Abstract
Al-Mg alloys were fabricated by hot extrusion process after vacuum + argon-protected casting. The effects of Sc microalloying on microstructure and properties of as-extruded Al-5Mg alloy were studied. The results show that alloy 2 containing Sc is partially recrystallized during hot extrusion, resulting in the structure of alloy 2 consisting of 21.8% equiaxed recrystallized structure and 78.2% fine banding structure. The grain size of alloy 2 is about 5.31 μm, which is 83.3% finer than that of alloy 1 without Sc. The sum of the yield strength increments due to grain boundary strengthening () in alloy 2 is 103.59 MPa, where low angle grain boundary strengthening ( is increased by a factor of 4.5, and high angle grain boundary strengthening is increased by 73.4% compared to that of alloy 1. The addition of 0.2% Sc leads to an increase in the lattice strain and dislocation density of alloy 2, and the dislocation strength () increases to 41.85 MPa. The alloy 2 with Sc has a higher tensile strength of 380.7 MPa, which is 34.1% higher than that of alloy 1, but alloy 2 has a 46.2% reduction in elongation compared to alloy 1.
1. Introduction
High strength is an essential requirement for aluminum alloys applied in the fields of railway transportation, aerospace industry, military industry, etc. [1,2,3]. In recent years, the same requirement has been put forward for welding filler materials for welding high-strength aluminum alloys [4,5,6]. Since the preparation of welding fillers is a long-term process, including extrusion, drawing, rolling, etc., an increase in strength is often accompanied by processing difficulties [7].
Al-Mg alloys are usually preferred as welding fillers for high-strength aluminum alloys due to their suitable weldability and strength [8,9,10]. A combination of high strength and suitable formability in non-heat treatment strengthening Al-Mg alloys can be achieved by refining the grain size and introducing precipitates in the microstructure. For these purposes, some alloying elements such as Mn, Cr, Zr, and Sc are added to the aluminum alloys [11,12,13]. The effect of Mn and Cr in inhibiting recrystallization is limited, and it is particularly easy to generate a coarse second phase, which affects the processability of the Al-Mg alloys [14]. Element Zr has an obvious anti-recrystallization effect in Al-Mg alloys, where exist the coarse cuboidal Al3Zr and the elongated wider grains leading to processing difficulties [15]. Element Sc addition is unique in aluminum alloy, where it may form an equilibrium, thermally stable, coherent Ll2 phase (Al3Sc) with Al, which can be extremely effective in dislocation pinning, thus providing a high strengthening effect [16]. At the same time, the addition of Sc contributes to inhibiting recrystallization by increasing the recrystallization temperature of the alloy [17]. The effects of Sc microalloying on the microstructure and properties of as-cast Al-Mg alloys has been studied, and dedicated investigation on quantitative analysis of the relationship between microstructure and properties is well known [18]. However, Al-Mg alloy containing Sc is partially recrystallized during hot extrusion, and its uneven microstructure has a great effect on the extrudability in Al-Mg alloys and the retarded recrystallization. No research work has been performed to explore the corresponding relationship between microstructure and properties.
The aim of this work is to study the effects of Sc microalloying on the microstructure and properties of as-extruded Al-5Mg alloys. The electron backscatter diffraction (EBSD) and X-ray diffractometer (XRD) analysis are carried out to explore the mechanism of anti-recrystallization in the as-extruded Al-5Mg alloys. The grain boundary strengthening and dislocation strengthening caused by the microalloying element Sc are quantified, whose contributions to the yield strength of the as-extruded Al-5Mg alloys are discussed.
2. Materials and Methods
Commercially pure aluminum, pure magnesium, Al-10%Mn, Al-10%Cr, Al-2%Sc, and Al-5%Ti-1%B master alloys were chosen as the raw materials. The practical chemical compositions of the Al-5Mg alloys were measured by a FOUNDRY-MASTER Pro electric spark direct reading spectrometer, as shown in Table 1. Al-5Mg alloy ingots were prepared by vacuum + argon-protected casting process [18]. Moreover, the Al-5Mg alloy ingots were extruded into the Φ9.5 mm wire on a 1250T FCSX-01 extruder after annealing at 480 °C × 10 h, where the extrusion temperature was 490 °C, and the extrusion speed was 0.3–0.5 mm/s.

Table 1.
Practical chemical compositions of the Al-5Mg alloys in this study (wt.%).
Statistical analysis was performed on those microstructure features such as grain size distribution, grain boundary characteristics, and microstructures with the help of the EBSD technique. EBSD analysis was carried out on a JSM. 7001F scanning electron microscope (SEM) furnished with an Oxford EBSD analysis system. D8 ADVANCE X-ray diffractometer (XRD) was used to measure the diffraction peak and the half-peak width, where the scanning rate was set to 0.5 (°)/min, the scanning range was 20~90°, the wavelength of Cu-Kα was 0.154056 nm. The tensile sample is taken along the tensile direction of the extruded wire billet, wherein the parallel length of the cylindrical tensile specimen is 35 mm, and the diameter is 5 mm. The tensile test was carried out on the CSS-4100 electronic universal material testing machine with a strain rate of 1.5 × 10−3 s−1.
3. Results and Discussion
3.1. EBSD Analysis and Grain Boundary Strengthening
The microstructure characteristics of the two categories of Al-5Mg alloys after hot extrusion are shown in Figure 1. The microstructure of as-extruded alloy 1, as shown in Figure 1a, fully consists of fine, equiaxed grains with an average grain size of about 31.75 μm (Figure 1e and Table 2). By ranking the grain orientation spread (GOS) (Figure 1c), recrystallized structure, substructure, and deformed structure were identified. There exist 74.3% recrystallized grains, indicating that nearly complete dynamic recrystallization occurred in alloy 1. Figure 1b demonstrates the microstructure of the inverse pole figure (IPF) of as-extruded alloy 2, and there is a remarkably fine banding structure along the extrusion direction. Figure 1d shows the banding structure as a combination of an initially deformed structure and a substructure, accounting for 33.9% and 44.3%, respectively.
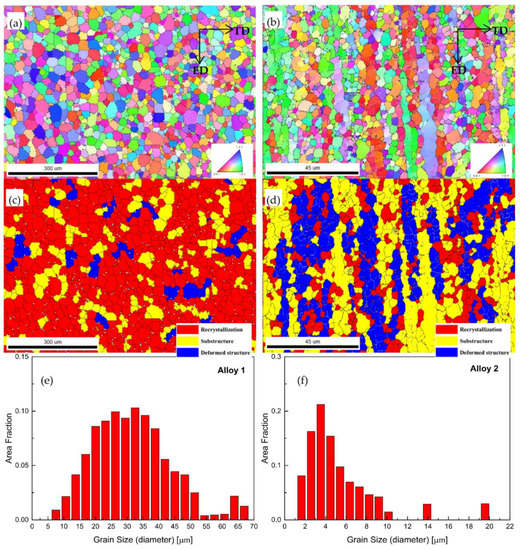
Figure 1.
EBSD analysis of alloy 1 (a,c,e) and alloy 2 (b,d,f) after hot extrusion: (a,b) IPF; (c,d) GOS; (e,f) grain size distribution.
Table 2.
Comparison of statistical microstructure characteristics for two categories of extruded Al-5Mg alloys.
The alloy 2 with a Sc content of 0.2% can form many Al3Sc dispersoids to inhibit dynamic recrystallization, resulting in only 21.8% recrystallized structure in extruded alloy 2. This is consistent with previous findings that the addition of Sc has an anti-recrystallization effect in aluminum alloys [19]. The microstructure of alloy 2 shown in Figure 1b is much finer than that of alloy 1, even though the banding structure and the average grain size of alloy 2 are greatly decreased to about 5.31 μm.
Figure 2 shows the grain boundary misorientation (GBM) maps of as-extruded Al-5Mg alloys with different compositions. As shown in Figure 2a,b, the green line (θ between 2° and 15°) represents low angle grain boundary (LAGB), and the blue line (θ ≥ 15°) represents high angle grain boundary (HAGB). The number fraction of LAGB in alloy 1 is extremely low at only 6.2%, while the number fraction of HAGB reaches 93.8%, as listed in Table 3. The formation of HAGB is evidence of a dynamic recrystallization mechanism. Therefore, it can be inferred that recrystallization has maturely occurred during the extrusion of alloy 1. Figure 2b reveals that the number fraction of LAGB in alloy 2 further increases by more than 7.5 times over alloy 1, and 47.2% grain boundaries are HAGB. By adding Sc to alloy 2, the average grain boundary angle is reduced to 21.70°, and the fraction of HAGB is reduced by 46.6%. It is suggested that the deformed structure and substructure with LAGB are retained in alloy 2 (Figure 1d), which is beneficial to the improvement in tensile properties.
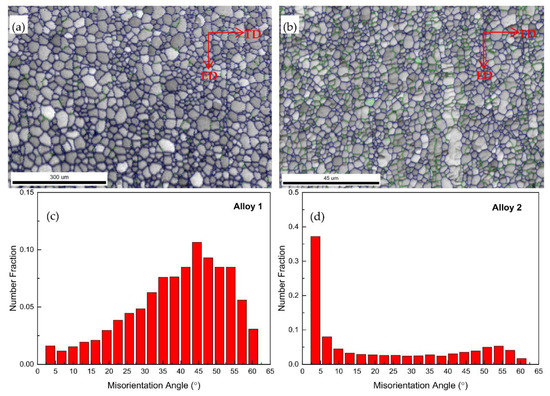
Figure 2.
Grain boundary misorientation of alloy 1 (a,c) and alloy 2 (b,d) after hot extrusion: (a,b) GBM maps; (c,d) misorientation angle distribution.
Table 3.
Comparison of statistical grain boundary misorientation for two categories of extruded Al-5Mg alloys.
Previous research has shown that Al-Mg alloy is prone to dynamic recrystallization (DRX) during hot deformation, which is a kind of high-level stacking fault energy metal [20]. In the early stage of hot extrusion, a large number of LAGBs (green lines in Figure 2b) are formed with severe stress concentration, accompanied by the evolution of substructures (yellow grains shown in Figure 1c,d). Then, the rate of partial dislocation formation increases on the LAGBs, resulting in an increase in the misorientation of the LAGB, which is converted into a HAGB (blue lines in Figure 2b). Finally, dynamic recrystallization is completed, and new recrystallized grains are formed, red grains shown in Figure 1c,d. There exist 74.3% recrystallized grains in alloy 1, indicating that maturely complete dynamic recrystallization occurred in alloy 1 (Figure 1c). The addition of Sc in alloy 2 inhibits recovery and recrystallization during hot extrusion due to the pinning of grain boundaries by Al3Sc particles, resulting in a banding structure composed of a deformed structure and a substructure (Figure 1d) [13].
In the above, alloy 2 containing Sc is partially recrystallized during hot extrusion, whose uneven fine grains have a great effect on the mechanical properties of as-extruded Al-Mg alloy. The high angle grain boundary strengthening () caused by the presence of HAGB in the alloy can be directly calculated by the Hall-Petch formula (Formula (1)) [21]. While the low angle grain boundary strengthening () caused by the LAGB can be calculated by Formula (2). and are described by Formulas (1) and (2) as follows [22]:
where is the Hall-Petch coefficient. , , , and are HAGB fraction, LAGB fraction, average LAGB misorientation angle, and average grain size, respectively, and the values are shown in Table 3. and are Taylor orientation factors, G is the shear modulus, and b is the Burgers vector whose values are shown in Table 4. As can be seen in Table 5, the sum of the yield strength increments due to grain boundary strengthening () in alloy 2 is 103.59 MPa, which is much higher than that of alloy 1. is increased by a factor of 4.5, and is increased by 73.4% compared to that of alloy 1. It is demonstrated that Sc has an excellent anti-recrystallization effect in Al-5Mg alloy during extrusion.
Table 4.
Coefficients in the strength calculation formula [23,24,25].
Table 5.
Dislocation strengthening and grain-boundaries strengthening of as-extruded Al-5Mg alloys.
3.2. XRD Analysis and Dislocation Strengthening
Figure 3 displays the XRD patterns and full width at half maxima (FWHM) of as-extruded Al–5Mg alloys. As shown in Figure 3c, a major increment in the intensity of the (111) fundamental peak compared to that of the other peaks is observed, which may indicate texturing of the microstructure along the (111) plane. FWHM of alloy 2 is wider than that of alloy 1 in Figure 3b,d, and it shows that the lattice strain and dislocation density are increased in alloy 2.

Figure 3.
XRD analysis of alloy 1 (a,b) and alloy 2 (c,d) after hot extrusion: (a,c) XRD patterns; (b,d) FWHM.
The integral breadth analysis was used to calculate the coherent diffraction zone size and lattice strain from the XRD line broadening, leading to the following function [26]:
where is the measured FWHM, is the peak maximum position, is the wavelength of Cu-Kα ray, is the size of XRD coherent diffraction zone, and is the lattice strain. Figure 4 shows the least-squares fit of the against for all measured peaks of as-extruded Al–5Mg alloys. The slope is and the intercept is . The size of the XRD coherent diffraction zone () and the root mean square lattice strain () were calculated, and the results are listed in Table 6.
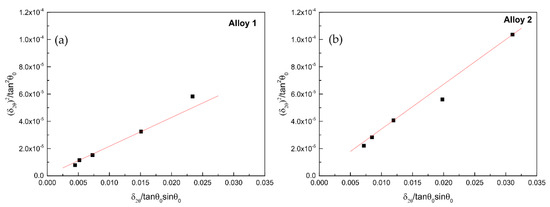
Figure 4.
Integral breadth analysis to calculate the coherent diffraction zone size and lattice strain from XRD data.
Table 6.
Microstructural and mechanical features calculated from XRD.
The relationship between dislocation density (), coherent diffraction zone size (), and square root of lattice strain () can be described by the following Equation [27]:
where is the Burger vector, and the value of is 0.286 nm [25]. The calculated dislocation density () values are listed in Table 4.
The contribution of dislocation strength () to yield strength () can be calculated from Equation (3) [28]:
where and are Taylor orientation factors, G is the shear modulus, and b is the Burgers vector. The values of these parameters are shown in Table 4. The contribution of dislocation strengthening to yield strength in alloy 2 reaches 41.95 MPa, which is 15.09 MPa more than in alloy 1. It shows that the microalloying element Sc is beneficial in increasing the dislocation density of Al-5Mg alloy during extrusion deformation [29]. At the same time, the Al3Sc second phase particles can effectively pin the dislocations and further improve the strength of the Al-Mg alloy [30].
3.3. Mechanical Property
Figure 5 depicts the room temperature tensile mechanical properties of as-extruded Al-5Mg alloys. It can be seen that the tensile strength (maximum resistance (Rm)) of alloy 2 is 380.7 MPa, which is 34.1% higher than that of alloy 1 without the Sc element. Meanwhile, the proof strength of non-proportional (proof resistance (Rp0.2)) increased by 93.0% over alloy 1. However, alloy 2 has a 46.2% reduction in elongation (A) compared to alloy 1.
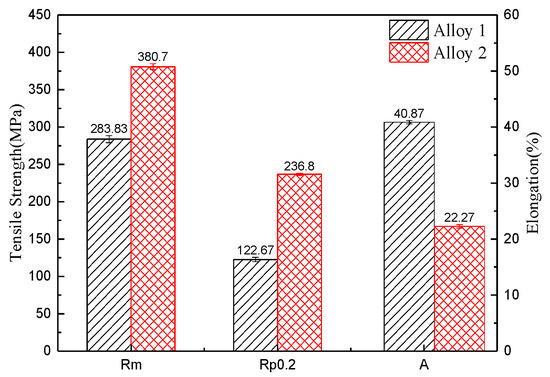
Figure 5.
The mechanical properties of the extruded Al-5Mg alloys.
Figure 6 illustrates the tensile fracture morphology of the extruded Al-5Mg alloys. The macroscopic morphologies of the tensile fracture of the two alloys show high ductility with typical cup-cone surface morphology in Figure 6a,d, in which the shear lip region in the fracture of alloy 1 is wider than that of alloy 2, resulting in better fracture toughness of alloy 1 [31]. It is found that the dimples of alloy 1 are deeper, and the dimple size is larger, as shown in Figure 6b,c. While the dimples of alloy 2 are shallower, the dimple size is smaller, and the number of dimples is larger in Figure 6e,f. It is inferred that alloy 2 has higher strength and lower elongation compared to alloy 1.
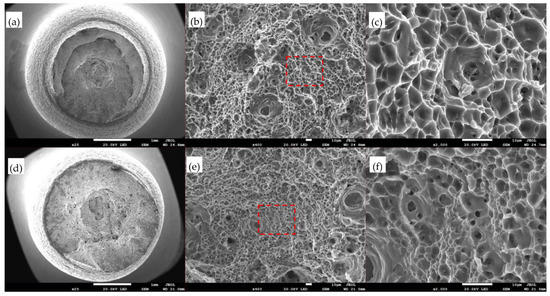
Figure 6.
SEM micrographs of tensile fracture morphology of alloy 1 (a–c) and alloy 2 (b–f) after hot extrusion: (a,d) macro fracture; (b,e) high magnification; (c,f) high magnification of the dashed parts of (b,e).
According to the microstructure characteristics of alloy 2 in Figure 1b,d, it can be confirmed that the average grain size of alloy 2 is obviously refined, and a partially narrow banding structure is preserved, which leads to an increase in the hindering effect of grain boundaries on dislocation movement and further increases the strength [32]. In addition, the existence of fine Al3Sc particles in alloy 2 not only hinders dislocations from improving the strength but also causes stress concentration, resulting in a decrease in the elongation of alloy 2 [33].
4. Conclusions
In this research, two categories of Al-5Mg alloys were fabricated by hot extrusion process after vacuum + argon-protected casting. The effects of Sc microalloying on microstructure and properties of as-extruded Al-5Mg alloy were investigated. The following conclusions can be made:
- (1)
- Partial recrystallization was observed in alloy 2 with 0.2% Sc content, resulting in a structure consisting of 21.8% equiaxed recrystallized structure and 78.2% fine banding structure. The grain size of alloy 2 is about 5.31 μm, which is 83.3% finer than that of alloy 1 without Sc;
- (2)
- The addition of Sc leads to an increase in grain boundary strengthening and dislocation strengthening in alloy 2, reaching 103.59 MPa and 41.85 MPa, respectively;
- (3)
- Alloy 2 with Sc has a higher tensile strength of 380.7 MPa, which is 34.1% higher than that of alloy 1, but alloy 2 has a 46.2% reduction in elongation compared to alloy 1.
Author Contributions
Conceptualization, L.J., Z.Z. and Y.B.; methodology, L.J. and Z.Z.; formal analysis, L.J.; investigation, L.J.; data curation, L.J.; writing—original draft preparation, L.J.; writing—review and editing, L.J.; supervision, Z.Z., Y.W., Y.B. and W.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data that support the findings of this study are available from the corresponding author, (L.J.), upon reasonable request.
Acknowledgments
This work is supported by National Engineering Research Center for Nonferrous Metal Composites and Grinm Metal Composites Technology Co., Ltd.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Zhao, K.; Gao, T.; Yang, H.; Hu, K.; Liu, G.; Sun, Q.; Nie, J.; Liu, X. Enhanced grain refinement and mechanical properties of a high–strength Al–Zn–Mg–Cu–Zr alloy induced by TiC nano–particles. Mater. Sci. Eng. 2021, 806, 140852. [Google Scholar] [CrossRef]
- Marlaud, T.; Deschamps, A.; Bley, F.; Lefebvre, W.; Baroux, B. Influence of alloy composition and heat treatment on precipitate composition in Al-Zn-Mg-Cu alloys. Acta Mater. 2010, 58, 248–260. [Google Scholar] [CrossRef]
- Xiao, H.Y.; Yu-Gang, L.I.; Geng, J.W.; Hong-Ping, L.I.; Wang, H.W. Effects of nano-sized TiB2 particles and Al3Zr dispersoids on microstructure and mechanical properties of Al–Zn–Mg–Cu based materials. Trans. Nonferrous Met. Soc. China 2021, 31, 2189–2207. [Google Scholar] [CrossRef]
- Zhang, D.; Wu, A.; Zhao, Y.; Shan, J.; Liu, X. Effects of Al-Mg wire replacing Al-Cu wire on the properties of 2219 aluminum alloy TIG-welded joint. Int. J. Mod. Phys. B 2021, 35, 2150139. [Google Scholar] [CrossRef]
- Li, S.; Dong, H.; Shi, L.; Li, P.; Ye, F. Corrosion behavior and mechanical properties of Al-Zn-Mg aluminum alloy weld. Corros. Sci. 2017, 123, 243–255. [Google Scholar] [CrossRef]
- Qu, Z.; Han, T.; Cui, H.; Tang, X. A Comparison between Tungsten Inert Gas Welded Joints Welded by Commercial ER5183 Filler and Al–Mg–Zn–Sc–Zr–Mn Filler on Microstructure and Properties in 7075-T651 Aluminum Alloys. Mater. Trans. 2021, 62, 386–395. [Google Scholar] [CrossRef]
- Sidelnikov, S.; Samchuk, A.; Voroshilov, D.; Gorbunov, Y.; Bespalov, V. Computer Modeling and Analysis of the Energy-Power Process Parameters of the Combined Machining of Alloys Al-Mg System. Key Eng. Mater. 2019, 805, 25–30. [Google Scholar] [CrossRef]
- Murali, N.; Sokoluk, M.; Li, X. Study on aluminum alloy joints welded with nano-treated Al-Mg-Mn filler wire. Mater. Lett. 2021, 283, 128739. [Google Scholar] [CrossRef]
- Choi, K.H.; Kim, B.H.; Lee, D.B.; Yang, S.Y.; Kim, N.S.; Ha, S.H.; Yoon, Y.O.; Lim, H.K.; Kim, S.K. Intergranular Corrosion and Microstructural Evolution in a Newly Designed Al-6Mg Alloy. Materials 2021, 14, 3314. [Google Scholar] [CrossRef]
- Vaishnavan, S.S.; Jayakumar, K. Performance analysis of TIG welded dissimilar aluminium alloy with scandium added ER5356 filler rods. J. Chin. Inst. Eng. 2021, 44, 718–725. [Google Scholar] [CrossRef]
- Adachi, H.; Osamura, K.; Kikuchi, K.; Kusui, J. Effect of Zr addition on dynamic recrystallization during hot extrusion in Al alloys. Mater. Trans. 2005, 46, 211–214. [Google Scholar] [CrossRef][Green Version]
- Lee, S.L.; Chiu, Y.C.; Pan, T.A.; Chen, M.C. Effects of Trace Amounts of Mn, Zr and Sc on the Recrystallization and Corrosion Resistance of Al-5Mg Alloys. Crystals 2021, 11, 926. [Google Scholar] [CrossRef]
- Xian-Ming, C.; Cheng-Ping, L.; Qing-Lin, P.; Zhi-Ming, Y. Effects of micro-alloying with Sc and Mn on microstructure and mechanical properties of Al-Mg based alloys. Trans. Nonferrous Met. Soc. China 2005, 15, 1108–1112. [Google Scholar]
- Xu, Y.; Nagaumi, H.; Han, Y.; Zhang, G.; Zhai, T. The Deformation Behavior and Microstructure Evolution of a Mn- and Cr-Containing Al-Mg-Si-Cu Alloy During Hot Compression and Subsequent Heat Treatment. Metall. Mater. Trans. A 2017, 48, 1355–1365. [Google Scholar] [CrossRef]
- Zhu, H.L.; Dargusch, M.S. Effect of Zr Addition on Microstructure and Warm Formability of Al-Mg Sheet Alloys. In Materials Science Forum; Trans Tech Publications Ltd.: Bäch, Switzerland, 2010; Volume 654–656, pp. 1010–1013. [Google Scholar]
- Davydov, V.G.; Rostova, T.D.; Zakharov, V.V.; Filatov, Y.A.; Yelagin, V.I. Scientific principles of making an alloying addition of scandium to aluminium alloys. Mater. Sci. Eng. A 2000, 280, 30–36. [Google Scholar] [CrossRef]
- Forbord, B.; Hallem, H.; Royset, J.; Marthinsen, K. Thermal stability of Al_3(Sc_x,Zr_(1-x))-dispersoids in extruded aluminium alloys. Mater. Sci. Eng. A 2008, 475, 241–248. [Google Scholar] [CrossRef]
- Jiang, L.; Zhang, Z.; Bai, Y.; Li, S.; Mao, W. Study on Sc Microalloying and Strengthening Mechanism of Al-Mg Alloy. Crystals 2022, 12, 673. [Google Scholar] [CrossRef]
- Zhu, H.; Dahle, A.K.; Ghosh, A.K. Effect of Sc and Zn Additions on Microstructure and Hot Formability of Al-Mg Sheet Alloys. Metall. Mater. Trans. A 2009, 40, 598–608. [Google Scholar] [CrossRef]
- Son, H.W.; Lee, J.C.; Cho, C.H.; Hyun, S.K. Effect of Mg content on the dislocation characteristics and discontinuous dynamic recrystallization during the hot deformation of Al-Mg alloy. J. Alloys Compd. 2021, 887, 161397. [Google Scholar] [CrossRef]
- Liu, S.; Wang, J.; Li, F. Effect of Zr addition and heat treatment on microstructure and mechanical properties of Al-Zn-Mg-Cu alloy. Heat Treat. Met. 2018, 43, 27–30. [Google Scholar]
- Cabibbo, M. Microstructure strengthening mechanisms in different equal channel angular pressed aluminum alloys. Mater. Sci. Eng. A 2013, 560, 413–432. [Google Scholar] [CrossRef]
- Ryen, y.; Holmedal, B.; Nijs, O.; Nes, E.; SjöLander, E.; EkströM, H.E. Strengthening mechanisms in solid solution aluminum alloys. Metall. Mater. Trans. A 2006, 37, 1999–2006. [Google Scholar] [CrossRef]
- Luo, P.; Mcdonald, D.T.; Xu, W.; Palanisamy, S.; Dargusch, M.S.; Xia, K. A modified Hall-Petch relationship in ultrafine-grained titanium recycled from chips by equal channel angular pressing. Scr. Mater. 2012, 66, 785–788. [Google Scholar] [CrossRef]
- Krasilnikov, N.; Lojkowski, W.; Pakiela, Z.; Valiev, R. Tensile strength and ductility of ultra-fine-grained nickel processed by severe plastic deformation. Mater. Sci. Eng. A 2005, 397, 330–337. [Google Scholar] [CrossRef]
- Youssef, K.M.; Scattergood, R.O.; Murty, K.L.; Koch, C.C. Nanocrystalline Al–Mg alloy with ultrahigh strength and good ductility. Scr. Mater. 2006, 54, 251–256. [Google Scholar] [CrossRef]
- Cardoso, E.K.; Guido, V.; Silva, G.; Filho, W.B.; Junior, A.J. Microstructural evolution of AA7050 al alloy processed by ECAP. Matéria 2010, 15, 291–298. [Google Scholar] [CrossRef]
- Xiao-Jing, X.; Jin-Qi, C.; Xiao-Nong, C.; Ji-Ping, M. Tensile properties of 2024 Al alloy processed by enhanced solid-solution and equal-channel angular pressing. J. Jiangsu Univ. 2006, 16, 1541–1544. [Google Scholar]
- Jiang, J.; Jiang, F.; Huang, H.; Zhang, M.; Tang, Z.; Tong, M. Hot deformation analysis and microstructure evolution of Al–Mg–Mn-Sc-Zr alloy by isothermal compression. J. Alloy Compd. 2021, 858, 157655. [Google Scholar] [CrossRef]
- Suh, D.W.; Lee, S.Y.; Lee, K.H.; Lim, S.K.; Oh, K.H. Microstructural evolution of Al–Zn–Mg–Cu–(Sc) alloy during hot extrusion and heat treatments. J. Mater. Processing Technol. 2004, 155–156, 1330–1336. [Google Scholar] [CrossRef]
- Su, D.; Zhang, J.; Wang, B. The microstructure and weldability in welded joints for AA 5356 aluminum alloy after adding modified trace amounts of Sc and Zr. J. Manuf. Processes 2020, 57, 488–498. [Google Scholar] [CrossRef]
- Kim, J.H.; Jin, H.K.; Yeom, J.T.; Lee, D.G.; Su, G.L.; Park, N.K. Effect of scandium content on the hot extrusion of Al–Zn–Mg–(Sc) alloy. J. Mater. Processing Technol. 2007, 187, 635–639. [Google Scholar] [CrossRef]
- Lee, S.; Utsunomiya, A.; Akamatsu, H.; Neishi, K.; Furukawa, M.; Horita, Z.; Langdon, T.G. Influence of scandium and zirconium on grain stability and superplastic ductilities in ultrafine-grained Al–Mg alloys. Acta Mater. 2002, 50, 553–564. [Google Scholar] [CrossRef]






Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).