
Parallel Microdispensing Method of High-Viscous Liquid Based on Electrostatic Force

Abstract
1. Introduction
- A smart printing head is developed for parallel dispensing.
- The interacting effect between the probes in the loading process is analyzed.
- Correspondingly, the overall strategy, emphasizing serial electrical loading and parallel transfer printing, is built up.
- The dependency of transferred volume on probe size, etc., is investigated.
2. Development of Parallel Dispensing Device and Process
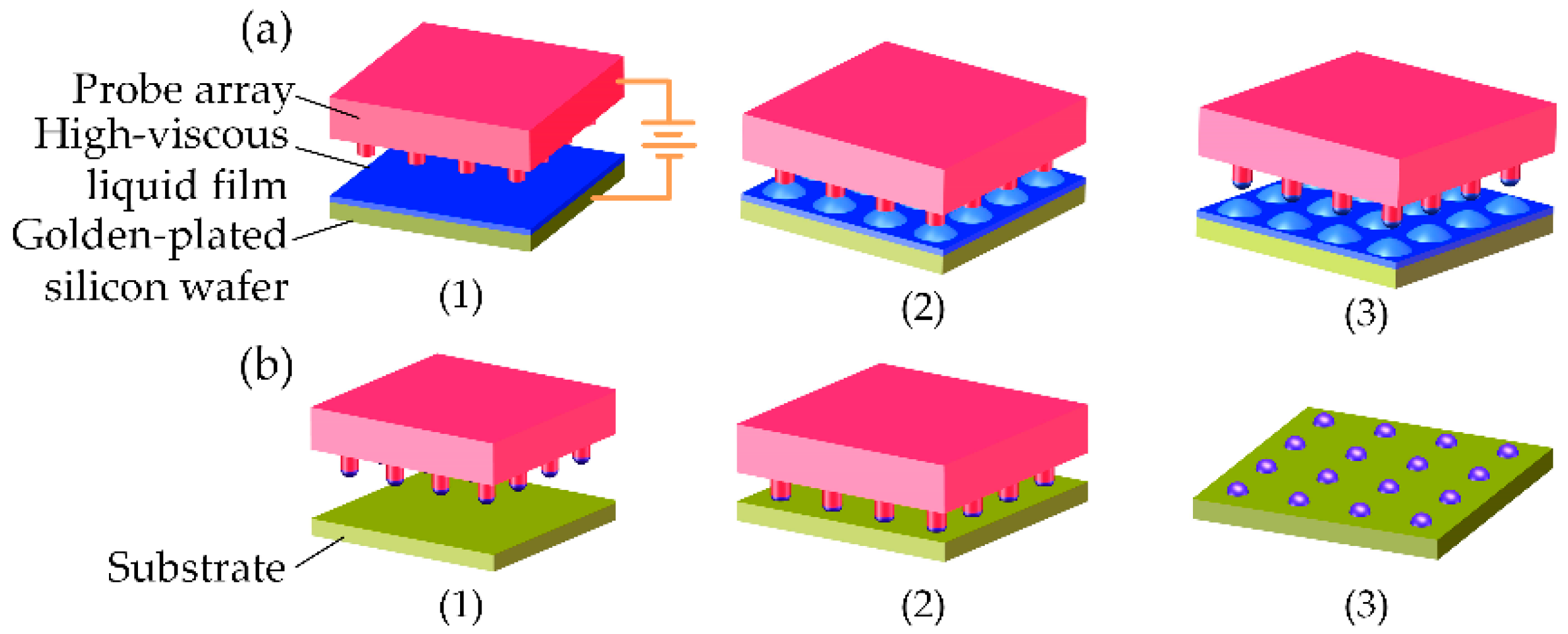
2.1. Electrostatic-Assisted Transfer Printing Principle
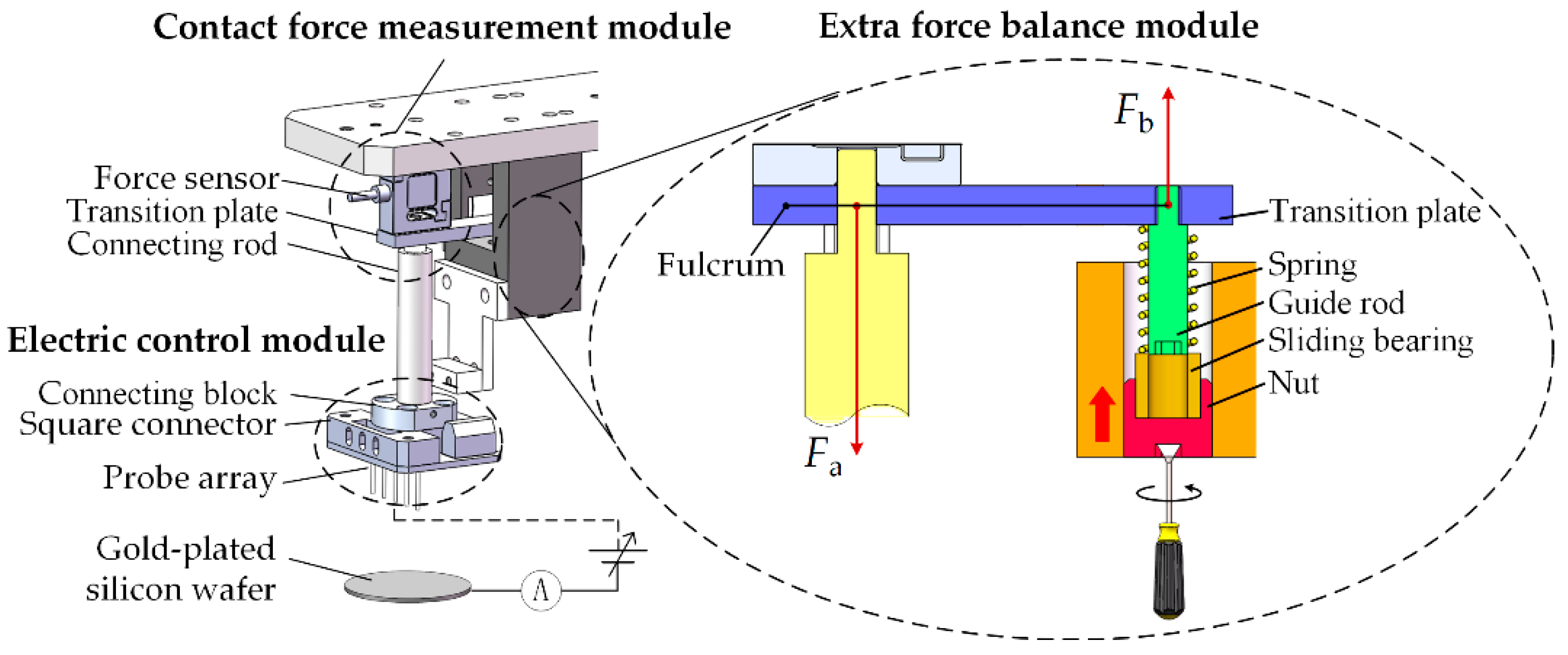
2.2. Parallel Dispensing Device
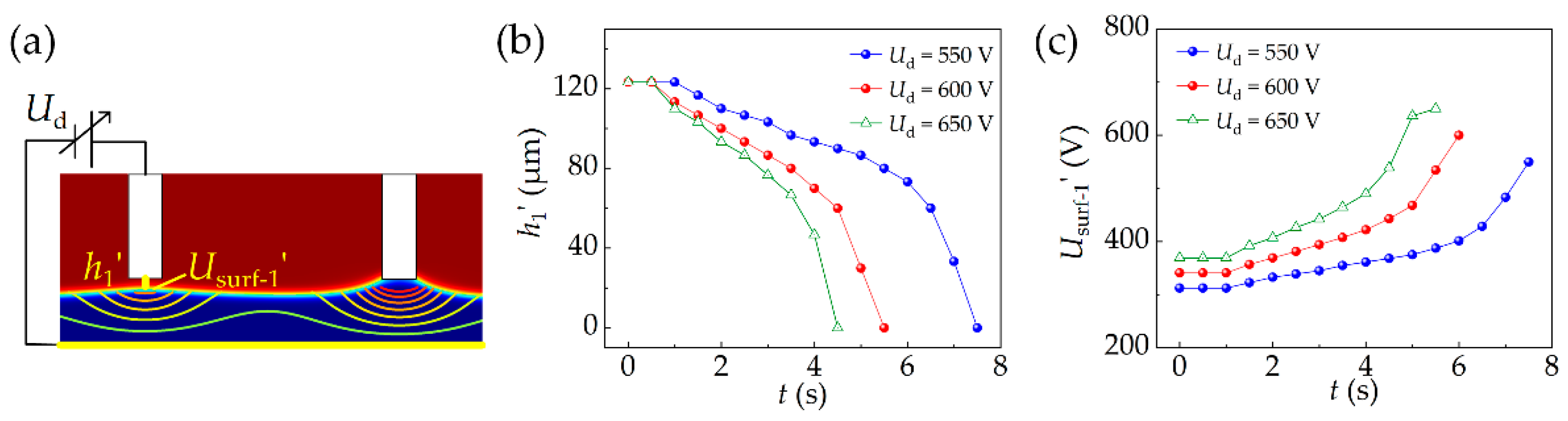
3. Control Method of The Loading Process
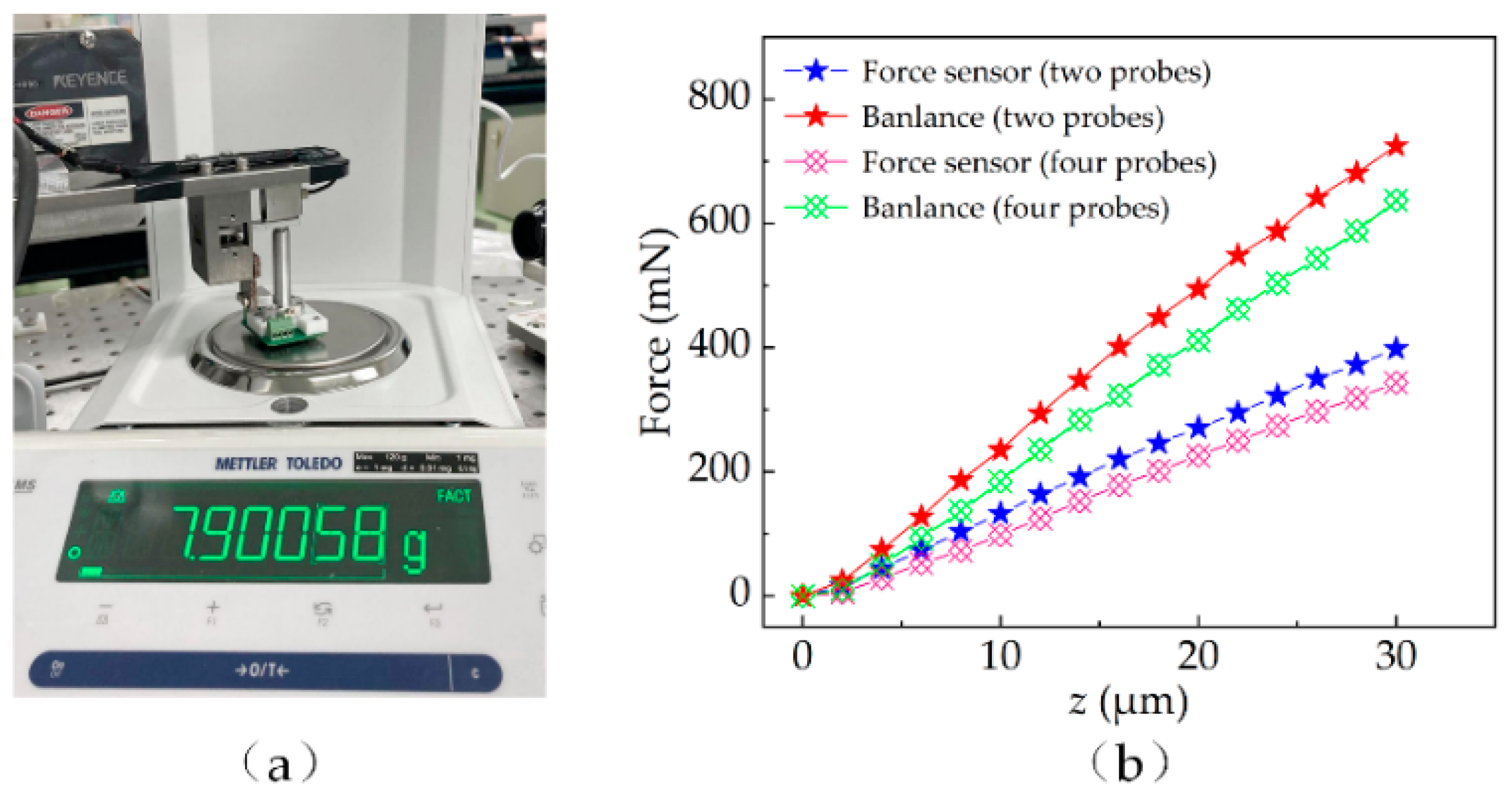
4. Experimental Results and Discussion
4.1. Serial Electrical Loading
4.2. Parallel Transfer Printing
5. Conclusions
- A smart printing head is developed, including the probe array, the electric control module, the contact force measurement module, and the extra force balance module. The parallel dispensing of the high-viscous liquid in nL level is achieved.
- According to the simulation results, the interacting effect between the probes has a strong influence on the loading process. Therefore, the strategy of serial electrical loading and parallel transfer printing is utilized.
- The dependency of transfer printing volume on probe size, etc., is experimentally investigated. The loaded volume can be controlled by the lifting velocity of the probe array, and the transferred volume can be adjusted by the size of the probe instead of by the contact force.
Author Contributions
Funding
Conflicts of Interest
References
- Barbulovic-Nad, I.; Lucente, M.; Sun, Y.; Zhang, M.; Wheeler, A.R.; Bussmann, M. Bio-microarray fabrication techniques—A review. Crit. Rev. Biotechnol. 2006, 26, 237–259. [Google Scholar] [CrossRef] [PubMed]
- Yao, Y.; Lu, S.; Liu, Y.; Sun, L. Research on Automated Micro-liquid Dispensing Technology. J. Mech. Eng. 2013, 49, 140–153. [Google Scholar] [CrossRef]
- Lee, S.; Park, S.; Kim, J.; Lee, S.; Cho, D.I. Surface/bulk micromachined single-crystalline-silicon micro-gyroscope. J. Microelectromech. Syst. 2000, 9, 557–567. [Google Scholar] [CrossRef]
- Liang, J.; Zhang, L.; Wang, L.; Dong, Y.; Ueda, T. Flip Chip Bonding of a Quartz MEMS-Based Vibrating Beam Accelerometer. Sensors 2015, 15, 22049–22059. [Google Scholar] [CrossRef]
- Li, R.; Chang, Z.; Lei, Y.; Cheng, Z.; Liu, X.; Fan, K.; Lv, J. A Low-Frequency Micro Accelerometer Based on Three-Lobed Leaf Spring and a Focus Probe. IEEE Photonics J. 2019, 11, 1–12. [Google Scholar] [CrossRef]
- Kumar, S. Liquid Transfer in Printing Processes: Liquid Bridges with Moving Contact Lines. In Annual Review of Fluid Mechanics; Davis, S.H., Moin, P., Eds.; Annual Reviews Incorporated: Palo Alto, CA, USA, 2015; Volume 47, pp. 67–94. [Google Scholar]
- Hernandez-Santana, A.; Mackintosh, A.R.; Guilhabert, B.; Kanibolotsky, A.L.; Dawson, M.D.; Skabara, P.J.; Graham, D. Dip-pen nanolithography of nanostructured oligofluorene truxenes in a photo-curable host matrix. J. Mater. Chem. 2011, 21, 14209–14212. [Google Scholar] [CrossRef]
- Lin, S.C.; Tseng, F.G.; Huang, H.M.; Chen, Y.F.; Tsai, Y.C.; Ho, C.E.; Chieng, C.C. Simultaneous immobilization of protein microarrays by a micro stamper with back-filling reservoir. Sens. Actuators B-Chem. 2004, 99, 174–185. [Google Scholar] [CrossRef]
- Xu, Z.; Qian, Y.; Qin, S.; Wang, X.; Xu, X. Device and technique for high-viscous adhesive micro-dispensing with electrostatic induction. Guangxue Jingmi Gongcheng/Opt. Precis. Eng. 2021, 29, 2386–2392. [Google Scholar] [CrossRef]
- Liu, Y.; Chen, L.; Sun, L.; Rong, W. Automated dispensing system for biologic viscous micro-drop. Chin. J. Mech. Eng. 2009, 45, 100–105. [Google Scholar] [CrossRef]
- Xu, X.; Xu, Z.; Wang, X.; Qin, S.; Qian, Y.; Wang, L.; Liu, J. Loading a High-Viscous Droplet via the Cone-Shaped Liquid Bridge Induced by an Electrostatic Force. Langmuir 2021, 37, 2334–2340. [Google Scholar] [CrossRef] [PubMed]
- Gates, B.D.; Xu, Q.B.; Stewart, M.; Ryan, D.; Willson, C.G.; Whitesides, G.M. New approaches to nanofabrication: Molding, printing, and other techniques. Chem. Rev. 2005, 105, 1171–1196. [Google Scholar] [CrossRef] [PubMed]
- Krebs, F.C. Fabrication and processing of polymer solar cells: A review of printing and coating techniques. Sol. Energ. Mat. Sol. C 2009, 93, 394–412. [Google Scholar] [CrossRef]
- Quist, A.P.; Pavlovic, E.; Oscarsson, S. Recent advances in microcontact printing. Anal. Bioanal. Chem. 2005, 381, 591–600. [Google Scholar] [CrossRef]
- Ruiz, A.; Zychowicz, M.; Ceriotti, L.; Mehn, D.; Sirghi, L.; Rauscher, H.; Mannelli, I.; Colpo, P.; Buzanska, L.; Rossi, F. Microcontact printing and microspotting as methods for direct protein patterning on plasma deposited polyethylene oxide: Application to stem cell patterning. Biomed. Microdevices 2013, 15, 495–507. [Google Scholar] [CrossRef] [PubMed]
- Qin, D.; Xia, Y.; Whitesides, G.M. Soft lithography for micro- and nanoscale patterning. Nat. Protoc. 2010, 5, 491–502. [Google Scholar] [CrossRef] [PubMed]
- Tanaka, N.; Ota, H.; Fukumori, K.; Miyake, J.; Yamato, M.; Okano, T. Micro-patterned cell-sheets fabricated with stamping-force-controlled micro-contact printing. Biomaterials 2014, 35, 9802–9810. [Google Scholar] [CrossRef] [PubMed]
- Hong, J.M.; Ozkeskin, F.M.; Zou, J. A micromachined elastomeric tip array for contact printing with variable dot size and density. J. Micromech. Microeng. 2008, 18, 15003. [Google Scholar] [CrossRef]
- Kim, S.; Wu, J.; Carlson, A.; Jin, S.H.; Kovalsky, A.; Glass, P.; Liu, Z.; Ahmed, N.; Elgan, S.L.; Chen, W.; et al. Microstructured elastomeric surfaces with reversible adhesion and examples of their use in deterministic assembly by transfer printing. Proc. Natl. Acad. Sci. USA 2010, 107, 17095–17100. [Google Scholar] [CrossRef]
- Liao, X.; Braunschweig, A.B.; Zheng, Z.; Mirkin, C.A. Force- and Time-Dependent Feature Size and Shape Control in Molecular Printing via Polymer-Pen Lithography. Small 2010, 6, 1082–1086. [Google Scholar] [CrossRef]
- Liao, X.; Braunschweig, A.B.; Mirkin, C.A. “Force-Feedback” Leveling of Massively Parallel Arrays in Polymer Pen Lithography. Nano Lett. 2010, 10, 1335–1340. [Google Scholar] [CrossRef] [PubMed][Green Version]
- Khandavalli, S.; Rothstein, J.P. Ink transfer of non-Newtonian fluids from an idealized gravure cell: The effect of shear and extensional deformation. J. Non-Newton. Fluid Mech. 2017, 243, 16–26. [Google Scholar] [CrossRef]
- Zhu, P.; Xu, Z.; Xu, X.; Wang, D.; Wang, X.; Yan, Y.; Wang, L. Squeezing Dynamic Mechanism of High-Viscosity Droplet and its Application for Adhesive Dispensing in Sub-Nanoliter Resolution. Micromachines 2019, 10, 728. [Google Scholar] [CrossRef] [PubMed]
- Zhu, P.; Xu, Z.; Wang, X.; Zheng, Y.; Xu, X.; Wang, L. Influence of initial distance between needle tip and substrate on contact dispensing of high-viscosity adhesive. Int. J. Adhes. Adhes. 2018, 85, 23–28. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Probe Diameter (μm) | Interval Distance between Two Probes (mm) | Driving Voltage (V) | Density (g/cm3) | Permittivity | Viscosity (Pa·s) |
|---|---|---|---|---|---|
| 400 | 3.0 | 400~650 | 1.2 | 2.27 | 15 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, Z.; Qin, S.; Yu, Y.; Wang, X.; Liu, J.; He, W. Parallel Microdispensing Method of High-Viscous Liquid Based on Electrostatic Force. Micromachines 2022, 13, 545. https://doi.org/10.3390/mi13040545
Xu Z, Qin S, Yu Y, Wang X, Liu J, He W. Parallel Microdispensing Method of High-Viscous Liquid Based on Electrostatic Force. Micromachines. 2022; 13(4):545. https://doi.org/10.3390/mi13040545
Chicago/Turabian StyleXu, Zheng, Shaochun Qin, Yu Yu, Xiaodong Wang, Junshan Liu, and Wenxin He. 2022. "Parallel Microdispensing Method of High-Viscous Liquid Based on Electrostatic Force" Micromachines 13, no. 4: 545. https://doi.org/10.3390/mi13040545
APA StyleXu, Z., Qin, S., Yu, Y., Wang, X., Liu, J., & He, W. (2022). Parallel Microdispensing Method of High-Viscous Liquid Based on Electrostatic Force. Micromachines, 13(4), 545. https://doi.org/10.3390/mi13040545