This work aims to explore the effects of adding pyrolysis gas and ammonia solution into the reductive combustion zone on NOx reduction efficiency in a practical pulverized coal boiler. To this end, distribution profiles of in-furnace combustion temperature and gas components under air staging conditions are firstly measured to explore the suitable air staging condition for pyrolysis gas and ammonia solution injection. Thereafter, denitrification effects of injecting ammonia solution, pyrolysis gas, and their combination are investigated respectively. The results will be thoroughly presented and discussed in the following parts.
2.1. Effects of Air Staging on NOx Formation Characteristics
To avoid the possibility of being oxidized and to achieve the best NOx reduction performance, the reducing species (pyrolysis gas and ammonia solution) should be injected into the furnace under high-temperature and reducing atmosphere [
24,
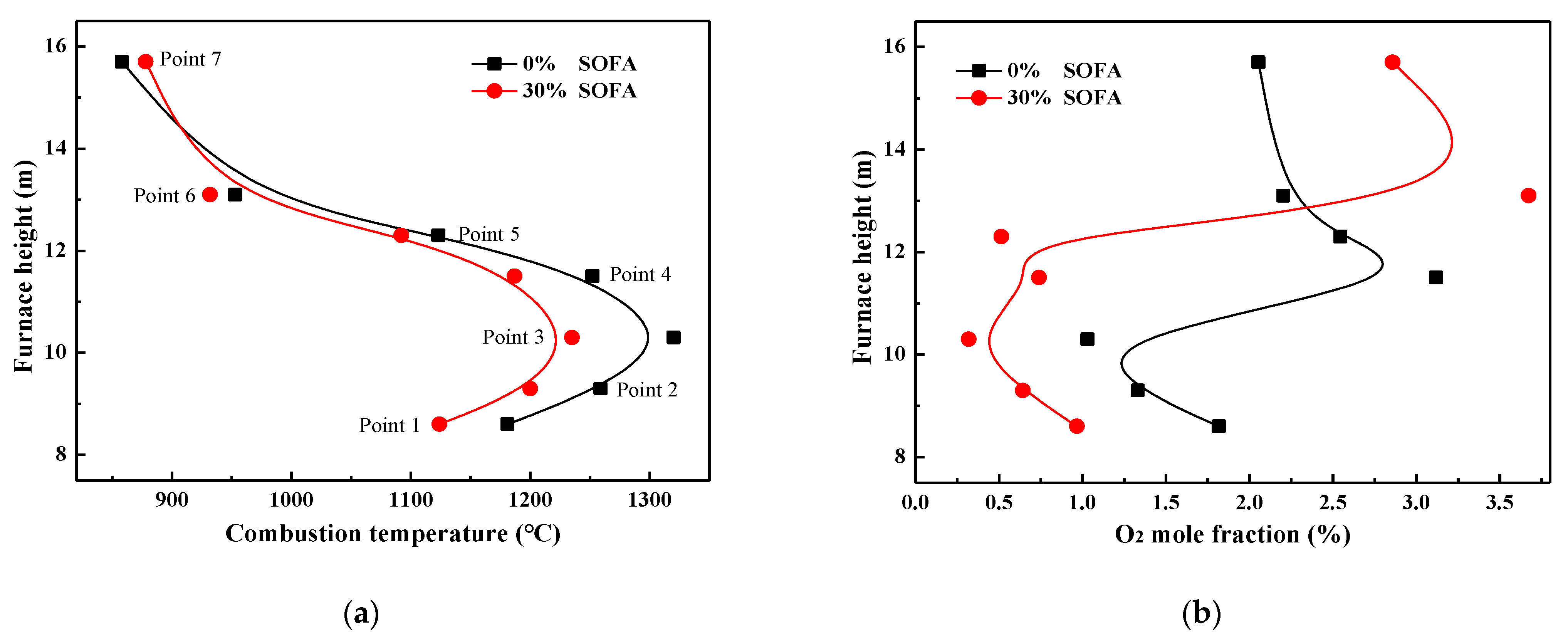
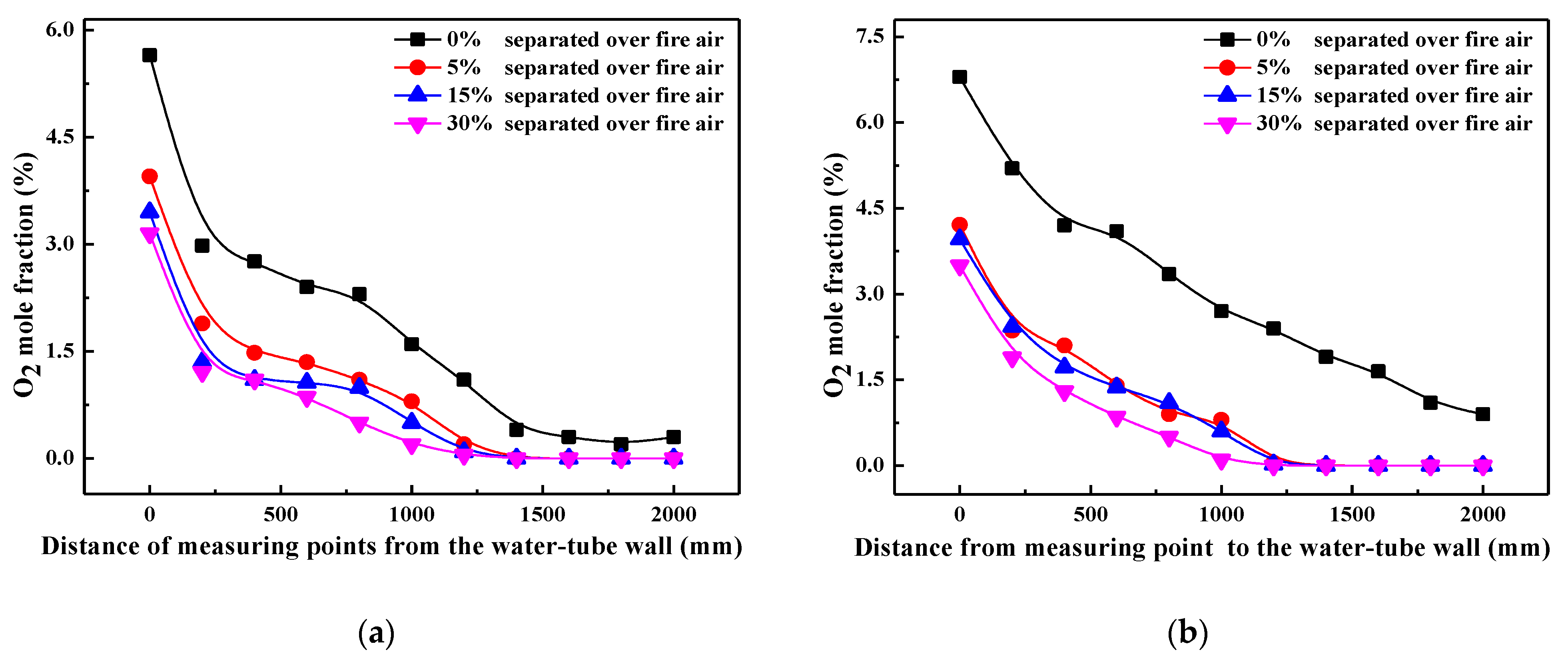
25]. Therefore, influences of SOFA ratio on in-furnace combustion atmosphere are firstly studied, and
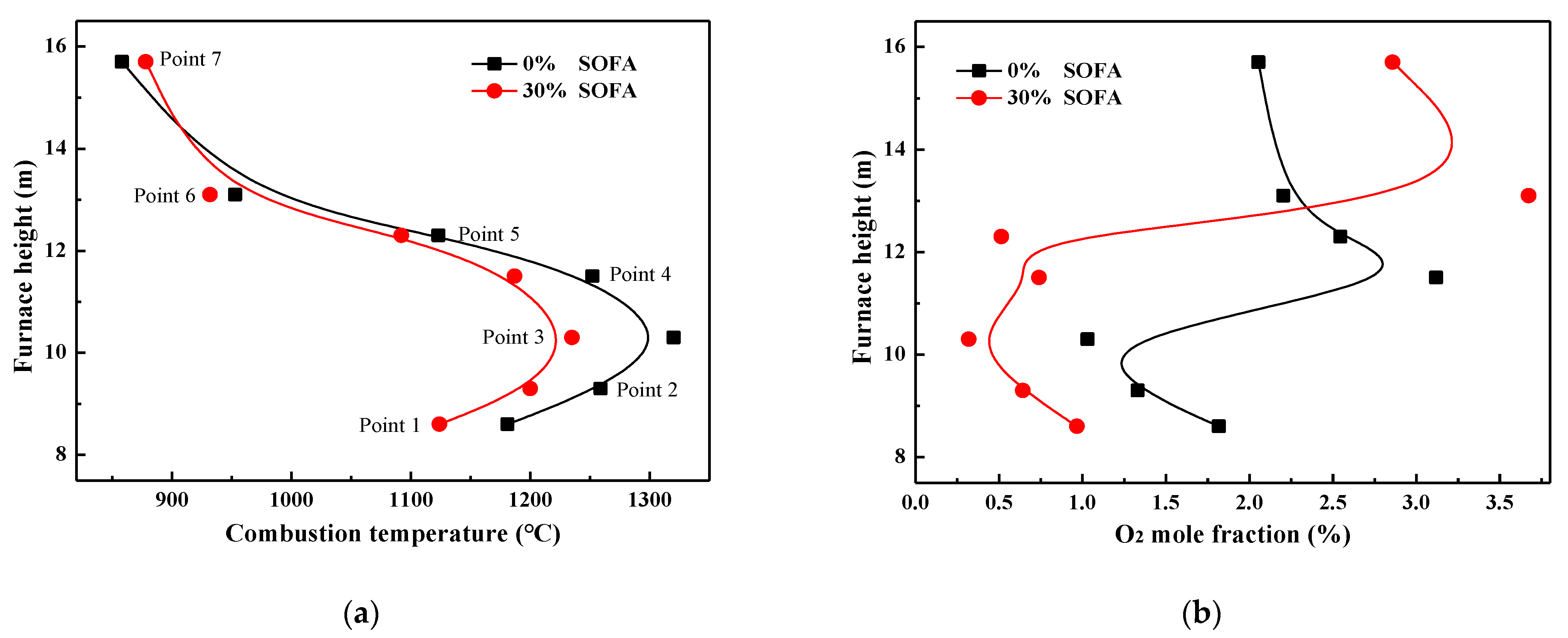
Figure 1 presents the profiles of combustion temperature and O
2 mole fraction under various SOFA ratio combustion scenarios. It should be noted that data points in
Figure 1 are the average parameter values measured at each certain furnace height. It can be told that temperature distribution patterns are very similar in 0% and 30% SOFA ratio cases, where combustion temperature is very low at the furnace bottom and then is increased evidently in the primary combustion zone due to the intense combustion process. With the continuous increase of furnace height, the share and intensity of the coal combustion process decrease, so that the continuous heat absorption of water-tube walls leads to a gradual decrease of temperature level. In consistent with combustion temperature, oxygen content is lowest in the primary combustion zone because of its consumption and then increases in the SOFA zone due to the input of SOFA air and the decreased coal combustion intensity.
Compared with a combustion scenario without air staging, the in-furnace combustion temperature under 30% SOFA condition decreases evidently, as the average temperature at the height of measuring point 3 is 95 °C lower. Meanwhile, the residual oxygen content decreases obviously under large SOFA ratio cases, as it can be seen that the average O2 mole fraction in 8.5–12.3 m of 30% SOFA ratio case is decreased about 0.70–0.85% when compared with 0% SOFA ratio case. This can be attributed to the fact that when 30% combustion air is introduced into the furnace from the SOFA region, the total oxygen input in the primary combustion zone is decreased, and thus coal combustion process here undergoes an oxygen-deficient condition, resulting in decreases in combustion heat release and combustion temperature. However, it can be seen that under 30% SOFA ratio condition, temperature values between measuring points 2–4 are still higher than 1200 °C, and the oxygen content is lower than 0.75% in this region at the same time. That is to say, 30% SOFA ratio creates a high-temperature reducing atmosphere below the SOFA region, which is conducive to the injection of pyrolysis gas and ammonia solution for the denitrification process.
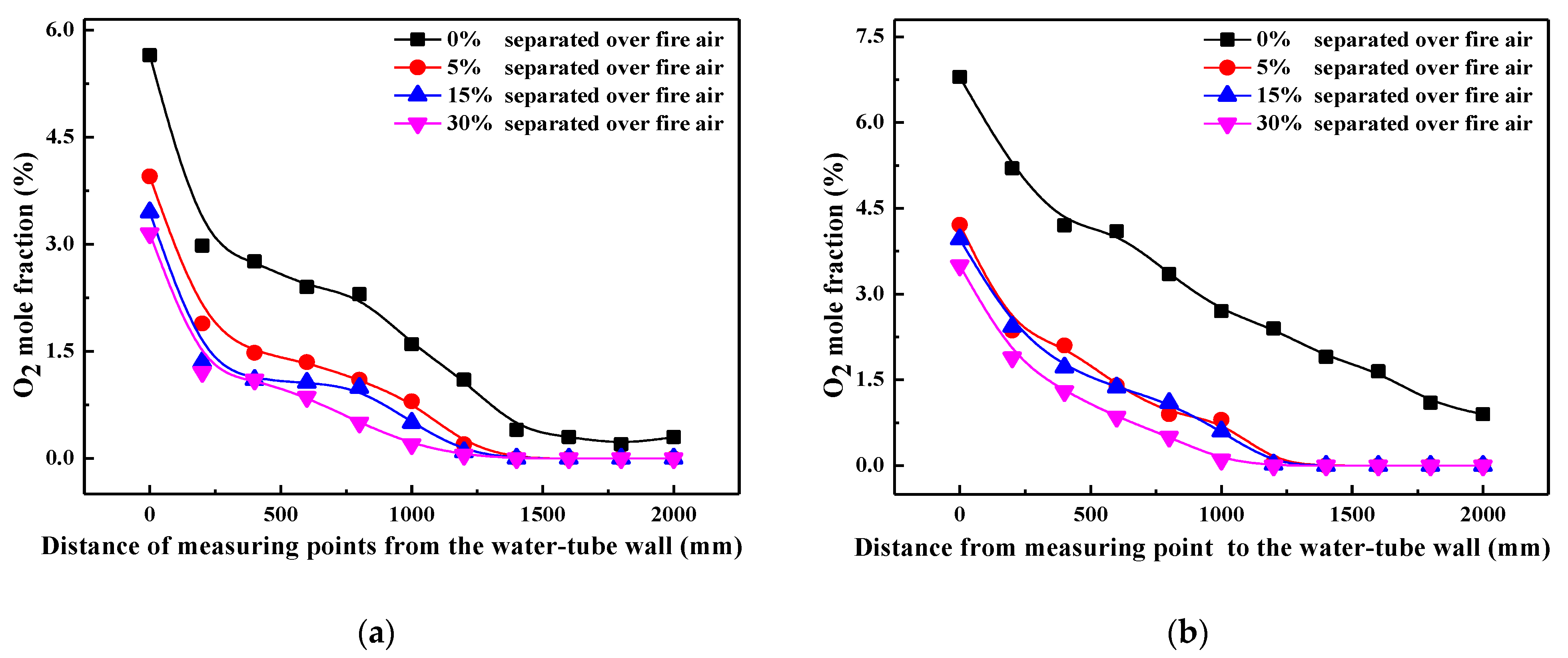
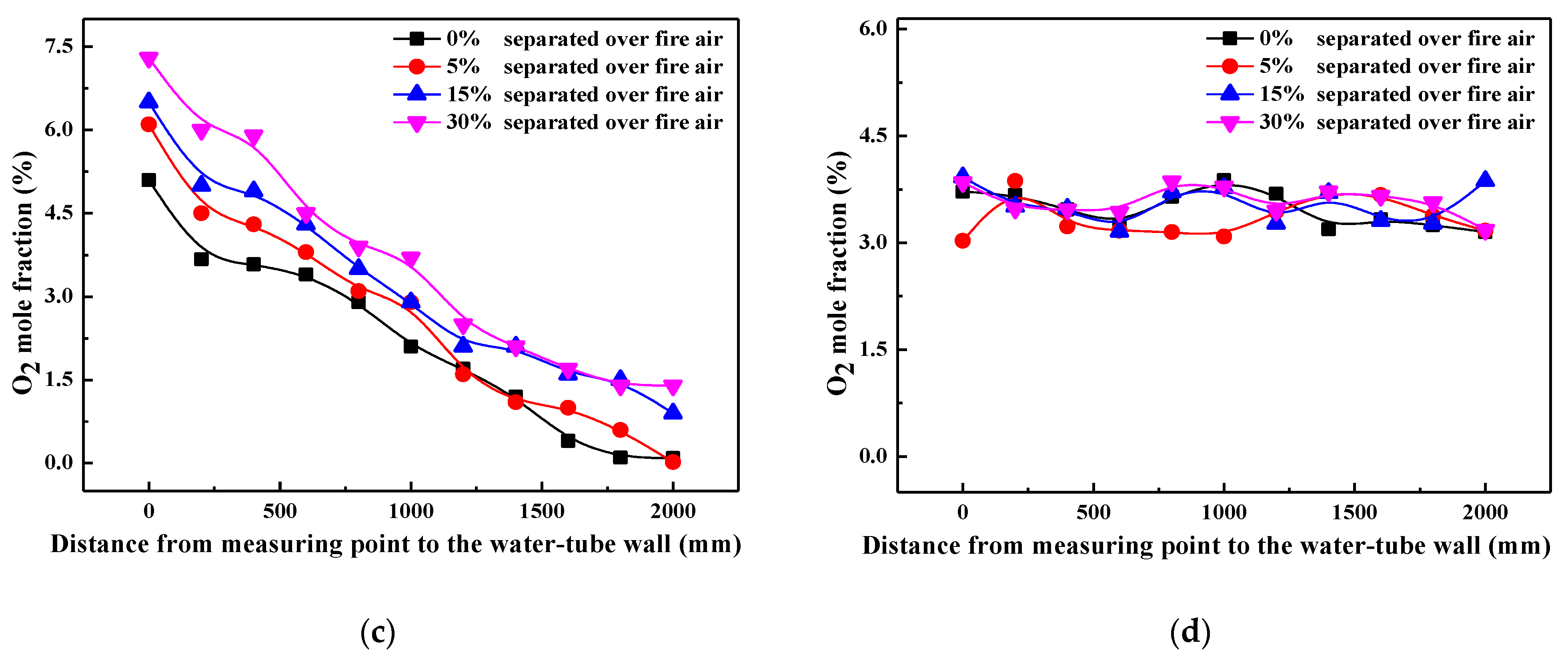
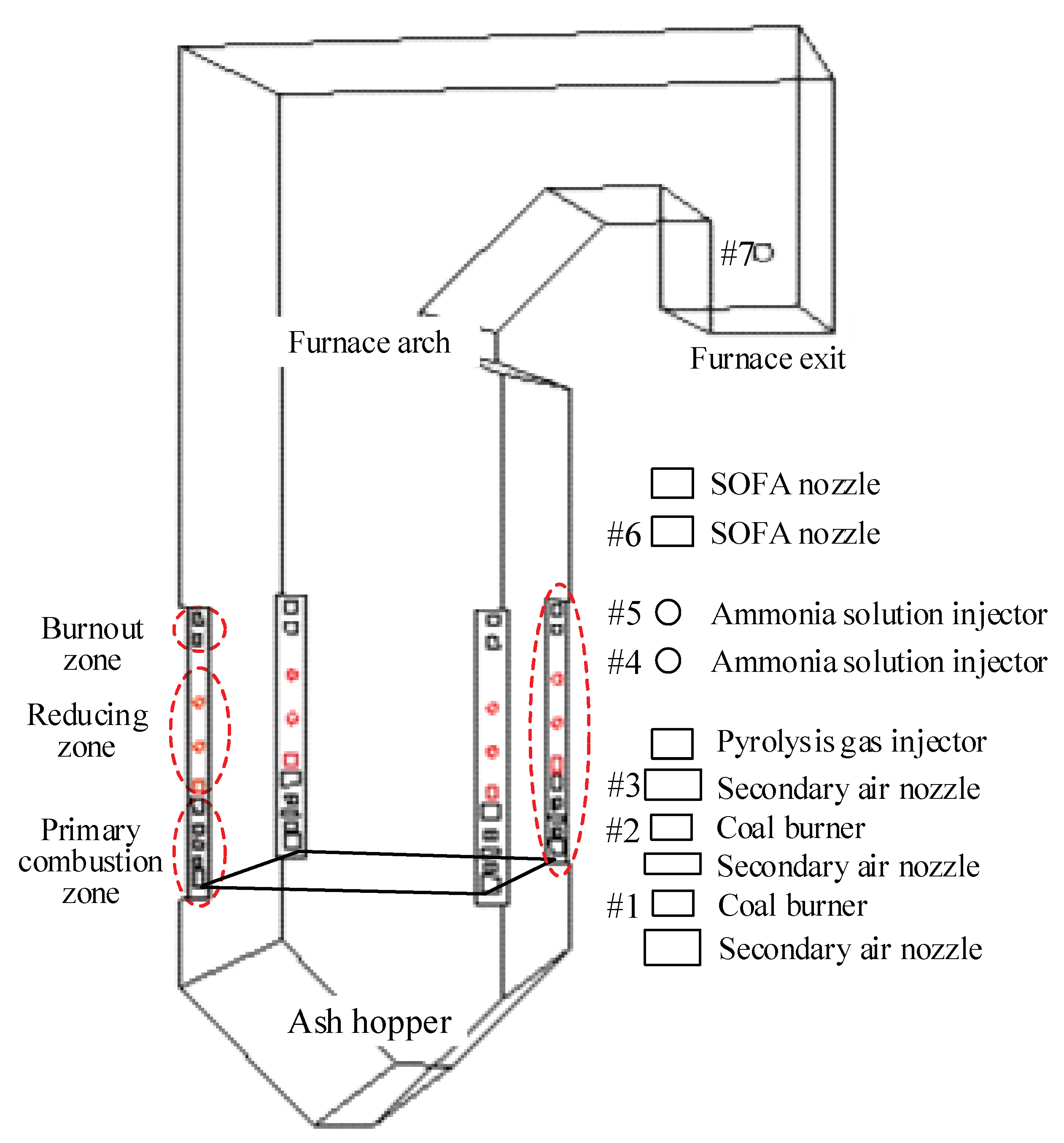
In order to characterize the influence of air staging on combustion atmosphere in detail, oxygen mole fractions along the axis of reducing agent injectors are measured at each measuring point height, and their values are illustrated in
Figure 2. For simplification, only oxygen content measured from point 2 (primary combustion zone), point 4 (reducing zone), point 6 (SOFA zone), and point 7 (furnace exit) are plotted in this work. It can be found that with the SOFA ratio increasing, oxygen content in the near-wall region decreases evidently in the primary combustion zone and reducing zone, and oxygen content differences among various SOFA ratio cases decrease with the increase of furnace depth. This demonstrates that the introduction of SOFA can reduce the oxidizing atmosphere in the near-wall region, which thus creates a larger reducing area inside the furnace. On the contrary, since more oxygen is introduced into the furnace from the SOFA region, oxygen content in the SOFA region (point 6) increases gradually when the SOFA ratio is increased, which guarantees the continued combustion of incompletely burned coal particles. Considering the fluctuation of measured data over time, it can be reckoned from
Figure 2d that there are no essential differences in oxygen contents at the furnace exit under various SOFA ratio cases. That is to say, 30% SOFA ratio helps to create a large reducing area below the SOFA region to promote NOx reduction when reducing agents are injected, and coal combustion efficiency will not be obviously decreased at the same time.
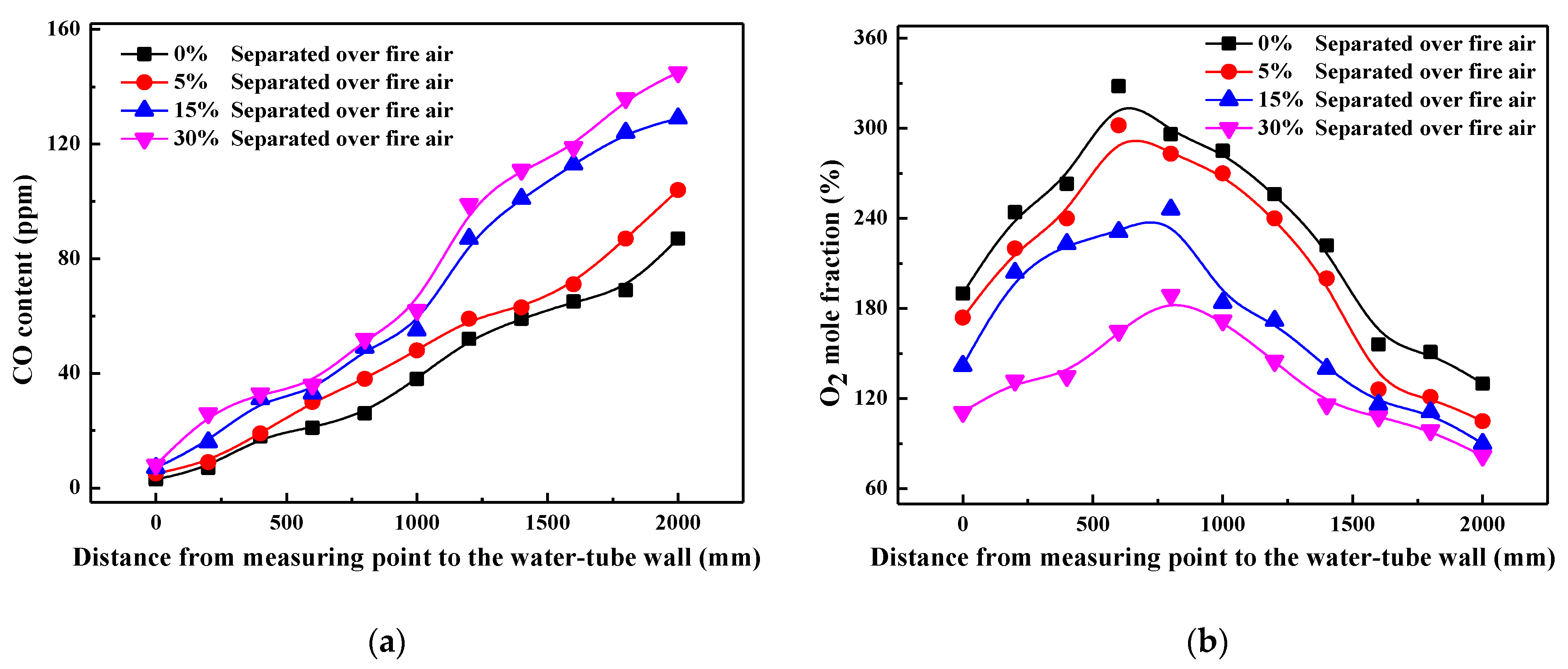
To further explore the effects of air staging itself on NOx generation,
Figure 3 shows the variation of CO and NOx contents along the axis of reducing agent injectors at measuring point 6. As can be seen with the increase of SOFA ratio, CO content above SOFA region increases gradually while NOx content decrease evidently. This is ascribed to the fact that when air staging is adopted, the availability of oxygen content in the primary combustion zone is decreased so that more CO is produced during the oxygen-deficient coal combustion process. Meanwhile, instead of being oxidized to NO, the released N-intermediates (NH
3 and HCN) during the coal combustion process under oxygen-lean conditions are more likely to be reduced N
2, as R1 depicts. Therefore, in pulverized coal boiler where NOx mainly comes from fuel type NOx, the initial NOx content generated during the combustion process decreases with the SOFA ratio increasing. Furthermore, although oxygen content in the SOFA region increases under large SOFA ratio cases, the amount of N-intermediates released here is evidently lower because of the small coal combustion share. In addition, the content of reducing CO is also higher, so that NOx content will not obviously re-increase during the post-combustion process in the SOFA region. Therefore, NOx content above SOFA region decreases with the increase of SOFA ratio, and the furnace exit NOx emission decreases from 400.1 mg/m
3 in 0% SOFA ratio case to 215.5 mg/m
3 in 30% SOFA ratio case.
In conclusion, air staging itself effectively reduces NOx generation and its final emission. Besides, a high-temperature and reducing atmosphere can be created below the SOFA region, which is believed to be conducive to maximizing the reduction effect of injected ammonia solution and pyrolysis gas. To verify this, the effects of injected ammonia solution and pyrolysis gas on NOx reduction efficiency under deep air staging conditions will be discussed.
2.2. Effects of Ammonia Solution Injection in Reducing Zone on NOx Formation
Although deep air staging itself can effectively reduce NOx emission, the contents of reducing N-intermediates (NH
3 for example) released during the coal combustion process are relatively low, which limits their reduction effects on the generated NOx. To enhance the NOx reduction process under the high-temperature and reducing combustion atmosphere created by deep air staging, additional ammonia solution was injected into the furnace to increase NH
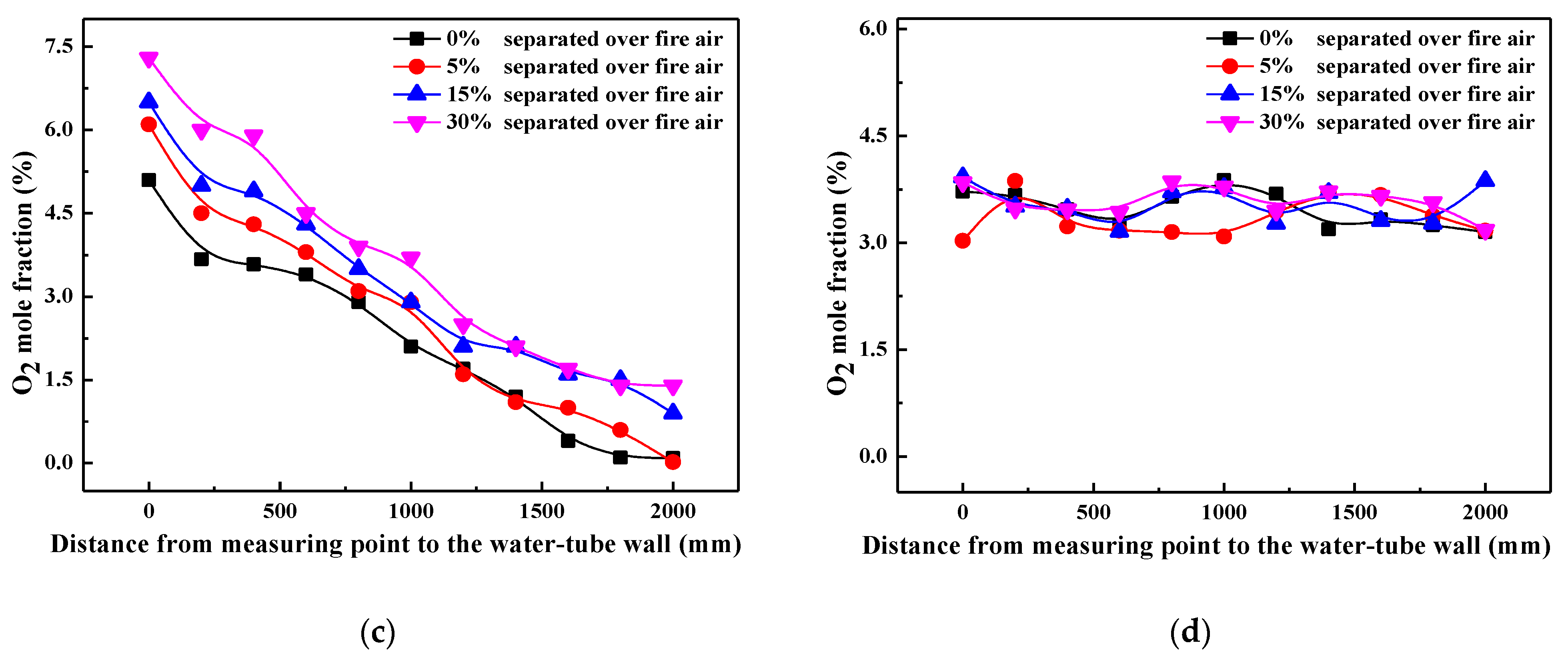
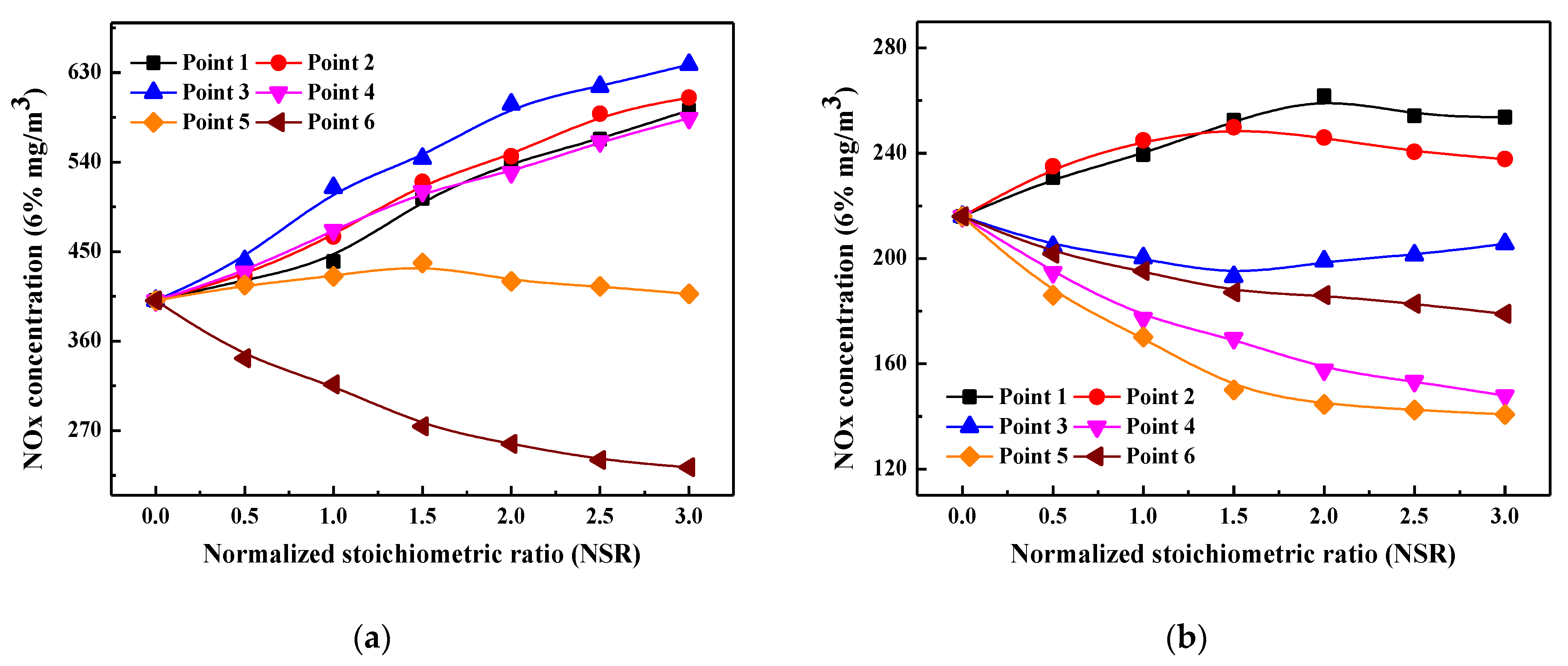
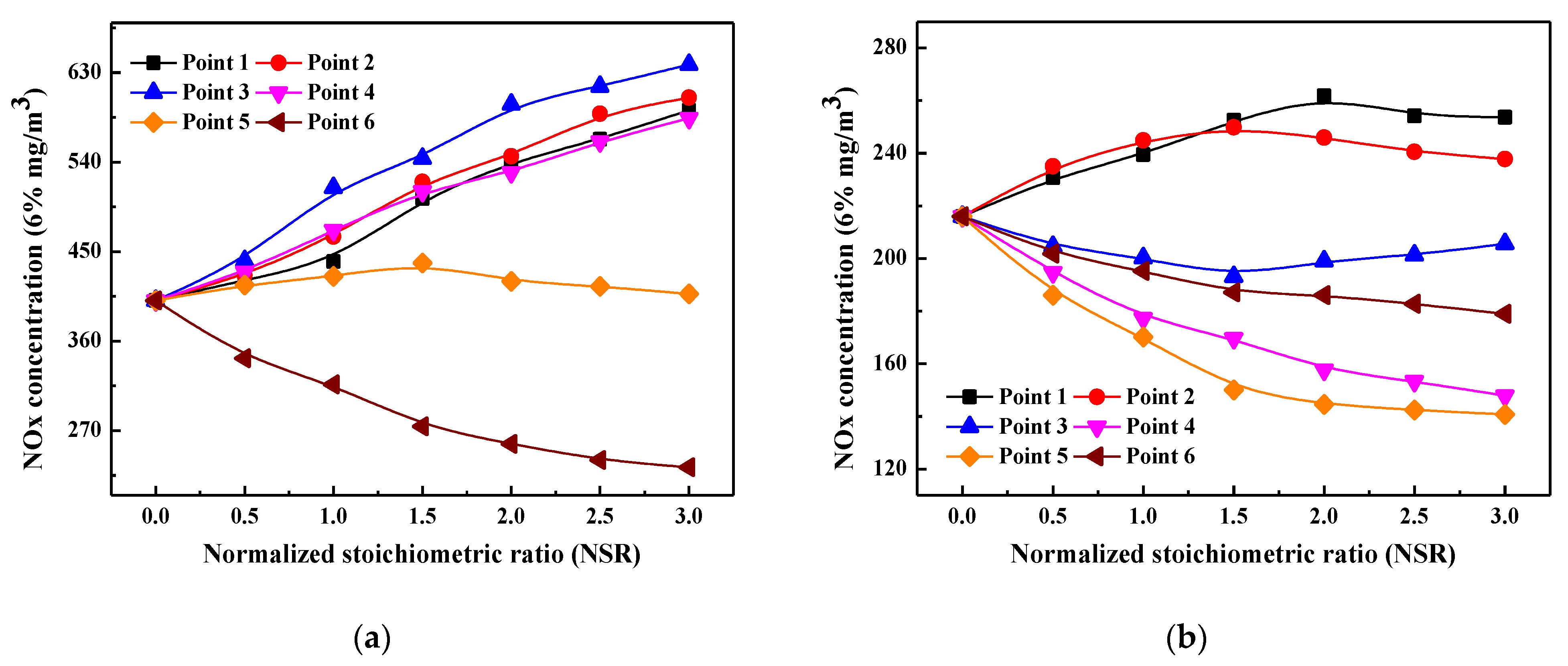
3 content in the reducing zone and thus to promote the NOx reduction process. To evaluate the NOx denitrification effect of ammonia solution injection,
Figure 4 presents the variations of furnace exit NOx emission and the corresponding NOx reduction efficiency under combustion scenarios with different ammonia injection positions and NSR values. It is noteworthy that NOx emission values are normalized to 6% O
2 condition, and the negative NOx reduction efficiency means that the injected ammonia solution is oxidized and results in an increase in furnace exit NOx emission.
It can be seen from
Figure 4a that without air staging, the furnace exit NOx emission increases when ammonia solution is injected into the furnace from points 1–4.
Figure 1b shows that oxygen content in the area between measuring points 1 to 4 is all higher than 1.0%, and it is as high as 3.1% at point 4. Meanwhile, except for point 1, the average temperature in this region falls in the range of 1180–1310 °C. In other words, the region between point 1 and point 4 is in a high-temperature and oxidizing atmosphere when SOFA is not adopted, so the injected ammonia solution is more likely to be oxidized to NOx instead of reacting with the generated NOx. Therefore, the furnace exit NOx emission increases after ammonia solution injection and the increased NSR value further promotes its oxidization. When ammonia solution is injected from point 5, NOx emission increases slightly and then decreases slowly with the continuous increase of NSR. This is attributed to that combustion temperature and oxygen content are still high here, so the injected ammonia solution is more likely to be oxidized when NSR is slightly increased, and thus NOx emission increases. However, when NSR is largely increased, the amount of injected ammonia solution increases evidently and part of the un-oxidized ammonia solution rises upwardly with the flue gas, which enters the region that falls within the temperature window of SNCR and then reacts with the generated NOx. Therefore, NOx emission decreases slightly when NSR exceeds 1.5. Since the further decreased temperature at point 6 makes it suitable for the SNCR denitrification process, the injected ammonia solution is not likely to be oxidized but more involved in NH
3/NO reduction process. Therefore, NOx emission decreases with the increase of NSR when ammonia solution is injected from point 6. However, it should be noted that point 6 is very close to the furnace exit, so the reaction time for NH
3/NO is insufficient and may result in high content of NH
3 slip.
Figure 4b presents the distributions of NOx emission and its reduction efficiency after injecting ammonia solution under 30% SOFA ratio condition, which is obviously different from that of an un-staged combustion scenario. When ammonia solution is injected from points 1 and 2, furnace exit NOx emission increases at first and then decreases with the continuous increase of NSR. As can be seen from
Figure 1b that O
2 mole fraction at point 1 reaches 1%, so the small amount of ammonia solution injected into the furnace is easy to be oxidized into NOx, resulting in an increase in the final NOx emission. However, when NSR continues to increase, part of the un-oxidized ammonia solution enters the region where oxygen content is as low as 0.6% (point 2), so the un-oxidized ammonia solution participates in NH
3/NO reaction process and slightly decrease the furnace exit NOx emission. Similarly but more obviously, the small amount of ammonia solution injected from point 2 is likely to be oxidized into NOx, but more of it participates in the NH
3/NO reduction reaction when NSR is enlarged so that NOx emission increases at first and then decreases with NSR increasing. Different from that of points 1 and 2, when ammonia solution is injected from point 3, NOx emission decreases at first and then increases gradually with the continuous increases of NSR. As
Figure 1b depicts, oxygen content at point 3 is especially low (0.3%), the injected ammonia solution can be quickly converted into NHi and then mix well with flue gas to reduce the generated NOx. However, when NSR continues to increase, the excessively injected ammonia solution no longer reacts with the generated NOx, instead, part of it is oxidized as the flue gas rises upward to oxygen-rich zone, and thus NOx emission increases when NSR is further enlarged.
Comparatively, when ammonia solution is injected from points 4 and 5, the furnace exit NOx emission decreases monotonously with the increase of NSR, and the maximum NOx reduction efficiency reaches 31.6% and 34.8% at NSR = 3.0 condition, respectively, when compared with no ammonia solution injection scenario. As aforementioned, a high-temperature and reducing combustion atmosphere is created in the area around points 4 and 5 under 30% SOFA ratio condition, so the injected ammonia solution is very like to react with the generated NOx as reactions (6)–(9) show [
25,
26]. Besides, the existence of a large amount of reducing agents prevents the oxidation of released N-intermediates, so NOx emission obviously decreases when ammonia solution is injected from points 4 and 5. Although NOx emission is also decreased with NSR increasing when ammonia solution is injected from point 6, its amplitude is smaller than that of points 4 and 5. This is ascribed to the fact that oxygen content at point 6 is significantly increased due to SOFA injection, which thus decreases the reduction efficiency of injected ammonia solution. However, in the process of moving upwardly with flue gas, the unreacted ammonia solution enters the region with suitable temperature and oxygen content of SNCR denitrification process, so that ammonia solution reacts with the generated NOx through SNCR mechanism and thus NOx emission is reduced. Furthermore, it can be inferred from the above analysis that injecting ammonia from the high-temperature and reducing zone (points 4 and 5) is superior to that of SCNR mechanism in terms of NOx denitrification effect.
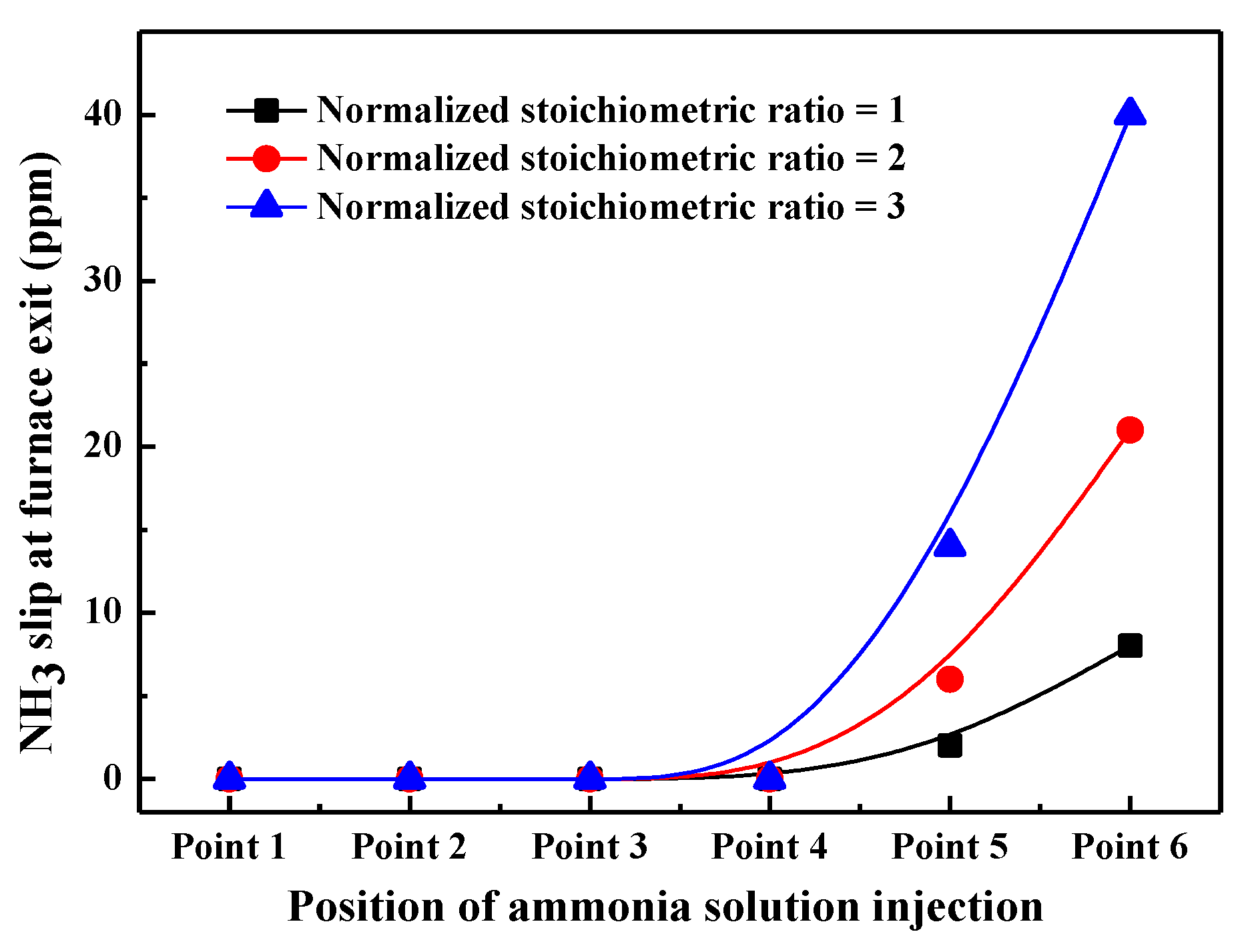
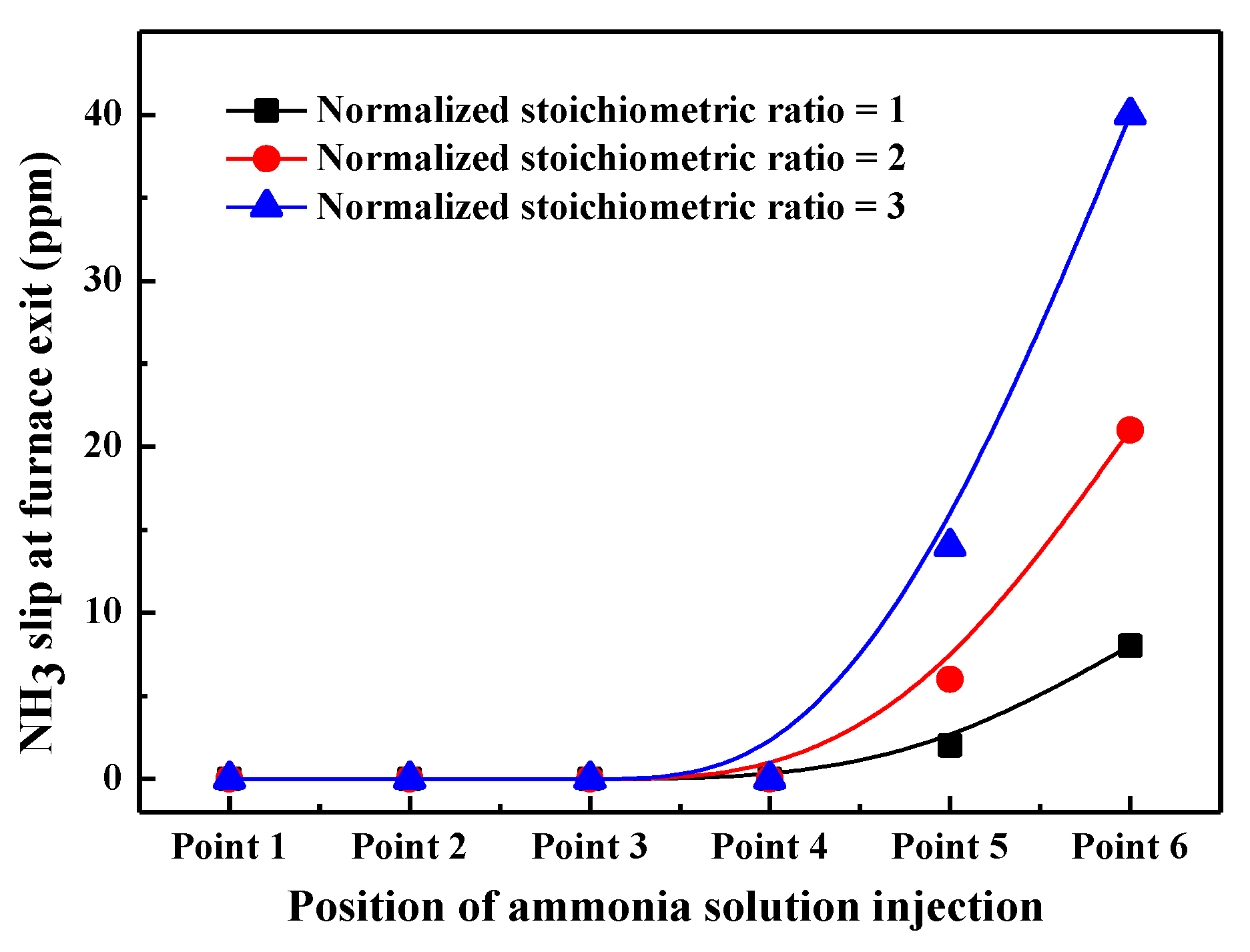
The above results show that the denitrification effects of ammonia solution vary with its injection position, and NOx emission can be further reduced on the basis of deep air staging if ammonia solution is injected through appropriate locations (points 4–5). Besides, NOx reduction efficiency is increased with the increase in amount of ammonia solution (NSR). However, NH
3 slip from the furnace may result in secondary air pollution and severe corrosion problem on the rear heating surfaces in practical boiler. To avoid this, NH
3 slip at the furnace exit is measured when ammonia solution is injected into the furnace, as shown in
Figure 5.
It can be seen that there is almost no NH
3 slip detected at the furnace exit when ammonia solution is injected from points 1–4, even though under large NSR conditions. This is attributed to the fact that points 1–4 are located at the middle and bottom parts of the furnace, so the injected ammonia solution has ample residence time to participate in the NH
3/NO reduction process, and the unreacted ammonia solution can be totally oxidized during the subsequent combustion process. Therefore, there is almost no NH
3 left the furnace exit. However, NH
3 slip phenomenon at the furnace exit becomes more and more obvious when the position of ammonia solution injectors is higher. For instance, NH
3 slip is as high as 42 ppm when ammonia solution is injected from point 6 and NSR is kept as 3.0, which is far higher than that of SNCR and SCR method [
27,
28]. This is because when being injected from a higher location, the residence time of ammonia solution in the proper reducing region is short, inhibiting the effectiveness of NH
3/NO reduction reaction. Meanwhile, these unreacted NH
3 cannot be completely oxidized to NOx due to the shortened residence time and decreased combustion temperature, so the amount of NH
3 slip increases significantly with NSR increasing. In terms of NOx reduction efficiency and NH
3 slip, ammonia solution should be injected into the furnace from point 4 and NSR should not be greater than 2.0 in this experiment.
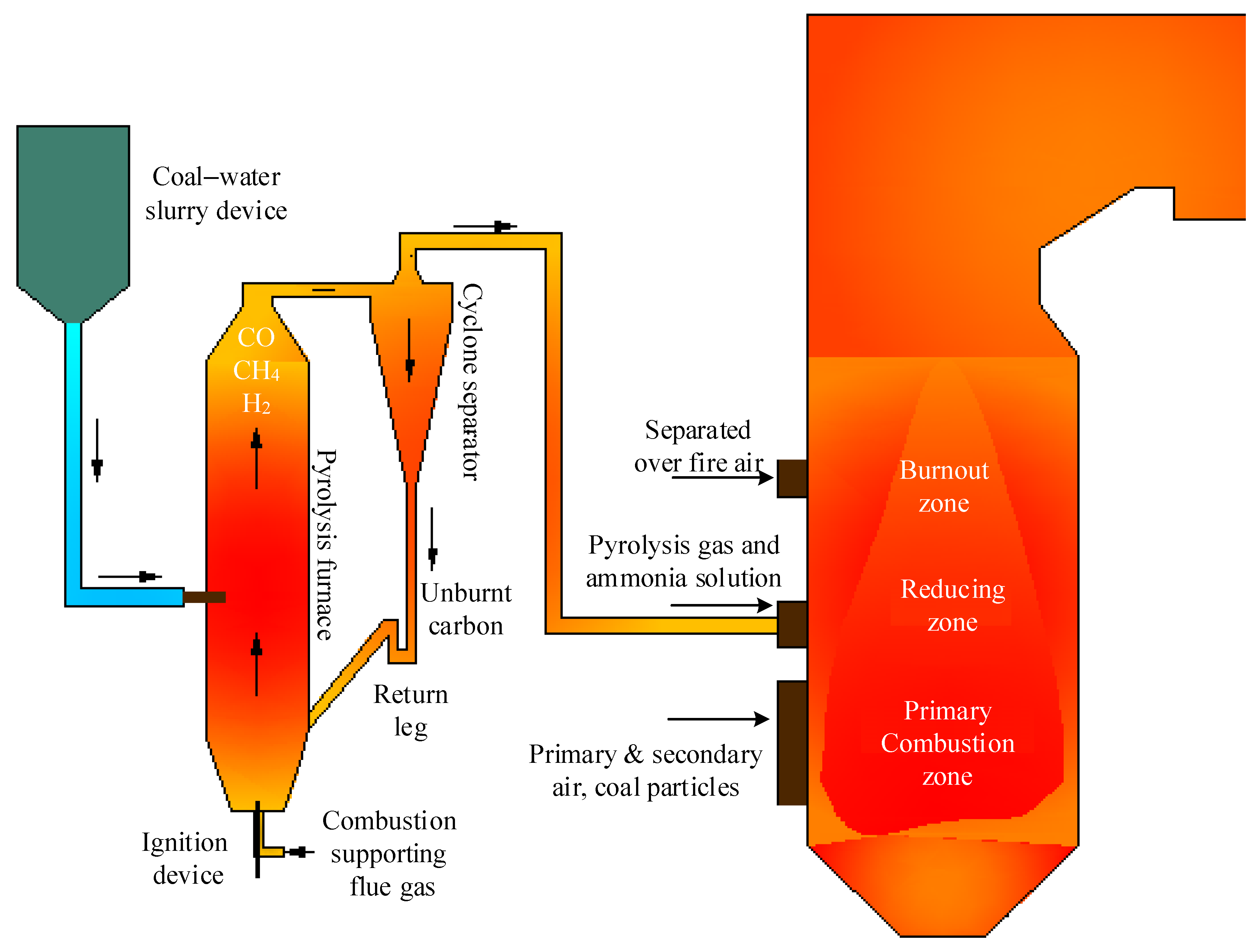
2.3. Effects of Pyrolysis Gas and Its Combination with Ammonia Solution in Reducing Zone on NOx Emission
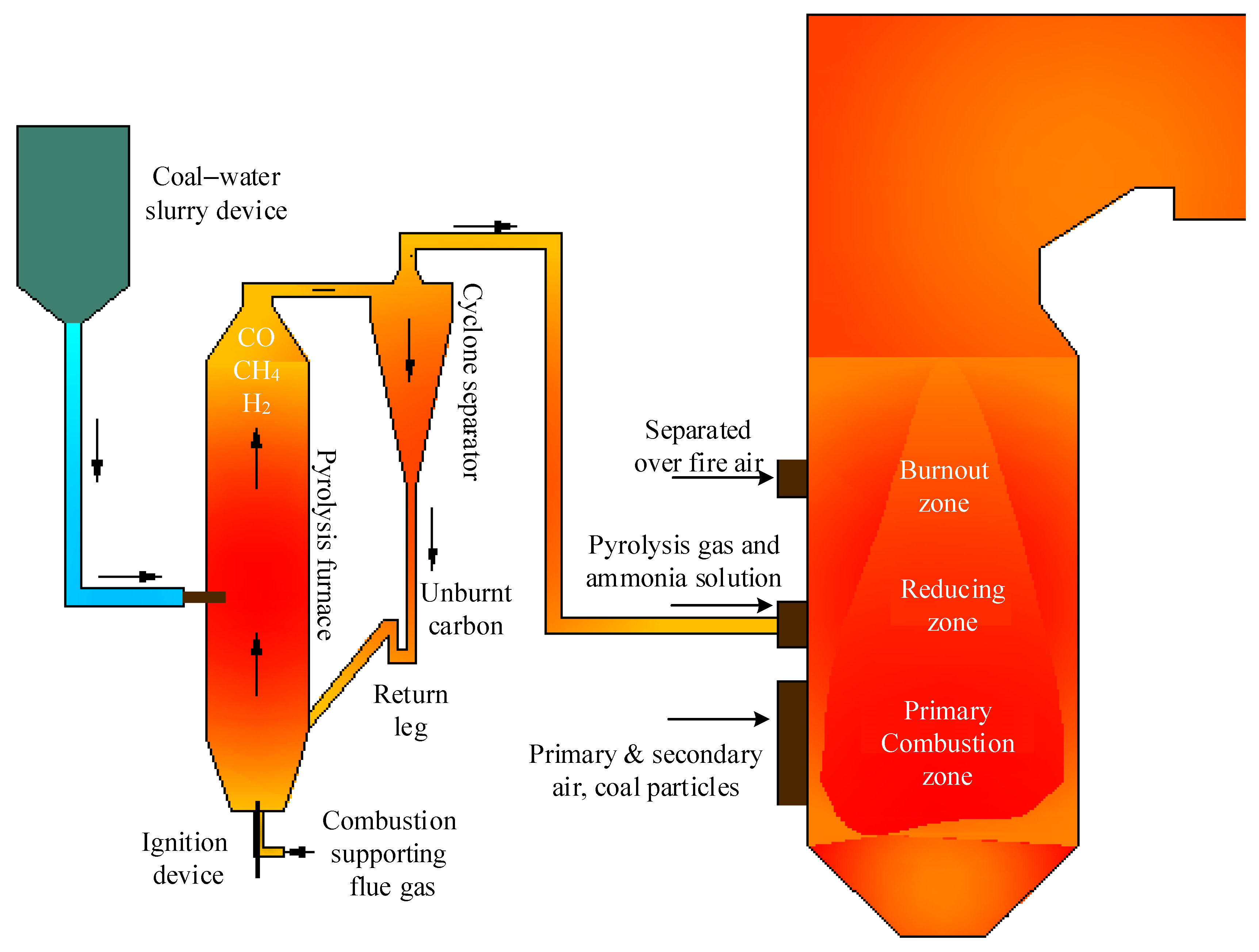
The above analysis demonstrates that injecting ammonia solution into the appropriate regions in the furnace can effectively reduce NOx emission. In fact, a certain amount of reducing components (CO, CHi, NH
3, etc.) will be inherently produced during the pulverized coal combustion process, but their contents are too low to effectively promote the NOx reduction process. Given this, the effects of additional injection of pyrolysis gas with major components of CO, CH
4, and H
2 on NOx emission were investigated.
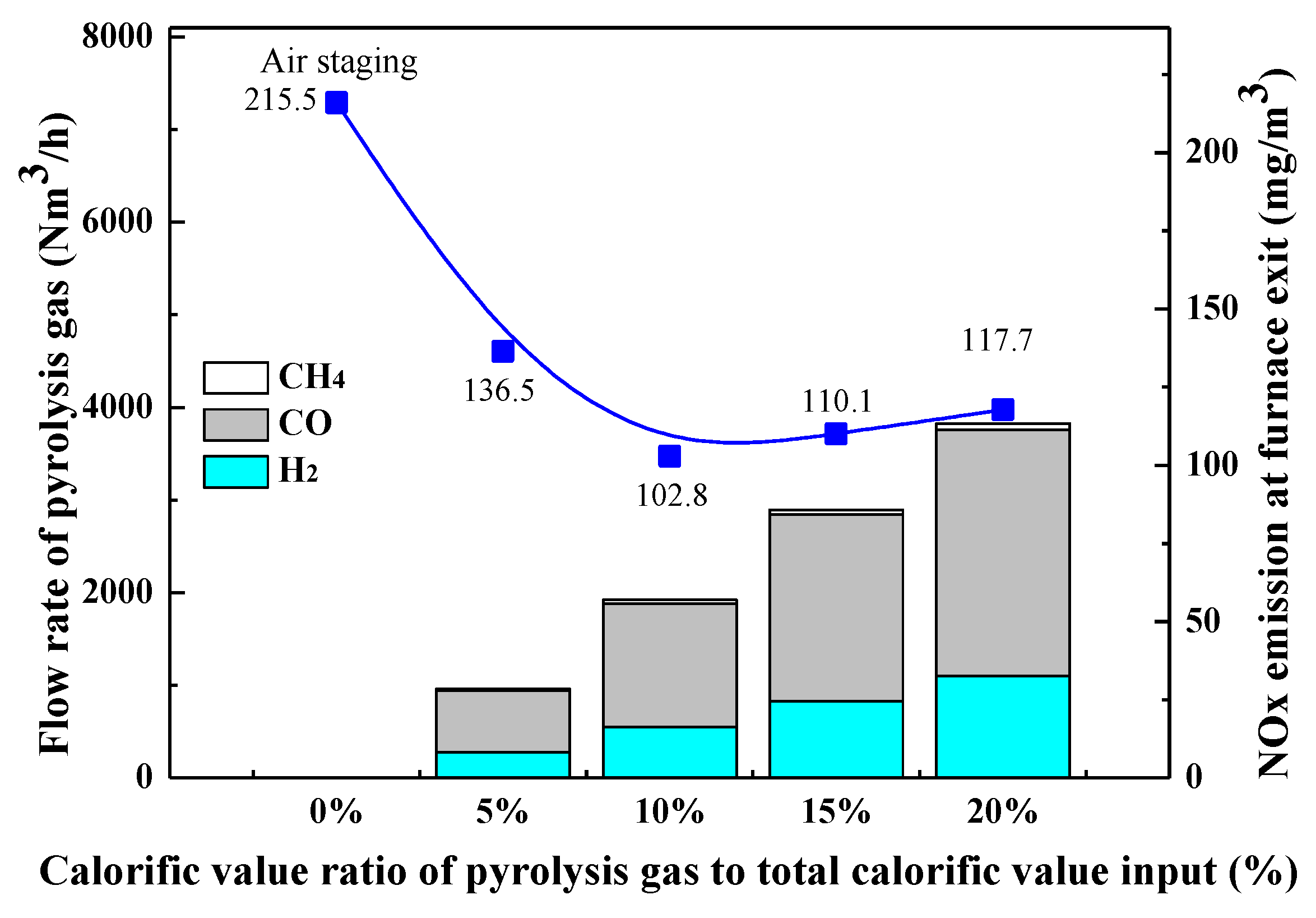
Figure 6 presents the variation of furnace exit NOx emission with the amount of pyrolysis gas input under 30% SOFA ratio condition, from which an evident decrease of NOx emission can be found after reducing pyrolysis gas is injected into the furnace. When the calorific value of pyrolysis gas accounts for 5% and 10% of the total calorific input of coal, the furnace exit NOx emission is decreased from 215.5 mg/Nm
3 to 136.49 mg/Nm
3 and 102.82 mg/Nm
3 respectively. However, when the amount of pyrolysis gas is further increased, NOx emission is slightly increased. In the optimal combustion scenario with 10% pyrolysis gas, the final NOx emission can be further reduced by 52.06% when compared with the deep air staging condition.
NOx reduction mechanisms by pyrolysis gas are as follows. As can be seen from
Figure 6 that CO content is highest in pyrolysis gas, so the injected pyrolysis gas helps to create a strong reducing combustion atmosphere inside the furnace, which inhibits the oxidation of N-intermediates released from the initial combustion stage. In addition, CH
4 and H
2 contents in pyrolysis gas can directly promote the reduction of generated NOx. In a reducing atmosphere, the presence of CH
4 increases the concentration of hydrocarbon radicals, which then promotes the formation of HCN in the reducing zone. Subsequently, the generated HCN may react with the generated NOx to form N
2, as depicted by reactions (10)–(14). Therefore, under the strong reducing atmosphere created by a large amount of CO, the presence of CH
4 effectively promotes the NOx reduction process. H
2 itself does not yield hydrocarbon radicals, but its reactions can produce large amounts of OH and H radicals under high-temperature conditions, and then these radicals participate in NOx reduction reactions. Therefore, the existence of H
2 in pyrolysis gas also contributes to increasing NOx reduction efficiency.
However, when the calorific ratio of pyrolysis gas exceeds 10%, its promotion effect on the coal combustion process may become more and more obvious. In this case, the reducing gas components (CO, CH4, and H2) may be quickly burned after being injected into the furnace, so their reduction effects on the generated NOx decrease. Consequently, furnace exit NOx emission reaches its minimum level in the combustion scenario with pyrolysis gas calorific value of 10% and then increases again with the continuous increase in the amount of pyrolysis gas input.
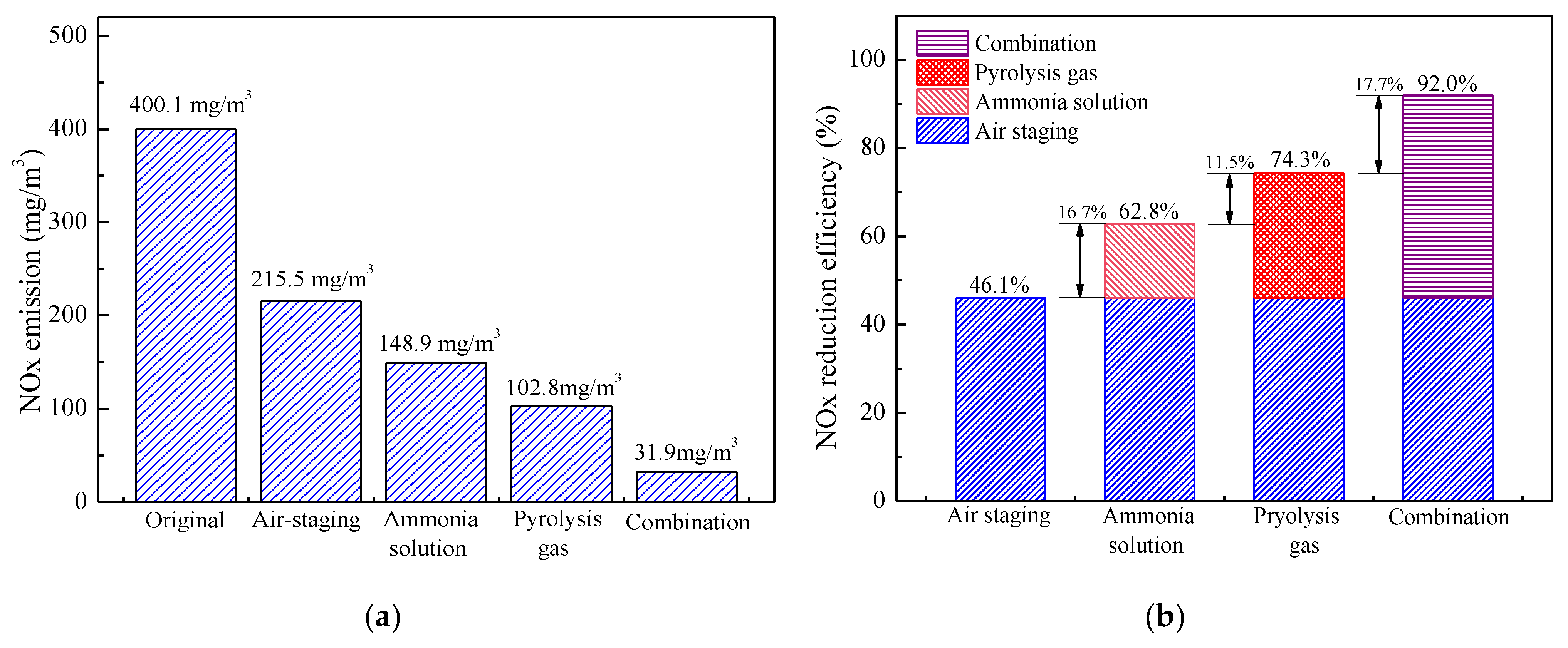
The influence of air staging, ammonia solution injection, pyrolysis gas injection, and their combination on furnace exit NOx emission and NOx reduction efficiency are further plotted in
Figure 7. Compared with the benchmark combustion scenario without air staging, deep air staging with a 30% SOFA ratio itself can reduce NOx emission by 46.1%. Based on this, the injection of ammonia solution from point 4 with NSR of 2.0 further reduces NOx emission by 16.7%, and NOx emission at the furnace exit is decreased to 148.9 mg/m
3. Similarly, when pyrolysis gas with 10% calorific value is solely injected into the furnace under 30% SOFA ratio condition, NOx emission can be reduced to 102.8 mg/m
3 and NOx reduction efficiency is 28.2% higher than that of air staging itself. When ammonia solution and pyrolysis gas are simultaneously injected into proper furnace regions under deep air staging conditions, NOx emission can be significantly reduced to 31.9 mg/m
3 and the combined NOx reduction efficiency is as high as 92.0% when compared with the non-staging condition. Therefore, it is concluded that the injection of ammonia solution and pyrolysis gas can effectively reduce NOx emission and their synergistic use is superior to each of them in terms of denitrification effect.
According to the above analysis, oxygen content in the primary combustion zone is significantly lowered under deep air staging conditions, which avoids the oxidation of released N-intermediates and thus decreases the initial NOx concentration generated from the coal combustion process. At the same time, the generated NOx can be partially reduced under the strong reducing combustion atmosphere, so that NOx emission can be effectively reduced by deep air staging itself. Based on the high-temperature and reducing combustion atmosphere created by deep air staging, the injection of ammonia solution significantly increases the contents of reductive NH3. Thereafter, NH3 is converted to NH2 and then it actively participates in the chain NOx reduction reactions to reduce NOx content. Similarly, the injection of pyrolysis gas greatly enhances the reducing atmosphere (CO) and the contents of reductive species (CH4 and H2) inside the furnace, which then promotes the conversion of N-containing species and generated NOx to N2 during the coal combustion process. When ammonia solution and pyrolysis gas are used together, the NOx reduction process can be significantly promoted, because the existence of a large amount of pyrolysis gas creates a stronger reducing atmosphere and the injection of ammonia solution increases the content of the reducing agent inside the furnace. Under the synergy of these methods, less fuel NOx is formed during the combustion process and more of the generated NOx can be effectively reduced, so NOx emission at the furnace exit is largely decreased.


 ,
, 





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}