
Process Parameters Optimization of Wet Shot Peening for Paint Cleaning

 ,
,
Abstract
:1. Introduction
2. Experimental
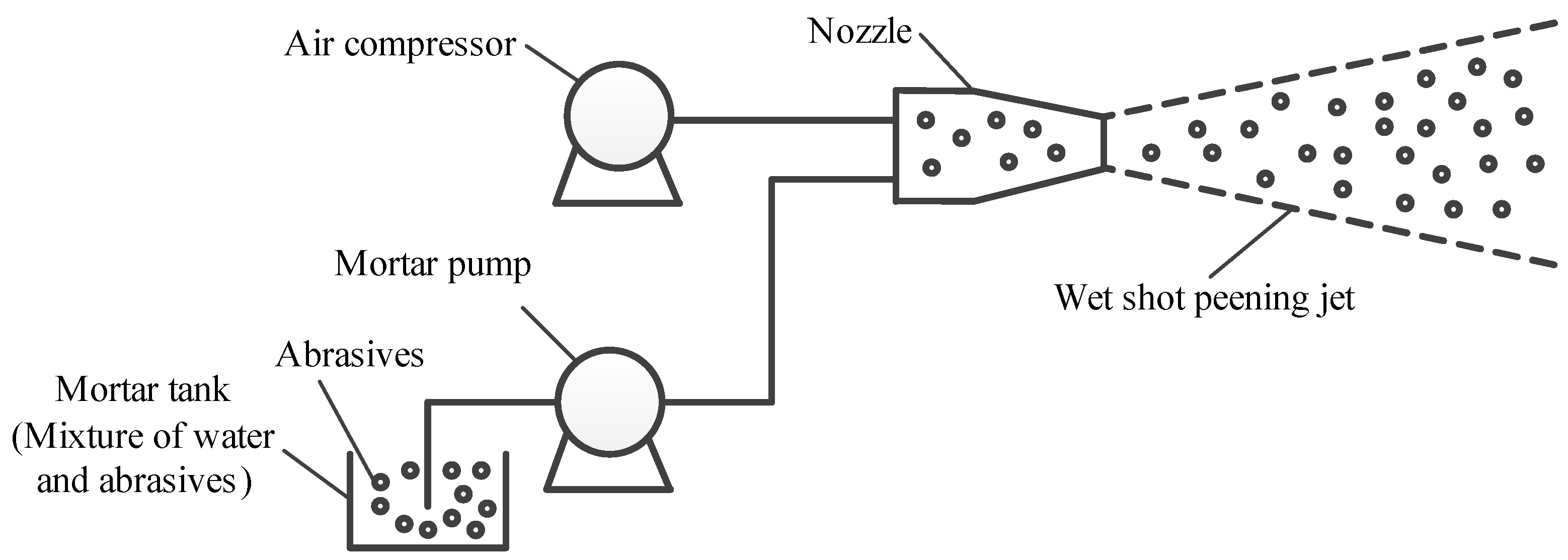
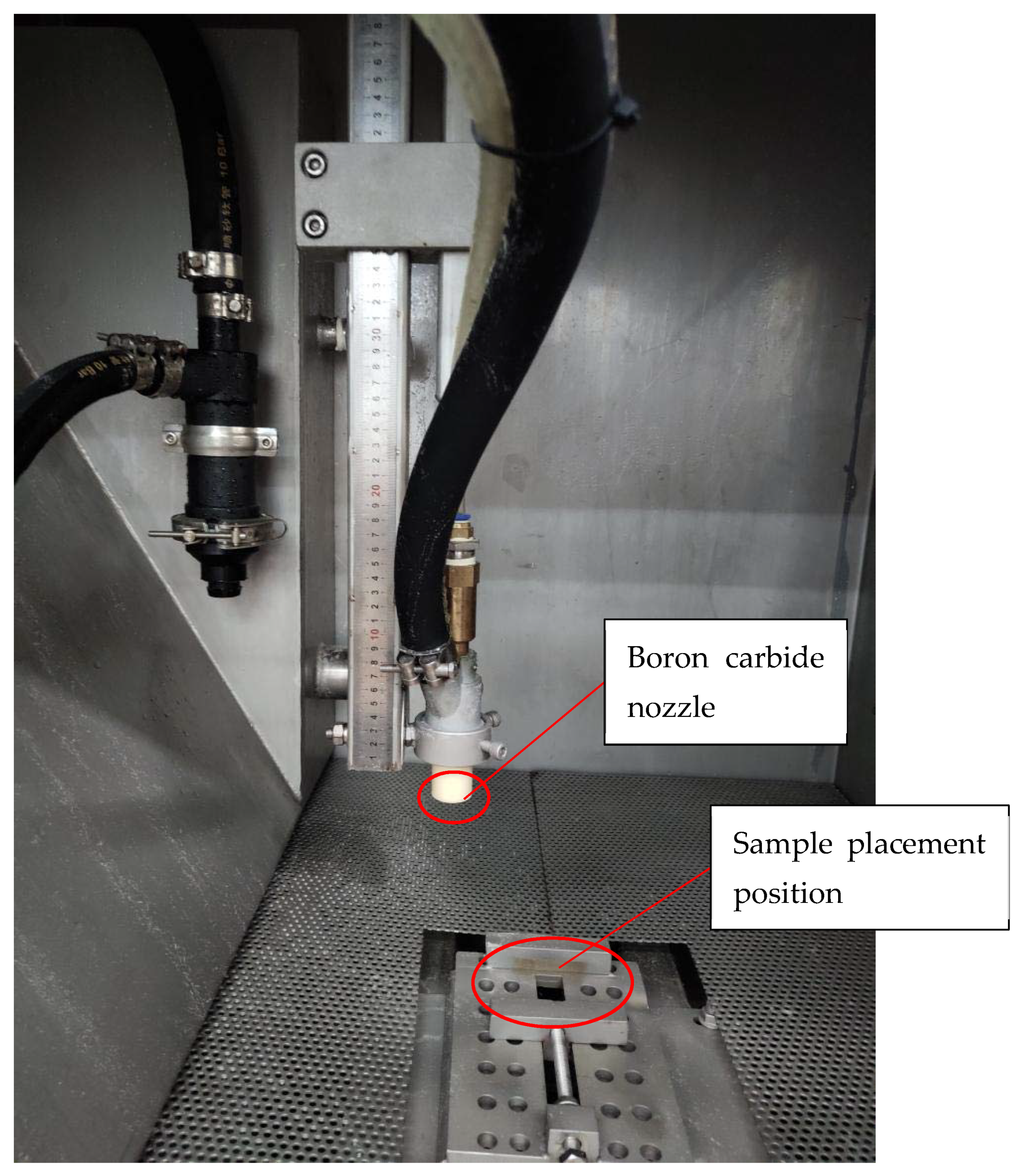
2.1. Equipment
2.2. Substance and Coating Material
2.3. Experimental Design and Procedure
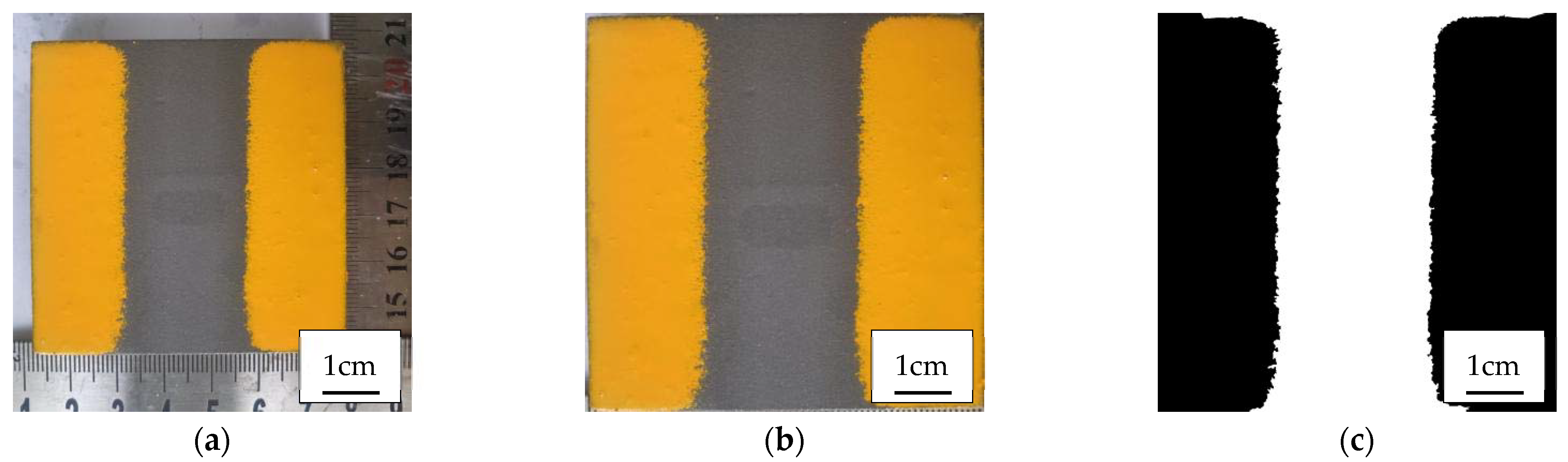
2.4. Related Parameter Definition
3. Results and Discussion
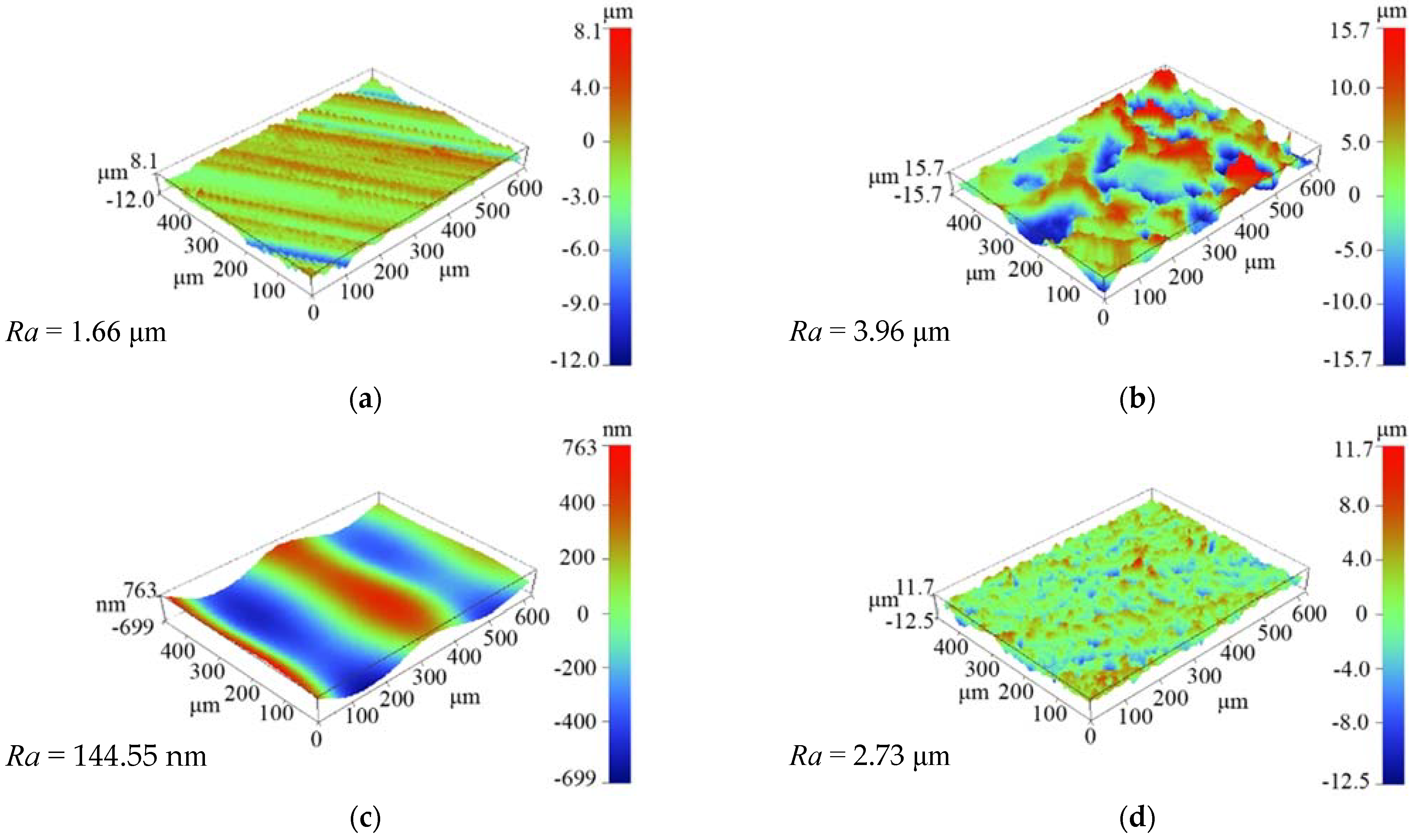
3.1. Surface Topography Analysis
3.1.1. “Pseudo-Crack” Phenomenon
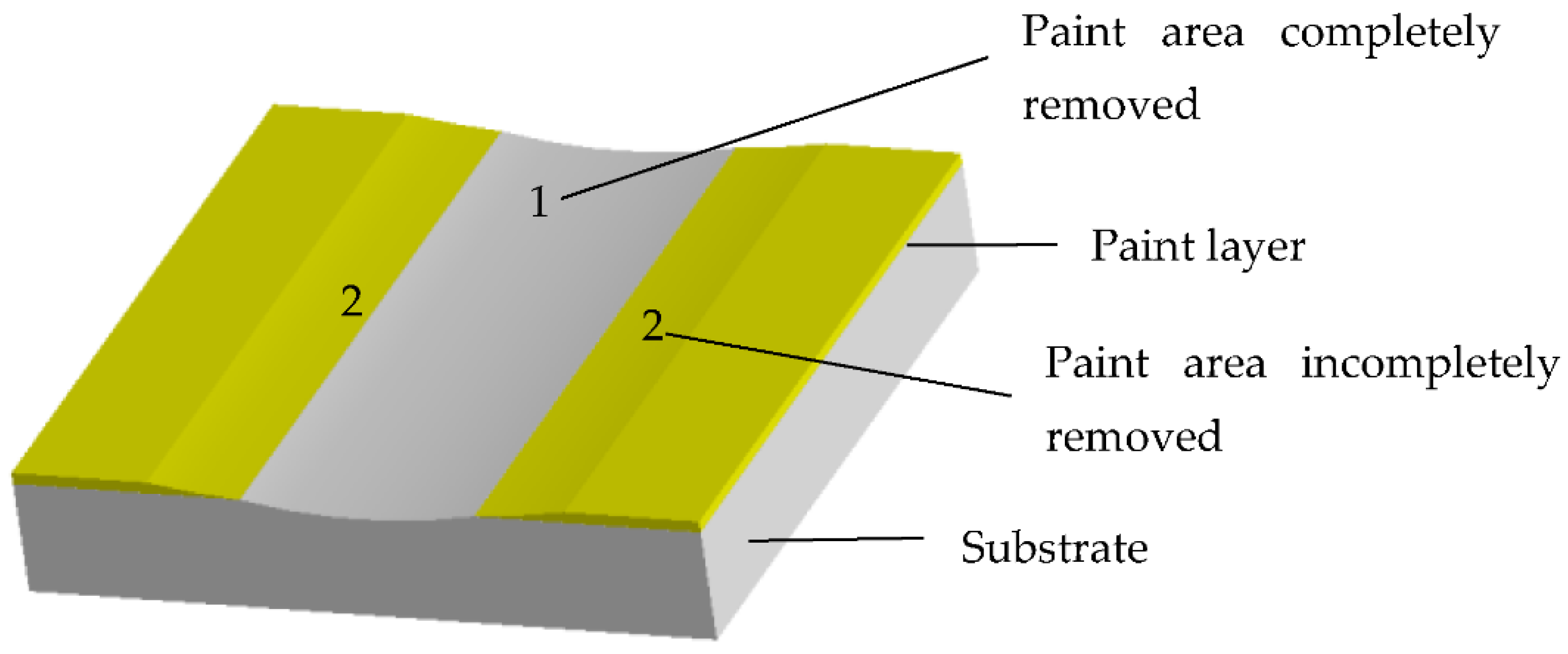
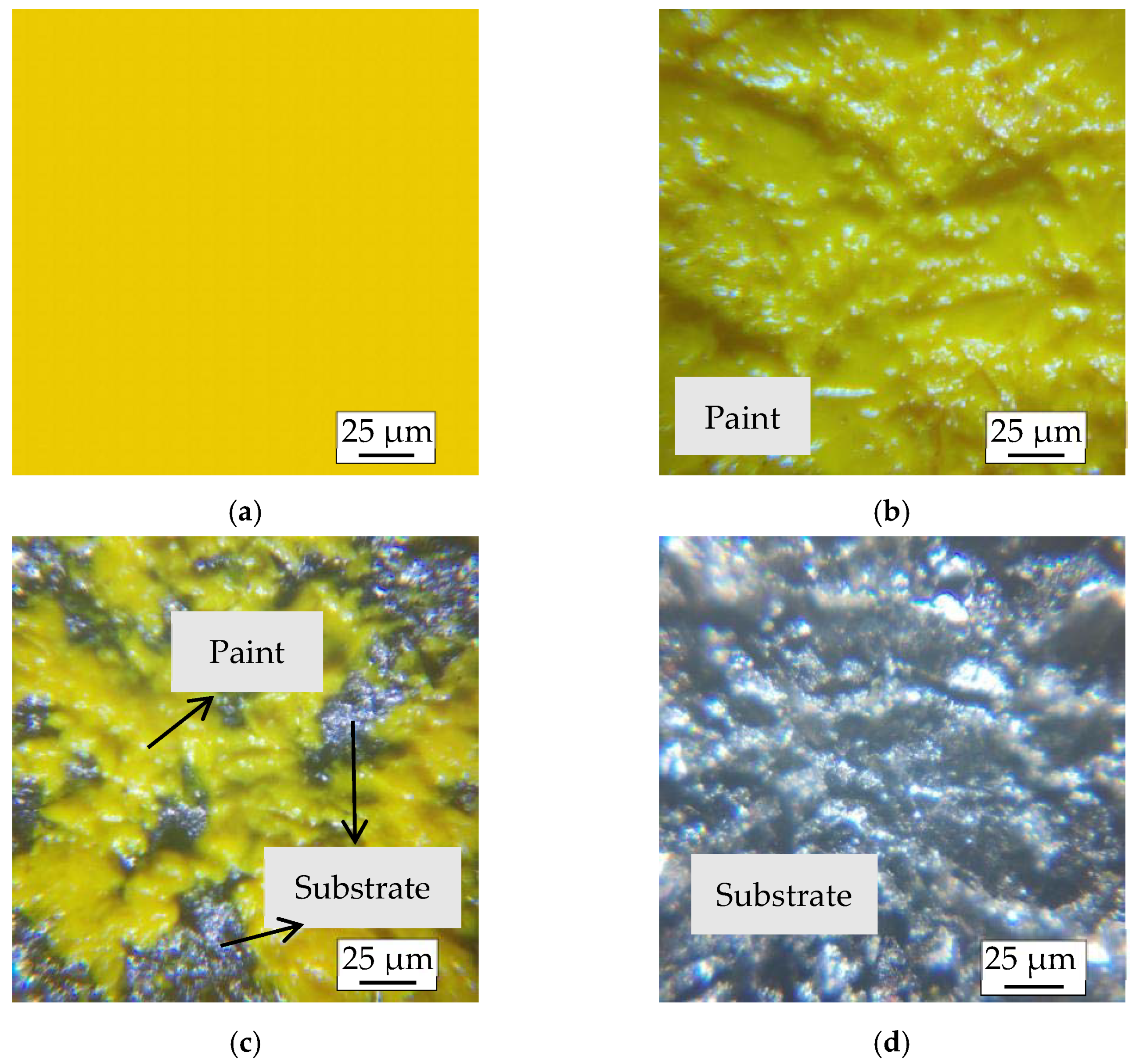
3.1.2. Layer-by-Layer Paint Removal
3.2. Analysis of Jet Velocity of Wet Shot Peening
3.3. Process Parameter Optimization Based on Cleaning Efficiency
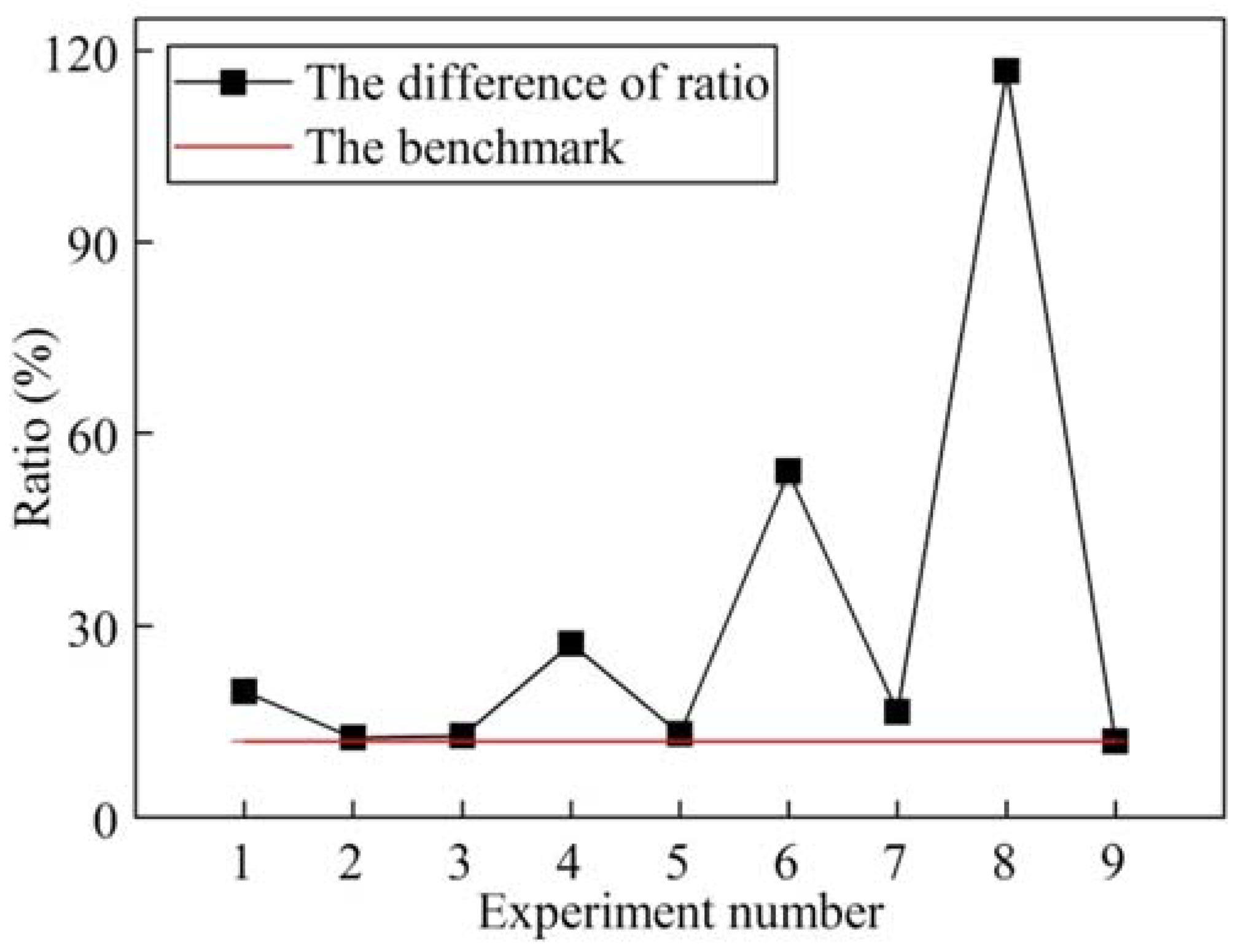
3.4. Process Parameter Optimization Based on Removal Mass of Substrate
4. Conclusions
- (1)
- According to the change of paint surface during the cleaning process, it is inferred that paint removal is achieved layer by layer, and it is pointed out that the pseudo-crack phenomenon is the main reason that the cleaning width of the two sides edge is higher than that of the middle part, so increasing paint surface crack is an effective way to improve cleaning efficiency.
- (2)
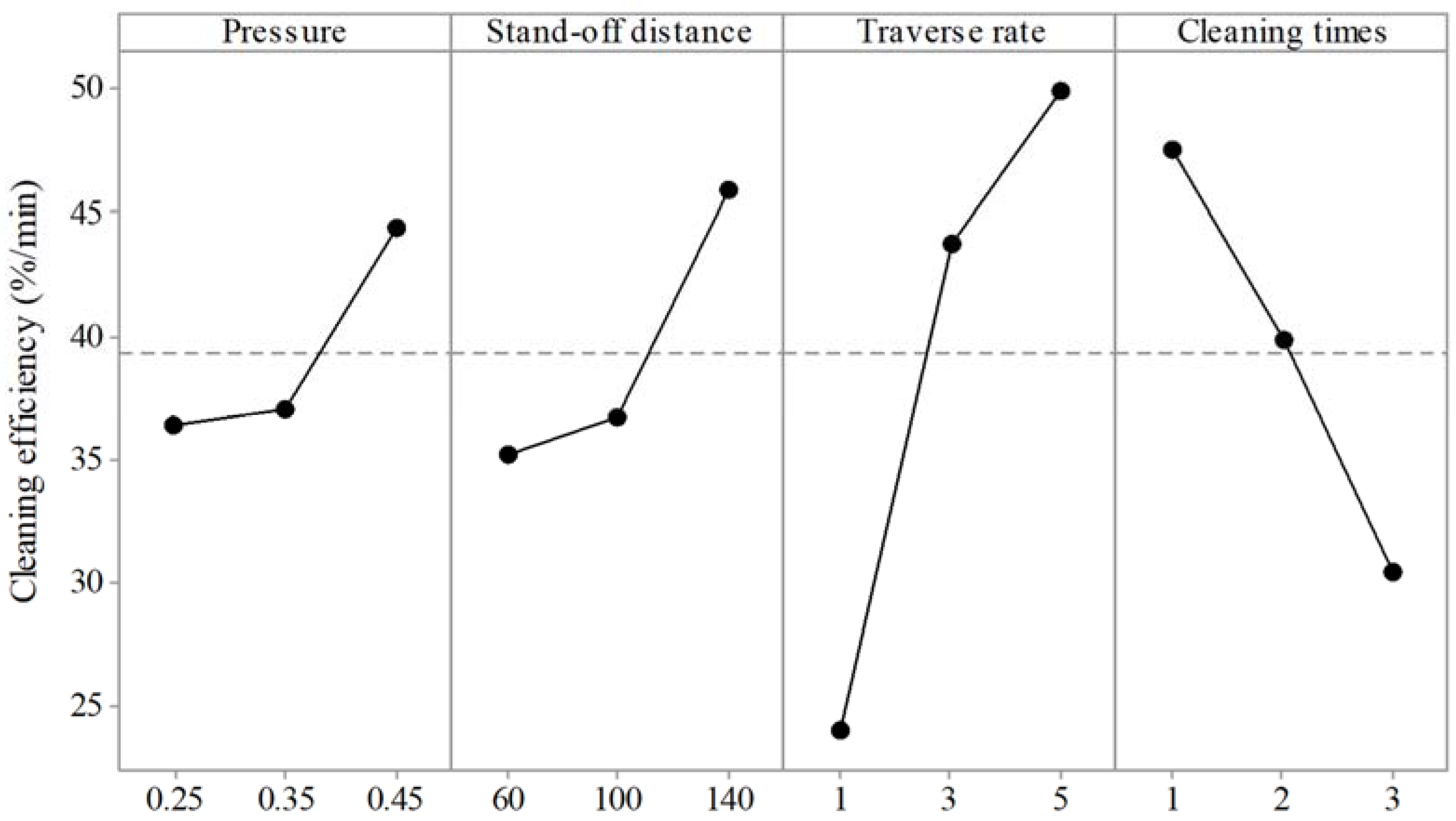
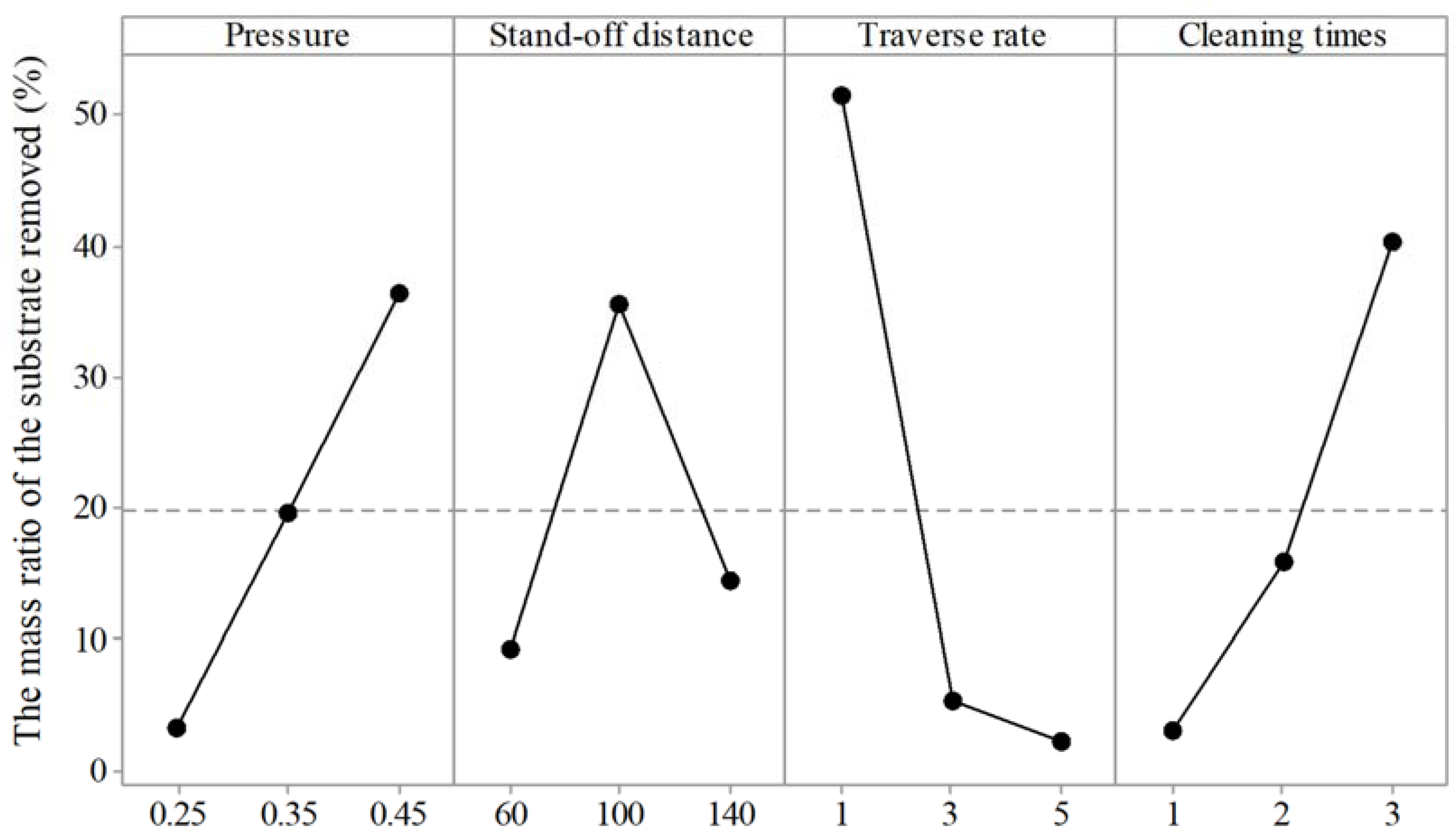
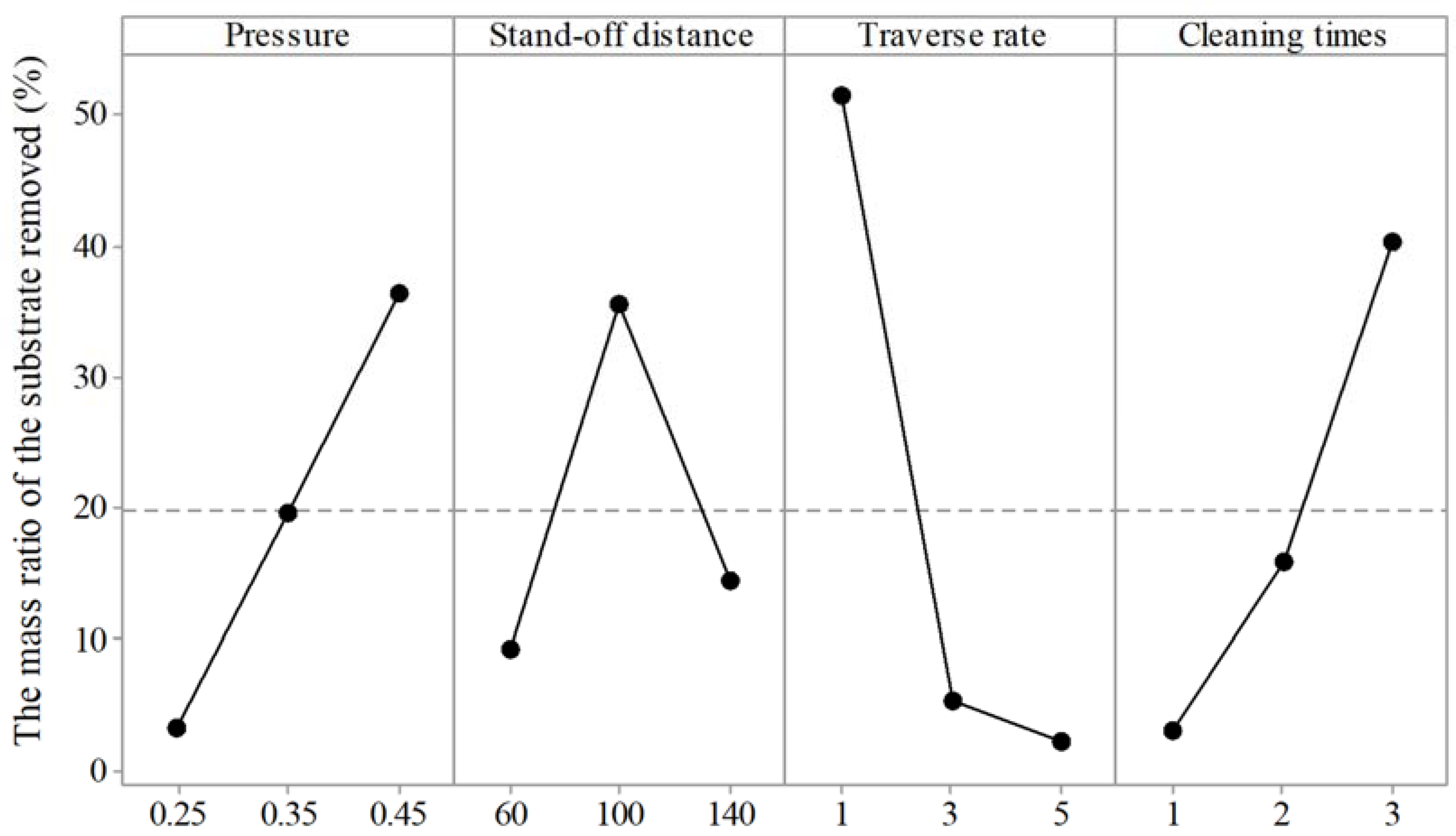
- Taking cleaning efficiency and the mass ratio of the substrate removed (R-sub) as the evaluation indexes of cleaning effect, it is found that increasing pressure, stand-off distance, traverse rate or reducing cleaning times can effectively improve the cleaning efficiency. The pressure and cleaning times were positively correlated with the R-sub, while the traverse rate was negatively correlated. With the increase of stand-off distance, the R-sub first increased and then decreased. According to the range, the traverse rate has the greatest influence on the cleaning efficiency and the R-sub, followed by the cleaning times, and the cleaning pressure and stand-off distance have little influence on it.
- (3)
- According to the change in the regular pattern of process parameters and the degree of influence on the evaluation index, the optimal process parameter with cleaning efficiency as the index is determined as A3B3C3D1, that is, 0.45 MPa pressure, 140 mm stand-off distance, 5 mm/s traverse rate, and one-time cleaning. The cleaning efficiency can reach 64.23%/min under this experiment. The optimization results of process parameters based on smaller R-sub are A1B1C3D1 and A1B3C3D1, that is to say, 0.25 MPa pressure, 60 mm or 140 mm stand-off distance, 5 mm/s traverse rate, and one-time cleaning. Under these parameters, the R-sub and the cleaning efficiency are almost zero. In the practical application of WSP, cleaning efficiency and the R-sub should be considered comprehensively. In other words, the adverse effect on the substrate of WSP cleaning is minimized while ensuring high cleaning efficiency. Therefore, combining the two index analyses, the transverse rate should be reduced from 5 mm/s to 3 mm/s, and the stand-off distance should be set as 140 mm. Under these conditions, the R-sub and cleaning efficiency were 5.37% and 38.65% /min, respectively.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gong, Q.S.; Zhang, H.; Jiang, Z.G.; Ma, F. Methodology for steel plate remanufacturing cleaning with flexible cable impact contact and friction. In CIRP; Wang, L., Ed.; Elsevier Science BV: Amsterdam, The Netherlands, 2018; Volume 72, pp. 1374–1379. [Google Scholar]
- Gao, D.; Chen, J. ANFIS for high-pressure waterjet cleaning prediction. Surf. Coat. Technol. 2006, 201, 1629–1634. [Google Scholar]
- James, M.N.; Newby, M.; Hattingh, D.G.; Steuwer, A. Shot-Peening of Steam Turbine Blades: Residual Stresses and their Modification by Fatigue Cycling. Procedia Eng. Lukas 2010, 2, 441–451. [Google Scholar] [CrossRef] [Green Version]
- Bagherifard, S.; Molla, M.F.; Kajanek, D.; Donnini, R.; Hadzima, B.; Guagliano, M. Accelerated biodegradation and improved mechanical performance of pure iron through surface grain refinement. Acta Biomater. 2019, 98, 88–102. [Google Scholar] [CrossRef]
- Abbasi, S.; Nouri, M.; Rouhaghdam, A.S. A novel combined method for fabrication of stable corrosion resistance superhydrophobic surface on Al alloy. Corros. Sci. 2019, 159, 108144. [Google Scholar] [CrossRef]
- Kambham, K.; Sangameswaran, S.; Datar, S.R.; Kura, B. Copper slag: Optimization of productivity and consumption for cleaner production in dry abrasive blasting. J. Clean. Prod. 2005, 15, 465–473. [Google Scholar] [CrossRef]
- Lindahl, M.; Svensson, N.; Svensson, B.H.; Sundin, E. Industrial cleaning with Qlean Water—A case study of printed circuit boards. J. Clean. Prod. 2013, 47, 19–25. [Google Scholar] [CrossRef] [Green Version]
- Kikuchi, E.; Kikuchi, Y.; Hirao, M. Analysis of risk trade-off relationships between organic solvents and aqueous agents: Case study of metal cleaning processes. J. Clean. Prod. 2011, 19, 414–423. [Google Scholar] [CrossRef]
- Cho, K.T.; Song, K.; Oh, S.H.; Lee, Y.-K.; Lim, K.M.; Lee, W.B. Surface hardening of aluminum alloy by shot peening treatment with Zn based ball. Mater. Sci. Eng. A-Struct. 2012, 543, 44–49. [Google Scholar] [CrossRef]
- Yang, M.; Choi, J.; Lee, J.; Hur, N.; Kim, D. Wet blasting as a deburring process for aluminum. J. Mater. Process. Technol. 2014, 214, 524–530. [Google Scholar] [CrossRef]
- Haldar, B.; Ghara, T.; Ansari, R.; Das, S.; Saha, P. Abrasive jet system and its various applications in abrasive jet machining, erosion testing, shot-peening, and fast cleaning. Mater. Today Proc. 2018, 5, 13061–13068. [Google Scholar] [CrossRef]
- Kennedy, D.M.; Vahey, J.; Hanney, D. Micro shot blasting of machine tools for improving surface finish and reducing cutting forces in manufacturing. Mater. Des. 2005, 26, 203–208. [Google Scholar] [CrossRef] [Green Version]
- Bagherifard, S.; Hickey, D.J.; Fintová, S.; Pastorek, F.; Fernandez-Pariente, I.; Bandini, M.; Webster, T.J.; Guagliano, M. Effects of nanofeatures induced by severe shot peening (SSP) on mechanical, corrosion and cytocompatibility properties of magnesium alloy AZ31. Acta Biomater. 2018, 66, 93–108. [Google Scholar] [CrossRef] [Green Version]
- Chen, G.-Q.; Jiao, Y.; Tian, T.-Y.; Zhang, X.-H.; Li, Z.-Q.; Zhou, W.-L. Effect of wet shot peening on Ti-6Al-4V alloy treated by ceramic beads. Trans. Nonferrous Met. Soc. China 2014, 24, 690–696. [Google Scholar] [CrossRef]
- Papini, M.; Spelt, J.K. Organic coating removal by particle impact. Wear 1997, 213, 185–199. [Google Scholar] [CrossRef]
- Zeng, J.; Kim, T.J. An erosion model for abrasive waterjet milling of polycrystalline ceramics. Wear 1996, 199, 275–282. [Google Scholar] [CrossRef]
- Dong, Y.Z. Mechanism and Experiment Study of Paint Layer Cleaning Based on Abrasive Water Jet Technology. Master’s Thesis, Dalian University of Technology, Dalian, China, 2015. [Google Scholar]
- Junkar, M.; Jurisevic, B.; Fajdiga, M.; Grah, M. Finite element analysis of single-particle impact in abrasive water jet machining. Int. J. Impact Eng. 2004, 32, 1095–1112. [Google Scholar] [CrossRef]
- Teimourian, H.; Shabgard, M.R.; Momber, A.W. De-painting with high-speed water jets: Paint removal process and substrate surface roughness. Prog. Org. Coat. 2010, 69, 455–462. [Google Scholar] [CrossRef]
- Deris, A.M.; Zain, A.M.; Sallehuddin, R. Hybrid GR-SVM for prediction of surface roughness in abrasive water jet machining. Meccanica 2013, 48, 1937–1945. [Google Scholar] [CrossRef]
- Raykowski, A.; Hader, M.; Maragno, B.; Spelt, J.K. Blast cleaning of gas turbine components: Deposit removal and substrate deformation. Wear 2001, 249, 127–132. [Google Scholar] [CrossRef]
- Zouari, B.; Touratier, M. Simulation of organic coating removal by particle impact. Wear 2002, 253, 488–497. [Google Scholar] [CrossRef] [Green Version]
- Guo, Z.H.; Zhou, J.Z.; Meng, X.K. Nanosecond-Pulsed-Laser paint stripping of HT250 gray cast iron. Chin. J. Laser 2019, 46, 191–197. [Google Scholar]
- Liu, X.F. Droplets Distribution Characteristic Study on Complete Fluidic Sprinkler; Jiangsu University: Zhenjiang, China, 2016. [Google Scholar]
- Carrion, P.; Tarjuelo, J.M.; Montero, J. SIRIAS: A simulation model for sprinkler irrigation—I. Description of model. Irrig. Sci. 2001, 20, 73–84. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value |
|---|---|
| Density | 6.8–7.3 g/cm3 |
| Tensile strength | 250 MPa |
| Hardness | 209 HB (est bar diameter: 30 mm) |
| Melting point | 1145–1250 °C |
| Elements | Content Percentage |
|---|---|
| C | 3.16–3.30 |
| Si | 1.79–1.93 |
| Mn | 0.89–1.04 |
| S | 0.094–0.125 |
| P | 0.120–0.170 |
| Fe | Others |
| Parameter | Value |
|---|---|
| Pressure (MPa) | 0.50 |
| Stand-off distance (mm) | 200 |
| Exposure time (s) | 20 |
| Impact angle | 90° |
| Nozzle diameter (mm) | 8 |
| Nozzle type | Round nozzle |
| Traverse length (mm) | 60 |
| Abrasive type | 24# steel shot |
| No. | Factors | |||
|---|---|---|---|---|
| A | B | C | D | |
| Pressure/MPa | Stand-Off Distance/mm | Traverse Rate/mm∙s−1 | Cleaning Times | |
| 1 | 1 (0.25) | 1 (60) | 1 (1) | 1 (1) |
| 2 | 1 | 2 (100) | 2 (3) | 2 (2) |
| 3 | 1 | 3 (140) | 3 (5) | 3 (3) |
| 4 | 2 (0.35) | 1 | 2 | 3 |
| 5 | 2 | 2 | 3 | 1 |
| 6 | 2 | 3 | 1 | 2 |
| 7 | 3 (0.45) | 1 | 3 | 2 |
| 8 | 3 | 2 | 1 | 3 |
| 9 | 3 | 3 | 2 | 1 |
| Parameter | Value |
|---|---|
| Pressure (MPa) | 0.25–0.35–0.45 |
| Stand-off distance (mm) | 60–100–140 |
| Traverse rate (mm/s) | 1–3–5 |
| Cleaning times | 1–2–3 |
| Impact angle | 90° |
| Nozzle diameter (mm) | 8 |
| Nozzle type | Round nozzle |
| Traverse length (mm) | 60 |
| Mixing volume ratio of abrasive and water | 1:15 |
| Abrasive type | 60# white fused alumina |
| No. | Experiment Result | |||
|---|---|---|---|---|
| Cleaning Efficiency /%∙min−1 | Removal Area Ratio /% | Removal Mass Ratio /% | Surface Roughness (Ra) /μm | |
| 1 | 25.25 | 25.25 | 45.02 | 2.41 |
| 2 | 38.90 | 25.93 | 38.47 | 3.26 |
| 3 | 44.92 | 26.95 | 39.74 | 3.24 |
| 4 | 28.60 | 28.60 | 55.83 | 2.88 |
| 5 | 53.51 | 10.70 | 23.79 | 4.37 |
| 6 | 29.00 | 58.00 | 112.11 | 2.73 |
| 7 | 51.52 | 20.61 | 37.16 | 3.55 |
| 8 | 17.78 | 53.33 | 170.14 | 3.00 |
| 9 | 63.87 | 21.29 | 33.21 | 3.86 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, S.; Jia, X.; Xiong, S.; Li, F.; Ma, M.; Wang, X.; Li, C. Process Parameters Optimization of Wet Shot Peening for Paint Cleaning. Sustainability 2021, 13, 12915. https://doi.org/10.3390/su132212915
Wu S, Jia X, Xiong S, Li F, Ma M, Wang X, Li C. Process Parameters Optimization of Wet Shot Peening for Paint Cleaning. Sustainability. 2021; 13(22):12915. https://doi.org/10.3390/su132212915
Chicago/Turabian StyleWu, Shuangshuang, Xiujie Jia, Sheng Xiong, Fangyi Li, Mingliang Ma, Xing Wang, and Chenghao Li. 2021. "Process Parameters Optimization of Wet Shot Peening for Paint Cleaning" Sustainability 13, no. 22: 12915. https://doi.org/10.3390/su132212915
APA StyleWu, S., Jia, X., Xiong, S., Li, F., Ma, M., Wang, X., & Li, C. (2021). Process Parameters Optimization of Wet Shot Peening for Paint Cleaning. Sustainability, 13(22), 12915. https://doi.org/10.3390/su132212915