
Internal Polymerization of Epoxy Group of Epoxidized Natural Rubber by Ferric Chloride and Formation of Strong Network Structure

 , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
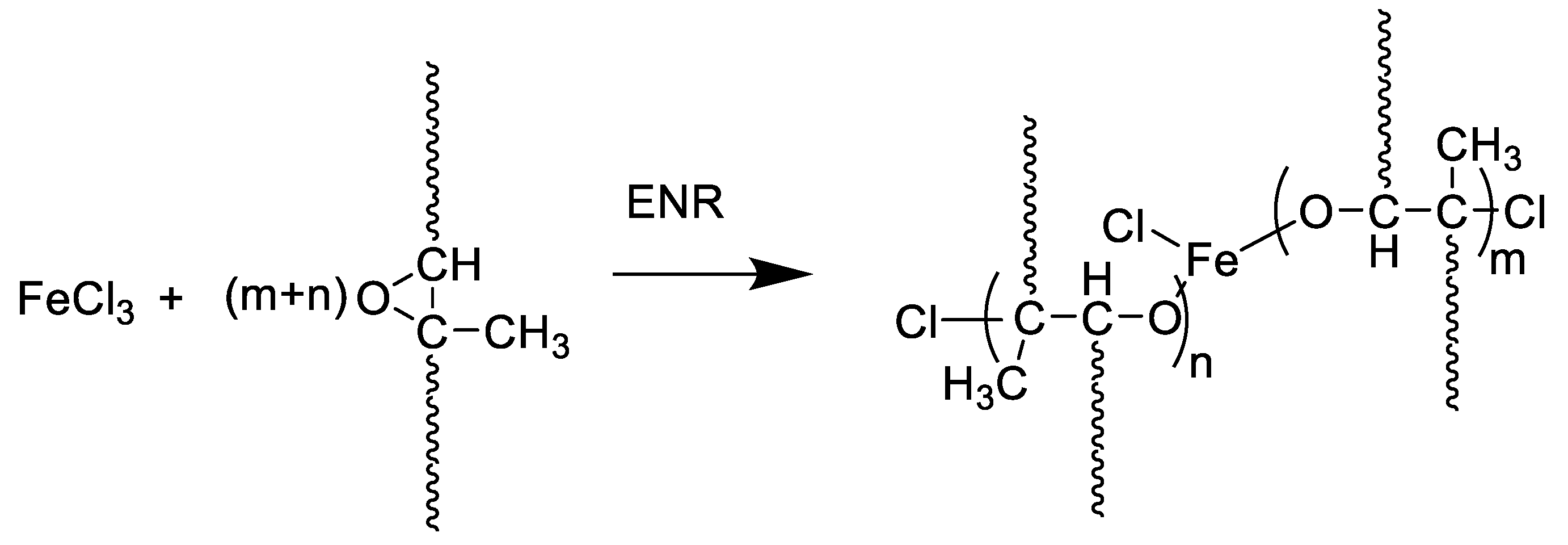
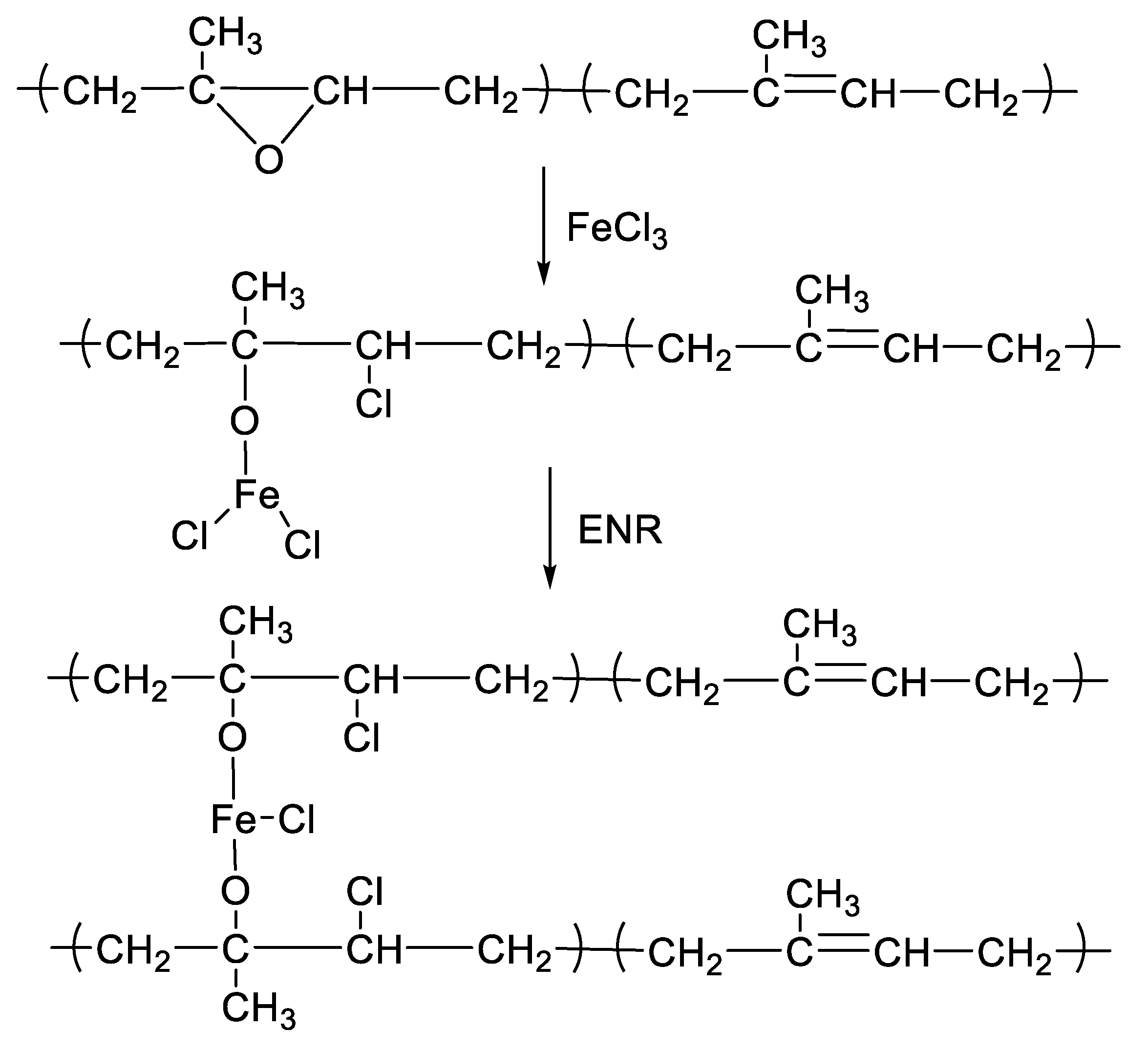
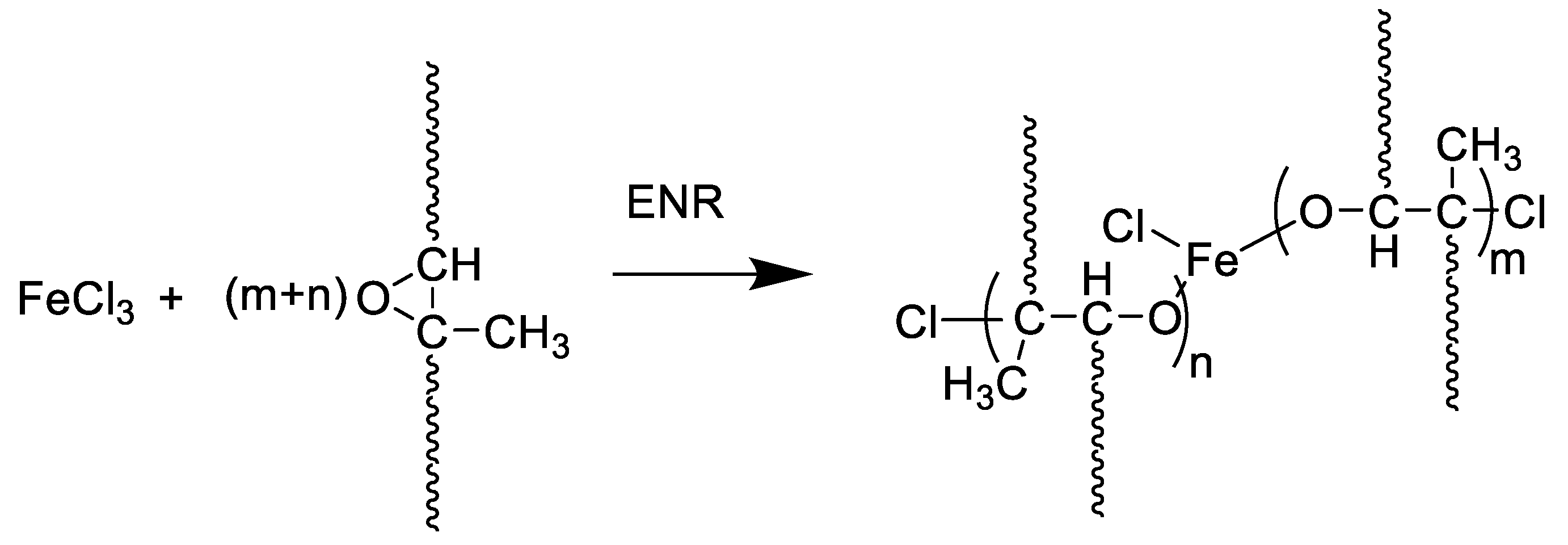
2.2. Preparation of ENR-FeCl3 Compounds
2.3. Cure Characterization
2.4. Morphological Properties
2.5. Fourier Transform Infrared (FTIR) Spectroscopy
2.6. Mechanical Properties
2.7. Crosslink Density
2.8. Thermo Gravimetric Analysis (TGA)
2.9. Temperature Scanning Stress Relaxation
2.10. Dynamic Mechanical Analysis
2.11. Electrical Properties
3. Results and Discussion
3.1. Curing Characteristics
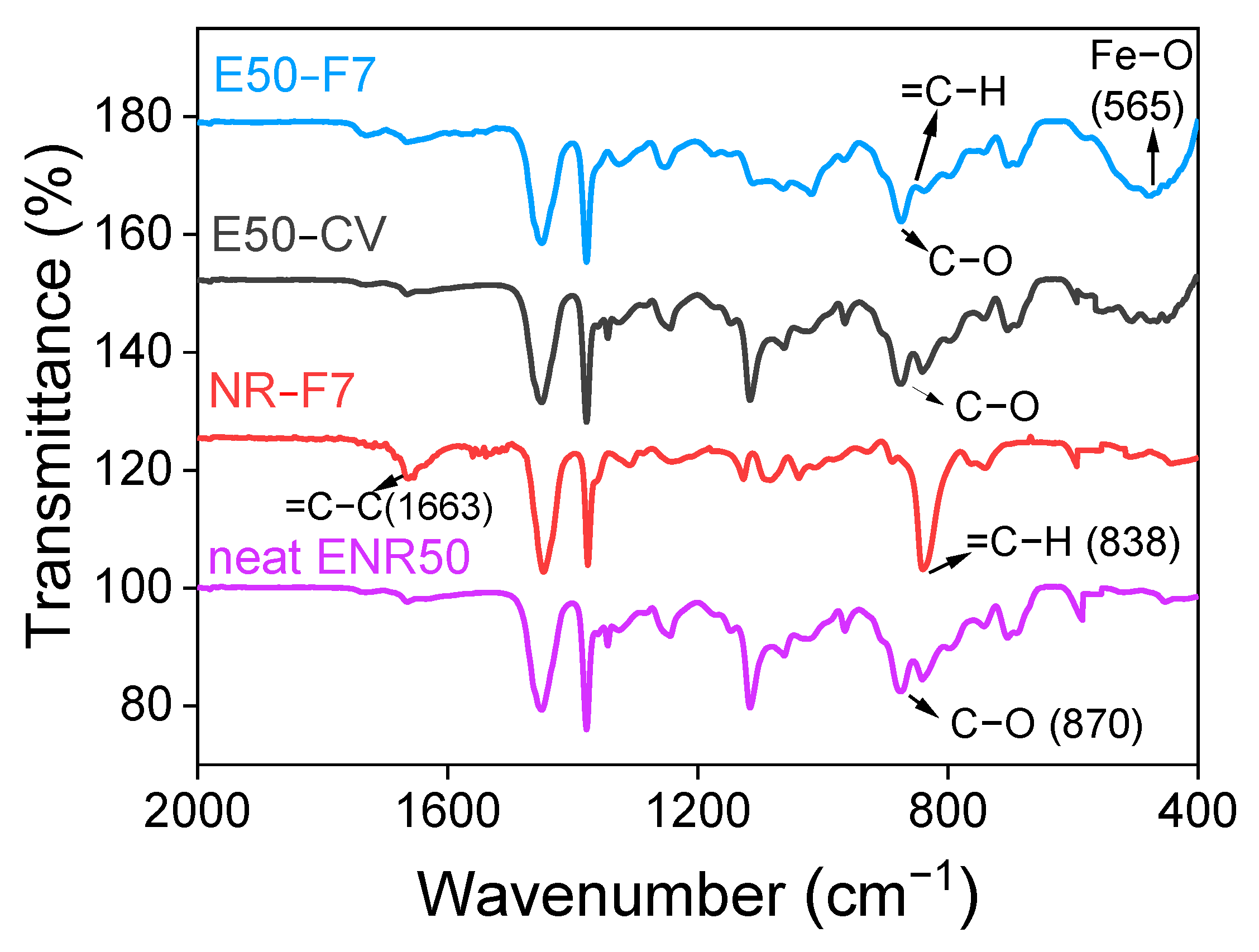
3.2. Attenuated Total Reflection (ATR) Fourier Transform Infrared Spectrophotometer (FTIR)
3.3. Mechanical Properties
3.4. Crosslinking Density
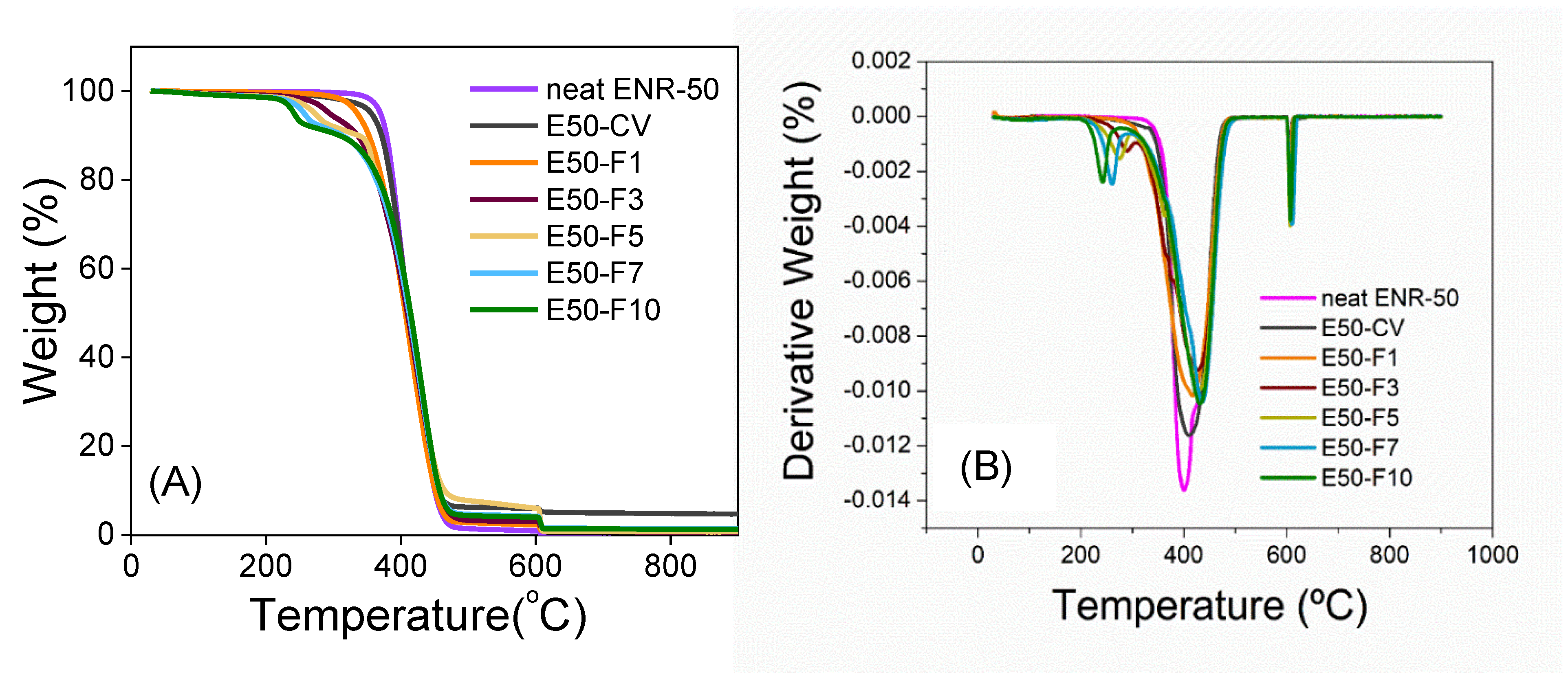
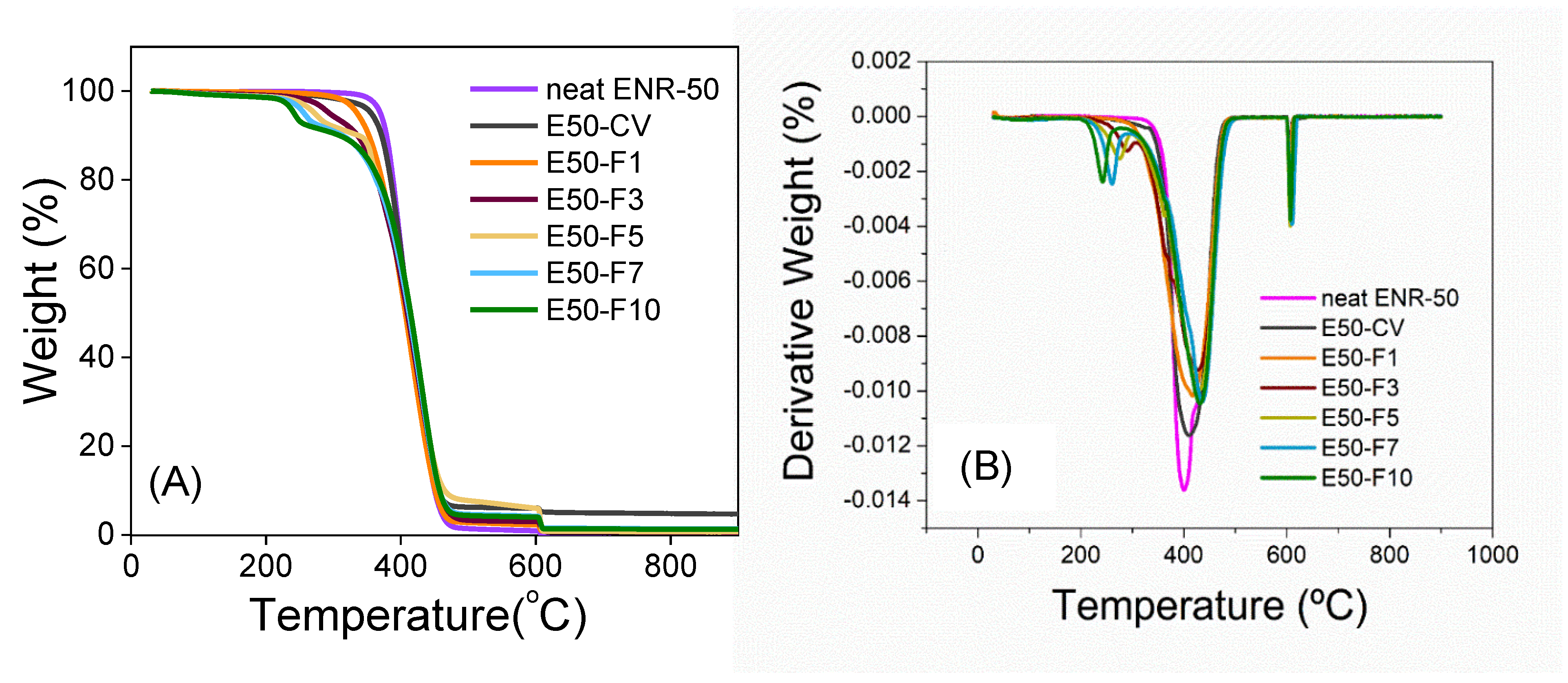
3.5. Thermogravimetric Analysis
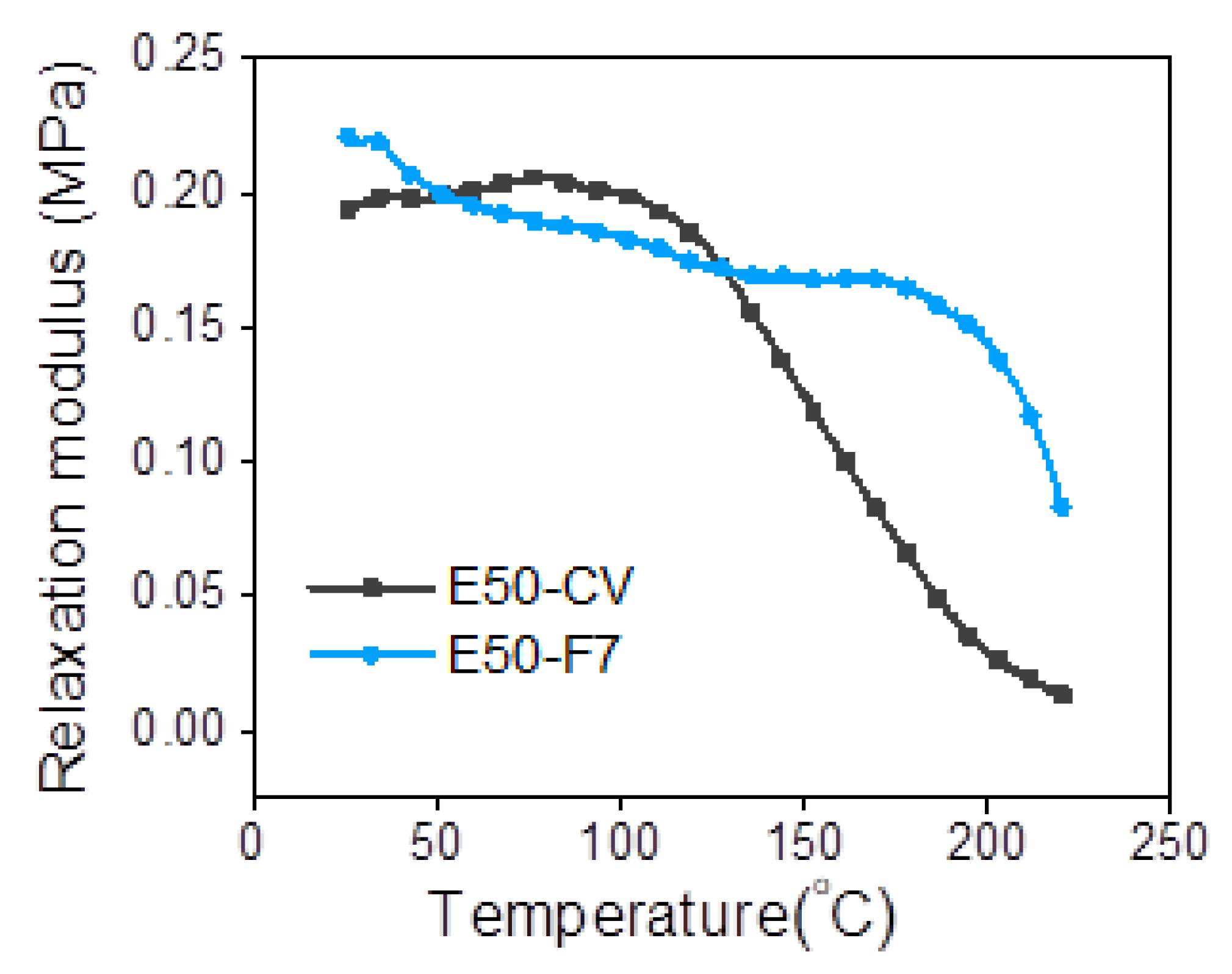
3.6. Temperature Scanning Stress Relaxation (TSSR)
3.7. Dynamic Properties
3.8. Electrical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Marzocca, A.J.; Mansilla, M.A. Vulcanization Kinetic of Styrene–Butadiene Rubber by Sulfur/TBBS. J. Appl. Pol. Sci. 2006, 101, 35–41. [Google Scholar] [CrossRef]
- Vennemann, N.; Schwarze, C.; Kummerlöwe, C. Determination of Crosslink Density and Network Structure of NR Vulcanizates by Means of TSSR. Adv. Mater. Res. 2014, 844, 482–485. [Google Scholar] [CrossRef]
- Krainoi, A.; Kummerlöwe, C.; Nakaramontri, Y.; Wisunthorn, S.; Vennemann, N.; Pichaiyut, S.; Kiatkamjornwong, S.; Nakason, C. Influence of Carbon Nanotube and Ionic liquid on Properties of Natural Rubber Nanocomposites. Express Polym. Lett. 2019, 13, 327–348. [Google Scholar] [CrossRef]
- Nun-anan, P.; Wisunthorn, S.; Pichaiyut, S.; Vennemann, N.; Kummerlöwe, C.; Nakason, C. Influence of Alkaline Treatment and Acetone Extraction of Natural rubber matrix on Properties of Carbon Black filled Natural Rubber Vulcanizates. Polym. Test. 2020, 89, 106623. [Google Scholar] [CrossRef]
- Matchawet, S.; Kaesaman, A.; Bomlai, P.; Nakason, C. Effects of Multi-Walled Carbon Nanotubes and Conductive Carbon black on Electrical, Dielectric, and Mechanical Properties of Epoxidized Natural Rubber Composites. Polym. Compos. 2015, 23666. [Google Scholar] [CrossRef]
- Nakaramontri, Y.; Nakason, C.; Kummerlöwe, C.; Vennemann, N. Influence of Modified Natural Rubber on Properties of Natural Rubber-Carbon Nanotube Composites. Rubber Chem. Technol. 2015, 88, 199–218. [Google Scholar] [CrossRef]
- Yangthong, H.; Wisunthorn, S.; Pichaiyut, S.; Nakason, C. Novel Epoxidized Natural Rubber Composites with Geopolymers from Fly ash waste. Waste Manag. 2019, 87, 148–160. [Google Scholar] [CrossRef] [PubMed]
- Hernandez, M.; Grande, A.M.; Dierkes, W.; Bijleveld, J.; Zwaag, S.; García, S.J. Turning Vulcanized Natural Rubber into a Self-Healing Polymer: Effect of the disulfide/polysulfide Ratio. ACS Sustain. Chem. Eng. 2016, 4, 5776. [Google Scholar] [CrossRef]
- Zhang, X.; Tang, Z.; Guo, B.; Zhang, L. Enabling Design of Advanced Elastomer with Bioinspired Metal-Oxygen Coordination. ACS Appl. Mater. Interfaces 2016, 8, 32520–32527. [Google Scholar] [CrossRef]
- Ostrowska, S.; Markiewicz, B.; Wasikowska, K.; Baczek, N.; Pernak, J.; Strzelec, K. Epoxy Resins Cured with Ionic liquids as Novel Supports for Metal Complex Catalysts. C. R. Chim. 2013, 16, 752–760. [Google Scholar] [CrossRef]
- Utara, S.; Saengsila, P. Effect of Divalent Metal Ions on Curing Characteristics and Dynamic Mechanical Properties of Natural Rubber. Macromol. Symp. 2015, 354, 287–293. [Google Scholar] [CrossRef]
- Rodrıgues, J.F.; Oliveira, F.C.; Ricardo, N.M.P.S.; Lima, M.C.P. Effect of Divalent Metal Ions on the Viscosity of Natural Rubber from Manihot glaziovii. J. Rubber Res. 1998, 1, 240–252. [Google Scholar]
- Tan, W.L.; Bakar, M.A. The Effects of Magnetite Particles and Lithium Triflate on the Thermal Behavior and Degradation of Epoxidized Natural Rubber (ENR-50). Am.-Eurasian J. Sustain. Agric. 2014, 8, 111–122. [Google Scholar]
- Tang, Z.H.; Huang, J.; Guo, B.; Zhang, L.; Liu, F. Bioinspired Engineering of Sacrificial Metal−Ligand Bonds into Elastomers with Supramechanical Performance and Adaptive Recovery. Macromolecules 2016, 49, 1781. [Google Scholar] [CrossRef]
- Zhang, X.; Liu, J.; Zhang, Z.; Wu, S.; Tang, Z.; Guo, B.; Zhang, L. Toughening Elastomers Using a Mussel-Inspired Multiphase Design. ACS Appl. Mater. Interfaces 2018, 10, 23485–23489. [Google Scholar] [CrossRef] [PubMed]
- Flory, P.J.; Rehner, J.R. Statistical Mechanics of Cross-Linked Polymer Networks II. Swelling. J. Chem. Phys. 1943, 11, 521–526. [Google Scholar] [CrossRef]
- Wu, M.; Heinz, M.; Vennemann, N. Investigation of Un-vulcanized Natural Rubber by Means of Temperature Scanning Stress Relaxation Measurements. Adv. Mater. Res. 2013, 718–720, 117–123. [Google Scholar] [CrossRef]
- Nakaramontri, Y.; Kummerlöwe, C.; Nakason, C.; Vennemann, N. The Effect of Surface Functionalization of Carbon Nanotubes on Properties of Natural Rubber/Carbon Nanotube Composites. Polym. Compos. 2014, 36, 2113. [Google Scholar] [CrossRef]
- Du, F.; Fischer, J.; Winey, K. Coagulation Method for Preparing Single-Walled Carbon Nanotube/Poly(methyl methacrylate) Composites and Their Modulus, Electrical Conductivity, and Thermal Stability. Polym. Sci. Part B 2003, 41, 3333–3338. [Google Scholar] [CrossRef]
- Bořkovec, A.B. Reaction of Epoxides with Ferric Chloride. J. Org. Chem. 1958, 23, 828–830. [Google Scholar] [CrossRef]
- Childers, M.I.; Longo, J.M.; Van Zee, N.J.; LaPointe, A.M.; Coates, G.W. Stereoselective epoxide polymerization and copolymerization. Chem. Rev. 2014, 114, 8129–8152. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Harun, F.; Chan, C.H. Electronic Applications of Polymer Electrolytes of Epoxidized Natural Rubber and Its Composites. Polym. Compos. Mater. 2016, 37–59. [Google Scholar] [CrossRef]
- Zhang, H.; Zhong, X.; Xu, J.J.; Chen, H.Y. Fe3O4/Polypyrrole/Au Nanocomposites with Core/Shell/Shell Structure: Synthesis, Characterization, and Their Electrochemical Properties. Chem. Mater. 2005, 24, 13748–13752. [Google Scholar] [CrossRef]
- Biju, C.S. Properties of alpha-Fe2O3/graphene nanohybrid synthesized by a simple hydrothermal/solution mixing method. Nano-Struct. Nano-Objects 2018, 13, 44–50. [Google Scholar] [CrossRef]
- Vennemann, N.; Bökamp, K.; Bröker, D. Crosslink Density of Peroxide Cured TPV. Macromol. Symp. 2006, 245–246, 641–650. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Chemicals | Sources |
|---|---|---|
| 1 | Epoxidized natural rubber with 50 mol% epoxide (ENR-50) | Muangmai Guthrie Co. Co., Ltd., (Surat Thani, Thailand) |
| 2 | Natural rubber (NR), Air dry sheet (ADS) | Von Bundit Co., Ltd. (Surat Thani, Thailand) |
| 3 | Ferric chloride (FeCl3) | Sigma-aldrich, (St. Louis, MO, USA) |
| 4 | Sulfur (S) | Ajax Chemical Co., Ltd., (Samut Prakan, Thailand) |
| 5 | Zinc oxide (ZnO) | Global Chemical Co., Ltd., (Samut Prakarn, Thailand) |
| 6 | Stearic acid | Imperial Industry Chemical Co., Ltd., (Pathum Thani, Thailand) |
| 7 | 2,2-Dithiobis-(benzothiazole) (MBTs) | Flexsys, (Termoli, Italy) |
| Sample No. * | ENR-50 (g) | FeCl3 (mmol) | Abbreviation |
|---|---|---|---|
| 1 | 100 | 0 | neat ENR-50 |
| 2 | 100 | 1 | E50-F1 |
| 3 | 100 | 3 | E50-F3 |
| 4 | 100 | 5 | E50-F5 |
| 5 | 100 | 7 | E50-F7 |
| 6 | 100 | 10 | E50-F10 |
| Compounds | ML (dN.m) | MH (dN.m) | MH-ML (dN.m) | Ts2 (min) | Tc90 (min) | CRI |
|---|---|---|---|---|---|---|
| E50-CV | 0.22 | 6.18 | 5.96 | 2.11 | 7.36 | 19.04 |
| E50-F1 | 0.12 | 0.47 | 0.35 | 3.75 | 6.40 | 37.73 |
| E50-F3 | 0.20 | 1.84 | 1.64 | 3.23 | 6.38 | 31.74 |
| E50-F5 | 0.25 | 4.01 | 3.76 | 2.49 | 7.01 | 22.12 |
| E50-F7 | 0.48 | 6.75 | 6.27 | 2.20 | 7.40 | 19.23 |
| E50-F10 | 0.95 | 11.52 | 10.57 | 1.39 | 8.21 | 14.66 |
| Samples | 100% Modulus (MPa) | Tensile Strength (MPa) | Elongation at Break (%) | Hardness (Shore A) |
|---|---|---|---|---|
| E50-CV | 0.42 ± 0.03 | 1.63 ± 0.21 | 408.6 ± 56.13 | 30.4 ± 2.00 |
| E50-F1 | 0.15 ± 0.03 | 0.22 ± 0.02 | 527.9 ± 15.12 | 20.11 ± 1.15 |
| E50-F3 | 0.19 ± 0.02 | 0.49 ± 0.09 | 420.7 ± 19.81 | 22.8 ± 1.10 |
| E50-F5 | 0.26 ± 0.06 | 0.76 ± 0.10 | 406.5 ± 10.93 | 28.7 ± 1.90 |
| E50-F7 | 0.89 ± 0.18 | 1.89 ± 0.11 | 325.7 ± 20.21 | 44.5 ± 1.00 |
| E50-F10 | 1.47 ± 0.32 | 4.71 ± 0.16 | 70.0 ± 3.00 | 62.5 ± 2.10 |
| Sample | Crosslinking Densities (mol/m3) |
|---|---|
| E50-CV | 99.16 ± 4.52 |
| E50-F1 | 43.52 ± 8.18 |
| E50-F3 | 64.45 ± 1.12 |
| E50-F5 | 84.49 ± 1.98 |
| E50-F7 | 112.76 ± 1.76 |
| E50-F10 | 142.38 ± 0.27 |
| Sample | Td1 (°C) | Td2 (°C) | Weight Loss (%) under the Nitrogen Atmosphere | Weight Loss (%) under the Oxygen Atmosphere |
|---|---|---|---|---|
| Neat ENR-50 | 402.11 | - | 94.10 | 0.83 |
| E50-CV | 411.58 | - | 94.06 | 5.13 |
| E50-F1 | 290.02 | 418.23 | 93.51 | 1.38 |
| E50-F3 | 285.45 | 423.14 | 93.07 | 1.75 |
| E50-F5 | 273.56 | 426.89 | 92.00 | 1.80 |
| E50-F7 | 258.67 | 430.34 | 88.14 | 2.20 |
| E50-F10 | 240.79 | 433.31 | 76.65 | 2.36 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Damampai, K.; Pichaiyut, S.; Mandal, S.; Wießner, S.; Das, A.; Nakason, C. Internal Polymerization of Epoxy Group of Epoxidized Natural Rubber by Ferric Chloride and Formation of Strong Network Structure. Polymers 2021, 13, 4145. https://doi.org/10.3390/polym13234145
Damampai K, Pichaiyut S, Mandal S, Wießner S, Das A, Nakason C. Internal Polymerization of Epoxy Group of Epoxidized Natural Rubber by Ferric Chloride and Formation of Strong Network Structure. Polymers. 2021; 13(23):4145. https://doi.org/10.3390/polym13234145
Chicago/Turabian StyleDamampai, Kriengsak, Skulrat Pichaiyut, Subhradeep Mandal, Sven Wießner, Amit Das, and Charoen Nakason. 2021. "Internal Polymerization of Epoxy Group of Epoxidized Natural Rubber by Ferric Chloride and Formation of Strong Network Structure" Polymers 13, no. 23: 4145. https://doi.org/10.3390/polym13234145
APA StyleDamampai, K., Pichaiyut, S., Mandal, S., Wießner, S., Das, A., & Nakason, C. (2021). Internal Polymerization of Epoxy Group of Epoxidized Natural Rubber by Ferric Chloride and Formation of Strong Network Structure. Polymers, 13(23), 4145. https://doi.org/10.3390/polym13234145