive Manufacturing. Materials 2019, 12, 3955. [Google Scholar] [CrossRef] [PubMed]
- Wang, J.; Yang, B.; Lin, X.; Gao, L.; Liu, T.; Lu, Y.; Wang, R. Research of TPU materials for 3D printing aiming at non-pneumatic tires by FDM method. Polymers 2020, 12, 2492. [Google Scholar] [CrossRef] [PubMed]
- Hanitio, E.W.; Lutfhyansyah, N.R.; Efendi, B.M.; Mardiyati, Y.; Steven, S. From Electronic Waste to 3D-Printed Product, How Multiple Recycling Affects High-Impact Polystyrene (HIPS) Filament Performances. Materials 2023, 16, 3412. [Google Scholar] [CrossRef]
- Doble, M.; Kumar, A. Degradation of Polymers. In Biotreatment of Industrial Effluents; Elsevier Science: Amsterdam, The Netherlands, 2005; pp. 101–110. [Google Scholar] [CrossRef]
- Havstad, M.R. Biodegradable plastics. In Plastic Waste and Recycling: Environmental Impact, Societal Issues, Prevention, and Solutions; Elsevier: Amsterdam, The Netherlands, 2020; pp. 97–129. [Google Scholar] [CrossRef]
- Hassan, M.H.; Omar, A.M.; Daskalakis, E.; Hou, Y.; Huang, B.; Strashnov, I.; Grieve, B.D.; Bártolo, P. The Potential of Polyethylene Terephthalate Glycol as Biomaterial for Bone Tissue Engineering. Polymers 2020, 12, 3045. [Google Scholar] [CrossRef] [PubMed]
- Vidakis, N.; Petousis, M.; Grammatikos, S.; Papadakis, V.; Korlos, A.; Mountakis, N. High Performance Polycarbonate Nanocomposites Mechanically Boosted with Titanium Carbide in Material Extrusion Additive Manufacturing. Nanomaterials 2022, 12, 68. [Google Scholar] [CrossRef]
- Bahar, A.; Belhabib, S.; Guessasma, S.; Benmahiddine, F.; Hamami AE, A.; Belarbi, R. Mechanical and Thermal Properties of 3D Printed Polycarbonate. Energies 2022, 15, 3686. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, D.; Huang, T.; Hu, Q.; Lammer, H. Three-Dimensional Printing of Continuous Flax Fiber-Reinforced Thermoplastic Composites by Five-Axis Machine. Materials 2020, 13, 1678. [Google Scholar] [CrossRef]
- Zhang, H.; Lei, X.; Hu, Q.; Wu, S.; Aburaia, M.; Gonzalez-Gutierrez, J.; Lammer, H. Hybrid Printing Method of Polymer and Continuous Fiber-Reinforced Thermoplastic Composites (CFRTPCs) for Pipes through Double-Nozzle Five-Axis Printer. Polymers 2022, 14, 819. [Google Scholar] [CrossRef]
- Park, S.J.; Lee, J.E.; Lee, H.B.; Park, J.; Lee, N.K.; Son, Y.; Park, S.H. 3D printing of bio-based polycarbonate and its potential applications in ecofriendly indoor manufacturing. Addit. Manuf. 2020, 31, 100974. [Google Scholar] [CrossRef]
- Kannan, S.; Ramamoorthy, M. Mechanical characterization and experimental modal analysis of 3D Printed ABS, PC and PC-ABS materials. Mater. Res. Express 2020, 7, 015341. [Google Scholar] [CrossRef]
- Zander, N.E.; Gillan, M.; Burckhard, Z.; Gardea, F. Recycled polypropylene blends as novel 3D printing materials. Addit. Manuf. 2019, 25, 122–130. [Google Scholar] [CrossRef]
- Eichenhofer, M.; Wong JC, H.; Ermanni, P. Exploiting cyclic softening in continuous lattice fabrication for the additive manufacturing of high performance fibre-reinforced thermoplastic composite materials. Compos. Sci. Technol. 2018, 164, 248–259. [Google Scholar] [CrossRef]
- Zhang, H.; Chen, J.; Yang, D. Fibre misalignment and breakage in 3D printing of continuous carbon fibre reinforced thermoplastic composites. Addit. Manuf. 2021, 38, 101775. [Google Scholar] [CrossRef]
- Blok, L.G.; Longana, M.L.; Yu, H.; Woods, B.K.S. An investigation into 3D printing of fibre reinforced thermoplastic composites. Addit. Manuf. 2018, 22, 176–186. [Google Scholar] [CrossRef]
- Ding, S.; Zou, B.; Wang, P.; Huang, C.; Liu, J.; Li, L. Geometric modeling and recycling of 3D printed fiber reinforced thermoplastic composite plain weft knitted structures. Compos. Part A Appl. Sci. Manuf. 2021, 149, 106528. [Google Scholar] [CrossRef]
- Todoroki, A.; Oasada, T.; Mizutani, Y.; Suzuki, Y.; Ueda, M.; Matsuzaki, R.; Hirano, Y. Tensile property evaluations of 3D printed continuous carbon fiber reinforced thermoplastic composites. Adv. Compos. Mater. 2020, 29, 147–162. [Google Scholar] [CrossRef]
- Oladapo, B.I.; Zahedi, S.A.; Ismail, S.O.; Omigbodun, F.T. 3D printing of PEEK and its composite to increase biointerfaces as a biomedical material- A review. Colloids Surf. B Biointerfaces 2021, 203, 111726. [Google Scholar] [CrossRef]
- Hao, W.; Liu, Y.; Zhou, H.; Chen, H.; Fang, D. Preparation and characterization of 3D printed continuous carbon fiber reinforced thermosetting composites. Polym. Test. 2018, 65, 29–34. [Google Scholar] [CrossRef]
- Aberoumand, M.; Soltanmohammadi, K.; Rahmatabadi, D.; Soleyman, E.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Bodaghi, M.; Baghani, M. 4D Printing of Polyvinyl Chloride (PVC): A Detailed Analysis of Microstructure, Programming, and Shape Memory Performance. Macromol. Mater. Eng. 2023, 308, 2200677. [Google Scholar] [CrossRef]
- Karimi, A.; Rahmatabadi, D.; Baghani, M. Direct Pellet Three-Dimensional Printing of Polybutylene Adipate-co-Terephthalate for a Greener Future. Polymers 2024, 16, 267. [Google Scholar] [CrossRef] [PubMed]
- Sztorch, B.; Brząkalski, D.; Pakuła, D.; Frydrych, M.; Špitalský, Z.; Przekop, R.E. Natural and Synthetic Polymer Fillers for Applications in 3D Printing—FDM Technology Area. Solids 2022, 3, 508–548. [Google Scholar] [CrossRef]
- Asim, M.; Jawaid, M.; Saba, N.; Ramengmawii Nasir, M.; Sultan MT, H. Processing of hybrid polymer composites—A review. In Hybrid Polymer Composite Materials: Processing; Elsevier: Amsterdam, The Netherlands, 2017; pp. 1–22. [Google Scholar] [CrossRef]
- Hasan, Z.; Rahman, M.Z.; Saha, B.; Ador, S.H. Composite materials from synthetic and natural sources: Fabrication techniques and applications. In Reference Module in Materials Science and Materials Engineering; Elsevier: Amsterdam, The Netherlands, 2023. [Google Scholar] [CrossRef]
- Jamir MR, M.; Majid MS, A.; Khasri, A. Natural lightweight hybrid composites for aircraft structural applications. In Sustainable Composites for Aerospace Applications; Elsevier: Amsterdam, The Netherlands, 2018; pp. 155–170. [Google Scholar] [CrossRef]
- Inagaki, M. Carbon Fibers. In New Carbons—Control of Structure and Functions; Elsevier: Amsterdam, The Netherlands, 2000; pp. 82–123. [Google Scholar] [CrossRef]
- Pusch, J.; Wohlmann, B. Carbon Fibers. In Inorganic and Composite Fibers: Production, Properties, and Applications; Elsevier: Amsterdam, The Netherlands, 2018; pp. 31–51. [Google Scholar] [CrossRef]
- Acatay, K. Carbon fibers. In Fiber Technology for Fiber-Reinforced Composites; Elsevier: Amsterdam, The Netherlands, 2017; pp. 123–151. [Google Scholar] [CrossRef]
- Ferreira RT, L.; Amatte, I.C.; Dutra, T.A.; Bürger, D. Experimental characterization and micrography of 3D printed PLA and PLA reinforced with short carbon fibers. Compos. Part B Eng. 2017, 124, 88–100. [Google Scholar] [CrossRef]
- Ning, F.; Cong, W.; Qiu, J.; Wei, J.; Wang, S. Additive manufacturing of carbon fiber reinforced thermoplastic composites using fused deposition modeling. Compos. Part B Eng. 2015, 80, 369–378. [Google Scholar] [CrossRef]
- Tekinalp, H.L.; Kunc, V.; Velez-Garcia, G.M.; Duty, C.E.; Love, L.J.; Naskar, A.K.; Blue, C.A.; Ozcan, S. Highly oriented carbon fiber-polymer composites via additive manufacturing. Compos. Sci. Technol. 2014, 105, 144–150. [Google Scholar] [CrossRef]
- Sathishkumar, T.P.; Satheeshkumar, S.; Naveen, J. Glass fiber-reinforced polymer composites—A review. J. Reinf. Plast. Compos. 2014, 33, 1258–1275. [Google Scholar] [CrossRef]
- Peng, X.; Zhang, M.; Guo, Z.; Sang, L.; Hou, W. Investigation of processing parameters on tensile performance for FDM-printed carbon fiber reinforced polyamide 6 composites. Compos. Commun. 2020, 22, 100478. [Google Scholar] [CrossRef]
- Hu, Y.; Ladani, R.B.; Brandt, M.; Li, Y.; Mouritz, A.P. Carbon fibre damage during 3D printing of polymer matrix laminates using the FDM process. Mater. Des. 2021, 205, 109679. [Google Scholar] [CrossRef]
- Giani, N.; Mazzocchetti, L.; Benelli, T.; Picchioni, F.; Giorgini, L. Towards sustainability in 3D printing of thermoplastic composites: Evaluation of recycled carbon fibers as reinforcing agent for FDM filament production and 3D printing. Compos. Part A Appl. Sci. Manuf. 2022, 159, 107002. [Google Scholar] [CrossRef]
- Donnet, J.B.; Bahl, O.P.; Bansal, R.C.; Wang, T.K. Carbon Fibers. In Encyclopedia of Physical Science and Technology; Elsevier: Amsterdam, The Netherlands, 2003; pp. 431–455. [Google Scholar] [CrossRef]
- Jubsilp, C.; Mora, P.; Bielawski, C.W.; Lu, Z.; Rimdusit, S. Thermosetting matrix based glass and carbon fiber composites. In Fiber Reinforced Composites: Constituents, Compatibility, Perspectives and Applications; Elsevier: Amsterdam, The Netherlands, 2021; pp. 341–403. [Google Scholar] [CrossRef]
- Chawla, K.K. Glass Fibers. In Reference Module in Materials Science and Materials Engineering; Elsevier: Amsterdam, The Netherlands, 2016. [Google Scholar] [CrossRef]
- Cevahir, A. Glass fibers. In Fiber Technology for Fiber-Reinforced Composites; Elsevier: Amsterdam, The Netherlands, 2017; pp. 99–121. [Google Scholar] [CrossRef]
- Yalamaç, E.; Sütçü, M.; Baştürk, S.B. Chapter 9: Ceramic Fibers. In Fiber Technology for Fiber Reinforced Composites; Seydibeyoğlu, M.Ö., Mohanty, A.K., Misra, M., Eds.; Woodhead Publishing Series; Elsevier: Amsterdam, The Netherlands, 2017; Available online: http://www.sciencedirect.com:5070/book/9780081018712/fiber-technology-for-fiber-reinforced-composites (accessed on 22 May 2017).
- Katiyar, J.K.; Jena, H. The role of synthetic fibers in the tribological behavior of polymeric materials. In Tribology of Polymers, Polymer Composites, and Polymer Nanocomposites; Elsevier: Amsterdam, The Netherlands, 2023; pp. 173–194. [Google Scholar] [CrossRef]
- Roy Choudhury, A.K. Dyeing of synthetic fibres. In Handbook of Textile and Industrial Dyeing; Elsevier: Amsterdam, The Netherlands, 2011; pp. 40–128. [Google Scholar] [CrossRef]
- Fink, J.K. Aramids. In High Performance Polymers; Elsevier: Amsterdam, The Netherlands, 2014; pp. 301–320. [Google Scholar] [CrossRef]
- Abdin, Y.; Jain, A.; Lomov, S.V.; Carvelli, V. Fatigue analysis of carbon, glass and other fibres. In Fatigue of Textile Composites; Elsevier: Amsterdam, The Netherlands, 2015; pp. 85–104. [Google Scholar] [CrossRef]
- Hamouda, H. Thermal and Fire Protective Fabric Systems. In Handbook of Environmental Degradation of Materials, 3rd ed.; Elsevier: Amsterdam, The Netherlands, 2018; pp. 323–341. [Google Scholar] [CrossRef]
- Gabara, V. High-Performance Fibers. In Ullmann’s Encyclopedia of Industrial Chemistry; Wiley: Hoboken, NJ, USA, 2016; pp. 1–22. [Google Scholar] [CrossRef]
- Tian, X.; Liu, T.; Yang, C.; Wang, Q.; Li, D. Interface and performance of 3D printed continuous carbon fiber reinforced PLA composites. Compos. Part A Appl. Sci. Manuf. 2016, 88, 198–205. [Google Scholar] [CrossRef]
- Mori, K.I.; Maeno, T.; Nakagawa, Y. Dieless Forming of Carbon Fibre Reinforced Plastic Parts Using 3D Printer. Procedia Eng. 2014, 81, 1595–1600. [Google Scholar] [CrossRef]
- Caminero, M.A.; Chacón, J.M.; García-Moreno, I.; Reverte, J.M. Interlaminar bonding performance of 3D printed continuous fibre reinforced thermoplastic composites using fused deposition modelling. Polym. Test. 2018, 68, 415–423. [Google Scholar] [CrossRef]
- Li, N.; Li, Y.; Liu, S. Rapid prototyping of continuous carbon fiber reinforced polylactic acid composites by 3D printing. J. Mater. Process. Technol. 2016, 238, 218–225. [Google Scholar] [CrossRef]
- Bettini, P.; Alitta, G.; Sala, G.; Di Landro, L. Fused Deposition Technique for Continuous Fiber Reinforced Thermoplastic. J. Mater. Eng. Perform. 2017, 26, 843–848. [Google Scholar] [CrossRef]
- Kuschmitz, S.; Schirp, A.; Busse, J.; Watschke, H.; Schirp, C.; Vietor, T. Development and Processing of Continuous Flax and Carbon Fiber-Reinforced Thermoplastic Composites by a Modified Material Extrusion Process. Materials 2021, 14, 2332. [Google Scholar] [CrossRef] [PubMed]
- Akhoundi, B.; Behravesh, A.H.; Bagheri Saed, A. An innovative design approach in three-dimensional printing of continuous fiber–reinforced thermoplastic composites via fused deposition modeling process: In-melt simultaneous impregnation. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2020, 234, 243–259. [Google Scholar] [CrossRef]
- Rijckaert, S.; Daelemans, L.; Cardon, L.; Boone, M.; Van Paepegem, W.; De Clerck, K. Continuous Fiber-Reinforced Aramid/PETG 3D-Printed Composites with High Fiber Loading through Fused Filament Fabrication. Polymers 2022, 14, 298. [Google Scholar] [CrossRef] [PubMed]
- Alarifi, I.M. PETG/carbon fiber composites with different structures produced by 3D printing. Polym. Test. 2023, 120, 107949. [Google Scholar] [CrossRef]
- Tholibon, D.; Tharazi, I.; Sulong, A.B.; Muhamad, N.; Ismial, N.F.; Radzi, M.; Radzuan, N.A.M.; Hui, D. Kenaf fiber composites: A review on synthetic and biodegradable polymer matrix. J. Kejuruter. 2019, 31, 65–76. Available online: http://journalarticle.ukm.my/14300/1/08.pdf (accessed on 30 April 2019). [CrossRef]
- Sanjay, M.R.; Arpitha, G.R.; Naik, L.L.; Gopalakrishna, K.; Yogesha, B. Applications of Natural Fibers and Its Composites: An Overview. Nat. Resour. 2016, 7, 108–114. [Google Scholar] [CrossRef]
- Sanjay, M.R.; Madhu, P.; Jawaid, M.; Senthamaraikannan, P.; Senthil, S.; Pradeep, S. Characterization and properties of natural fiber polymer composites: A comprehensive review. J. Clean. Prod. 2018, 172, 566–581. [Google Scholar] [CrossRef]
- Peças, P.; Carvalho, H.; Salman, H.; Leite, M. Natural fibre composites and their applications: A review. J. Compos. Sci. 2018, 2, 66. [Google Scholar] [CrossRef]
- Allaby, R.G.; Peterson, G.W.; Merriwether, D.A.; Fu, Y.B. Evidence of the domestication history of flax (Linum usitatissimum L.) from genetic diversity of the sad2 locus. Theor. Appl. Genet. 2005, 112, 58–65. [Google Scholar] [CrossRef] [PubMed]
- Chand, N.; Fahim, M. Natural fibers and their composites. In Tribology of Natural Fiber Polymer Composites; Elsevier: Amsterdam, The Netherlands, 2008; pp. 1–58. [Google Scholar] [CrossRef]
- Hosseini Ravandi, S.A.; Valizadeh, M. Properties of fibers and fabrics that contribute to human comfort. In Improving Comfort in Clothing; Elsevier: Amsterdam, The Netherlands, 2011; pp. 61–78. [Google Scholar] [CrossRef]
- Koh, J. Dyeing of cellulosic fibres. In Handbook of Textile and Industrial Dyeing; Elsevier: Amsterdam, The Netherlands, 2011; pp. 129–146. [Google Scholar] [CrossRef]
- Chand, N.; Fahim, M. Natural fibers and their composites. In Tribology of Natural Fiber Polymer Composites; Elsevier: Amsterdam, The Netherlands, 2021; pp. 1–59. [Google Scholar] [CrossRef]
- Haule, L.V.; Nambela, L. Sustainable application of nanomaterial for finishing of textile material. In Green Nanomaterials for Industrial Applications; Elsevier: Amsterdam, The Netherlands, 2022; pp. 177–206. [Google Scholar] [CrossRef]
- Rahman, R.; Putra, S.Z.F.S. Tensile properties of natural and synthetic fiber-reinforced polymer composites. In Mechanical and Physical Testing of Biocomposites, Fibre-Reinforced Composites and Hybrid Composites; Elsevier: Amsterdam, The Netherlands, 2019; pp. 81–102. [Google Scholar] [CrossRef]
- Chand, N.; Fahim, M. Industrially significant natural fiber-reinforced polymer composites: Hemp, kenaf, flax, oil palm, date palm, and rice husk-based composites. In Tribology of Natural Fiber Polymer Composites; Elsevier: Amsterdam, The Netherlands, 2021; pp. 193–205. [Google Scholar] [CrossRef]
- Varghese, A.M.; Mittal, V. Surface modification of natural fibers. In Biodegradable and Biocompatible Polymer Composites: Processing, Properties and Applications; Elsevier: Amsterdam, The Netherlands, 2018; pp. 115–155. [Google Scholar] [CrossRef]
- Maher, M.; Prasad, M.; Raviv, M. Organic Soilless Media Components. In Soilless Culture: Theory and Practice; Elsevier: Amsterdam, The Netherlands, 2008; pp. 459–504. [Google Scholar] [CrossRef]
- Aly-Hassan, M.S. Aly-Hassan, M.S. A new perspective in multifunctional composite materials. In Multifunctionality of Polymer Composites: Challenges and New Solutions; Elsevier: Amsterdam, The Netherlands, 2015; pp. 42–67. [Google Scholar] [CrossRef]
- Mahltig, B. Basalt Fibers. In Inorganic and Composite Fibers: Production, Properties, and Applications; Elsevier: Amsterdam, The Netherlands, 2018; pp. 195–217. [Google Scholar] [CrossRef]
- Le Duigou, A.; Barbé, A.; Guillou, E.; Castro, M. 3D printing of continuous flax fibre reinforced biocomposites for structural applications. Mater. Des. 2019, 180, 107884. [Google Scholar] [CrossRef]
- Kelch, M.; Kühn, N.; Wieland, H.; Goedecke, G.; Rottmann-Meyer, M.L.; Van Noordenne, C.; Grashorn, C.; Müssig, J. Cotton Fibre-Reinforced Composites for Injection Moulding and 3D Printing. 2018. Available online: https://api.semanticscholar.org/CorpusID:198182436 (accessed on 30 April 2019).
- Han SN, M.F.; Taha, M.M.; Mansor, M.R.; Rahman, M.A.A. Investigation of tensile and flexural properties of kenaf fiber-reinforced acrylonitrile butadiene styrene composites fabricated by fused deposition modeling. J. Eng. Appl. Sci. 2022, 69, 52. [Google Scholar] [CrossRef]
- Dönitz, A.; Köllner, A.; Richter, T.; Löschke, O.; Auhl, D.; Völlmecke, C. Additive Manufacturing of Biodegradable Hemp-Reinforced Polybutylene Succinate (PBS) and Its Mechanical Characterization. Polymers 2023, 15, 2271. [Google Scholar] [CrossRef] [PubMed]
- Sultan, R.; Skrifvars, M.; Khalili, P. 3D printing of polypropylene reinforced with hemp fibers: Mechanical, water absorption and morphological properties. Heliyon 2024, 10, e26617. [Google Scholar] [CrossRef]
- Billings, C.; Siddique, R.; Sherwood, B.; Hall, J.; Liu, Y. Additive Manufacturing and Characterization of Sustainable Wood Fiber-Reinforced Green Composites. J. Compos. Sci. 2023, 7, 489. [Google Scholar] [CrossRef]
- Sang, L.; Han, S.; Li, Z.; Yang, X.; Hou, W. Development of short basalt fiber reinforced polylactide composites and their feasible evaluation for 3D printing applications. Compos. Part B Eng. 2019, 164, 629–639. [Google Scholar] [CrossRef]
- Chen, X.; Wang, Y.; Liu, M.; Qu, S.; Zhang, Q.; Chen, S. Preparation and Process Parameter Optimization of Continuous Carbon Fiber-Reinforced Polycarbonate Prepreg Filament. Polymers 2023, 15, 607. [Google Scholar] [CrossRef]
- Lupone, F.; Padovano, E.; Venezia, C.; Badini, C. Experimental Characterization and Modeling of 3D Printed Continuous Carbon Fibers Composites with Different Fiber Orientation Produced by FFF Process. Polymers 2022, 14, 426. [Google Scholar] [CrossRef]
- Caminero, M.A.; Chacón, J.M.; García-Moreno, I.; Rodríguez, G.P. Impact damage resistance of 3D printed continuous fibre reinforced thermoplastic composites using fused deposition modelling. Compos. Part B Eng. 2018, 148, 93–103. [Google Scholar] [CrossRef]
- Liu, T.; Tian, X.; Zhang, M.; Abliz, D.; Li, D.; Ziegmann, G. Interfacial performance and fracture patterns of 3D printed continuous carbon fiber with sizing reinforced PA6 composites. Compos. Part A Appl. Sci. Manuf. 2018, 114, 368–376. [Google Scholar] [CrossRef]
- Justo, J.; Távara, L.; García-Guzmán, L.; París, F. Characterization of 3D printed long fibre reinforced composites. Compos. Struct. 2018, 185, 537–548. [Google Scholar] [CrossRef]
- Ueda, M.; Kishimoto, S.; Yamawaki, M.; Matsuzaki, R.; Todoroki, A.; Hirano, Y.; Le Duigou, A. 3D compaction printing of a continuous carbon fiber reinforced thermoplastic. Compos. Part A Appl. Sci. Manuf. 2020, 137, 105985. [Google Scholar] [CrossRef]
- Akhoundi, B.; Behravesh, A.H.; Bagheri Saed, A. Improving mechanical properties of continuous fiber-reinforced thermoplastic composites produced by FDM 3D printer. J. Reinf. Plast. Compos. 2018, 38, 99–116. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Matrix | Fiber | Content (Volume Fraction) | Results/Highlights | Ref. |
|---|---|---|---|---|
| ABS | Carbon | 6.5 | Increasing the flexural strength to 127 MPa, UTS to 147 MPa and decreasing the shear strength to 2.81 MPa compared to ABS processed by injection molding | [92] |
| ABS | Carbon | 1.6 | Enhancing the tensile and fatigue strength of fiber reinforced composites with thermal bonding | [93] |
| Nylon | Carbon Glass Kevlar | 26.8 and 72.4 27.5 and 73.8 27.2 and 73.4 | The highest shear strength for carbon fiber, glass and Kevlar respectively The improvement of shear strength increases with the increase in fiber volume percentage | [94] |
| Nylon | Kevlar | 4.04, 8.08 and 10.1 | Obtaining the elastic modulus of 1767, 6920 and 9001 for three reinforced composites with different volume percentages | [6] |
| PLA | Carbon | 6.6 | Presenting and developing a new method of impregnation continuous fiber inside the filament and simultaneous printing | [36] |
| PLA | Carbon | 27 | Using continuous fiber impregnation in filament and achieving bending strength and bending modulus of 335 MPa and 30 GPa | [92] |
| PLA | Carbon | 34 | Continuous fiber surface preparation to strengthen matrix and fiber adhesion The increase in tensile and bending strength of the modified composite was found by 14 and 164% compared to the unprocessed fiber reinforced composite | [95] |
| PLA | Aramid | 8.6 | Comprehensive investigation of mechanical properties for reinforced composite and comparison with PLA | [96] |
| PLA | Carbon Flax | 18.86 and 24.04 9.82, 24.54, 29.45 and 39.27 | 430% and 325% increase in tensile strength for reinforced composites with carbon fiber and flax fibers, respectively | [97] |
| TPU PLA PLA-Wood HD PA POM | Glass | 34.8 30.5 33.6 31.3 36.3 37.5 | Presenting a new method called in-melt simultaneous impregnation and increasing the tensile strength and elastic modulus by more than 700%. | [98] |
| PETG | Aramid | 45 | The tensile modulus and strength in the fiber direction increase linearly with fiber loading, resulting in a significantly higher modulus (+1550%) compared to non-reinforced 3D-printed PETG reference materials, as well as a moderately increased strength (+1150%). However, tensile strength perpendicular to the fiber direction experiences a significant decline compared to the reference materials. This decline is attributed to imperfect fiber impregnation and a lack of optimized fiber sizing for the aramid/PETG interface. Additionally, flexural modulus and strength also increase linearly with fiber loading, reaching up to +1650% and +490%, respectively. | [99] |
| PETG | 20 | The tensile test results of the 3D-printed PETG/CF solid structural design revealed a 23% improvement in yield strength compared to other conventional structures. | [100] |
| Matrix | Fiber | Results/Highlights | Ref. |
|---|---|---|---|
| PLA | Flax | The tensile modulus and strength values increased. The tensile properties were in the same range as those for continuous glass fiber/polyamide (PA) printed composites. However, their weakest point was their transverse properties, which remained poorer than similar flax/PLA thermocompressed composites. | [117] |
| PLA | Flax | The flexural strength and modulus of the 3D-printed flax-reinforced PLA specimens increased by 211% and 224%, respectively, compared with PLA specimens. The maximum bending force load and stiffness of the 3D-printed composite increased by 39% and 115%, respectively. | [53] |
| PLA | Cotton | Cotton fiber-reinforced composites have shown exceptional tensile strength and stiffness, allowing them to rival synthetic fibers like glass-reinforced composites. | [118] |
| ABS | Kenaf | The tensile and flexural tests revealed a decrease in the tensile strength and modulus of kenaf fiber-reinforced ABS (KRABS) composites from 0 to 5% kenaf fiber content, which were 23.20 to 11.48 MPa and 328.17 to 184.48 MPa, respectively. Increasing the kenaf fiber content to 5–10% resulted in an increase in tensile strength and modulus from 11.48 to 18.59 MPa and 184.48 to 275.58 MPa, respectively. The flexural strength and modulus of KRABS composites decreased from 40.56 to 26.48 MPa and 113.05 to 60 MPa at 5% kenaf fiber content. Further addition of kenaf fiber from 5 to 10% increased the flexural strength and modulus from 26.48 to 32.64 MPa and 60 to 88.46 MPa, respectively. | [119] |
| PBS | Hemp | The Young’s modulus of PBS can be improved by 63% by introducing hemp fibers in conjunction with overlap. In contrast, hemp fiber reinforcement reduces the tensile strength of PBS, but this effect is less pronounced when considering overlap in the additive manufacturing process. | [120] |
| PP | Hemp | The results showed that the 5% hemp PP composite exhibited the highest tensile strength, while the 20% hemp PP composite showed the highest Young’s modulus. These results emphasize the importance of hemp fiber content in altering the mechanical properties of a polymeric material to achieve the desired properties for specific industry needs. | [121] |
| PLA | Wood | The experimental results indicated that aligning wood fibers within PLA polymer resulted in enhanced mechanical performance. | [122] |
| PLA | Basalt | The results suggest that PLA/KBF exhibits comparable tensile properties and superior flexural properties compared to the PLA/CF control. This can be attributed to the high complex viscosity of PLA/CF, which affects interlayer adhesion. | [123] |
| Matrix Material | Reinforcement Filament (s) | FDM Printing Pattern | Tests (Tested Properties) | Ref. |
|---|---|---|---|---|
| Ultem | Printable CNT yarn filaments (The average diameter of the filaments containing 10–30% resin by weight was around 350 μm) | unidirectional layup pattern | Mechanical and Electrical properties. Tensile test, material characterization tests, electrical conductivity tests. | [26] |
| PA6 In 1.75 mm diameter | sized car bon fiber (SCF) and virgin carbon fiber (VCF) | - | interfacial performance and fracture patterns, flexural strength and modulus | [127] |
| PA (Nylon) | Continuous glass or carbon fibers | elliptical patterns | plane strength and stiffness properties of the composites | [128] |
| ABS | Carbon fiber | The infill pattern deposition directions for different layers were 45 and 135 degrees | Strength, ductility, stiffness, toughness | [75] |
| Mechanism Type of the FDM Process | Advantages | Disadvantages |
|---|---|---|
| In-situ Fusion mechanism |
|
|
| Dual extruder |
|
|
| 3D compaction printing |
|
|
| Modified in-situ fusion mechanism |
|
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karimi, A.; Rahmatabadi, D.; Baghani, M. Various FDM Mechanisms Used in the Fabrication of Continuous-Fiber Reinforced Composites: A Review. Polymers 2024, 16, 831. https://doi.org/10.3390/polym16060831
Karimi A, Rahmatabadi D, Baghani M. Various FDM Mechanisms Used in the Fabrication of Continuous-Fiber Reinforced Composites: A Review. Polymers. 2024; 16(6):831. https://doi.org/10.3390/polym16060831
Chicago/Turabian StyleKarimi, Armin, Davood Rahmatabadi, and Mostafa Baghani. 2024. "Various FDM Mechanisms Used in the Fabrication of Continuous-Fiber Reinforced Composites: A Review" Polymers 16, no. 6: 831. https://doi.org/10.3390/polym16060831
APA StyleKarimi, A., Rahmatabadi, D., & Baghani, M. (2024). Various FDM Mechanisms Used in the Fabrication of Continuous-Fiber Reinforced Composites: A Review. Polymers, 16(6), 831. https://doi.org/10.3390/polym16060831