1. Introduction
With the development of the plastics industry, the injection molding process has become the most widely used technology for molding plastics, and the majority of plastic products are manufactured in this way. The injection molding process has various advantages, including excellent dimensional precision and stability, good surface accuracy, low cost, and ease of complex shape formation, thus making it a highly productive processing technique. The quality of injection molded products is mainly affected by the selection of the process parameters, such as injection time, injection pressure, plastic temperature, mold temperature, holding pressure, and holding pressure time, which will afford different qualities under different settings. Therefore, the selection and setting of the process parameters are important factors in injection molding. At present, injection molding technology is being utilized for the production of high-tech products, automotive parts, and household products [
1]. The mold is designed to match the gates and cooling circuits, according to the complexity of the product structure during the injection molding process, considering the diversification of the product applications, the trend towards meeting diversified demands, and under the influence of functionality. In the actual mold-opening production, the process parameters are often determined by trial and error, or according to rules that are formulated by experienced experts; this makes quality improvement a challenging task [
2]. Therefore, this experiment will use intelligent modeling for the single- and multi-objective optimization of the quality characteristics of the injection molding process parameters.
The simulation technologies of computer-aided design (CAD) and computer-aided engineering (CAE) are used to help developers analyze and predict problems and their causes in each part of the injection molding process. The simulation helps decrease the number of actual mold trials, reduce the cost and time spent, and improve the quality of the mold. In this study, CAE software is used for the mold flow analysis. The software mainly utilizes the finite element method (FEM) to simulate plastic in the mold cavity at various stages of injection molding, which can be used as a reference for setting the injection molding parameters and mold design, to facilitate rapid product development as well as to reduce product and mold development costs. Wang et al. [
2] presented a numerical dynamic injection molding technology (DIMT), which is based on the finite element (FE) method. In the warpage optimization work, three kinds of structures, with different molding materials, are selected for comparison. The final warpage of each product is efficiently minimized by using a Gaussian process-based sequential optimization method. Jong et al. [
3] used CAE analysis data to train the BPNN. The Taguchi orthogonal method is used to optimize the hyperparameters in the neural networks, to construct a neural network that can predict CAE analysis results. Studies show that the prediction of the maximum injection pressure and the maximum cooling time is pretty good. A study by Huang et al. [
4] applied both computer-aided engineering (CAE) simulation and experimental methods to investigate the fiber feature in a co-injection system. The fiber orientation distributions, and their influence on the tensile properties for the single-shot and co-injection molding, have been discovered. The results show that, based on the 60:40 skin/core ratio and the same materials, the tensile properties of the co-injection system, including the tensile stress and modulus, are a little weaker than those of the single-shot system. From these CAE analysis results, it can be seen that both the improvement in the quality of injection molding and the improvement in the performance of injection molding materials have a significant improvement effect.
At present, plastic injection molding is widely used in the manufacturing of automotive components, including bumpers, lights, dashboards, and connector parts. Among them, auto lock parts have extremely high-precision requirements. Their structure is complex, and the finished products are easily subject to warpage deformation, volume shrinkage, and weld line, making the selection and setting of the control process parameters even more important. Problems with the parts, related to warpage, can arise, which could be solved by adjusted process parameters to meet the part requirements [
5]. Polymer parts suffer from shrinkage and warpage during the injection molding process, and are induced by thermal and pressure changes that are achieved over them [
2]. As a result, the final dimensions of the injected components are affected by material shrinkage during the process, caused by the filling orientation, packing conditions, and cooling parameters [
6,
7]. For the selection of the warpage deflection of the injection molded products and related parameters of the injection molding process, the following related literature introductions have been sorted out. Rosaa et al. [
8] believed that the experimental design should be widely used in order to optimize the molding parameters, to improve the quality characteristics of the product. Conventional experimental design methods are often complex and often fail to achieve the desired results. Moreover, these methods require a large number of experiments when the number of molding parameters is increased. Therefore, the use of the Taguchi orthogonal method for selecting experimental data may reduce the number of experiments. With respect to the defects produced in injection molding, Marinset et al. [
9] proposed the use of the Taguchi method and the analysis of variance (ANOVA), to evaluate the effect of injection molding parameters on bending and shrinkage. They used two different plastics and mold temperatures, while the holding pressure, holding time, plastic temperature, cooling time, cooling water speed, and injection speed, were kept constant. The experimental results showed that the control factors of warpage and bending defects have the greatest influence on the holding time and holding pressure. Furthermore, to reduce the molding cycle time, Dimla et al. [
10] performed a finite element analysis to find the optimal cooling circuit design for injection molding, and found that the cooling circuit and gate had the greatest effect on the injection cycle time. They performed further optimization, and, finally, using simulation analysis, they found that the molding cycle time was reduced and the surface condition of the product was significantly improved. This study will refer to the above-mentioned studies to select relevant injection molding control parameters and levels.
The following related studies are in the related research of different cooling water systems, and the development and application of conformal cooling. Park and Pham [
11] proposed the use of the CAE software to analyze the molding temperature distribution of their products, designed a conformal cooling circuit system using the temperature distribution and product shape, compared the traditional cooling circuit with their design, and verified, using CAE, that this new method can make the temperature distribution more uniform. Ahn [
12] discussed the manufacturing methods of various conformal cooling circuit molds, briefly described the development of a conformal cooling circuit design technology, introduced various production methods of conformal cooling circuits, and analyzed their respective heat transfer methods. Agazzi et al. [
13] proposed a design method for cooling circuits. Through analysis and observation of the cooling temperature of the plastic inside the product and the cooling temperature distribution of mold, they designed a cooling circuit based on the temperature distribution. The results proved that the design method was effective. Juan et al. [
14] proposed the use of an analysis software for the design and performance verification of the cooling circuit system of injection molding. For two thin-walled products, the automatically and manually designed cooling circuits were compared by a software, and the manually designed cooling circuit was found to greatly improve the warpage, according to the product shape. Wang et al. [
15] explored the cooling circuit design of a complex automotive part interior. First, finite element analysis was used to obtain the mold temperature distribution, and then, the improved cooling circuit design was analyzed and verified. The method can make the mold temperature uniform, and improve the surface accuracy of the plastic part. From these related studies, it can be found that the use of conformal cooling is much higher than the traditional cooling water system, in terms of heat conduction simulation analysis and actual process application measurements of the cooling benefits. Therefore, this study will first optimize the process, and then use the optimized results to compare different forms of conformal cooling. The aim is to study the impact of the cooling benefits of automobile lock parts on the target quality characteristics.
The following related studies are part of using the intelligent modeling method optimization of injection molding performance. In a related study, Ozcelik and Erzurumlu [
16] applied CAE as a research tool for the minimum warpage values in injection molding processes, designed experiments using DOE and Taguchi orthogonal tables, and used ANN and GA methods in combination to find the optimal warpage values. Ko-Ta Chiang and Fu-Ping Chiang [
17] used a fuzzy gray-order method to explore the optimization of the process parameters of cell phone cases, and selected the following four control factors: mold temperature, plastic temperature, injection pressure, and filling time. Through finite element analysis, they found that the main factors that affected volume shrinkage and temperature distribution were the mold temperature and holding pressure; the volume shrinkage was reduced from 0.012 to 0.007 mm, and the temperature distribution decreased from 8.510 °C to 7.345 °C. Cheng et al. [
18] discussed the optimization of mold performance using fuzzy theory analysis, and validated the fuzzy theory method based on the creation of three molds. The seriousness of the defect was categorized as very slight, slight, medium, severe, and very severe, according to the triangular membership function. Six criteria, including short shot, weld line, sink mark, volume shrinkage, air trap, and warpage, were discussed. A study on the optimization of mold schemes proved this method to be effective and feasible. However, these related studies all use intelligent modeling methods to optimize a single goal. In the current industrial environment, where production efficiency is emphasized, the optimization of multiple goals at the same time is required, in order to improve the product performance greatly. The intelligent modeling method that was used in this study integrates multiple optimization algorithms, which can optimize the quality characteristics of a single goal and multiple goals simultaneously.
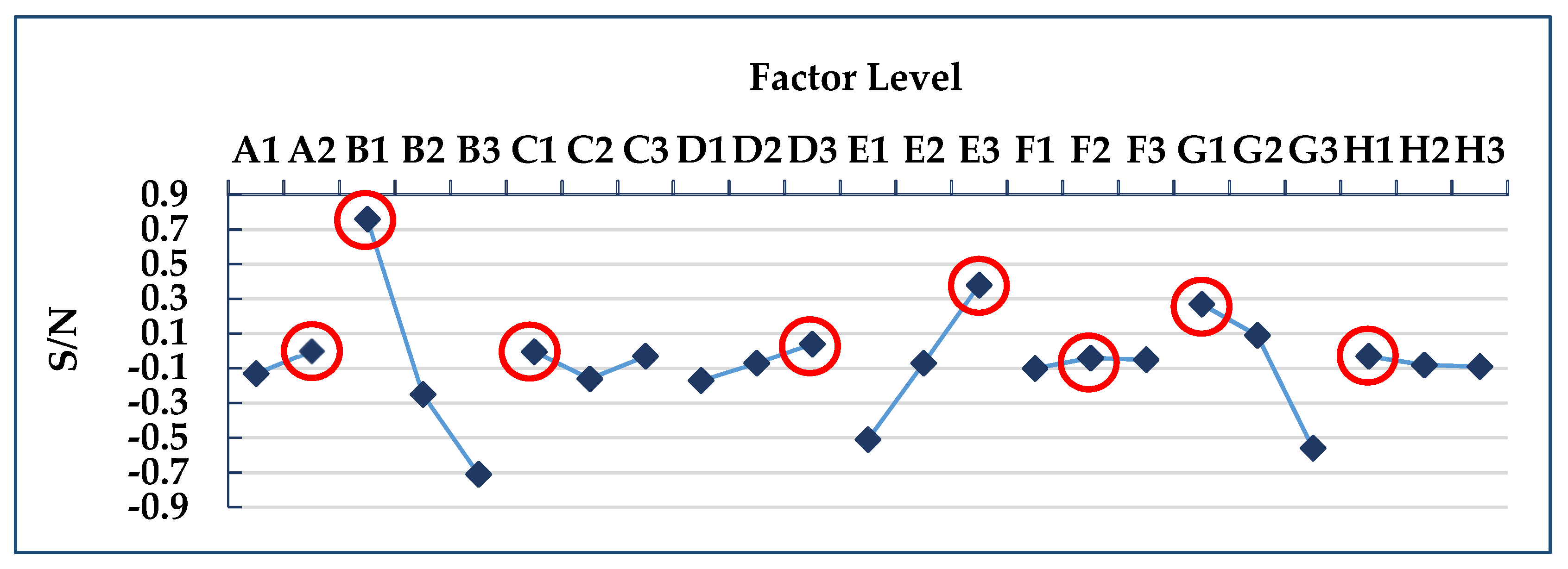
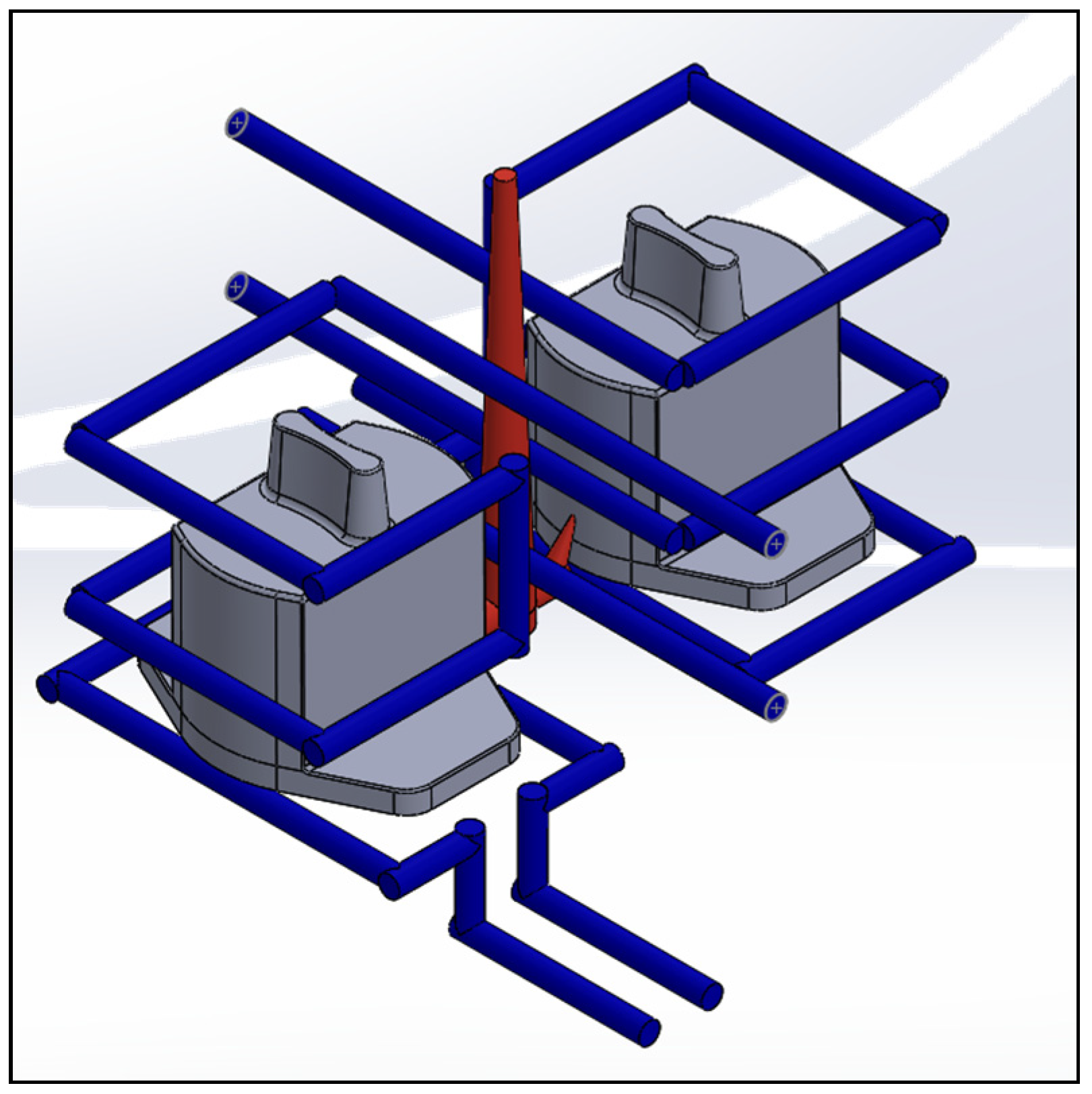
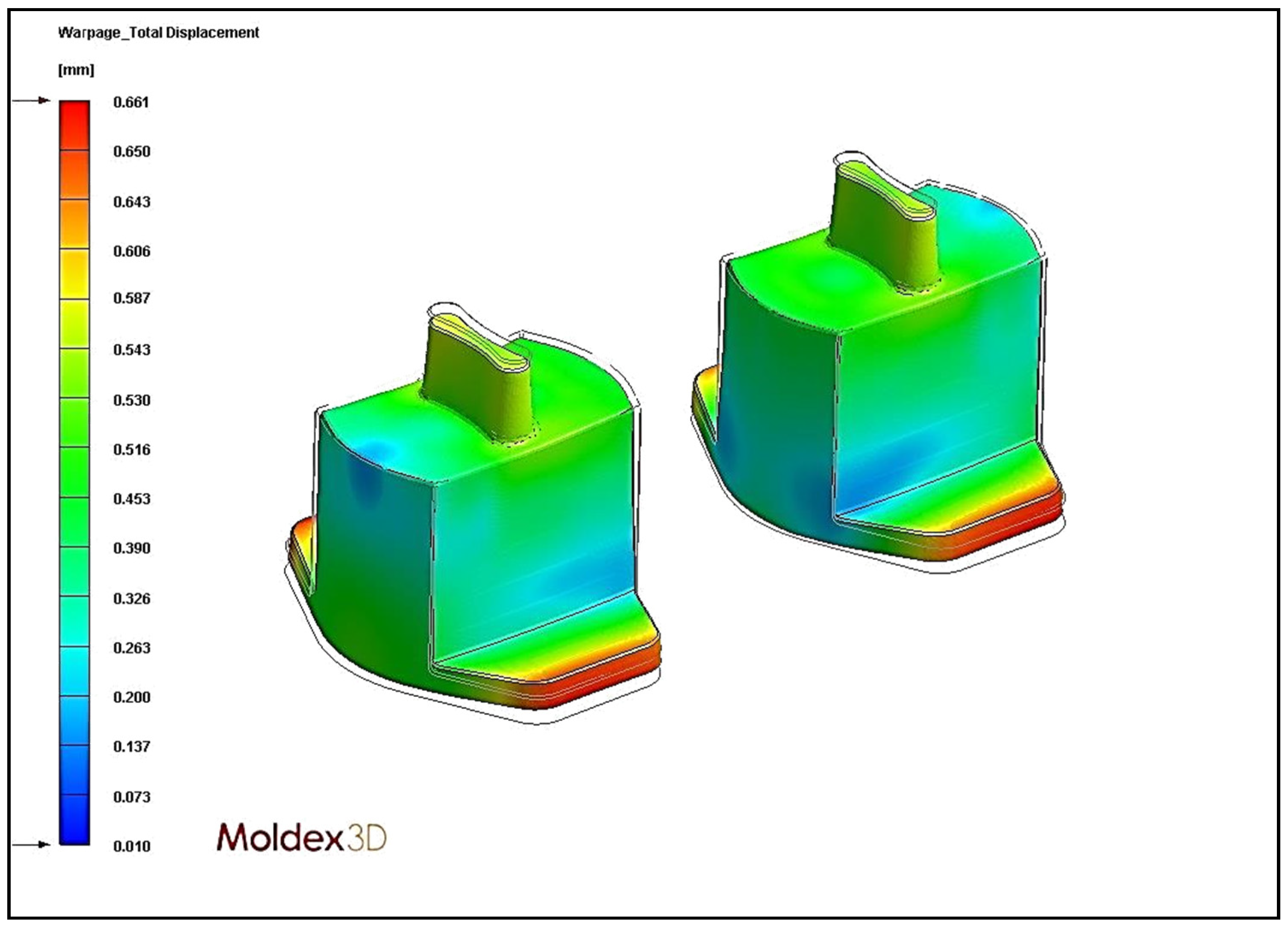
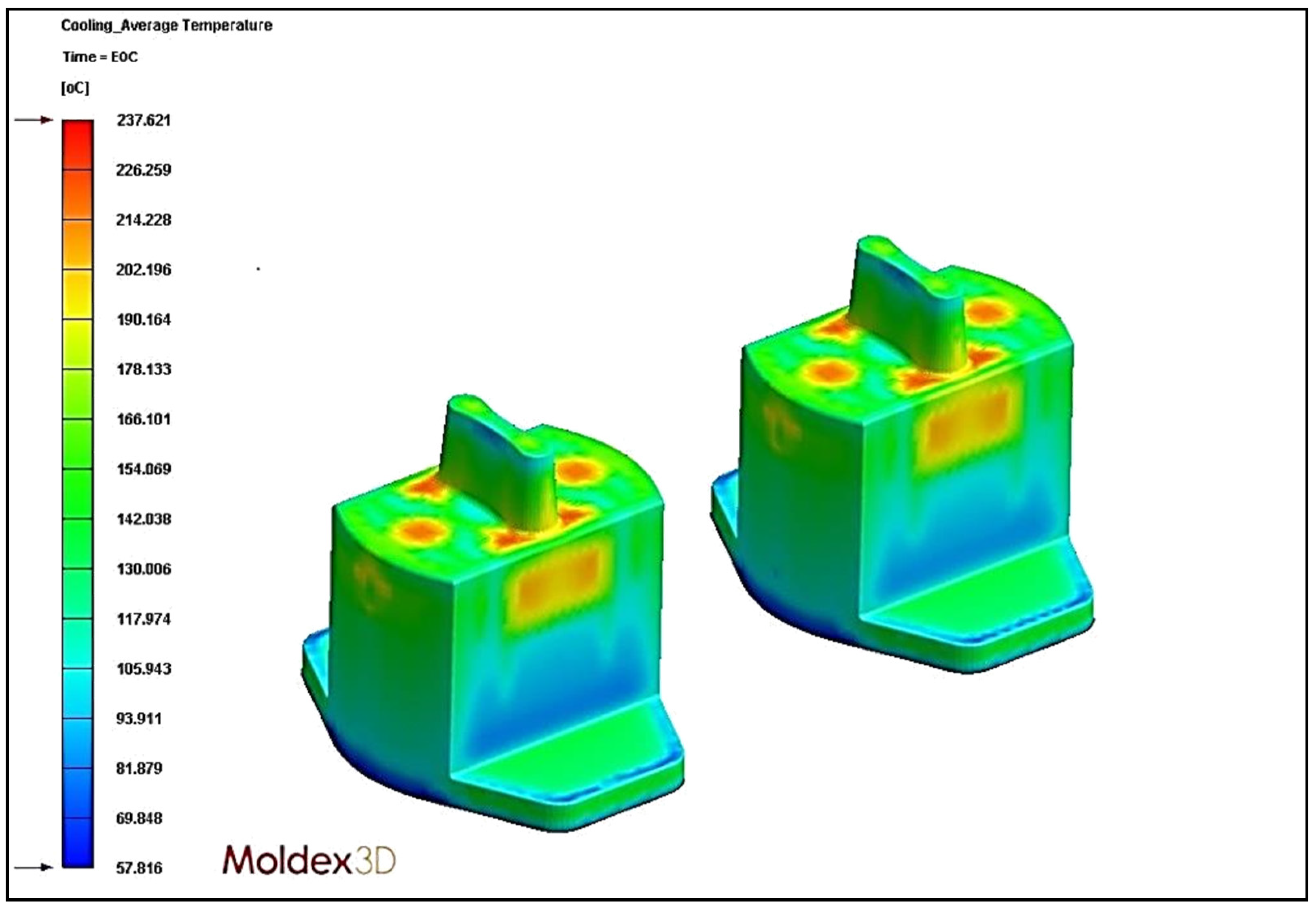
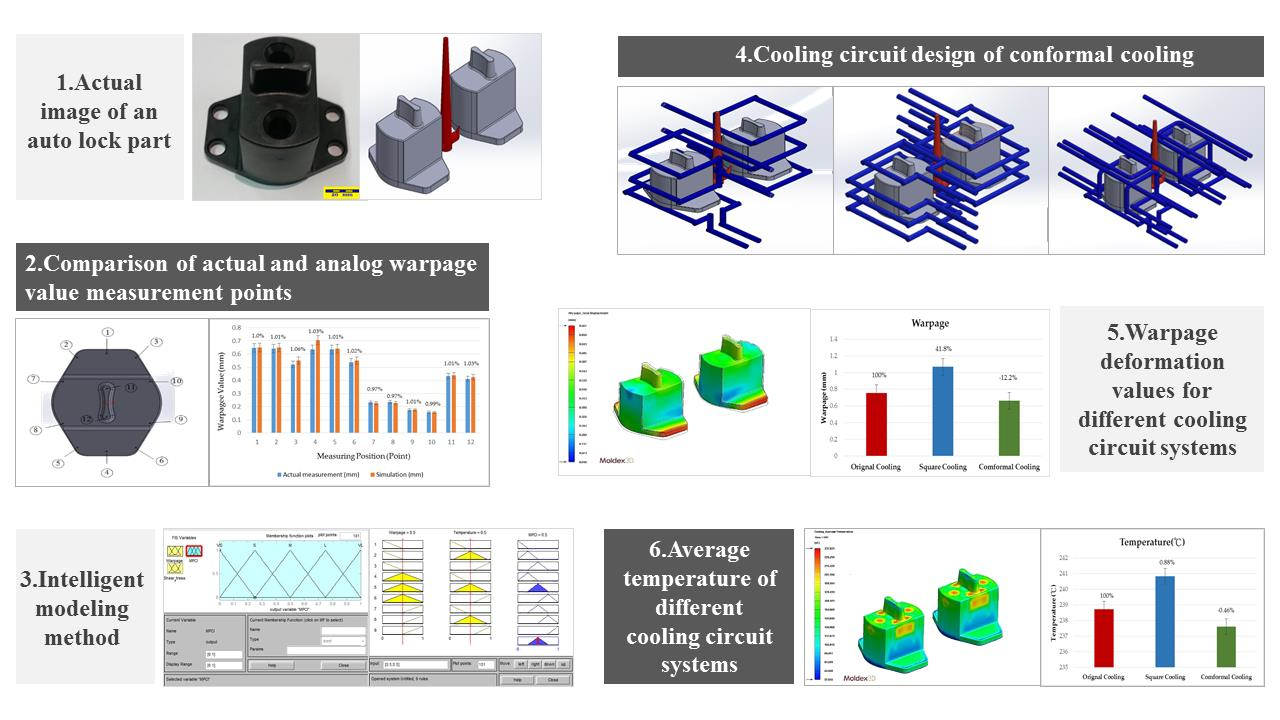
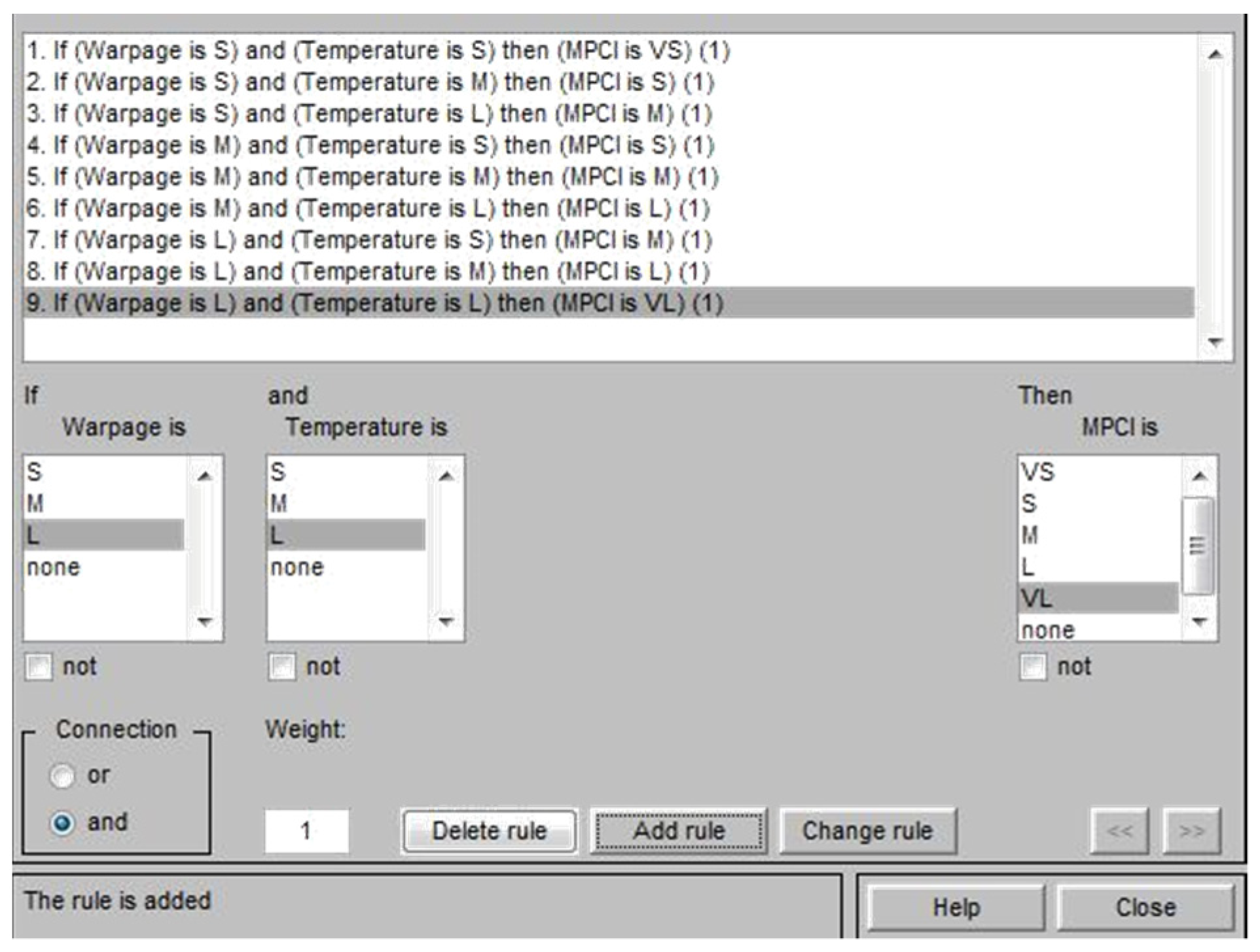
This study examines a set of auto lock parts in actual production. The warpage deformation of parts during the manufacturing process has made the parts unfit for assembly. In actual production, important parameters have to be found through trial-and-error, to determine whether the selected parameter settings need to be changed after observing the product quality, which can greatly increase the cost and time. Herein, CAE software is used, with intelligent modeling methods, to solve this problem. Due to the uneven distribution of the thickness of the structure, the uneven temperature distribution can result in shape and size deformation of the product, thus affecting the quality of the subsequent assembly, in which case the process parameters are changed in order to reduce the warpage deformation. In order to confirm the accuracy of CAE software analysis, we performed calibration before the start of the experiment. The actual car lock parts in actual production are used for calibration and comparison analysis with the original process parameters, which has ensured the correctness and accuracy of the experimental results; it is not because there are only simulated data experiments. In addition, the intelligent modeling method that was used in this experiment is also the first, in the related research, to combine the results of Taguchi’s experimental data with gray correlation and fuzzy theory analysis, to conduct research that can simultaneously optimize a single objective and multiple objectives. First, the CAE mold flow analysis software is used with the Taguchi robust process design method, to find the combination of each single quality optimization parameter, and the warpage deformation and average temperature are discussed separately. Combining the results of Taguchi’s experimental data with gray correlation and fuzzy theory analysis, the optimal combination of a multi-objective quality process was found [
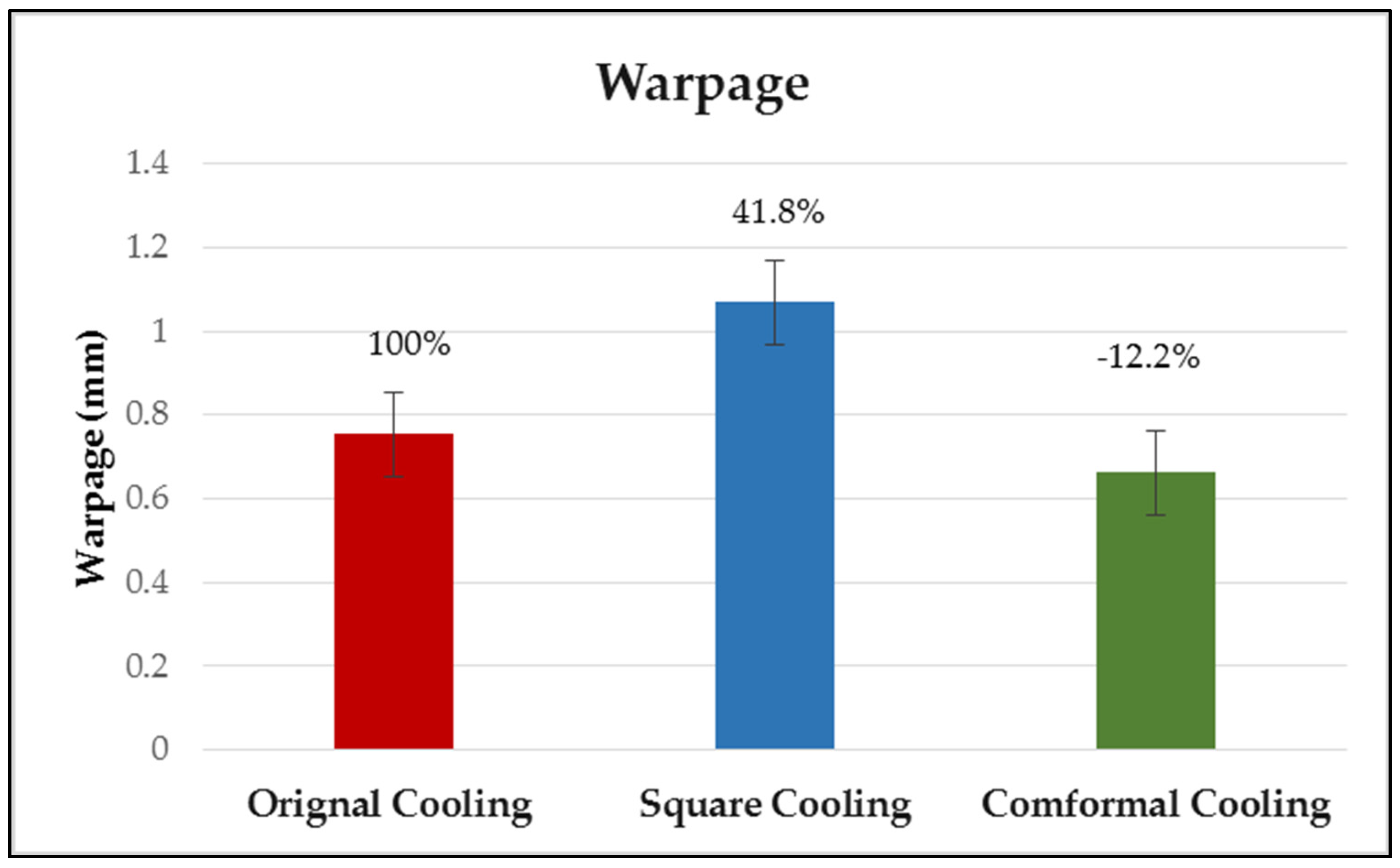
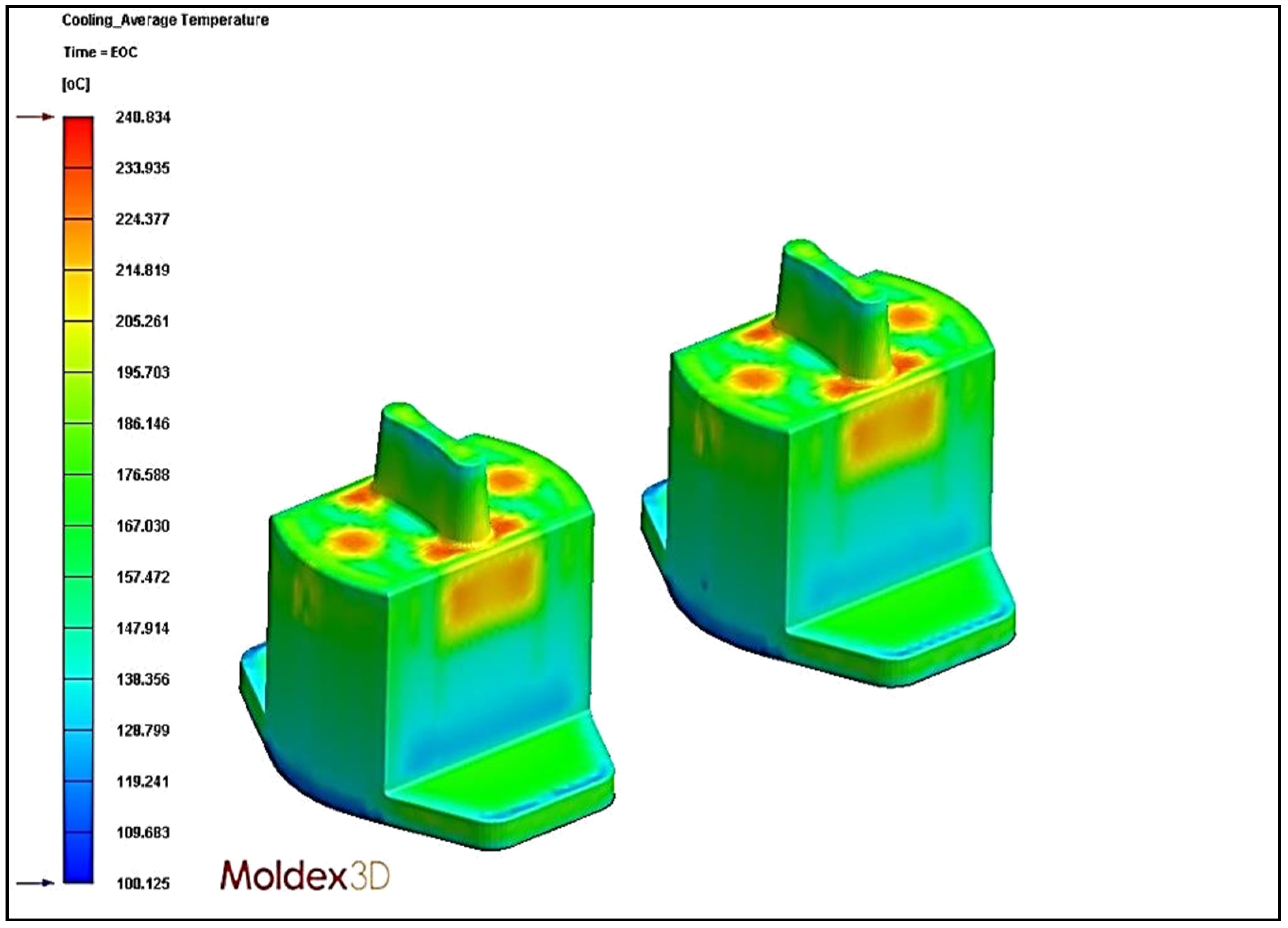
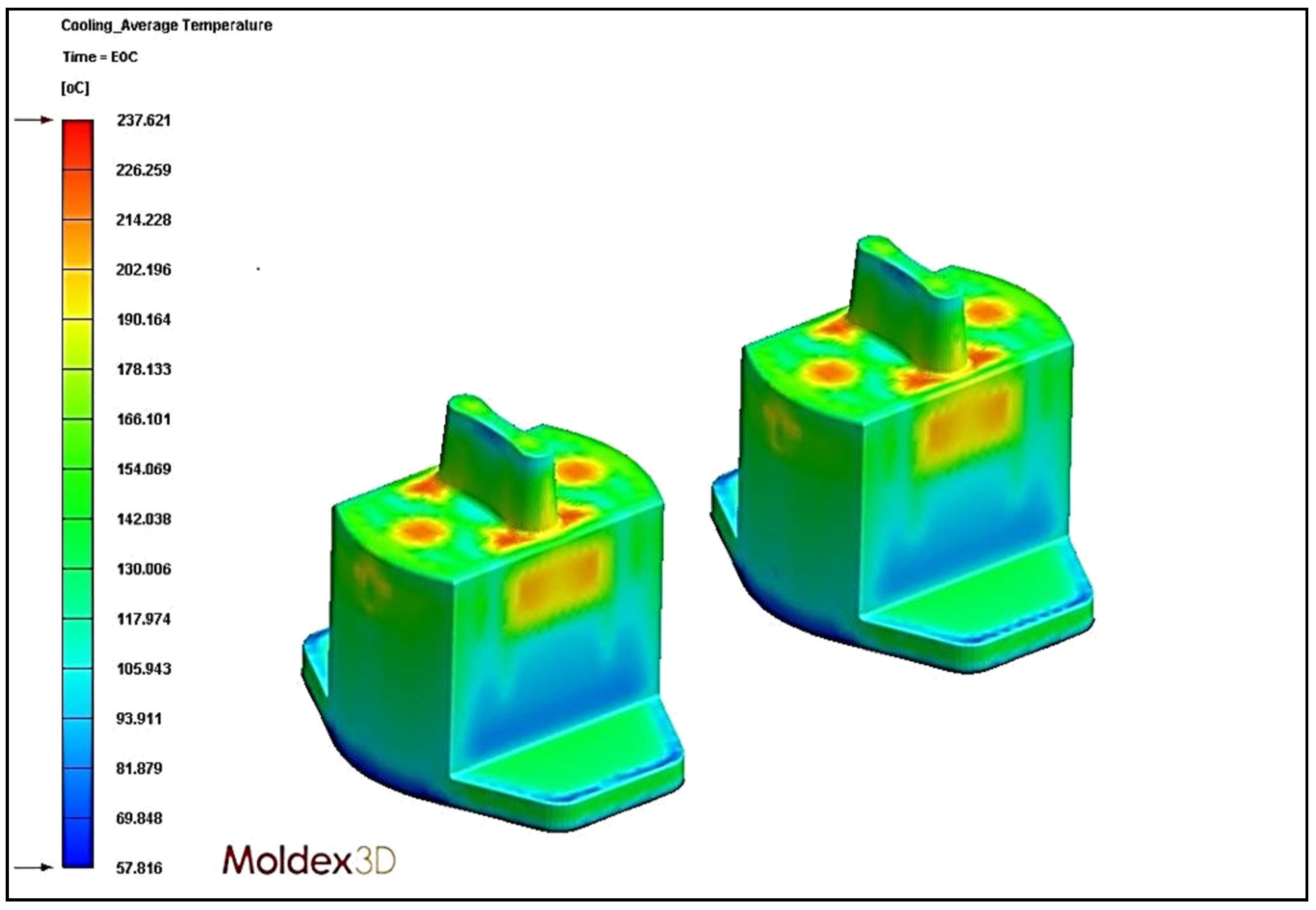
19], and the warpage deformation and average temperature were then compared with those of the original process. Finally, comparison and analysis were performed for the parameter combination of the multi-objective quality optimization process in different system designs of cooling circuits, namely, original cooling, square cooling, and conformal cooling.
The Taguchi method is a robust design method that uses the concept of statistical experimental design. Orthogonal array (OA) can analyze a large number of design variables through some experiments. Since OA is a fractional factorial matrix, it ensures a balanced comparison of the level of any factor or the interaction of the factors. Using OA to collect appropriate data, and applying intelligent modeling methods to optimize the multiple quality characteristics of the automotive lock injection molding process, can reduce development and manufacturing costs. In comparison with this experimental method, Wang et al. [
15] studied automotive parts, similar to the subject of this study, and the parts were three-dimensional complex-shaped automotive interior parts. The injection mold on the heating/cooling system design of the part was studied. In the experimental design, the full factorial experiment is used without any experimental method, and only two control factors are used in the experimental control factor. The mold heating time has four levels, and the mold cooling time has five levels. There are only two control factors, but the number of experiments needs to be as many as 20 (4 × 5 = 20) times. It can be observed that if the current industry development trend needs more factors, and levels must be controlled at the same time, the number of experiments will be greatly increased. As a result, the experiment cost and time increased significantly, which could not effectively improve the efficiency and immediately solve the practical problems in industrial production. In this article, for each quality feature of the eight control factors, if we do not use Taguchi’s method to collect the experimental data, the number of full-factor experiments is 4374 (2 × 3
7 = 4374). However,
L18 (2
1 × 3
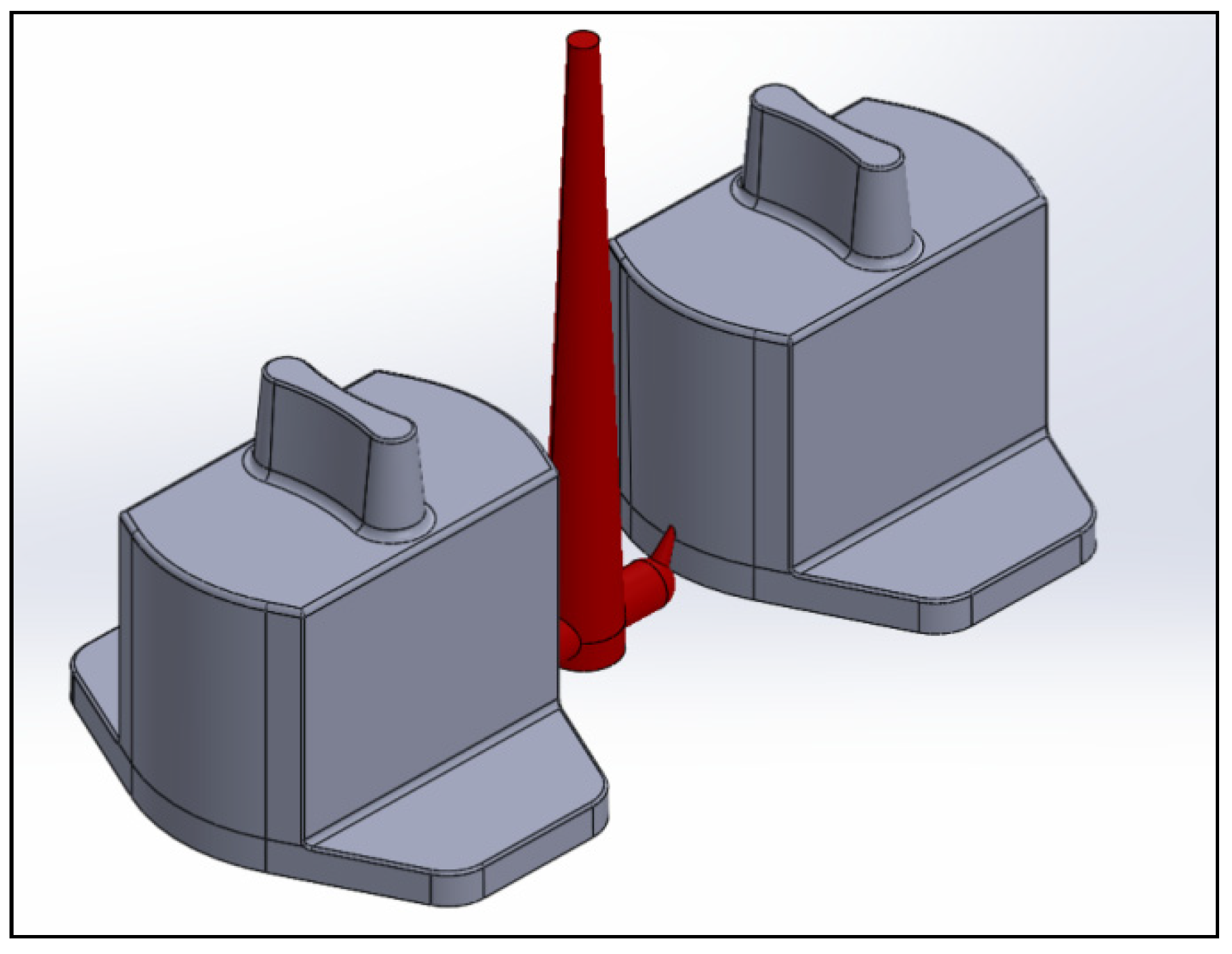
7) only has 18 experiments to collect appropriate data for each quality feature. While optimizing the process parameters of the combination of fuzzy logic and multiple performance characteristic index (MPCI) in the injection molding process of automobile lock parts, all the quality characteristics in the injection molding process can be considered simultaneously. The current industry practices are measured by engineers’ field experience, which introduces a lot of uncertainty. The fuzzy logic program used in MPCI reduces the uncertainty that is caused by humans, and does not require complicated mathematical calculations. The system simulation in this study applied fuzzy logic in MPCI. Compared with conventional methods, the output can better meet the requirements of technical engineers and customers. Practical applications can further encourage the transfer of fuzzy logic-based technology from academia to industry.


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}