
Material Evaluation and Dynamic Powder Deposition Modeling of PEEK/CF Composite for Laser Powder Bed Fusion Process

Abstract
1. Introduction
2. Discrete Element Method
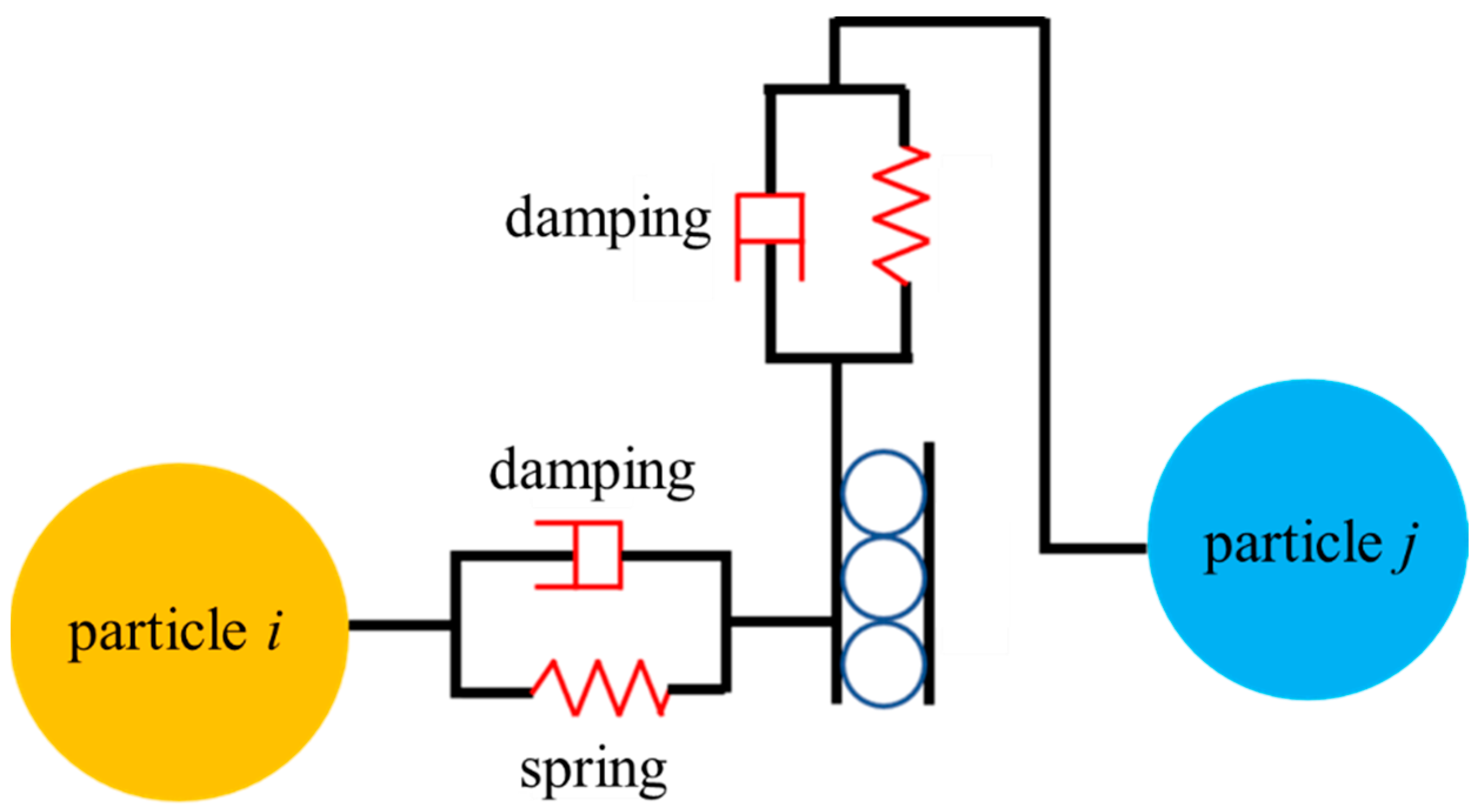
2.1. Contact Model Theory
- (1)
- Hertz–Mindlin contact model
- (2)
- JKR theory
2.2. Parameter Classification of the Discrete Element Model
- (1)
- Solid-phase parameters: solid phase density, elastic modulus, and Poisson’s ratio;
- (2)
- Contact parameters between particles: static friction coefficient, rolling friction coefficient, restitution coefficient, and surface energy;
- (3)
- Powder-phase parameters: particle morphology, particle size, and powder fluidity.
2.3. Analysis Step and Particle Modeling
3. Material and the Experimental Method
3.1. Material Characterization
- (1)
- Angle of repose
- (2)
- Particle morphology and particle size distribution
- (3)
- Bulk density
- (4)
- Static friction coefficient
- (5)
- Restitution coefficient
- (6)
- Rolling friction coefficient and surface energy
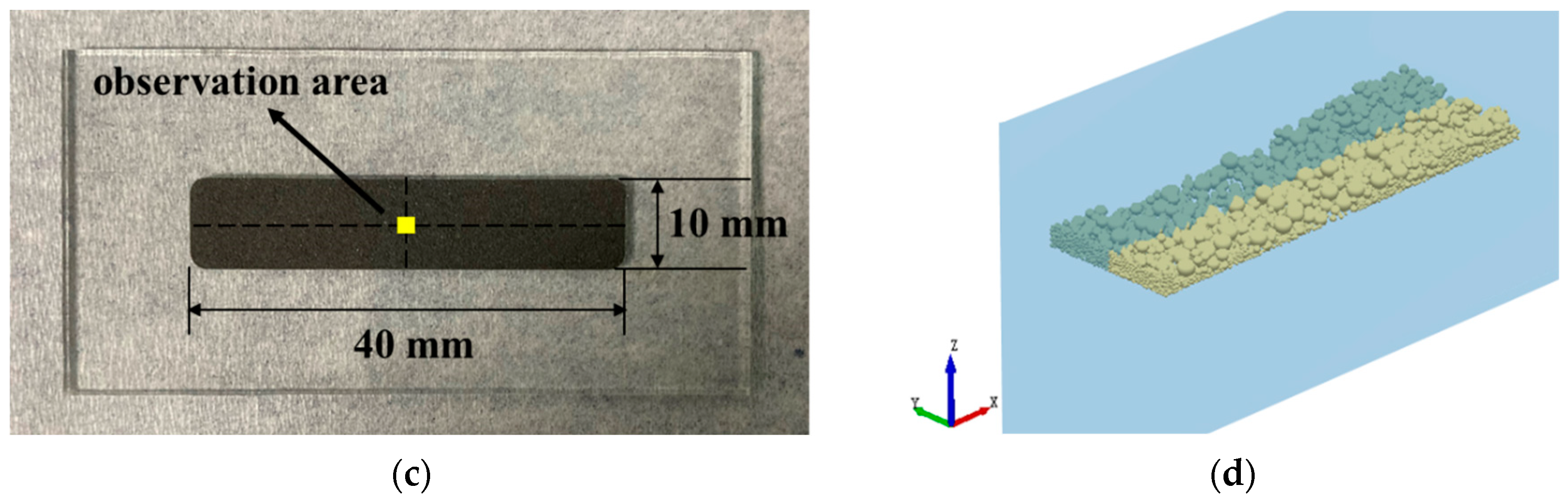
3.2. Powder Deposition Process
4. Results and Discussion
4.1. Material Evaluation
4.2. Results of DOE
4.3. Experimental Verification
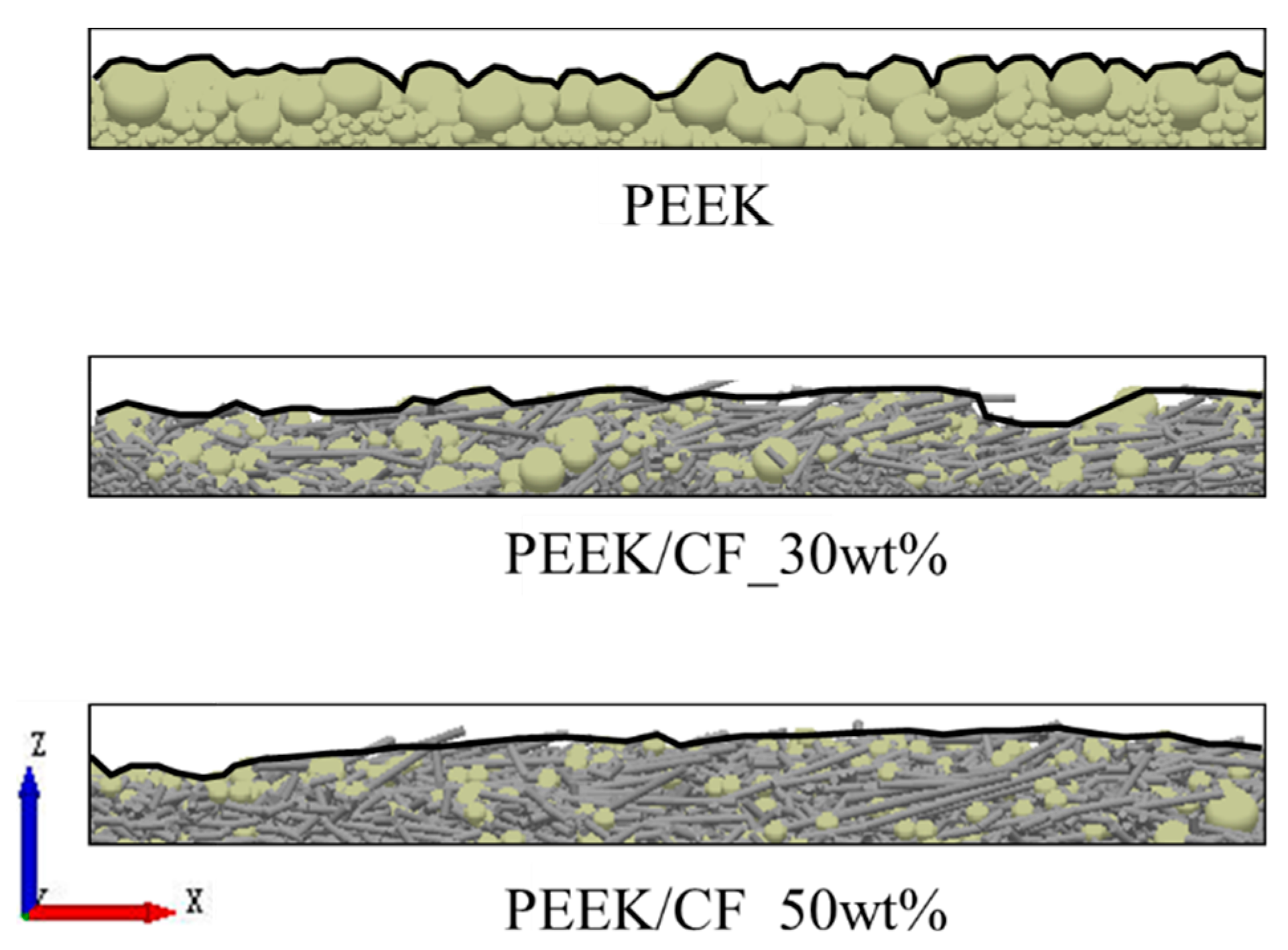
4.4. Evaluation of the Powder Deposition
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Yuan, S.; Li, S.; Zhu, J.; Tang, Y. Additive manufacturing of polymeric composites from material processing to structural design. Compos. Part B Eng. 2021, 219, 108903. [Google Scholar] [CrossRef]
- Gardan, J. Additive manufacturing technologies: State of the art and trends. Int. J. Prod. Res. 2016, 54, 3118–3132. [Google Scholar] [CrossRef]
- Khorasani, M.; Ghasemi, A.; Rolfe, B.; Gibson, I. Additive manufacturing a powerful tool for the aerospace industry. Rapid Prototyp. J. 2022, 28, 87–100. [Google Scholar] [CrossRef]
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; du Plessis, A. Metal additive manufacturing in aerospace: A review. Mater. Des. 2021, 12, 110008. [Google Scholar] [CrossRef]
- Leal, R.; Barreiros, F.M.; Alves, L.; Romeiro, F.; Vasco, J.C.; Santos, M.; Marto, C. Additive manufacturing tooling for the automotive industry. Int. J. Adv. Manuf. Technol. 2017, 92, 1671–1676. [Google Scholar] [CrossRef]
- Salifu, S.; Desai, D.; Ogunbiyi, O.; Mwale, K. Recent development in the additive manufacturing of polymer-based composites for automotive structures—A review. Int. J. Adv. Manuf. Technol. 2022, 119, 6877–6891. [Google Scholar] [CrossRef]
- Han-Yu, H.; Xiao, L.; Jie, S.; Yu, S. Efficient generation for 3D printing model based on image self-calibration. J. Appl. Opt. 2016, 37, 69–73. [Google Scholar] [CrossRef]
- Guo, S.; Wang, K.; Cui, L.; Li, X.; Zheng, B.; Chen, Y. Morphology identification of dendrites of laser cladding layer based on deep learning. J. Appl. Opt. 2022, 43, 532–537. [Google Scholar] [CrossRef]
- Xiaoqiang, X.; Yang, D.; Yan, M.; Ziqi, S. Research progress of flexible sensor of fiber Bragg grating. J. Appl. Opt. 2021, 42, 932–940. [Google Scholar] [CrossRef]
- Kan, W.H.; Chiu, L.N.S.; Lim, C.V.S.; Zhu, Y.; Tian, Y.; Jiang, D.; Huang, A. A critical review on the effects of process-induced porosity on the mechanical properties of alloys fabricated by laser powder bed fusion. J. Mater. Sci. 2022, 57, 9818–9865. [Google Scholar] [CrossRef]
- Chowdhury, S.; Yadaiah, N.; Prakash, C.; Ramakrishna, S.; Dixit, S.; Gupta, L.R.; Buddhi, D. Laser powder bed fusion: A state-of-the-art review of the technology, materials, properties & defects, and numerical modelling. J. Mater. Res. Technol. 2022, 20, 2109–2172. [Google Scholar] [CrossRef]
- Wang, D.; Liu, L.; Deng, G.; Deng, C.; Bai, Y.; Yang, Y.; Wu, W.; Chen, J.; Liu, Y.; Wang, Y.; et al. Recent progress on additive manufacturing of multi-material structures with laser powder bed fusion. Virtual Phys. Prototyp. 2022, 17, 329–365. [Google Scholar] [CrossRef]
- Chen, H.; Chen, Y.; Liu, Y.; Wei, Q.; Shi, Y.; Yan, W. Packing quality of powder layer during counter-rolling-type powder spreading process in additive manufacturing. Int. J. Mach. Tools Manuf. 2020, 153, 103553. [Google Scholar] [CrossRef]
- Nan, W.; Pasha, M.; Ghadiri, M. Numerical simulation of particle flow and segregation during roller spreading process in additive manufacturing. Powder Technol. 2020, 364, 811–821. [Google Scholar] [CrossRef]
- Campos, A.; Oliveira, O.; Ferreira, L.; Francisquetti, M.; Barrozo, M.; Santos, K. Dem simulations of dynamic angle of repose of acerola residue: A parametric study using a response surface technique. Blucher Chem. Eng. Proc. 2014, 1, 11326–11333. [Google Scholar]
- Lv, F.; Wang, X.; Zhang, M.; Fu, H.; Yu, J. Determination and Analysis for Parameters of Shape, Size, Physical and Mechanical Properties of Soybean Grains. In Proceedings of the 7th International Conference on Discrete Element Methods; Li, X., Feng, Y., Mustoe, G., Eds.; Springer: Singapore, 2017; pp. 1277–1286. [Google Scholar]
- Horabik, J.; Beczek, M.; Mazur, R.; Parafiniuk, P.; Ryżak, M.; Molenda, M. Determination of the restitution coefficient of seeds and coefficients of visco-elastic Hertz contact models for DEM simulations. Biosyst. Eng. 2017, 161, 106–119. [Google Scholar] [CrossRef]
- Belheine, N.; Plassiard, J.P.; Donzé, F.V.; Darve, F.; Seridi, A. Numerical simulation of drained triaxial test using 3D discrete element modeling. Comput. Geotech. 2009, 36, 320–331. [Google Scholar] [CrossRef]
- Ucgul, M.; Fielke, J.M.; Saunders, C. Three-dimensional discrete element modelling of tillage: Determination of a suitable contact model and parameters for a cohesionless soil. Biosyst. Eng. 2014, 121, 105–117. [Google Scholar] [CrossRef]
- Yoon, J. Application of experimental design and optimization to PFC model calibration in uniaxial compression simulation. Int. J. Rock Mech. Min. Sci. 2007, 44, 871–889. [Google Scholar] [CrossRef]
- Shimizu, H.; Koyama, T.; Ishida, T.; Chijimatsu, M.; Fujita, T.; Nakama, S. Distinct element analysis for Class II behavior of rocks under uniaxial compression. Int. J. Rock Mech. Min. Sci. 2010, 47, 323–333. [Google Scholar] [CrossRef]
- Sagong, M.; Park, D.; Yoo, J.; Lee, J.S. Experimental and numerical analyses of an opening in a jointed rock mass under biaxial compression. Int. J. Rock Mech. Min. Sci. 2011, 48, 1055–1067. [Google Scholar] [CrossRef]
- Vu-Quoc, L.; Zhang, X.; Walton, O.R. A 3-D discrete-element method for dry granular flows of ellipsoidal particles. Comput. Methods Appl. Mech. Eng. 2000, 187, 483–528. [Google Scholar] [CrossRef]
- Marczewska, I.; Rojek, J.; Kačianauskas, R. Investigation of the effective elastic parameters in the discrete element model of granular material by the triaxial compression test. Arch. Civ. Mech. Eng. 2016, 16, 64–75. [Google Scholar] [CrossRef]
- Johnstone, M.W. Calibration of DEM Models for Granular Materials Using Bulk Physical Tests. Ph.D. Thesis, University of Edinburgh, Edinburgh, Scotland, 2010. [Google Scholar]
- Zu, E.X.; Zhou, P.; Jiang, Z.H. Discrete Element Method of Coke Accumulation: Calibration of the Contact Parameter. IFAC-PapersOnLine 2018, 51, 241–245. [Google Scholar] [CrossRef]
- Cundall, P.A.; Strack, O.D.L. A discrete numerical model for granular assemblies. Géotechnique 1979, 29, 47–65. [Google Scholar] [CrossRef]
- Thornton, C. Granular Dynamics, Contact Mechanics and Particle System Simulations: A DEM Study; Springer: Berlin/Heidelberg, Germany, 2015. [Google Scholar]
- Zhu, H.P.; Zhou, Z.Y.; Yang, R.Y.; Yu, A.B. Discrete particle simulation of particulate systems: Theoretical developments. Chem. Eng. Sci. 2007, 62, 3378–3396. [Google Scholar] [CrossRef]
- Li, Q.; Rudolph, V.; Weigl, B.; Earl, A. Interparticle van der Waals force in powder flowability and compactibility. Int. J. Pharm. 2004, 280, 77–93. [Google Scholar] [CrossRef]
- Di Renzo, A.; Di Maio, F.P. Comparison of contact-force models for the simulation of collisions in DEM-based granular flow codes. Chem. Eng. Sci. 2004, 59, 525–541. [Google Scholar] [CrossRef]
- Yan, W.; Qian, Y.; Ge, W.; Lin, S.; Liu, W.K.; Lin, F.; Wagner, G.J. Meso-scale modeling of multiple-layer fabrication process in Selective Electron Beam Melting: Inter-layer/track voids formation. Mater. Des. 2018, 14, 210–219. [Google Scholar] [CrossRef]
- Johnson, K.L.; Sridhar, I. Adhesion between a spherical indenter and an elastic solid with a compliant elastic coating. J. Phys. D: Appl. Phys. 2001, 34, 683. [Google Scholar] [CrossRef]
- Mindlin, R. Elastic Spheres in Contact Under Varying Oblique Forces. J. Appl. Mech. 1949, 16, 327–330. [Google Scholar]
- Hertz, H. On the contact of elastic solids. J. Für Die Reine Und Angew. Math. 1882, 92, 156–171. [Google Scholar]
- Tsuji, Y.; Tanaka, T.; Ishida, T. Lagrangian numerical simulation of plug flow of cohesionless particles in a horizontal pipe. Powder Technol. 1992, 71, 239–250. [Google Scholar] [CrossRef]
- Sakaguchi, H.; Ozaki, E.; Igarashi, T. Plugging of the flow of granular materials during the discharge from a silo. Int. J. Mod. Phys. B 1993, 7, 1949–1963. [Google Scholar] [CrossRef]
- Johnson, K.L.; Kendall, K.; Roberts, A. Surface energy and the contact of elastic solids. Proc. R. Soc. Lond. A Math. Phys. Sci. 1971, 324, 301–313. [Google Scholar]
- Nan, W.; Wang, Y.; Tang, H. A viscoelastic model for flexible fibers with material damping. Powder Technol. 2015, 276, 175–182. [Google Scholar] [CrossRef]
- Katterfeld, A.; Coetzee, C.J.; Donohue, T.; Fottner, J.; Grima, A.; Ramírez-Gómez, Á.; Ilic, D.; Kačianauskas, R.; Necas, J.; Schott, D.; et al. Calibration of DEM Parameters for Cohesionless Bulk Materials under Rapid Flow Conditions and Low Consolidation. Transp. Eng. Logist. 2019, 1, 1–19. [Google Scholar]
- Chen, H.; Sun, Y.; Yuan, W.; Pang, S.; Yan, W.; Shi, Y. A Review on Discrete Element Method Simulation in Laser Powder Bed Fusion Additive Manufacturing. Chin. J. Mech. Eng. Addit. Manuf. Front. 2022, 1, 100017. [Google Scholar] [CrossRef]
- Mark, J.E. Polymer Data Handbook; Oxford University Press: Oxford, UK, 1999; pp. 466–470. [Google Scholar]
- Chao, X.; Qi, L.; Tian, W.; Lu, Y.; Li, H. Potential of porous pyrolytic carbon for producing zero thermal expansion coefficient composites: A multi-scale numerical evaluation. Compos. Struct. 2020, 235, 111819. [Google Scholar] [CrossRef]
- Ge, Z.H.J.T.; Zhou, K.D. A Theoretical Model for the Coefficient of Restitution Calculation of Point Impact. Mach. Des. Res. 2007, 3, 23. [Google Scholar] [CrossRef]
- Abaqus Analysis User’s Guide; Dassault Systèmes Simulia Corp: Providence, RI, USA, 2017; Volume 23, pp. 14–15.
- Reddy, L.V.; Wee, Y.J.; Yun, J.S.; Ryu, H.W. Optimization of alkaline protease production by batch culture of Bacillus sp. RKY3 through Plackett-Burman and response surface methodological approaches. Bioresour. Technol. 2008, 99, 2242–2249. [Google Scholar] [CrossRef] [PubMed]
- Zhou, H.; Hu, Z.; Chen, J.; Lv, X.; Xie, N. Calibration of DEM models for irregular particles based on experimental design method and bulk experiments. Powder Technol. 2018, 332, 210–223. [Google Scholar] [CrossRef]
- Zhou, Y.C.; Wright, B.D.; Yang, R.Y.; Xu, B.H.; Yu, A.B. Rolling friction in the dynamic simulation of sandpile formation. Phys. A Stat. Mech. Its Appl. 1999, 269, 536–553. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Elastic Modulus (Gpa) | Poisson Ratio | Density (kg/m3) | Reference |
|---|---|---|---|---|
| PEEK | 3.6 | 0.38 | 1300 | [42] |
| CF 1 | 15 | 0.2 | 1760 | [43] |
| Glass | 64 | 0.2 | 2230 | ISO 3585-1998 |
| Parameters | Symbol | Initial Parameter Space |
|---|---|---|
| PEEK-PEEK rolling friction | X0 | 0.01–0.2 |
| PEEK-CF rolling friction | X1 | |
| CF-CF rolling friction | X2 | |
| PEEK-glass rolling friction | X3 | |
| CF-glass rolling friction | X4 | |
| PEEK-PEEK surface energy | X5 | 0.001–0.02 (J/m2) |
| PEEK-CF surface energy | X6 | |
| CF-CF surface energy | X7 |
| Material | Particle Size (μm) | |
|---|---|---|
| PEEK | CF | |
| D10 | 23.884 | 6.39 |
| D50 | 46.702 | 13.433 |
| D90 | 84.546 | 77.043 |
| Type | Static Friction Coefficient | Restitution Coefficient | |||||
|---|---|---|---|---|---|---|---|
| Tilt Angle α1 (°) | Tilt Angle α2 (°) | Tilt Angle α3 (°) | μ | vapp1 (m/s) | voff (m/s) | e | |
| CF-PEEK | 25.34 | 24.92 | 25.62 | 0.4726 | 1.98 | 0.5336 | 0.2695 |
| CF-CF | 21.18 | 20.41 | 21.33 | 0.3833 | 1.98 | 0.1665 | 0.0841 |
| PEEK-PEEK | 25.13 | 25.42 | 24.82 | 0.4689 | 1.98 | 0.5437 | 0.2746 |
| CF-glass | 5.89 | 5.91 | 5.70 | 0.1021 | 1.98 | 0.1677 | 0.0847 |
| PEEK-glass | 8.20 | 8.34 | 7.85 | 0.1429 | 1.98 | 0.5405 | 0.2730 |
| Powder | Empty Graduated Cylinder (g) | Full Graduated Cylinder (g) | Volume (ml) | Bulk Density (g·cm−3) |
|---|---|---|---|---|
| PEEK | 50.9169 | 92.4863 | 100 | 0.4157 |
| PEEK/CF_30wt% | 51.5233 | 102.9567 | 100 | 0.5143 |
| PEEK/CF_50wt% | 51.6115 | 107.061 | 100 | 0.5545 |
| No. | Rolling Friction Coefficient | Surface Energy | Virtual Parameters | AOR (°) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| X0 | X1 | X2 | X3 | X4 | X5 | X6 | X7 | A | B | C | ||
| 1 | 0.20 | 0.20 | 0.01 | 0.20 | 0.20 | 0.02 | 0.001 | 0.001 | −1 | 1 | −1 | 48.92 |
| 2 | 0.01 | 0.20 | 0.20 | 0.01 | 0.20 | 0.02 | 0.02 | 0.001 | −1 | −1 | 1 | 45.30 |
| 3 | 0.20 | 0.01 | 0.20 | 0.20 | 0.01 | 0.02 | 0.02 | 0.02 | −1 | −1 | −1 | 46.90 |
| 4 | 0.01 | 0.20 | 0.01 | 0.20 | 0.20 | 0.001 | 0.02 | 0.02 | 1 | −1 | −1 | 38.62 |
| 5 | 0.01 | 0.01 | 0.20 | 0.01 | 0.20 | 0.02 | 0.001 | 0.02 | 1 | 1 | −1 | 33.74 |
| 6 | 0.01 | 0.01 | 0.01 | 0.20 | 0.01 | 0.02 | 0.02 | 0.001 | 1 | 1 | 1 | 33.75 |
| 7 | 0.20 | 0.01 | 0.01 | 0.01 | 0.20 | 0.001 | 0.02 | 0.02 | −1 | 1 | 1 | 42.17 |
| 8 | 0.20 | 0.20 | 0.01 | 0.01 | 0.01 | 0.02 | 0.001 | 0.02 | 1 | −1 | 1 | 48.48 |
| 9 | 0.20 | 0.20 | 0.20 | 0.01 | 0.01 | 0.001 | 0.02 | 0.001 | 1 | 1 | −1 | 45.81 |
| 10 | 0.01 | 0.20 | 0.20 | 0.20 | 0.01 | 0.001 | 0.001 | 0.02 | −1 | 1 | 1 | 38.23 |
| 11 | 0.20 | 0.01 | 0.20 | 0.20 | 0.20 | 0.001 | 0.001 | 0.001 | 1 | −1 | 1 | 42.54 |
| 12 | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 | 0.001 | 0.001 | 0.001 | −1 | −1 | −1 | 26.10 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 526.34 | 8 | 65.79 | 15.01 | 0.0239 | significant |
| X0 | 290.94 | 1 | 290.94 | 66.36 | 0.0039 | significant |
| X1 | 134.44 | 1 | 134.44 | 30.66 | 0.0116 | significant |
| X2 | 17.43 | 1 | 17.43 | 3.98 | 0.1401 | - |
| X3 | 4.53 | 1 | 4.53 | 1.03 | 0.3843 | - |
| X4 | 12.04 | 1 | 12.04 | 2.75 | 0.1961 | - |
| X5 | 46.55 | 1 | 46.55 | 10.62 | 0.0472 | significant |
| X6 | 17.67 | 1 | 17.67 | 4.03 | 0.1383 | - |
| X7 | 2.74 | 1 | 2.74 | 0.6253 | 0.4868 | - |
| R2 = 0.9756, Adjusted R2 = 0.9106 | ||||||
| No. | X0 | X1 | X5 | AOR (°) |
|---|---|---|---|---|
| 1 | 0.010 | 0.010 | 0.0105 | 24.21 |
| 2 | 0.200 | 0.010 | 0.0105 | 37.33 |
| 3 | 0.010 | 0.200 | 0.0105 | 37.56 |
| 4 | 0.200 | 0.200 | 0.0105 | 40.82 |
| 5 | 0.010 | 0.155 | 0.0010 | 30.29 |
| 6 | 0.200 | 0.155 | 0.0010 | 41.53 |
| 7 | 0.010 | 0.155 | 0.020 | 31.11 |
| 8 | 0.200 | 0.155 | 0.020 | 42.83 |
| 9 | 0.105 | 0.010 | 0.001 | 28.40 |
| 10 | 0.105 | 0.200 | 0.001 | 40.52 |
| 11 | 0.105 | 0.010 | 0.020 | 32.41 |
| 12 | 0.105 | 0.200 | 0.020 | 38.19 |
| 13 | 0.105 | 0.105 | 0.0105 | 34.95 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 380.53 | 5 | 76.11 | 66.39 | 7.68 × 10−8 | significant |
| X0 | 193.51 | 1 | 193.51 | 168.81 | 5.12 × 10−8 | significant |
| X1 | 150.82 | 1 | 150.82 | 131.57 | 1.85 × 10−7 | significant |
| X5 | 1.81 | 1 | 1.81 | 1.57 | 0.235541 | - |
| X0X1 | 24.34 | 1 | 24.34 | 21.24 | 0.000755 | significant |
| X1X5 | 10.05 | 1 | 10.05 | 8.77 | 0.012946 | significant |
| R2 = 0.9679, Adjusted R2 = 0.9533 | ||||||
| Variable | Coded Value | Real Value | |||
|---|---|---|---|---|---|
| Coded | Real | Max | Min | Optimal | |
| A | X0 | 1 | −1 | −0.169 | 0.1305 |
| B | X1 | 1 | −1 | 0.008 | 0.1562 |
| C | X5 | 1 | −1 | −0.581 | 0.0050 |
| Powder | Repose Angle θ (°) | |||
|---|---|---|---|---|
| Group 1 | Group 2 | Group 3 | Average | |
| PEEK | 41.59 | 41.43 | 41.65 | 41.56 |
| PEEK/CF_30wt% 1 | 33.66 | 34.86 | 34.17 | 34.23 |
| PEEK/CF_50wt% | 28.29 | 27.93 | 27.37 | 27.86 |
| Material | Simulation Results of AOR (°) | Experimental AOR (°) | Error (%) | ||||
|---|---|---|---|---|---|---|---|
| x+ * | x− * | y+ * | y− * | Average | |||
| PEEK | 44.54 | 43.70 | 41.98 | 43.11 | 43.33 | 41.56 | 4.26 |
| PEEK/CF_30wt% | 36.29 | 35.01 | 36.48 | 35.84 | 35.90 | 34.23 | 4.89 |
| PEEK/CF_50wt% | 25.46 | 29.37 | 28.36 | 28.81 | 28.00 | 27.86 | 0.50 |
| Powder | Standard Deviation of the Surface Contour Curve | |||
|---|---|---|---|---|
| Experiment | Improvement Compared to PEEK | Simulation | Improvement Compared to PEEK | |
| PEEK | 29.07 | - | 22.15 | - |
| PEEK/CF_30wt% | 19.98 | 31.3% ↑ | 16.07 | 27.4% ↑ |
| PEEK/CF_50wt% | 13.01 | 55.2% ↑ | 11.02 | 50.2% ↑ |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; Peng, F.; Li, H.; Ru, Z.; Fu, J.; Zhu, W. Material Evaluation and Dynamic Powder Deposition Modeling of PEEK/CF Composite for Laser Powder Bed Fusion Process. Polymers 2023, 15, 2863. https://doi.org/10.3390/polym15132863
Li J, Peng F, Li H, Ru Z, Fu J, Zhu W. Material Evaluation and Dynamic Powder Deposition Modeling of PEEK/CF Composite for Laser Powder Bed Fusion Process. Polymers. 2023; 15(13):2863. https://doi.org/10.3390/polym15132863
Chicago/Turabian StyleLi, Jiang, Fulun Peng, Hongguang Li, Zhibing Ru, Junjie Fu, and Wen Zhu. 2023. "Material Evaluation and Dynamic Powder Deposition Modeling of PEEK/CF Composite for Laser Powder Bed Fusion Process" Polymers 15, no. 13: 2863. https://doi.org/10.3390/polym15132863
APA StyleLi, J., Peng, F., Li, H., Ru, Z., Fu, J., & Zhu, W. (2023). Material Evaluation and Dynamic Powder Deposition Modeling of PEEK/CF Composite for Laser Powder Bed Fusion Process. Polymers, 15(13), 2863. https://doi.org/10.3390/polym15132863