3.1. Compatibility Study
The compatibility of the components of each mixture was studied using two complementary techniques. First, it was studied with differential scanning calorimetry (DSC), paying special attention to the thermal transitions of each component (glass transition and melting temperatures of the material) and the crystallinities of the material after an initial heating treatment carried out to eliminate the thermal history in the stages of material processing (extrusion, pelletizing and injection). Observing the changes in transition temperatures is important for a study of compatibility, since an approximation of the glass transitions or melting point of the two components of blends supposes an interaction between components, as described in the literature [
20,
21].
Additionally, scanning electron microscopy (SEM) was used. This technique allowed to observe the different phases of the mixtures, as well as their interactions. In the case of a good interaction, only a homogeneous phase was observed. Otherwise, a heterogeneity of different phases was observed.
The calorimetric curves obtained for the blends of PLA, PHA, and TPS with PBS are shown in
Figure 1,
Figure 2 and
Figure 3. A first heating treatment was carried out to erase the thermal history of the material, then a cooling cycle, and a second heating treatment were performed to assess the thermal transitions of each component of the mixtures. The maximum degree of crystallinity was calculated for each component of the blends (see Equation (1)) by comparing the melt enthalpy (∆H
m) with the corresponding melt enthalpy of a theoretical 100% crystalline polymer (
for PLA = 93.7 J·g
−1 [
31],
for PHA = 146 J·g
−1 [
32], and 110.3 J·g
−1 for PBS [
33]) while considering the weight fraction of each polymer in the blend (ω).
Figure 1 shows the thermograms of the PLA and PBS blends. In the calorimetric curves, the melting temperatures and crystallisation temperatures for each component can be observed according to the amount of PLA and PBS in each mixture. In addition, the melting enthalpies and the degree of crystallinity of each component for each formulation were calculated. The temperature, enthalpy, and crystallinity values are included in
Table 3.
The melting temperatures of the as-received PLA and PBS were 176.94 °C and 114.39 °C, respectively. With the addition of PBS in different percentages (from 20 wt% to 80 wt%), the two aforementioned melting points were still observed, indicating that no complete compatibility of the materials was produced. These results denote a lack of chemical interaction between both polymers. The melting point of the PLA was slightly shifted to the left, up to 174.38 °C in the 20/80 blend, and the melting point of the PBS was also shifted to the left. The PLA20PBS80 formulation was the blend with the closest melting points of its components (Tm1 and Tm2). Despite the different formulations, there were no significant differences in melting temperatures when blending PLA with PBS.
Regarding the crystallinity of both components (PLA and PBS), a decrease in crystallinity was observed depending on the amount of PBS. When the amount of PBS increased and the amount of PLA decreased in the formulation, the crystallinity of PLA was lower. On the contrary, the percentage of crystallinity of the PBS did not show a linear behaviour according to the percentage of each component in the formulation. A slight decrease was observed with the addition of PBS up to 60 wt%. With this amount of PBS, the crystallinity increased up to 53.64% when PBS was not blended with PLA. Therefore, it can be concluded that the crystallinity of PBS was not affected by the content of PLA in the studied formulations.
Figure 2 shows thermograms of the PHA and PBS blends. In the calorimetric curves, the melting temperatures and crystallisation temperatures for each component can be observed according to the amount of PHA and PBS in each blend. In addition, the melting enthalpies and the degree of crystallinity of each component for each formulation were calculated. The temperature, enthalpy, and crystallinity values are shown in
Table 4.
The melting temperature of the as-received PHA was 143.72 °C, and the melting temperature of the as-received PBS was 114.67 °C. With the addition of the PBS to the PHA, the melting temperature of the PHA was slightly modified; variations were about 1 °C. The melting point of the PBS was also shifted a bit to the left, with PHA60PBS40 being the blend with the closest melting points. Therefore, as both melting points were maintained, these small variations in melting temperatures did not show a good interaction between both polymers.
It is observed that the crystallinity of the PBS in the PHA/PBS blends was higher than the crystallinity of the PBS in the PLA blends, reaching 66.68% of crystallinity with the PHA80PBS20 formulation compared with 50.5% of crystallinity in the PLA80PBS20 formulation. This crystallinity of the formulation was reduced with increases in the content of PBS up to 47.65% when the formulation contained 80 wt% of PBS. In the case of the PHA, its crystallinity (31.63%) was lower than that of the PLA (50.88%). The crystallinity of the PHA was decreased with increasing percentages of PBS, being 5.40% with a PBS content of 80 wt%.
Figure 3 shows the thermograms of the TPS/PBS blends. In the calorimetric curves, the melting and crystallisation temperatures for each component can be observed according to the amount of PLA and PBS in the blends. In addition, the melting enthalpies and the degree of crystallinity of the PBS for each formulation were calculated. In the case of TPS, it was not possible to calculate the degree of crystallinity of the TPS because reference melting enthalpy values for 100% crystalline TPS cannot be found in the literature. Temperature, enthalpy and crystallinity values are shown in
Table 5.
The melting temperature of the as-received TPS and PBS were 169.20 °C and 114.06 °C, respectively. With the addition of the PBS, the melting temperature of the TPS in the blends was not affected; though it suffered from some variations, they were only of a few tenths of a degree. The temperature of the PBS somewhat shifted to the left when it was in a lower proportion, so that at low percentages of PBS in the blends, the melting temperatures of the PBS and TPS separated. As the amount of PBS in the blends increased, the melting temperature of the PBS slightly approached the melting temperature of the TPS. Therefore, it can be concluded that there was a lack of chemical interaction or compatibility between both materials.
The crystallinity of the PBS in these formulations did not present linear variations. The crystallinity value of the TPS80PBS20 formulation was 56.80%, and it decreased to 49.27% when the PBS content increased up to 40 wt%, increased to 65.31% at a PBS percentage of 60 wt%, and then decreased again to 53.64 wt% for virgin PBS.
Figure 4,
Figure 5 and
Figure 6 show SEM images of the fractured surfaces of specimens after the Charpy impact test. These fractures were observed at 500× for the PLA, PHA and TPS blends, respectively.
The micrographs of the PLA/PBS formulation showed a fragile fracture since many edges could be seen where the material was delaminated, with a very brittle break. On these edges, important roughness was observed, in particular for the PLA80PBS20 formulation (
Figure 4a). On the right side of this image, an edge can be observed at a higher plane to the rest of the fracture in which the roughness coincides with some holes that remain on the surface of the break. This shows a lack of homogeneity between both materials, which could have caused the brittleness of the material.
In addition, the PLA60PBS40 formulation (
Figure 4b) showed a brittle behaviour. However, in this case, the fracture showed less marked delamination, so it could be stated that this second formulation presented a greater ductile behaviour than the PLA80PBS20, due to its higher PBS content.
The PHA/PBS micrographs in
Figure 5 show some small layers in the fracture lines that were delaminated from the PHA matrix. These were caused by the more ductile behaviour of the PHA than the studied PLA. The micrograph of PHA80PBS20 (
Figure 5a) shows different edges at different parallel planes, as well as a high amount of fracture lines with a brittle aspect. However, the microscopy of the PHA60PBS40 formulation (
Figure 5b) revealed a lower number of fracture lines and a higher number of layers than PHA80PBS20. In addition, the fracture lines showed greater curvatures without appearing so brittle in the PHA80PBS20 formulation. For these reasons, it can be deduced that the observed small fragments resulted from the presence of PBS, and they became more abundant with increases in PBS content. Additionally, the increase in PBS provided ductility to the material, making the behaviour of the fractures in the PHA60PBS40 formulation more similar to ductile fractures.
In micrographs of the TPS/PBS formulations (
Figure 6), a similar behaviour to the PHA/PBS can be observed, though in this case, the material showed a more ductile behaviour since a greater amount of small layers was observed at the edges of the fractures. This phenomenon was observed in both formulations, but the amount of small layers in TPS600PBS40 (
Figure 6b) was higher than the amount in TPS80PBS20 (
Figure 6a).
Therefore, the SEM analysis confirmed the lack of compatibility between the three polymers and the PBS revealed by the DSC analysis. The micrographs show phase separation in the case of the PLA/PBS formulations, as can be seen in the appearance of small sheets that are separated from the matrix and create a “delamination” in both the PHA/PBS and TPS/PBS formulations.
In order to study the morphology and to confirm the homogeneity and lack of compatibility of the blends, the etching of the minor phase was carried out using a specific solvent for the PBS (DMSO).
Figure 7,
Figure 8 and
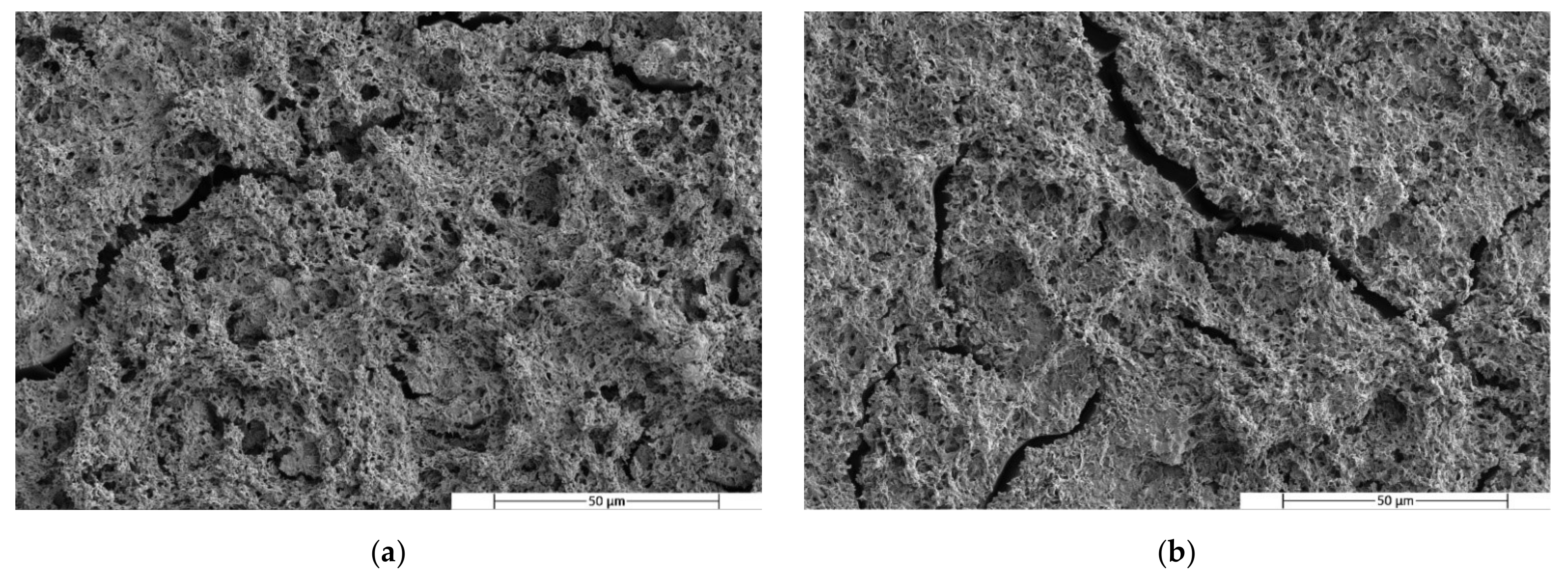
Figure 9 show SEM images of the PLA, PHA and TPS blend surfaces after minor phase solving at 25,000×, respectively.
The micrographs of the PLA/PBS blends taken after PBS dissolution show some holes at the PLA matrix. It can be observed that these holes were homogeneously distributed in the matrix, indicating that the PBS was homogeneously distributed throughout the matrix. On the other hand, the presence of the holes means that the material had two phases that did not correctly interact with each other, presenting a low compatibility. When the percentage of PBS in the blend increased from 20% (
Figure 7) to 40% (
Figure 7b), variations in the surface micrograph cracks could be observed in different areas of the surface and the holes became smaller.
The micrographs corresponding to the PHA/PBS (
Figure 8) blends looked very different than the micrographs corresponding to the previous PLA/PBS mixtures. In this case, gaps generated by the elimination of PBS were not observed. On the contrary, surfaces with undulations could be observed. These surfaces had quite brittle edges, which indicates the somewhat brittle behaviour of the material. The absence of holes may have been due to the complete dissolution of the surface.
A similar behaviour to that of the PLA/PBS blends was observed in the micrographs of the TPS/PBS blends. After etching with DMSO, small holes left by the PBS in the TPS matrix were observed. In this case, these holes had a similar distribution in both blend formulations. However, some larger holes can be observed in the first micrograph (
Figure 9a), as in the micrograph of the PLA80PBS20 blend (
Figure 7a). In addition, the appearance of cracks was also observed in both micrographs.
3.2. Mechanical Properties
The mechanical properties of the PLA/PBS, TPS/PBS and PHA/PBS blends were studied.
Table 6 shows the results of the tensile and Charpy impact tests.
With the addition of PBS to the PLA, TPS and PHA, a decrease in Young’s modulus (Et) was observed. Additionally, the maximum tensile stress (σm) decreased, except for the PHA blends because the virgin material had a maximum stress value of 25.6 MPa, which was lower than that of the virgin PBS (34.6 MPa). The decrease of these two parameters denoted a drop in the stiffness of the material due to the ductility contribution of the PBS, as also demonstrated the SEM images. On the other hand, with the addition of PBS, an important increase in the elongation (εb) of all the blends was observed. In the case of PLA, this represented an increase of 236% of the initial elongation value (from a value of 2.5% up to 8.45%). However, in the other two studied blends, this increase was higher, almost 700% in the TPS60/PBS40 blend and 460% in the PHA60/PBS40 blend. This effect again demonstrated an increase in ductile properties with the addition of PBS.
On the contrary, the results of the impact test were unexpected, with increases in the ductile properties and, therefore, the impact energy absorption. This occurred in both blends with PLA and TPS, in which the addition of PBS decreased the impact resistance. Only in the case of the PHA blends did the impact energy increase with the addition of PBS. This decrease in impact energy can be explained by the lack of compatibility between the PLA matrix and TPS with PBS, causing the lack of homogeneity in the blends that hindered the transmission of impact forces throughout the parts and aiding breakage in those areas between the two phases of the heterogeneous blend.
Table 7 shows the results of the flexural tests, which corroborate the conclusions obtained from the analysis of the results of the tensile and impact tests. The flexural modulus decreased with the addition of PBS to the blends. Additionally, the maximum tensile stress increased was mainly affected with PBS addition at 40 wt%. As in the tensile test, the strain, measured as the maximum stress, increased for the three materials with the addition of PBS.
As a conclusion of the mechanical characterisation, blending rigid materials with other, more flexible materials enables a more ductile material to be obtained, although it is important to study the compatibility and affinity of the created material; it may be necessary to use compatibilizers.
The limited compatibility and, therefore, the low impact resistance improvement of the previously developed blends led to the study of other blend options. Specifically, PLA blends with an EVA-based material were studied. Mechanical characterisation was carried out using tensile and impact tests.
Table 8 shows the tensile results of the PLA blends with the EVA-based additive added in different amounts (0, 5, 10, 15 and 20 wt%). It can be appreciated that rigidity considerably decreased with the additive content, as indicated by the Young’ modulus. The maximum tensile stress also decreased, whereas elongation at break increased up to more than 900% of the initial elongation value.
The results of the impact test are graphically shown in
Figure 10, where a significant increase in impact strength can be observed as the additive content increased. A very ductile material that was capable of homogeneously distributing the energy of the impact throughout the piece before breakage was obtained. This can be attributed to the good chemical affinity between the PLA and the EVA-based additive.
The results of the impact test for the blend with 20% of additive are not shown in the graph since when the test was performed with unnotched specimens, the material did not break with the used pendulum (5 J). This means that its impact resistance was greater than the rest of the studied blends. This behaviour was expected, since the function of the additive was to provide ductility to the PLA.
Therefore, appropriate impact resistance and flexibility values of PLA were achieved with these blends.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}