
Modelling and Investigation of Crack Growth for 3D-Printed Acrylonitrile Butadiene Styrene (ABS) with Various Printing Parameters and Ambient Temperatures



Abstract
:1. Introduction
2. Materials and Methods
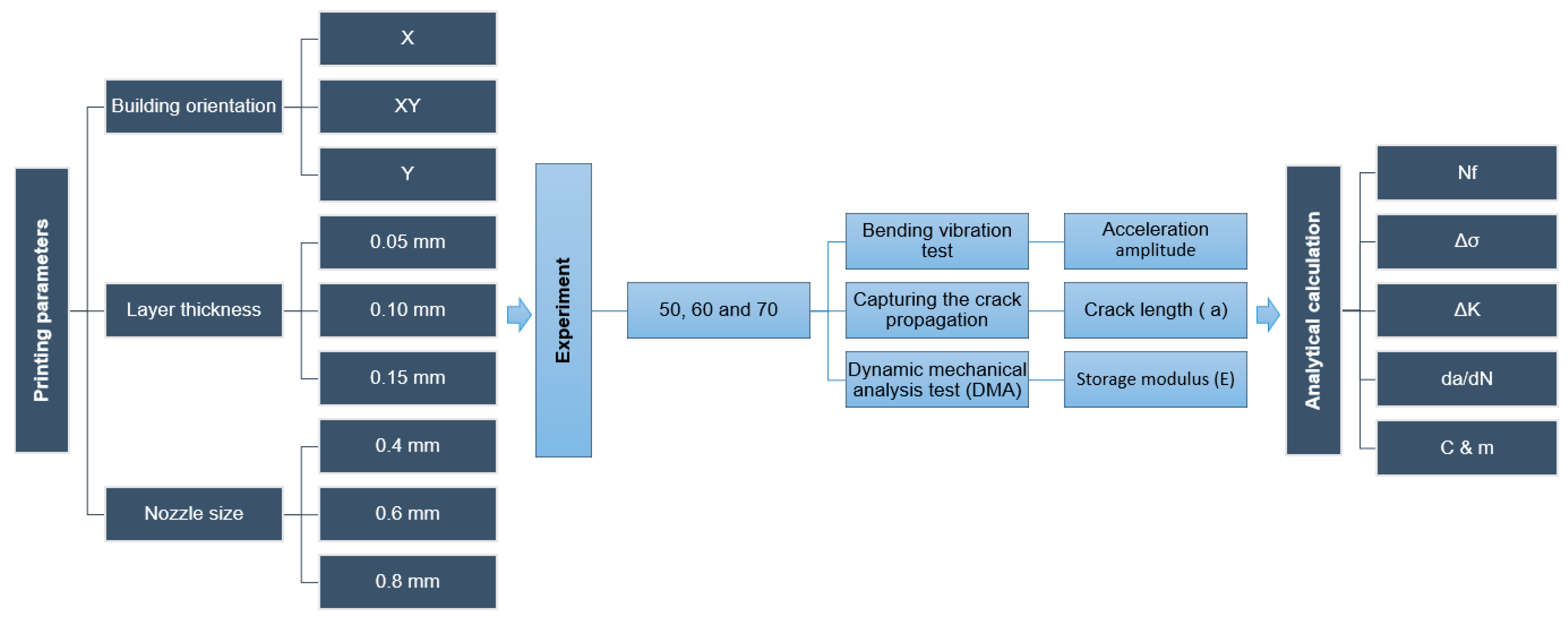
2.1. Printing Parameters
2.2. FDM Material
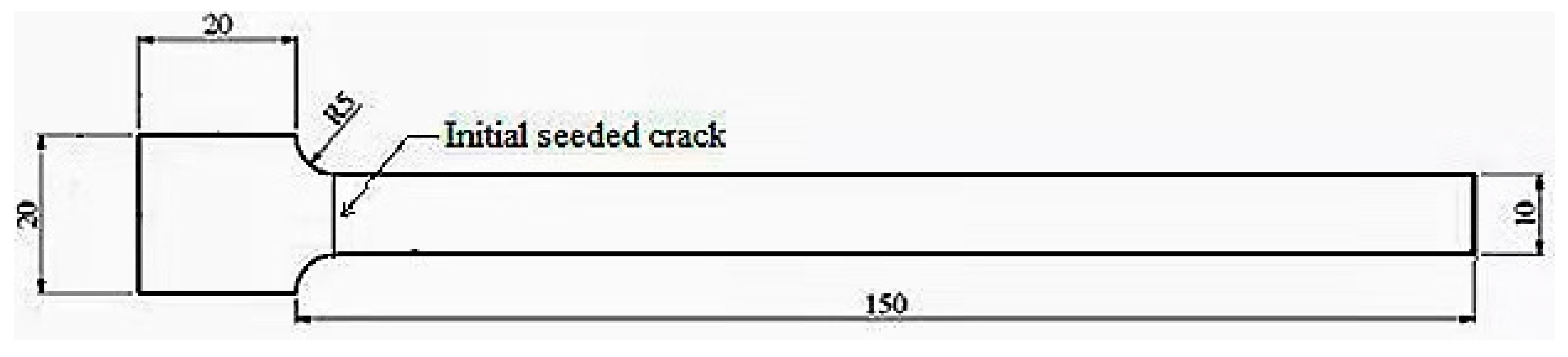
2.3. Sample Preparation
2.4. Experiments
2.4.1. Experimental Scheme
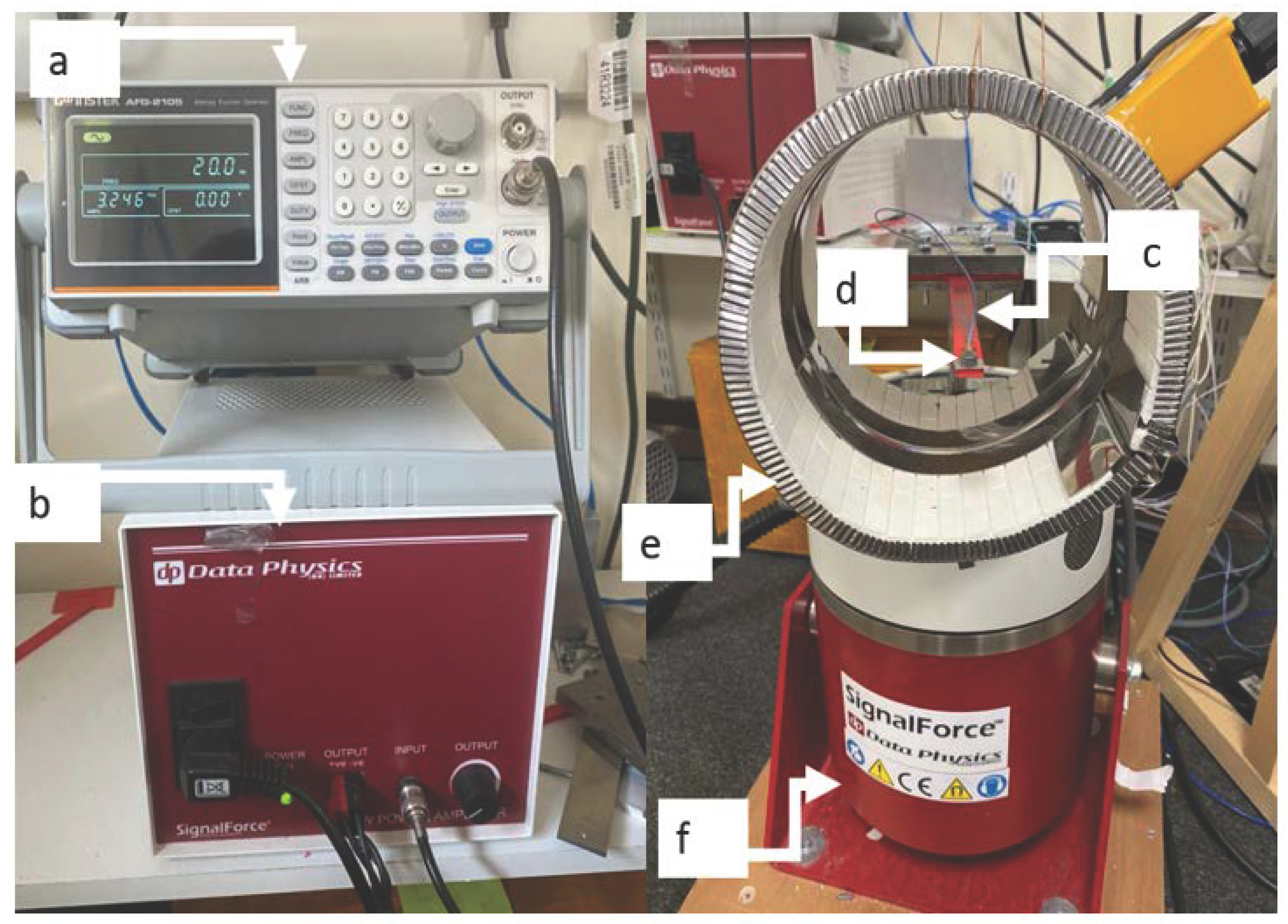
2.4.2. Experimental Setup and Procedures
3. Analytical Model and Experimental Data Process
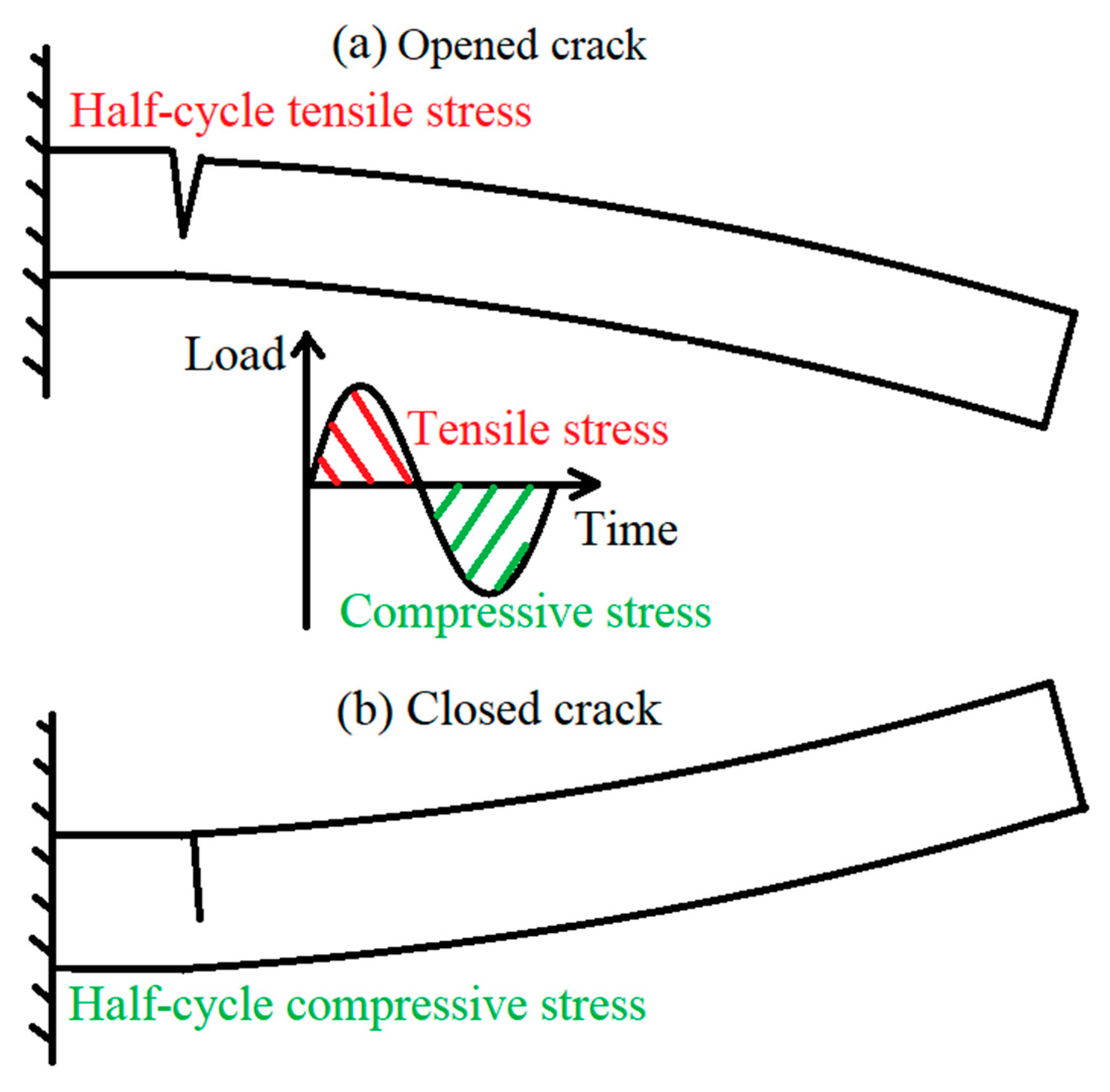
3.1. Calculation of SIF Range and FCG Rate
3.2. Data Process
4. Results and Discussion
4.1. Building Orientation Influence
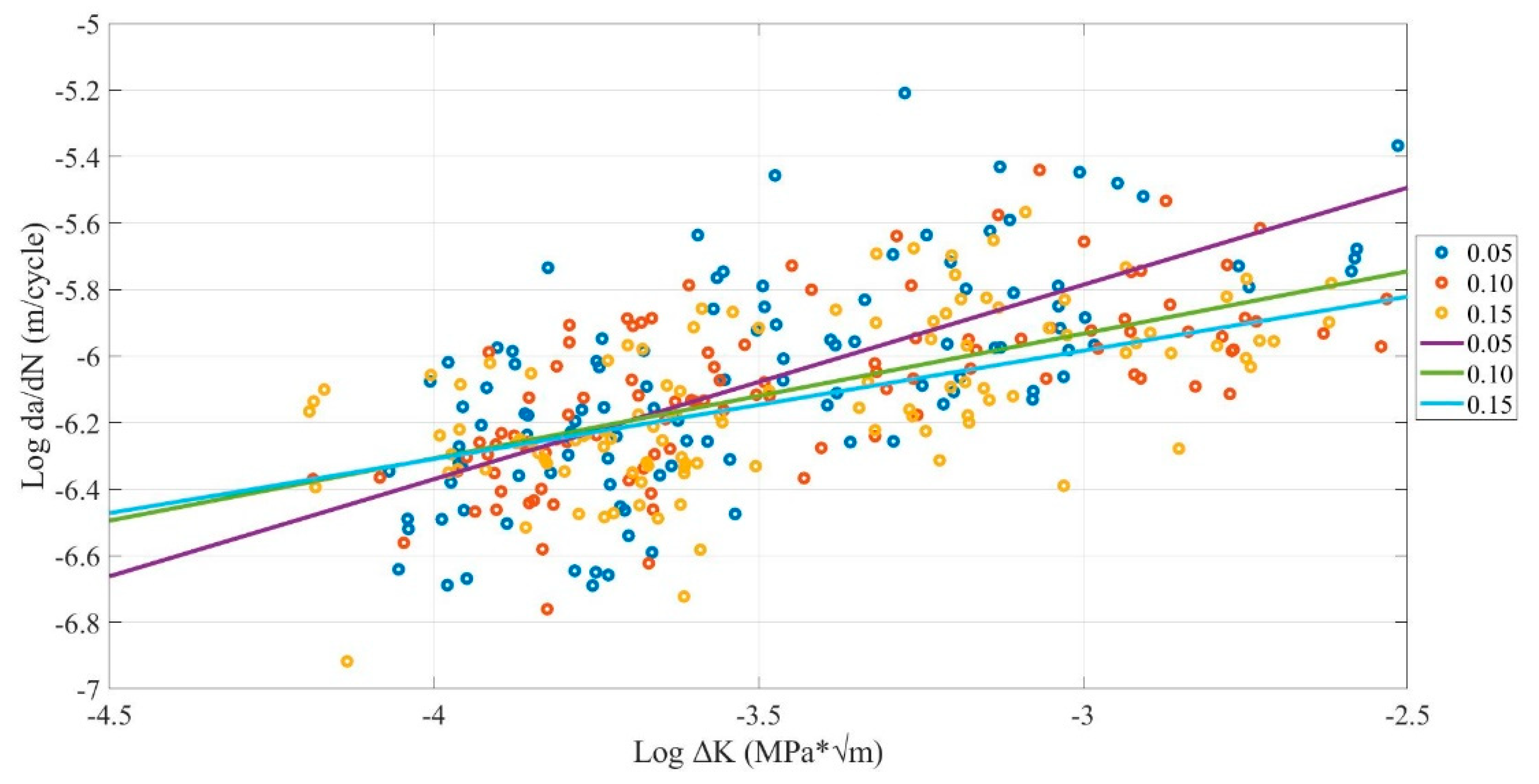
4.2. Layer Thickness Influence
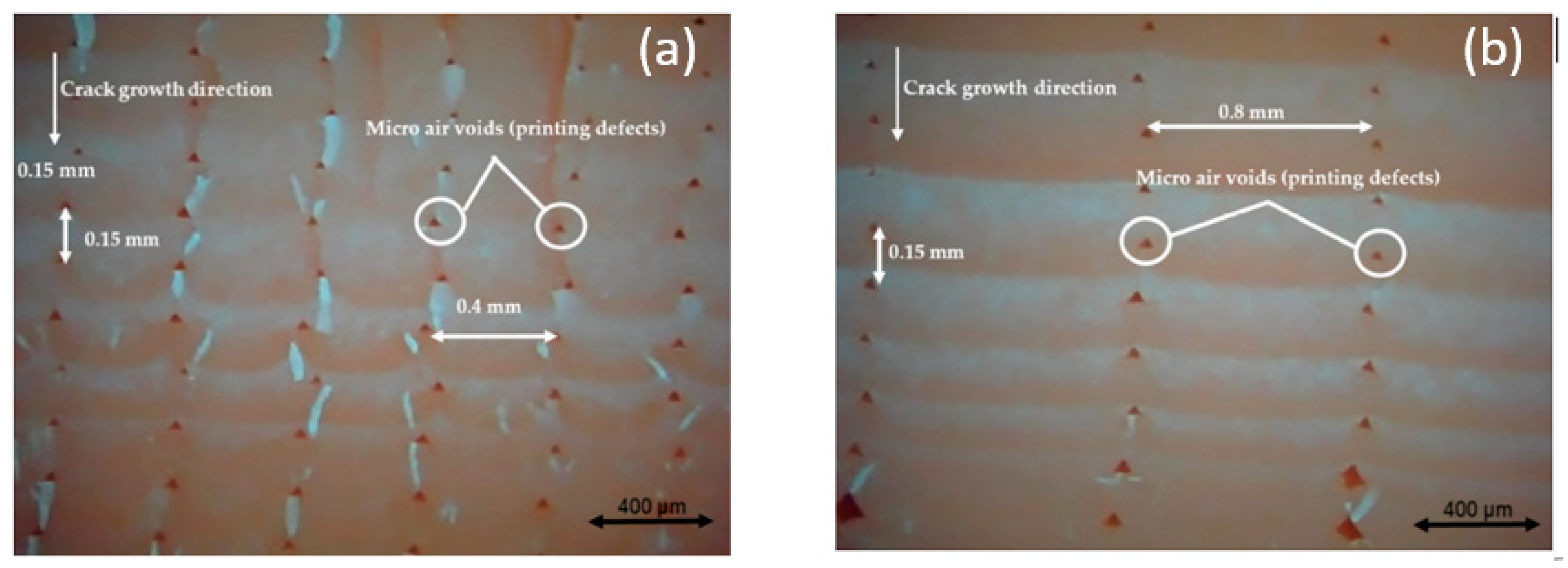
4.3. Nozzle Size Influence
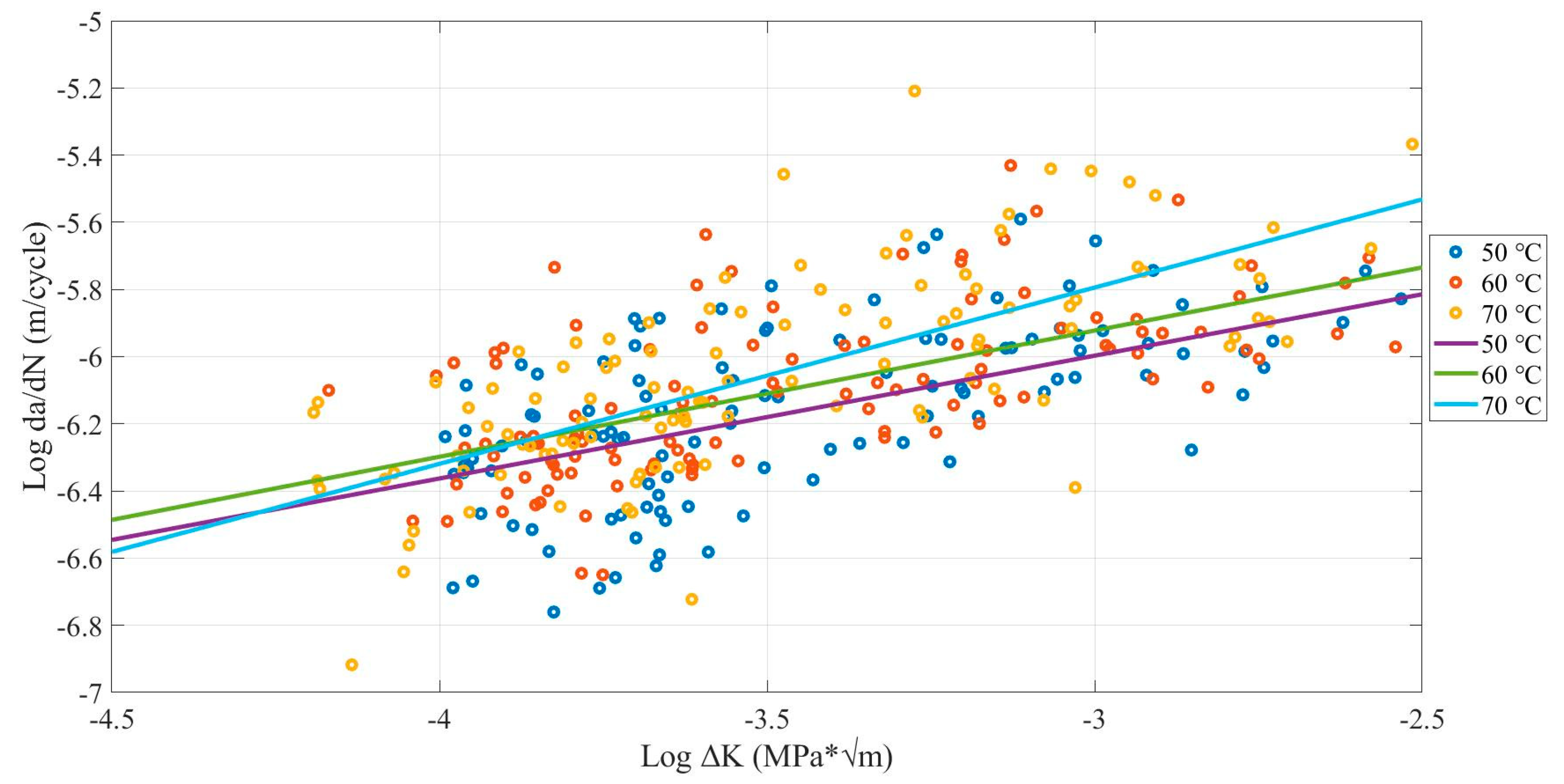
4.4. Environmental Temperature Influence
4.5. Paris Law Constants (C and m) for Different Printing Parameters
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Building Orientation | T (°C) | Nozzle Size (mm) | Layer Thickness (mm) | Log C | C | m | R-Square (%) |
|---|---|---|---|---|---|---|---|
| X | 50 | 0.4 | 0.05 | −3.607 | 2.47 × 10−4 | 0.763 | 94% |
| X | 60 | 0.4 | 0.05 | −4.736 | 1.84 × 10−5 | 0.426 | 93% |
| X | 70 | 0.4 | 0.05 | −3.888 | 1.29 × 10−4 | 0.673 | 98% |
| X | 50 | 0.4 | 0.10 | −4.885 | 1.30 × 10−5 | 0.390 | 81% |
| X | 60 | 0.4 | 0.10 | −5.087 | 8.18 × 10−6 | 0.330 | 91% |
| X | 70 | 0.4 | 0.10 | −4.746 | 1.79 × 10−5 | 0.390 | 86% |
| X | 50 | 0.4 | 0.15 | −5.099 | 7.96 × 10−6 | 0.329 | 91% |
| X | 60 | 0.4 | 0.15 | −5.109 | 7.78 × 10−6 | 0.318 | 93% |
| X | 70 | 0.4 | 0.15 | −4.787 | 1.63 × 10−5 | 0.387 | 82% |
| X | 50 | 0.6 | 0.05 | −3.754 | 1.76 × 10−4 | 0.754 | 99% |
| X | 60 | 0.6 | 0.05 | −4.327 | 4.71 × 10−5 | 0.515 | 95% |
| X | 70 | 0.6 | 0.05 | −4.888 | 1.29 × 10−5 | 0.341 | 99% |
| X | 50 | 0.6 | 0.10 | −4.481 | 3.30 × 10−5 | 0.537 | 98% |
| X | 60 | 0.6 | 0.10 | −4.719 | 1.91 × 10−5 | 0.444 | 97% |
| X | 70 | 0.6 | 0.10 | −4.764 | 1.72 × 10−5 | 0.396 | 95% |
| X | 50 | 0.6 | 0.15 | −5.700 | 2.00 × 10−6 | 0.221 | 84% |
| X | 60 | 0.6 | 0.15 | −4.483 | 3.29 × 10−5 | 0.498 | 91% |
| X | 70 | 0.6 | 0.15 | −4.152 | 7.05 × 10−5 | 0.680 | 87% |
| X | 50 | 0.8 | 0.05 | −2.936 | 1.16 × 10−3 | 0.999 | 99% |
| X | 60 | 0.8 | 0.05 | −0.229 | 5.90 × 10−1 | 1.703 | 99% |
| X | 70 | 0.8 | 0.05 | −4.213 | 6.12 × 10−5 | 0.603 | 93% |
| X | 50 | 0.8 | 0.10 | −5.024 | 9.46 × 10−6 | 0.442 | 88% |
| X | 60 | 0.8 | 0.10 | −5.163 | 6.87 × 10−6 | 0.321 | 97% |
| X | 70 | 0.8 | 0.10 | −4.663 | 2.17 × 10−5 | 0.435 | 85% |
| X | 50 | 0.8 | 0.15 | −5.559 | 2.76 × 10−6 | 0.245 | 91% |
| X | 60 | 0.8 | 0.15 | −5.367 | 4.30 × 10−6 | 0.263 | 96% |
| X | 70 | 0.8 | 0.15 | −4.005 | 9.89 × 10−5 | 0.641 | 84% |
| XY | 50 | 0.4 | 0.05 | −2.078 | 8.36 × 10−3 | 1.131 | 98% |
| XY | 60 | 0.4 | 0.05 | −3.886 | 1.30 × 10−4 | 0.632 | 95% |
| XY | 70 | 0.4 | 0.05 | −2.374 | 4.23 × 10−3 | 1.041 | 99% |
| XY | 50 | 0.4 | 0.10 | −4.013 | 9.71 × 10−5 | 0.603 | 96% |
| XY | 60 | 0.4 | 0.10 | −4.967 | 1.08 × 10−5 | 0.324 | 95% |
| XY | 70 | 0.4 | 0.10 | −4.204 | 6.25 × 10−5 | 0.523 | 99% |
| XY | 50 | 0.4 | 0.15 | −4.924 | 1.19 × 10−5 | 0.359 | 99% |
| XY | 60 | 0.4 | 0.15 | −4.426 | 3.75 × 10−5 | 0.496 | 97% |
| XY | 70 | 0.4 | 0.15 | −4.502 | 3.15 × 10−5 | 0.453 | 75% |
| XY | 50 | 0.6 | 0.05 | −2.933 | 1.17 × 10−3 | 0.863 | 98% |
| XY | 60 | 0.6 | 0.05 | −4.512 | 3.08 × 10−5 | 0.456 | 94% |
| XY | 70 | 0.6 | 0.05 | −4.106 | 7.83 × 10−5 | 0.505 | 99% |
| XY | 50 | 0.6 | 0.10 | −4.789 | 1.63 × 10−5 | 0.381 | 99% |
| XY | 60 | 0.6 | 0.10 | −4.400 | 3.98 × 10−5 | 0.505 | 97% |
| XY | 70 | 0.6 | 0.10 | −2.101 | 7.93 × 10−3 | 1.083 | 85% |
| XY | 50 | 0.6 | 0.15 | −5.045 | 9.02 × 10−6 | 0.309 | 87% |
| XY | 60 | 0.6 | 0.15 | −2.560 | 2.75 × 10−3 | 0.980 | 98% |
| XY | 70 | 0.6 | 0.15 | −4.307 | 4.93 × 10−5 | 0.509 | 95% |
| XY | 50 | 0.8 | 0.05 | −3.679 | 2.09 × 10−4 | 0.781 | 95% |
| XY | 60 | 0.8 | 0.05 | −0.945 | 1.14 × 10−1 | 1.469 | 90% |
| XY | 70 | 0.8 | 0.05 | −0.934 | 1.16 × 10−1 | 1.490 | 85% |
| XY | 50 | 0.8 | 0.10 | −4.013 | 9.71 × 10−5 | 0.669 | 99% |
| XY | 60 | 0.8 | 0.10 | −3.721 | 1.90 × 10−4 | 0.691 | 64% |
| XY | 70 | 0.8 | 0.10 | −1.702 | 1.99 × 10−2 | 1.238 | 90% |
| XY | 50 | 0.8 | 0.15 | −4.505 | 3.13 × 10−5 | 0.529 | 99% |
| XY | 60 | 0.8 | 0.15 | −4.774 | 1.68 × 10−5 | 0.433 | 99% |
| XY | 70 | 0.8 | 0.15 | −3.266 | 5.42 × 10−4 | 0.812 | 91% |
| Y | 50 | 0.4 | 0.05 | −2.938 | 1.15 × 10−3 | 0.818 | 84% |
| Y | 60 | 0.4 | 0.05 | 1.437 | 2.74 × 10+01 | 1.938 | 84% |
| Y | 70 | 0.4 | 0.05 | −0.837 | 1.46 × 10−1 | 1.357 | 92% |
| Y | 50 | 0.4 | 0.10 | −4.618 | 2.41 × 10−5 | 0.346 | 99% |
| Y | 60 | 0.4 | 0.10 | −4.316 | 4.83 × 10−5 | 0.419 | 98% |
| Y | 70 | 0.4 | 0.10 | −3.074 | 8.43 × 10−4 | 0.781 | 99% |
| Y | 50 | 0.4 | 0.15 | −4.826 | 1.49 × 10−5 | 0.314 | 97% |
| Y | 60 | 0.4 | 0.15 | −4.911 | 1.23 × 10−5 | 0.284 | 99% |
| Y | 70 | 0.4 | 0.15 | −4.344 | 4.53 × 10−5 | 0.433 | 92% |
| Y | 50 | 0.6 | 0.05 | −3.062 | 8.67 × 10−4 | 0.801 | 96% |
| Y | 60 | 0.6 | 0.05 | −4.301 | 5.00 × 10−5 | 0.432 | 96% |
| Y | 70 | 0.6 | 0.05 | −4.167 | 6.81 × 10−5 | 0.488 | 93% |
| Y | 50 | 0.6 | 0.10 | −4.836 | 1.46 × 10−5 | 0.340 | 90% |
| Y | 60 | 0.6 | 0.10 | −4.879 | 1.32 × 10−5 | 0.353 | 98% |
| Y | 70 | 0.6 | 0.10 | −2.241 | 5.74 × 10−3 | 1.002 | 96% |
| Y | 50 | 0.6 | 0.15 | −3.203 | 6.27 × 10−4 | 0.755 | 98% |
| Y | 60 | 0.6 | 0.15 | −3.063 | 8.65 × 10−4 | 0.814 | 96% |
| Y | 70 | 0.6 | 0.15 | −1.278 | 5.27 × 10−2 | 1.322 | 92% |
| Y | 50 | 0.8 | 0.05 | −4.307 | 4.93 × 10−5 | 0.508 | 94% |
| Y | 60 | 0.8 | 0.05 | 0.270 | 1.86 × 100 | 1.705 | 97% |
| Y | 70 | 0.8 | 0.05 | −0.153 | 7.03 × 10−1 | 1.549 | 94% |
| Y | 50 | 0.8 | 0.10 | −4.620 | 2.40 × 10−5 | 0.429 | 99% |
| Y | 60 | 0.8 | 0.10 | −4.759 | 1.74 × 10−5 | 0.383 | 97% |
| Y | 70 | 0.8 | 0.10 | −1.951 | 1.12 × 10−2 | 1.124 | 96% |
| Y | 50 | 0.8 | 0.15 | −4.660 | 2.19 × 10−5 | 0.418 | 98% |
| Y | 60 | 0.8 | 0.15 | −4.660 | 2.19 × 10−5 | 0.418 | 98% |
| Y | 70 | 0.8 | 0.15 | −3.408 | 3.91 × 10−4 | 0.731 | 99% |
References
- Turner, B.N.; Strong, R.; Gold, S.A. A review of melt extrusion additive manufacturing processes: I. Process design and modeling. Rapid Prototyp. J. 2014, 20, 192–204. [Google Scholar] [CrossRef]
- Jap, N.S.F.; Pearce, G.M.; Hellier, A.K.; Russell, N.; Parr, W.C.; Walsh, W.R. The effect of raster orientation on the static and fatigue properties of filament deposited ABS polymer. Int. J. Fatigue 2019, 124, 328–337. [Google Scholar] [CrossRef]
- Nikolova, M.P.; Chavali, M.S. Recent advances in biomaterials for 3D scaffolds: A review. Bioact. Mater. 2019, 4, 271–292. [Google Scholar] [CrossRef] [PubMed]
- Stratton, S.; Manoukian, O.S.; Patel, R.; Wentworth, A.; Rudraiah, S.; Kumbar, S.G. Polymeric 3D printed structures for soft-tissue engineering. J. Appl. Polym. Sci. 2018, 135, 45569. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zai, B.A.; Khan, M.; Khan, K.A.; Mansoor, A.; Shah, A.; Shahzad, M. The role of dynamic response parameters in damage prediction. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2019, 233, 4620–4636. [Google Scholar] [CrossRef] [Green Version]
- Zai, B.A.; Khan, M.A.; Khan, S.Z.; Asif, M.; Khan, K.A.; Saquib, A.N.; Mansoor, A.; Shahzad, M.; Mujtaba, A. Prediction of crack depth and fatigue life of an acrylonitrile butadiene styrene cantilever beam using dynamic response. J. Test. Eval. 2020, 48, 1520–1536. [Google Scholar] [CrossRef]
- Vyavahare, S.; Teraiya, S. Fused deposition modelling: A review. Rapid Prototyp. J. 2020, 26, 176–201. [Google Scholar] [CrossRef]
- Masood, S.H. Advances in Fused Deposition Modeling; Elsevier: Amsterdam, The Netherlands, 2014; Volume 10, ISBN 9780080965338. [Google Scholar]
- He, F.; Kumar, V.; Khan, M.A. Evolution and New Horizons in Modelling Crack Mechanics of Polymeric Structures. Mater. Today Chem. 2020, 20, 100393. [Google Scholar] [CrossRef]
- Fleet, T.; Kamei, K.; He, F.; Khan, M.A.; Khan, K.A.; Starr, A. A machine learning approach to model interdependencies between dynamic response and crack propagation. Sensors 2020, 20, 6847. [Google Scholar] [CrossRef]
- Almutairi, M.D.; Aria, A.I.; Thakur, V.K.; Khan, M.A. Self-healing mechanisms for 3D-printed polymeric structures: From lab to reality. Polymers 2020, 12, 1534. [Google Scholar] [CrossRef]
- Kamei, K.; Khan, M.A. Current challenges in modelling vibrational fatigue and fracture of structures: A review. J. Braz. Soc. Mech. Sci. Eng. 2021, 43, 1–20. [Google Scholar] [CrossRef]
- Kamei, K.; Khan, M.A.; Khan, K.A. Characterising modal behaviour of a cantilever beam at different heating rates for isothermal conditions. Appl. Sci. 2021, 11, 4375. [Google Scholar] [CrossRef]
- Zai, B.A.; Khan, M.A.; Khan, K.A.; Mansoor, A. A novel approach for damage quantification using the dynamic response of a metallic beam under thermo-mechanical loads. J. Sound Vib. 2020, 469, 115134. [Google Scholar] [CrossRef]
- Zai, B.A.; Khan, M.A.; Mansoor, A.; Khan, S.Z.; Khan, K.A. Instant dynamic response measurements for crack monitoring in metallic beams. Insight Non-Destr. Test. Cond. Monit. 2019, 61, 222–229. [Google Scholar] [CrossRef]
- Khan, M.A.; Khan, K.A.; Khan, S.Z.; Nisar, S.; Starr, A. Fracture life estimation of Al-1050 thin beams using empirical data and a numerical approach. Insight Non-Destr. Test. Cond. Monit. 2018, 60, 363–368. [Google Scholar] [CrossRef] [Green Version]
- Khan, M.A.; Khan, S.Z.; Sohail, W.; Khan, H.; Sohaib, M.; Nisar, S. Mechanical fatigue in aluminium at elevated temperature and remaining life prediction based on natural frequency evolution. Fatigue Fract. Eng. Mater. Struct. 2015, 38, 897–903. [Google Scholar] [CrossRef]
- Durgun, I.; Ertan, R. Experimental investigation of FDM process for improvement of mechanical properties and production cost. Rapid Prototyp. J. 2014, 20, 228–235. [Google Scholar] [CrossRef]
- Ziemian, C.; Sharma, M.; Ziemi, S. Anisotropic Mechanical Properties of ABS Parts Fabricated by Fused Deposition Modelling. In Mechanical Engineering; Gokcek, M., Ed.; IntechOpen Limited: London, UK, 2012. [Google Scholar]
- Sood, A.K.; Ohdar, R.K.; Mahapatra, S.S. Experimental investigation and empirical modelling of FDM process for compressive strength improvement. J. Adv. Res. 2012, 3, 81–90. [Google Scholar] [CrossRef] [Green Version]
- Afrose, M.F.; Masood, S.H.; Iovenitti, P.; Nikzad, M.; Sbarski, I. Effects of part build orientations on fatigue behaviour of FDM-processed PLA material. Prog. Addit. Manuf. 2016, 1, 21–28. [Google Scholar] [CrossRef]
- Tymrak, B.M.; Kreiger, M.; Pearce, J.M. Mechanical properties of components fabricated with open-source 3-D printers under realistic environmental conditions. Mater. Des. 2014, 58, 242–246. [Google Scholar] [CrossRef] [Green Version]
- Tezel, T.; Ozenc, M.; Kovan, V. Impact properties of 3D-printed engineering polymers. Mater. Today Commun. 2021, 26, 102161. [Google Scholar] [CrossRef]
- Wang, P.; Zou, B.; Ding, S.; Li, L.; Huang, C. Effects of FDM-3D printing parameters on mechanical properties and microstructure of CF/PEEK and GF/PEEK. Chin. J. Aeronaut. 2021, 34, 236–246. [Google Scholar] [CrossRef]
- Vicente, C.M.S.; Martins, T.S.; Leite, M.; Ribeiro, A.; Reis, L. Influence of fused deposition modeling parameters on the mechanical properties of ABS parts. Polym. Adv. Technol. 2020, 31, 501–507. [Google Scholar] [CrossRef]
- Zhang, Y.; Vassilopoulos, A.P.; Keller, T. Effects of low and high temperatures on tensile behavior of adhesively-bonded GFRP joints. Compos. Struct. 2010, 92, 1631–1639. [Google Scholar] [CrossRef]
- Luo, W.; Li, M.; Huang, Y.; Yin, B.; Hu, X. Effect of Temperature on the Tear Fracture and Fatigue Life of Carbon-Black-Filled Rubber. Polymers 2019, 11, 768. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kim, H.S.; Wang, X.M. Temperature and frequency effects on fatigue crack growth in acrylonitrile–butadiene–styrene (ABS). J. Appl. Polym. Sci. 1995, 57, 811–817. [Google Scholar] [CrossRef]
- Kim, H.S.; Wang, X.M.; Abdullah, N.A.H.N. Effect of Temperature on Fatigue Crack Growth in the Polymer ABS. Fatigue Fract. Eng. Mater. Struct. 1994, 17, 361–367. [Google Scholar] [CrossRef]
- Paris, P.C.; Gomez, M.P.; Anderson, W.E. A rational analytic theory of fatigue. Trend Eng. 1961, 13, 9–14. [Google Scholar]
- Paris, P.; Erdogan, F. A Critical Analysis of Crack Propagation Laws. J. Basic Eng. 1963, 85, 528–533. [Google Scholar] [CrossRef]
- Roylance, D. Fatigue. Available online: https://ocw.mit.edu/courses/materials-science-and-engineering/3-11-mechanics-of-materials-fall-1999/modules/MIT3_11F99_fatigue.pdf (accessed on 9 October 2021).
- He, F.; Khan, M. Effects of Printing Parameters on the Fatigue Behaviour of 3D-Printed ABS under Dynamic Thermo-Mechanical Loads. Polymers 2021, 13, 2362. [Google Scholar] [CrossRef] [PubMed]
- Baqasah, H.; He, F.; Zai, B.A.; Asif, M.; Khan, K.A.; Thakur, V.K.; Khan, M.A. In-situ dynamic response measurement for damage quantification of 3D printed ABS cantilever beam under thermomechanical load. Polymers 2019, 11, 2079. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ostachowicz, W.M.; Krawczuk, M. Analysis of the effect of cracks on the natural frequencies of a cantilever beam. J. Sound Vib. 1991, 150, 191–201. [Google Scholar] [CrossRef]
- Kolednik, O. Fracture Mechanics. In Wiley Encyclopedia of Composites; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2012; Volume 30, pp. 136–139. ISBN 9781118147757. [Google Scholar]
- McGinty, B. Fracture Mechanics. Available online: http://www.fracturemechanics.org/sif.html (accessed on 24 October 2021).
- He, F. Dynamic Response for 3D-Printed Acrylonitrile Butadiene Styrene (ABS) Damaged Structure under Thermo-Mechanical Loads; Cranfield University: Cranfield, UK, 2021. [Google Scholar]
- Xu, Z.; Ma, L. Structural Dynamics; Anqi, T., Ed.; Science Press: Beijing, China, 2007; ISBN 978-7-03-020457-8. [Google Scholar]
- Gomez-Gras, G.; Jerez-Mesa, R.; Travieso-Rodriguez, J.A.; Lluma-Fuentes, J. Fatigue performance of fused filament fabrication PLA specimens. Mater. Des. 2018, 140, 278–285. [Google Scholar] [CrossRef] [Green Version]
- Afrose, M.F.; Masood, S.H.; Nikzad, M.; Iovenitti, P. Effects of Build Orientations on Tensile Properties of PLA Material Processed by FDM. Adv. Mater. Res. 2014, 1044–1045, 31–34. [Google Scholar] [CrossRef]
- Wang, C.-H. Introduction to Fracture Mechanics; DSTO Aeronautical and Maritime Research Laboratory: Kensington, Australia, 1996. [Google Scholar]
- Jerez-Mesa, R.; Travieso-Rodriguez, J.A.; Llumà-Fuentes, J.; Gomez-Gras, G.; Puig, D. Fatigue lifespan study of PLA parts obtained by additive manufacturing. Procedia Manuf. 2017, 13, 872–879. [Google Scholar] [CrossRef] [Green Version]
- Travieso-Rodriguez, J.A.; Jerez-Mesa, R.; Llumà, J.; Traver-Ramos, O.; Gomez-Gras, G.; Rovira, J.J.R. Mechanical properties of 3D-printing polylactic acid parts subjected to bending stress and fatigue testing. Materials 2019, 12, 3859. [Google Scholar] [CrossRef] [Green Version]
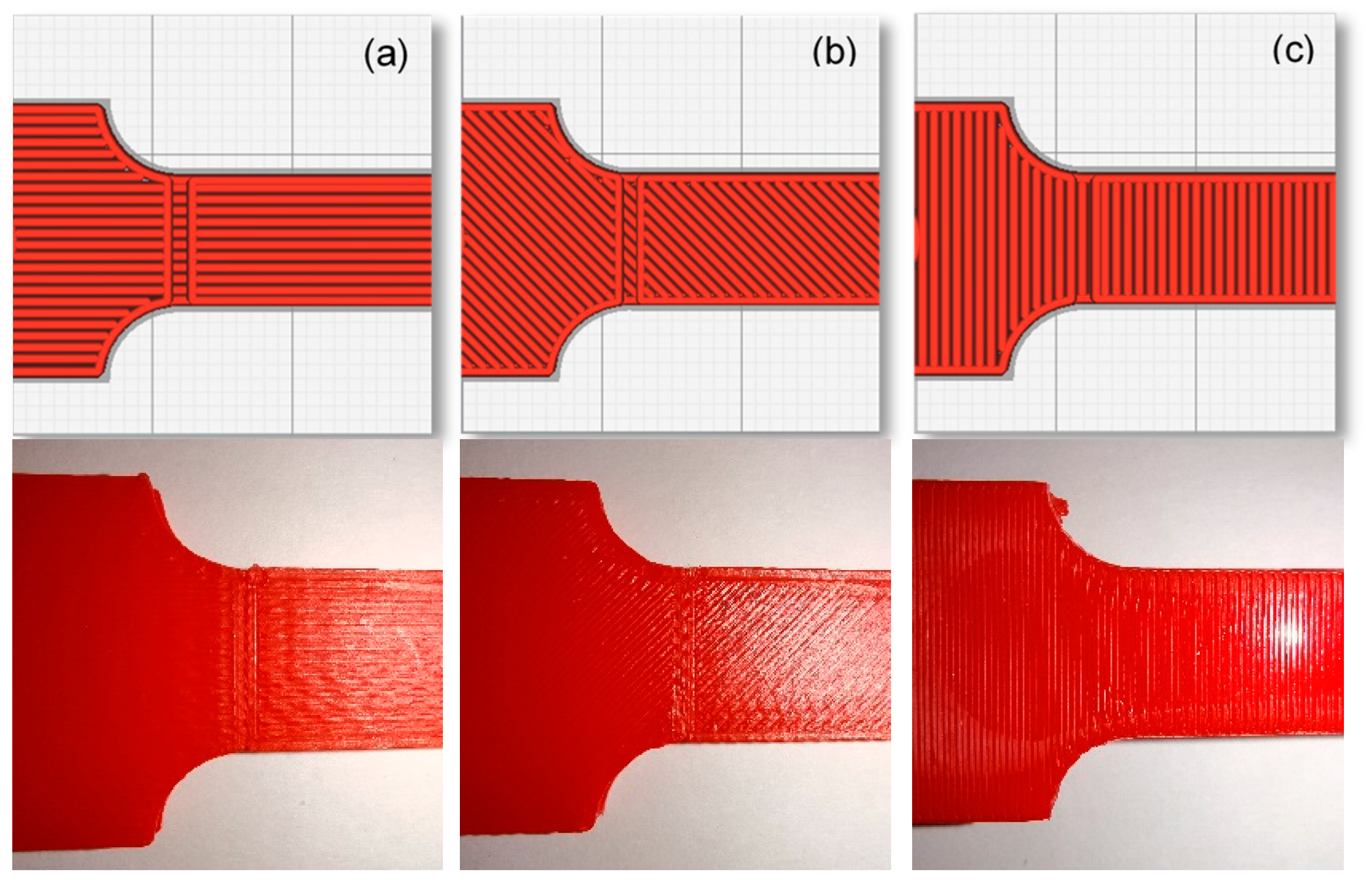
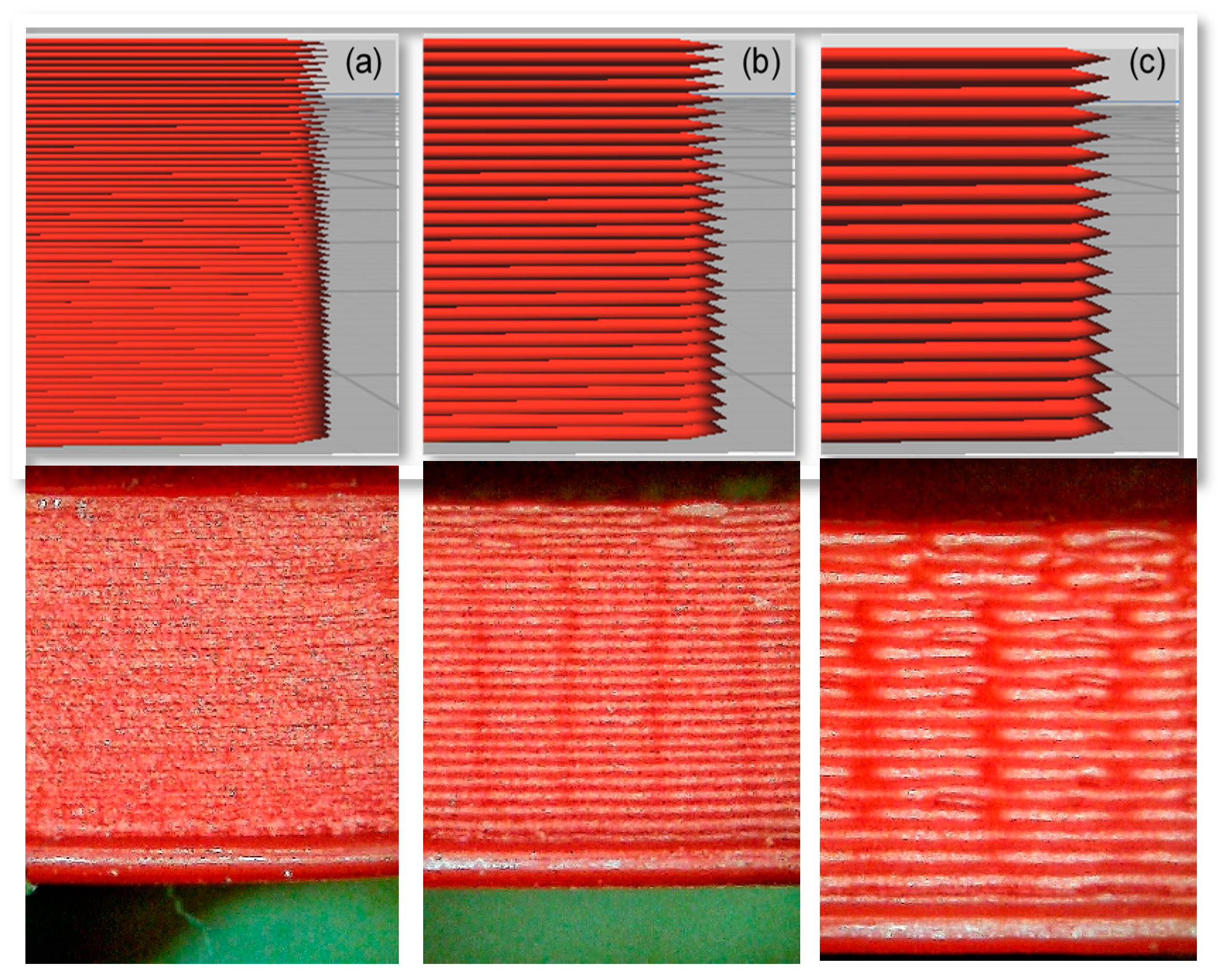




| Building Orientation | Nozzle Size | Layer Thickness |
|---|---|---|
| X (0°) | 0.4 mm | 0.05 mm |
| XY (±45°) | 0.6 mm | 0.10 mm |
| Y (90°) | 0.8 mm | 0.15 mm |
| Filament Specifications and Properties | Value |
|---|---|
| Diameter | 2.85 ± 0.10 mm |
| Tensile modulus | 1681 MPa (ISO 527) |
| Tensile stress at yield | 39 MPa (ISO 527) |
| Tensile stress at break | 33.9 MPa (ISO 527) |
| Elongation at yield | 3.5% (ISO 527) |
| Elongation at break | 4.8% (ISO 527) |
| Melt mass flow rate (MFR) | 41 g/10 min (ISO 1133) |
| Melting temperature | 225–245 °C (ISO 294) |
| Glass transition temperature | 97 °C (ISO 294) |
| Building Orientation | Nozzle Size | Layer Thickness | Temperature | Standardised Value |
|---|---|---|---|---|
| X (0°) | 0.4 mm | 0.05 mm | 50 °C | −1 |
| XY (±45°) | 0.6 mm | 0.10 mm | 60 °C | 0 |
| Y (90°) | 0.8 mm | 0.15 mm | 70 °C | 1 |
| Parameters | R-Squared | RMSE | |
|---|---|---|---|
| Building orientation | X (0°) | 0.6251 | 0.1562 |
| XY (±45°) | 0.6244 | 0.1752 | |
| Y (90°) | 0.5061 | 0.175 | |
| Nozzle size (mm) | 0.4 | 0.4103 | 0.2054 |
| 0.6 | 0.4235 | 0.2057 | |
| 0.8 | 0.3556 | 0.2253 | |
| Layer thickness (mm) | 0.05 | 0.4517 | 0.247 |
| 0.10 | 0.4178 | 0.1932 | |
| 0.15 | 0.3077 | 0.198 | |
| Temperature (°C) | 50 | 0.3222 | 0.2143 |
| 60 | 0.3862 | 0.1937 | |
| 70 | 0.4781 | 0.2281 | |
| Building Orientation | Mean FCG Rate (m/cycle) | Mean Number of Cycles until the Fracture |
|---|---|---|
| X | 9.68 × 10−7 | 4343 |
| XY | 9.75 × 10−7 | 3912 |
| Y | 9.77 × 10−7 | 2282 |
| Layer Thickness (mm) | Mean FCG Rate (m/cycle) | Mean Number of Cycles until the Fracture |
|---|---|---|
| 0.05 | 1.04 × 10−6 | 3417 |
| 0.10 | 9.94 × 10−7 | 3523 |
| 0.15 | 9.19 × 10−7 | 3805 |
| Nozzle Size (mm) | Mean FCG Rate (m/cycle) | Mean Number of Cycles until the Fracture |
|---|---|---|
| 0.4 | 1.06 × 10−6 | 3224 |
| 0.6 | 1.02 × 10−6 | 3374 |
| 0.8 | 8.19 × 10−7 | 4147 |
| Environmental Temperature (°C) | Mean FCG Rate (m/cycle) | Mean Number of Cycles until the Fracture |
|---|---|---|
| 50 | 9.77 × 10−7 | 3604 |
| 60 | 9.78 × 10−7 | 3292 |
| 70 | 9.86 × 10−7 | 3122 |
| Building Orientation | T (°C) | Nozzle Size (mm) | Layer Thickness (mm) | Log C | C | m | R-Square (%) |
|---|---|---|---|---|---|---|---|
| X | 50 | 0.4 | 0.05 | −3.607 | 2.47 × 10−4 | 0.763 | 94% |
| X | 50 | 0.4 | 0.10 | −4.885 | 1.30 × 10−5 | 0.390 | 81% |
| X | 50 | 0.4 | 0.15 | −5.099 | 7.96 × 10−6 | 0.329 | 91% |
| X | 50 | 0.6 | 0.05 | −3.754 | 1.76 × 10−4 | 0.754 | 99% |
| XY | 50 | 0.4 | 0.05 | −2.078 | 8.36 × 10−3 | 1.131 | 98% |
| Y | 50 | 0.4 | 0.05 | −2.938 | 1.15 × 10−3 | 0.818 | 84% |
| Y | 50 | 0.8 | 0.15 | −4.660 | 2.19 × 10−5 | 0.418 | 98% |
| Y | 60 | 0.8 | 0.15 | −4.660 | 2.19 × 10−5 | 0.418 | 98% |
| Y | 70 | 0.8 | 0.15 | −3.408 | 3.91 × 10−4 | 0.731 | 99% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alshammari, Y.L.A.; He, F.; Khan, M.A. Modelling and Investigation of Crack Growth for 3D-Printed Acrylonitrile Butadiene Styrene (ABS) with Various Printing Parameters and Ambient Temperatures. Polymers 2021, 13, 3737. https://doi.org/10.3390/polym13213737
Alshammari YLA, He F, Khan MA. Modelling and Investigation of Crack Growth for 3D-Printed Acrylonitrile Butadiene Styrene (ABS) with Various Printing Parameters and Ambient Temperatures. Polymers. 2021; 13(21):3737. https://doi.org/10.3390/polym13213737
Chicago/Turabian StyleAlshammari, Yousef Lafi A., Feiyang He, and Muhammad A. Khan. 2021. "Modelling and Investigation of Crack Growth for 3D-Printed Acrylonitrile Butadiene Styrene (ABS) with Various Printing Parameters and Ambient Temperatures" Polymers 13, no. 21: 3737. https://doi.org/10.3390/polym13213737
APA StyleAlshammari, Y. L. A., He, F., & Khan, M. A. (2021). Modelling and Investigation of Crack Growth for 3D-Printed Acrylonitrile Butadiene Styrene (ABS) with Various Printing Parameters and Ambient Temperatures. Polymers, 13(21), 3737. https://doi.org/10.3390/polym13213737