
Colour Fastness to Various Agents and Dynamic Mechanical Characteristics of Biocomposite Filaments and 3D Printed Samples

 , ,
, ,
Abstract
:
1. Introduction
2. Materials and Methods
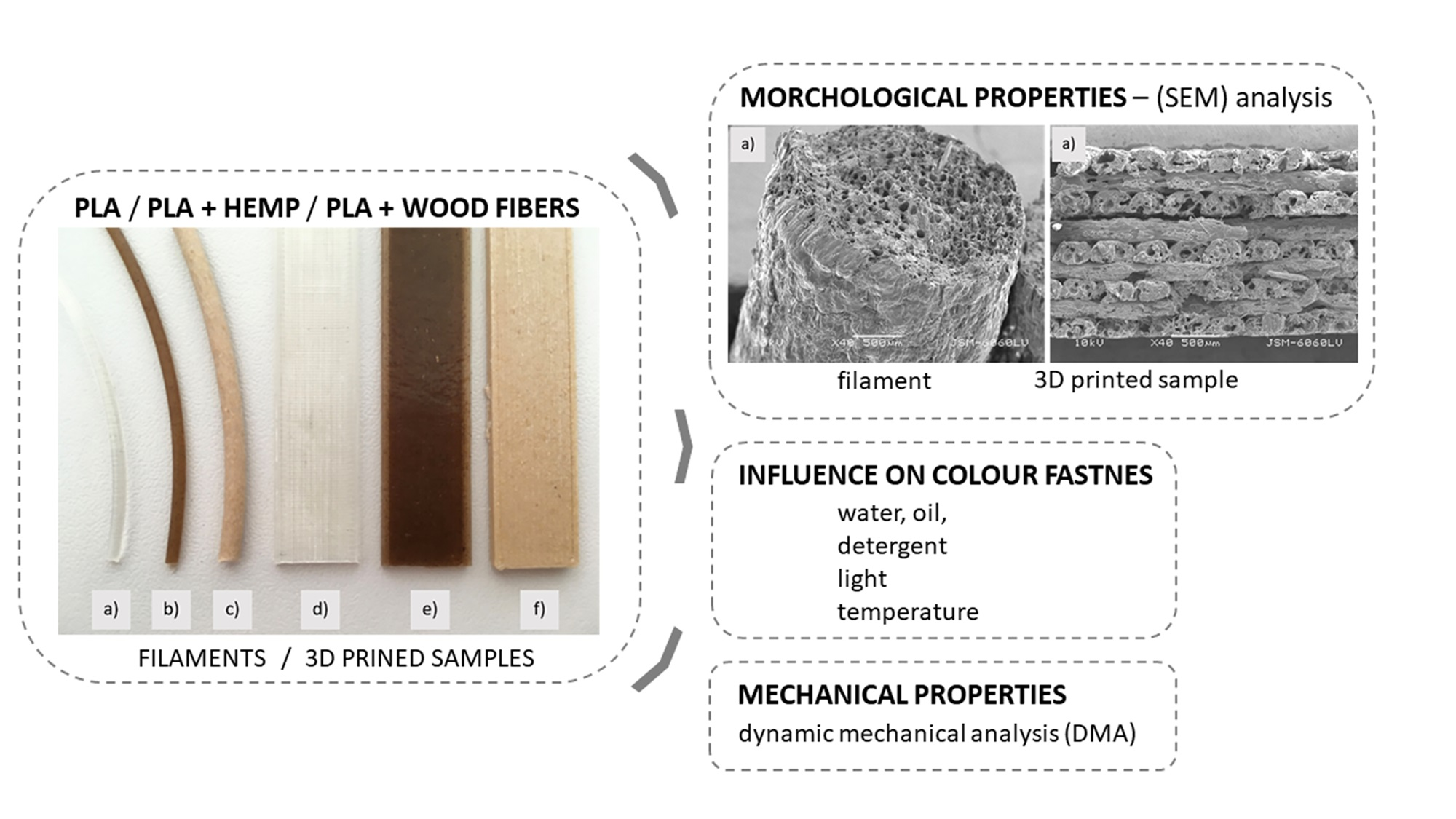
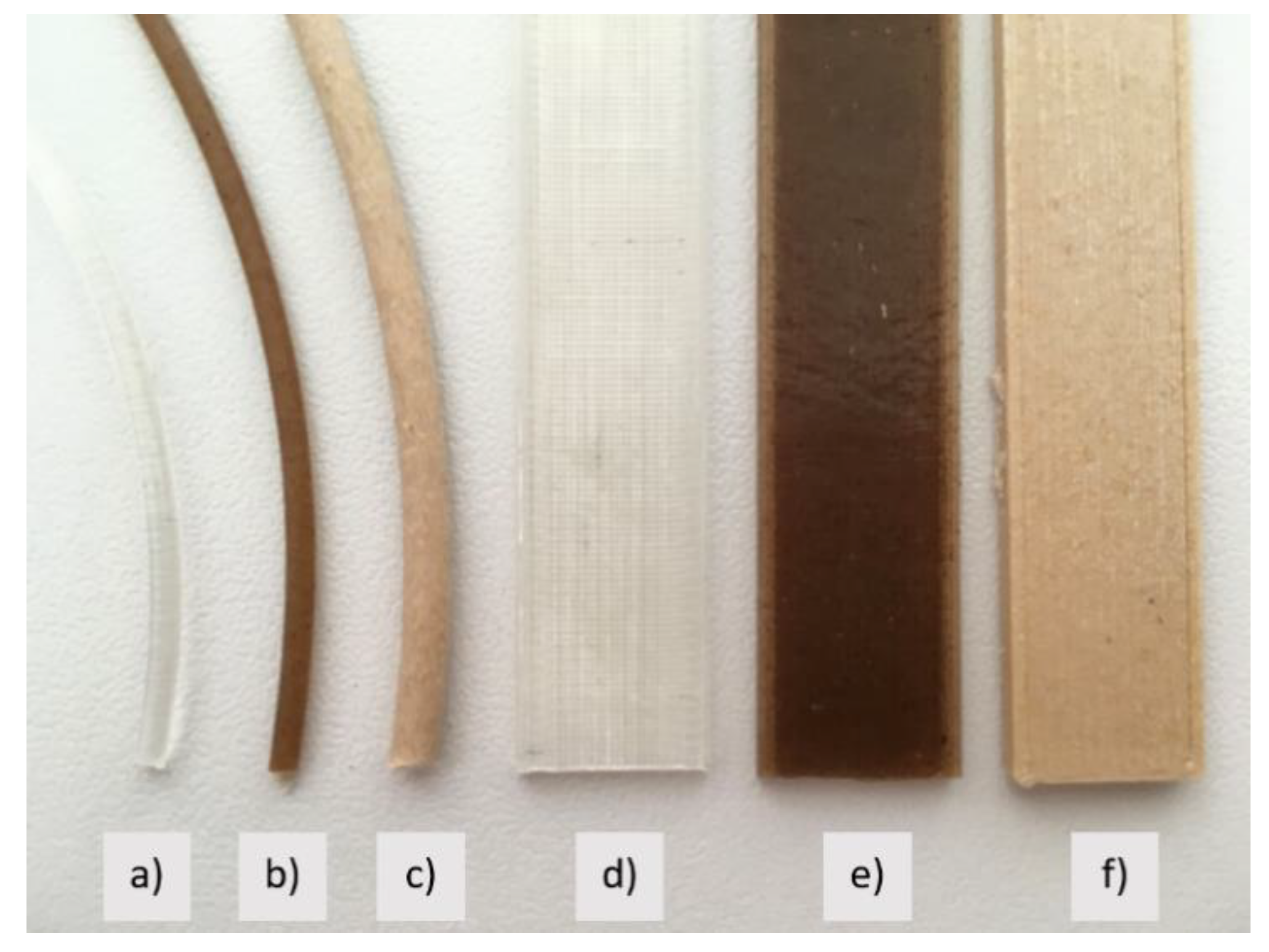
2.1. Materials
2.1.1. Commercial Biocomposite Filaments
- -
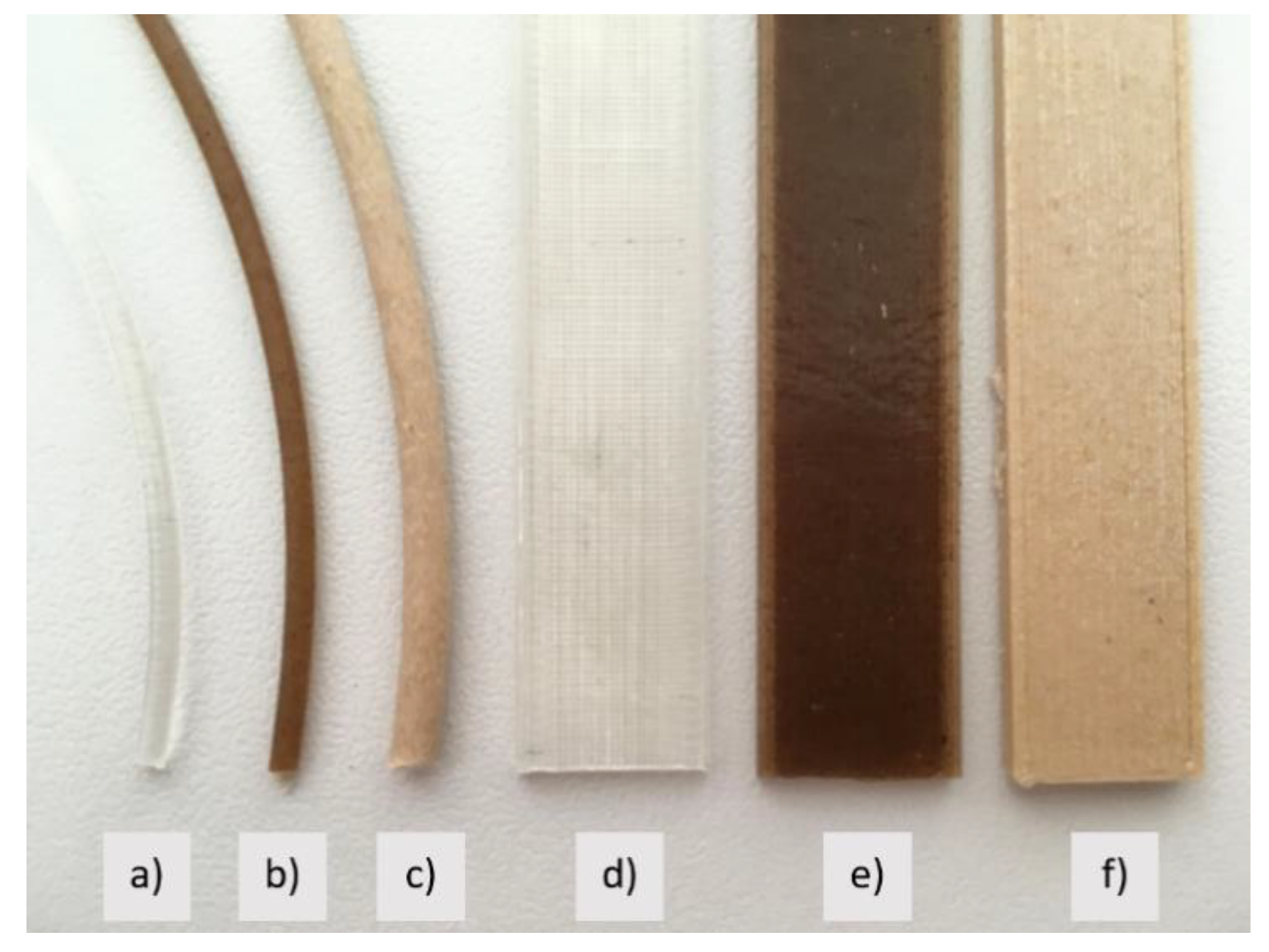
- PLA_f: the neat sample consisted of pure poly(lactic acid) supplied by Plastika Trček (Slovenia) with a density of 1.26 g/cm3 and thickness of 2.85 mm, according to the technical data.
- -
- PLA-Woodfill_f: the biocomposite sample was supplied by ColourFabb (Netherlands). It consisted of poly(lactic acid) as a matrix with 30% wood fibres. According to the technical data, the density of the filament was 1.15 g/cm3 and the thickness was 2.85 ± 0.05 mm.
- -
- PLA-Entwined_f: the biocomposite sample was supplied by 3D Fuel (Ireland). It consisted of poly(lactic acid) as a matrix with <10% of hemp by-products, including hurd and fibre, with a thickness of 1.75 mm, according to the technical data.
2.1.2. 3D Printed Samples
2.2. Methods
3. Results with Discussion
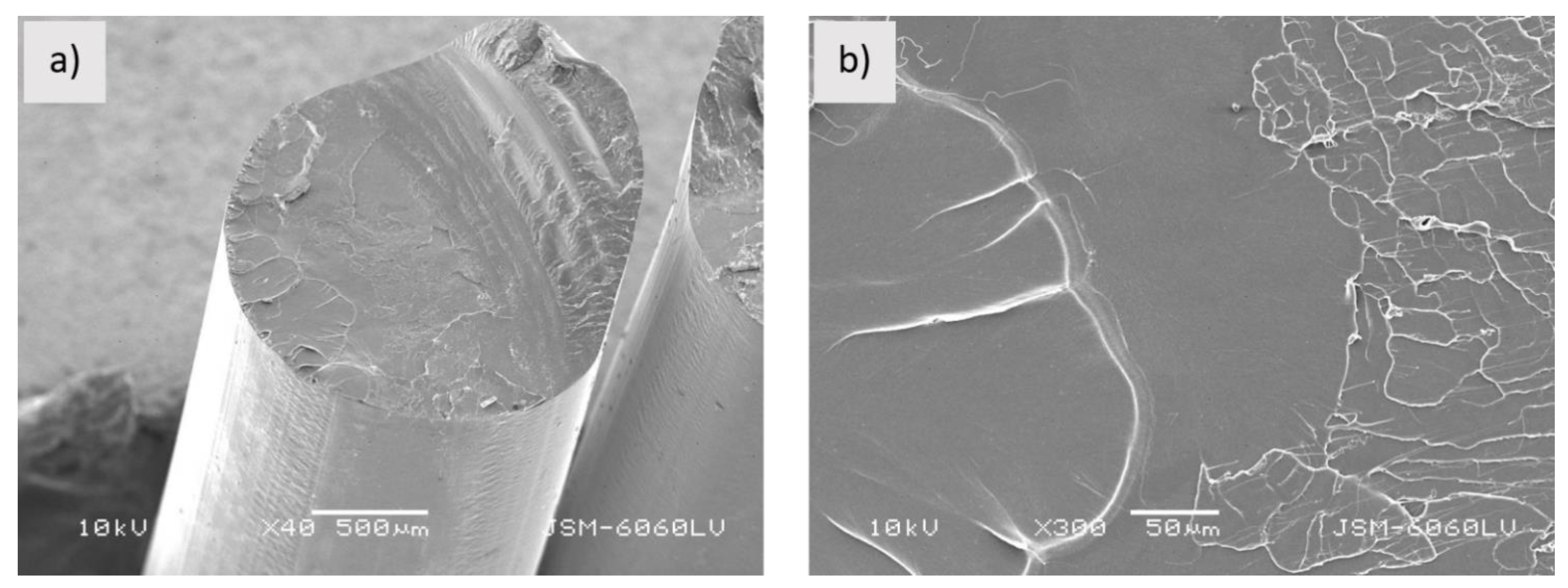
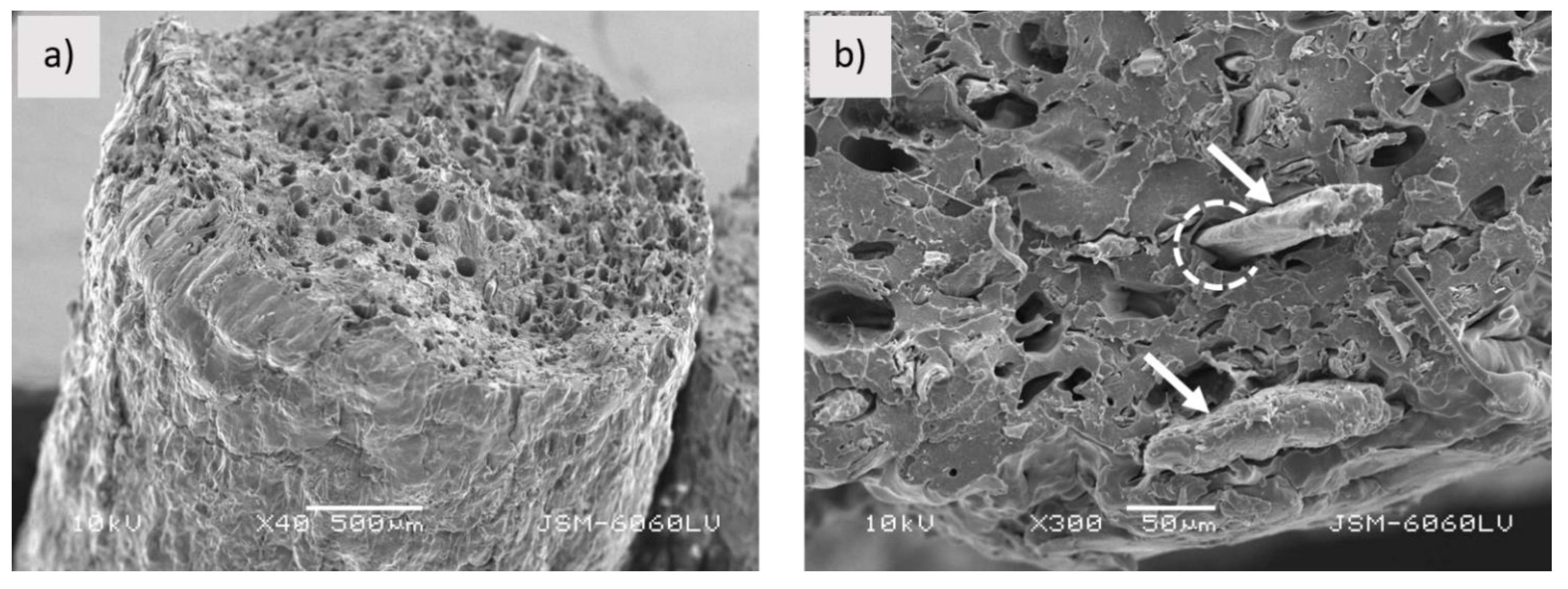
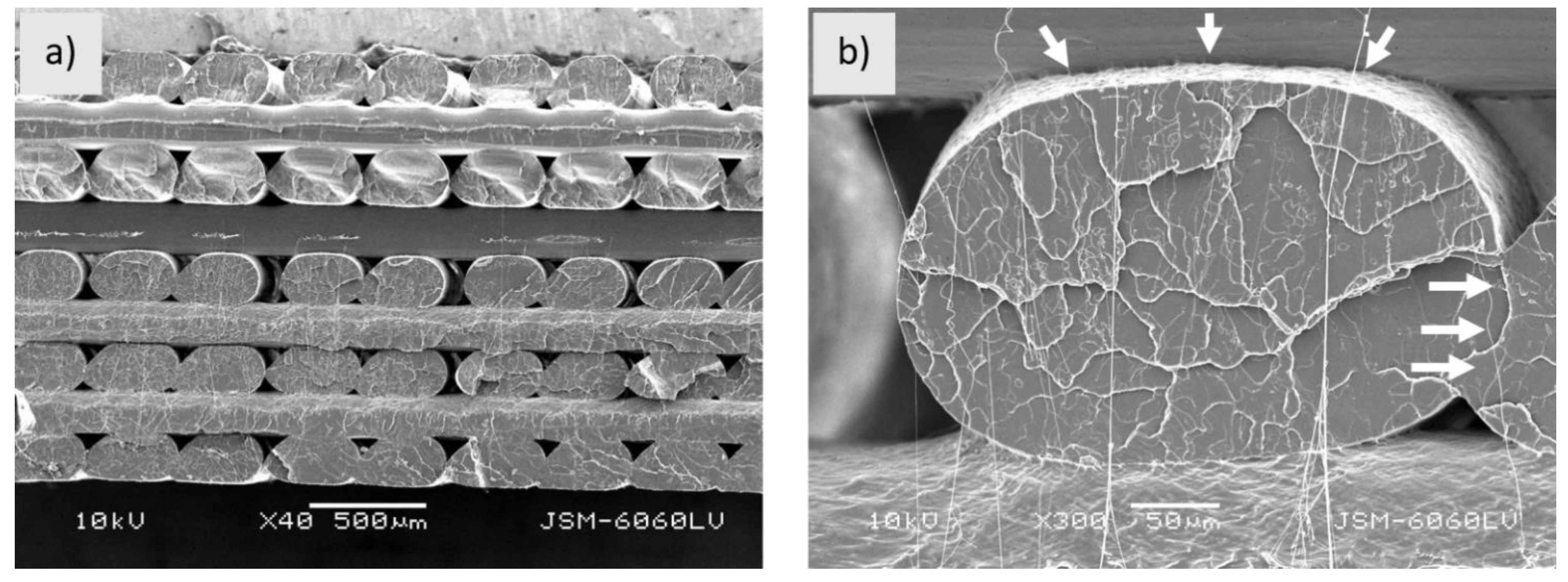
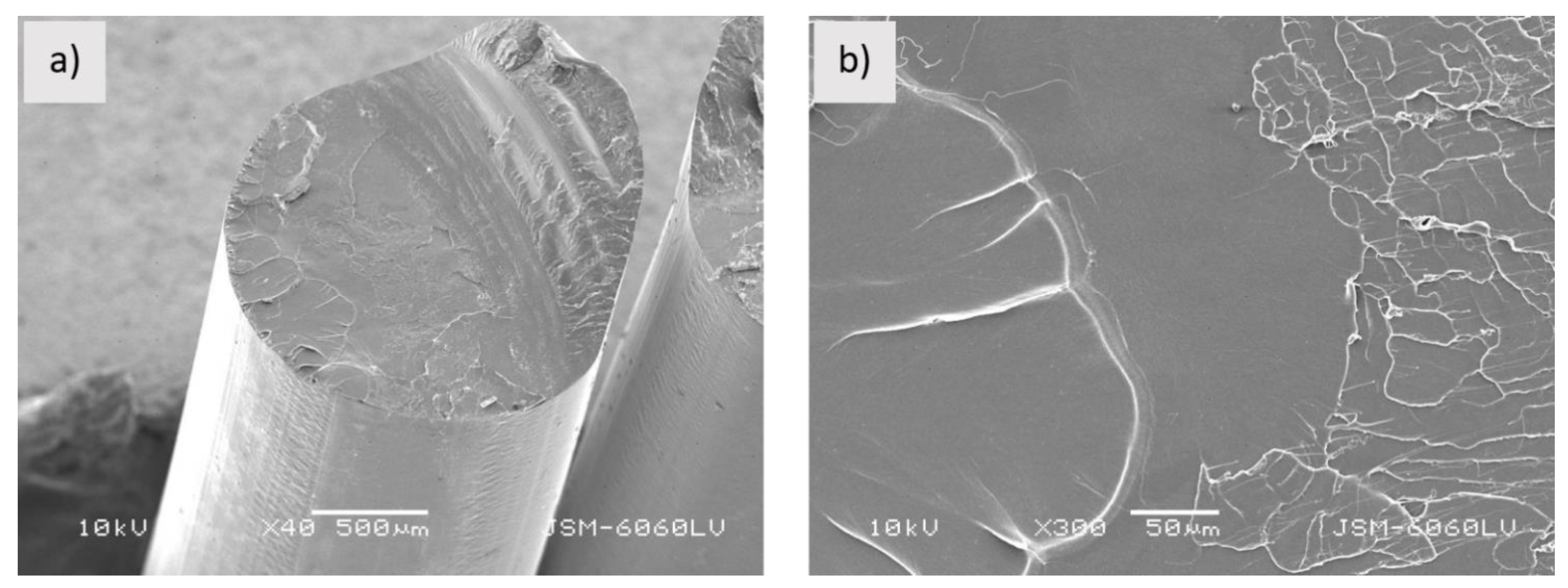
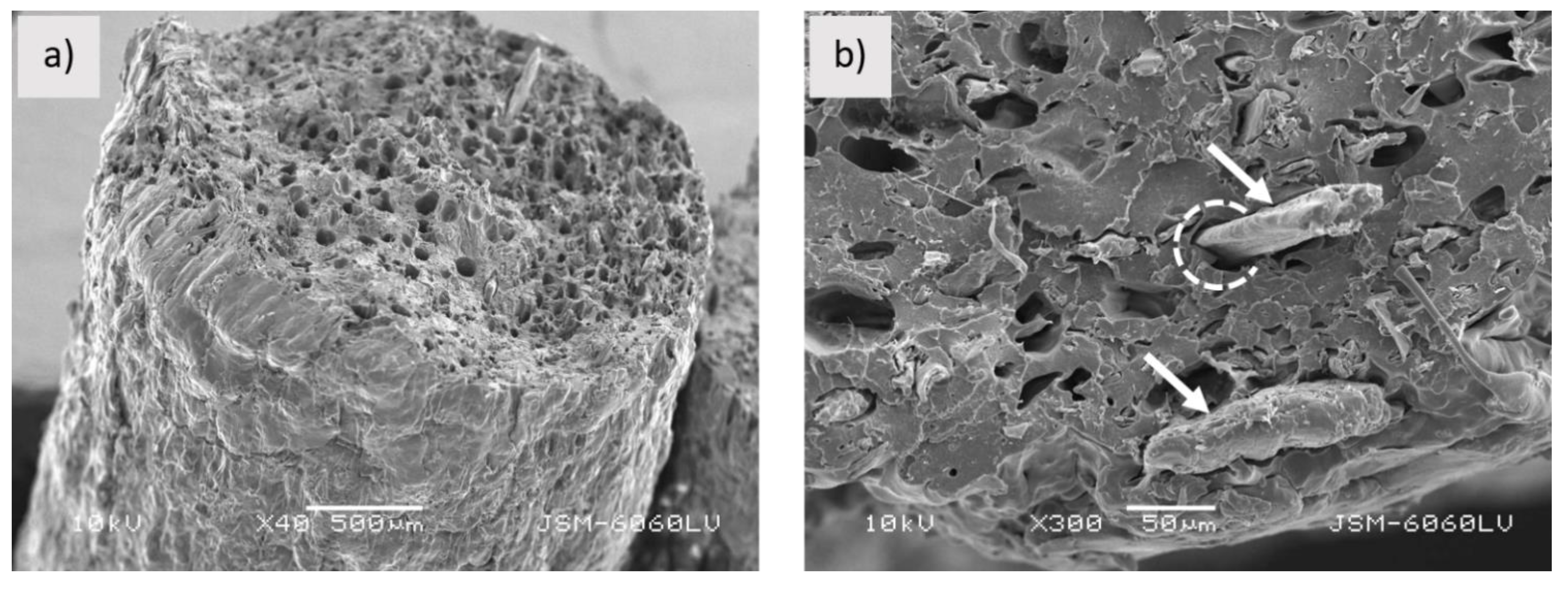
3.1. Structural Morphology of Samples
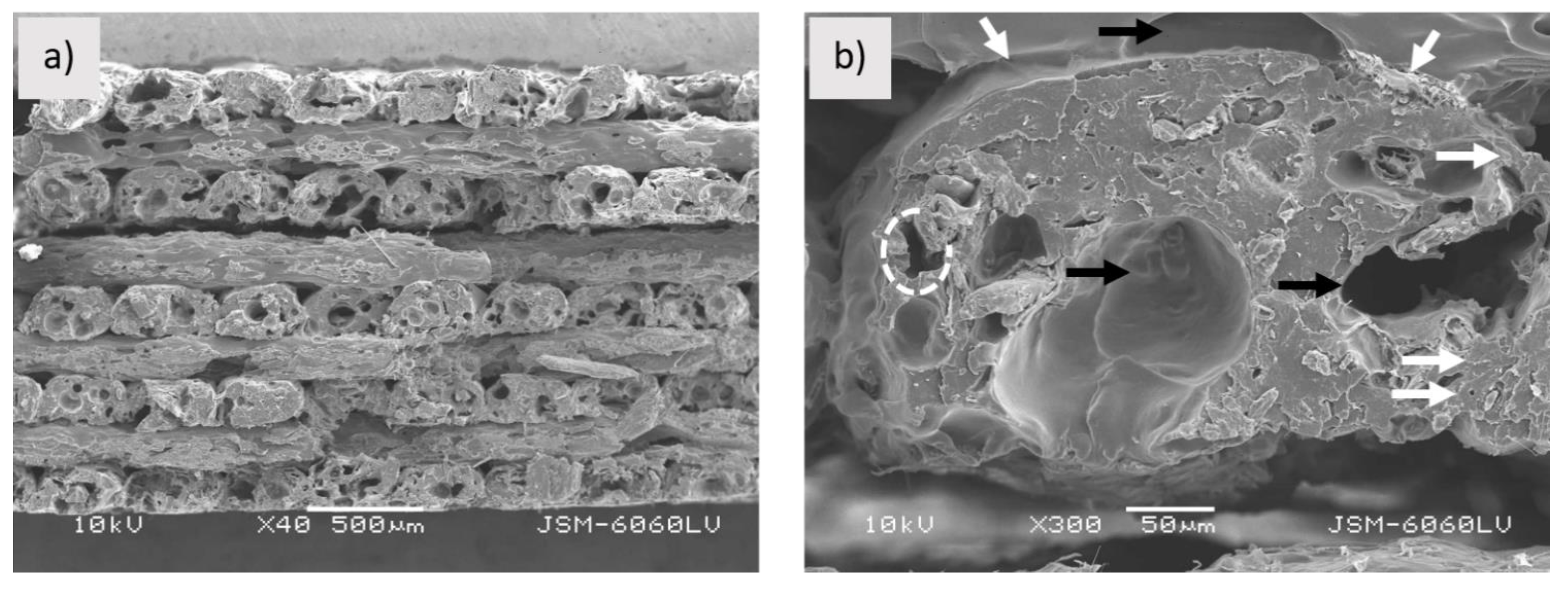
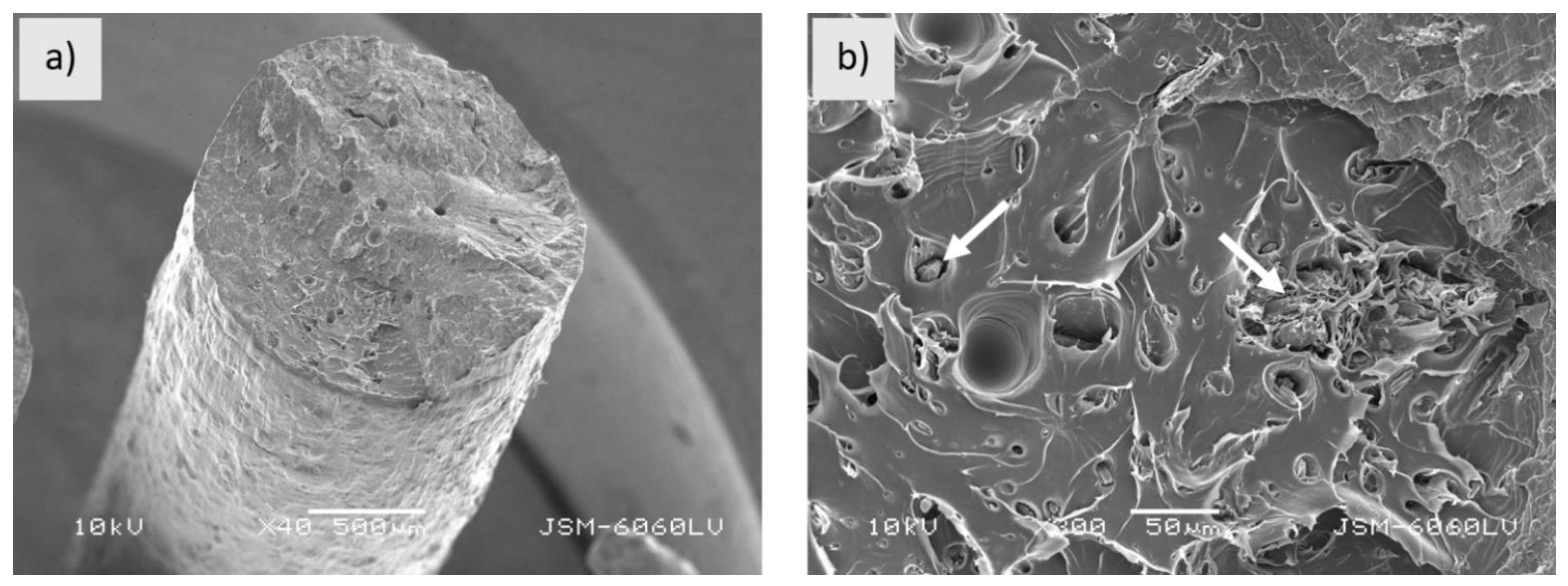
3.1.1. Morphology of filaments
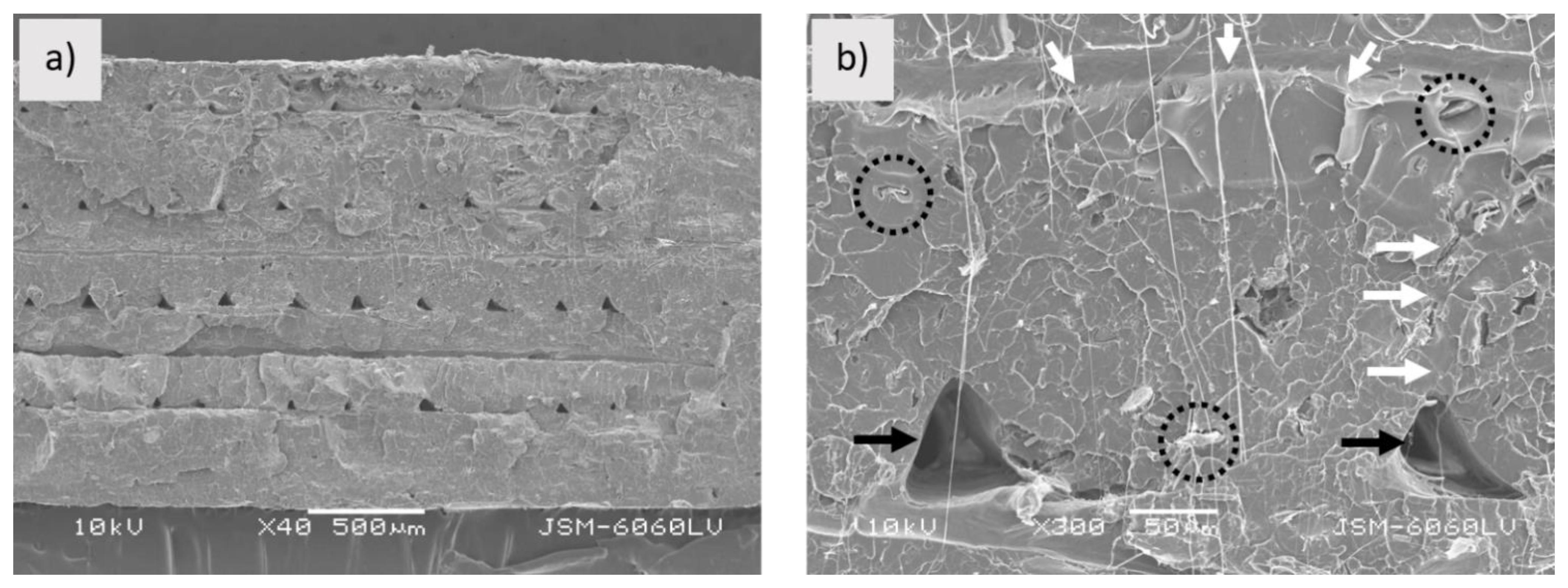
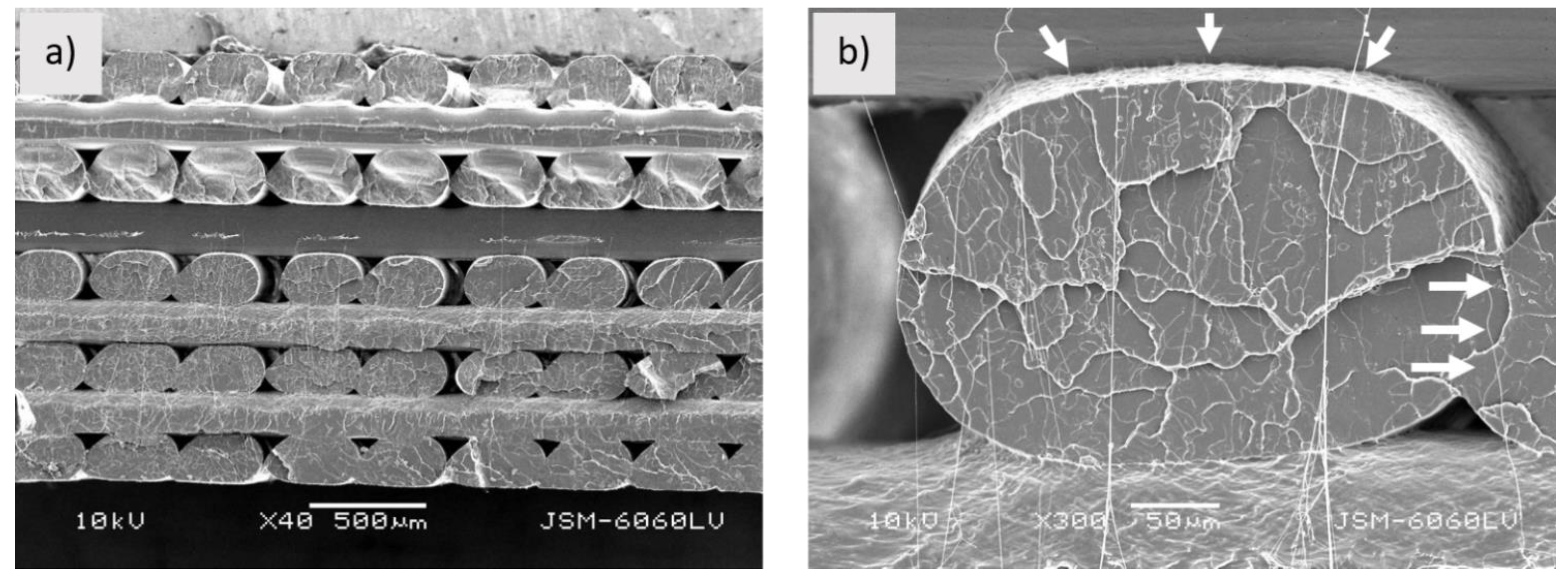
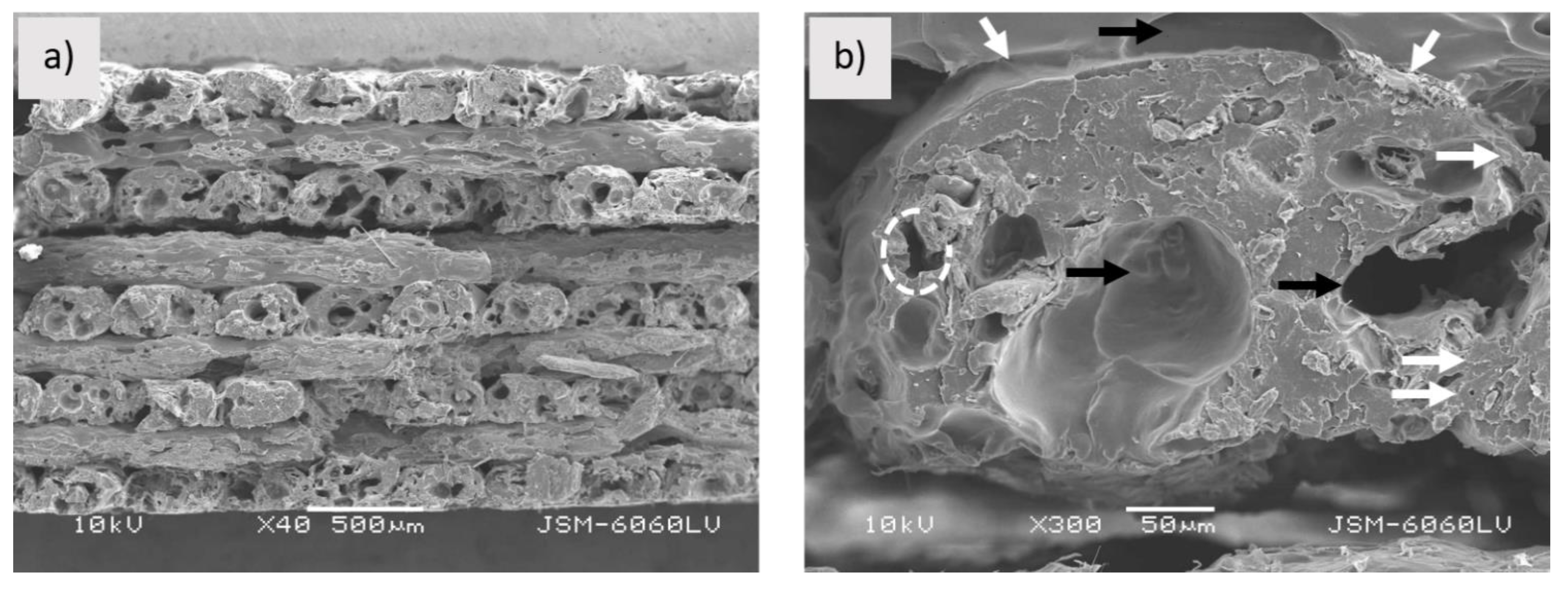
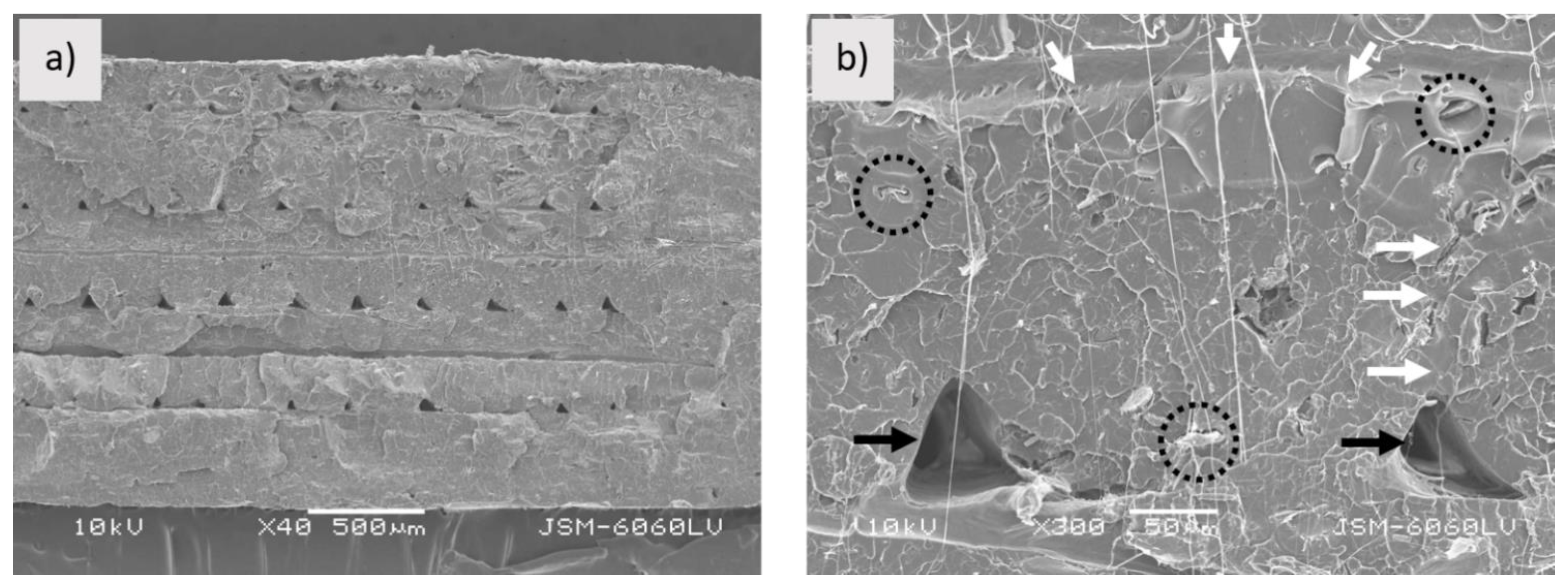
3.1.2. Morphology of 3D Printed Samples
3.2. Colour Differences between Filaments and 3D Printed Samples
3.3. Colour Fastness of 3D Printed Samples against Various Agents
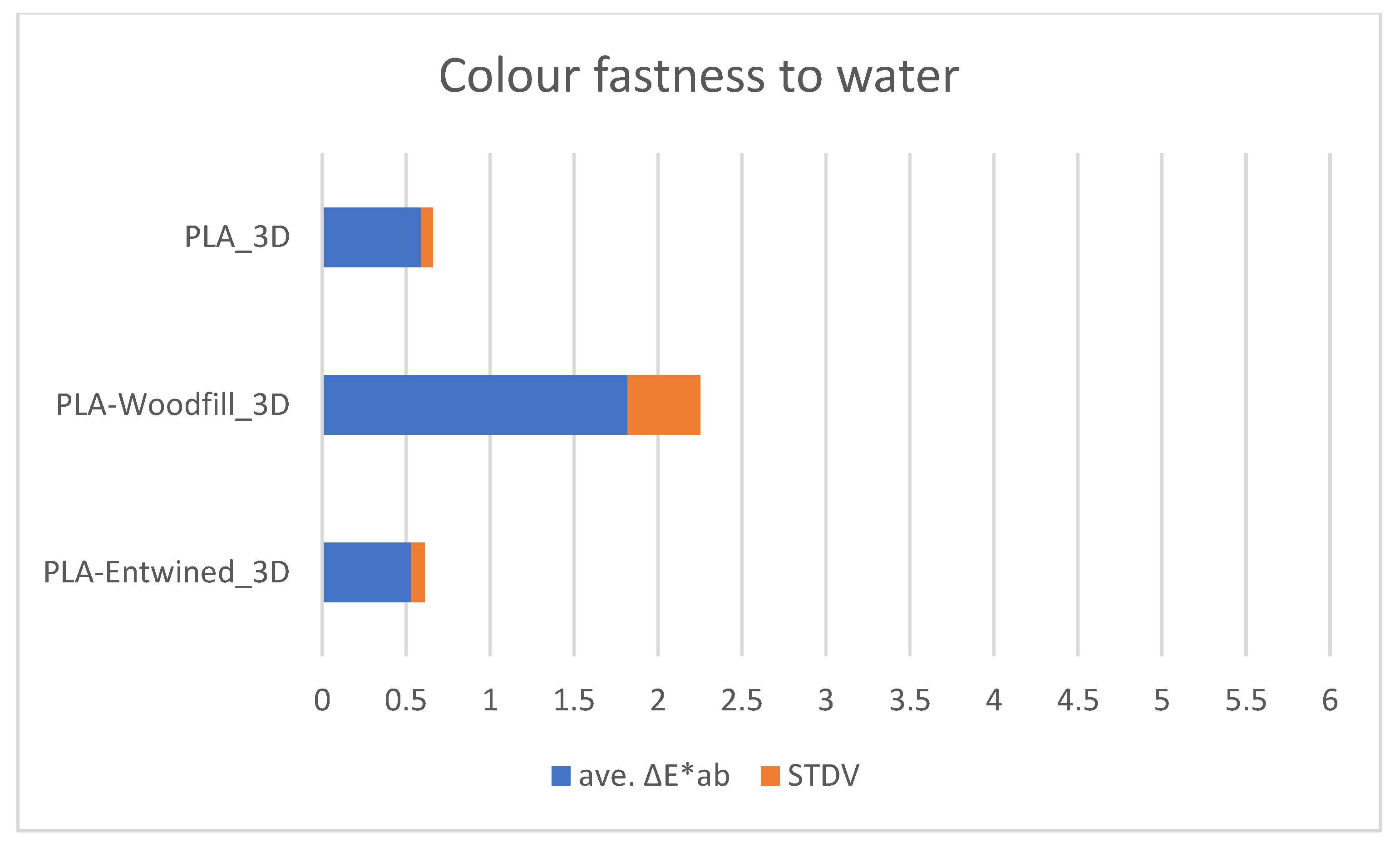
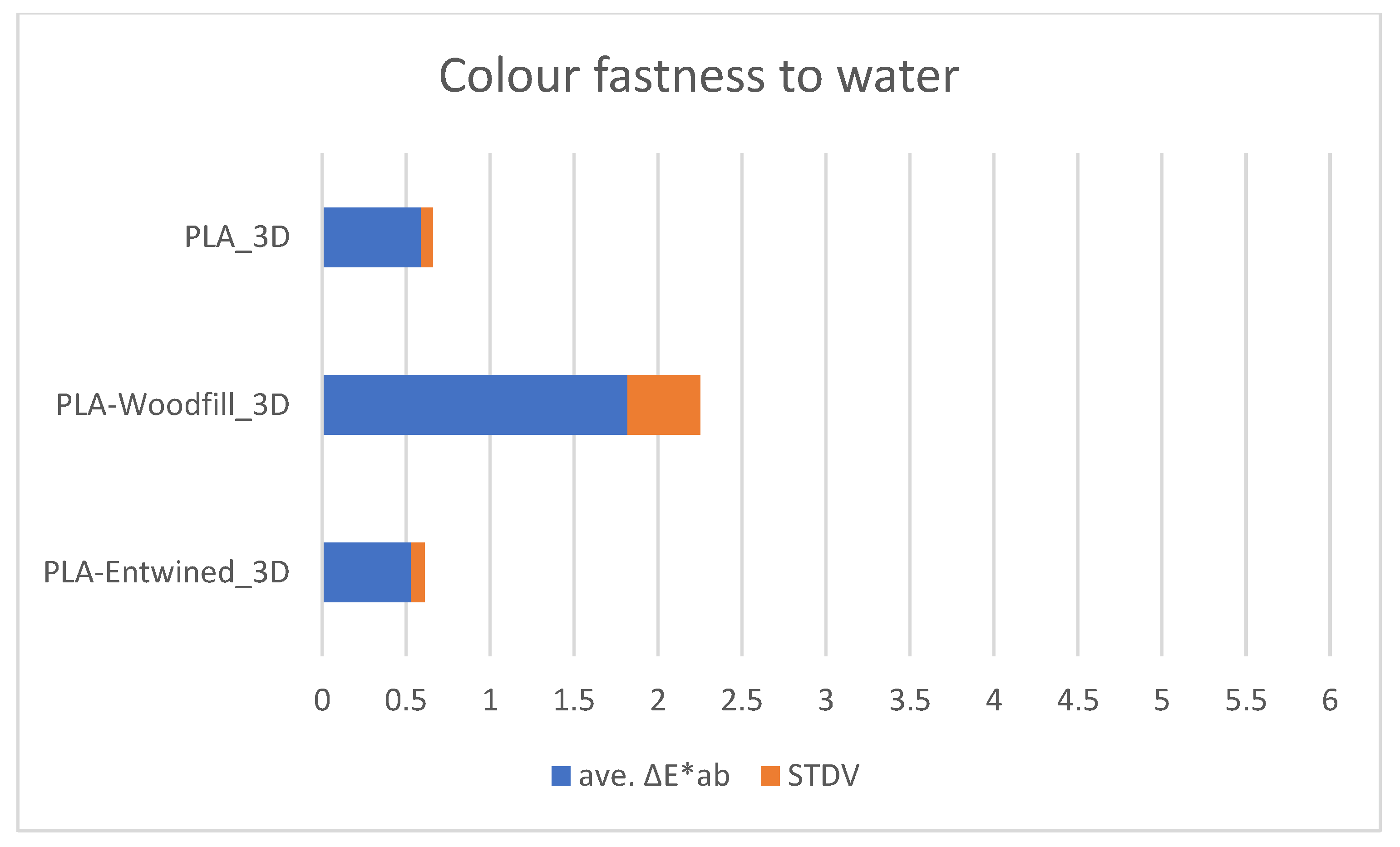
3.3.1. Colour Fastness of 3D Printed Samples to Water
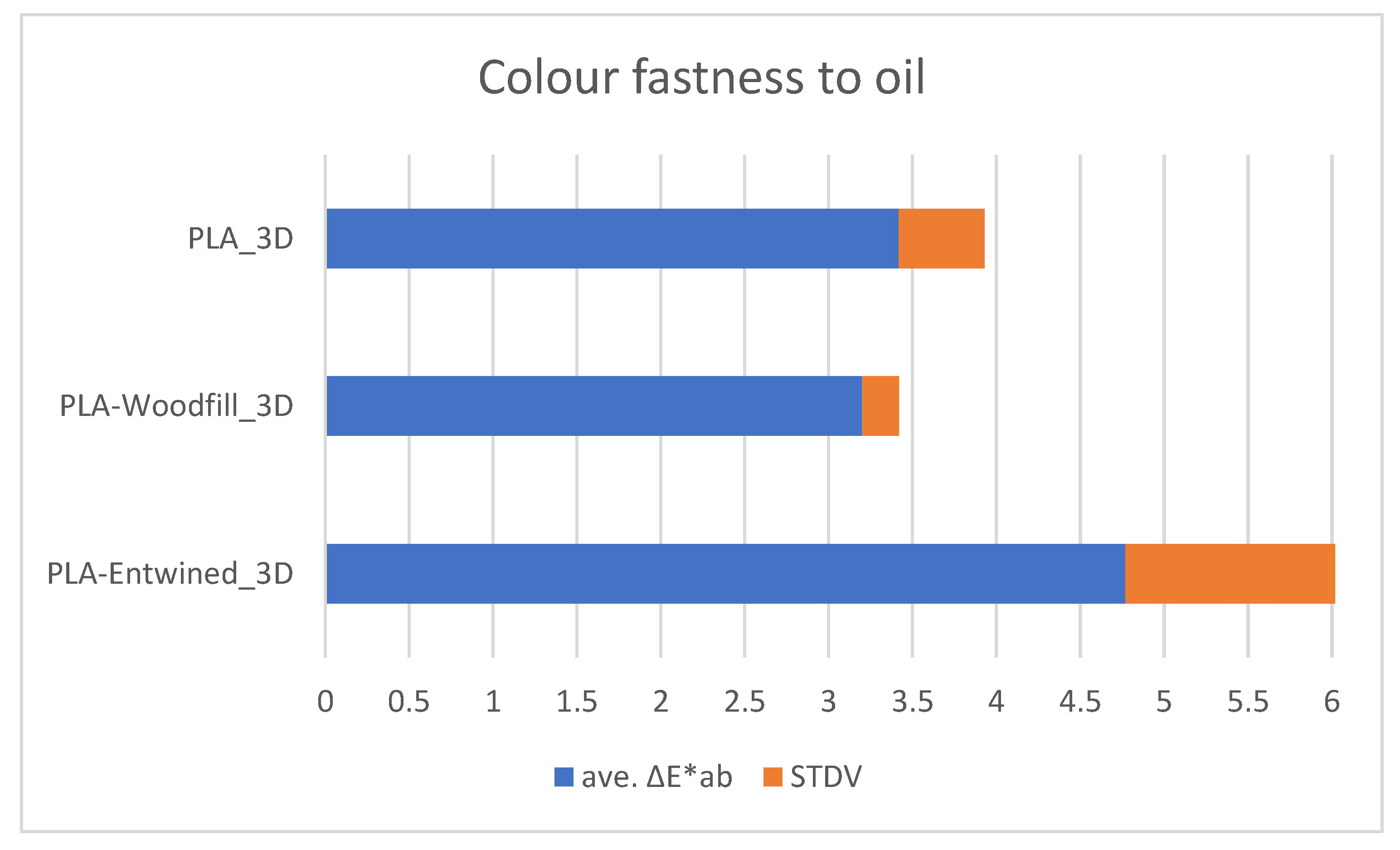
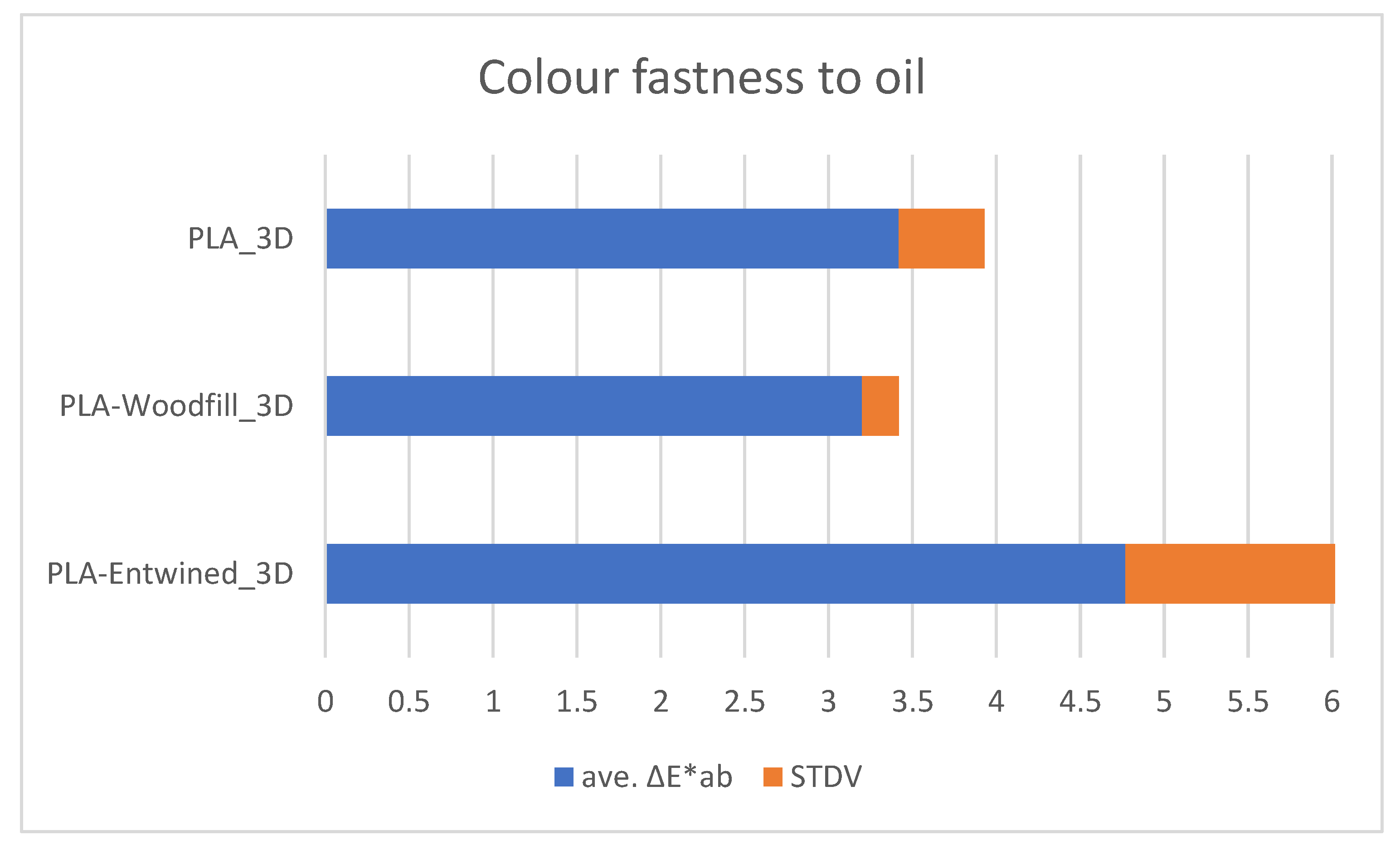
3.3.2. Colour Fastness of 3D Printed Samples to Oil
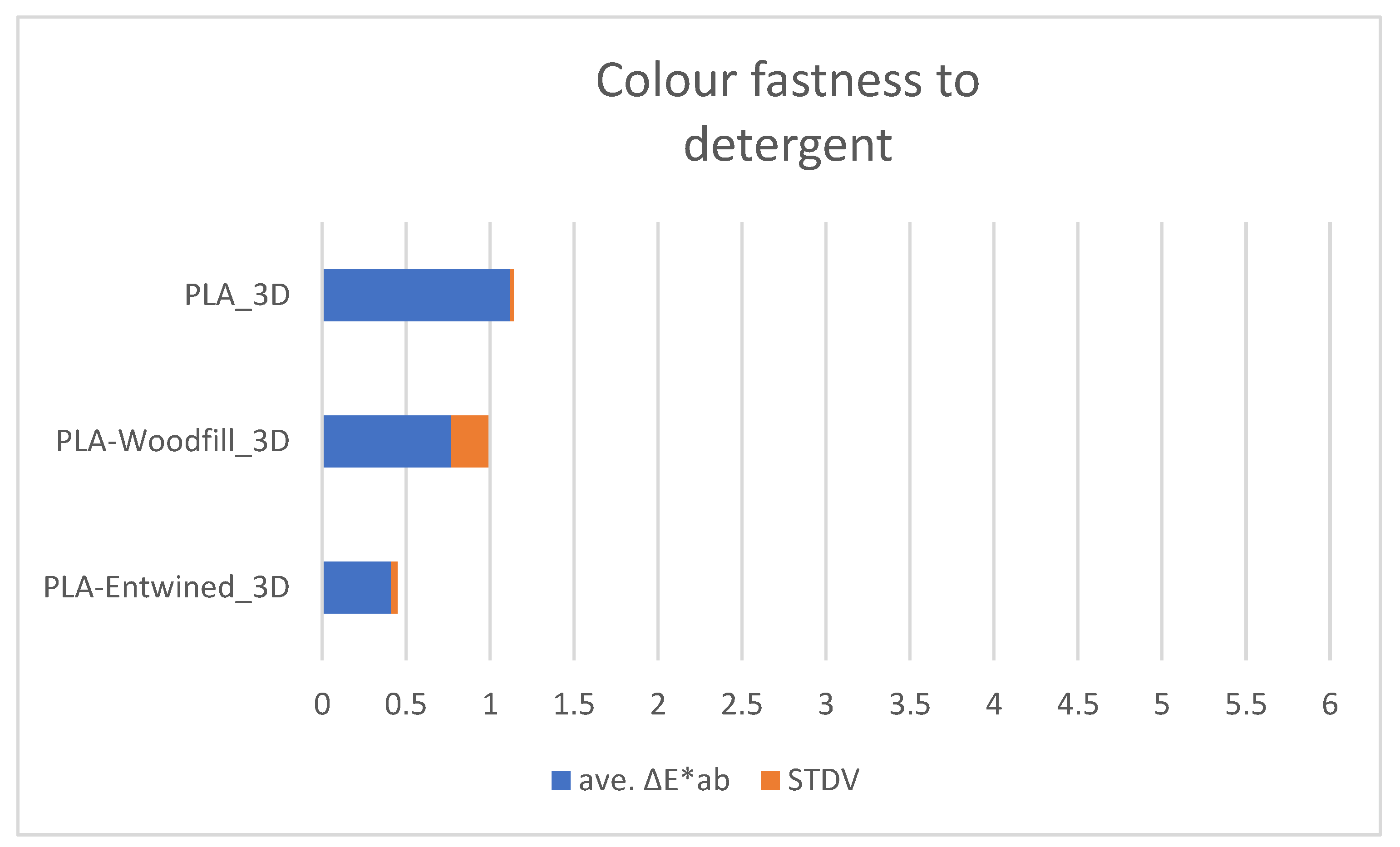
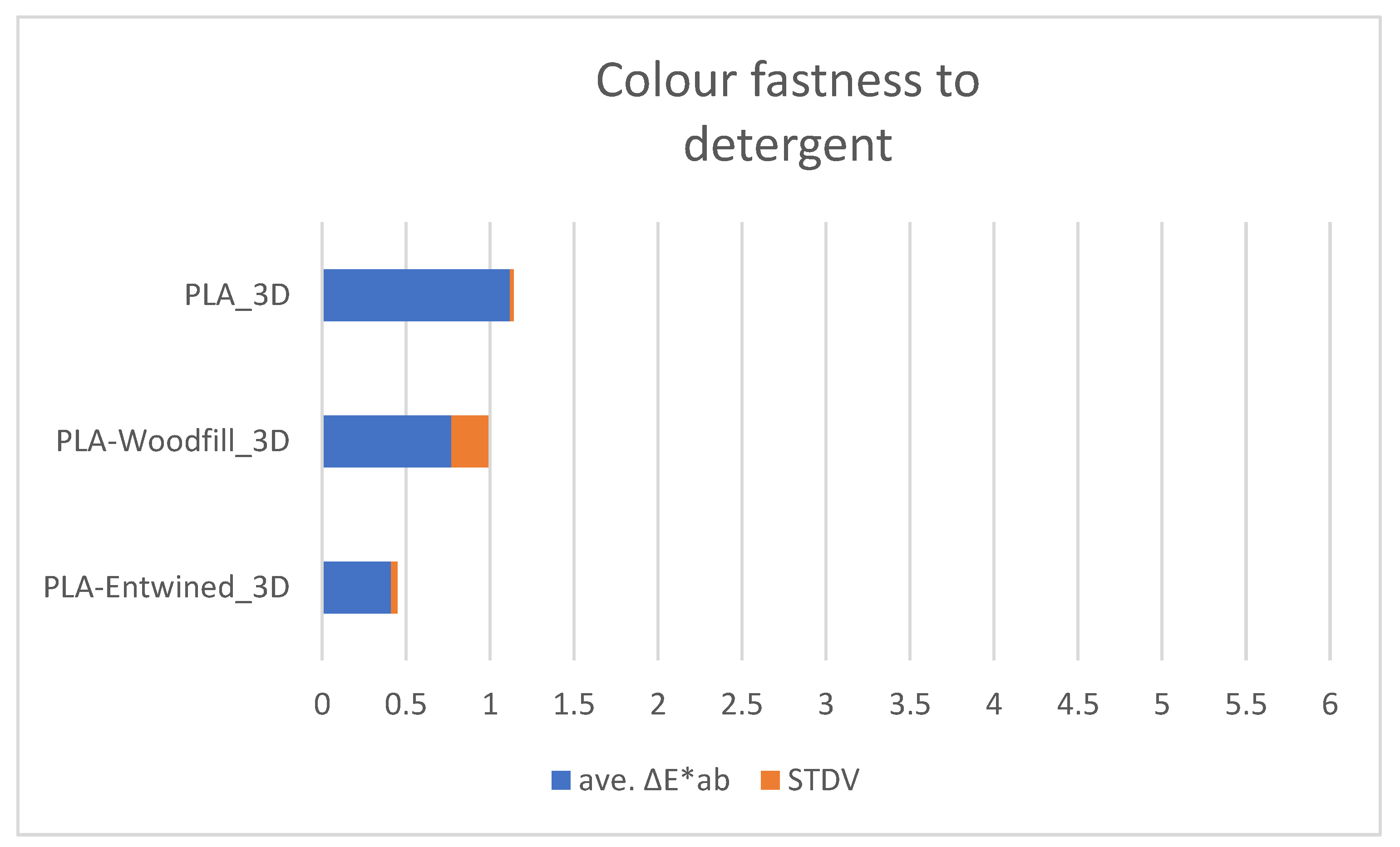
3.3.3. Colour Fastness of 3D Printed Samples to Detergent
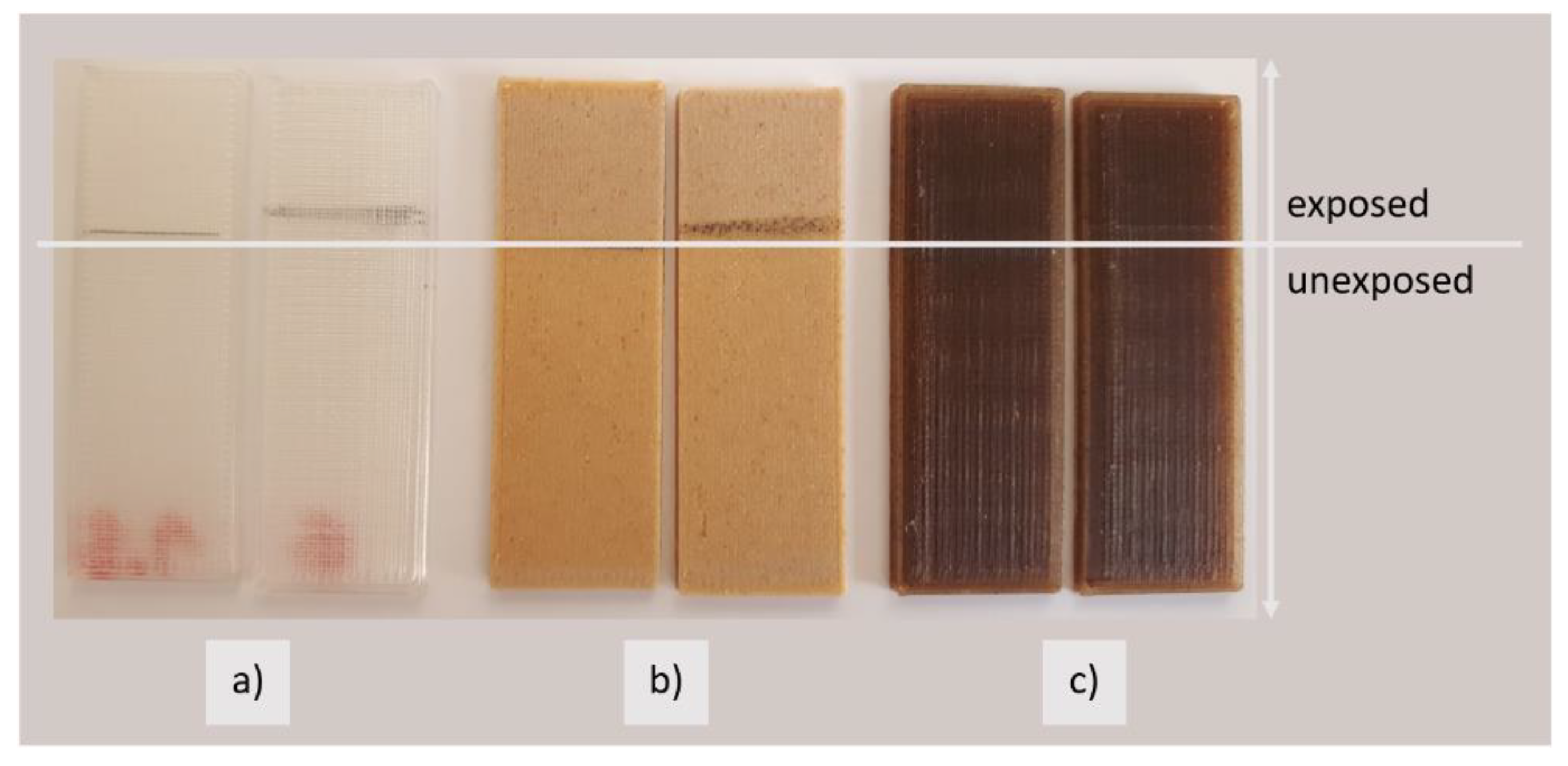
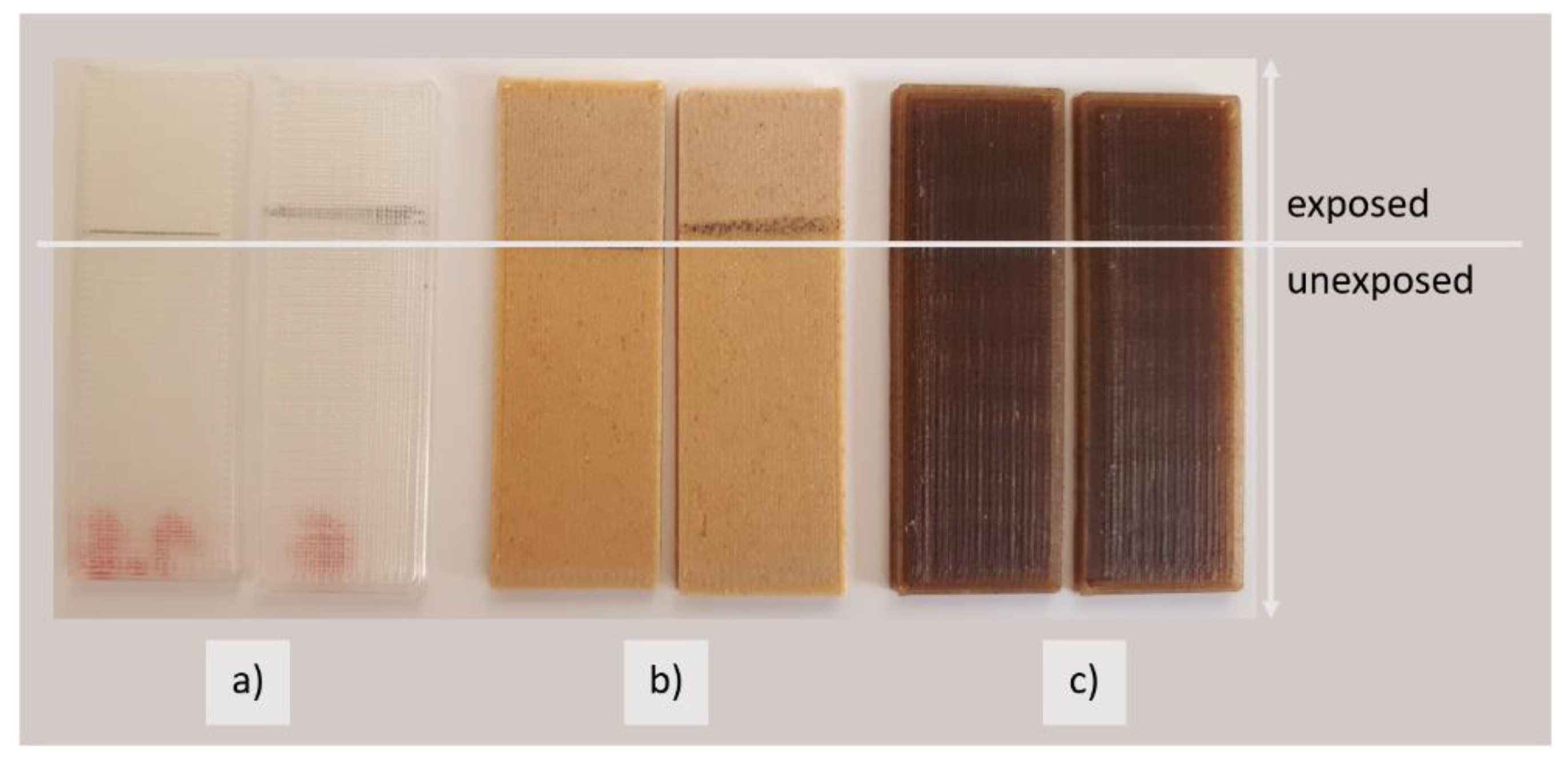
3.3.4. Colour Fastness of 3D Printed Samples to Light
3.3.5. Colour Fastness of 3D Printed Samples to Temperature
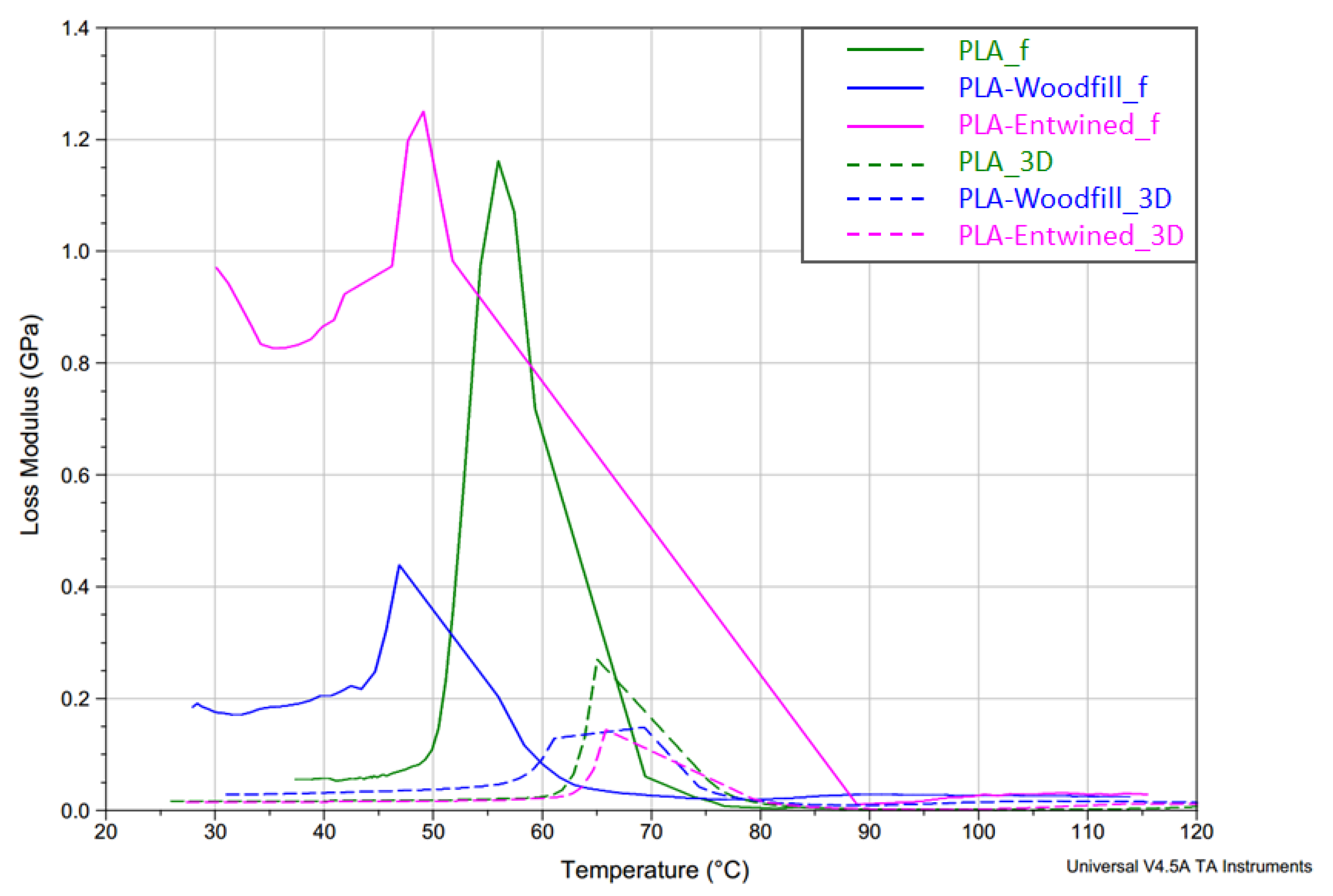
3.4. Dynamic Mechanical Analysis (DMA) of Filaments and 3D Samples
- -
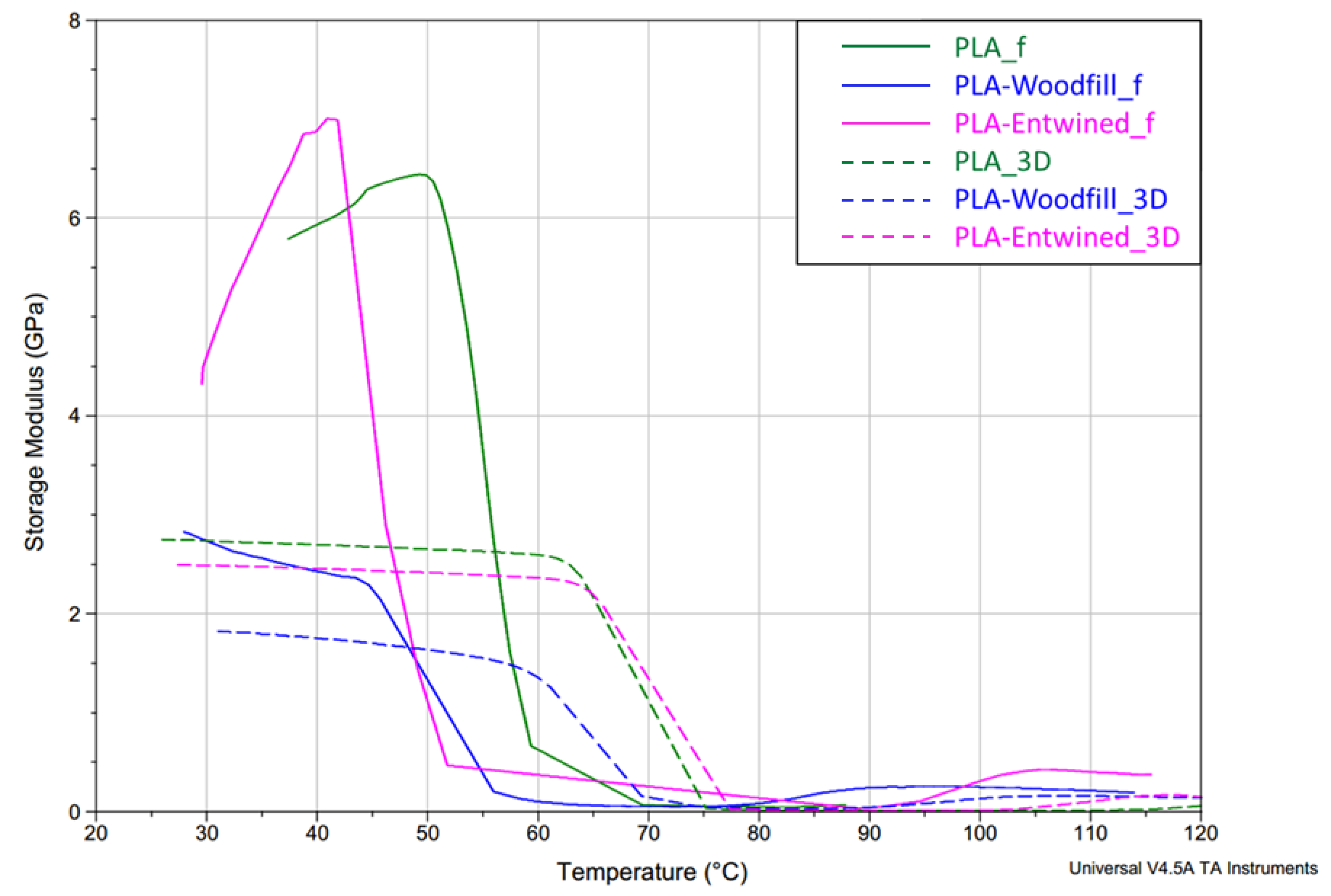
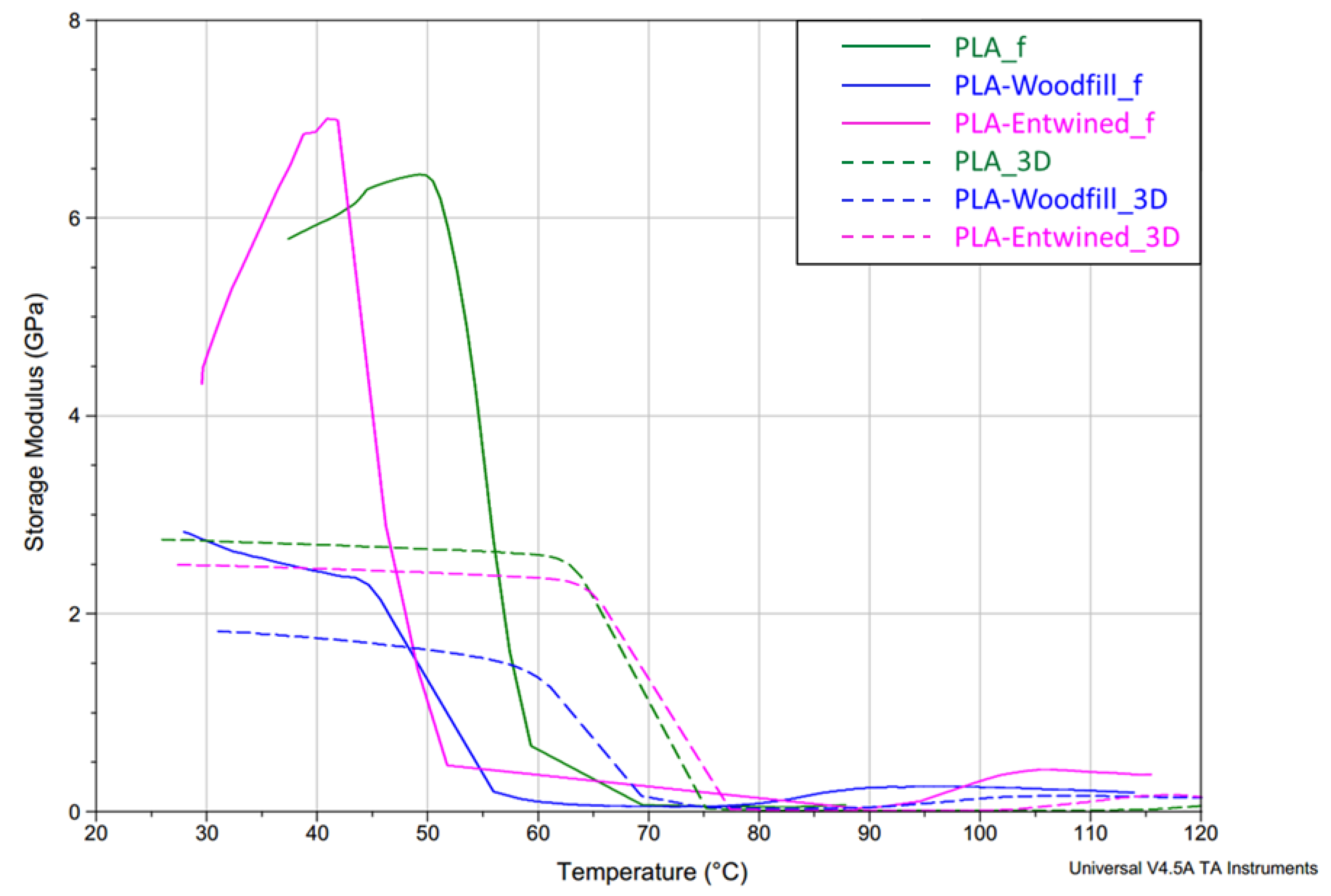
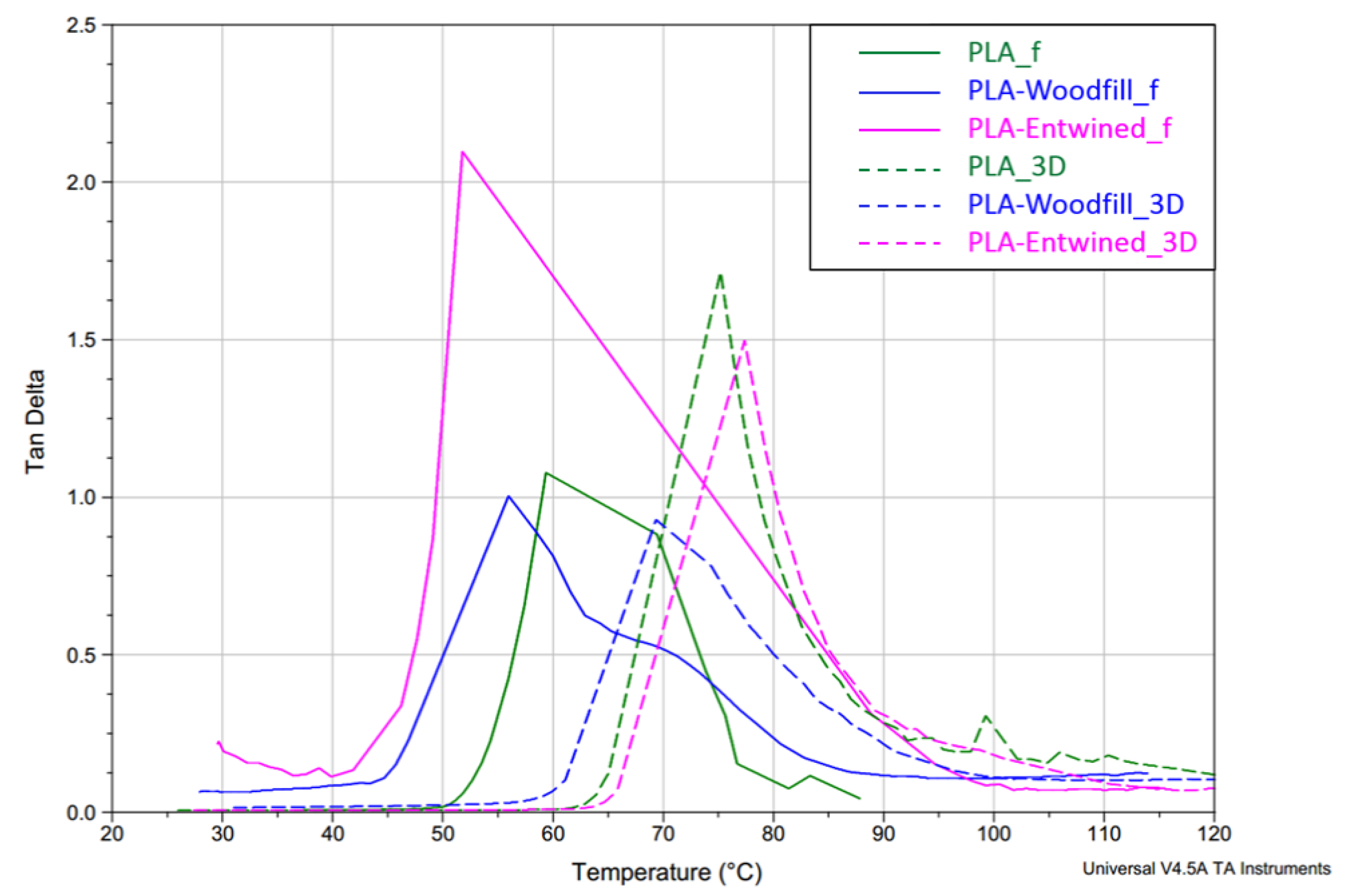
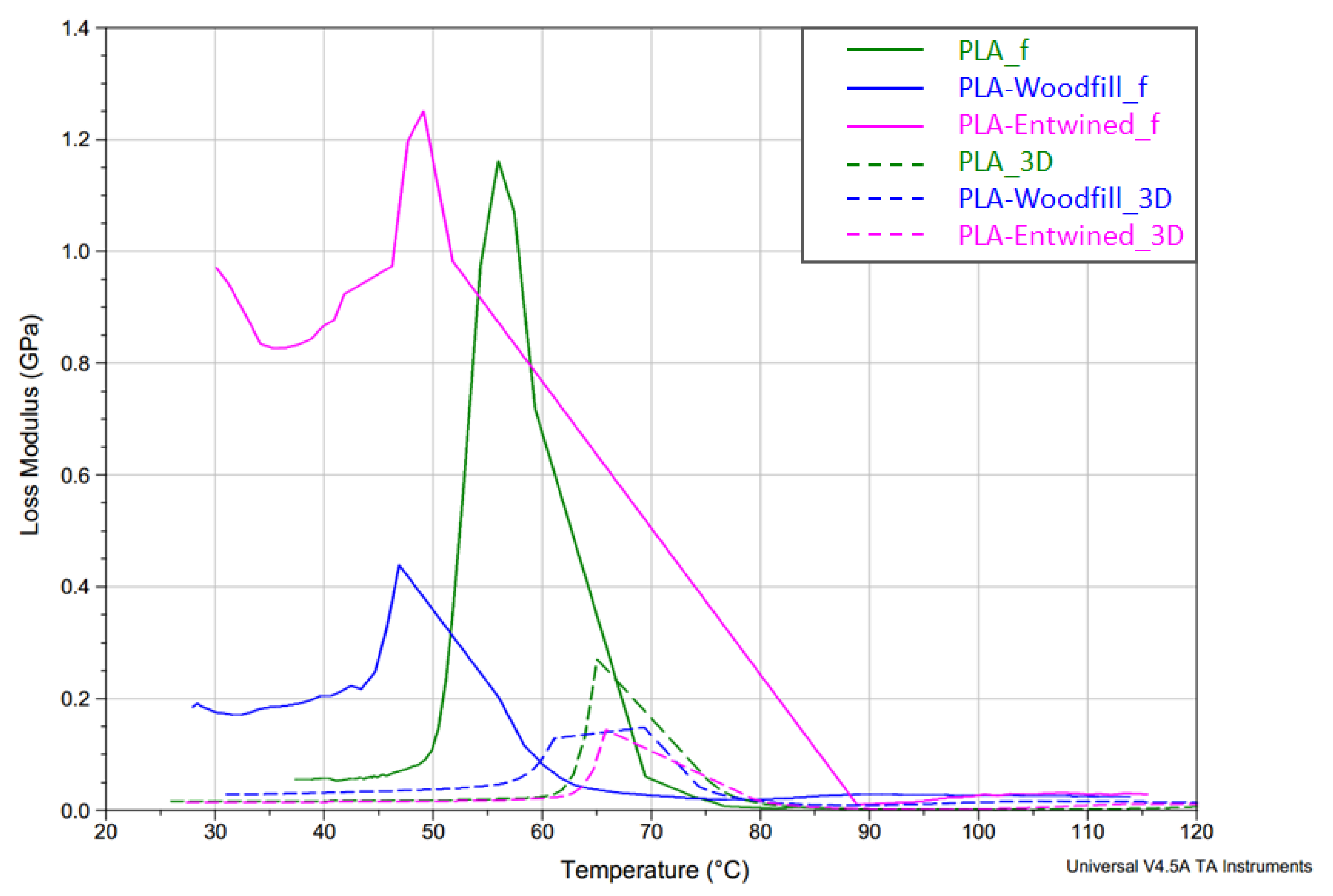
- Tg of the neat PLA_f was 59.4 °C which increased to 75.2 °C for PLA_3D due to the formation of a dense 3D structure with printed layers firmly bonded together (Figure 4a) and, most importantly, due to a more substantial fraction of rigidly confined PLA macromolecules, which was also reported by Pop et al. [36]. They stated that an increase in this fraction in the 3D printing process causes an increase in glass transition temperatures, despite the decrease in the overall crystallinity of the 3D printed object. The latter indicated that the PLA structure does not have enough time to crystallise in a more ordered manner, given the rapid cooling gradient of the molten extruded material.
- -
- When compared to the neat PLA, the decreased Tg in PLA-Woodfill_f (56.1 °C) and PLA-Woodfill_3D (69.3 °C) is probably a consequence of poorer interaction between the fibres and PLA matrix (which is also in correlation with a lower storage modulus; Figure 2 and Figure 5) and of the high porosity of the structure.
- -
- When 3D printed, the Tg of PLA-Woodfill_3D increased when compared to PLA-Woodfill_f. This increase is probably due to the significant porosity of its structure and inversely related to the thermal conductivity which increases linearly with bulk density of the structure: materials with higher porosity will take a longer time to reach the desired temperature, resulting in higher detected glass transition temperatures [37]. Additionally, during the DMA testing, frictional forces arise in the structure due to the constant supplied oscillatory strain. As suggested by Ross et al. [37], more friction arises in a sample with lower porosity due to the closer proximity of the structure on a macroscopic level. This may serve as an additional energy source to the thermal energy being supplied to the material during the DMA testing. Hence, more energy is associated with less-porous samples than more-porous samples at the same temperature. This might also serve as the explanation for the more-porous PLA-Woodfill_3D sample showing a higher glass transition temperature.
- -
- The highest increase was detected in the samples with hemp fibres, namely, the Tg of the PLA-Entwined_f sample was 51.8 °C which increased to 77.3 °C for the sample PLA-Entwined_3D. This was again a result of the formation of a compact 3D structure with firmly embedded fibres (Figure 6a).
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Avella, M.; Buzarovska, A.; Errico, M.E.; Gentile, G.; Grozdanov, A. Eco-challenges of bio-based polymer composites. Materials 2009, 2, 911–925. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.; Fink, H.P.; Sain, M. Biocomposites reinforced with natural fibers. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Murat, A. Use of 3D printing in Furniture Production. Int. Symp. Innov. Technol. Eng. Sci. 2015, 68, 590–599. [Google Scholar]
- Wimmer, R.; Steyrer, B.; Woes, J.; Koddenberg, T.; Mundigler, N. 3D printing and wood. International conference Wood science and engineering in the third millennium—ICWSE. Brasov 2015, 10, 145–150. [Google Scholar] [CrossRef]
- Cubeddu, A.; Fava, P.; Pulvirenti, A.; Haghighi, H.; Licciardello, F. Suitability Assessment of PLA Bottles for High-Pressure Processing of Apple Juice. Foods 2021, 10, 295. [Google Scholar] [CrossRef]
- Panaitescu, D.M.; Nicolae, C.A.; Vuluga, Z.; Vitelaru, C.; Sanporean, C.G.; Zaharia, C.; Florea, D.; Vasilievici, G. Influence of hemp fibers with modified surface on polypropylene composites. J. Ind. Eng. Chem. 2016, 37, 137–146. [Google Scholar] [CrossRef]
- Murariu, M.; Dubois, P. PLA composites: From production to properties. Adv. Drug Deliv. Rev. 2016, 107, 17–46. [Google Scholar] [CrossRef] [PubMed]
- Pickering, K.; Aruan, E.M.; Le, T. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A Appl. Sci. Manuf. 2016, 83, 98–112. [Google Scholar] [CrossRef] [Green Version]
- Le Duigou, A.; Correa, D.; Ueda, M.; Matsuzaki, R.; Castro, M. A review of 3D and 4D printing of natural fibre biocomposites. Mater. Des. 2020, 194, 8911. [Google Scholar] [CrossRef]
- Sandanamsamy, L.; Mogan, J.; Halim, N.A.; Harun, W.S.W.; Kadirgama, K.; Ramasamy, D.A. Review on 3D printing bio-based polymer composite. Mater. Sci. Eng. 2021, 1078, 29. [Google Scholar] [CrossRef]
- Stoof, D.; Pickering, K.; Zhang, Y. Fused Deposition Modelling of Natural Fibre/Polylactic Acid Composites. J. Compos. Sci. 2017, 1, 8. [Google Scholar] [CrossRef] [Green Version]
- Bledzki, A.; Franciszczaka, P.; Osmanb, Z.; Elbadawi, M. Polypropylene biocomposites reinforced with softwood, abaca, jute, and kenaf fibers. Idustrial Crop. Prod. 2015, 70, 91–99. [Google Scholar] [CrossRef]
- Bhagia, S.; Bornani, K.; Agrawal, R.; Satlewal, A.; Ďurkovič, J.; Lagaňa, R.; Bhagia, M.; Chang, Y.G.; Zhao, X.; Kunc, V.; et al. Critical review of FDM 3D printing of PLA biocomposites filled with biomass resources, characterization, biodegradability, upcycling and opportunities for biorefineries. Appl. Mater. Today 2021, 24, 101078. [Google Scholar] [CrossRef]
- Yang, T.C. Effect of Extrusion Temperature on the Physico-Mechanical Properties of Unidirectional Wood Fiber-Reinforced Polylactic Acid Composite (WFRPC) Components Using Fused Deposition Modeling. Polymers 2018, 10, 976. [Google Scholar] [CrossRef] [Green Version]
- Le Duigou, A.; Castro, M.; Bevan, R.; Martin, N. 3D printing of wood fibre biocomposites: From mechanical to actuation functionality. Mater. Des. 2016, 96, 106–114. [Google Scholar] [CrossRef]
- Wittbrodt, J.B.; Pearce, M. The effects of PLA color on material properties of 3-D printed components. Addit. Manuf. 2015, 8, 110–116. [Google Scholar] [CrossRef] [Green Version]
- Pandžić, A.; Hodžić, D.; Milovanović, A. Influence of Material Colour on Mechanical Properties of PLA Material in FDM Technology. In Proceedings of the 30th DAAAM International Symposium on Intelligent Manufacturing and Automation, Zadar, Croatia, 23 October 2019. [Google Scholar] [CrossRef]
- Hanon, M.M.; Zsidai, L.; Ma, Q. Accuracy investigation of 3D printed PLA with various process parameters and different colors. Mater. Today 2021, 42, 3089–3096. [Google Scholar]
- Tor-Świątek, A.; Garbacz, T. Effect of Abiotic Degradation on the Colorimetric Analysis, Mechanical Properties and Morphology of PLA Composites with Linen Fibers. Adv. Sci. Technol. Res. J. 2021, 15, 99–109. [Google Scholar] [CrossRef]
- Tao, Y.; Wang, H.; Li, Z.; Li, P.; Shi, S.Q. Development and Application of Wood Flour-Filled Polylactic Acid Composite Filament for 3D Printing Materials. Materials 2017, 10, 339. [Google Scholar] [CrossRef] [Green Version]
- Mukherjee, T.; Nhol, K. PLA Based Biopolymer Reinforced with Natural Fibre: A Review. J. Polym. Environ. 2011, 19, 320. [Google Scholar] [CrossRef]
- Debb, D.; Jafferson, J.M. Natural Fibers Reinforced FDM 3D Printing Filaments. Mater. Today Proc. 2021, 46, 1308–1318. [Google Scholar] [CrossRef]
- Liu, L.L. Electrospun polysulfone/poly(lactic acid) nanoporous fibrous mats for oil removal from water. Adsorpt. Sci. Technol. 2019, 37, 438–450. [Google Scholar] [CrossRef] [Green Version]
- Wang, C.F. Robust superhydrophobic/superoleophilic sponge for effective continuous absorption and expulsion of oil pollutants from water. J. ACS Appl. Mater. Interfaces 2013, 18, 8861–8864. [Google Scholar] [CrossRef]
- Mikołajczyk, F.; Kuberski, S. The Optical and Thermal Properties of PLA Filament in a Context of Material Colour and 3D Printing Temperature. J. Polym. Text. Eng. 2019, 6, 14–22. [Google Scholar]
- Ogbomo, S.M.; Chapman, K.; Webber, C.; Bledsoe, R.; D’Souza, N.A. Benefits of low kenaf loading in biobased composites of poly(l-lactide) and kenaffiber. J. Appl. Polym. Sci. 2009, 112, 1294–1301. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Sapuan, S.M.; Harussani, M.M.; Hakimi, M.Y.A.Y.; Haziq, M.Z.M.; Atikah, M.S.N.; Asyraf, M.R.M.; Ishak, M.R.; Razman, M.R.; Nurazzi, N.M.; et al. Polylactic Acid (PLA) Biocomposite: Processing, Additive Manufacturing and Advanced Applications. Polymers 2021, 13, 1326. [Google Scholar] [CrossRef] [PubMed]
- Battegazzore, D.; Noori, A.; Frache, A. Natural wastes as particle filler for poly(lactic acid)-based composites. J. Compos. Mater. 2019, 6, 783–797. [Google Scholar] [CrossRef]
- Sawpan, M.A.; Pickering, K.; Fernyhough, A. Hemp Fibre Reinforced Poly (Lactic Acid) Composites. Adv. Mater. Res. 2007, 29–30, 337–340. [Google Scholar] [CrossRef]
- Cristea, M.; Ionita, D.; Iftime, M.M. Dynamic Mechanical Analysis Investigations of PLA-Based Renewable Materials: How Are They Useful? Materials 2020, 13, 5302. [Google Scholar] [CrossRef]
- Shakoor, A.; Muhammad, R.; Thomas, N.L.; Silberschmidt, V.V. Mechanical and thermal characterisation of poly (l-lactide) composites reinforced with hemp fibres. J. Phys. 2013, 451, 012010. [Google Scholar] [CrossRef] [Green Version]
- Pappu, A.; Pickering, K.L.; Kumar, T.V. Manufacturing and Characterization of Sustainable Hybrid Composites using Sisal and Hemp fibres as Reinforcement in Poly (lactic acid) via Injection Moulding. Ind. Crop. Prod. 2019, 137, 260–269. [Google Scholar] [CrossRef]
- Song, Y.; Liu, J.; Chen, S.; Zheng, Y.; Ruan, S.; Bin, Y. Mechanical Properties of Poly (Lactic Acid) /Hemp Fiber Composites Prepared with a Novel Method. J. Polym. Environ. 2013, 21, 1117–1127. [Google Scholar] [CrossRef]
- Baghaei, B.; Skrifvars, M.; Rissanen, M.; Ramamoorthy, S.K. Mechanical and Thermal Characterization of Compression Moulded Polylactic Acid Natural Fiber Composites Reinforced with Hemp and Lyocell Fibers. J. Appl. Polym. Sci. 2014, 4, 131. [Google Scholar] [CrossRef]
- Raghu, N.; Amey, K.; Anand, R.; Pankaj, A.; Shakti, C. Mechanical and thermal properties of wood fibers reinforced poly(lactic acid)/thermoplasticized starch composites. J. Appl. Polym. Sci. 2018, 135, 118. [Google Scholar] [CrossRef]
- Pop, A.M.; Croitoru, B.T.; Geamăn, V.; Radomir, I.; Mihaela, C.; Zaharia, S.M.; Chicoș, L.A.; Miloșan, I. Structural changes during 3D printing of bioderived and synthetic thermoplastic materials. J. Appl. Polym. Sci. 2018, 136, 382. [Google Scholar] [CrossRef]
- Ross, K.A.; Campanella, O.H.; Okos, M.R. The effect of porosity on glass transition measurement. Int. J. Food Prop. 2002, 5, 611–628. [Google Scholar] [CrossRef]
- Farah, S.; Anderson, D.G.; Langer, R. Physical and mechanical properties of PLA, and their functions in widespread applications-A comprehensive review. Adv. Drug Deliv. Rev. 2016, 107, 367–392. [Google Scholar] [CrossRef] [Green Version]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Filament (f) | 3D Printed Sample (3D) | ΔEab* | ||||
|---|---|---|---|---|---|---|---|
| L* | a* | b* | L* | a* | b* | ||
| PLA | 55.49 ± 1.15 | –0.26 ± 0.2 | 2.17 ± 0.32 | 57.05 ± 0.21 | –0.15 ± 0.14 | 1.47 ± 0.35 | 1.71 ± 0.81 |
| PLA-Woodfill | 65.95 ± 3.32 | 4.99 ± 0.23 | 18.06 ± 0.52 | 68.24 ± 0.28 | 5.70 ± 0.13 | 21.81 ± 0.31 | 4.45 ± 1.64 |
| PLA-Entwined | 30.33 ± 2.16 | 4.67 ± 0.24 | 7.76 ± 0.36 | 33.12 ± 0.4 | 5.57 ± 0.44 | 13.10 ± 1.17 | 6.09 ± 1.63 |
| Sample | Before Exposure to Light | After Exposure to Light | |||||
|---|---|---|---|---|---|---|---|
| L* | a* | b* | L* | a* | b* | ∆E*ab | |
| PLA_3D | 51.79 ± 0.01 | –0.01 ± 0.03 | 1.59 ± 0.06 | 51.63 ± 0.35 | 0.15 ± 0.09 | 0.28 ± 0.32 | 1.36 ± 0.33 |
| PLA-Woodfill_3D | 68.38 ± 0.10 | 5.24 ± 0.06 | 21.55 ± 0.05 | 68.99 ± 0.14 | 6.24 ± 0.05 | 27.82 ± 0.04 | 6.39 ± 0.01 |
| PLA-Entwined_3D | 28.66 ± 0.53 | 4.84 ± 0.23 | 8.54 ± 0.30 | 30.54 ± 0.45 | 5.38 ± 0.23 | 9.3 ± 0.37 | 2.11 ± 1.23 |
| Sample | T [°C] | Before Exposure to Temperature | After Exposure to Temperature | ∆E*ab | ||||
|---|---|---|---|---|---|---|---|---|
| L* | a* | b* | L* | a* | b* | |||
| PLA_3D | 80 | 53.73 ± 0.65 | –0.50 ± 0.01 | 2.87 ± 0.22 | 55.3 ± 0.63 | –0,64 ± 0.28 | 0.50 ± 0.34 | 2.94 ± 0.49 |
| 110 | 56.23 ± 1.19 | 0.07 ± 0.05 | 1.19 ± 0.09 | 54.25 ± 0.53 | –0.87 ± 0.03 | 2.68 ± 0.46 | 2.79 ± 1.00 | |
| 130 | 56.50 ± 0.83 | –0.35 ± 0.02 | 2.46 ± 0.15 | 51.03 ± 1.07 | –0.55 ± 0.06 | 6.76 ± 0.61 | 7.08 ± 0.59 | |
| PLA-Woodfill_3D | 80 | 69.04 ± 0.11 | 5.32 ± 0.07 | 21.66 ± 0.27 | 68.05 ± 0.30 | 7.24 ± 0.15 | 23.42 ± 0.31 | 2.81 ± 0.30 |
| 110 | 69.42 ± 0.22 | 5.60 ± 0.13 | 21.9 ± 0.28 | 61.49 ± 1.74 | 10.77 ± 1.09 | 27.80 ± 0.66 | 11.17 ± 2.03 | |
| 130 | 69.31 ± 0.33 | 5.47 ± 0.11 | 21.25 ± 0.60 | 44.27 ± 3.51 | 15.26 ± 0.04 | 23.24 ± 1.77 | 26.96 ± 2.92 | |
| PLA-Entwined_3D | 80 | 30.11 ± 1.34 | 4.80 ± 0.26 | 9.33 ± 1.16 | 33.85 ± 0.78 | 4.70 ± 0.18 | 9.82 ± 0.57 | 3.81 ± 0.64 |
| 110 | 31.02 ± 0.91 | 4.75 ± 0.23 | 8.65 ± 1.10 | 34.72 ± 0.56 | 5.80 ± 0.34 | 11.73 ± 0.93 | 4.94 ± 0.57 | |
| 130 | 32.44 ± 1.32 | 4.8 ± 0.26 | 9.53 ± 1.32 | 30.86 ± 0.92 | 7.19 ± 0.44 | 11.44 ± 1.02 | 3.6 ± 0.18 | |
| Tg [°C] | E’ at 40 °C [GPa] | tan δ Peak [/] | Temperature Region Sensitive to High Mechanical Loading [°C] | |
|---|---|---|---|---|
| PLA_f | 59.4 | 5.8 | 1.1 | 50–75 |
| PLA-Woodfill_f | 56.1 | 2.5 | 1.0 | 45–85 |
| PLA-Entwined_f | 51.8 | 6.8 | 2.1 | 45–90 |
| PLA_3D | 75.2 | 2.7 | 1.7 | 65–80 |
| PLA-Woodfill_3D | 69.3 | 1.8 | 0.8 | 55–75 |
| PLA-Entwined_3D | 77.3 | 2.5 | 1.5 | 65–80 |
| Sample | Breaking Force [N] | Elongation [%] | Young’s Modulus [MPa] |
|---|---|---|---|
| PLA_3D | 387.28 ± 28.98 | 5.84 ± 0.50 | 963.81 ± 97.51 |
| PLA-Woodfill_3D | 180.56 ± 18.63 | 4.53 ± 0.25 | 523.48 ± 62.38 |
| PLA-Entwined_3D | 512.41 ± 21.16 | 7.20 ± 0.66 | 1038.11 ± 59.56 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Muck, D.; Tomc, H.G.; Elesini, U.S.; Ropret, M.; Leskovšek, M. Colour Fastness to Various Agents and Dynamic Mechanical Characteristics of Biocomposite Filaments and 3D Printed Samples. Polymers 2021, 13, 3738. https://doi.org/10.3390/polym13213738
Muck D, Tomc HG, Elesini US, Ropret M, Leskovšek M. Colour Fastness to Various Agents and Dynamic Mechanical Characteristics of Biocomposite Filaments and 3D Printed Samples. Polymers. 2021; 13(21):3738. https://doi.org/10.3390/polym13213738
Chicago/Turabian StyleMuck, Deja, Helena Gabrijelčič Tomc, Urška Stanković Elesini, Maruša Ropret, and Mirjam Leskovšek. 2021. "Colour Fastness to Various Agents and Dynamic Mechanical Characteristics of Biocomposite Filaments and 3D Printed Samples" Polymers 13, no. 21: 3738. https://doi.org/10.3390/polym13213738
APA StyleMuck, D., Tomc, H. G., Elesini, U. S., Ropret, M., & Leskovšek, M. (2021). Colour Fastness to Various Agents and Dynamic Mechanical Characteristics of Biocomposite Filaments and 3D Printed Samples. Polymers, 13(21), 3738. https://doi.org/10.3390/polym13213738