

Quality by Design (QbD) Approach for a Nanoparticulate Imiquimod Formulation as an Investigational Medicinal Product
 ,
,  ,
,  ,
, 
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
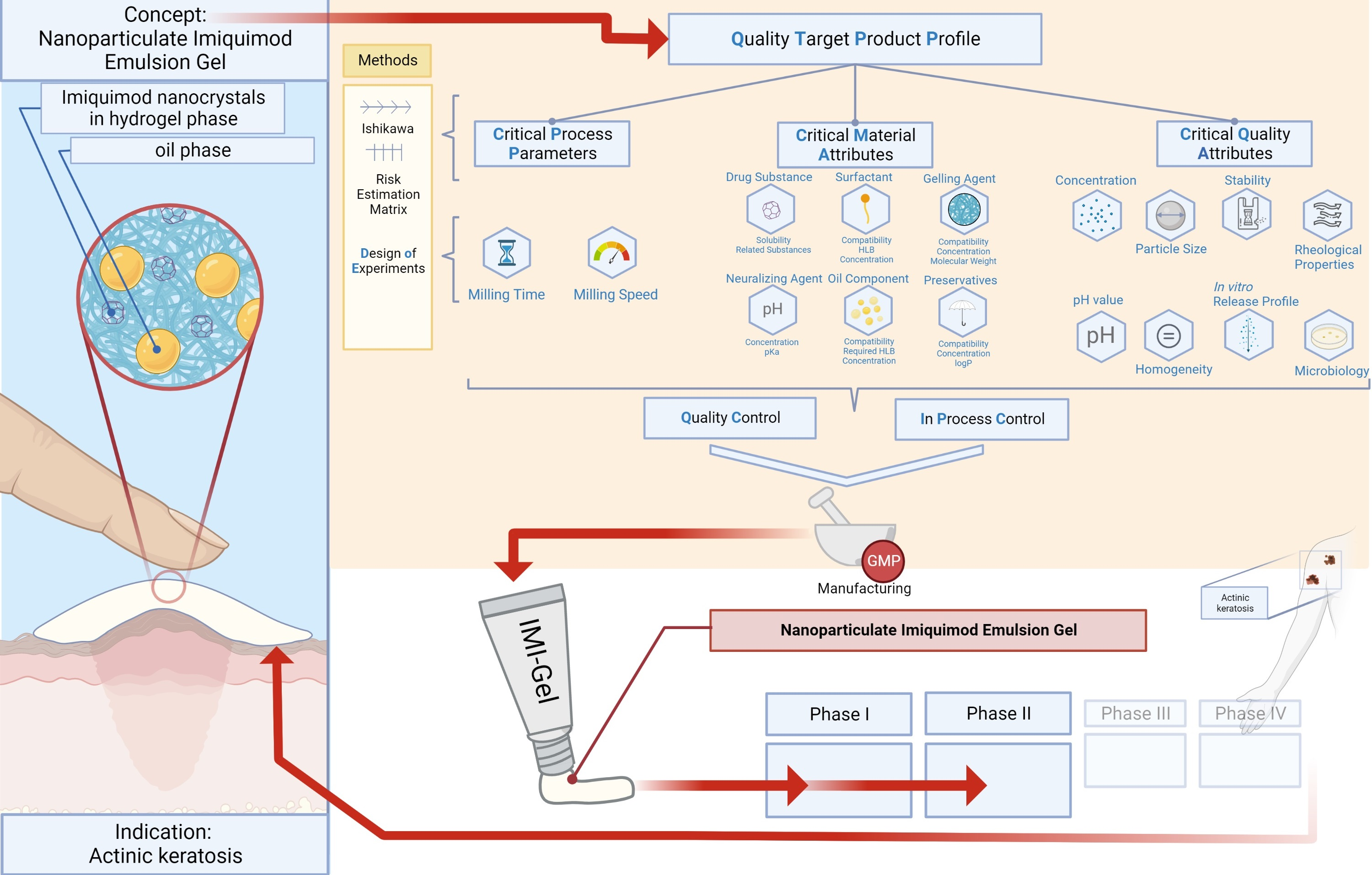
2.2. Design of the QTPP and Identification of CQAs
2.3. Product Design
2.4. Process Design, Identification and Evaluation of CMAs and CPPs
Dynamic Scanning Calorimetry (DSC) Measurements of Milled Suspension
2.5. Manufacturing Process of the IMP IMI-Gel, Based on the Process Design and CPPs
2.6. Control Strategy
2.6.1. Particle-Size Distribution Analysis
2.6.2. Homogeneity of the Formulation
2.6.3. Weighing of Filled Tubes
2.6.4. HPLC Assay 1: Therapeutically Active Ingredient IMQ
2.6.5. HPLC Assay 2: Content of Preservatives (Methyl- and Propylparaben)
2.6.6. HPLC Assay 3: Impurities and Degradants of IMQ
2.6.7. Jojoba Wax Droplet Size
2.6.8. The pH Measurement of the Final Formulation
2.6.9. Microbiological Testing According to Ph.Eur. 2.6.12. with Acceptance Criteria according to Ph.Eur. 5.1.4.
2.7. Statistical Data Analysis and Generation of Graphs
3. Results
3.1. Definition of QTPP and Identification of CQAs
3.2. Product Design
3.2.1. IMQ Drug Substance: Considerations Regarding the Physicochemical Properties of IMQ and Nanocrystals
3.2.2. Stabilizing Excipients for IMQ Nanocrystals and Disperse Oil Phase
3.2.3. Selection of the Oil Component
3.2.4. Gelling Agent and Neutralizing Agent
3.2.5. Preservatives and Antioxidants
3.3. Process Design and Identification of CMAs and CPPs
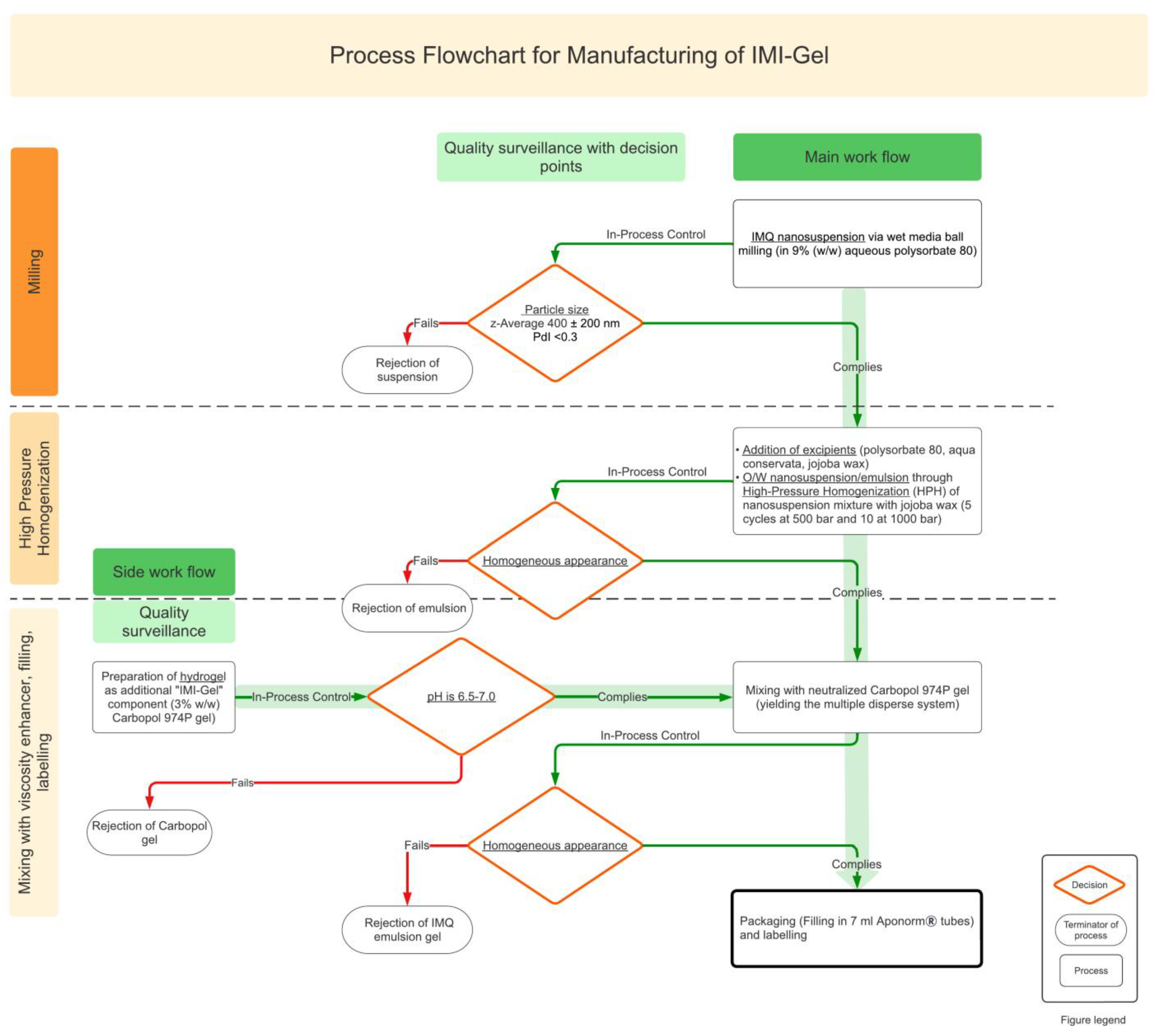
3.3.1. Process Flowchart
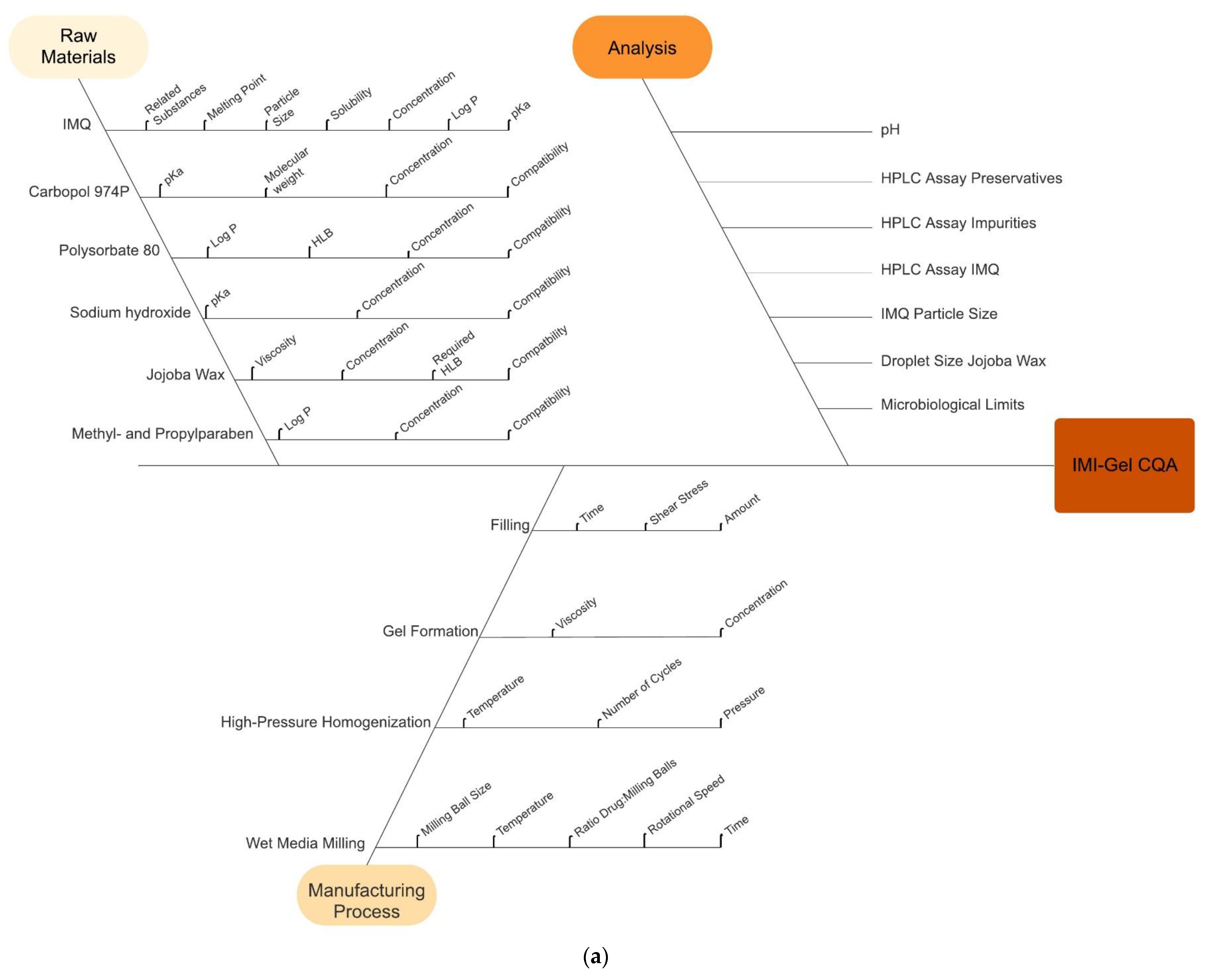
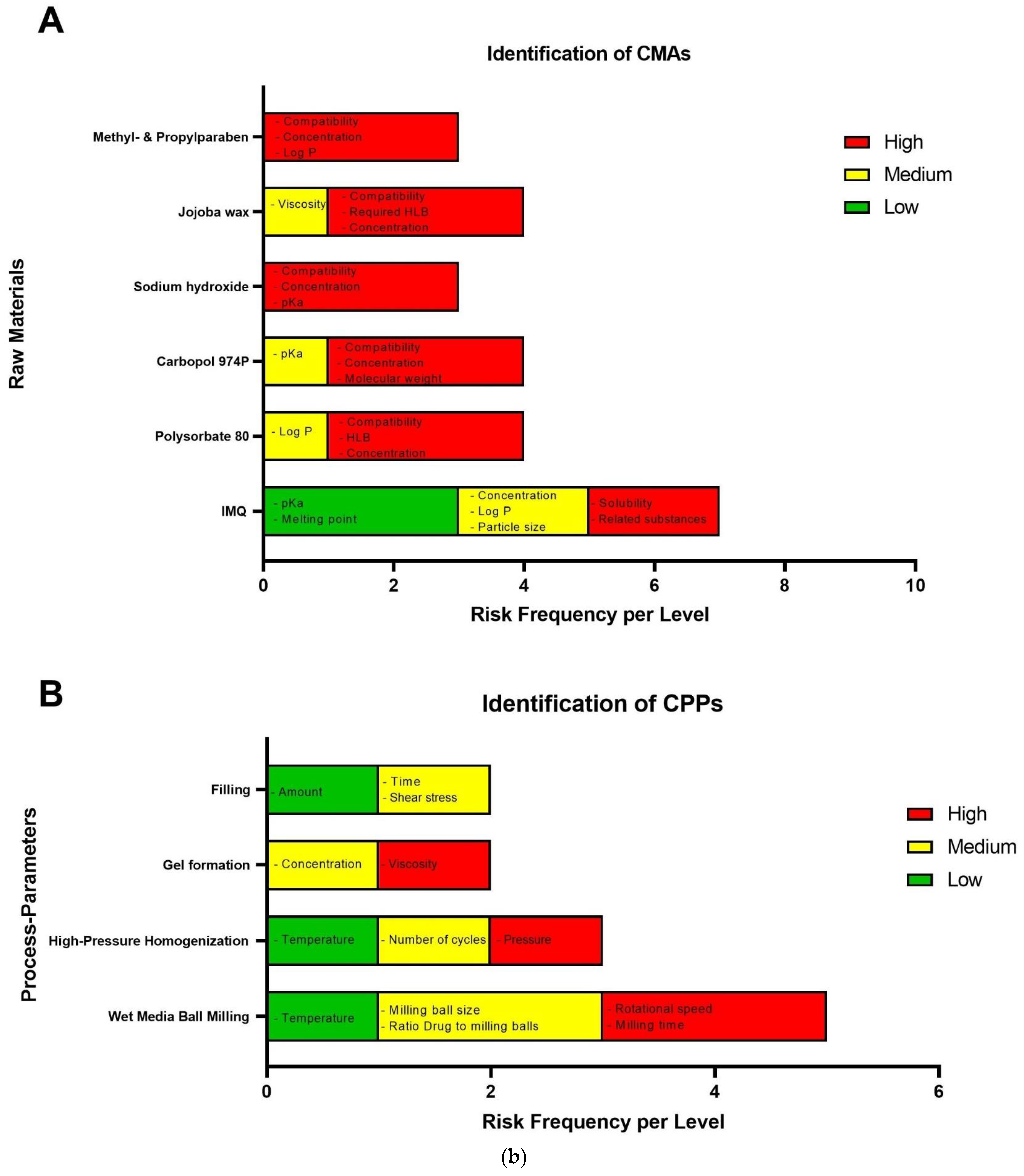
3.3.2. Ishikawa Diagram and Risk-Estimation Matrix (REM) for IMI-Gel
3.4. Considerations and Evaluation of Selected Potential CMAs
3.4.1. IMQ Drug Substance
3.4.2. Stabilizing Excipients for IMQ Drug Substance
3.4.3. Oil Component
3.4.4. Gelling Agent and Neutralizing Agent
3.4.5. Preservatives and Antioxidants
3.5. Evaluation of Potential CPPs
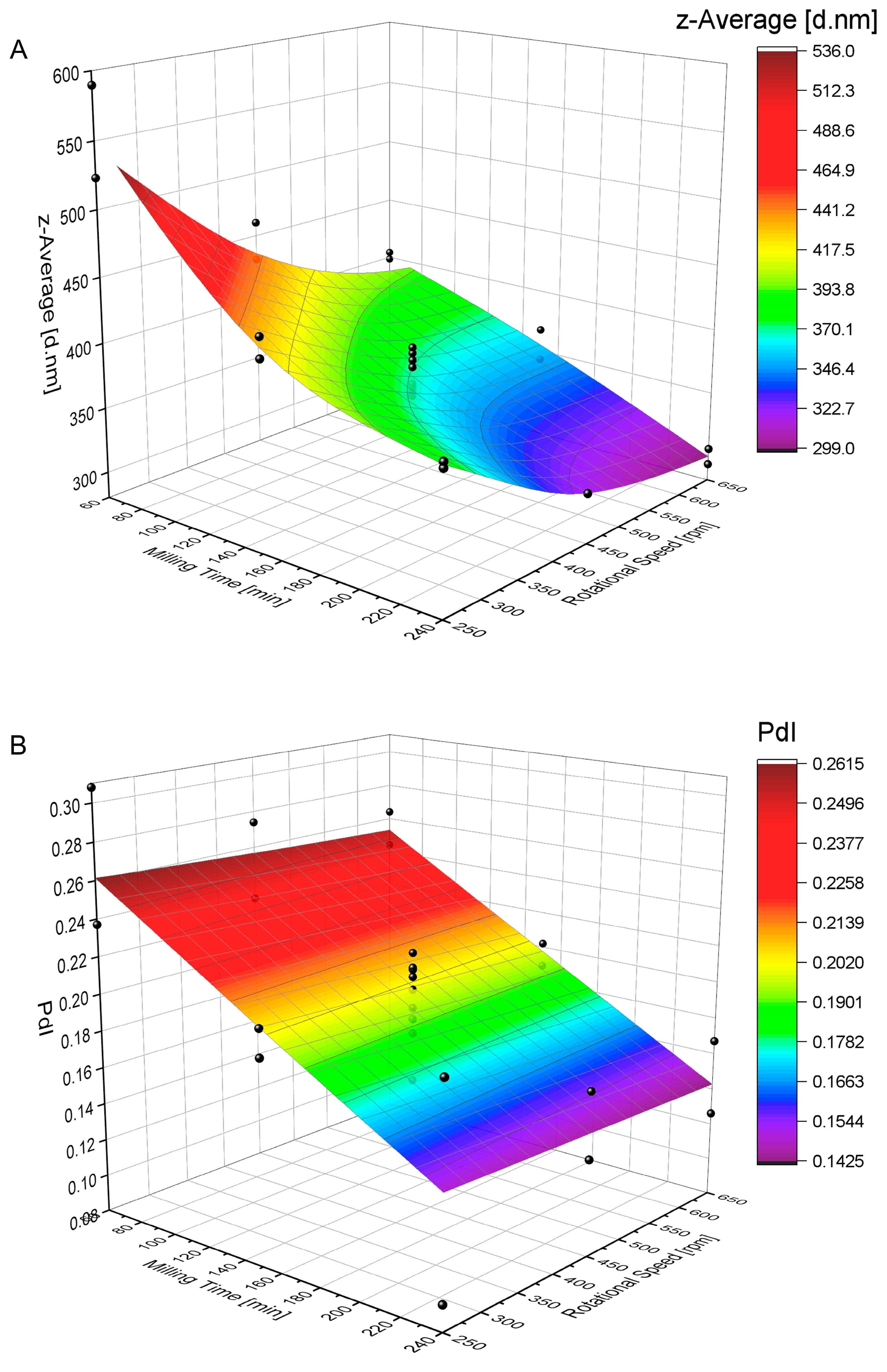
3.5.1. Design of Experiments

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Responses | Standard Deviation S | R-Squared | R-Squared Adjusted | R-Squared Predicted |
|---|---|---|---|---|
| z-average [d.nm] PdI (full factors) PdI (reduced factors) | 17.9720 0.0280 0.0267 | 0.9376 0.7073 0.6950 | 0.9221 0.6341 0.6685 | 0.8732 0.3522 0.5679 |
3.5.2. Validation of the Model
| Factors | Predicted Values | Observed Values | |||
|---|---|---|---|---|---|
| Rotational Speed [rpm] | Milling Time [min] | z-Average [d.nm] | PdI | z-Average [d.nm] | PdI |
| 650 | 135 | 349.99 | 0.205 | 378.8 ± 11.22 | 0.195 ± 0.03 |
3.5.3. High-Pressure Homogenization
3.6. Formulation Performance Testing
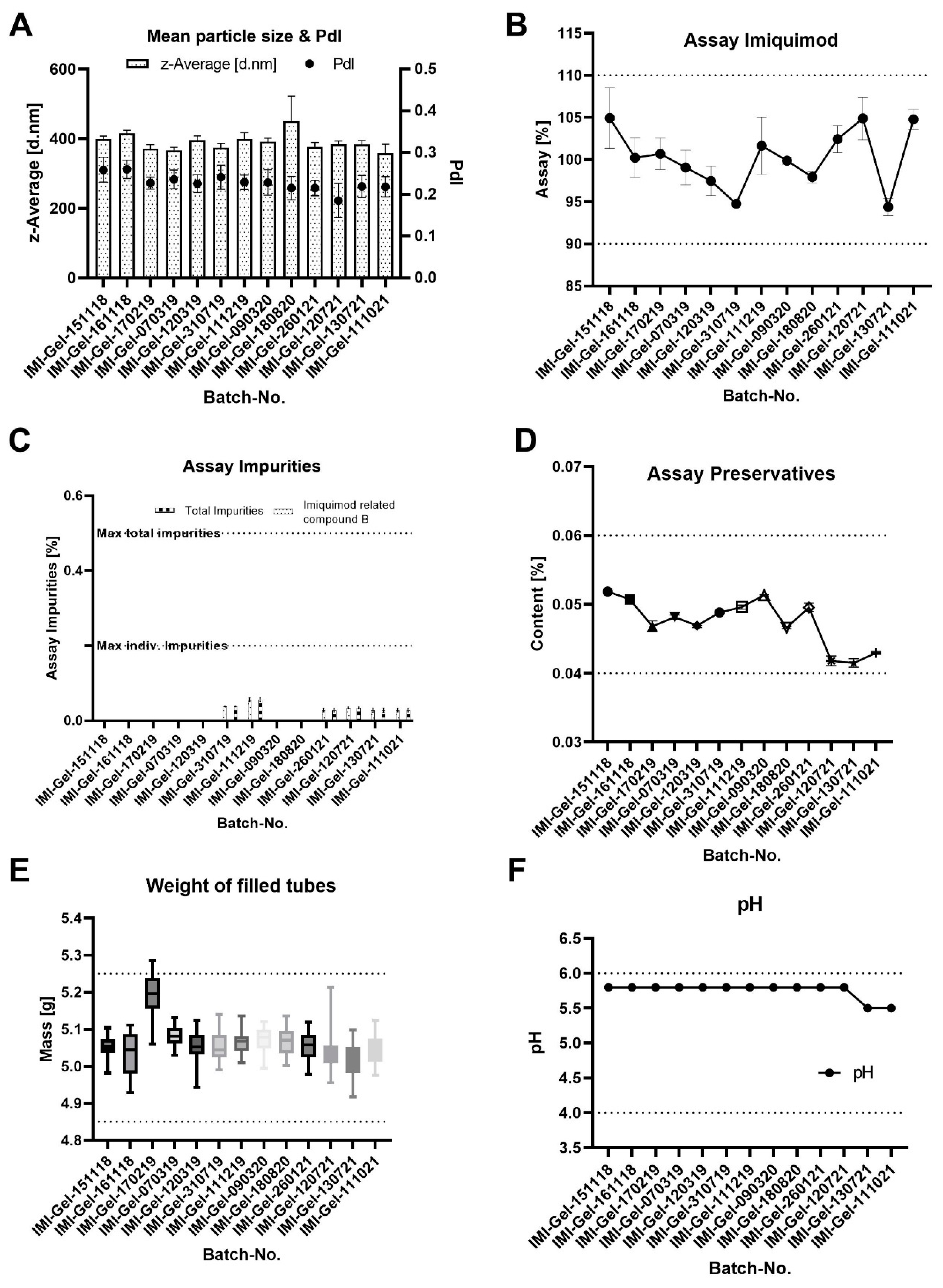
3.7. Control Strategy
Data of In-Process Control and Quality Control Tests from Manufactured Batches

4. Discussion
4.1. Product Design
4.2. Process Design and Identification of CMAs and CPPs
4.3. Considerations and Evaluation of Selected CMAs
4.3.1. IMQ Drug Substance
4.3.2. Stabilizing Excipients for IMQ Nanocrystals and Disperse Oil Phase
4.3.3. Oil Component
4.3.4. Gelling and Neutralizing Agent
4.3.5. Preservatives
4.4. Evaluation of Potential CPPs
4.5. Formulation Performance Testing
4.6. Control Strategy
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A
| Run | Factors | Responses | ||
|---|---|---|---|---|
| Rotational Speed [rpm] | Milling Time [min] | Particle Size (z-Average) [d.nm] | Polydispersity Index (PdI) | |
| 1 | 650 | 60 | 404.4 | 0.264 |
| 2 | 450 | 150 | 357.6 | 0.149 |
| 3 | 450 | 240 | 318.2 | 0.132 |
| 4 | 450 | 150 | 353.9 | 0.183 |
| 5 | 250 | 240 | 388.5 | 0.204 |
| 6 | 450 | 60 | 460.5 | 0.274 |
| 7 | 450 | 240 | 367.7 | 0.202 |
| 8 | 450 | 150 | 391.6 | 0.199 |
| 9 | 650 | 150 | 327.5 | 0.136 |
| 10 | 450 | 150 | 356.2 | 0.189 |
| 11 | 650 | 240 | 292.8 | 0.126 |
| 12 | 450 | 150 | 387.2 | 0.175 |
| 13 | 450 | 150 | 360.3 | 0.211 |
| 14 | 250 | 150 | 422.1 | 0.204 |
| 15 | 450 | 150 | 363.1 | 0.219 |
| 16 | 250 | 60 | 523.2 | 0.308 |
| 17 | 650 | 240 | 305.2 | 0.167 |
| 18 | 450 | 60 | 430.7 | 0.231 |
| 19 | 450 | 150 | 376.3 | 0.206 |
| 20 | 250 | 60 | 589.7 | 0.237 |
| 21 | 250 | 240 | 384.2 | 0.094 |
| 22 | 650 | 60 | 398.5 | 0.244 |
| 23 | 450 | 150 | 361.9 | 0.21 |
| 24 | 650 | 150 | 342.9 | 0.127 |
| 25 | 250 | 150 | 437.9 | 0.189 |
| 26 | 450 | 150 | 381.7 | 0.21 |
References
- European Medicines Agency Quality by Design | European Medicines Agency. Available online: https://www.ema.europa.eu/en/human-regulatory/research-development/quality-design#guidance-documents-section (accessed on 1 August 2022).
- European Commission Detailed Commission Guidelines on Good Manufacturing Practice for Investigational Medicinal Products for Human Use, Pursuant to the Second Subparagraph of Article 63(1) of Regulation (EU) No 536/2014. OJEU 2017, 63, 1–16.
- Holm, P.; Allesø, M.; Bryder, M.C.; Holm, R. International Conference of Harmonisation of Technical Requirements for Pharmaceuticals for Human Use Pharmaceutical Development Q8 (R2). ICH Harmon. Tripart. Guidel. 2017, 8, 535–577. [Google Scholar]
- Yu, L.X.; Amidon, G.; Khan, M.A.; Hoag, S.W.; Polli, J.; Raju, G.K.; Woodcock, J. Understanding Pharmaceutical Quality by Design. AAPS J. 2014, 16, 771. [Google Scholar] [CrossRef] [PubMed]
- ICHHT Guideline. Step Committee for Human Medicinal Products. ICH Guidel. Q9 Qual. Risk Manag. 2015, 4, 408. [Google Scholar]
- ICHHT Guideline. International Conference on Harmonisation of Technical Requirements for Pharmaceuticals for Human Use Pharmaceutical Quality System Q10. ICH Harmon. Tripart. Guidel. 2008, 4, 1–23. [Google Scholar]
- Stein, P.; Gogoll, K.; Tenzer, S.; Schild, H.; Stevanovic, S.; Langguth, P.; Radsak, M.P. Efficacy of Imiquimod-Based Transcutaneous Immunization Using a Nano-Dispersed Emulsion Gel Formulation. PLoS ONE 2014, 9, 9–11. [Google Scholar] [CrossRef] [PubMed]
- Walter, A.; Schäfer, M.; Cecconi, V.; Matter, C.; Urosevic-Maiwald, M.; Belloni, B.; Schönewolf, N.; Dummer, R.; Bloch, W.; Werner, S.; et al. Aldara Activates TLR7-Independent Immune Defence. Nat. Commun. 2013, 4, 1560. [Google Scholar] [CrossRef]
- Bilgili, E.; Guner, G.; Russell, A.; Capece, M.; York, O.H. Mechanistic Modeling of Wet Stirred Media Milling for Production of Drug Nanosuspensions. AAPS Pharm. Sci. Tech. 2021, 22, 2. [Google Scholar] [CrossRef]
- Noyes, A.A.; Whitney, W.R. The Rate of Solution of Solid Substances in Their Own Solutions. J. Am. Chem. Soc. 1897, 19, 930–934. [Google Scholar] [CrossRef]
- Müller, R.H.; Peters, K. Nanosuspensions for the Formulation of Poorly Soluble Drugs: I. Preparation by a Size-Reduction Technique. Int. J. Pharm. 1998, 160, 229–237. [Google Scholar] [CrossRef]
- Lademann, J.; Richter, H.; Teichmann, A.; Otberg, N.; Blume-Peytavi, U.; Luengo, J.; Weiß, B.; Schaefer, U.F.; Lehr, C.M.; Wepf, R.; et al. Nanoparticles—An Efficient Carrier for Drug Delivery into the Hair Follicles. Eur. J. Pharm. Biopharm. 2007, 66, 159–164. [Google Scholar] [CrossRef]
- Patzelt, A.; Richter, H.; Knorr, F.; Schäfer, U.; Lehr, C.M.; Dähne, L.; Sterry, W.; Lademann, J. Selective Follicular Targeting by Modification of the Particle Sizes. J. Control. Release 2011, 150, 45–48. [Google Scholar] [CrossRef] [PubMed]
- Lademann, J.; Richter, H.; Schaefer, U.F.; Blume-Peytavi, U.; Teichmann, A.; Otberg, N.; Sterry, W. Hair Follicles—A Long-Term Reservoir for Drug Delivery. Ski. Pharm. Physiol. 2006, 19, 232–236. [Google Scholar] [CrossRef] [PubMed]
- Patzelt, A.; Lademann, J. Recent Advances in Follicular Drug Delivery of Nanoparticles. Expert Opin. Drug Deliv. 2020, 17, 49–60. [Google Scholar] [CrossRef]
- Bhakay, A.; Rahman, M.; Dave, R.N.; Bilgili, E. Bioavailability Enhancement of Poorly Water-Soluble Drugs via Nanocomposites: Formulation–Processing Aspects and Challenges. Pharmaceutics 2018, 10, 86. [Google Scholar] [CrossRef] [PubMed]
- Afolabi, A.; Akinlabi, O.; Bilgili, E. Impact of Process Parameters on the Breakage Kinetics of Poorly Water-Soluble Drugs during Wet Stirred Media Milling: A Microhydrodynamic View. Eur. J. Pharm. Sci. 2014, 51, 75–86. [Google Scholar] [CrossRef]
- Li, M.; Azad, M.; Davé, R.; Bilgili, E. Nanomilling of Drugs for Bioavailability Enhancement: A Holistic Formulation-Process Perspective. Pharmaceutics 2016, 8, 17. [Google Scholar] [CrossRef]
- Müller, R.H.; Benita, S.; Böhm, B.H.L. Emulsions and Nanosuspensions for the Formulation of Poorly Soluble Drugs; CRC Press: Boca Raton, FL, USA, 1998; Volume 396. [Google Scholar]
- Simões, A.; Veiga, F.; Vitorino, C.; Figueiras, A. A Tutorial for Developing a Topical Cream Formulation Based on the Quality by Design Approach. J. Pharm. Sci. 2018, 107, 2653–2662. [Google Scholar] [CrossRef]
- del Rosso, J.Q. The Use of Topical Imiquimod for the Treatment of Actinic Keratosis: A Status Report. Cutis 2005, 76, 241–248. [Google Scholar]
- Gogoll, K. Imiquimod Based Transcutaneous Immunization—Insights and Novel Concepts. Ph.D. Thesis, Johannes Gutenberg University Mainz, Mainz, Germany, 2014. [Google Scholar]
- Denny, M. Creme Statt Spritze. Ph.D. Dissertation, Johannes Gutenberg University Mainz, Mainz, Germany, 2020. [Google Scholar]
- United States Pharmacopeia. The United States Pharmacopeia; Issue 1; United States Pharmacopeia: Rockville, MD, USA, 2022; Volume USP-NF 2022. [Google Scholar]
- Imamović, B.; Šober, M.; Bečić, E. HPLC Determination of Some Frequently Used Parabens in Sunscreens. Int. J. Pharm. Teach. Pract. 2012, 3, 219–224. [Google Scholar]
- United States Pharmacopeia. USP <791>; Issue 1; United States Pharmacopeia: Rockville, MD, USA, 2022; Volume USP-NF 2022. [Google Scholar]
- Chollet, J.L.; Jozwiakowski, M.J.; Phares, K.R.; Reiter, M.J.; Roddy, P.J.; Schultz, H.J.; Ta, Q.V.; Tomai, M.A. Development of a Topically Active Imiquimod Formulation. Pharm. Dev. Technol. 1999, 4, 35–43. [Google Scholar] [CrossRef] [PubMed]
- Langley, N.; Michniak-Kohn, B.; Osborne, D.W. (Eds.) . The Role of Microstructure in Topical Drug Product Development; Springer International Publishing: Berlin/Heidelberg, Germany, 2019; Volume 36. [Google Scholar] [CrossRef]
- Dittgen, M.; Durrani, M.; Lehmann, K. Acrylic Polymers—A Review of Pharmaceutical Applications. S.T.P. Pharm. Sci. 1997, 7, 403–437. [Google Scholar]
- Shahin, M.; Hady, S.A.; Hammad, M.; Mortada, N. Development of Stable O/W Emulsions of Three Different Oils. Int. J. Pharm. Stud. Res. 2011, II, 51–54. [Google Scholar]
- Carbopol® Polymer Excipients—Homopolymers, Copolymers & Interpolymers—Lubrizol. Available online: https://www.lubrizol.com/Health/Pharmaceuticals/Excipients/Carbopol-Polymer-Products (accessed on 13 September 2022).
- Anurova, M.N.; Bakhrushina, E.O.; Demina, N.B.; Panteleeva, E.S. Modern Preservatives of Microbiological Stability (Review). Pharm. Chem. J. 2019, 53, 564–571. [Google Scholar] [CrossRef]
- ICHHT Guideline. International Conference on Harmonisation of Technical Requirements for Pharmaceuticals for Human Use Stability Testing of New Drug Substances and Products Q 1 A (R2). ICH Harmon. Tripart. Guidel. 2003, 4, 1–24. [Google Scholar]
- Peltonen, L. Design Space and QbD Approach for Production of Drug Nanocrystals by Wet Media Milling Techniques. Pharmaceutics 2018, 10, 104. [Google Scholar] [CrossRef] [PubMed]
- Siewert, C.; Moog, R.; Alex, R.; Kretzer, P.; Rothenhäusler, B. Process and Scaling Parameters for Wet Media Milling in Early Phase Drug Development: A Knowledge Based Approach. Eur. J. Pharm. Sci. 2018, 115, 126–131. [Google Scholar] [CrossRef]
- Shekhawat, P.; Pokharkar, V. Risk Assessment and QbD Based Optimization of an Eprosartan Mesylate Nanosuspension: In-Vitro Characterization, PAMPA and in-Vivo Assessment. Int. J. Pharm. 2019, 567, 118415. [Google Scholar] [CrossRef]
- Pielenhofer, J.; Meiser, S.L.; Gogoll, K.; Ciciliani, A.M.; Klak, M.; Lang, B.; Staubach-Renz, P.; Grabbe, S.; Schild, H.; Radsak, M.P.; et al. Complaint Management of a Quality Defect in a Nanoparticulate Imiquimod Formulation in an Investigator Initiated Academic Phase I/II Clinical Trial. Pharm. Ind. 2023, 85, 1–11. [Google Scholar]
- Rai, V.K.; Mishra, N.; Yadav, K.S.; Yadav, N.P. Nanoemulsion as Pharmaceutical Carrier for Dermal and Transdermal Drug Delivery: Formulation Development, Stability Issues, Basic Considerations and Applications. J. Control. Release 2018, 270, 203–225. [Google Scholar] [CrossRef]
- Shevachman, M.; Garti, N.; Arnon, S.; Sintov, A.C. Enhanced Percutaneous Permeability of Diclofenac Using a New U-Type Dilutable Microemulsion. Drug Dev. Ind. Pharm. 2008, 34, 403–412. [Google Scholar] [CrossRef]
- Caló, E.; Khutoryanskiy, V.V. Biomedical Applications of Hydrogels: A Review of Patents and Commercial Products. Eur. Polym. J. 2015, 65, 252–267. [Google Scholar] [CrossRef]
- Eskin, D.; Zhupanska, O.; Hamey, R.; Moudgil, B.; Scarlett, B. Microhydrodynamic Analysis of Nanogrinding in Stirred Media Mills. AIChE J. 2005, 51, 1346–1358. [Google Scholar] [CrossRef]
- Bilgili, E.; Afolabi, A. A Combined Microhydrodynamics–Polymer Adsorption Analysis for Elucidation of the Roles of Stabilizers in Wet Stirred Media Milling. Int. J. Pharm. 2012, 439, 193–206. [Google Scholar] [CrossRef] [PubMed]
- Guner, G.; Seetharaman, N.; Elashri, S.; Mehaj, M.; Bilgili, E. Analysis of Heat Generation during the Production of Drug Nanosuspensions in a Wet Stirred Media Mill. Int. J. Pharm. 2022, 624, 122020. [Google Scholar] [CrossRef]
- EMA Scientific Discussion for Approval of Aldara. Available online: https://www.ema.europa.eu/en/documents/scientific-discussion/aldara-epar-scientific-discussion_en.pdf (accessed on 12 September 2022).
- Sinko, P.J. Martin’s Physical Pharmacy and Pharmaceutical Sciences: Chemical Kinetics and Stability, 7th ed.; Wolters Kluwer: Philadelphia, PA, USA, 2016; ISBN 9781496376473. [Google Scholar]
- Knieke, C.; Azad, M.A.; Davé, R.N.; Bilgili, E. A Study of the Physical Stability of Wet Media-Milled Fenofibrate Suspensions Using Dynamic Equilibrium Curves. Chem. Eng. Res. Des. 2013, 91, 1245–1258. [Google Scholar] [CrossRef]
- Wang, Y.; Zheng, Y.; Zhang, L.; Wang, Q.; Zhang, D. Stability of Nanosuspensions in Drug Delivery. J. Control. Release 2013, 172, 1126–1141. [Google Scholar] [CrossRef]
- Braun, A.C.; Ilko, D.; Merget, B.; Gieseler, H.; Germershaus, O.; Holzgrabe, U.; Meinel, L. Predicting Critical Micelle Concentration and Micelle Molecular Weight of Polysorbate 80 Using Compendial Methods. Eur. J. Pharm. Biopharm. 2015, 94, 559–568. [Google Scholar] [CrossRef]
- Lehocký, R.; Pěček, D.; Saloň, I.; Štěpánek, F. Occurrence and Prevention of Pickering Foams in Pharmaceutical Nano-Milling. Eur. J. Pharm. Biopharm. 2019, 143, 91–97. [Google Scholar] [CrossRef]
- Blaug, S.M.; Ashan, S.S. Interaction of Parabens with Nonionic Macromolecules. J. Pharm. Sci. 1961, 50, 441–443. [Google Scholar] [CrossRef]
- Bilgili, E. On the Consequences of Non-First-Order Breakage Kinetics in Comminution Processes: Absence of Self-Similar Size Spectra. Part. Part. Syst. Charact. 2007, 24, 12–17. [Google Scholar] [CrossRef]
- Stražišar, J.; Runovc, F. Kinetics of Comminution in Micro- and Sub-Micrometer Ranges. Comminution 1994 1996, 44, 673–682. [Google Scholar] [CrossRef]
- Varinot, C.; Berthiaux, H.; Dodds, J. Prediction of the Product Size Distribution in Associations of Stirred Bead Mills. Powder Technol. 1999, 105, 228–236. [Google Scholar] [CrossRef]
- Bhakay, A.; Merwade, M.; Bilgili, E.; Dave, R.N. Novel Aspects of Wet Milling for the Production of Microsuspensions and Nanosuspensions of Poorly Water-Soluble Drugs. Drug Dev. Ind. Pharm. 2011, 37, 963–976. [Google Scholar] [CrossRef] [PubMed]
- Bilgili, E.; Hamey, R.; Scarlett, B. Nano-Milling of Pigment Agglomerates Using a Wet Stirred Media Mill: Elucidation of the Kinetics and Breakage Mechanisms. Chem. Eng. Sci. 2006, 61, 149–157. [Google Scholar] [CrossRef]
- Singh, S.K.; Srinivasan, K.K.; Gowthamarajan, K.; Singare, D.S.; Prakash, D.; Gaikwad, N.B. Investigation of Preparation Parameters of Nanosuspension by Top-down Media Milling to Improve the Dissolution of Poorly Water-Soluble Glyburide. Eur. J. Pharm. Biopharm. 2011, 78, 441–446. [Google Scholar] [CrossRef] [PubMed]
- Singare, D.S.; Marella, S.; Gowthamrajan, K.; Kulkarni, G.T.; Vooturi, R.; Rao, P.S. Optimization of Formulation and Process Variable of Nanosuspension: An Industrial Perspective. Int. J. Pharm. 2010, 402, 213–220. [Google Scholar] [CrossRef] [PubMed]
- Li, M.; Yaragudi, N.; Afolabi, A.; Dave, R.; Bilgili, E. Sub-100 Nm Drug Particle Suspensions Prepared via Wet Milling with Low Bead Contamination through Novel Process Intensification. Chem. Eng. Sci. 2015, 130, 207–220. [Google Scholar] [CrossRef]
- Kawatra, S.K. Advances in Comminution; Society for Mining, Metallurgy and Exploration, Inc. (SME): Englewood, CO, USA, 2006; ISBN 978-0-87335-246-8. [Google Scholar]
- Juhnke, M.; Märtin, D.; John, E. Generation of Wear during the Production of Drug Nanosuspensions by Wet Media Milling. Eur. J. Pharm. Biopharm. 2012, 81, 214–222. [Google Scholar] [CrossRef]
- Kwade, A. A Stressing Model for the Description and Optimization of Grinding Processes. Chem. Eng. Technol. 2003, 26, 199–205. [Google Scholar] [CrossRef]
- Juhnke, M.; Berghausen, J.; Timpe, C. Accelerated Formulation Development for Nanomilled Active Pharmaceutical Ingredients Using a Screening Approach. Chem. Eng. Technol. 2010, 33, 1412–1418. [Google Scholar] [CrossRef]
- Colombo, M.; Staufenbiel, S.; Rühl, E.; Bodmeier, R. In Situ Determination of the Saturation Solubility of Nanocrystals of Poorly Soluble Drugs for Dermal Application. Int. J. Pharm. 2017, 521, 156–166. [Google Scholar] [CrossRef] [PubMed]
- Mezger, T. The Rheology Handbook: For Users of Rotational and Oscillatory Rheometers, 5th ed.; Vincentz Network: Hannover, Germany, 2020. [Google Scholar]




| QTPP Elements | Target | Criticality | Justification |
|---|---|---|---|
| Dosage form | Cream | ---- | Suitable dosage form for treatment of skin disease AK |
| Route of administration | topical | ---- | AK is a skin disease |
| Dosage strength | 5% w/w | ---- | Similar strength to comparator Aldara product |
| Dosage design | Oil-in-water emulsion with dispersed IMQ nanocrystals and dispersed jojoba wax | ---- | --------- |
| Stability | ICH Q1A: At least 6 months at room temperature | Yes | Quality requirement: maintain quality of product over shelf life |
| Drug product quality attributes | Physical attributes: ● Mean particle size of IMQ nanocrystals in the range of 300–400 nm, PdI ≤ 0.3 ● Rheological properties ● Oil droplet size < 10 µm ● pH 4.0–6.0 |
| To meet applicable quality standards ● Target particle size to deliver IMQ into the hair follicles for slow and sustained absorption [12,15] ● Relevant for residence time of drug at administration site and stability [28] ● Ensure dispersity of the oil phase but droplet size not relevant for mode of action ● Relevant for efficacy of preservatives, prevention of pH-dependent solubilization of IMQ within the formulation (<1% solubilized at pH 4 [27]) and gel formation of the polyacrylate gel |
| Identification | ---- | --------- | |
| Assay: 90 ≤ × ≤ 110% of labeled amount based on USP 42 NF 37 IMQ Cream Monograph | Yes | Relevant for dosing uniformity, ensuring desired mode of action and limited adverse events owing to overdosing | |
| Homogeneity | Yes | Relevant for stability over treatment period | |
| Degradation products/ impurities based on USP 42 NF 37 IMQ Cream Monograph | Yes | Should be maintained below limits owing to relevance for efficacy and safety | |
| In vitro release profile | Yes | Relevant for slower permeation rate across the skin in comparison to reference Aldara product | |
| Content of preservatives: consult Ph.Eur. 5.1.3. | ----- | ----- | |
| Microbiological limits: consult Ph.Eur. 2.6.12. and Ph.Eur 5.1.4. | Yes | Must be maintained below specified limits in the pharmacopeia | |
| Container closure system | Suitable for dosage form | ---- | Influences product stability, handling and acceptability/acceptance by the patient |
| Packaging integrity | Suitable over shelf life | ---- | Needed for stability, clinical effectiveness and safety |
| Formulation Components CMAs | CQAs |
|---|---|
| Drug substance IMQ Solubility Related substances | Stability of nanocrystals, permeation rate, pH, particle-size distribution Stability (degradants/impurities) |
| Surfactant polysorbate 80 Compatibility HLB Concentration | Content uniformity, stability (nanocrystals, emulsion), particle-size distribution Stability (of nanocrystals and emulsion) Stability (of nanocrystals and emulsion), particle-size distribution |
| Gelling agent Carbopol 974P Compatibility Concentration Molecular weight | pH, cream stability, rheological properties Rheological properties, cream stability Rheological properties, cream stability |
| Neutralizing agent sodium hydroxide Compatibility Concentration pKa | pH, rheological properties pH, rheological properties, stability (of nanocrystals, cream) pH, rheological properties, stability (of nanocrystals, cream) |
| Oil component jojoba wax Compatibility Required HLB Concentration | Permeation rate, stability (of emulsion) Permeation rate, stability (of emulsion) Rheological properties, permeation rate, stability (of emulsion) |
| Preservatives methyl- and propylparaben Compatibility concentration Log P | Stability (microbiological limits) Stability (microbiological limits) Stability (microbiological limits) |
| Risk Assessment of Critical Process Parameters | CQAs |
|---|---|
| Wet media ball milling Milling time Rotational speed | Particle-size distribution Particle-size distribution |
| High-pressure homogenization Pressure | Stability (homogeneity) |
| Source | Particle Size | Polydispersity Index (PdI) | ||||||
|---|---|---|---|---|---|---|---|---|
| Degrees of Freedom (DF) | Sequential Sum of Squares (Seq SS) | F Value | p Value | Degrees of Freedom (DF) | Sequential Sum of Squares (Seq SS) | F Value | p Value | |
| Model X1 X2 (X1)2 (X2)2 X1·X2 Lack of fit test Pure error Total | 5 1 1 1 1 1 3 17 25 | 97,143 33,507 53,373 6664 1310 2288 1529 4930 103,603 | 60.15 103.74 165.25 13.88 11.78 4.06 1.76 ---- ---- | 0.000 0.000 0.000 0.003 0.058 0.015 0.193 ----- ----- | 5 1 1 1 1 1 3 17 25 | 0.037890 0.000161 0.037074 0.000194 0.000333 0.000128 0.000188 0.015495 0.053574 | 9.66 0.21 47.28 0.04 0.42 0.16 0.07 ---- ---- | 0.000 0.655 0.000 0.835 0.522 0.690 0.976 ---- ---- |
| Source | Polydispersity Index (PdI) | |||
|---|---|---|---|---|
| Degrees of Freedom (DF) | Sequential Sum of Squares (Seq SS) | F-Value | p-Value | |
| Model X1 X2 Lack of fit test Pure error Total | 2 1 1 6 17 25 | 0.037235 0.000161 0.037074 0.000843 0.015495 0.053574 | 26.21 0.23 52.19 0.15 ---- ---- | 0.000 0.638 0.000 0.986 ---- ---- |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pielenhofer, J.; Meiser, S.L.; Gogoll, K.; Ciciliani, A.-M.; Denny, M.; Klak, M.; Lang, B.M.; Staubach, P.; Grabbe, S.; Schild, H.; et al. Quality by Design (QbD) Approach for a Nanoparticulate Imiquimod Formulation as an Investigational Medicinal Product. Pharmaceutics 2023, 15, 514. https://doi.org/10.3390/pharmaceutics15020514
Pielenhofer J, Meiser SL, Gogoll K, Ciciliani A-M, Denny M, Klak M, Lang BM, Staubach P, Grabbe S, Schild H, et al. Quality by Design (QbD) Approach for a Nanoparticulate Imiquimod Formulation as an Investigational Medicinal Product. Pharmaceutics. 2023; 15(2):514. https://doi.org/10.3390/pharmaceutics15020514
Chicago/Turabian StylePielenhofer, Jonas, Sophie Luise Meiser, Karsten Gogoll, Anna-Maria Ciciliani, Mark Denny, Michael Klak, Berenice M. Lang, Petra Staubach, Stephan Grabbe, Hansjörg Schild, and et al. 2023. "Quality by Design (QbD) Approach for a Nanoparticulate Imiquimod Formulation as an Investigational Medicinal Product" Pharmaceutics 15, no. 2: 514. https://doi.org/10.3390/pharmaceutics15020514
APA StylePielenhofer, J., Meiser, S. L., Gogoll, K., Ciciliani, A.-M., Denny, M., Klak, M., Lang, B. M., Staubach, P., Grabbe, S., Schild, H., Radsak, M. P., Spahn-Langguth, H., & Langguth, P. (2023). Quality by Design (QbD) Approach for a Nanoparticulate Imiquimod Formulation as an Investigational Medicinal Product. Pharmaceutics, 15(2), 514. https://doi.org/10.3390/pharmaceutics15020514