

Effect of Oxide’s Thermophysical Properties on 2205 Duplex Stainless Steels ATIG Welds

 , , ,
, , ,  and
and
Abstract
1. Introduction
2. Materials and Methods
2.1. Material
2.2. Welding Procedure
2.3. Mathematical Modeling
3. Results and Discussions
3.1. Morphology of Welds
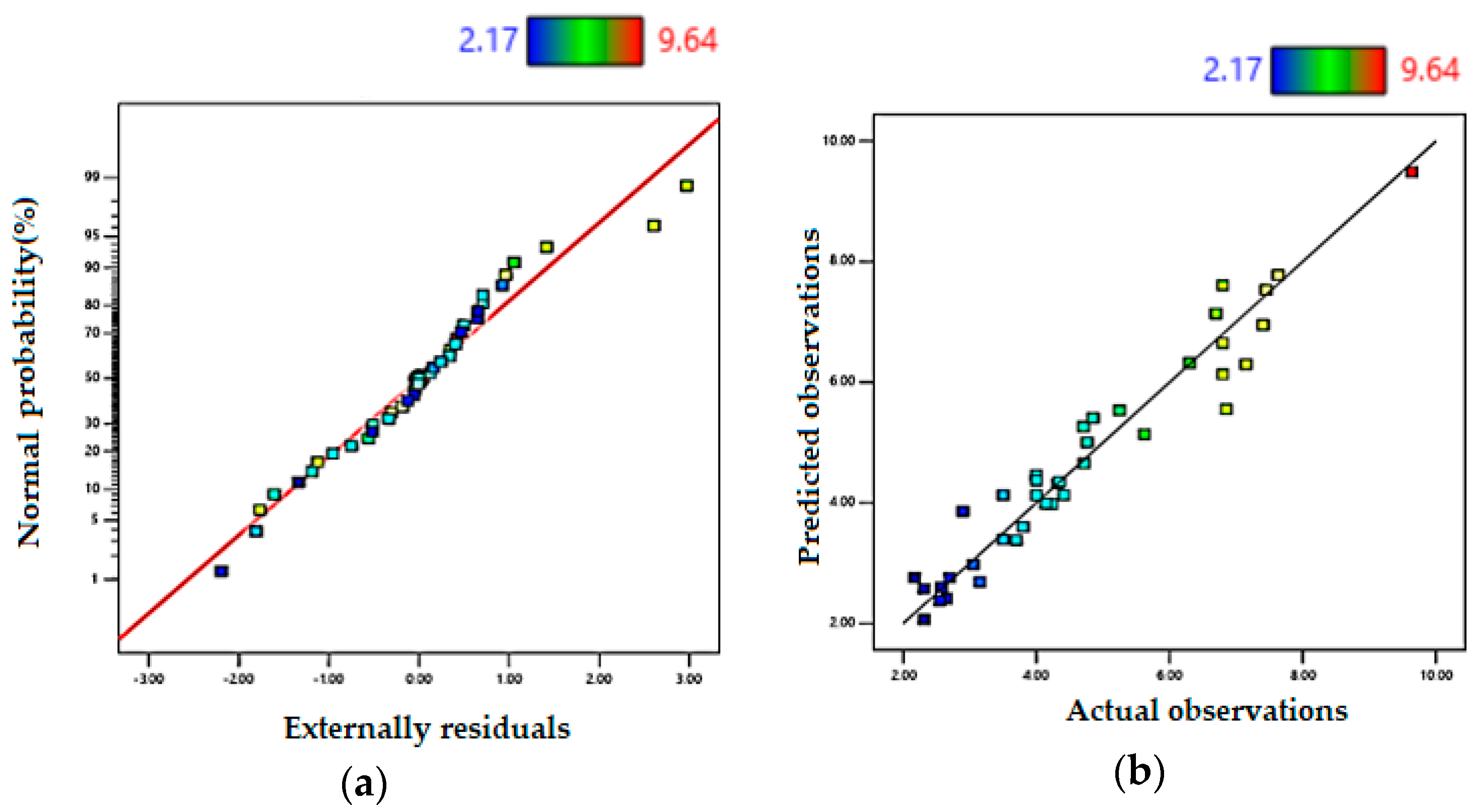
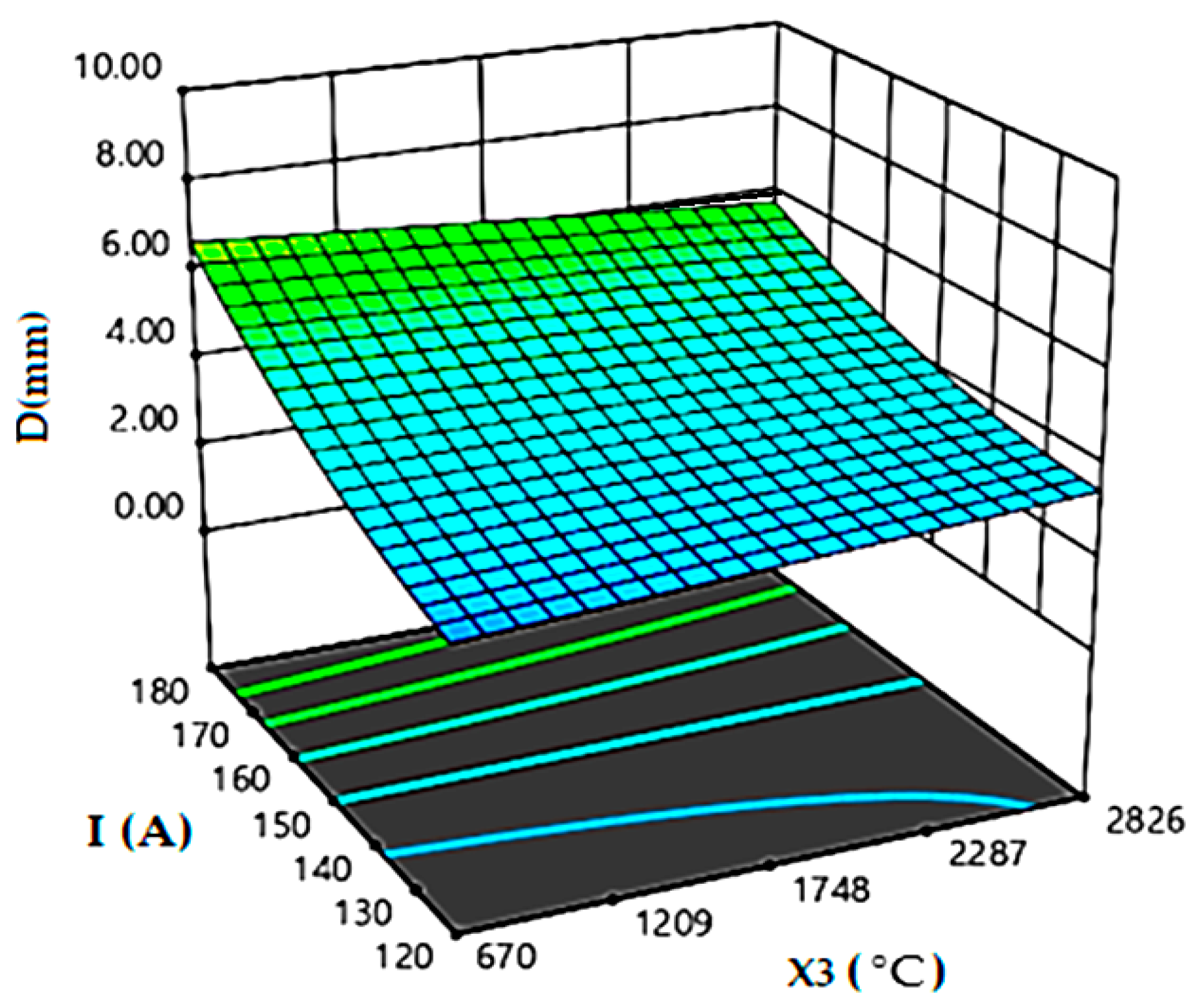
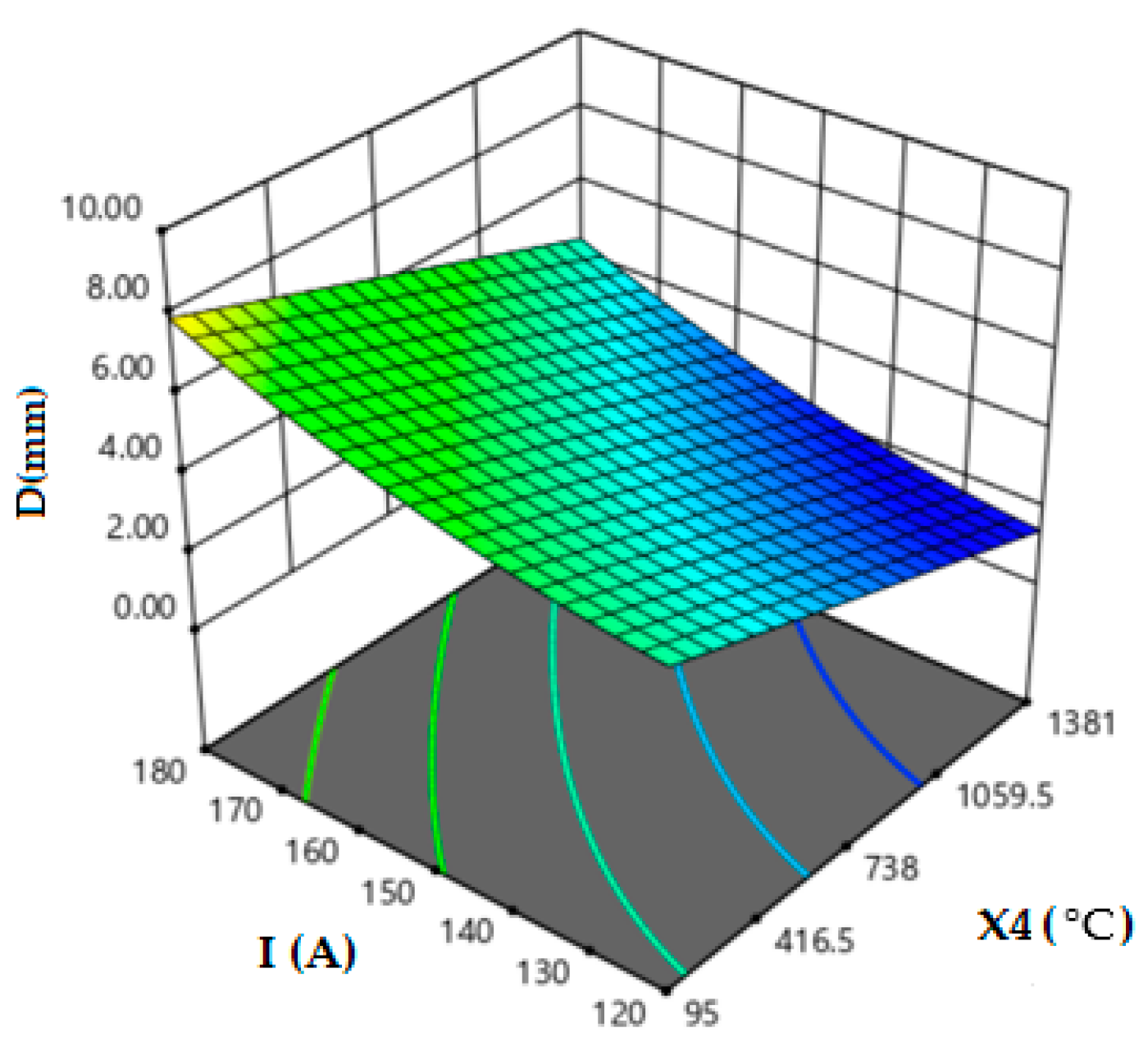
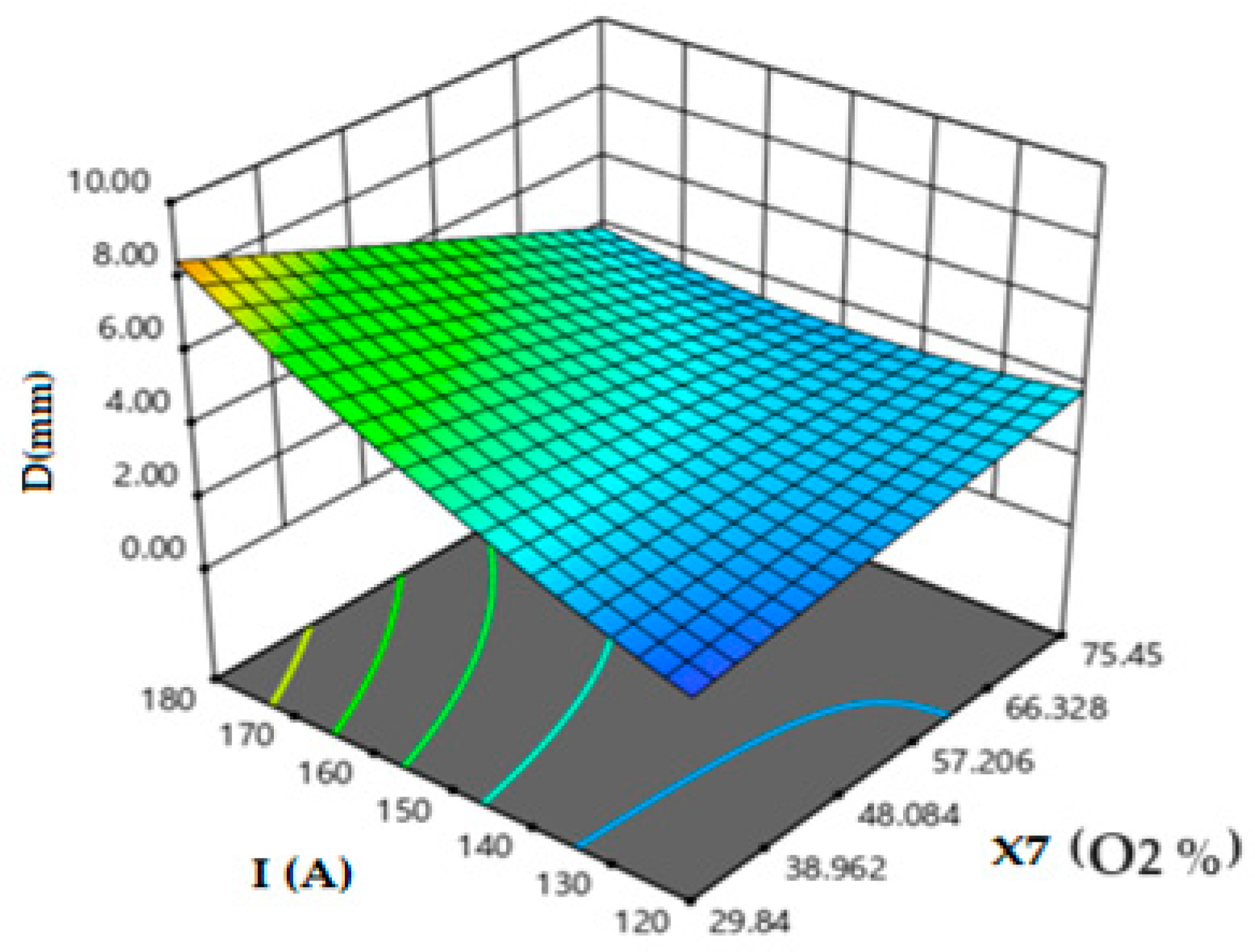
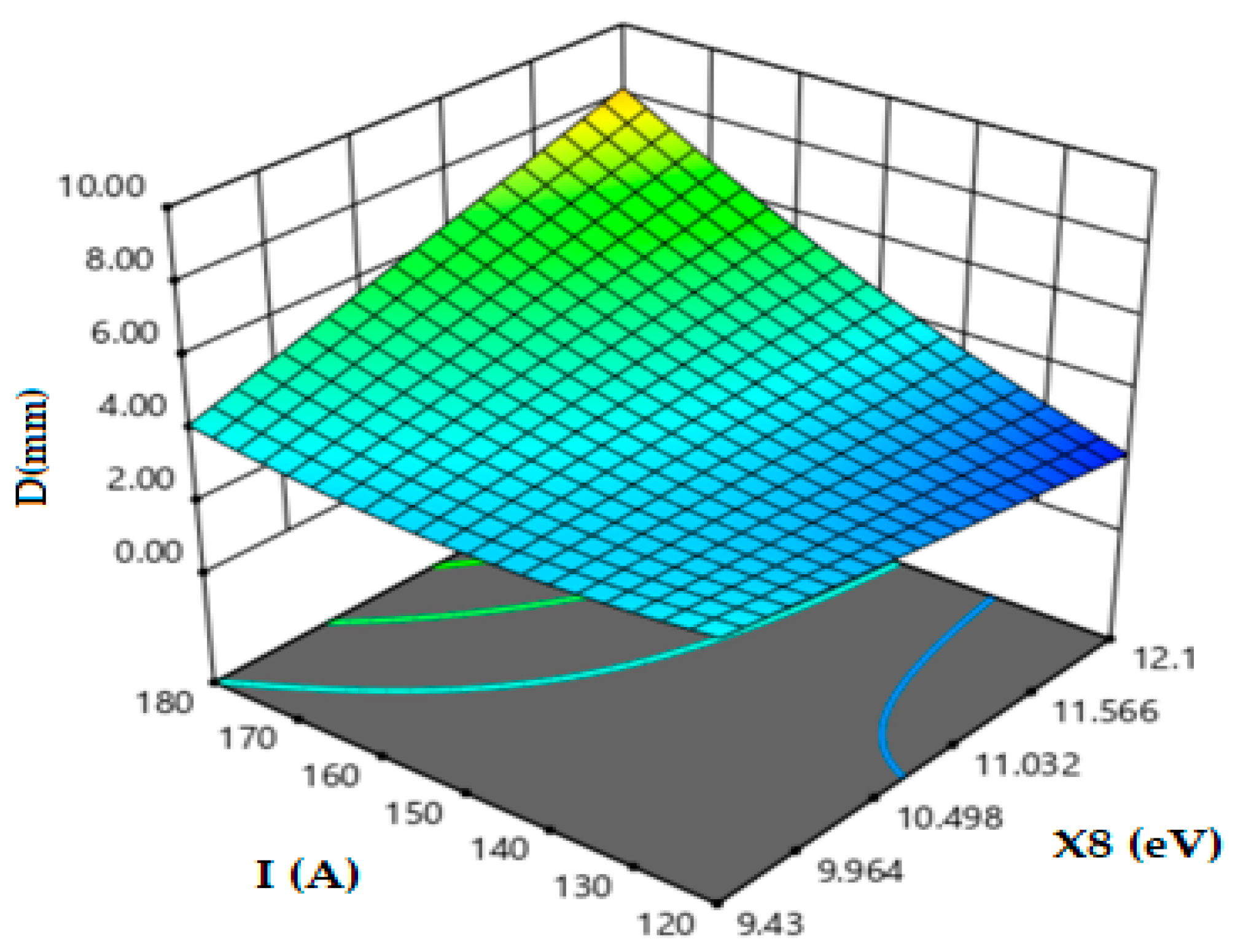
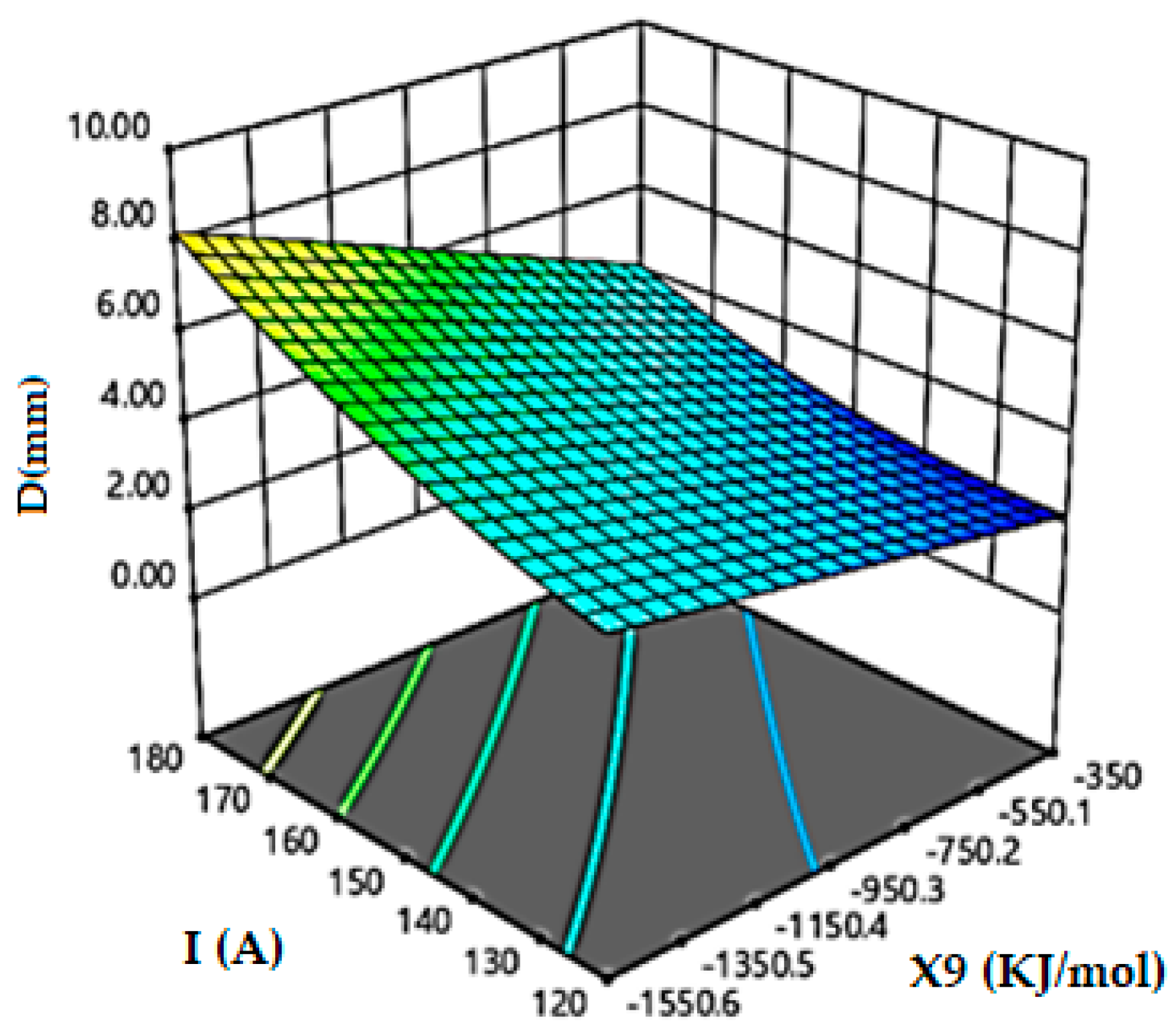
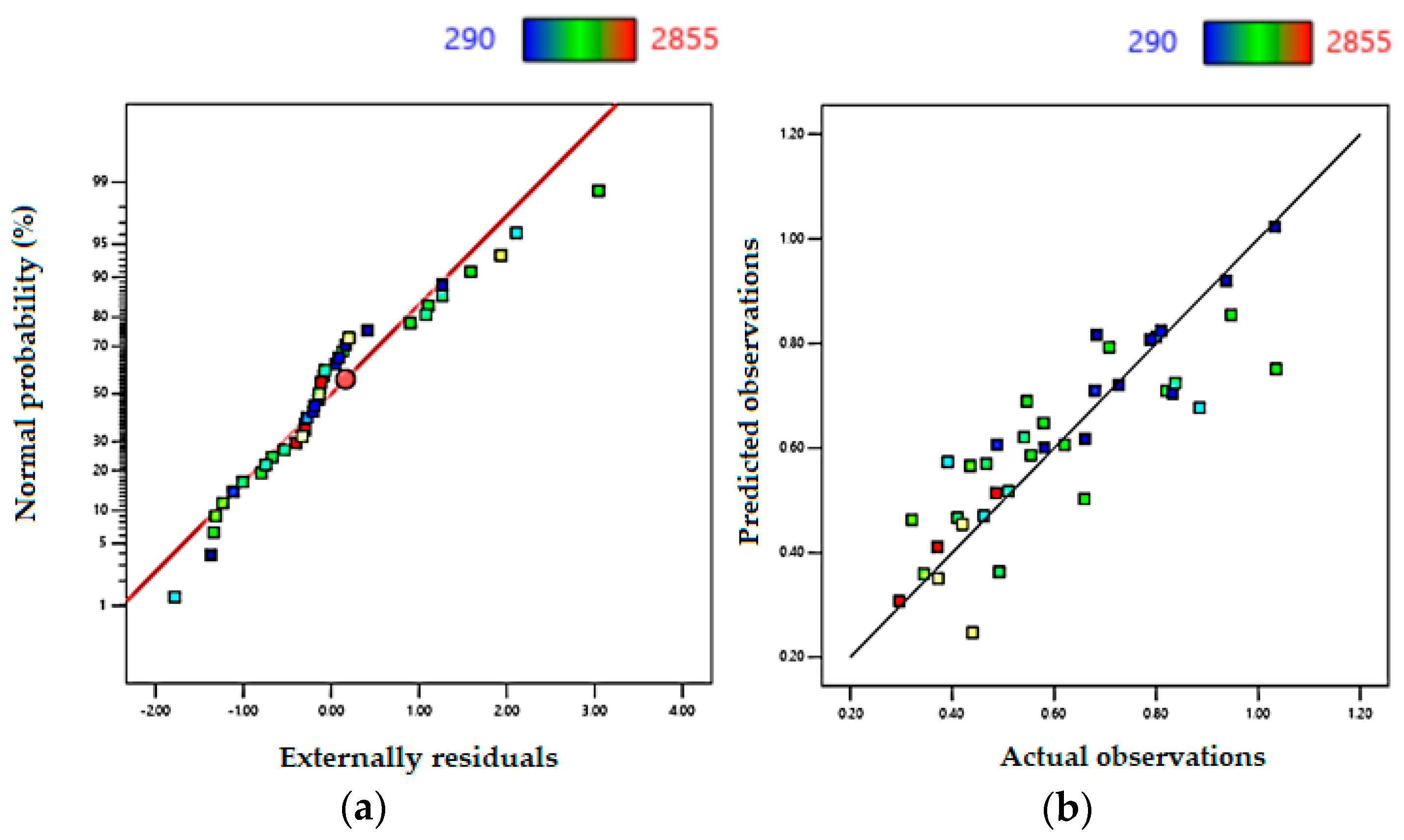
3.2. Weld Depth Penetration Modelling
3.3. Modeling of Weld Aspect Ratio (D/W)
4. Conclusions
- ✓ Oxides enthalpy energy formation: > |870| kJ/mol,
- ✓ Oxides melting point Tmo: 670 °C < Tmo < 2350 °C,
- ✓ Oxides ionization energy (IE): IE > 10.6 eV,
- ✓ |Oxides melting point-BM 2205 DSS melting point| < 720 °C,
- ✓ Proportion of oxygen in oxides (%): 30% < O2 % < 52%.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Maslak, M.; Stankiewicz, M.; Slazak, B. Duplex Steels Used in Building Structures and Their Resistance to Chloride Corrosion. Materials 2021, 14, 5666. [Google Scholar] [CrossRef] [PubMed]
- Örnek, C.; Davut, K.; Kocaba, M.; Bayatli, A.; Ürgen, M. Understanding corrosion morphology of duplex stainless steel wire in chloride electrolyte. Corros. Mater. Degrad. 2021, 2, 397–411. [Google Scholar] [CrossRef]
- Calderon, U.; Briz, A.E.; Garcia, H.; Matanza, A. The weldability of duplex stainless steel in structural components to withstand corrosive marine environments. Metals 2020, 10, 1475. [Google Scholar] [CrossRef]
- Shyu, S.W.; Huang, H.Y.; Tseng, K.H.; Chou, C. Study of the Performance of Stainless Steel A-TIG Welds. J. Mater. Eng. Perform. 2008, 17, 193–201. [Google Scholar] [CrossRef]
- Kumar, S.M.; Sankarapandian, S.; Shanmugam, N.S. Investigations on mechanical properties and microstructural examination of activated TIG-welded nuclear grade stainless steel. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 292. [Google Scholar] [CrossRef]
- Elif, K.; Yahya, B. Additive manufacturing method and different welding applications. J. Mater. Res. Technol. 2020, 9, 11424–11438. [Google Scholar]
- Esteban, F.; Nixon, R.; José, A.A.; Alejandro, T.; Jorge, E.G.B. Finite element analysis of the localized post-weld heat treatment of a Pelton runner. Mater. Today Commu. 2023, 36, 106795. [Google Scholar]
- Alrobei, H.; Touileb, K.; Djoudjou, R.; Ouis, A.; Hedhibi, A.; AlBaijan, I.; Malik, R.; Sherif, E. Mechanical and Corrosion Resistant Properties of ATIG welded 2205 Duplex Stainless-Steel via different fluxes. J. Mech. Sci. Technol. 2021, 35, 5469–5476. [Google Scholar] [CrossRef]
- Tathgir, S.; Rathod, D.W.; Batish, A. A-TIG welding process for enhanced-penetration in duplex stainless-steel: Effect of activated fluxes. Mater. Manuf. Process. 2019, 34, 1659–1670. [Google Scholar] [CrossRef]
- Patel, D.; Jani, S. ATIG welding: A small step towards sustainable manufacturing. Adv. Mater. Process. Technol. 2020, 7, 514–536. [Google Scholar] [CrossRef]
- Patel, N.P.; Sharma, D.K.; Upadhyay, G.H. Effect of Activated Fluxes on Weld Penetration and Mechanism Responsible for Deeper Penetration of Stainless Steels—A Review. In Current Advances in Mechanical Engineering; Lecture Notes in Mechanical Engineering; Springer: Singapore, 2021; pp. 737–746. [Google Scholar] [CrossRef]
- Chandrasekar, G.; Kannan, R.; Prabakaran, M.; Ganesamoorthy, P.R. Effect of Activating Flux (Metal Oxide) on the Weld Bead Nomenclature of Tungsten Inert Gas Welding Process—A Review. IOP Conf. Ser. Mater. Sci. Eng. 2020, 988, 12084. [Google Scholar] [CrossRef]
- Touileb, K.; Hedhibi, A.; Djoudjou, R.; Abousoufiane, O.; Abdallah, B.; Albaijan, I.; Hany, S.A.; Mohamed, M.Z.A. Mechanical, Microstructure, and Corrosion Characterization of Dissimilar Austenitic 316L and Duplex 2205 Stainless-Steel ATIG Welded Joints. Materials 2022, 15, 7. [Google Scholar] [CrossRef] [PubMed]
- Stalker, D.S.; Jogi, B.F.; Thorat, S.B.; Chavan, A.A. Activated Pulsed-Tungsten Inert Gas Welding of DSS 2205; Techno-Societal 2018; Springer International Publishing: Cham, Germany, 2020; pp. 511–521. [Google Scholar]
- Sharma, P.; Dwivedi, D.K. A-TIG welding of dissimilar P92 steel and 304H austenitic stainless steel: Mechanisms, microstructure and mechanical properties. J. Manuf. Process. 2019, 44, 166–178. [Google Scholar] [CrossRef]
- Singh, S.R.; Khanna, P. A-TIG (activated flux tungsten inert gas) welding:—A review. Mater. Today Proc. 2021, 44, 808–820. [Google Scholar] [CrossRef]
- Albaijan, I.; Hedhibi, A.C.; Touileb, K.; Djoudjou, R.; Ouis, A.; Alrobei, H. Effect of Binary Oxide Flux on Weld Shape, Mechanical Properties and Corrosion Resistance of 2205 Duplex Stainless Steel Welds. Adv. Mater. Sci. Eng. 2020, 2020, 5842741. [Google Scholar] [CrossRef]
- Venkatesan, G.; Muthupandi, V.; Justine, J. Activated TIG welding of AISI 304L using mono- and tri-component fluxes. Int. J. Adv. Manuf. Technol. 2017, 93, 329–336. [Google Scholar] [CrossRef]
- Rakesh, N.; Mohan, A.; Navaf, P.; Harisankar, M.; Nambiar, S.J.; Harikrishnan, M.; Devadathan, J.; Rameshkumar, K. Effect of fluxes on weld penetration during TIG welding—A review. Mater. Today Proc. 2023, 72, 3040–3048. [Google Scholar] [CrossRef]
- Heiple, C.R.; Roper, J.R. Mechanism for minor element effect on GTA fusion zone geometry. Weld. J. 1982, 61, 97–102. [Google Scholar]
- Pandya, D.; Badgujar, A.; Ghetiya, N. A novel perception toward welding of stainless steel by activated TIG welding: A review. Mater. Manuf. Process. 2021, 36, 877–903. [Google Scholar] [CrossRef]
- Touileb, K.; Ouis, A.; Djoudjou, R.; Hedhibi, A.C.; Alrobei, H.; Albaijan, I.; Alzahrani, B.; Sherif, E.-S.M.; Abdo, H.S. Effects of ATIG welding on weld shape, mechanical properties, and corrosion resistance of 430 ferritic stainless steel alloy. Metals 2020, 10, 404. [Google Scholar] [CrossRef]
- Howse, D.S.; Lucas, W. Investigation into arc construction by active flux for TIG welding. Sci. Technol. Weld. Join. 2000, 5, 189–193. [Google Scholar] [CrossRef]
- Simonik, A.G. The effect of contraction of the arc discharge upon the introduction of electro-negative elements. Weld. Prod. 1976, 3, 49–51. [Google Scholar]
- Suman, S.; Santanu, D. Effect of Polarity and Oxide Fluxes on Weld-bead Geometry in Activated Tungsten Inert Gas (A-TIG) Welding. J. Weld. Join. 2020, 38, 380–388. [Google Scholar]
- Singh, S.R.; Khanna, P. Investigation of A-TIG welded duplex stainless-steel plates. Int. J. Interact. Des. Manuf. 2022, 18, 2225–2235. [Google Scholar] [CrossRef]
- Pandya, D.; Badgujar, A.; Ghetiya, N.; Oza, A.D. Characterization and optimization of duplex stainless steel welded by activated tungsten inert gas welding process. Int. J. Interact. Des. Manuf. 2022, 1–13. [Google Scholar] [CrossRef]
- Chern, T.-S.; Tseng, K.-H.; Sai, H.-L.T. Study of the characteristics of duplex stainless steel activated tungsten inert gas welds. Mater. Des. 2011, 32, 255–263. [Google Scholar] [CrossRef]
- Ahmed, A.N.; Noor, C.W.M.; Allawi, M.F.; Shafie, A.E. RBF-NN-based model for prediction of weld bead geometry in Shielded Metal Arc Welding (SMAW). Neural Comput. Appl. 2018, 29, 889–899. [Google Scholar] [CrossRef]
- Kshirsagar, R.; Jones, S.; Lawrence, J.; Tabor, J. Optimization of TIG Welding Parameters Using a Hybrid Nelder Mead-Evolutionary Algorithms Method. J. Manuf. Mater. Process. 2020, 4, 10. [Google Scholar] [CrossRef]
- Ran, L.; Manshu, D.; Hongming, G. Prediction of Bead Geometry with Changing Welding Speed Using Artificial Neural Network. Materials 2021, 14, 1494. [Google Scholar] [CrossRef]
- Sekar, C.B.; Rajendra Boopathy, S.; Vijayan, S.; Koteswara, S.R. Multi objective optimization of welding parameters using Taguchi based grey relation analysis in activated TIG(ATIG) welding on SAF2507 super duplex stainless steel. In Proceedings of the Recent Trends in Manufacturing Technologies, Materials Processing, and Testing, Chennai, India, 18–19 February 2021; AIP Conference Proceedings. AIP Publishing: Melville, NY, USA, 2021; Volume 2395, p. 30007. [Google Scholar]
- Ramadan, N.; Boghdadi, A. Parametric Optimization of TIG Welding Influence On Tensile Strength of Dissimilar Metals SS-304 And Low Carbon Steel by Using Taguchi Approach. Am. J. Eng. Res. 2020, 9, 7–14. [Google Scholar]
- Las-Casas, M.S.; De Ávila, T.L.D.; Bracarense, A.Q.; Lima, E.J. Weld parameter prediction using artificial neural network: FN and geometric parameter prediction of austenitic stainless steel welds. J. Braz. Soc. Mech. Sci. Eng. 2018, 40, 26. [Google Scholar] [CrossRef]
- Aditya, K.; Akash, S.; Ashwin, A.; Gautam, R.; Baskar, C.S.; Ramachandran, D.; Koteswara, K.S.R. Effect of welding current on properties of activated gas tungsten arc super duplex stainless steel welds. Mater. Test. 2022, 64, 1242–1253. [Google Scholar]
- Chihaoui Hedhibi, A.; Touileb, K.; Ouis, A.; Djoudjou, R.; Ahmed, M.Z. Mechanical Properties and Microstructure of TIG and ATIG Welded 316L Austenitic Stainless Steel with Multicomponent Flux Optimization using Mixing Design method and Particle Swarm Optimization (PSO). Materials 2021, 14, 7139. [Google Scholar] [CrossRef] [PubMed]
- Touileb, K.; Djoudjou, R.; Chihaoui, H.A.; Ouis, A.; Benselama, A.; Ibrahim, A.; Abdo, H.S.; Samad, U.A. Comparative Microstructural, Mechanical and Corrosion Study between Dissimilar ATIG and Conventional TIG Weldments of 316L Stainless Steel and Mild Steel. Metals 2022, 12, 635. [Google Scholar] [CrossRef]
- Mills, K.C. Recommended Values of Thermophysical Properties for Selected Commercial Alloys; National Physical Laboratory and ASM International; Woodhead Publishing: Cambridge, UK, 2002. [Google Scholar]
- Keene, B.J. Review of Data for the Surface Tension of Pure Metals. Int. Mater. Rev. 1993, 38, 157–192. [Google Scholar] [CrossRef]
- Keene, B.J. Review of Data for Surface Tension of Iron and Its Binary Alloys. Int. Mater. Rev. 1988, 33, 1–37. [Google Scholar] [CrossRef]
- Yanhui, L.; Xuewei, L.V.; Chenguang, B.A.I.; Bin, Y.U. Surface Tension of the Molten Blast Furnace Slag Bearing TiO2: Meas & Eval. ISIJ Int. 2014, 54, 2154–2161. [Google Scholar]
- Juan, J.V.; Peter, N.Q. Thermophysical Properties. In ASM Handbook; Casting; ASM International: Almere, The Netherlands, 2008; Volume 15, pp. 468–481. [Google Scholar]
- Vysakh, K.B.; Mathiazhagan, A.; Krishna, P.S. A systematic overview on activated-Tungsten inert gas welding. Weld. Int. 2022, 36, 597–615. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Si | Mn | P | S | Cr | Ni | Mo | Nb | Cu | Co | N | Melting Point (°C) [38] | Boiling Point (°C) [38] |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Weight % | 0.016 | 0.47 | 1.35 | 0.025 | 0.001 | 22.42 | 5.71 | 3.15 | 0.008 | 0.21 | 0.140 | 0.170 | 1450 | 2860 |
| Oxides Input Parameters | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| X1 | X2 | X3 | X4 | X5 | X6 | X7 | X8 | X9 | |
| Oxides Boiling Point (°C) | Oxides Surface Tension (mN/m) | Oxides Melting Point (°C) | Oxides Melting Point-Melting Point of BM 2205 DSS (°C) | Boiling Point-Melting Point Flux (°C) | Oxides Boiling Point-Melting Point of BM 2205 DSS (°C) | Proportion of Oxygen in Oxides (%) | Oxides First Ionization Energy (eV) | (kJ/mol) | |
| SiO2 | 2950 | 260 | 1626 | 181 | 1324 | 1505 | 68.35 | 11.89 | −911 |
| TIO2 | 2972 | 360 | 1892 | 447 | 1080 | 1527 | 63.26 | 11.13 | −941 |
| Fe2O3 | 1987 | 300 | 1540 | 95 | 447 | 542 | 73.35 | 12.10 | −824 |
| Cr2O3 | 3000 | 800 | 2330 | 885 | 670 | 1555 | 61.71 | 11.00 | −1128 |
| ZnO | 2360 | 550 | 1975 | 530 | 385 | 915 | 46.51 | 11.36 | −350 |
| Mn2O3 | 1080 | 310 | 940 | 505 | 140 | 365 | 49.42 | 10.49 | −971 |
| V2O5 | 1750 | 80 | 670 | 775 | 1080 | 305 | 49.06 | 10.12 | −1550.6 |
| MoO3 | 1155 | 70 | 802 | 643 | 353 | 290 | 67.73 | 11.51 | −745 |
| Co3O4 | 2800 | 800 | 1935 | 490 | 865 | 1355 | 53.45 | 10.95 | −577 |
| SrO | 3200 | 600 | 2531 | 1086 | 669 | 1755 | 71.48 | 11.36 | |
| ZrO2 | 4300 | 400 | 2715 | 1270 | 1585 | 2855 | 75.45 | 11.90 | −1080 |
| CaO | 2850 | 625 | 2615 | 1170 | 235 | 1405 | 55.66 | 10.29 | −635 |
| MgO | 3600 | 635 | 2826 | 1381 | 774 | 2155 | 29.84 | 9.43 | −602 |
| Parameters | Range |
|---|---|
| Welding speed | 15 cm/min |
| Welding current | 120 A, 150 A, 180 A |
| Arc Length | 2 mm |
| Electrode tip angle Electrode/base metal angle | 45° 90° |
| Shield gas on workpiece | Argon with flow rate 12 L/min |
| Shield gas on backside | Argon with flow rate 5 L/min |
| Welding mode | Negative direct current electrode |
| Current Intensity = 120 A | Current Intensity = 150 A | Current Intensity = 180 A | |
|---|---|---|---|
| TIG | 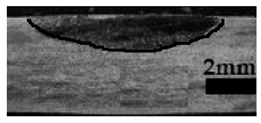 | 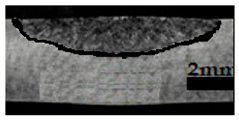 |  |
| ATIG using SiO2 | 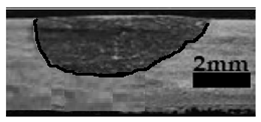 | 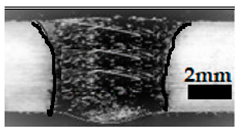 | 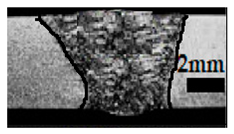 |
| ATIG using TiO2 | 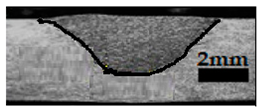 | 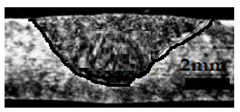 |  |
| ATIG using Fe2O3 | 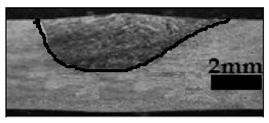 |  |  |
| ATIG using MnO2 | 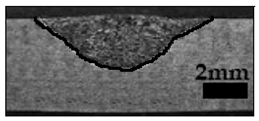 | 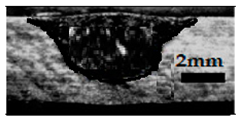 |  |
| ATIG using Cr2O3 | 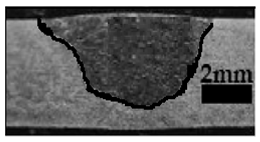 | 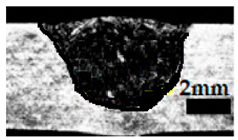 |  |
| ATIG using ZnO | 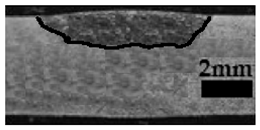 | 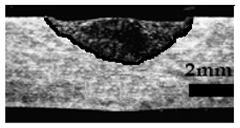 | 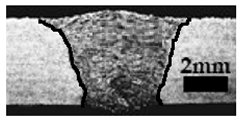 |
| ATIG using ZrO2 |  | 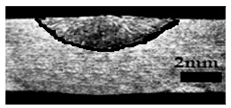 | 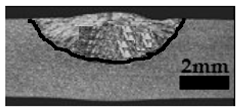 |
| ATIG using CaO |  | 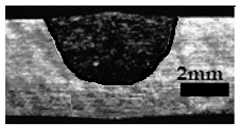 |  |
| ATIG using Mn2O3 |  | 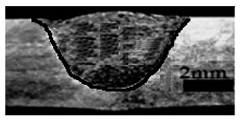 | 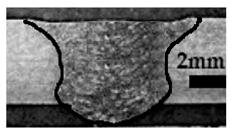 |
| ATIG using V2O5 | 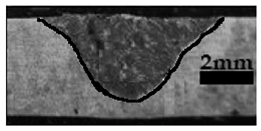 | 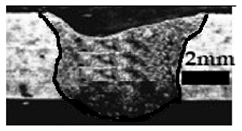 |  |
| ATIG using MoO3 | 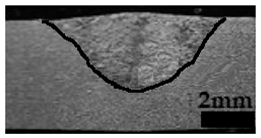 | 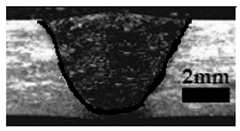 |  |
| ATIG using SrO | 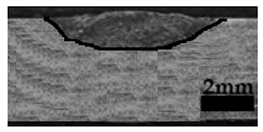 |  |  |
| ATIG using Co3O4 | 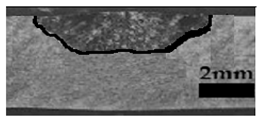 | 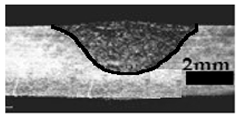 |  |
| ATIG using MgO | 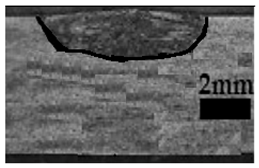 | 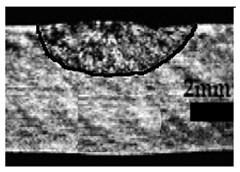 |  |
| Run | Factors | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| X1 | X2 | X3 | X4 | X5 | X6 | X7 | X8 | X9 | I | D (mm) | D/W | |
| 1 | 2950 | 260 | 1626 | 181 | 1324 | 1505 | 68.35 | 11.89 | −911.0 | 120 | 4.32 | 0.58 |
| 2 | 2950 | 260 | 1626 | 181 | 1324 | 1505 | 68.35 | 11.89 | −911.0 | 150 | 6.85 | 1.03 |
| 3 | 2950 | 260 | 1626 | 181 | 1324 | 1505 | 68.35 | 11.89 | −911.0 | 180 | 7.63 | 0.95 |
| 4 | 2972 | 360 | 1892 | 447 | 1080 | 1527 | 63.26 | 11.13 | −941.0 | 120 | 4.23 | 0.55 |
| 5 | 2972 | 360 | 1892 | 447 | 1080 | 1527 | 63.26 | 11.13 | −941.0 | 150 | 4.72 | 0.55 |
| 6 | 2972 | 360 | 1892 | 447 | 1080 | 1527 | 63.26 | 11.13 | −941.0 | 180 | 6.30 | 0.71 |
| 7 | 1987 | 300 | 1540 | 95 | 447 | 542 | 73.35 | 12.10 | −824.0 | 120 | 4.00 | 0.49 |
| 8 | 1987 | 300 | 1540 | 95 | 447 | 542 | 73.35 | 12.10 | −824.0 | 150 | 5.25 | 0.68 |
| 9 | 1987 | 300 | 1540 | 95 | 447 | 542 | 73.35 | 12.10 | −824.0 | 180 | 6.80 | 0.80 |
| 10 | 3000 | 800 | 2330 | 885 | 670 | 1555 | 61.71 | 11.00 | −1128.0 | 120 | 4.35 | 0.66 |
| 11 | 3000 | 800 | 2330 | 885 | 670 | 1555 | 61.71 | 11.00 | −1128.0 | 150 | 4.76 | 0.62 |
| 12 | 3000 | 800 | 2330 | 885 | 670 | 1555 | 61.71 | 11.00 | −1128.0 | 180 | 6.80 | 0.82 |
| 13 | 2360 | 550 | 1975 | 530 | 385 | 915 | 46.51 | 11.36 | −350.0 | 120 | 2.65 | 0.46 |
| 14 | 2360 | 550 | 1975 | 530 | 385 | 915 | 46.51 | 11.36 | −350.0 | 150 | 2.90 | 0.39 |
| 15 | 2360 | 550 | 1975 | 530 | 385 | 915 | 46.51 | 11.36 | −350.0 | 180 | 7.15 | 0.88 |
| 16 | 1080 | 310 | 940 | 505 | 140 | 365 | 49.42 | 10.49 | −971.0 | 120 | 4.14 | 0.66 |
| 17 | 1080 | 310 | 940 | 505 | 140 | 365 | 49.42 | 10.49 | −971.0 | 150 | 4.71 | 0.73 |
| 18 | 1080 | 310 | 940 | 505 | 140 | 365 | 49.42 | 10.49 | −971.0 | 180 | 7.45 | 0.81 |
| 19 | 1750 | 80 | 670 | 775 | 1080 | 305 | 49.06 | 10.12 | −1550.6 | 120 | 4.85 | 0.68 |
| 20 | 1750 | 80 | 670 | 775 | 1080 | 305 | 49.06 | 10.12 | −1550.6 | 150 | 7.40 | 0.94 |
| 21 | 1750 | 80 | 670 | 775 | 1080 | 305 | 49.06 | 10.12 | −1550.6 | 180 | 9.64 | 1.03 |
| 22 | 1155 | 70 | 802 | 643 | 353 | 290 | 67.73 | 11.51 | −745.0 | 120 | 4.41 | 0.58 |
| 23 | 1155 | 70 | 802 | 643 | 353 | 290 | 67.73 | 11.51 | −745.0 | 150 | 5.62 | 0.83 |
| 24 | 1155 | 70 | 802 | 643 | 353 | 290 | 67.73 | 11.51 | −745.0 | 180 | 6.70 | 0.79 |
| 25 | 2800 | 800 | 1935 | 490 | 865 | 1355 | 53.45 | 10.95 | −577.0 | 120 | 3.80 | 0.51 |
| 26 | 2800 | 800 | 1935 | 490 | 865 | 1355 | 53.45 | 10.95 | −577.0 | 150 | 4.00 | 0.54 |
| 27 | 2800 | 800 | 1935 | 490 | 865 | 1355 | 53.45 | 10.95 | −577.0 | 180 | 6.80 | 0.84 |
| 28 | 3200 | 600 | 2531 | 1086 | 669 | 1755 | 71.48 | 11.36 | −592.0 | 120 | 2.17 | 0.34 |
| 29 | 3200 | 600 | 2531 | 1086 | 669 | 1755 | 71.48 | 11.36 | −592.0 | 150 | 2.31 | 0.32 |
| 30 | 3200 | 600 | 2531 | 1086 | 669 | 1755 | 71.48 | 11.36 | −592.0 | 180 | 3.70 | 0.44 |
| 31 | 4300 | 400 | 2715 | 1270 | 1585 | 2855 | 75.45 | 11.90 | −1080.0 | 120 | 2.31 | 0.30 |
| 32 | 4300 | 400 | 2715 | 1270 | 1585 | 2855 | 75.45 | 11.90 | −1080.0 | 150 | 2.57 | 0.37 |
| 33 | 4300 | 400 | 2715 | 1270 | 1585 | 2855 | 75.45 | 11.90 | −1080.0 | 180 | 4.00 | 0.49 |
| 34 | 2850 | 625 | 2615 | 1170 | 235 | 1405 | 55.66 | 10.29 | −635.0 | 120 | 3.05 | 0.49 |
| 35 | 2850 | 625 | 2615 | 1170 | 235 | 1405 | 55.66 | 10.29 | −635.0 | 150 | 3.15 | 0.41 |
| 36 | 2850 | 625 | 2615 | 1170 | 235 | 1405 | 55.66 | 10.29 | −635.0 | 180 | 3.50 | 0.47 |
| 37 | 3600 | 635 | 2826 | 1381 | 774 | 2155 | 29.84 | 9.43 | −602.0 | 120 | 2.55 | 0.44 |
| 38 | 3600 | 635 | 2826 | 1381 | 774 | 2155 | 29.84 | 9.43 | −602.0 | 150 | 2.70 | 0.37 |
| 39 | 3600 | 635 | 2826 | 1381 | 774 | 2155 | 29.84 | 9.43 | −602.0 | 180 | 3.50 | 0.42 |
| Run Order | Actual Value | Predicted Value | Residual |
|---|---|---|---|
| 1 | 4.32 | 4.32 | 0.0009 |
| 2 | 6.85 | 5.55 | 1.3000 |
| 3 | 7.63 | 7.78 | −0.1478 |
| 4 | 4.23 | 3.98 | 0.2507 |
| 5 | 4.72 | 4.65 | 0.0647 |
| 6 | 6.30 | 6.32 | −0.0213 |
| 7 | 4.00 | 4.46 | −0.4559 |
| 8 | 5.25 | 5.53 | −0.2861 |
| 9 | 6.80 | 7.61 | −0.8070 |
| 10 | 4.35 | 4.35 | −0.0023 |
| 11 | 4.76 | 5.00 | −0.2408 |
| 12 | 6.80 | 6.65 | 0.1524 |
| 13 | 2.65 | 2.41 | 0.2386 |
| 14 | 2.90 | 3.86 | −0.9625 |
| 15 | 7.15 | 6.30 | 0.8527 |
| 16 | 4.14 | 3.99 | 0.1515 |
| 17 | 4.71 | 5.26 | −0.5566 |
| 18 | 7.45 | 7.53 | −0.0826 |
| 19 | 4.85 | 5.41 | −0.5576 |
| 20 | 7.40 | 6.95 | 0.4521 |
| 21 | 9.64 | 9.49 | 0.1516 |
| 22 | 4.41 | 4.13 | 0.2797 |
| 23 | 5.62 | 5.14 | 0.4865 |
| 24 | 6.70 | 7.14 | −0.4388 |
| 25 | 3.80 | 3.60 | 0.1983 |
| 26 | 4.00 | 4.37 | −0.3712 |
| 27 | 6.80 | 6.13 | 0.6657 |
| 28 | 2.17 | 2.76 | −0.5881 |
| 29 | 2.31 | 2.57 | −0.2626 |
| 30 | 3.70 | 3.38 | 0.3194 |
| 31 | 2.31 | 2.07 | 0.2409 |
| 32 | 2.57 | 2.60 | −0.0254 |
| 33 | 4.00 | 4.12 | −0.1245 |
| 34 | 3.05 | 2.98 | 0.0712 |
| 35 | 3.15 | 2.69 | 0.4612 |
| 36 | 3.50 | 3.39 | 0.1077 |
| 37 | 2.55 | 2.38 | 0.1722 |
| 38 | 2.70 | 2.76 | −0.0587 |
| 39 | 3.50 | 4.13 | −0.6276 |
| Source | Sum of Squares | DF | Mean Square | F-Value | p-Value | % Contribution |
|---|---|---|---|---|---|---|
| Model | 122.3000 | 13 | 9.4100 | 30.29 | <0.0001 | |
| X2 | 0.0528 | 1 | 0.0528 | 0.17 | 0.6835 | 0.07 |
| X3 | 0.0031 | 1 | 0.0031 | 0.01 | 0.9212 | 0.00 |
| X4 | 6.9600 | 1 | 6.9600 | 22.41 | <0.0001 | 9.71 |
| X7 | 0.9700 | 1 | 0.9700 | 3.12 | 0.0894 | 1.35 |
| X8 | 0.3898 | 1 | 0.3898 | 1.26 | 0.2732 | 0.54 |
| X9 | 10.7900 | 1 | 10.7900 | 34.75 | <0.0001 | 15.05 |
| I | 38.2500 | 1 | 38.2500 | 123.17 | <0.0001 | 53.36 |
| X2 X3 | 3.1300 | 1 | 3.1300 | 10.09 | 0.0039 | 4.37 |
| X3 I | 1.2400 | 1 | 1.2400 | 4.00 | 0.0565 | 1.73 |
| X7 I | 3.1900 | 1 | 3.1900 | 10.26 | 0.0037 | 4.45 |
| X8 I | 3.0900 | 1 | 3.0900 | 9.94 | 0.0042 | 4.31 |
| X9 I | 1.1600 | 1 | 1.1600 | 3.72 | 0.0652 | 1.62 |
| I2 | 2.1400 | 1 | 2.1400 | 6.89 | 0.0146 | 2.99 |
| Residual | 7.7600 | 25 | 0.3105 | |||
| Cor Total | 130.0600 | 38 |
| Run | Actual Value | Predicted Value | Residual |
|---|---|---|---|
| 1 | 0.5791 | 0.6480 | −0.0689 |
| 2 | 1.0300 | 0.7513 | 0.2835 |
| 3 | 0.9466 | 0.8547 | 0.0920 |
| 4 | 0.5544 | 0.5862 | −0.0318 |
| 5 | 0.5461 | 0.6895 | −0.1434 |
| 6 | 0.7079 | 0.7928 | −0.0849 |
| 7 | 0.4878 | 0.6065 | −0.1187 |
| 8 | 0.6799 | 0.7099 | −0.0300 |
| 9 | 0.8000 | 0.8132 | −0.0132 |
| 10 | 0.6591 | 0.5029 | 0.1562 |
| 11 | 0.6201 | 0.6062 | 0.0139 |
| 12 | 0.8203 | 0.7096 | 0.1107 |
| 13 | 0.4617 | 0.4705 | −0.0089 |
| 14 | 0.3912 | 0.5739 | −0.1826 |
| 15 | 0.8849 | 0.6772 | 0.2077 |
| 16 | 0.6603 | 0.6177 | 0.0426 |
| 17 | 0.7264 | 0.7210 | 0.0054 |
| 18 | 0.8098 | 0.8244 | −0.0146 |
| 19 | 0.6831 | 0.8167 | −0.1336 |
| 20 | 0.9371 | 0.9200 | 0.0172 |
| 21 | 1.0300 | 1.0200 | 0.0088 |
| 22 | 0.5803 | 0.6009 | −0.0207 |
| 23 | 0.8320 | 0.7043 | 0.1277 |
| 24 | 0.7882 | 0.8076 | −0.0194 |
| 25 | 0.5101 | 0.5177 | −0.0077 |
| 26 | 0.5405 | 0.6211 | −0.0805 |
| 27 | 0.8374 | 0.7244 | 0.1131 |
| 28 | 0.3444 | 0.3596 | −0.0151 |
| 29 | 0.3208 | 0.4629 | −0.1421 |
| 30 | 0.4353 | 0.5662 | −0.1309 |
| 31 | 0.2962 | 0.3075 | −0.0114 |
| 32 | 0.3710 | 0.4109 | −0.0399 |
| 33 | 0.4854 | 0.5142 | −0.0287 |
| 34 | 0.4919 | 0.3634 | 0.1285 |
| 35 | 0.4102 | 0.4667 | −0.0566 |
| 36 | 0.4667 | 0.5700 | −0.1034 |
| 37 | 0.4397 | 0.2474 | 0.1922 |
| 38 | 0.3725 | 0.3507 | 0.0218 |
| 39 | 0.4197 | 0.4541 | −0.0344 |
| Source | Sum of Squares | DF | Mean Square | F-Value | p-Value | % Contribution |
|---|---|---|---|---|---|---|
| Model | 1.1900 | 5 | 0.2378 | 18.83 | <0.0001 | |
| X1 | 0.0039 | 1 | 0.0039 | 0.31 | 0.5820 | 0.69 |
| X3 | 0.1116 | 1 | 0.1116 | 8.84 | 0.0055 | 19.70 |
| X9 | 0.0394 | 1 | 0.0394 | 3.12 | 0.0867 | 6.95 |
| I | 0.2776 | 1 | 0.2776 | 21.98 | <0.0001 | 48.99 |
| X1X3 | 0.1215 | 1 | 0.1215 | 9.62 | 0.0039 | 21.44 |
| Residual | 0.4168 | 33 | 0.0126 | |||
| Cor Total | 1.6100 | 38 | 0.5666 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Djoudjou, R.; Touileb, K.; Attia, E.; Ouis, A.; Hedhibi, A.C.; Abdo, H.S.; AlBaijan, I. Effect of Oxide’s Thermophysical Properties on 2205 Duplex Stainless Steels ATIG Welds. Crystals 2024, 14, 973. https://doi.org/10.3390/cryst14110973
Djoudjou R, Touileb K, Attia E, Ouis A, Hedhibi AC, Abdo HS, AlBaijan I. Effect of Oxide’s Thermophysical Properties on 2205 Duplex Stainless Steels ATIG Welds. Crystals. 2024; 14(11):973. https://doi.org/10.3390/cryst14110973
Chicago/Turabian StyleDjoudjou, Rachid, Kamel Touileb, Elawady Attia, Abousoufiane Ouis, Abdeljlil Chihaoui Hedhibi, Hany S. Abdo, and Ibrahim AlBaijan. 2024. "Effect of Oxide’s Thermophysical Properties on 2205 Duplex Stainless Steels ATIG Welds" Crystals 14, no. 11: 973. https://doi.org/10.3390/cryst14110973
APA StyleDjoudjou, R., Touileb, K., Attia, E., Ouis, A., Hedhibi, A. C., Abdo, H. S., & AlBaijan, I. (2024). Effect of Oxide’s Thermophysical Properties on 2205 Duplex Stainless Steels ATIG Welds. Crystals, 14(11), 973. https://doi.org/10.3390/cryst14110973