
Effects of a Twin-Screw Extruder Equipped with a Molten Resin Reservoir on the Mechanical Properties and Microstructure of Recycled Waste Plastic Polyethylene Pellet Moldings




Abstract
1. Introduction
- (1)
- (2)
- interference by contaminants in the polymer matrix, such as additives including pigments, fillers, and talc [9]; and
- (3)
2. Materials and Methods
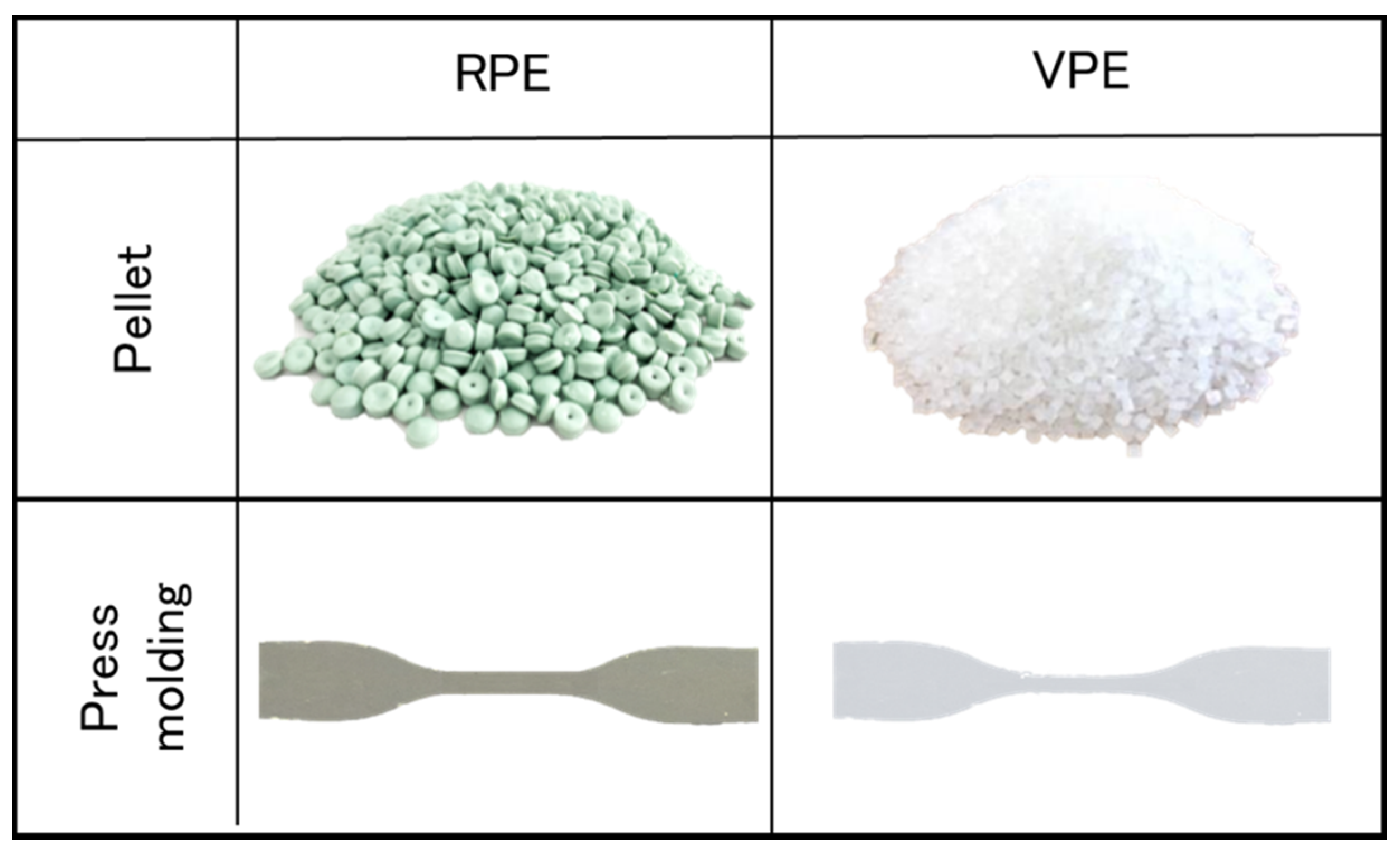
2.1. Characteristics of RPE Pellets
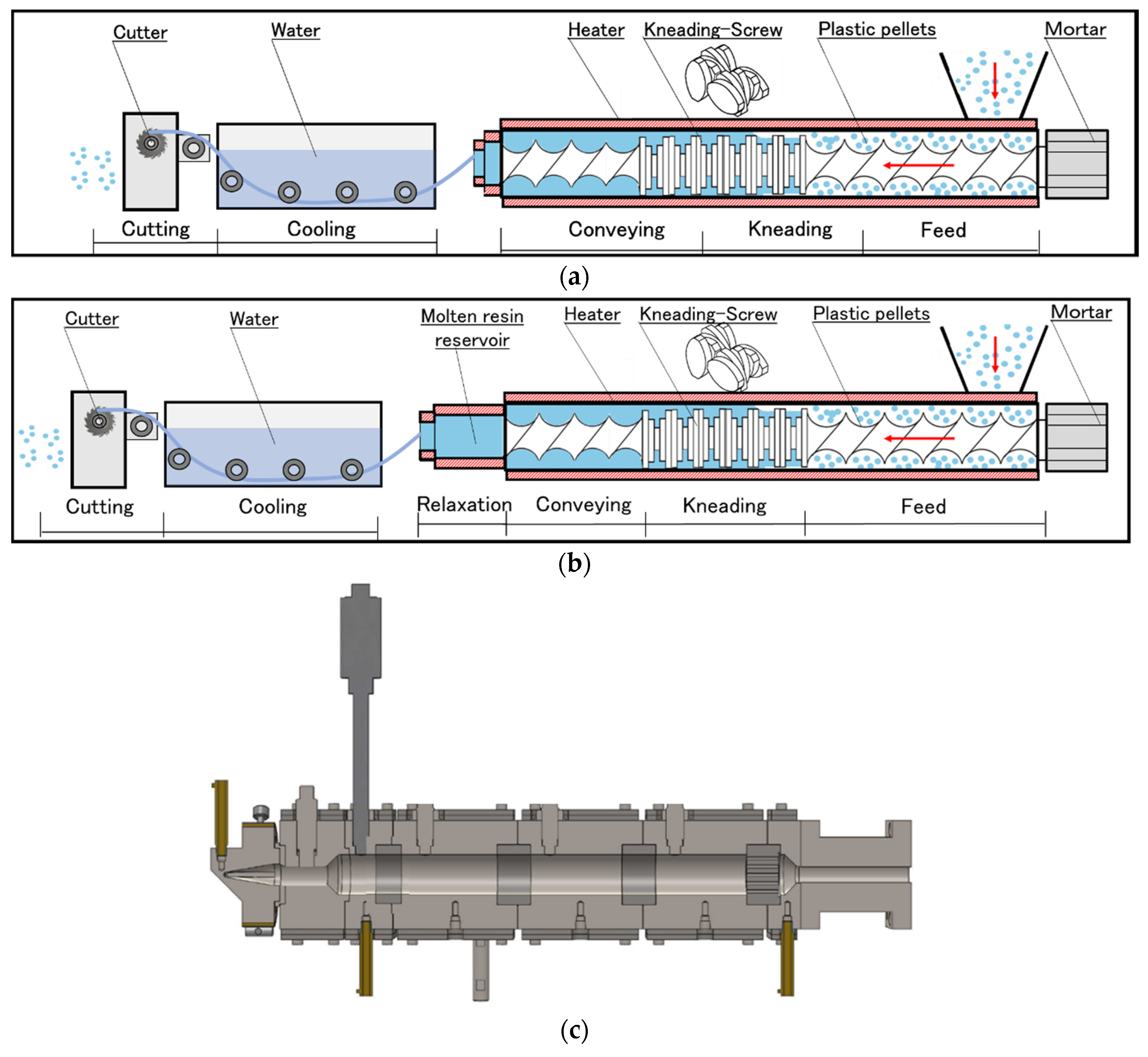
2.2. Re-Extrusion Conditions in the Twin-Screw Extruder
2.3. Press Molding and Tensile Test Conditions
2.4. Analysis
3. Results
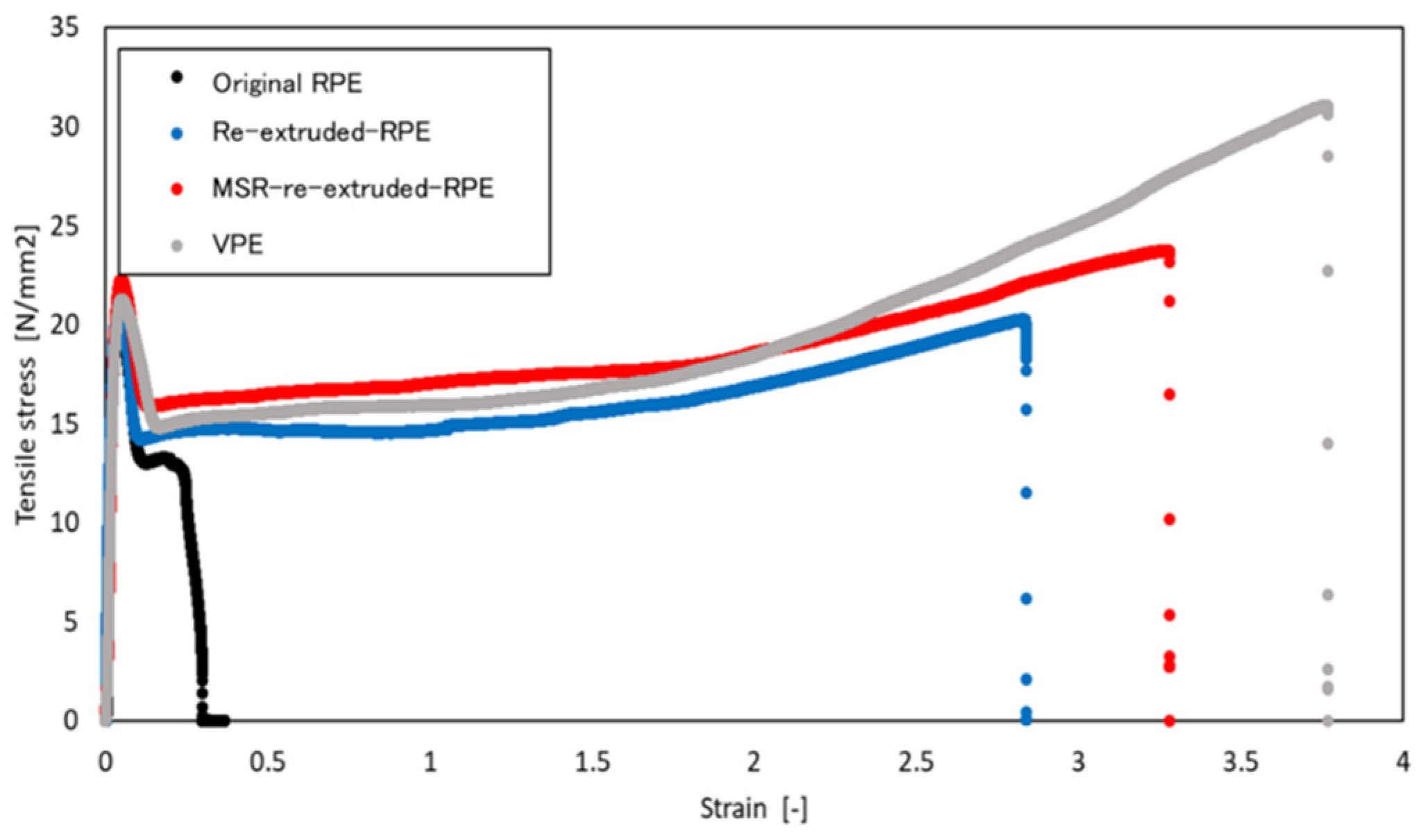
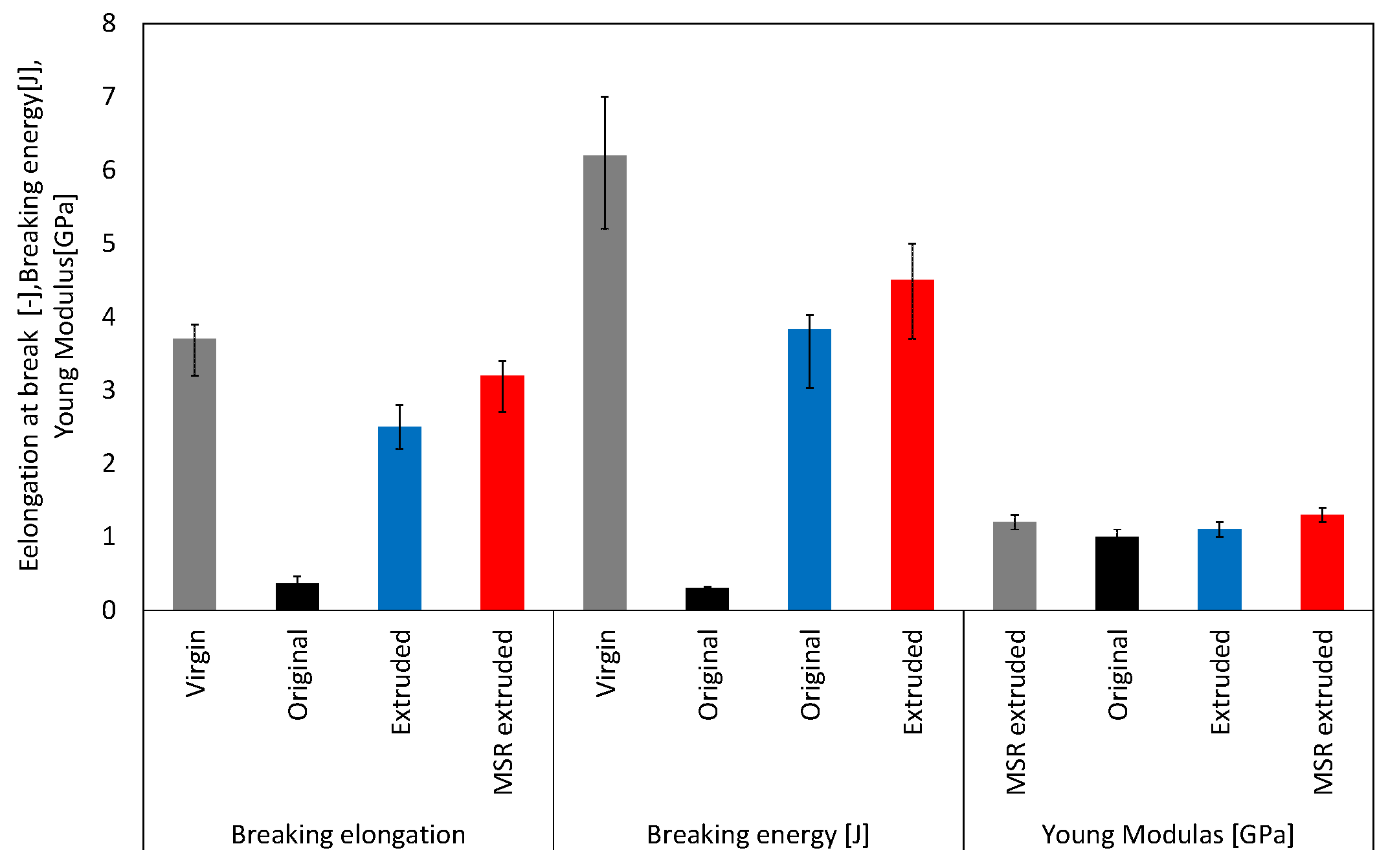
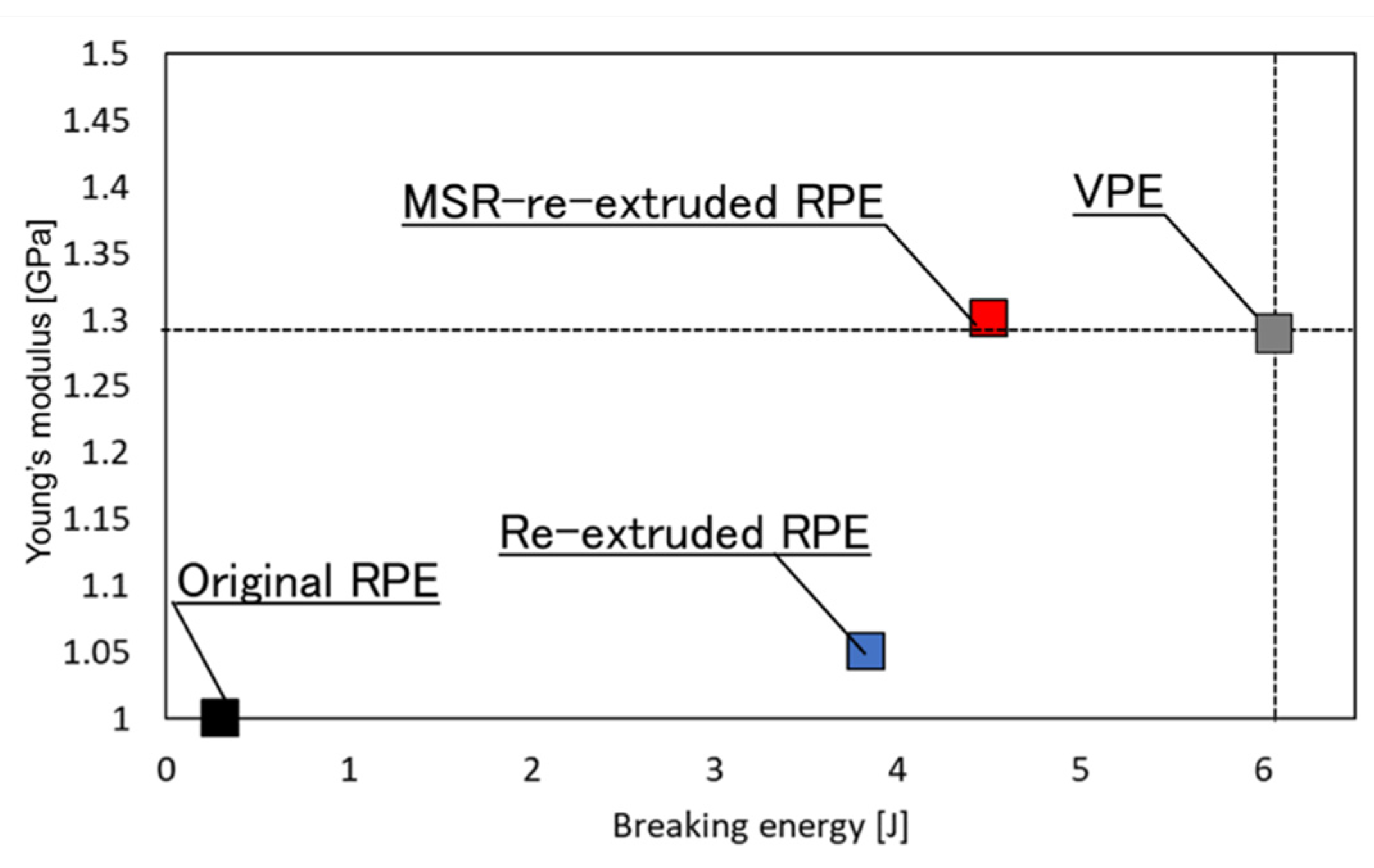
3.1. Tensile Performance
3.2. SEM-EDS Characterization
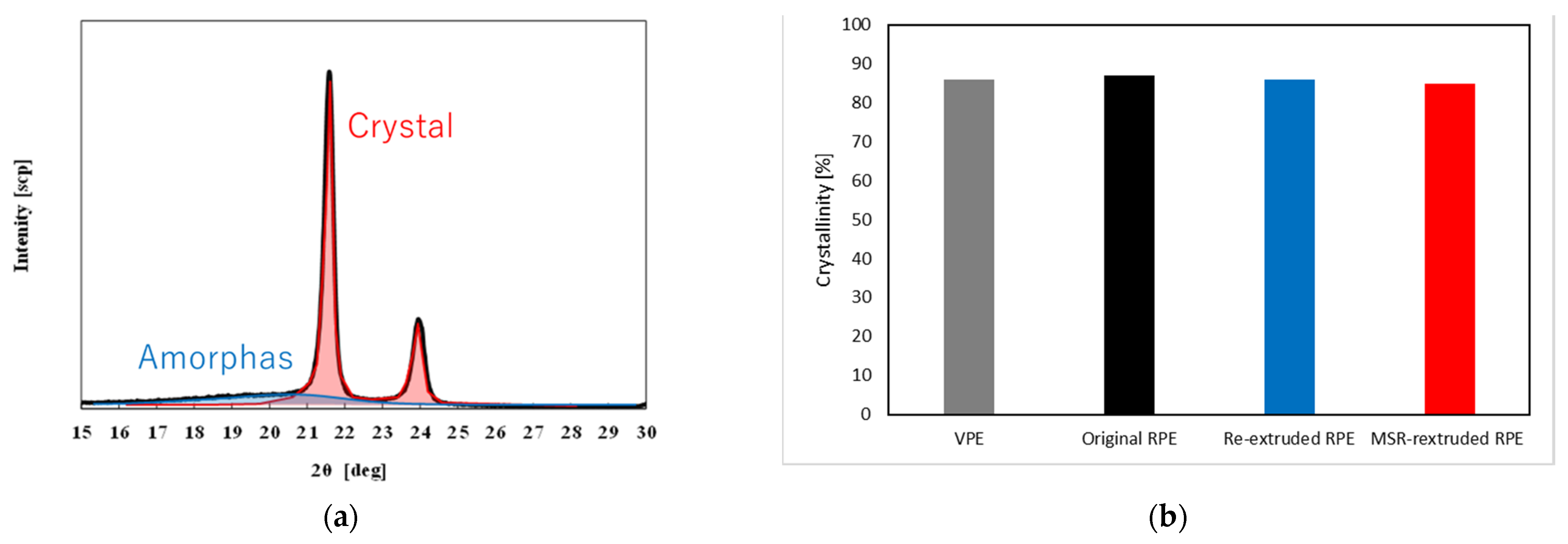
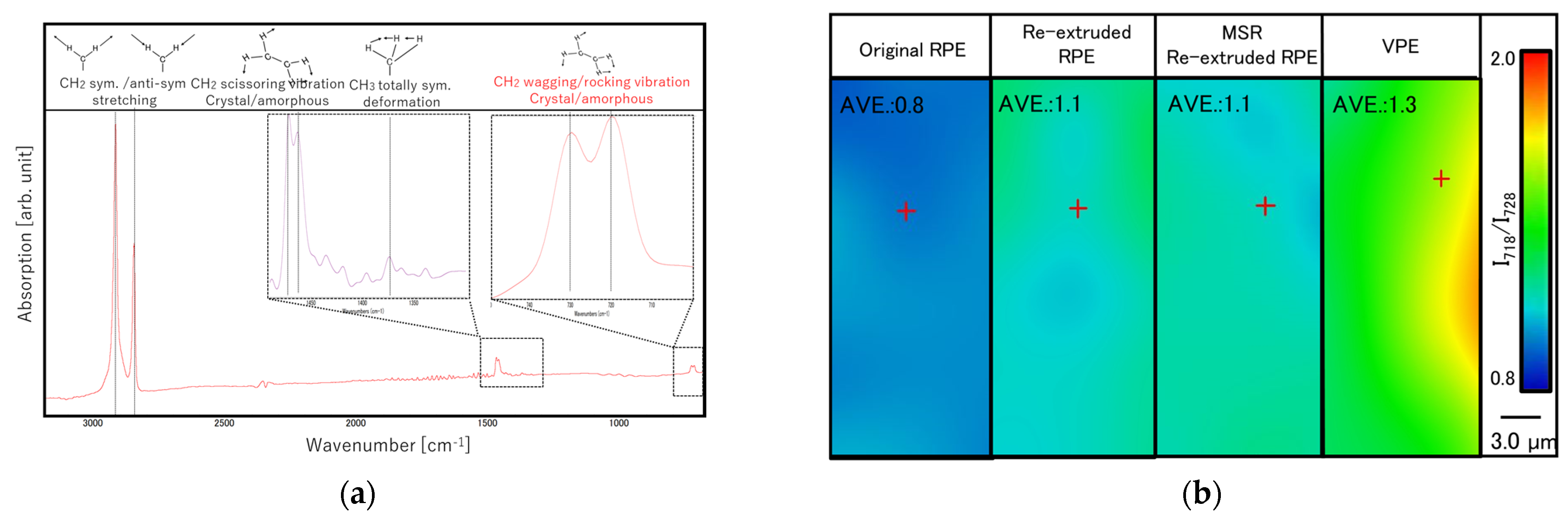
3.3. XRD and Imaging FT-IR Spectroscopy
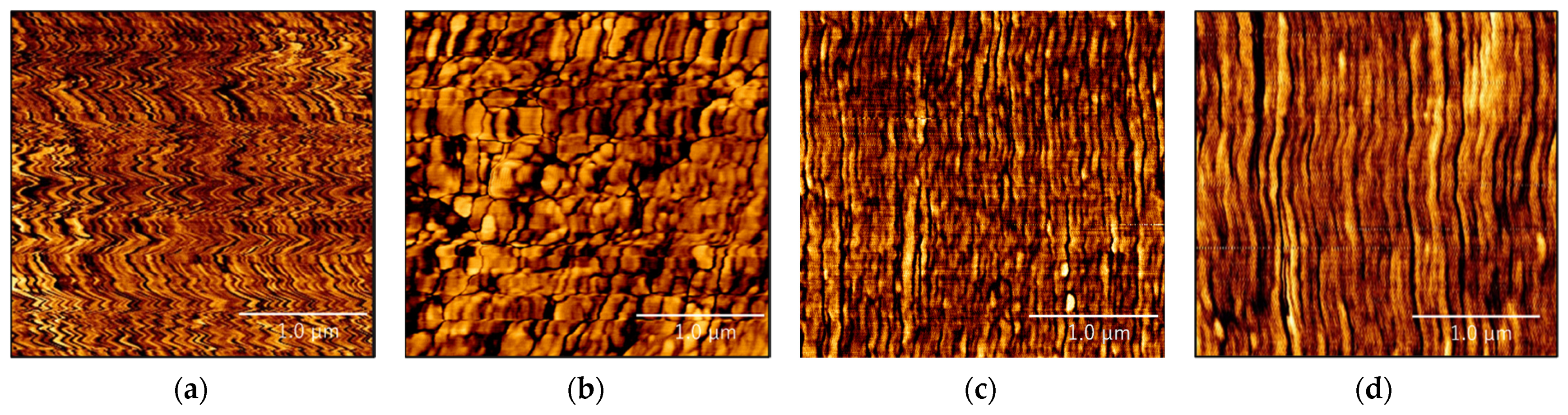
3.4. AFM Analysis of the Etched RPE Samples
4. Discussion
5. Conclusions
- The results of the tensile tests indicated that the re-extrusion treatment had a significant effect on the tensile performance of the RPE moldings. In particular, the MSR-re-extruded RPE molding exhibited the highest elongation at break, breaking energy, and Young’s modulus of the RPE moldings, which were comparable to those of the VPE pellet molding.
- The AFM results revealed a distorted striped lamellar structure in the original RPE pellet moldings. In contrast, in the re-extruded RPE pellet moldings, nodule- and island-like lamellar structures were observed. In contrast, the MSR-re-extruded RPE and VPE pellet moldings displayed similar stripe-like lamellar structures. Hence, the processing method strongly affected the microstructure of the moldings.
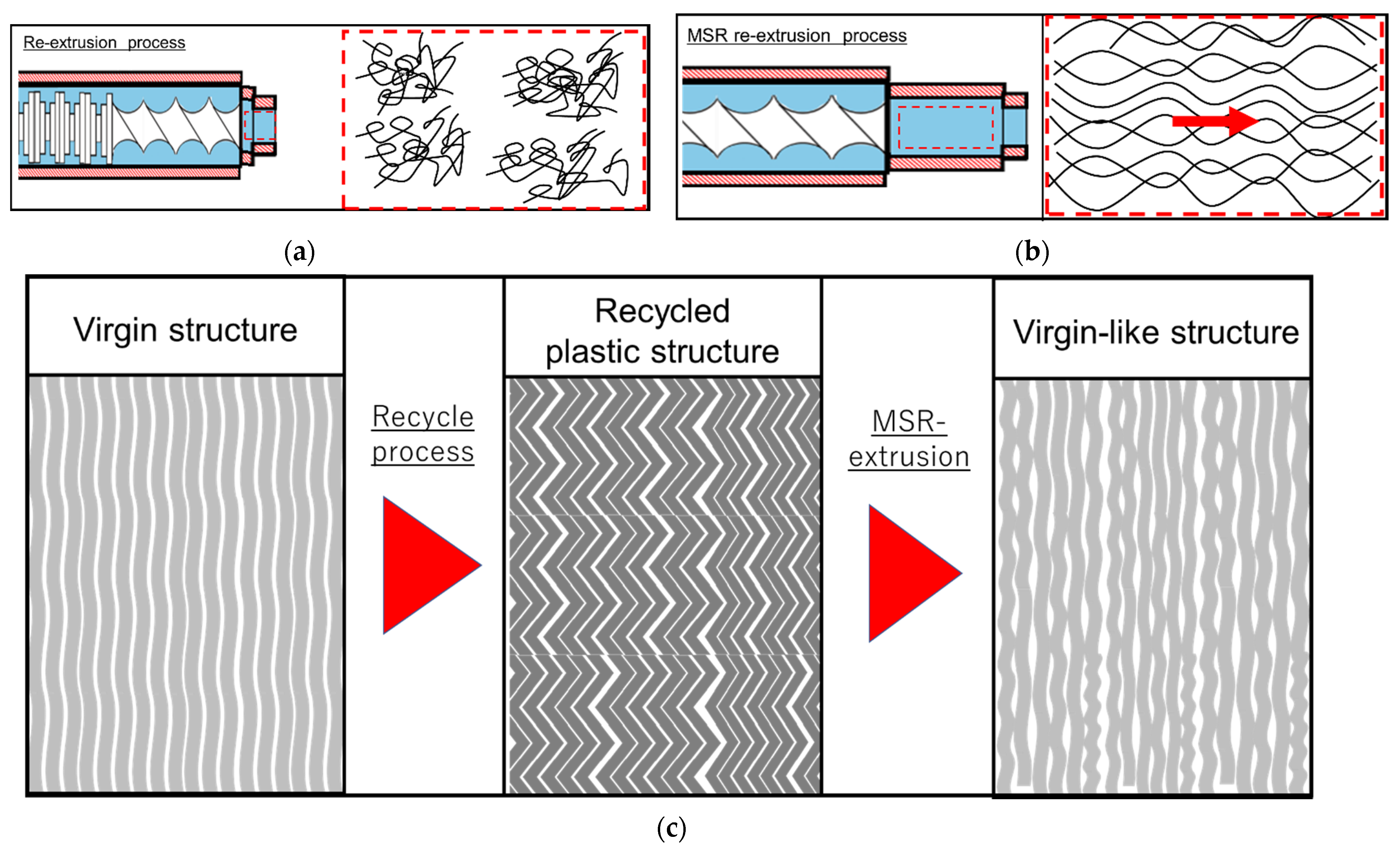
- For the extruder with an MSR, the laminar flow of the molten polymer in the MSR aligned the molten polymer chains in the direction of the flow. This resulted in the formation of a stripe-like lamellar structure in the moldings. Finally, the MSR-re-extrusion treatment altered the distorted lamellar structure of the recycled RPE pellet molding to a virgin-like structure. Consequently, this resulted in the MSR-re-extruded RPE moldings having virgin-like mechanical properties. In our future work, the MSR system will be improved to control the temperature, pressure, and shape of the cavity, and the relationship between the MSR parameters and the mechanical properties of the recycled plastic moldings will be revealed
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hopewell, J.; Dvorak, R.; Kosior, E. Plastics recycling: Challenges and opportunities. Philos. Trans. R. Soc. B Biol. Sci. 2009, 364, 2115–2126. [Google Scholar] [CrossRef] [PubMed]
- PlasticsEurope. Plastics: The Facts 2016. An Analysis of European Plastics Production, Demand and Waste Data; PlasticsEurope: Brussels, Belgium, 2016. [Google Scholar]
- World Economic Forum. The New Plastics Economy: Rethinking the Future of Plastics; World Economic Forum: Geneva, Switzerland, 2017. [Google Scholar]
- Laria, J.G.; Gaggino, R.; Kreiker, J.; Peisino, L.E.; Positieri, M.; Cappelletti, A. Mechanical and processing properties of recycled PET and LDPE-HDPE composite materials for building components. J. Thermoplast. Compos. Mater. 2020, 0892705720939141. [Google Scholar] [CrossRef]
- Bertelsen, I.; Ottosen, L.; Fischer, G. Quantitative analysis of the influence of synthetic fibres on plastic shrinkage cracking using digital image correlation. Constr. Build. Mater. 2019, 199, 124–137. [Google Scholar] [CrossRef]
- Palm, E.; Myrin, E. Mapping the Plastics System and its Sustainability Challenges; Lund University: Lund, Sweden, 2018. [Google Scholar]
- Al-Salem, S.M.; Behbehani, M.H.; Al-Hazza’A, A.; Arnold, J.C.; Alston, S.M.; Al-Rowaih, A.A.; Asiri, F.; Al-Rowaih, S.F.; Karam, H. Study of the degradation profile for virgin linear low-density polyethylene (LLDPE) and polyolefin (PO) plastic waste blends. J. Mater. Cycles Waste Manag. 2019, 21, 1106–1122. [Google Scholar] [CrossRef]
- Hsu, Y.C.; Weir, M.P.; Truss, R.W.; Garvey, C.J.; Nicholson, T.M.; Halley, P.J. A fundamental study on photo-oxidative degradation of linear low density polyethylene films at embrittlement. Polymer 2012, 53, 2385–2393. [Google Scholar] [CrossRef]
- Ueda, H.; Moriyama, A.; Iwahashi, H.; Moritomi, H. Organizational issues for disseminating recycling technologies of carbon fiber-reinforced plastics in the Japanese industrial landscape. J. Mater. Cycles Waste Manag. 2021, 23, 505–515. [Google Scholar] [CrossRef]
- Lovinger, A.J.; Williams, M.L. Tensile properties and morphology of blends of polyethylene and polypropylene. J. Appl. Polym. Sci. 1980, 25, 1703–1713. [Google Scholar] [CrossRef]
- Zhou, H.; Wilkes, G.L. Orientation-dependent mechanical properties and deformation morphologies for uniaxially melt-extruded high-density polyethylene films having an initial stacked lamellar texture. J. Mater. Sci. 1998, 33, 287–303. [Google Scholar] [CrossRef]
- Amjadi, M.; Fatemi, A. Tensile Behavior of High-Density Polyethylene Including the Effects of Processing Technique, Thickness, Temperature, and Strain Rate. Polymer 2020, 12, 1857. [Google Scholar] [CrossRef] [PubMed]
- Tominaga, A.; Sekiguchi, H.; Nakano, R.; Yao, S.; Takatori, E. Advanced recycling process for waste plastics based on physical degradation theory and its stability. J. Mater. Cycles Waste Manag. 2018, 21, 116–124. [Google Scholar] [CrossRef]
- Yao, S.; Yamasaki, N.; Phanthong, P.; Yamashita, K.; Ueno, Y.; Michiue, T.; Takatori, E. Novel material recycle process based on the physical degradation and physical regeneration theory. In Proceedings of the International Conference on Advanced and Applied Petroleum, Petrochemicals, and Polymers (ICAPPP2018), Bangkok, Thailand, 18–29 December 2018. [Google Scholar]
- Freedman, A.; Bassett, D.; Vaughan, A.; Olley, R. On quantitative permanganic etching. Polymer 1986, 27, 1163–1169. [Google Scholar] [CrossRef]
- Markey, L.; Janimak, J.; Stevens, G. Modelling and simulation of the permanganic etching of banded spherulitic polyethylene: Correlation with AFM observations. Polymer 2001, 42, 6221–6230. [Google Scholar] [CrossRef]
- Gulmine, J.; Janissek, P.; Heise, H.; Akcelrud, L. Polyethylene characterization by FTIR. Polym. Test. 2002, 21, 557–563. [Google Scholar] [CrossRef]
- Muthukumar, M. Communication: Theory of melt-memory in polymer crystallization. J. Chem. Phys. 2016, 145, 031105. [Google Scholar] [CrossRef] [PubMed]
- Yarahmadi, N.; Jakubowicz, I.; Gevert, T. Effects of repeated extrusion on the properties and durability of rigid PVC scrap. Polym. Degrad. Stab. 2001, 73, 93–99. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| RPE g | VPE h | |
|---|---|---|
| MFR a | 0.59 g/10 min | 0.45 g/10 min |
| Density | 900 kg/m3 | 949 kg/m3 |
| HDPE b:LDPE c:PP d (based on DSC) | 90:3:7 | — |
| PE e:PP:PS f (based on NMR) | 95:4:1 | — |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Okubo, H.; Kaneyasu, H.; Kimura, T.; Phanthong, P.; Yao, S. Effects of a Twin-Screw Extruder Equipped with a Molten Resin Reservoir on the Mechanical Properties and Microstructure of Recycled Waste Plastic Polyethylene Pellet Moldings. Polymers 2021, 13, 1058. https://doi.org/10.3390/polym13071058
Okubo H, Kaneyasu H, Kimura T, Phanthong P, Yao S. Effects of a Twin-Screw Extruder Equipped with a Molten Resin Reservoir on the Mechanical Properties and Microstructure of Recycled Waste Plastic Polyethylene Pellet Moldings. Polymers. 2021; 13(7):1058. https://doi.org/10.3390/polym13071058
Chicago/Turabian StyleOkubo, Hikaru, Haruka Kaneyasu, Tetsuya Kimura, Patchiya Phanthong, and Shigeru Yao. 2021. "Effects of a Twin-Screw Extruder Equipped with a Molten Resin Reservoir on the Mechanical Properties and Microstructure of Recycled Waste Plastic Polyethylene Pellet Moldings" Polymers 13, no. 7: 1058. https://doi.org/10.3390/polym13071058
APA StyleOkubo, H., Kaneyasu, H., Kimura, T., Phanthong, P., & Yao, S. (2021). Effects of a Twin-Screw Extruder Equipped with a Molten Resin Reservoir on the Mechanical Properties and Microstructure of Recycled Waste Plastic Polyethylene Pellet Moldings. Polymers, 13(7), 1058. https://doi.org/10.3390/polym13071058