
Laser Rescanning for Enhancing Mechanical Properties of Laser-Directed Energy-Deposited High-Manganese Steels


Abstract
1. Introduction
2. Materials and Methods
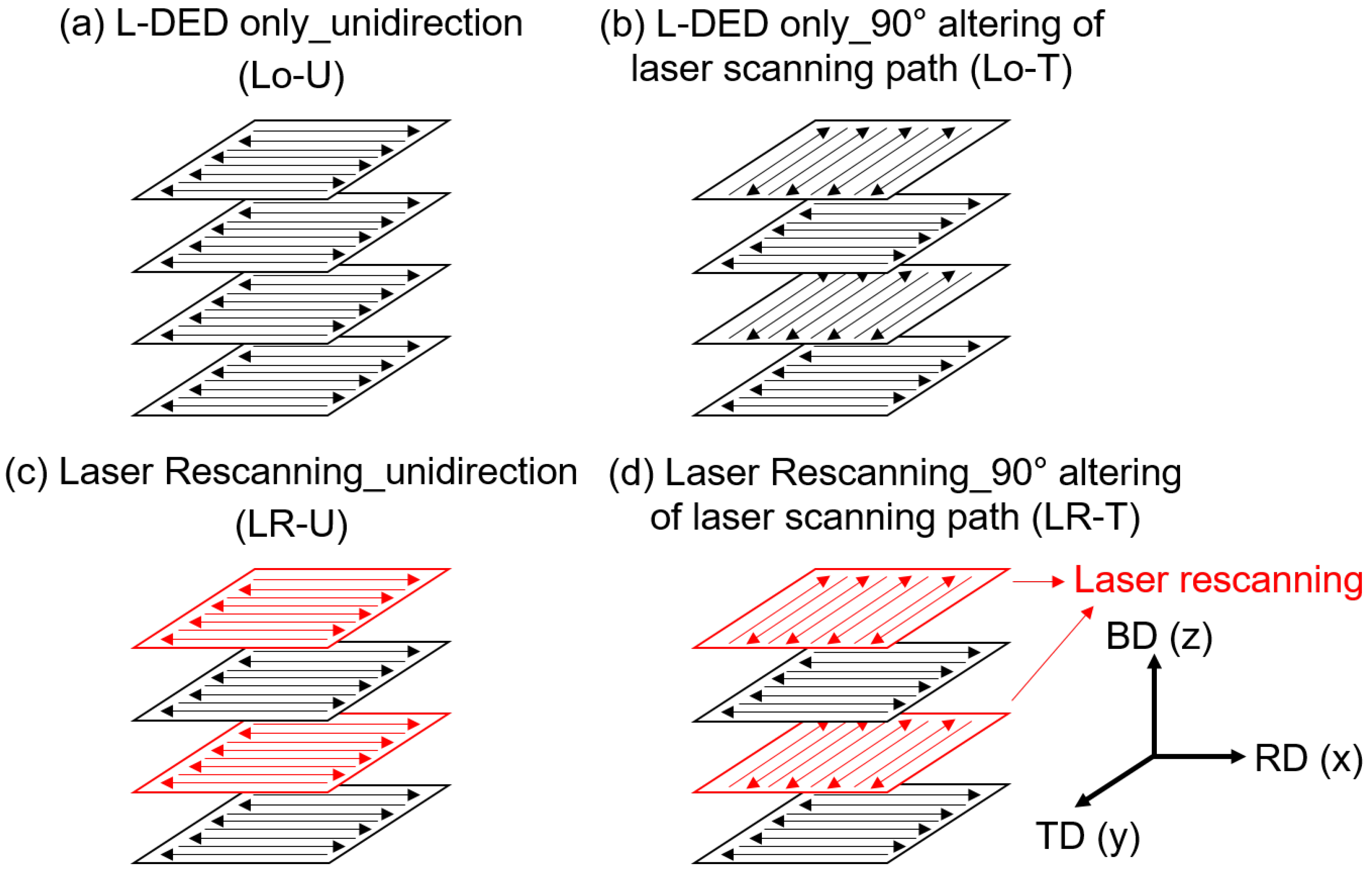
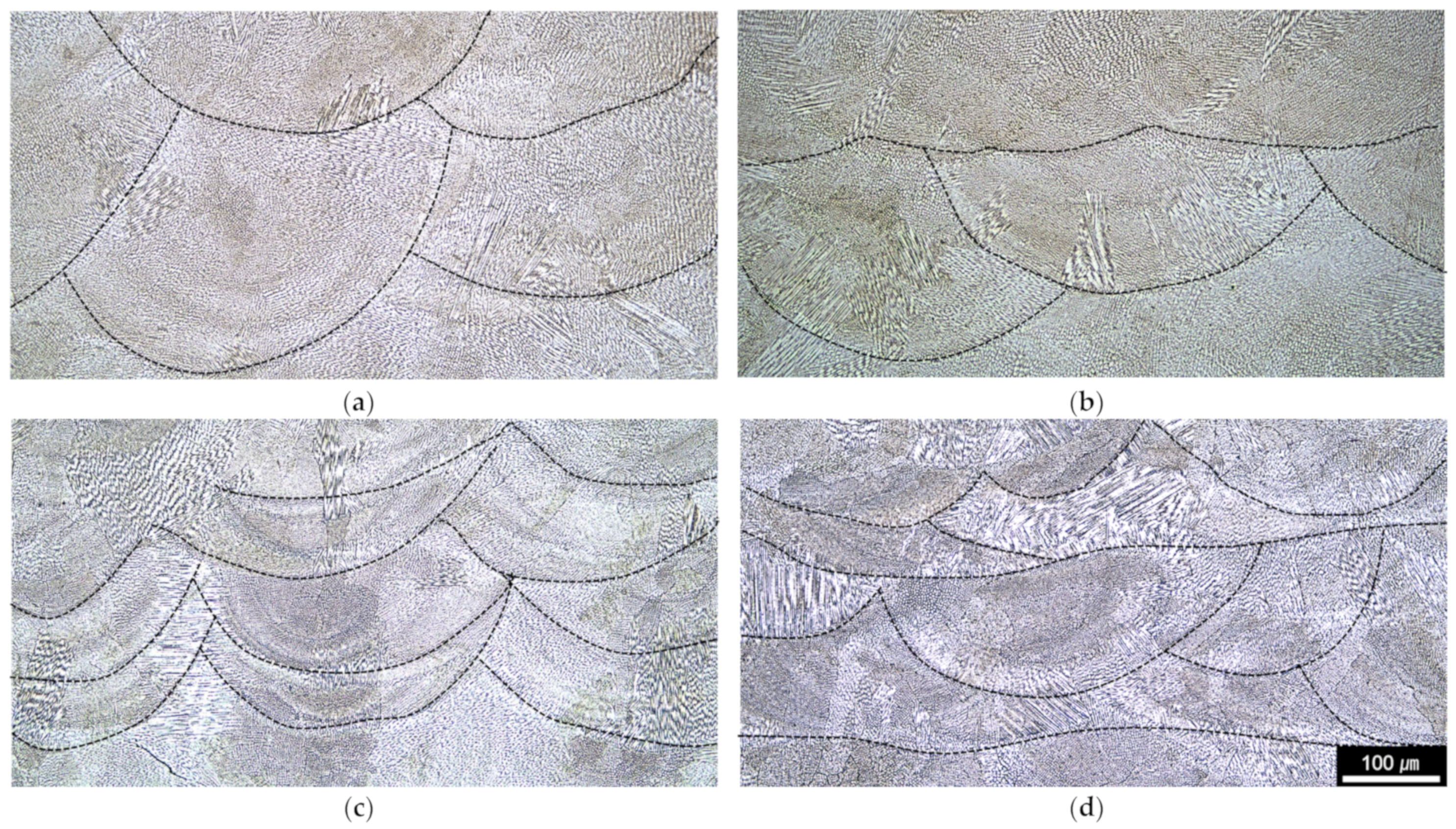
- Unidirectional L-DED scanning without laser rescanning (Lo–U, Figure 3a).
- L-DED scanning with 90° alteration in laser scanning path on each layer without laser rescanning (Lo–T, Figure 3b).
- Unidirectional L-DED with laser rescanning in same direction (LR–U, Figure 3c).
- L-DED with laser rescanning with 90° alteration in laser scanning path (LR–T, Figure 3d).
3. Results and Discussion
3.1. Microstructures
3.2. Mechanical Properties
4. Summary
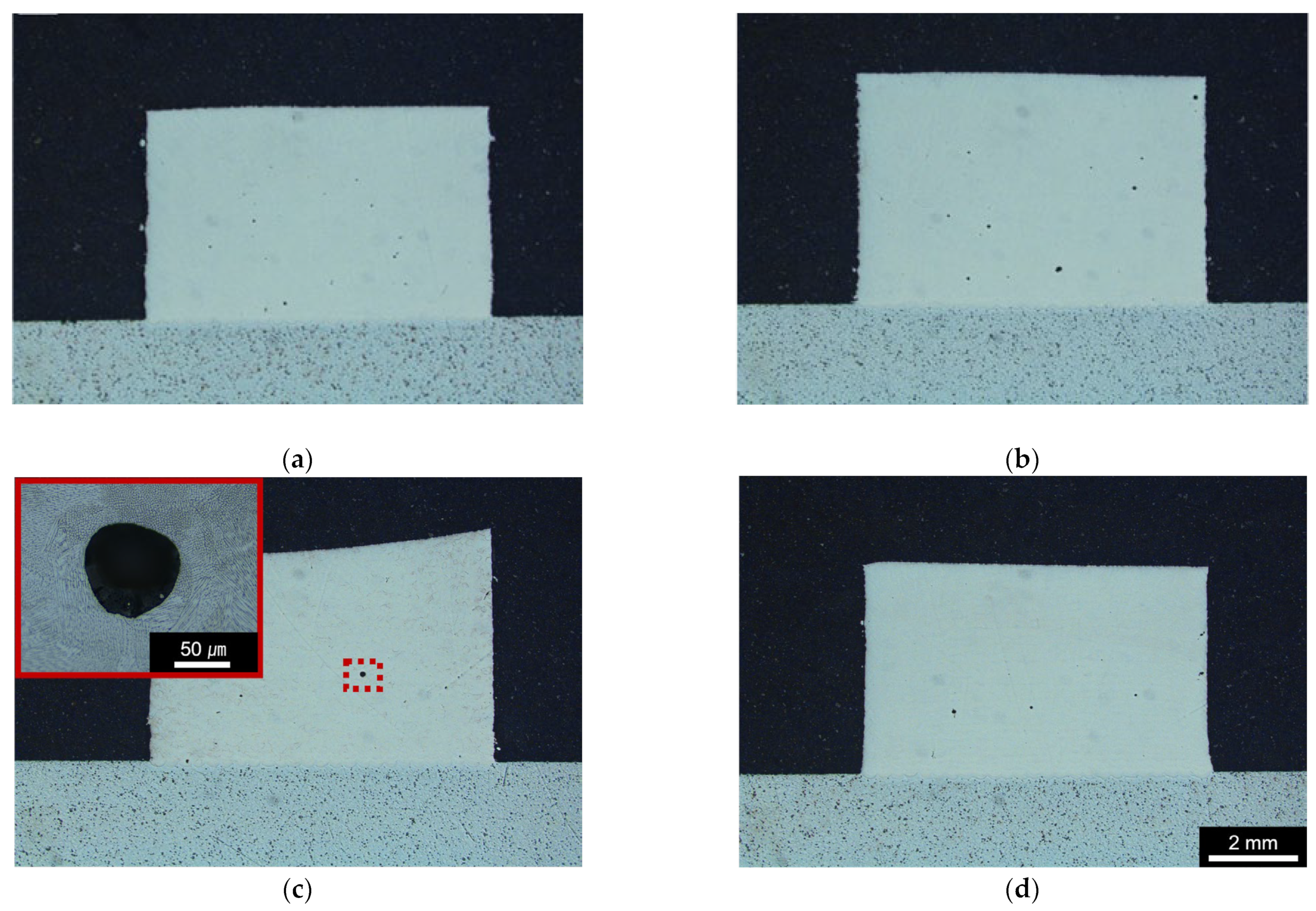
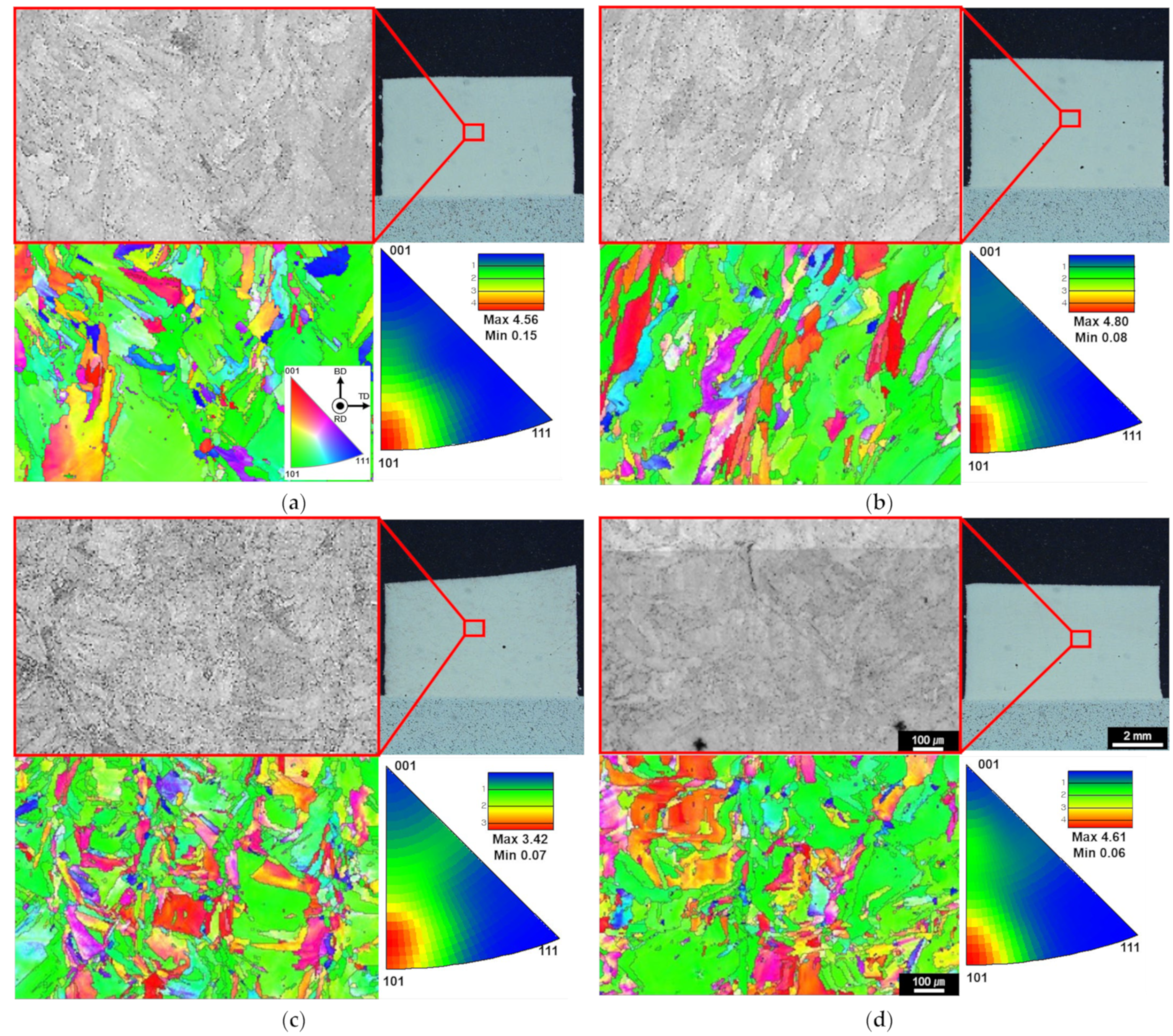
- L-DED-processed high-manganese steel containing 24 wt.% Mn had a microstructure comprising solidification cell structures with a full face-centered cubic austenite phase. Near defect-free microstructures with low porosities ranging from 0.39 to 0.68% were produced. A strong <101>//BD texture was developed in the microstructures with and without laser rescanning.
- The melt pool formed by laser rescanning was smaller than that produced in the L-DED process. The averaged melt pool heights of the samples with and without laser rescanning were approximately 184 and 75 μm, respectively. This was probably due to the relatively fast heat dissipation to the surrounding material in laser rescanning in comparison to that in L-DED. Both the grain and the solidified cell sizes were refined when the laser was rescanned after each layer of L-DED deposition.
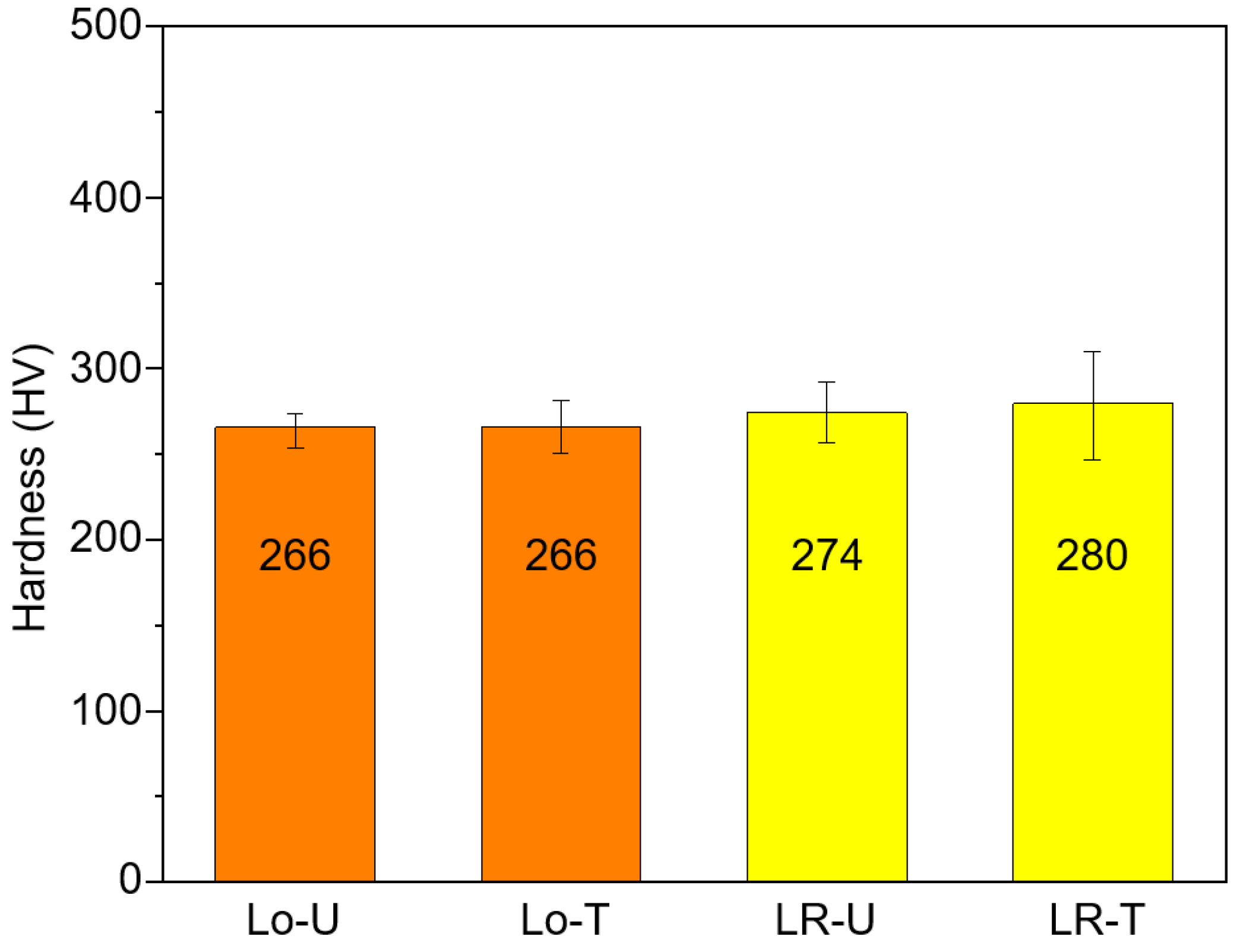
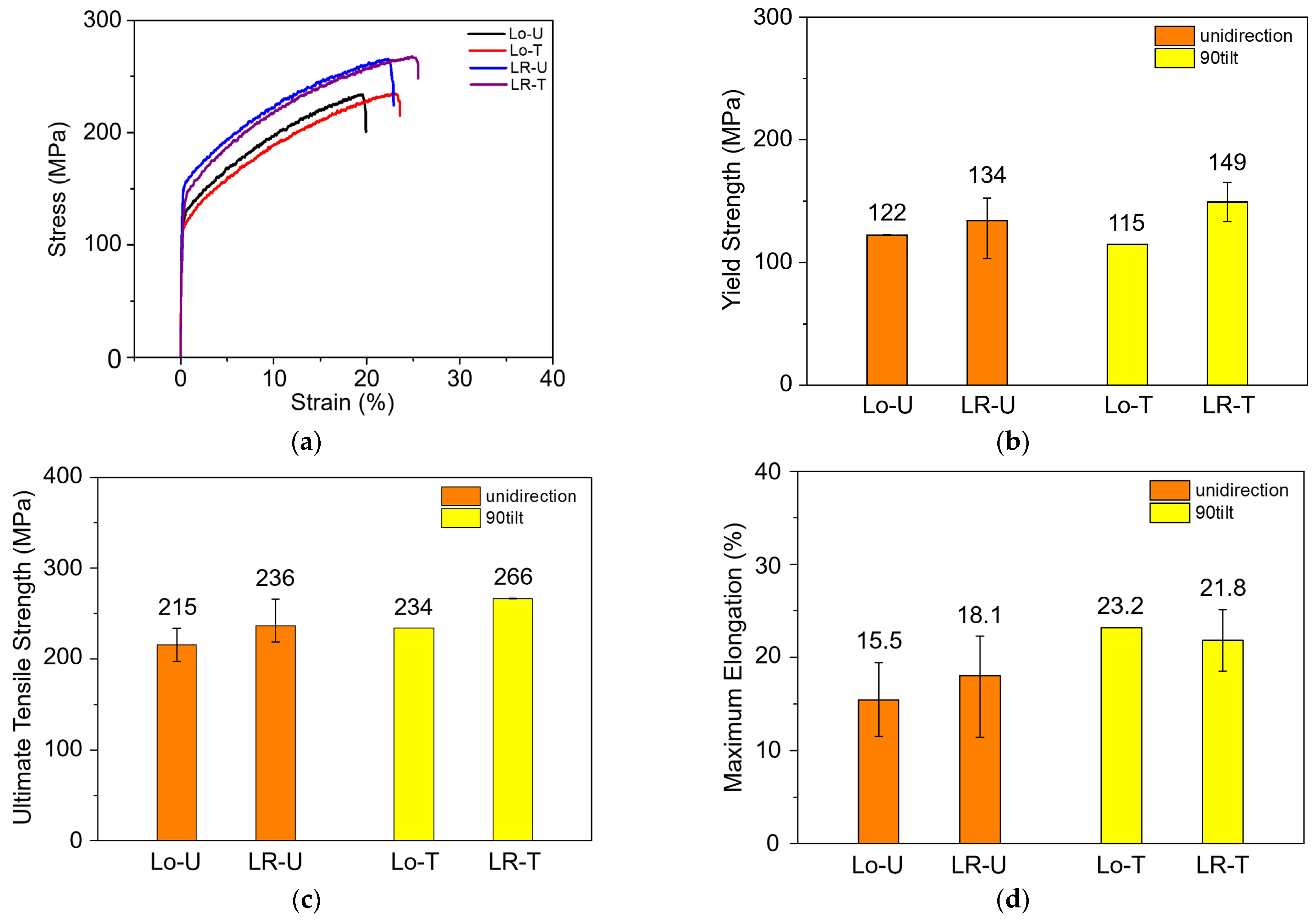
- Tensile test results indicated that the high-manganese steel produced by L-DED exhibits typical ductile deformations. In comparison to the conventional hot-rolled and annealed high-manganese steels, the L-DED-processed alloy exhibited a relatively low yield strength of approximately 115–149 MPa, with moderate elongation of 15.5–23.2%. This was believed to be from the relatively large grain size of the alloy obtained from the L-DED process. With laser rescanning, both the microhardness and tensile yield strength increased significantly.
- Analysis through the Hall–Petch relation predicts a yield strength increasement of ~20 MPa due to the grain refinement resulting from laser rescanning. It was found that the solidified cell structure of the laser-rescanned samples was significantly finer than those produced without laser rescanning. Thus, the laser-rescanned high-manganese steels showed improved hardness and strength compared to those without laser rescanning due to the fine grain size and refined solidified cell size.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Singh, S.; Ramakrishna, S.; Singh, R. Material Issues in Additive Manufacturing: A Review. J. Manuf. Process. 2017, 25, 185–200. [Google Scholar] [CrossRef]
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B.; et al. Design for Additive Manufacturing: Trends, Opportunities, Considerations, and Constraints. CIRP Ann.—Manuf. Technol. 2016, 65, 737–760. [Google Scholar] [CrossRef]
- Tofail, S.A.M.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive Manufacturing: Scientific and Technological Challenges, Market Uptake and Opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Shamsaei, N.; Yadollahi, A.; Bian, L.; Thompson, S.M. An Overview of Direct Laser Deposition for Additive Manufacturing; Part II: Mechanical Behavior, Process Parameter Optimization and Control. Addit. Manuf. 2015, 8, 12–35. [Google Scholar] [CrossRef]
- Saboori, A.; Aversa, A.; Marchese, G.; Biamino, S.; Lombardi, M.; Fino, P. Application of Directed Energy Deposition-Based Additive Manufacturing in Repair. Appl. Sci. 2019, 9, 3316. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Svetlizky, D.; Das, M.; Zheng, B.; Vyatskikh, A.L.; Bose, S.; Bandyopadhyay, A.; Schoenung, J.M.; Lavernia, E.J.; Eliaz, N. Directed Energy Deposition (DED) Additive Manufacturing: Physical Characteristics, Defects, Challenges and Applications. Mater. Today 2021, 49, 271–295. [Google Scholar] [CrossRef]
- Wong, K.V.; Hernandez, A. A Review of Additive Manufacturing. ISRN Mech. Eng. 2012, 2012, 208760. [Google Scholar] [CrossRef]
- Xie, J.P.; Wang, A.Q.; Yuan, H.L.; Wang, W.Y.; Li, L.L. Study of the Formation of Gouging Pits in Mn7Cr2 Steel under Impact Abrasive Wear Conditions. TriboTest 2004, 11, 151–159. [Google Scholar] [CrossRef]
- Sahu, P.; De, M.; Kajiwara, S. Microstructural Characterization of Fe-Mn-C Martensites Athermally Transformed at Low Temperature by Rietveld Method. Mater. Sci. Eng. A 2002, 333, 10–23. [Google Scholar] [CrossRef]
- Collins, P.C.; Brice, D.A.; Samimi, P.; Ghamarian, I.; Fraser, H.L. Microstructural Control of Additively Manufactured Metallic Materials. Annu. Rev. Mater. Res. 2016, 46, 63–91. [Google Scholar] [CrossRef]
- Li, Y.; Dong, S.; Yan, S.; Li, E.; Liu, X.; He, P.; Xu, B. Deep Pit Repairing of Nodular Cast Iron by Laser Cladding NiCu/Fe-36Ni Low-Expansion Composite Alloy. Mater. Charact. 2019, 151, 273–279. [Google Scholar] [CrossRef]
- Zhang, G.S.; Xing, J.D.; Gao, Y.M. Impact Wear Resistance of WC/Hadfield Steel Composite and Its Interfacial Characteristics. Wear 2006, 260, 728–734. [Google Scholar] [CrossRef]
- Liu, F.; Lin, X.; Huang, C.; Song, M.; Yang, G.; Chen, J.; Huang, W. The Effect of Laser Scanning Path on Microstructures and Mechanical Properties of Laser Solid Formed Nickel-Base Superalloy Inconel 718. J. Alloys Compd. 2011, 509, 4505–4509. [Google Scholar] [CrossRef]
- Rombouts, M.; Maes, G.; Mertens, M.; Hendrix, W. Laser Metal Deposition of Inconel 625: Microstructure and Mechanical Properties. J. Laser Appl. 2012, 24, 052007. [Google Scholar] [CrossRef]
- Cai, Z.; Cui, X.; Liu, Z.; Li, Y.; Dong, M.; Jin, G. Microstructure and Wear Resistance of Laser Cladded Ni-Cr-Co-Ti-V High-Entropy Alloy Coating after Laser Remelting Processing. Opt. Laser Technol. 2018, 99, 276–281. [Google Scholar] [CrossRef]
- Zhou, S.; Xu, Y.; Liao, B.; Sun, Y.; Dai, X.; Yang, J.; Li, Z. Effect of Laser Remelting on Microstructure and Properties of WC Reinforced Fe-Based Amorphous Composite Coatings by Laser Cladding. Opt. Laser Technol. 2018, 103, 8–16. [Google Scholar] [CrossRef]
- Zhang, W.; Ha, K.; Jin, Q.; Nam, H.; Park, J.; Lee, W. Effects of Laser Rescanning on Microstructure and Mechanical Properties of Al-10Si-1Mg Alloy Produced by Laser-Directed Energy Deposition. Mater. Today Commun. 2023, 37, 106979. [Google Scholar] [CrossRef]
- Kenel, C.; Dasargyri, G.; Bauer, T.; Colella, A.; Spierings, A.B.; Leinenbach, C.; Wegener, K. Selective Laser Melting of an Oxide Dispersion Strengthened (ODS) γ-TiAl Alloy towards Production of Complex Structures. Mater. Des. 2017, 134, 81–90. [Google Scholar] [CrossRef]
- Griffiths, S.; Rossell, M.D.; Croteau, J.; Vo, N.Q.; Dunand, D.C.; Leinenbach, C. Effect of Laser Rescanning on the Grain Microstructure of a Selective Laser Melted Al-Mg-Zr Alloy. Mater. Charact. 2018, 143, 34–42. [Google Scholar] [CrossRef]
- Kim, T.H.; Baek, G.Y.; Jeon, J.B.; Lee, K.Y.; Shim, D.; Lee, W. Effect of Laser Rescanning on Microstructure and Mechanical Properties of Direct Energy Deposited AISI 316L Stainless Steel. Surf. Coat. Technol. 2021, 405, 126540. [Google Scholar] [CrossRef]
- Park, Y.K.; Ha, K.; Bae, K.C.; Shin, K.Y.; Lee, K.Y.; Shim, D.; Lee, W. Mechanical Properties and Wear Resistance of Direct Energy Deposited Fe–12Mn–5Cr–1Ni-0.4C Steel Deposited on Spheroidal Graphite Cast Iron. J. Mater. Res. Technol. 2022, 19, 3484–3497. [Google Scholar] [CrossRef]
- Robinson, J.; Ashton, I.; Fox, P.; Jones, E.; Sutcliffe, C. Determination of the Effect of Scan Strategy on Residual Stress in Laser Powder Bed Fusion Additive Manufacturing. Addit. Manuf. 2018, 23, 13–24. [Google Scholar] [CrossRef]
- Attard, B.; Cruchley, S.; Beetz, C.; Megahed, M.; Chiu, Y.L.; Attallah, M.M. Microstructural Control during Laser Powder Fusion to Create Graded Microstructure Ni-Superalloy Components. Addit. Manuf. 2020, 36, 101432. [Google Scholar] [CrossRef]
- Hufenbach, J.; Sander, J.; Kochta, F.; Pilz, S.; Voss, A.; Kühn, U.; Gebert, A. Effect of Selective Laser Melting on Microstructure, Mechanical, and Corrosion Properties of Biodegradable FeMnCS for Implant Applications. Adv. Eng. Mater. 2020, 22, 2000182. [Google Scholar] [CrossRef]
- De Cooman, B.C.; Estrin, Y.; Kim, S.K. Twinning-Induced Plasticity (TWIP) Steels. Acta Mater. 2018, 142, 283–362. [Google Scholar] [CrossRef]
- Sun, G.; Hu, S.; Gao, Y.; Chen, W. Influence of Direct Annealing Heat Treatment on the Mechanical Properties of As-Casting TWIP Steels. J. Mater. Eng. Perform. 2017, 26, 1981–1985. [Google Scholar] [CrossRef]
- Dini, G.; Najafizadeh, A.; Ueji, R.; Monir-Vaghefi, S.M. Tensile Deformation Behavior of High Manganese Austenitic Steel: The Role of Grain Size. Mater. Des. 2010, 31, 3395–3402. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process | Parameter | Value |
|---|---|---|
| L-DED | Laser power (W) | 190 |
| Scanning speed (mm/min) | 1080 | |
| Powder feed rate (g/min) | 1.5 | |
| Hatch space (mm) | 0.3 | |
| Layer thickness (mm) | 0.15 | |
| Laser Rescanning | Laser power (W) | 190 |
| Scanning speed (mm/min) | 1080 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, Y.K.; Nam, H.J.; Park, Y.H.; Lee, W. Laser Rescanning for Enhancing Mechanical Properties of Laser-Directed Energy-Deposited High-Manganese Steels. Micromachines 2024, 15, 176. https://doi.org/10.3390/mi15020176
Park YK, Nam HJ, Park YH, Lee W. Laser Rescanning for Enhancing Mechanical Properties of Laser-Directed Energy-Deposited High-Manganese Steels. Micromachines. 2024; 15(2):176. https://doi.org/10.3390/mi15020176
Chicago/Turabian StylePark, Young Keun, Hyun Ji Nam, Yong Ho Park, and Wookjin Lee. 2024. "Laser Rescanning for Enhancing Mechanical Properties of Laser-Directed Energy-Deposited High-Manganese Steels" Micromachines 15, no. 2: 176. https://doi.org/10.3390/mi15020176
APA StylePark, Y. K., Nam, H. J., Park, Y. H., & Lee, W. (2024). Laser Rescanning for Enhancing Mechanical Properties of Laser-Directed Energy-Deposited High-Manganese Steels. Micromachines, 15(2), 176. https://doi.org/10.3390/mi15020176