
Ecological Building Material Obtained Through the Moderate Thermal Consolidation of Ceramic Slurry Collected from Industrial Waste Waters

 ,
,  ,
,  , ,
, ,  ,
,
Abstract
1. Introduction
2. Materials and Methods
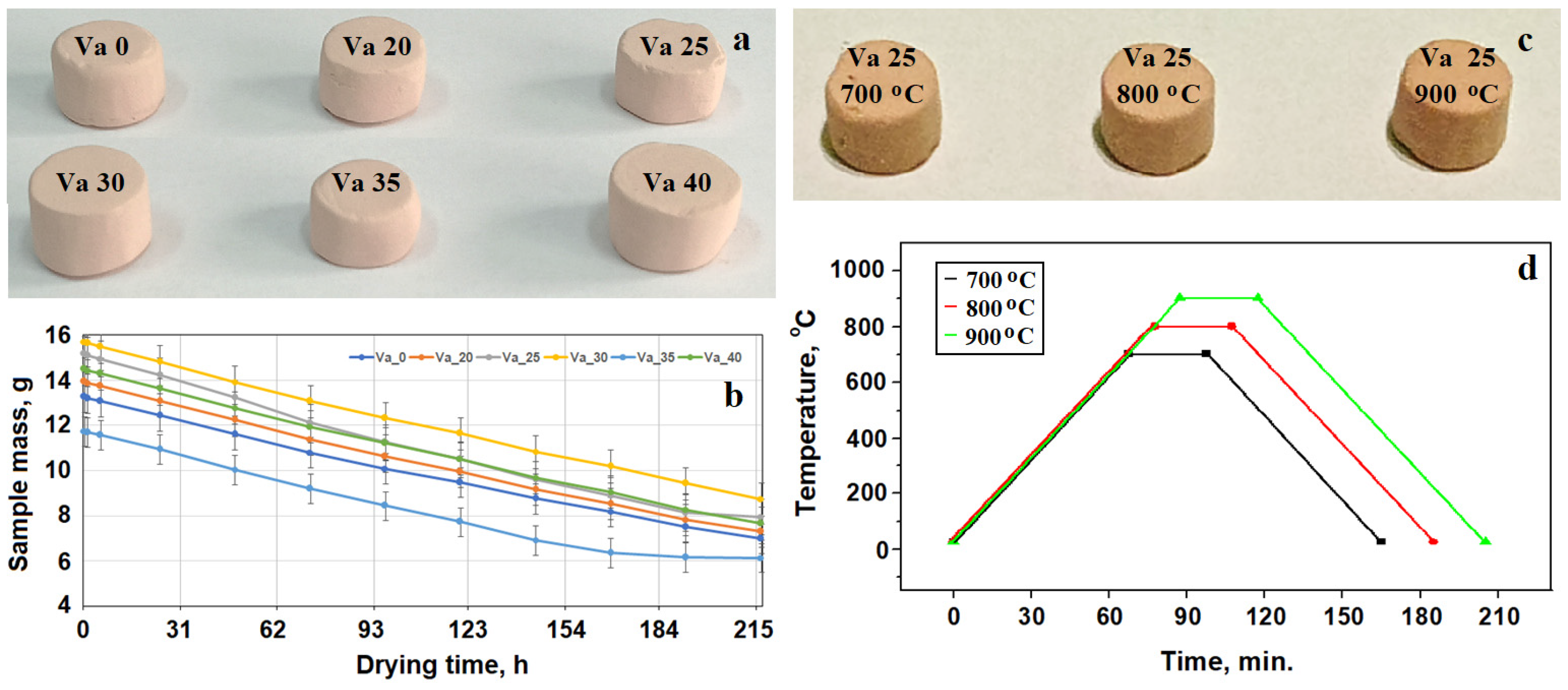
2.1. Samples Preparation
2.2. Characterization Methods
3. Results
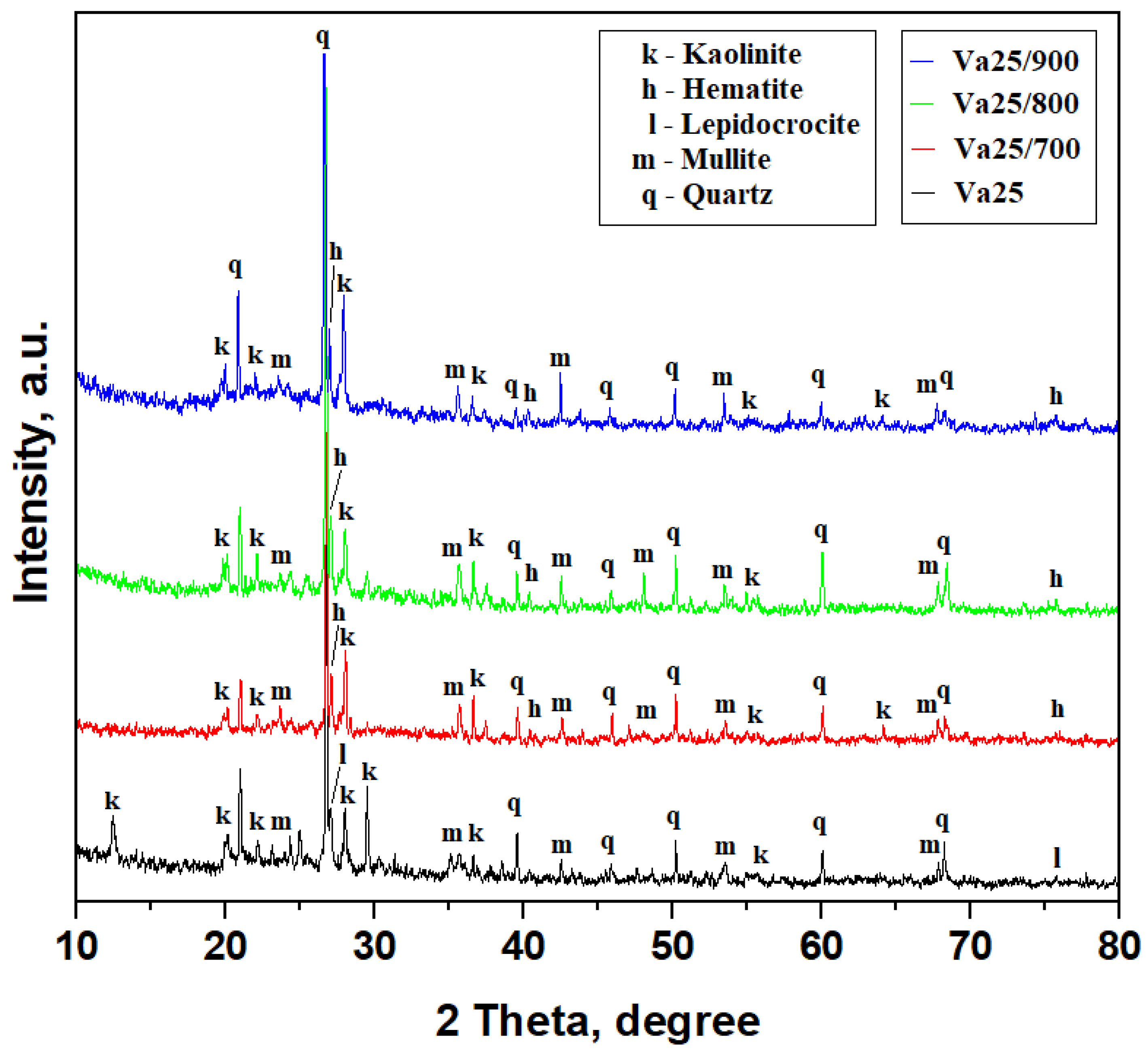
3.1. Evolution of Mineral Phases
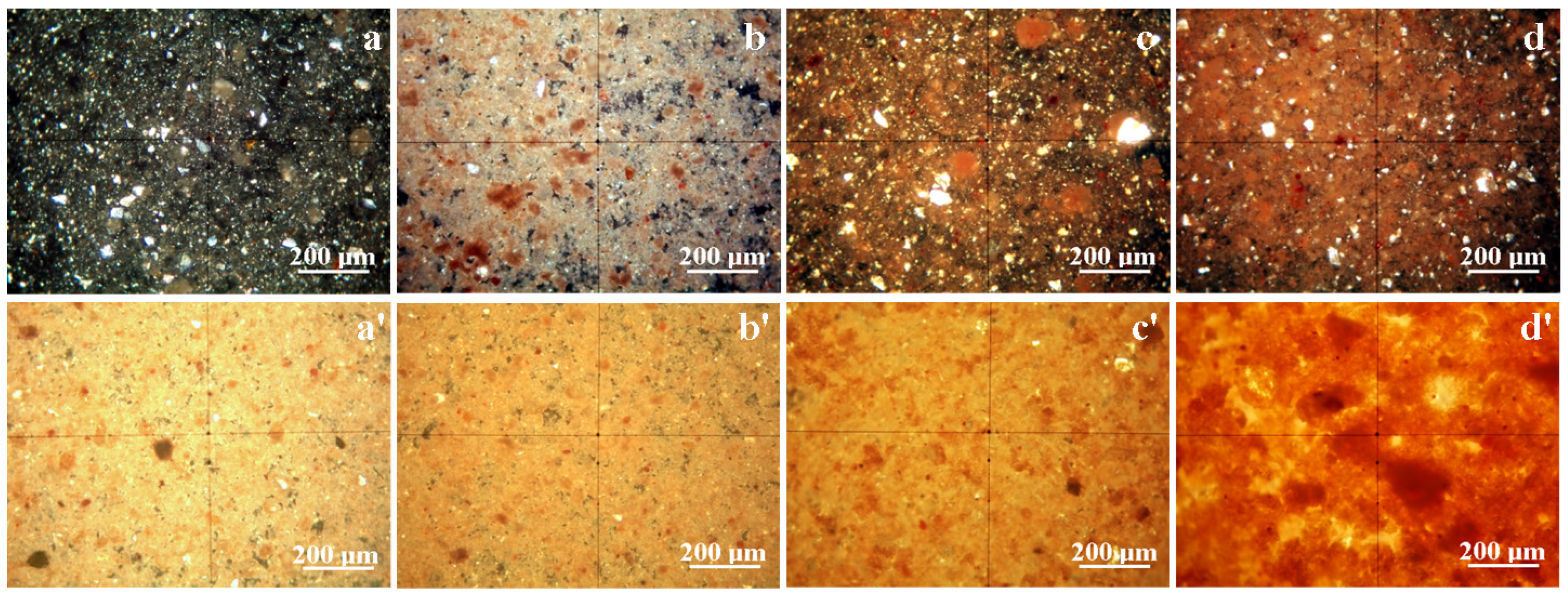
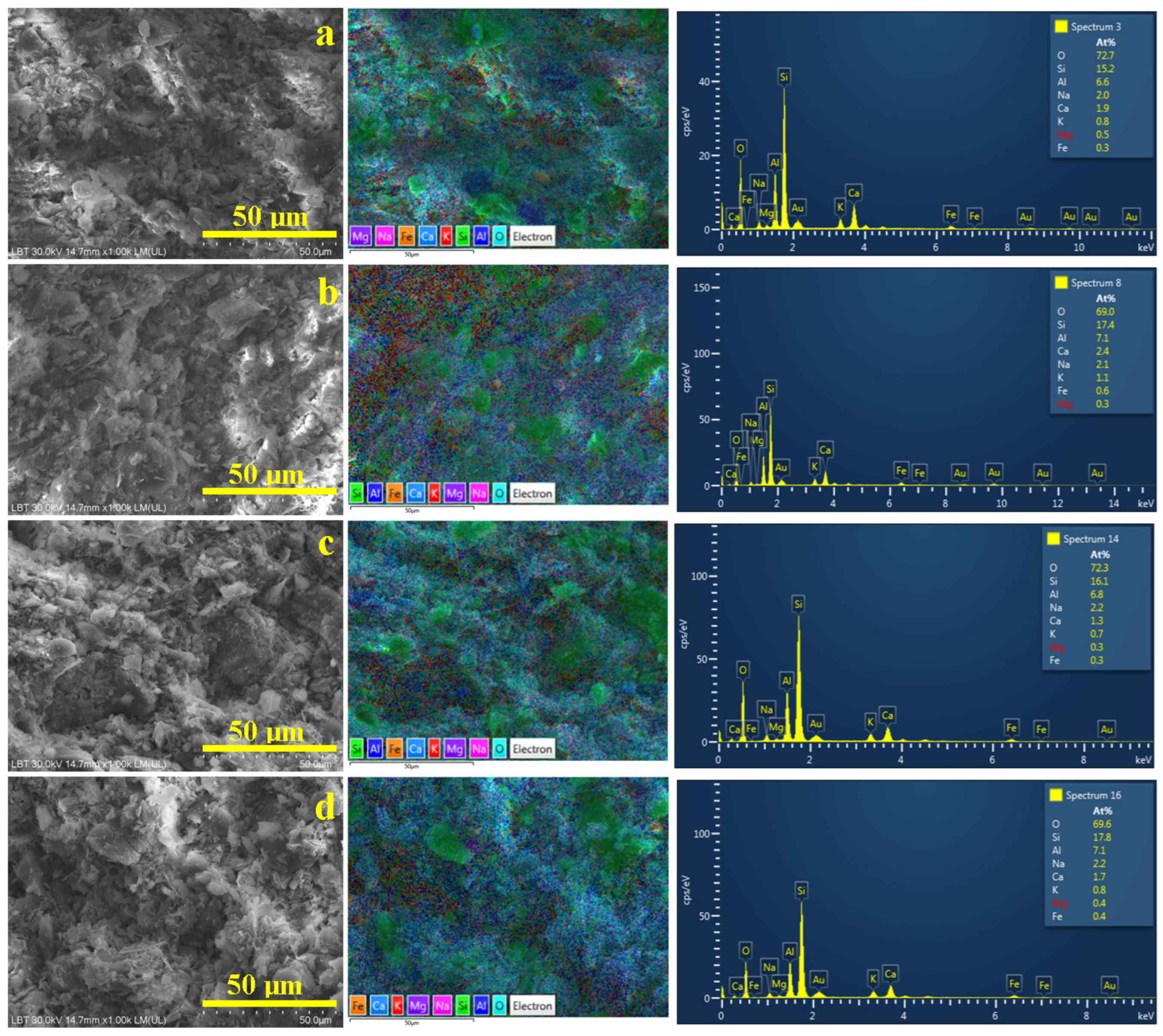
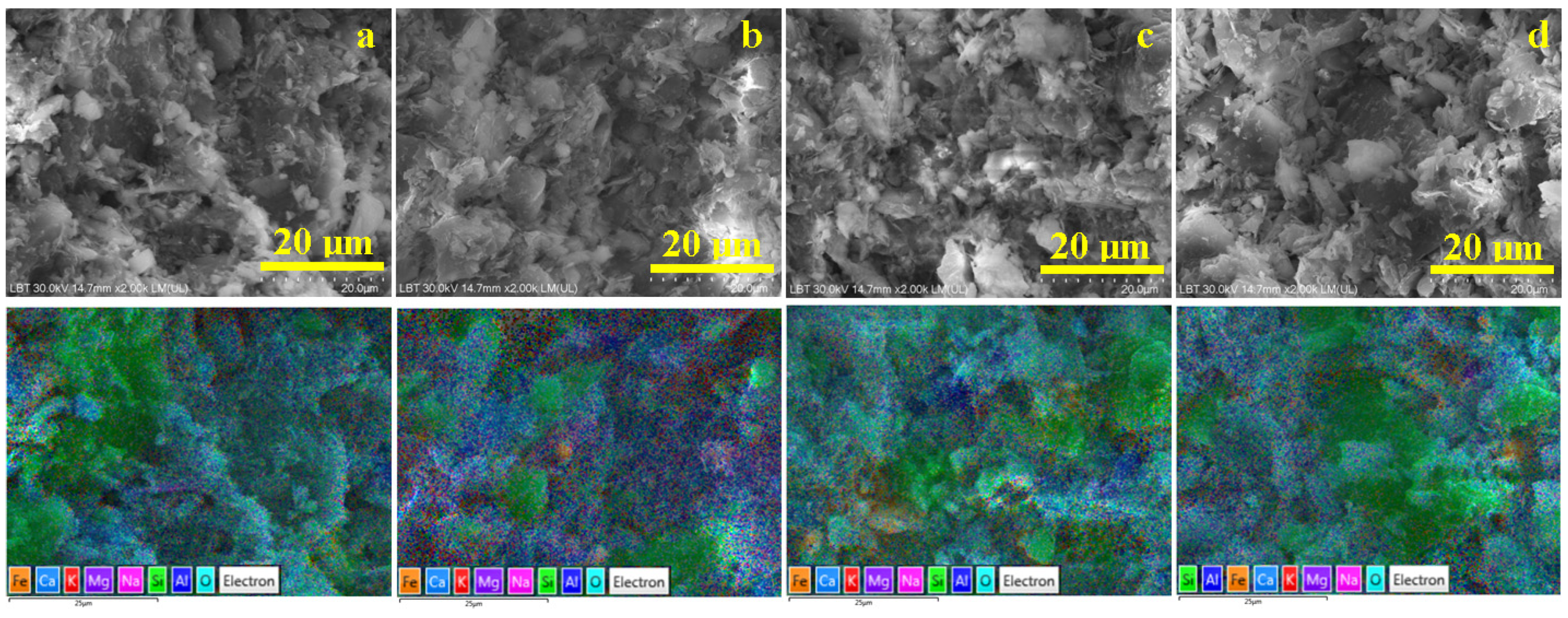
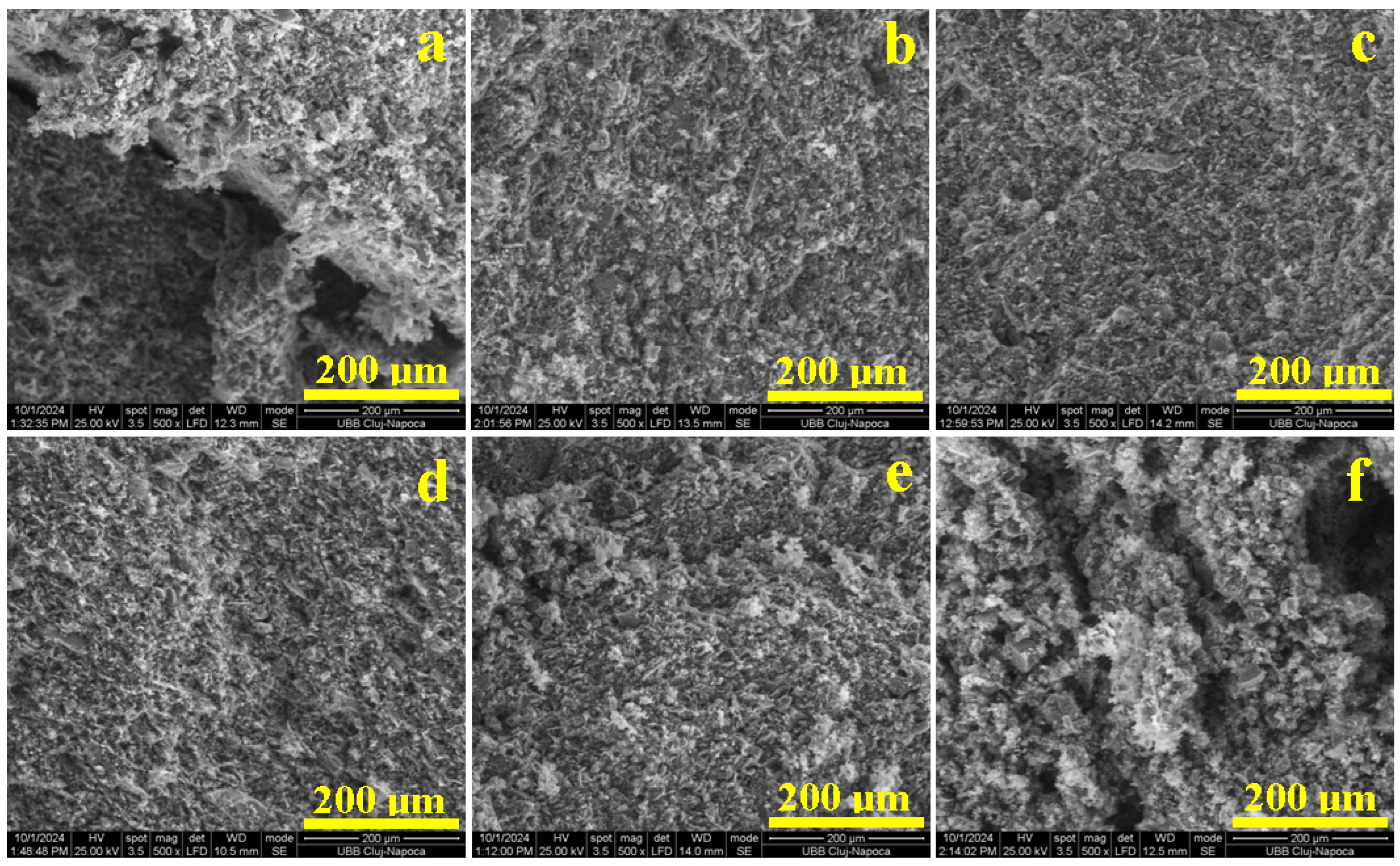
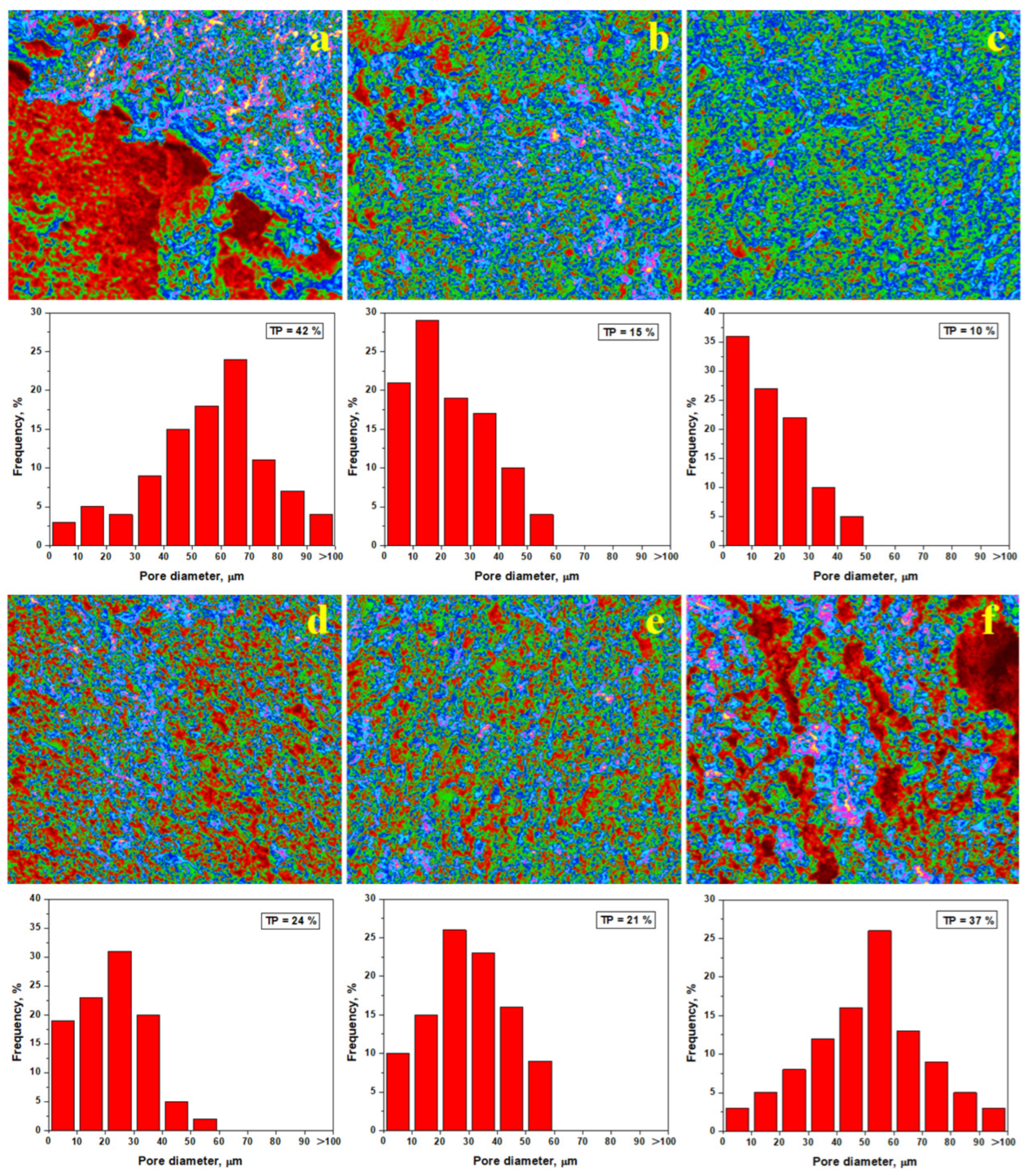
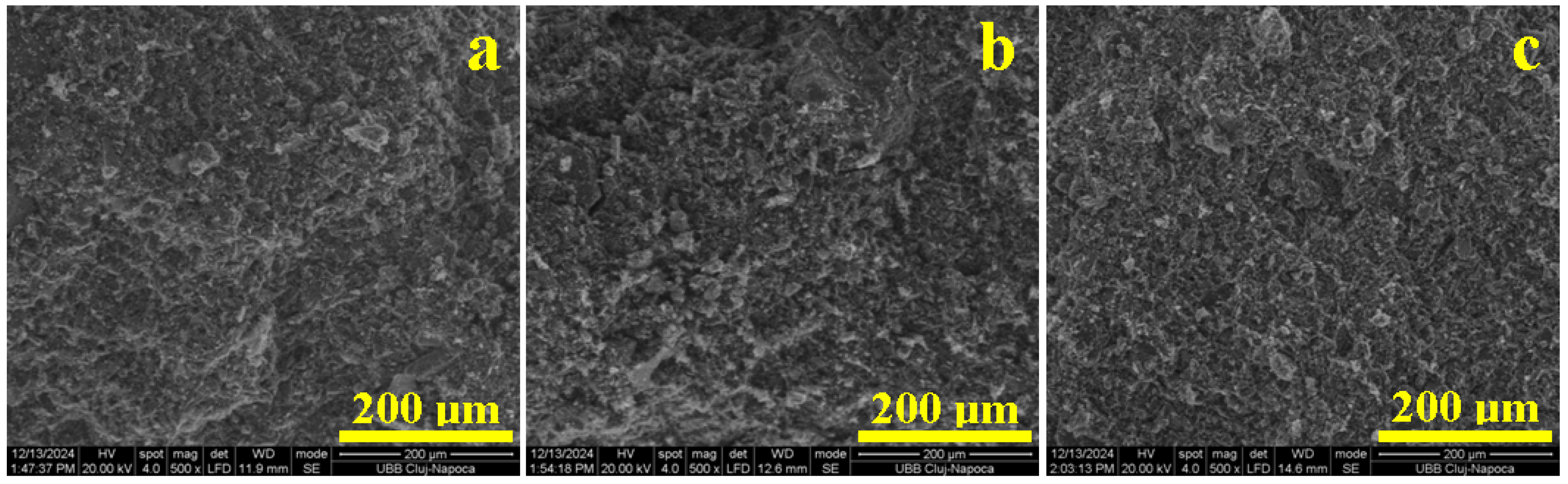
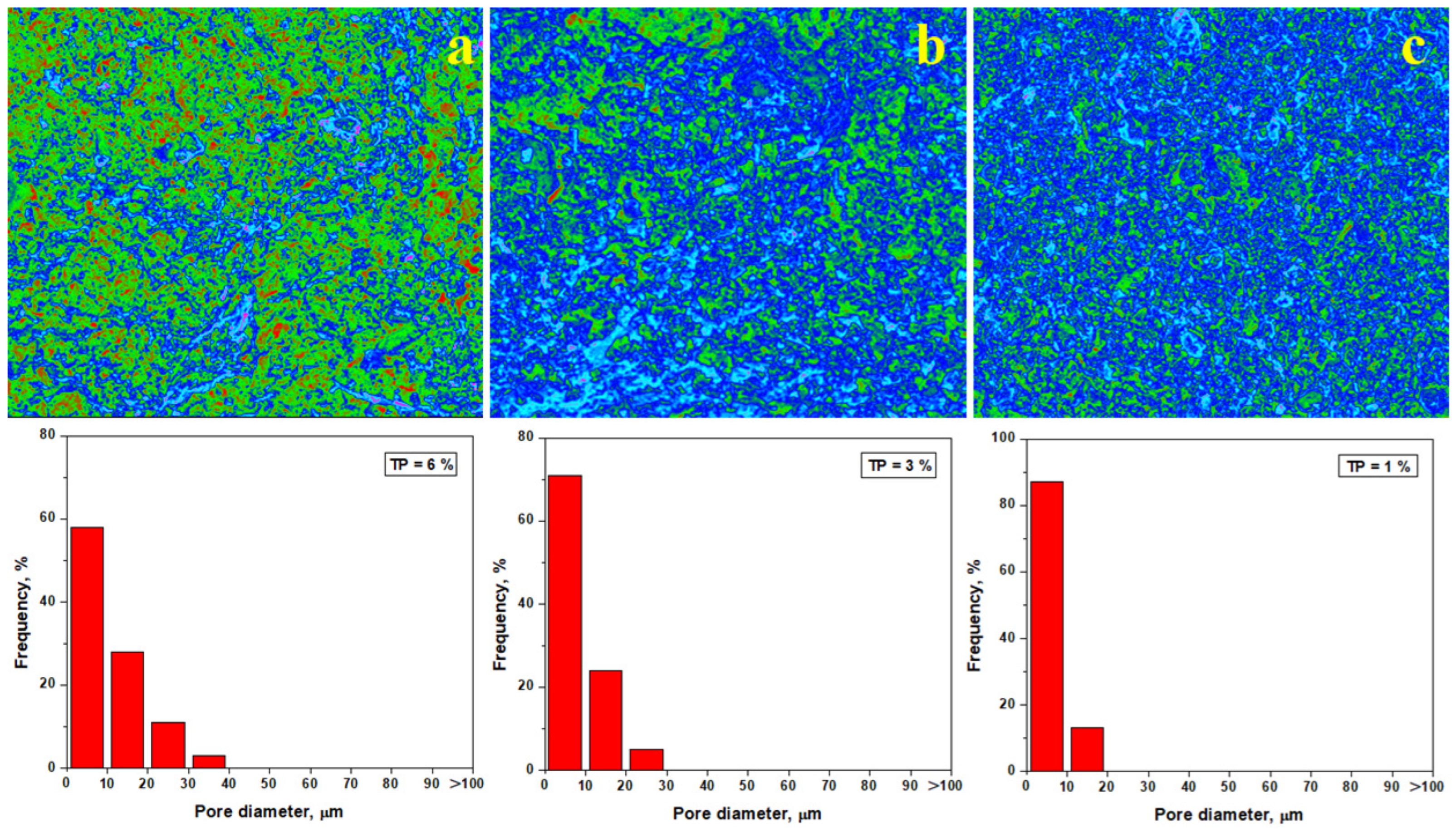
3.2. Microstructural Aspects and Elemental Composition
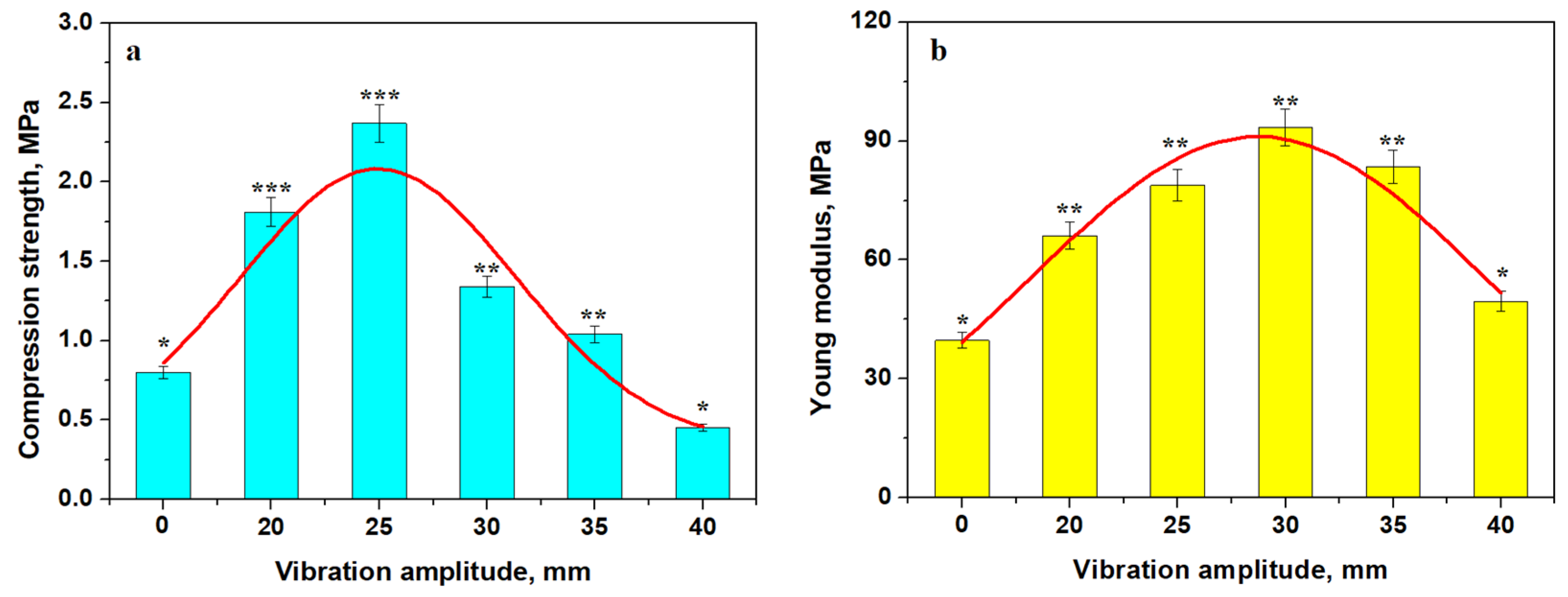
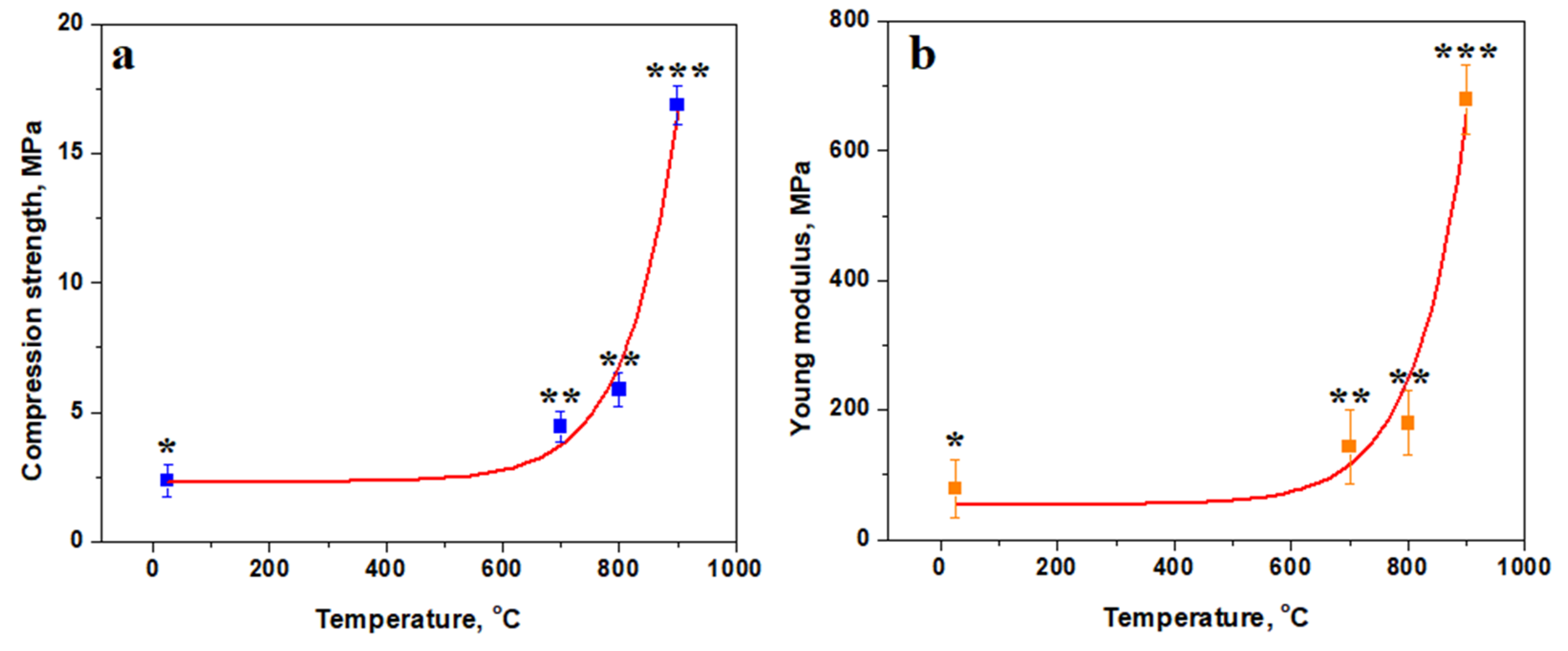
3.3. Mechanical Properties
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AFM | Atomic Force Microscopy |
| EDS | Energy Dispersive Spectroscopy |
| MOM | Mineralogical Optical Microscopy |
| SEM | Scanning Electron Microscopy |
| XRD | X-ray Diffraction |
References
- Liu, G.; Li, Y.; Hou, J.; Wang, Y.; Lin, D. A review on the industrial waste based adsorbents for the removal of pollutants from water: Modification methods and adsorption study, Resources. Environ. Sustain. 2025, 19, 100183. [Google Scholar] [CrossRef]
- Normazlan, W.M.D.W.; Buthiyappan, A.; Jais, F.M.; Raman, A.A.A. Exploring the potential of industrial and municipal wastes for the development of alternative fuel source: A review. Process Saf. Environ. Prot. 2025, 194, 904–926. [Google Scholar] [CrossRef]
- Peng, L.; Fan, Z.; Zhang, X. Consumer Orientation and Market-Driven Strategies for Promoting Low-Carbon Innovation in Supply Chains: Pathways to Sustainable Development. Sustainability 2025, 17, 1128. [Google Scholar] [CrossRef]
- Kim, S.; Cha, H.; Lee, T.; Kim, J.Y.; Lee, J.; Jang, S.-H.; Kwon, E.E. Suppression of carbon footprint through the CO2-assisted pyrolysis of livestock waste. Sci. Total Environ. 2025, 964, 178615. [Google Scholar] [CrossRef] [PubMed]
- Paleologos, E.K.; Mohamed, A.-M.O.; Mohamed, D.; Al Nahyan, M.T.; Farouk, S.; Singh, D.N. Decarbonization of the Waste Industry in the U.S.A. and the European Union. Sustainability 2025, 17, 563. [Google Scholar] [CrossRef]
- Casapino-Espinoza, C.A.; Gómez-Soberón, J.M.; Gómez-Soberón, M.C. The Effect of Recycled Crushed Brick Aggregate on the Physical–Mechanical Properties of Earth Blocks. Buildings 2025, 15, 145. [Google Scholar] [CrossRef]
- Chen, Z.; Kurniawan, T.A.; Yap, P.-S. Integrating leachate treatment into circular economy landfill practices for nutrient, energy, and material (NEM) recovery and climate change mitigation. J. Water Process Eng. 2024, 68, 106524. [Google Scholar] [CrossRef]
- Ishkov, A.G.; Zhdaneev, O.V.; Romanov, K.V.; Koloshkin, E.A.; Kulikov, D.V.; Mikhailov, A.M.; Dzhus, K.A.; Lugvishchuk, D.S.; Bogdan, I.B.; Maslova, E.V. Methodological approaches to carbon footprint assessment and certification of low carbon hydrogen. Int. J. Hydrogen Energy 2024, 96, 147–159. [Google Scholar] [CrossRef]
- Al Mubarak, F.; Rezaee, R.; Wood, D.A. Economic, Societal, and Environmental Impacts of Available Energy Sources: A Review. Eng 2024, 5, 1232–1265. [Google Scholar] [CrossRef]
- Ciacco, E.F.S.; Rocha, J.R.; Coutinho, A.R. The energy consumption in the ceramic tile industry in Brazil. Appl. Therm. Eng. 2017, 113, 1283–1289. [Google Scholar] [CrossRef]
- Lu, L.; Chen, Y.; Feng, Q.; Li, W.; Chen, D. Long-range energy demand and greenhouse gas emissions analysis using the LEAP Model: A case study of building ceramic industrial park. Energy Sustain. Dev. 2024, 83, 101594. [Google Scholar] [CrossRef]
- Mourou, C.; Zamorano, M.; Ruiz, D.P.; Martín-Morales, M. Characterization of ceramic tiles coated with recycled waste glass particles to be used for cool roof applications. Constr. Build. Mater. 2023, 398, 132489. [Google Scholar] [CrossRef]
- Wang, Y.; Yu, S.; Chu, J.; Chen, D.; Chen, J. Study on the copper and iron coexisted coloring glaze and the mechanism of the fambe. J. Eur. Ceram. Soc. 2018, 38, 3681–3688. [Google Scholar] [CrossRef]
- Mizutani, R.F.; de Paula Santos, U.; Arbex, R.F.; Arbex, M.A.; Terra-Filho, M. An Evaluation of the Impact of Air Pollution on the Lung Functions of High School Students Living in a Ceramic Industrial Park Zone. Int. J. Environ. Res. Public Health 2023, 20, 6964. [Google Scholar] [CrossRef] [PubMed]
- Avram, S.E.; Barbu Tudoran, L.; Cuc, S.; Borodi, G.; Birle, B.V.; Petean, I. Microstructural Investigations Regarding Sustainable Recycling of Ceramic Slurry Collected from Industrial Waste Waters. Sustainability 2024, 16, 1123. [Google Scholar] [CrossRef]
- Avram, S.E.; Birle, B.V.; Tudoran, L.B.; Borodi, G.; Petean, I. Investigation of Used Water Sediments from Ceramic Tile Fabrication. Water 2024, 16, 1027. [Google Scholar] [CrossRef]
- Avram, S.E.; Tudoran, L.B.; Cuc, S.; Borodi, G.; Birle, B.V.; Petean, I. Natural Fiber Reinforcement of Ceramic Slurry Compacts. J. Compos. Sci. 2024, 8, 542. [Google Scholar] [CrossRef]
- Karaman, S.; Ersahin, S.; Gunal, H. Firing temperature and firing time influence on mechanical and physical properties of clay bricks. J. Sci. Ind. Res. 2006, 65, 153–159. [Google Scholar]
- Dubois, J.; Murat, M.; Amroune, A.; Carbonneau, X.; Gardon, R. High-temperature transformation in kaolinite: The role of the crystallinity and of the firing atmosphere. Appl. Clay Sci. 1995, 10, 187–198. [Google Scholar] [CrossRef]
- Badanoiu, A.-I.; Stoleriu, S.-P.; Carocea, A.-C.; Eftimie, M.-A.; Trusca, R. Influence of Synthesis Route on Composition and Main Properties of Mullite Ceramics Based on Waste. Materials 2025, 18, 1098. [Google Scholar] [CrossRef]
- Valášková, M.; Blahůšková, V.; Edelmannová, M.F.; Matějová, L.; Soukup, K.; Plevová, E. Clay/Fly Ash Bricks Evaluated in Terms of Kaolin and Vermiculite Precursors of Mullite and Forsterite, and Photocatalytic Decomposition of the Methanol–Water Mixture. Minerals 2023, 13, 1114. [Google Scholar] [CrossRef]
- Cultrone, G.; Rodriguez-Navarro, C.; Sebastian, E.; Cazzala, O.; De La Torre, M.J. Carbonate and silicate phase reactions during ceramic firing. Eur. J. Mineral. 2001, 13, 621–634. [Google Scholar] [CrossRef]
- Bennadji, F.G.; Beneu, B.; Laval, J.P.; Blanchart, P. Structural transformations of Muscovite at high temperature by X-ray and neutron diffraction. Appl. Clay Sci. 2008, 38, 259–267. [Google Scholar] [CrossRef]
- Rehman, M.U.; Ahmad, M.; Rashid, K. Influence of fluxing oxides from waste on the production and physico-mechanical properties of fired clay brick: A review. J. Build. Eng. 2020, 27, 100965. [Google Scholar] [CrossRef]
- Santana, I.S.A.; Novaes, M.d.P.; Araújo, R.C.C.d.; Batalha-Vieira, L. Exposed Clay Bricks Made with Waste: An Analysis of Research and Technological Trends. Sustainability 2024, 16, 11274. [Google Scholar] [CrossRef]
- Zhang, L. Production of bricks from waste materials—A review. Constr. Build. Mater. 2013, 47, 643–655. [Google Scholar] [CrossRef]
- Medeiros-Junior, R.A.; Thiesen, M.; Betioli, A.M.; Casali, J.M.; Trentin, L.F.Z.; Frare, A.; Borçato, A.G. Influence of Precursor Particle Size and Calcium Hydroxide Content on the Development of Clay Brick Waste-Based Geopolymers. Minerals 2024, 14, 1169. [Google Scholar] [CrossRef]
- Catalin, S.; Daniela, M.L.; Moldovan, M.; Monica, P.L.; Borodi, G.; Petean, I.; Sorin, L. Recycled Aggregates Influence on the Mechanical Properties of Cement Lime-Based Mortars. Materials 2024, 17, 5122. [Google Scholar] [CrossRef]
- Kenzhaliyev, B.; Biryukova, A.; Dzhienalyev, T.; Panichkin, A.; Imbarova, A.; Uskenbaeva, A.; Yusoff, A.H. Assessment of Microsilica as a Raw Material for Obtaining Mullite–Silica Refractories. Processes 2024, 12, 200. [Google Scholar] [CrossRef]
- Rocha, D.R.; Barber, X.; Jordán-Vidal, M.M.; Urbano, A.; Melquiades, F.L.; Thomaz, E.L.; Mataix-Solera, J. Multivariate Analysis with XRD Data as a Fingerprinting Technique to Study Burned Soils. Minerals 2022, 12, 1402. [Google Scholar] [CrossRef]
- Tang, B.; Wang, G.; Zhuo, L.; Ge, J.; Cui, L. Facile Route to α-FeOOH and α-Fe2O3 Nanorods and Magnetic Property of α-Fe2O3 Nanorods. Inorg. Chem. 2006, 45, 5196–5200. [Google Scholar] [CrossRef]
- Marinho, J.Z.; Montes, R.H.O.; Moura, A.P.; Longo, E.; Varela, J.A.; Munoz, R.A.A.; Lima, R.C. Rapid preparation of α-FeOOH and α-Fe2O3 nanostructures by microwave heating and their application in electrochemical sensors. Mater. Res. Bull. 2014, 49, 572–576. [Google Scholar] [CrossRef]
- Zurauskiene, R.; Navickiene, L. Foam Glass Granule Usage in Tile Glue Mixtures That Use a Reduced Portland Cement Amount. Materials 2023, 16, 1269. [Google Scholar] [CrossRef]
- Ibrahim, M.H.; Mustaffar, M.I.; Ismail, A.M.; Ismail, S.A.; Othman, N. Development of porous glass-ceramic using silica sand for wall tiles application. Mater. Today Proc. 2023; in press. [Google Scholar] [CrossRef]
- Hamza, A.; Hussein, I.A.; Mahmoud, M. Chapter 1—Introduction to reservoir fluids and rock properties. In Developments in Petroleum Science; Hussein, I.A., Mahmoud, M., Eds.; Elsevier: Amsterdam, The Netherlands, 2023; Volume 78, pp. 1–19. [Google Scholar] [CrossRef]
- Zhang, M.; Fan, X.; Zhang, Q.; Yang, B.; Zhao, P.; Yao, B.; He, L. Influence of multi-planes of weakness on unstable zones near wellbore wall in a fractured formation. J. Nat. Gas Sci. Eng. 2021, 93, 104026. [Google Scholar] [CrossRef]
- Wu, W.; Wang, T.; Bai, J.; Liu, J.; Wang, X.; Xu, H.; Feng, G. Failure Characteristics and Cooperative Control Strategies for Gob-Side Entry Driving near an Advancing Working Face: A Case Study. Processes 2024, 12, 1398. [Google Scholar] [CrossRef]
- Godyń, K.; Dutka, B.; Tram, M. Application of Petrographic and Stereological Analyses to Describe the Pore Space of Rocks as a Standard for the Characterization of Pores in Slags and Ashes Generated after the Combustion of Municipal Waste. Materials 2023, 16, 7706. [Google Scholar] [CrossRef]
- Hu, Z.; Zhang, R.; Zhu, K.; Li, D.; Jin, Y.; Guo, W.; Liu, X.; Zhang, X.; Zhang, Q. Probing the Pore Structure of the Berea Sandstone by Using X-ray Micro-CT in Combination with ImageJ Software. Minerals 2023, 13, 360. [Google Scholar] [CrossRef]
- Dong, Z.; Tian, S.; Xue, H.; Lu, S.; Liu, B.; Erastova, V.; Chen, G.; Zhang, Y. A novel method for automatic quantification of different pore types in shale based on SEM-EDS calibration. Mar. Pet. Geol. 2025, 173, 107278. [Google Scholar] [CrossRef]
- Raffaeli, R.; Pazzi, L.; Pellicciari, M. Industry 4.0 Solutions as Enablers for the Sustainability of the Italian Ceramic Tiles Sector. Sustainability 2024, 16, 4301. [Google Scholar] [CrossRef]
- Zheng, T.; Ardolino, M.; Bacchetti, A.; Perona, M. The road towards industry 4.0: A comparative study of the state-of-the-art in the Italian manufacturing industry. Benchmarking Int. J. 2023, 30, 307–332. [Google Scholar] [CrossRef]
- Pallares, S.; Jordan, M.M.; Soriano, A.; Vicente, A.B.; Pardo, F.; Sanfeliu, T. Monitoring of As, Cd and Ni in PM10 and topsoils in a ceramic cluster. J. Geochem. Explor. 2011, 109, 146–154. [Google Scholar] [CrossRef]
- Ji, Y.; Li, E.; Zhu, G.; Wang, R.; Sha, Q. Preparation and Performance of Ceramic Tiles with Steel Slag and Waste Clay Bricks. Materials 2024, 17, 1755. [Google Scholar] [CrossRef]
- Li, Z.; Tang, P.; Wang, X.; Liu, X.; Mou, P. PCF-RWKV: Large Language Model for Product Carbon Footprint Estimation. Sustainability 2025, 17, 1321. [Google Scholar] [CrossRef]
- White, C.E.; Kearley, G.J.; Provis, J.L.; Riley, D.P. Inelastic neutron scattering analysis of the thermal decomposition of kaolinite to metakaolin. Chem. Phys. 2013, 427, 82–86. [Google Scholar] [CrossRef]
- Wan, Q.; Rao, F.; Song, S. Reexamining calcination of kaolinite for the synthesis of metakaolin geopolymers—Roles of dehydroxylation and recrystallization. J. Non-Cryst. Solids 2017, 406, 74–80. [Google Scholar] [CrossRef]
- Seaton, A.; Legge, J.S.; Henderson, J.; Kerr, K.M. Accelerated silicosis in Scottish stonemasons. Lancet 1991, 337, 341–344. [Google Scholar] [CrossRef] [PubMed]
- Zhou, X.; Sampath, V.; Nadeau, K.C. Effect of air pollution on asthma. Ann. Allergy Asthma Immunol. 2024, 132, 426–432. [Google Scholar] [CrossRef]
- Xu, L.; Ma, W.; Huo, X.; Luo, J.; Li, R.; Zhu, X.; Kong, X.; Zhao, K.; Jin, Y.; Zhang, M.; et al. New insights into the function and mechanisms of pi RNA PMLCPIR in promoting PM2.5-induced lung cancer. J. Adv. Res. 2024; in press. [Google Scholar] [CrossRef]
- Avram, S.E.; Tudoran, L.B.; Borodi, G.; Filip, M.R.; Ciotlaus, I.; Petean, I. Physicochemical Aspects Regarding the Sustainable Conversion of Carwash Slurry as Coverage Admixture for Landfills. Sustainability 2025, 17, 2906. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Code | Vibration | Drying Time, Months | Firing Parameters | ||||
|---|---|---|---|---|---|---|---|
| Amplitude, mm | Time, min | Heating Rate, °C/min | Temperature, °C | Time, min | Cooling Rate, °C/min | ||
| Va0 | 0 | 10 | 3 | - | - | - | - |
| Va20 | 20 | 10 | 3 | - | - | - | - |
| Va25 | 25 | 10 | 3 | - | - | - | - |
| Va30 | 30 | 10 | 3 | - | - | - | - |
| Va35 | 35 | 10 | 3 | - | - | - | - |
| Va40 | 40 | 10 | 3 | - | - | - | - |
| Va25/700 | 25 | 10 | 3 | 10 | 700 | 30 | 10 |
| Va25/800 | 25 | 10 | 3 | 10 | 800 | 30 | 10 |
| Va25/900 | 25 | 10 | 3 | 10 | 900 | 30 | 10 |
| Sample | Mineral Composition | |||||
|---|---|---|---|---|---|---|
| Quartz | Kaolinite | Mullite | Lepidocrocite | Hematite | ||
| Va25 | Amount, % | 36 | 38 | 17 | 9 | - |
| Size, μm | 2–80 | 1–15 | 5–100 | 2.5–25 | - | |
| Va25/700 | Amount, % | 37 | 36 | 19 | - | 9 |
| Size, μm | 2–80 | 2–15 | 10–150 | 3–30 | ||
| Va25/800 | Amount, % | 37 | 33 | 21 | - | 9 |
| Size, μm | 2–100 | 2–20 | 20–180 | 5–30 | ||
| Va25/900 | Amount, % | 36 | 31 | 25 | - | 8 |
| Size, μm | 2–80 | 5–20 | 25–220 | - | 5–30 | |
| Sample | Elements, at.% | |||||||
|---|---|---|---|---|---|---|---|---|
| O | Si | Al | K | Fe | Ca | Na | Mg | |
| Va25 | 72.7 | 15.2 | 6.6 | 0.8 | 0.3 | 2.0 | 1.9 | 0.5 |
| Va25/700 | 69.0 | 17.4 | 7.1 | 1.1 | 0.6 | 2.4 | 2.1 | 0.3 |
| Va25/800 | 72.3 | 16.1 | 6.8 | 0.7 | 0.3 | 1.3 | 2.2 | 0.3 |
| Va25/900 | 69.6 | 17.8 | 7.1 | 0.8 | 0.4 | 1.7 | 2.2 | 0.4 |
| Temperature, °C | 700 | 800 | 900 | 1100 |
|---|---|---|---|---|
| Energy consumption, kW/h | 15.00 | 17.14 | 19.28 | 23.57 |
| Equivalent gas consumption, m3 | 1.43 | 1.63 | 1.84 | 2.25 |
| CO2 amount, kg | 0.95 | 1.09 | 1.23 | 1.50 |
| Specific carbon footprint, kgCO2/g | 0.63 | 0.75 | 0.87 | - |
| Specific carbon footprint, tonCO2/ton | 630 | 750 | 870 | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Avram, S.E.; Birle, B.V.; Cosma, C.; Tudoran, L.B.; Moldovan, M.; Cuc, S.; Borodi, G.; Petean, I. Ecological Building Material Obtained Through the Moderate Thermal Consolidation of Ceramic Slurry Collected from Industrial Waste Waters. Materials 2025, 18, 1715. https://doi.org/10.3390/ma18081715
Avram SE, Birle BV, Cosma C, Tudoran LB, Moldovan M, Cuc S, Borodi G, Petean I. Ecological Building Material Obtained Through the Moderate Thermal Consolidation of Ceramic Slurry Collected from Industrial Waste Waters. Materials. 2025; 18(8):1715. https://doi.org/10.3390/ma18081715
Chicago/Turabian StyleAvram, Simona Elena, Bianca Violeta Birle, Cosmin Cosma, Lucian Barbu Tudoran, Marioara Moldovan, Stanca Cuc, Gheorghe Borodi, and Ioan Petean. 2025. "Ecological Building Material Obtained Through the Moderate Thermal Consolidation of Ceramic Slurry Collected from Industrial Waste Waters" Materials 18, no. 8: 1715. https://doi.org/10.3390/ma18081715
APA StyleAvram, S. E., Birle, B. V., Cosma, C., Tudoran, L. B., Moldovan, M., Cuc, S., Borodi, G., & Petean, I. (2025). Ecological Building Material Obtained Through the Moderate Thermal Consolidation of Ceramic Slurry Collected from Industrial Waste Waters. Materials, 18(8), 1715. https://doi.org/10.3390/ma18081715