
Experimental Study of a Pump-Driven Microchannel-Separated Heat Pipe System

Abstract
:1. Introduction
2. Design of Pump-Driven Microchannel-Separated Heat Pipe System
2.1. Working Fluid Selection
2.2. Thermodynamic Calculation
2.3. Condenser Design
2.4. Evaporator Design
2.5. Selection of Centrifugal Pumps
2.6. Design of Reservoir
2.7. Circulation Pipeline Design
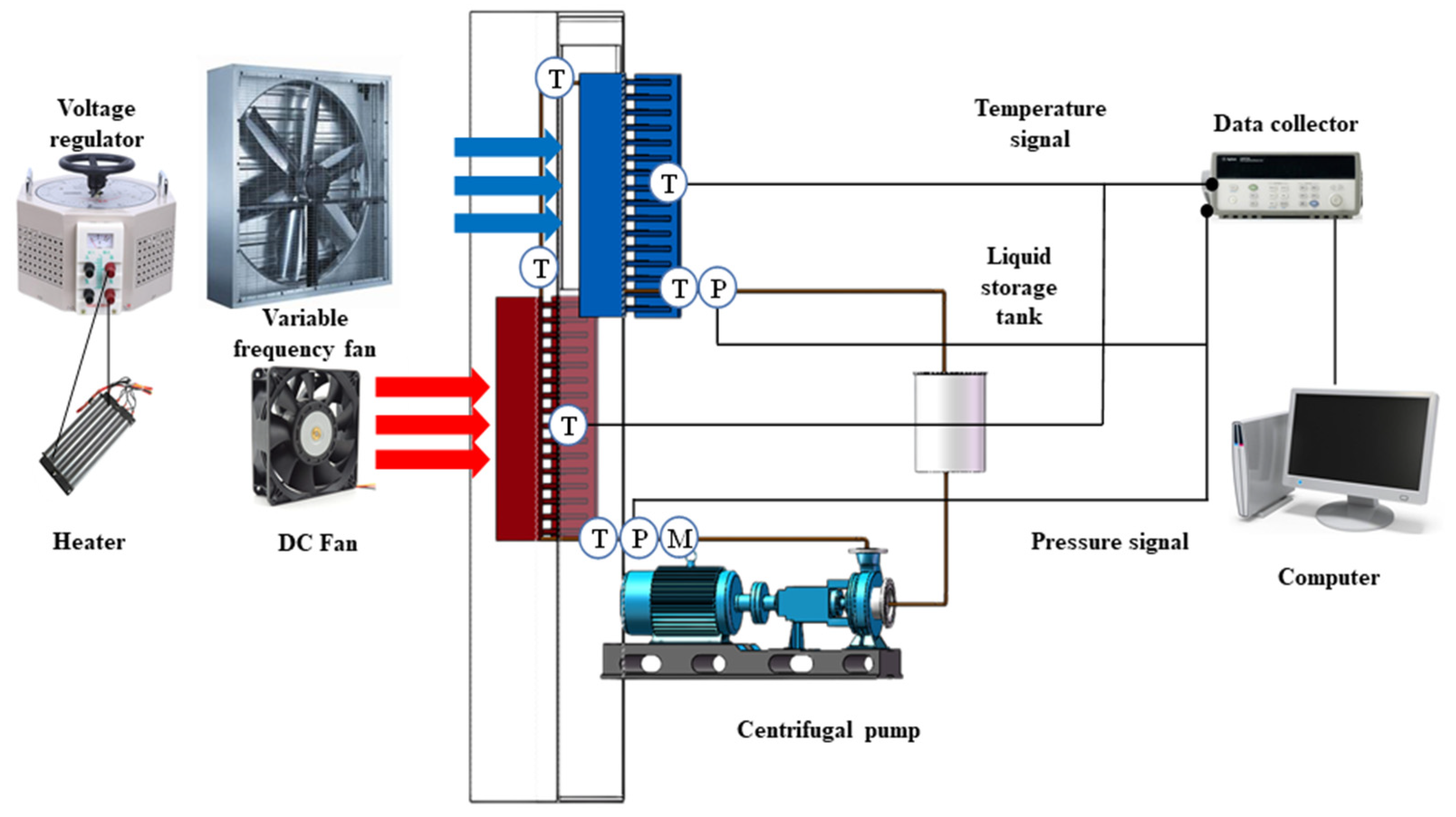
2.8. Establishment of Experimental System
2.9. Error Analysis
3. Results and Discussion
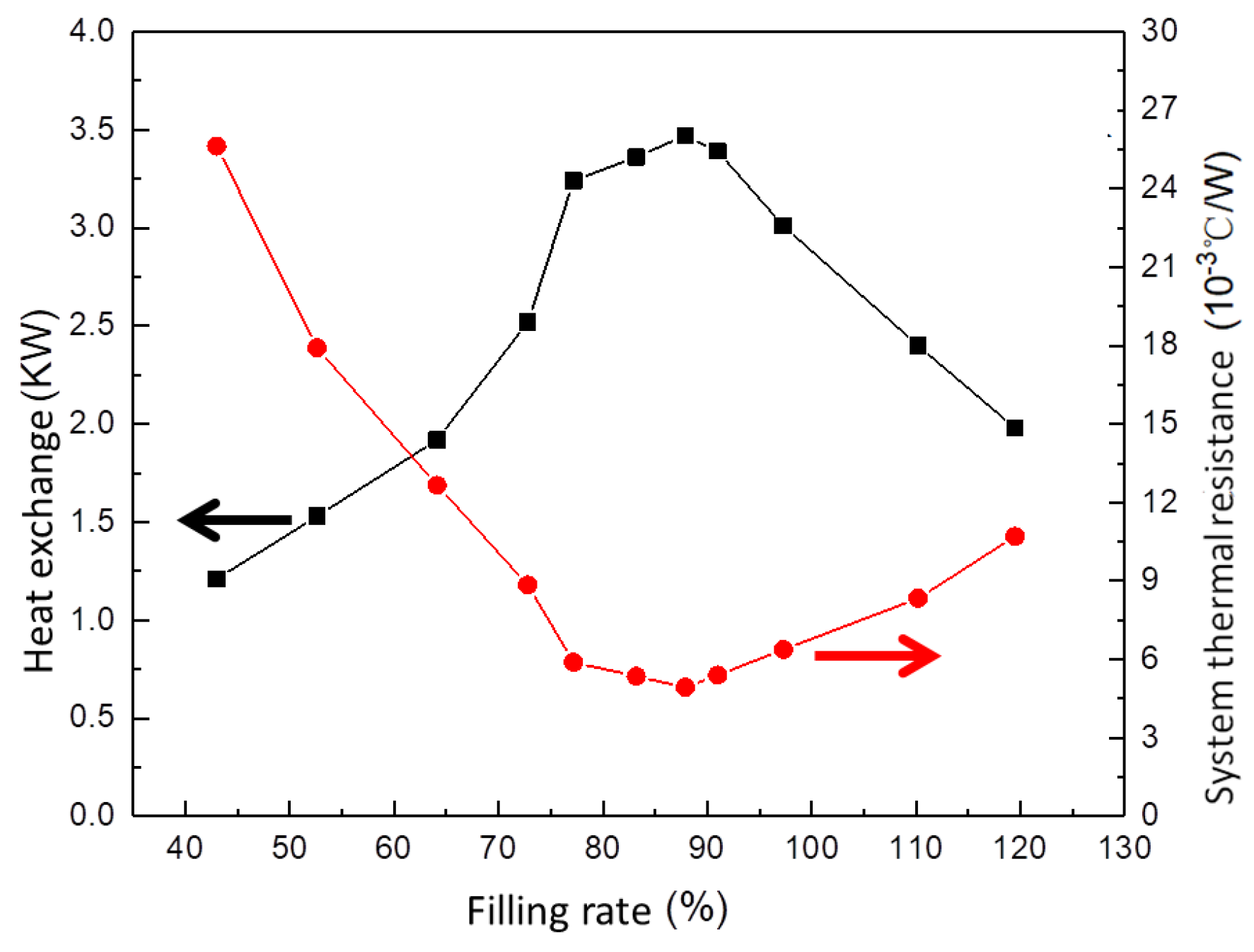
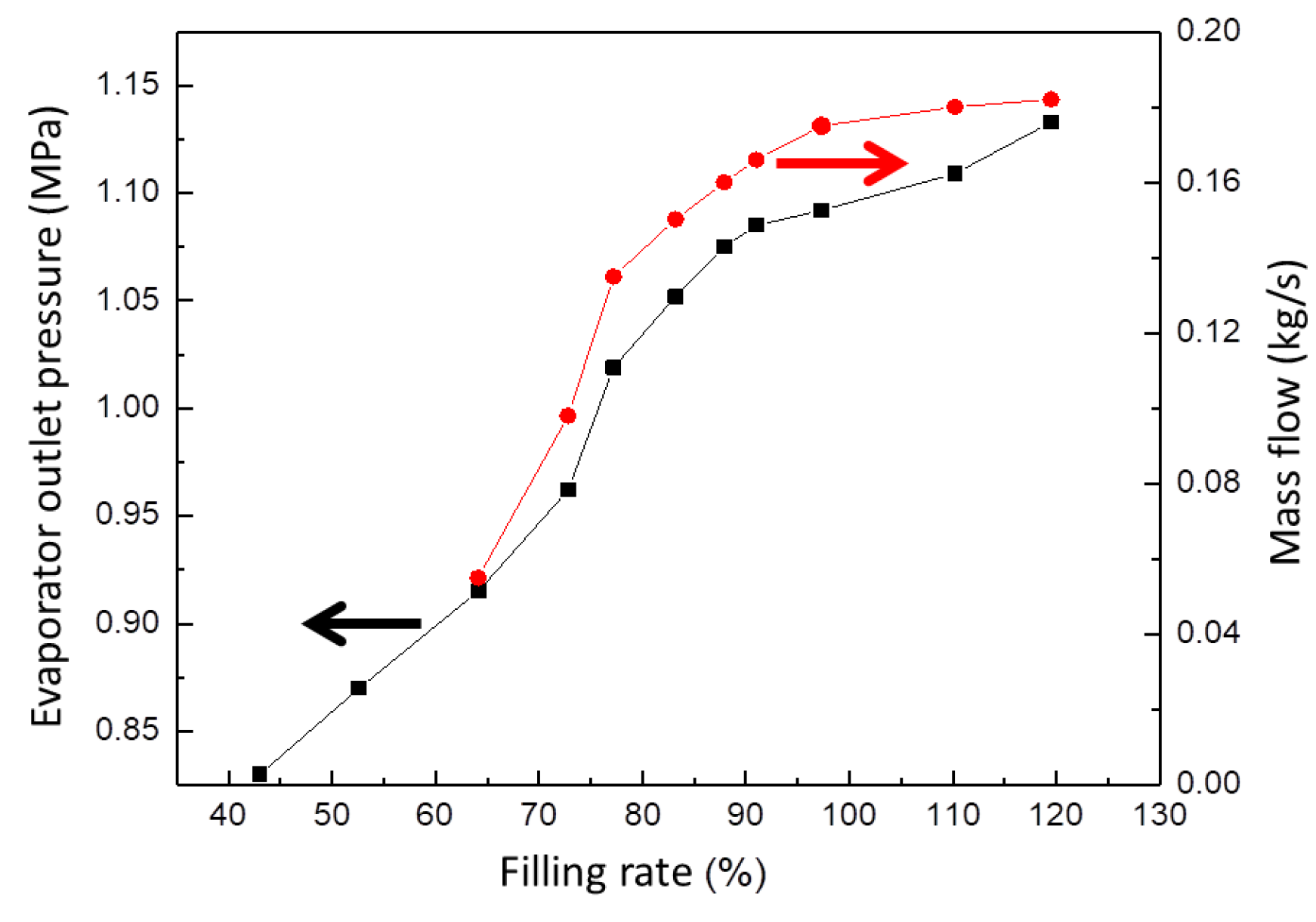
3.1. Effect of Different Liquid Filling Rates
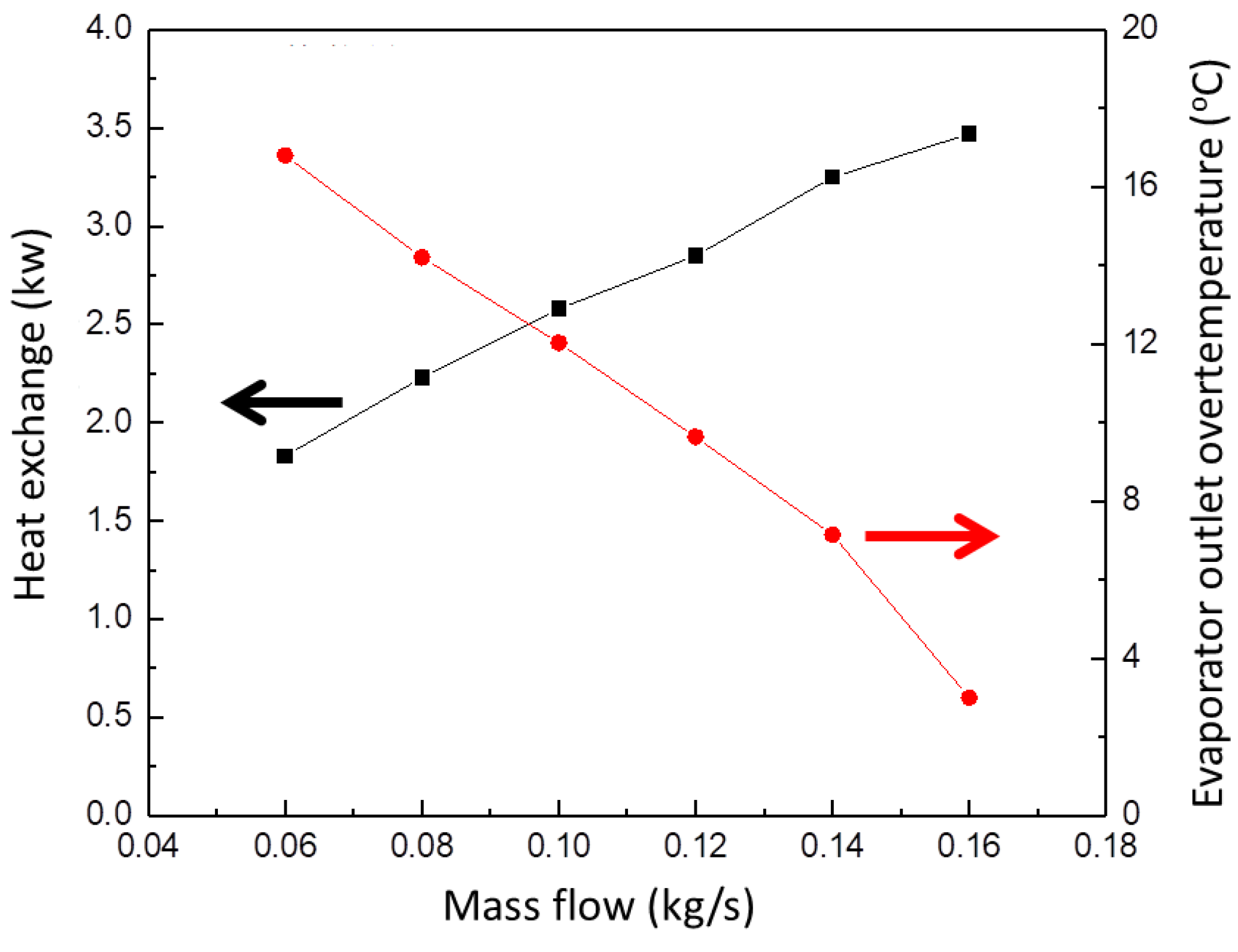
3.2. Effect of Different Mass Flow Rates
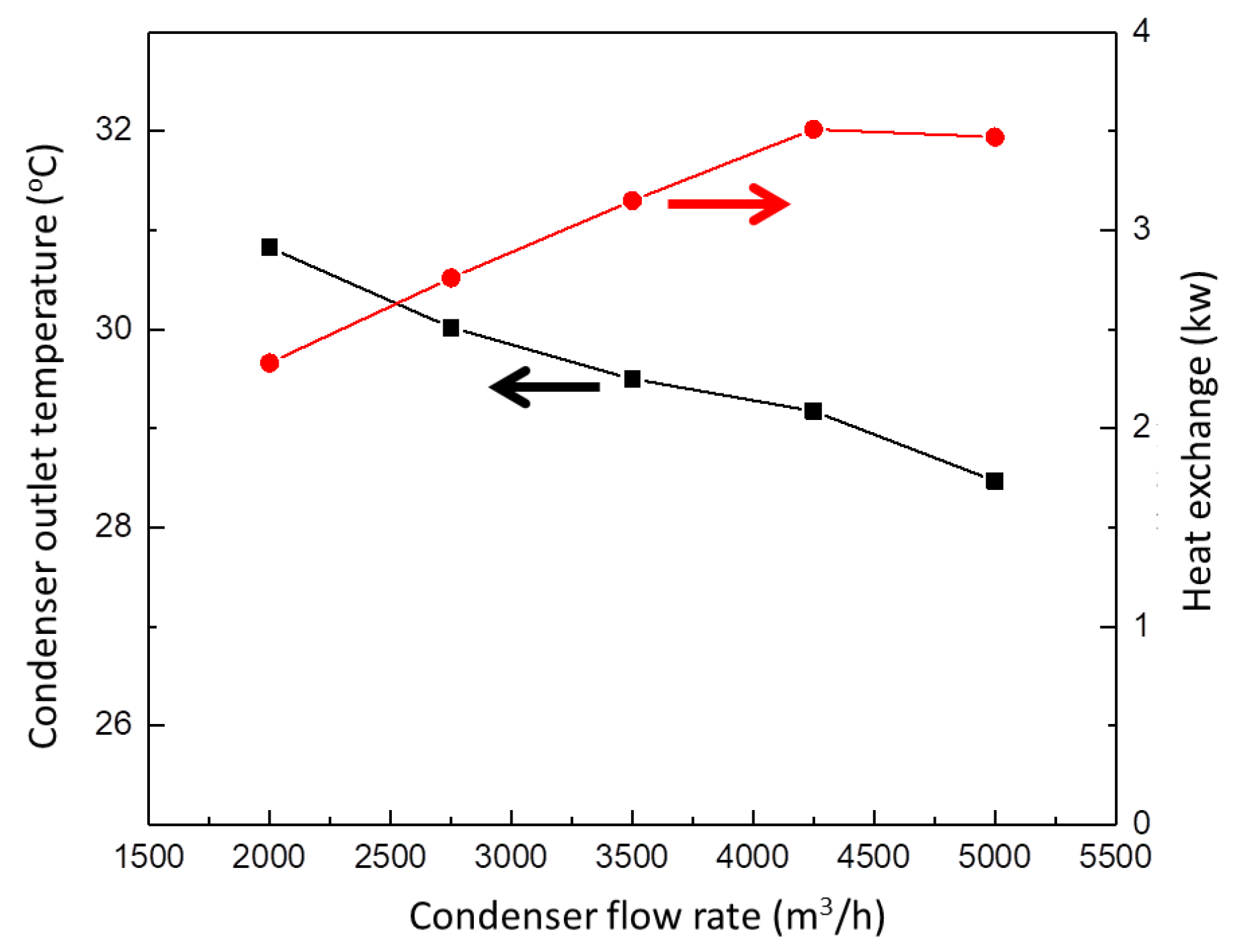
3.3. Effect of Different Condensing Air Volumes
3.4. Effect of Different Temperature Differences
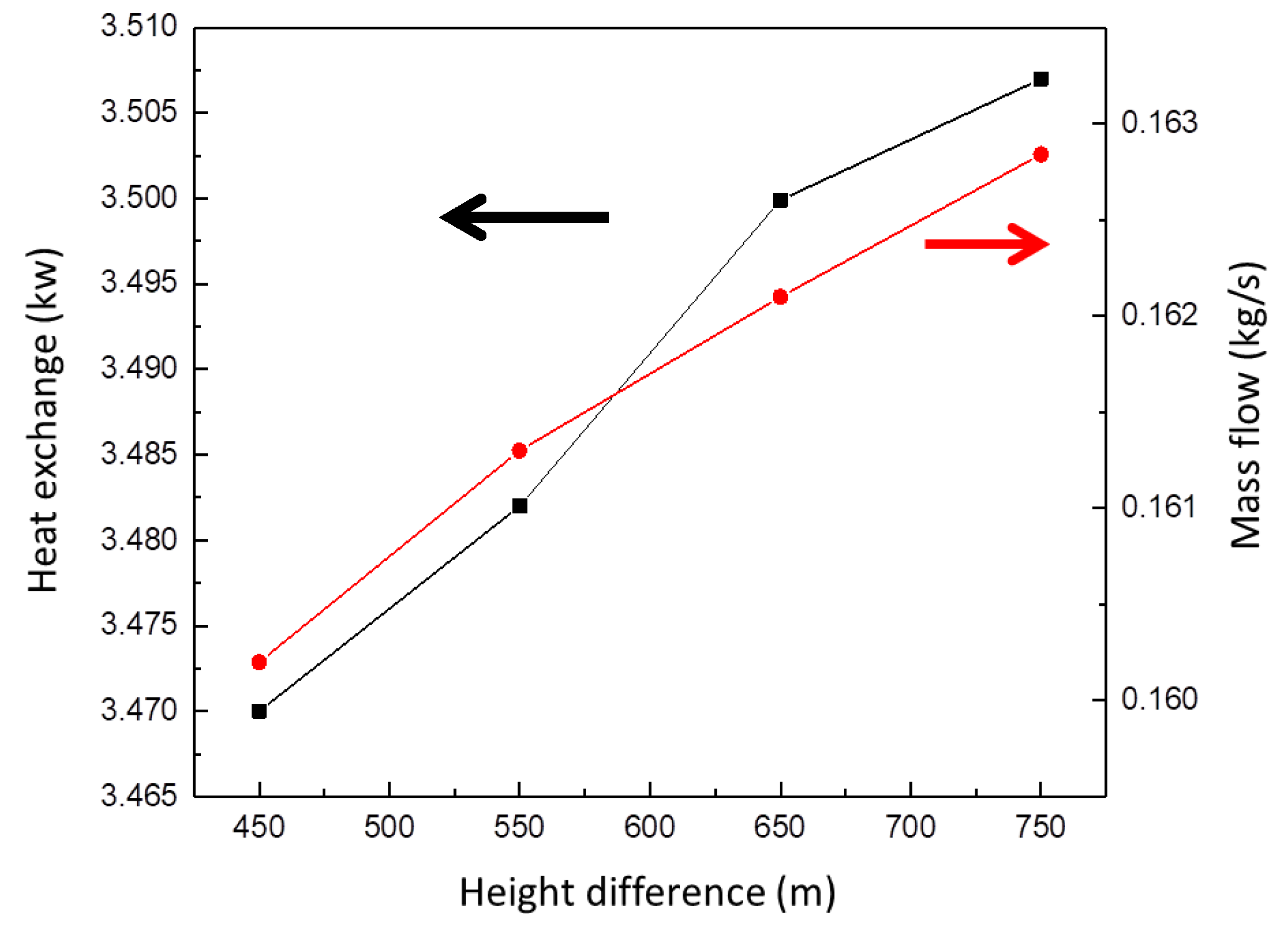
3.5. Effect of Different Height Differences
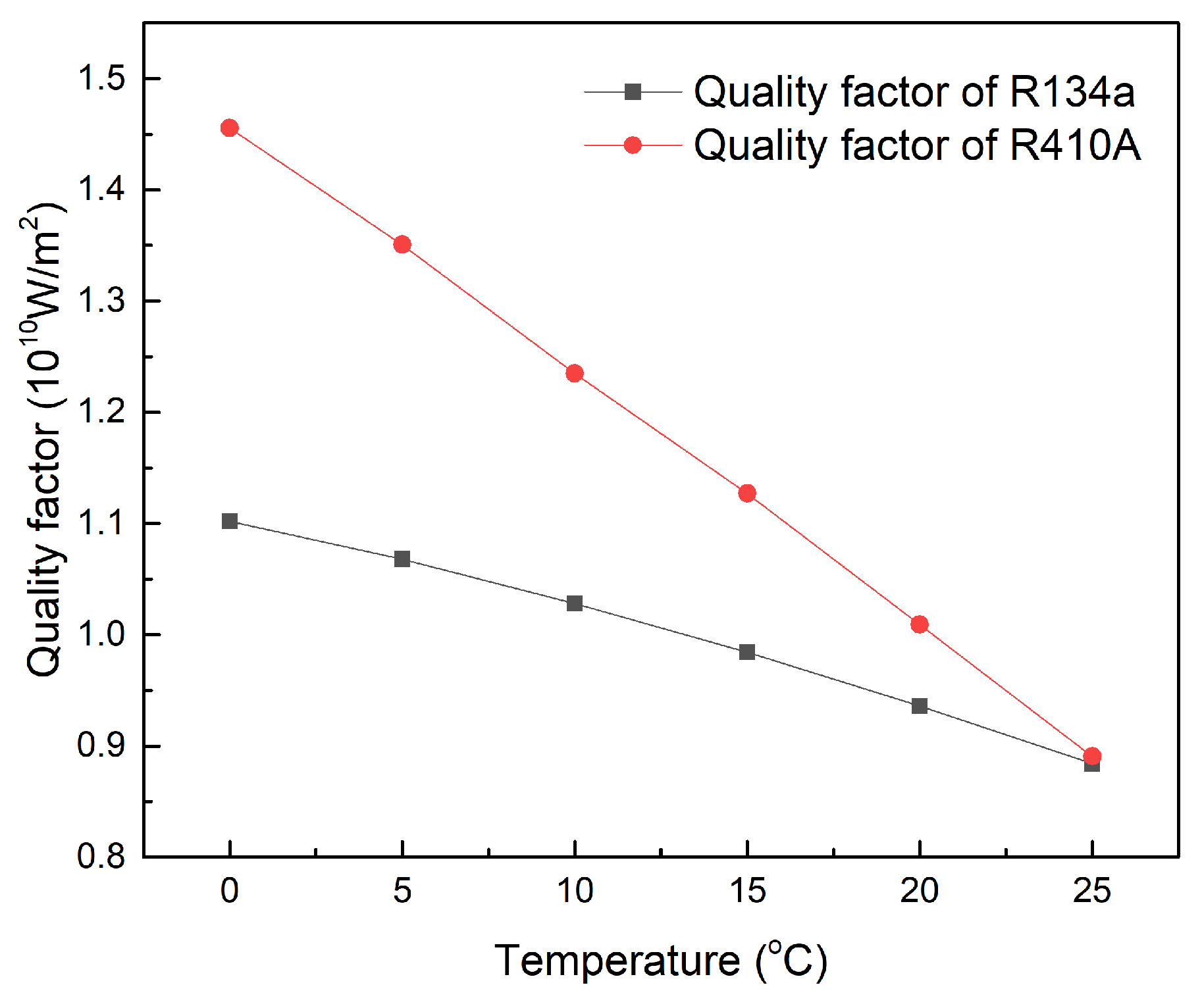
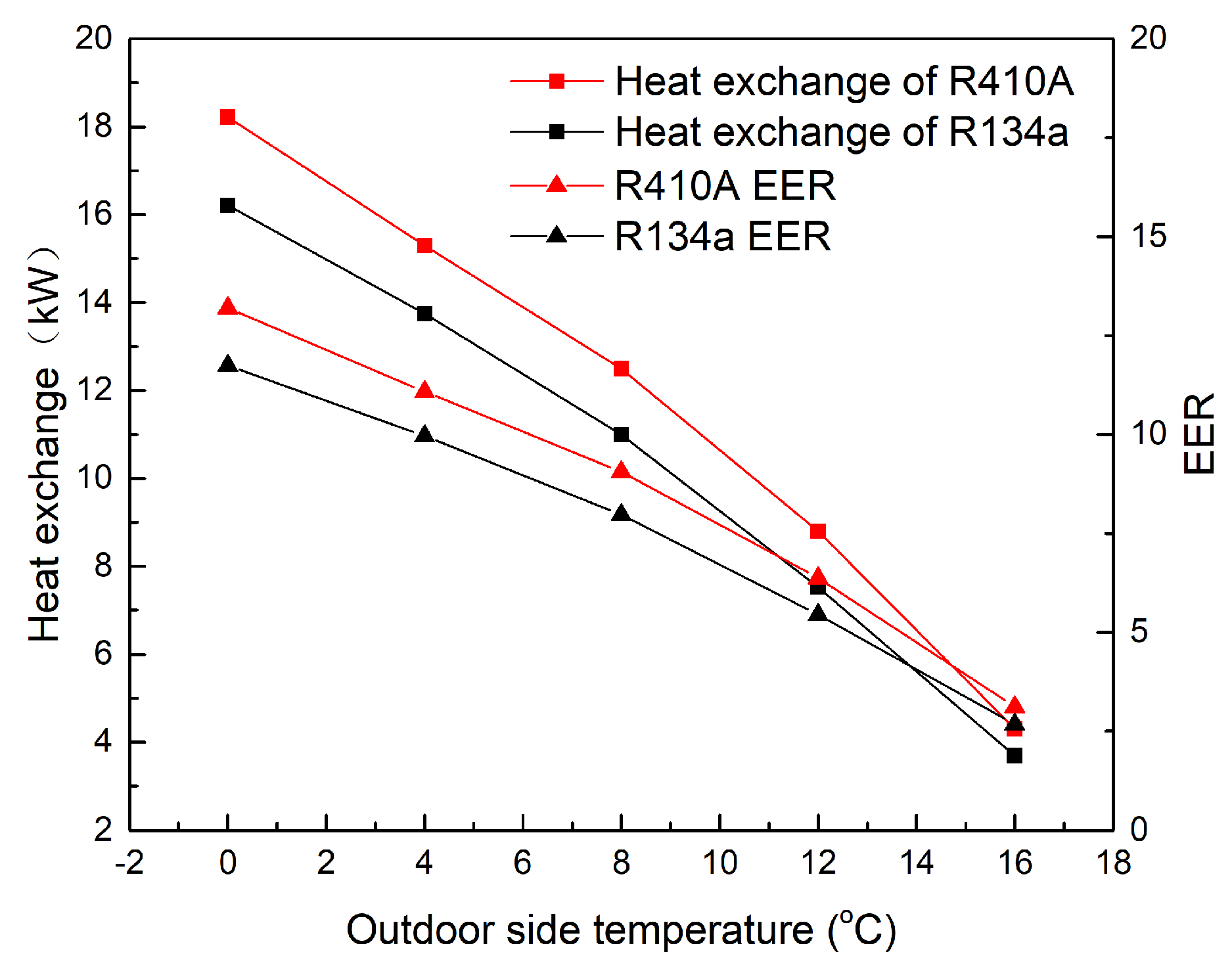
3.6. Effect of Different Type of Working Medium
4. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, X.; Wang, X.; Ding, T.; Li, Z. Experimental research and energy saving analysis of an integrated data center cooling and waste heat recovery system. Appl. Energy 2023, 352, 121875. [Google Scholar] [CrossRef]
- Abbas, A.M.; Huzayyin, A.S.; Mouneer, T.A.; Nada, S. Effect of data center servers’ power density on the decision of using in-row cooling or perimeter cooling. Alex. Eng. J. 2021, 60, 3855–3867. [Google Scholar] [CrossRef]
- Fu, H.; Baltazar, J.C.; Claridge, D.E. Review of developments in whole-building statistical energy consumption models for commercial buildings. Renew. Sustain. Energy Rev. 2021, 147, 111248. [Google Scholar] [CrossRef]
- Chen, X.; Zhang, C.; Li, Y. Research and development of hydrogen energy safety. Emerg. Manag. Sci. Technol. 2022, 2, 3. [Google Scholar] [CrossRef]
- Guo, P.; Xu, C.; Lu, J.; Wang, Z.; Chang, X.; Hu, L.; Wang, Z.; Dong, J. Study on the effect of channel spacing on premixed syngas-air explosion inside parallel narrow channels. Emerg. Manag. Sci. Technol. 2023, 3, 8. [Google Scholar] [CrossRef]
- Liu, S.; Ma, G.; Jia, X.; Xu, S.; Wu, G. Performance of a mechanically-driven loop heat pipe heat recovery system. Appl. Therm. Eng. 2022, 207, 118066. [Google Scholar]
- Miyazaki, Y.; Oshima, S.; Furukawa, M.; Imai, R. Pump assisted heat pipe system. In Proceedings of the Thermophysics, Plasmadynamics & Lasers Conference, San Antonio, CA, USA, 27–29 June 1988. [Google Scholar]
- Park, C.; Vallury, A.; Zuo, J. Performance evaluation of a pump-assisted capillary two- phase cooling loop. J. Therm. Sci. Eng. Appl. 2009, 1, 022004. [Google Scholar] [CrossRef]
- Park, C.; Crepinsek, M. Effect of operational conditions on cooling performance of pump-assisted and capillary-driven two- phase loop. J. Thermophys. Heat Transf. 2011, 25, 572–580. [Google Scholar] [CrossRef]
- Zhang, D.; Li, G.; Liu, Y.Q.; Tian, X. Simulation and experimental studies of R134a flow condensation characteristics in a pump-assisted separate heat pipe. Int. J. Heat Mass Transf. 2018, 126, 1020–1030. [Google Scholar] [CrossRef]
- Ambrose, J.H.; Feild, A.R.; Holmes, H.R. A pumped heat pipe cold plate for high-flux applications. Exp. Therm. Fluid Sci. 1995, 10, 156–162. [Google Scholar] [CrossRef]
- Salvatore, V.; Valeria, P.; Davide, L.R.; Bonanno, A. Experimental assessment and numerical study of a pump-assisted loop heat pipe for high capacity thermal systems. Appl. Therm. Eng. 2020, 180, 115828. [Google Scholar]
- Kim, M.H.; Bullard, C.W. Air-side thermal hydraulic performance of multi-louvered fin aluminum heat exchangers. Int. J. Refrig. 2002, 25, 390–400. [Google Scholar] [CrossRef]
- Bivens, D.B.; Yokozeki, A. Heat transfer coefficient and transfer properties for alternative refrigerants. In Proceedings of the 1994 International Refrigeration Conference at Purdue, West Lafayette, IN, USA, 19–22 July 1994. [Google Scholar]
- Kandlikar, S.G.; Steinke, M.E. Predicting heat transfer during flow boiling in minichannels and microchannels. ASHRAE Trans. 2003, 109, 667–676. [Google Scholar]
- Fannou, J.L.C.; Rousseau, C.; Lamarche, L.; Stanislaw, K. A comparative performance study of a direct expansion geothermal evaporator using R410A and R407C as refrigerant alternatives to R22. Appl. Therm. Eng. 2015, 82, 306–317. [Google Scholar] [CrossRef]
- Dang, C.; Jia, L.; Xu, M.C. Experimental study on flow boiling characteristics of pure refrigerant (R134a) and zeotropic mixture (R407C) in a rectangular micro-channel. Int. J. Heat Mass Transf. 2017, 104, 351–361. [Google Scholar] [CrossRef]
- Bolaji, B.O. Performance investigation of ozone-friendly R404A and R507 refrigerants as alternatives to R22 in a window air-conditioner. Energy Build. 2011, 43, 3139–3143. [Google Scholar] [CrossRef]
- Jiang, G.B.; Tan, J.T.; Nian, Q.X.; Tang, S.C.; Tao, W.Q. Experimental study of boiling heat transfer in smooth/micro-fin tubes of four refrigerants. Int. J. Heat Mass Transf. 2016, 98, 631–642. [Google Scholar] [CrossRef]
- Han, C.L.; He, L.D.; Tian, Z.Z.; Xu, B.; Chen, Z. Study of heat dissipation characteristics of loop heat pipe with heat sink of composite material. Appl. Therm. Eng. 2022, 200, 117572. [Google Scholar] [CrossRef]
- Der, O.; Edwardson, S.; Marengo, M.; Bertola, V. Engineered composite polymer sheets with enhanced thermal conductivity. IOP Conf. Ser. Mater. Sci. Eng. 2019, 613, 012008. [Google Scholar] [CrossRef]
- Zhang, D.; He, Z.; Guan, J.; Tang, S.Z.; Shen, C. Heat transfer and flow visualization of pulsating heat pipe with silica nanofluid: An experimental study. Int. J. Heat Mass Transf. 2022, 183, 122100. [Google Scholar] [CrossRef]
- Reay, D.; Kew, P.; Mcglen, R.J. Heat Pipes: Theory, Design and Applications, 6th ed.; Butterworth-Heinemann: Oxford, UK, 2014. [Google Scholar]
- Holman, J.P. Heat Transfer, 10th ed.; McGraw-Hill: New York, NY, USA, 2002. [Google Scholar]
- Yang, S.M.; Tao, W.Q. Heat Transfer, 4th ed.; Higher Education Press: Beijing, China, 2006. (In Chinese) [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Design Parameters | Value | Design Parameters | Value |
|---|---|---|---|
| Heat-exchange capacity of heat pipe (kW) | 4 | Working temperature of heat pipe (°C) | 42.5 |
| Inlet temperature of evaporator te,in (°C) | 55 | Inlet temperature of condenser tc,in (°C) | 25 |
| Outlet temperature of evaporator te,out (°C) | 50 | Outlet temperature of condenser tc,out (°C) | 29 |
| Qualitative temperature of evaporator te (°C) | 52.5 | Qualitative temperature of condenser tc (°C) | 27 |
| Design Parameters | Value | Design Parameters | Value |
|---|---|---|---|
| Outer width of flat tube Bto (mm) | 32 | Fin height Hf (mm) | 8 |
| Inter width of flat tube Bti (mm) | 31 | Fin pitch Pf (mm) | 1.5 |
| Outer height of flat tube Bto (mm) | 2 | Fin width Bf (mm) | 32 |
| Inter height of flat tube Bti (mm) | 1.2 | Spoiler angle θ (°) | 30° |
| Number of thin walls inside the tube Nw | 20 | Fin thickness δf (mm) | 0.1 |
| Wall thickness δ (mm) | 0.27 | Fin slot length L1 (mm) | 7 |
| Pipe diameter D (mm) | 38 | Spoiler spacing P1 (mm) | 1 |
| Pipeline Location | Diameter (mm) | Length (mm) |
|---|---|---|
| Evaporator outlet to condenser inlet | 15.88 | 1.5 |
| Condenser outlet to storage tank inlet | 15.88 | 1.0 |
| Outlet of storage tank to inlet of pump | 15.88 | 0.5 |
| Pump outlet to evaporator inlet | 15.88 | 1.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, S.; Xu, P.; Shi, J.; Sheng, L.; Han, C.; Chen, Z. Experimental Study of a Pump-Driven Microchannel-Separated Heat Pipe System. Sustainability 2023, 15, 16839. https://doi.org/10.3390/su152416839
Chen S, Xu P, Shi J, Sheng L, Han C, Chen Z. Experimental Study of a Pump-Driven Microchannel-Separated Heat Pipe System. Sustainability. 2023; 15(24):16839. https://doi.org/10.3390/su152416839
Chicago/Turabian StyleChen, Shengpeng, Peng Xu, Juan Shi, Lisha Sheng, Chaoling Han, and Zhenqian Chen. 2023. "Experimental Study of a Pump-Driven Microchannel-Separated Heat Pipe System" Sustainability 15, no. 24: 16839. https://doi.org/10.3390/su152416839
APA StyleChen, S., Xu, P., Shi, J., Sheng, L., Han, C., & Chen, Z. (2023). Experimental Study of a Pump-Driven Microchannel-Separated Heat Pipe System. Sustainability, 15(24), 16839. https://doi.org/10.3390/su152416839