
Study of the Friction Contact of HIPIMS Magnetron-Sputtered TiB2 Against Aluminium at Temperatures up to 300 °C

 , , , ,
, , , , 
Abstract
1. Introduction
2. Materials and Methods
2.1. Coating Deposition
2.2. Coating Characterisation
2.3. Thermodynamic Simulations (CALPHAD Method)
3. Results and Discussion
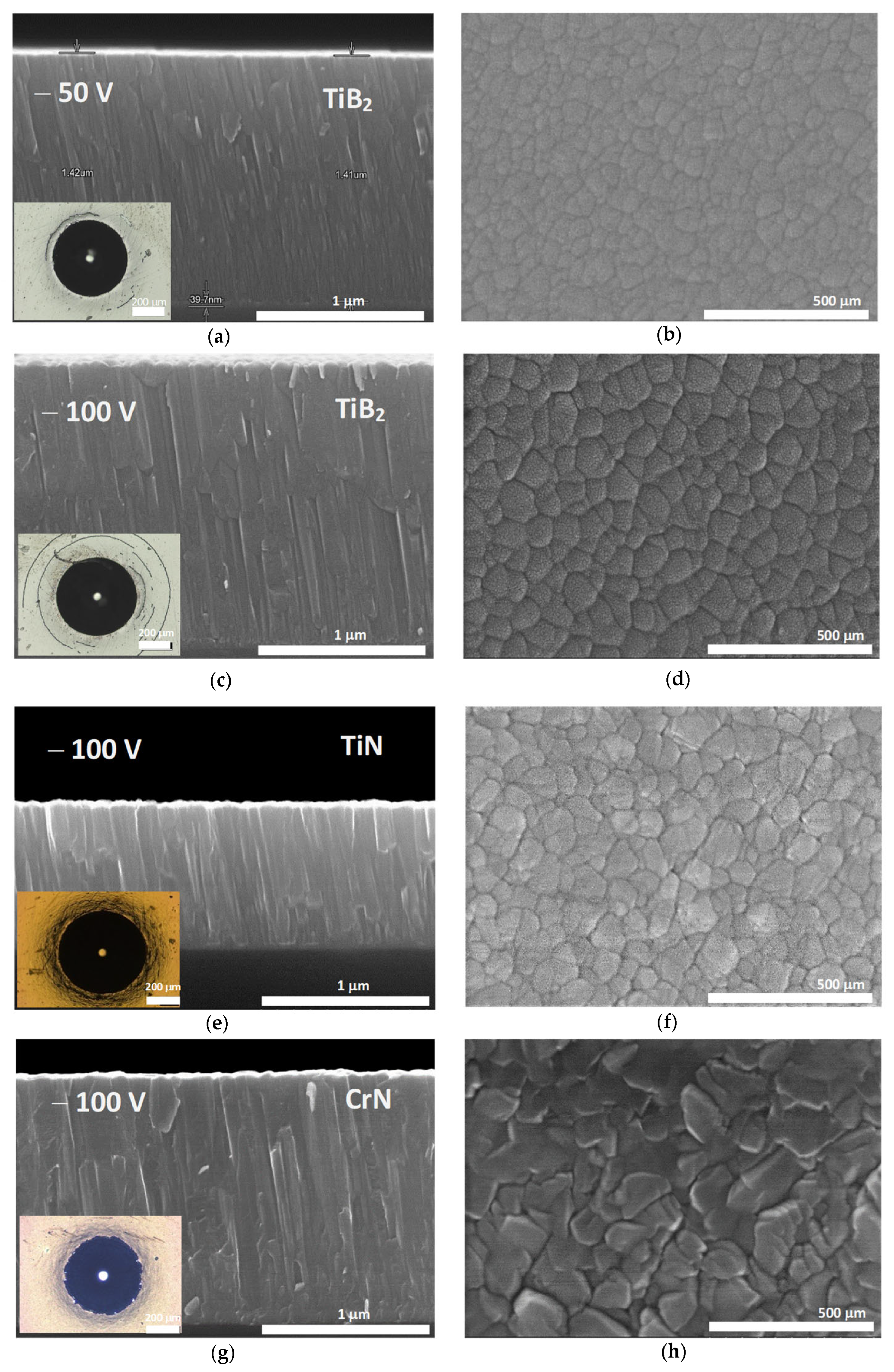
3.1. Composition and Microstructure
3.2. Indentation Hardness and Modulus
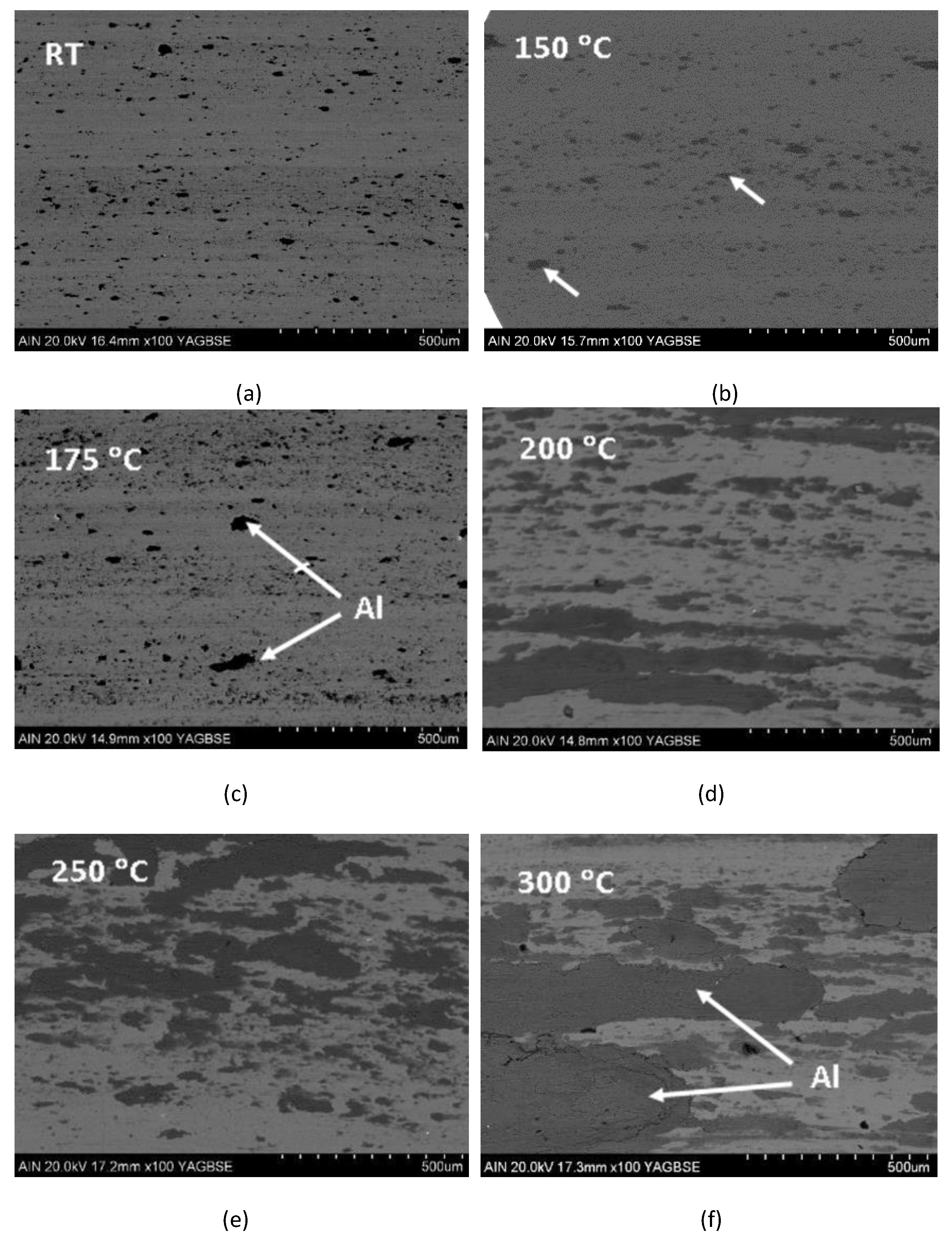
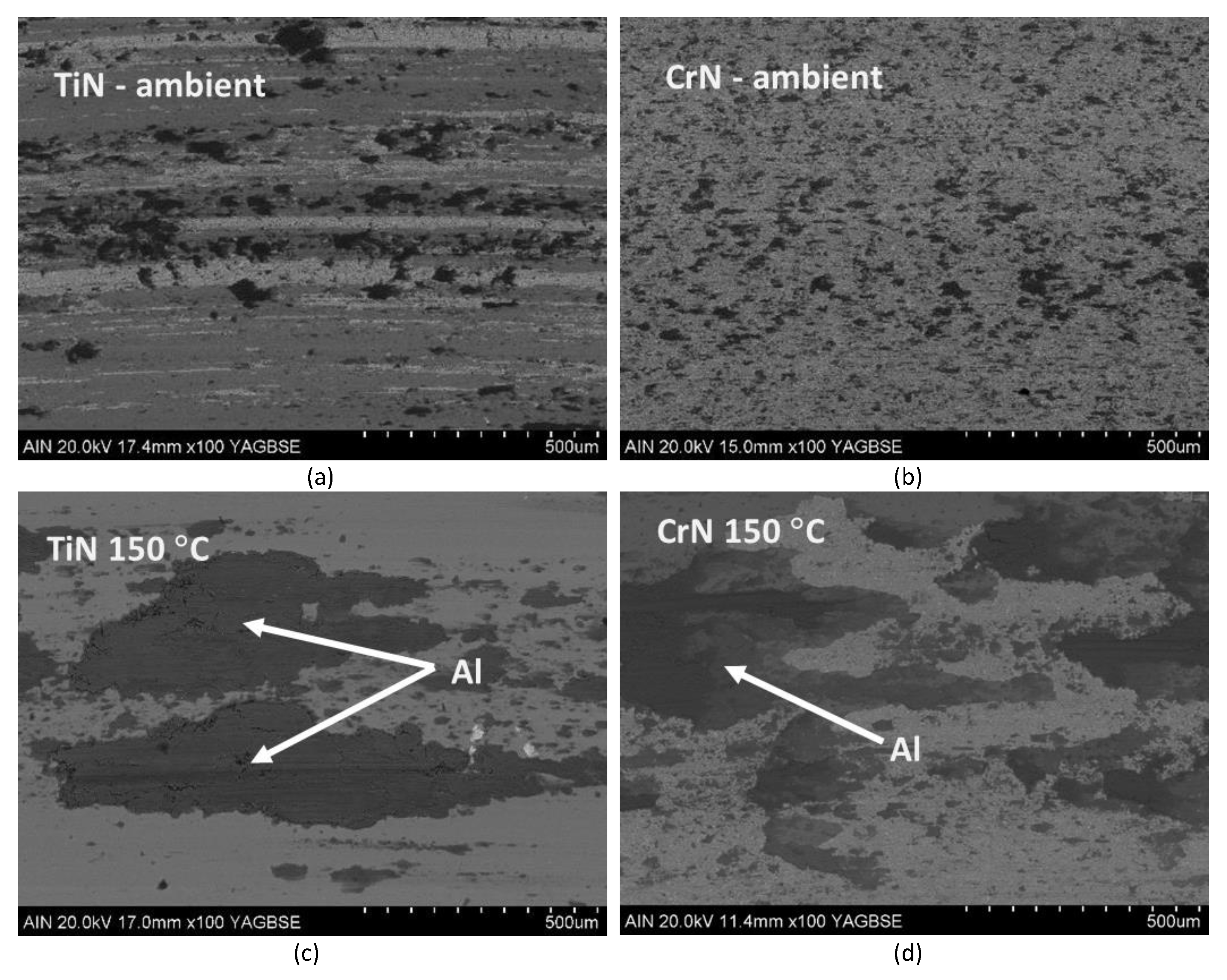
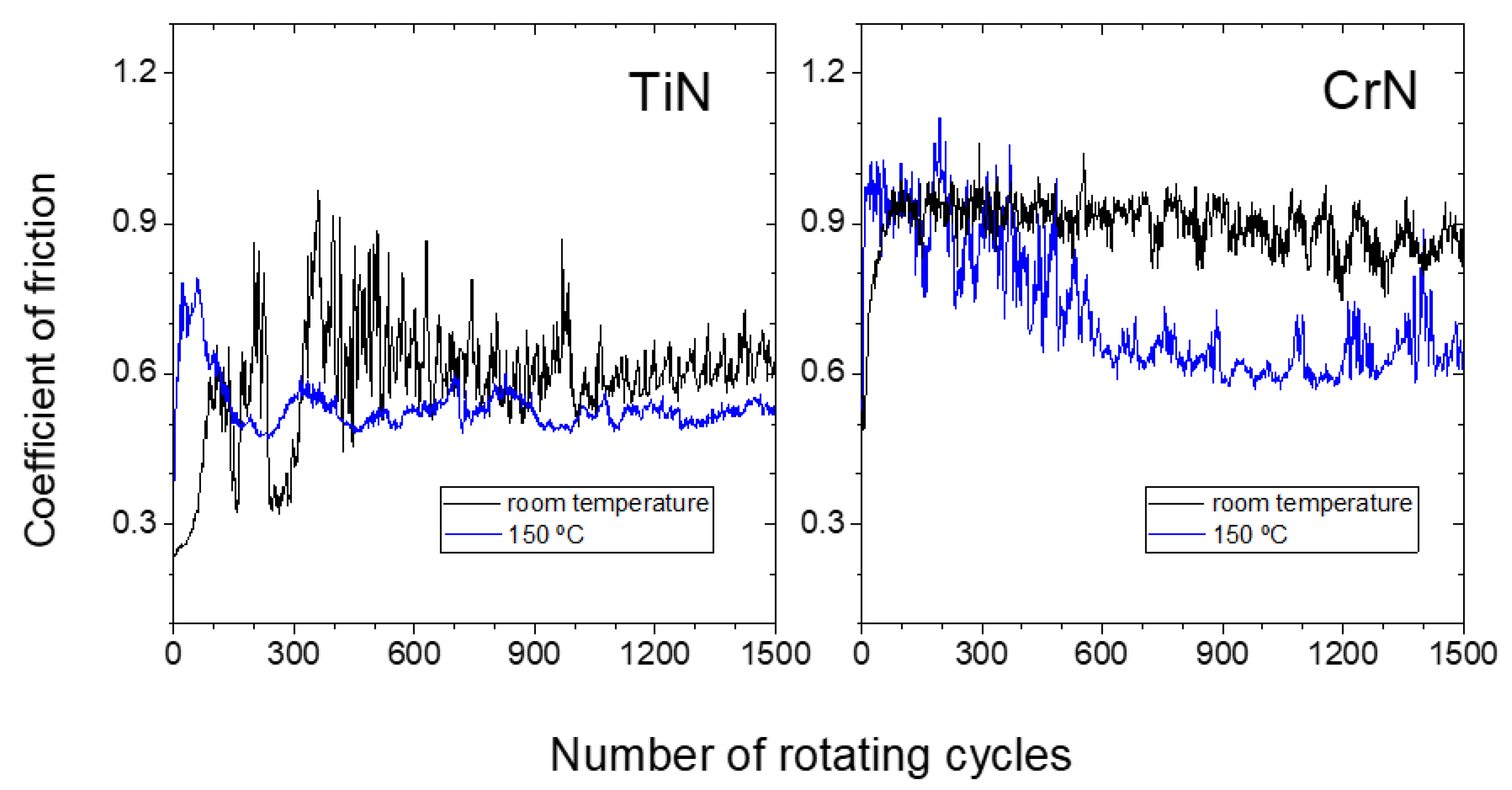
3.3. Friction Against Aluminium as a Function of Temperature
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| TiB2 | Titanium Diboride |
| TiN | Titanium Nitride |
| CrN | Chromium Nitride |
| TiCN | Titanium Carbonitride |
| TiAlN | Titanium Aluminium Nitride |
| TiN | Titanium Nitride |
| Al-MoC | Aluminium–Molybdenum Carbide |
| AlB2 | Aluminium Diboride |
| WC-C | Tungsten Carbide–Cobalt |
| AlTiN | Aluminium Titanium Nitride |
| DLC | Diamond-Like Carbon |
| Al | Aluminium |
| Mg | Magnesium |
| B/Ti | Boron/Titanium |
| Ti | Titanium |
| Cr | Chromium |
| Fe | Iron |
| Ar | Argon |
| HiPIMS | High-Power Impulse Magnetron Sputtering |
| DC sputtering | Direct Current Sputtering |
| V | Voltage |
| µm | Micrometre |
| nm | Nanometre |
| GPa | Giga Pascals |
| MPa×m1/2 | Megapascal Metre to the Power of One-Half |
| m/s | Metres Per Second |
| at.% | Atomic Percent |
| mm | Millimetre |
| nm | Nanometre |
| RT | Room Temperature |
| °C | Celsius |
| Si | Silicon |
| HRC | Rockwell C Hardness |
| HF | Enthalpy of Formation |
| μ | Micro |
| Hz | Hertz |
| kW | Kilo Watt |
| Amps | Amperes |
| N/s | Newton Per Second |
| mN | Mili Newton |
| cm/s | Centimetres Per Second |
| Ra | Roughness Average |
| Rq | Root Mean Square Roughness |
| EPMA | Electron Probe Micro-Analyzer |
References
- Gómez-Parra, A.; Álvarez-Alcón, M.; Salguero, J.; Batista, M.; Marcos, M. Analysis of the Evolution of the Built-Up Edge and Built-Up Layer Formation Mechanisms in the Dry Turning of Aeronautical Aluminium Alloys. Wear 2013, 302, 1209–1218. [Google Scholar] [CrossRef]
- Jeswiet, J.; Geiger, M.; Engel, U.; Kleiner, M.; Schikorra, M.; Duflou, J.; Neugebauer, R.; Bariani, P.; Bruschi, S. Metal Forming Progress since 2000. CIRP J. Manuf. Sci. Technol. 2008, 1, 2–17. [Google Scholar] [CrossRef]
- Teller, M.; Bambach, M.; Hirt, G.; Ross, I.; Temmler, A.; Poprawe, R.; Bolvardi, H.; Prünte, S.; Schneider, J.M. Investigation of the Suitability of Surface Treatments for Dry Cold Extrusion by Process-Oriented Tribological Testing. Key Eng. Mater. 2015, 651–653, 473–479. [Google Scholar] [CrossRef]
- Prünte, S.; Music, D.; Schneider, J.M.; Teller, M.; Hirt, G.; Mutin, P.H.; Ramanath, G. Decreasing Friction during Al Cold Forming Using a Nanomolecular Layer. J. Vac. Sci. Technol. A 2016, 35, 20605. [Google Scholar] [CrossRef]
- Berger, M.; Hogmark, S. Tribological Properties of Selected PVD Coatings When Slid against Ductile Materials. Wear 2002, 252, 557–565. [Google Scholar] [CrossRef]
- Birol, Y. Sliding Wear of CrN, AlCrN and AlTiN Coated AISI H13 Hot Work Tool Steels in Aluminium Extrusion. Tribol. Int. 2013, 57, 101–106. [Google Scholar] [CrossRef]
- Fuentes, G.G.; Díaz de Cerio, M.J.; Rodriguez, R.; Avelar-Batista, J.C.; Spain, E.; Housden, J.; Qin, Y. Investigation on the Sliding of Aluminium Thin Foils against PVD-Coated Carbide Forming-Tools during Micro-Forming. J. Mater. Process. Technol. 2006, 177, 644–648. [Google Scholar] [CrossRef]
- Díaz de Cerio, M.J.; Fuentes, G.G.; Martínez, R.; Rodriguez, R.J.; Spain, E.; Housden, J.; Qin, Y.; Hörnig, W. Temperature-Dependent Contact Phenomena of PVD- and CVD-Deposited DLC Films Sliding on the Thin Aluminium Foil. Int. J. Adv. Manuf. Technol. 2010, 47, 931–936. [Google Scholar] [CrossRef]
- Dong, Y.; Zheng, K.; Fuentes, G.; Dong, H. Low Adhesion Effect of Novel Duplex NC/WC:C Coatings against Ductile Materials at Elevated Temperatures. Mater. Lett. 2018, 220, 32–35. [Google Scholar] [CrossRef]
- Magnuson, M.; Hultman, L.; Högberg, H. Review of Transition-Metal Diboride Thin Films. Vacuum 2022, 196, 110567. [Google Scholar] [CrossRef]
- Larsson, T.; Blom, H.-O.; Berg, S.; Östling, M. Reactive Sputtering of Titanium Boride. Thin Solid Film. 1989, 172, 133–140. [Google Scholar] [CrossRef]
- Lee, S.H.; Nam, K.H.; Hong, S.C.; Lee, J.J. Low Temperature Deposition of TiB2 by Inductively Coupled Plasma Assisted CVD. Surf. Coat. Technol. 2007, 201, 5211–5215. [Google Scholar] [CrossRef]
- Zhirkov, I.; Petruhins, A.; Naslund, L.-A.; Kolozsvári, S.; Polcik, P.; Rosen, J. Vacuum Arc Plasma Generation and Thin Film Deposition from a TiB2 Cathode. Appl. Phys. Lett. 2015, 107, 184103. [Google Scholar] [CrossRef]
- Konca, E.; Cheng, Y.-T.; Weiner, A.M.; Dasch, J.M.; Erdemir, A.; Alpas, A.T. Transfer of 319 Al Alloy to Titanium Diboride and Titanium Nitride Based (TiAlN, TiCN, TiN) Coatings: Effects of Sliding Speed, Temperature and Environment. Surf. Coat. Technol. 2005, 200, 2260–2270. [Google Scholar] [CrossRef]
- Sade, G.; Pelleg, J. Co-Sputtered TiB2 as a Diffusion Barrier for Advanced Microelectronics with Cu Metallization. Appl. Surf. Sci. 1995, 91, 263–268. [Google Scholar] [CrossRef]
- Lofaj, F.; Moskalewicz, T.; Cempura, G.; Mikula, M.; Dusza, J.; Czyrska-Filemonowicz, A. Nanohardness and Tribological Properties of Nc-TiB2 Coatings. J. Eur. Ceram. Soc. 2013, 33, 2347–2353. [Google Scholar] [CrossRef]
- Fuger, C.; Hahn, R.; Hirle, A.; Kutrowatz, P.; Weiss, M.; Limbeck, A.; Hunold, O.; Polcik, P.; Riedl, H. Revisiting the Origins of Super-Hardness in TiB2+z Thin Films—Impact of Growth Conditions and Anisotropy. Surf. Coat. Technol. 2022, 446, 128806. [Google Scholar] [CrossRef]
- Kunc, F.; Musil, J.; Mayrhofer, P.H.; Mitterer, C. Low-Stress Superhard Ti-B Films Prepared by Magnetron Sputtering. Surf. Coat. Technol. 2003, 174–175, 744–753. [Google Scholar] [CrossRef]
- Mayrhofer, P.H.; Mitterer, C.; Wen, J.G.; Greene, J.E.; Petrov, I. Self-Organized Nanocolumnar Structure in Superhard TiB2 Thin Films. Appl. Phys. Lett. 2005, 86, 131909. [Google Scholar] [CrossRef]
- Neidhardt, J.; Mráz, S.; Schneider, J.M.; Strub, E.; Bohne, W.; Liedke, B.; Möller, W.; Mitterer, C. Experiment and Simulation of the Compositional Evolution of Ti–B Thin Films Deposited by Sputtering of a Compound Target. J. Appl. Phys. 2008, 104, 63304. [Google Scholar] [CrossRef]
- Audronis, M.; Leyland, A.; Matthews, A.; Wen, J.G.; Petrov, I. Characterization Studies of Pulse Magnetron Sputtered Hard Ceramic Titanium Diboride Coatings Alloyed with Silicon. Acta Mater. 2008, 56, 4172–4182. [Google Scholar] [CrossRef]
- Korobov, I.I.; Kalinnikov, G.V.; Ivanov, A.V.; Dremova, N.N.; Andrievski, R.A.; Shilkin, S.P. Corrosion Resistance of Nanostructured Films of Titanium Diboride in Mineral Acid Solutions. Prot. Met. Phys. Chem. Surfaces 2016, 52, 618–621. [Google Scholar] [CrossRef]
- Petrov, I.; Hall, A.; Mei, A.B.; Nedfors, N.; Zhirkov, I.; Rosen, J.; Reed, A.; Howe, B.; Greczynski, G.; Birch, J.; et al. Controlling the Boron-to-Titanium Ratio in Magnetron-Sputter-Deposited TiBx Thin Films. J. Vac. Sci. Technol. A 2017, 35, 50601. [Google Scholar] [CrossRef]
- Bakhit, B.; Palisaitis, J.; Thörnberg, J.; Rosen, J.; Persson, P.O.Å.; Hultman, L.; Petrov, I.; Greene, J.E.; Greczynski, G. Improving the High-Temperature Oxidation Resistance of TiB2 Thin Films by Alloying with Al. Acta Mater. 2020, 196, 677–689. [Google Scholar] [CrossRef]
- Hellgren, N.; Thörnberg, J.; Zhirkov, I.; Sortica, M.A.; Petrov, I.; Greene, J.E.; Hultman, L.; Rosen, J. High-Power Impulse Magnetron Sputter Deposition of TiBx Thin Films: Effects of Pressure and Growth Temperature. Vacuum 2019, 169, 108884. [Google Scholar] [CrossRef]
- Thörnberg, J.; Palisaitis, J.; Hellgren, N.; Klimashin, F.F.; Ghafoor, N.; Zhirkov, I.; Azina, C.; Battaglia, J.L.; Kusiak, A.; Sortica, M.A.; et al. Microstructure and Materials Properties of Understoichiometric TiBx Thin Films Grown by HiPIMS. Surf. Coat. Technol. 2020, 404, 126537. [Google Scholar] [CrossRef]
- Sala, N.; Abad, M.D.; Sánchez-López, J.C.; Crugeira, F.; Ramos-Masana, A.; Colominas, C. Influence of the Carbon Incorporation on the Mechanical Properties of TiB2 Thin Films Prepared by HiPIMS. Int. J. Refract. Met. Hard Mater. 2022, 107, 105884. [Google Scholar] [CrossRef]
- Mikula, M.; Grančič, B.; Buršíková, V.; Csuba, A.; Držík, M.; Kavecký, Š.; Plecenik, A.; Kúš, P. Mechanical Properties of Superhard TiB2 Coatings Prepared by DC Magnetron Sputtering. Vacuum 2007, 82, 278–281. [Google Scholar] [CrossRef]
- Thörnberg, J.; Mráz, S.; Palisaitis, J.; Klimashin, F.F.; Ondracka, P.; Bakhit, B.; Polcik, P.; Kolozsvari, S.; Hultman, L.; Petrov, I.; et al. Oxidation Resistance and Mechanical Properties of Sputter-Deposited Ti0.9Al0.1B2−y Thin Films. Surf. Coat. Technol. 2022, 442, 128187. [Google Scholar] [CrossRef]
- Mu, Y.; Chen, K.; Meng, W.J.; Mei, F. Low Temperature Deposited Titanium Boride Thin Films and Their Application to Surface Engineering of Microscale Mold Inserts. Microsyst. Technol. 2012, 18, 667–677. [Google Scholar] [CrossRef]
- Mato, S.; Sánchez-López, J.C.; Barriga, J.; Pérez, F.J.; Alcalá, G. Insights into the Role of the Layer Architecture of Cr–Ti–N Based Coatings in Long-Term High Temperature Oxidation Experiments in Steam Atmosphere. Ceram. Int. 2021, 47, 4257–4266. [Google Scholar] [CrossRef]
- ASTM E112-13; Standard Test Methods for Determining Average Grain Size. ASTM: West Conshohocken, PA, USA, 2021.
- Oliver, W.C.; Pharr, G.M. Measurement of Hardness and Elastic Modulus by Instrumented Indentation: Advances in Understanding and Refinements to Methodology. J. Mater. Res. 2004, 19, 3–20. [Google Scholar] [CrossRef]
- Alcalá, G.; Mato, S.; Skeldon, P.; Thompson, G.E.; Mann, A.B.; Habazaki, H.; Shimizu, K. Mechanical Properties of Barrier-Type Anodic Alumina Films Using Nanoindentation. Surf. Coat. Technol. 2003, 173, 293–298. [Google Scholar] [CrossRef]
- Khedr, M.; Abdalkareem, A.; Monier, A.; Afify, R.; Mahmoud, T.S.; Järvenpää, A. Machine learning-based prediction of bushing dimensions, surface roughness and induced temperature during friction drilling of pre-heated A356 aluminum alloy. Mater. Commun. 2025, 45, 112420. [Google Scholar] [CrossRef]
- Liu, Y.; Zhu, B.; Wang, K.; Li, S.; Zhang, Y. Friction behaviors of 6061 aluminum alloy sheets in hot stamping under dry and lubricated conditions based on hot strip drawing test. Tribol. Int. 2020, 151, 106504. [Google Scholar] [CrossRef]
- Nedfors, N.; Mockute, A.; Palisaitis, J.; Persson, P.O.Å.; Näslund, L.-Å.; Rosen, J. Influence of Pulse Frequency and Bias on Microstructure and Mechanical Properties of TiB2 Coatings Deposited by High Power Impulse Magnetron Sputtering. Surf. Coat. Technol. 2016, 304, 203–210. [Google Scholar] [CrossRef]
- Vetter, J.; Shimizu, T.; Kurapov, D.; Sasaki, T.; Mueller, J.; Stangier, D.; Esselbach, M. Industrial Application Potential of High Power Impulse Magnetron Sputtering for Wear and Corrosion Protection Coatings. J. Appl. Phys. 2023, 134, 160701. [Google Scholar] [CrossRef]
- Kalfagiannis, N.; Volonakis, G.; Tsetseris, L.; Logothetidis, S. Excess of Boron in TiB2 Superhard Thin Films: A Combined Experimental and Ab Initio Study. J. Phys. D Appl. Phys. 2011, 44, 385402. [Google Scholar] [CrossRef]
- Berger, M.; Hogmark, S. Evaluation of TiB2 Coatings in Sliding Contact against Aluminium. Surf. Coat. Technol. 2002, 149, 14–20. [Google Scholar] [CrossRef]
- Dorri, S.; Palisaitis, J.; Greczynski, G.; Petrov, I.; Birch, J.; Hultman, L.; Bakhit, B. Oxidation Kinetics of Overstoichiometric TiB2 Thin Films Grown by DC Magnetron Sputtering. Corros. Sci. 2022, 206, 110493. [Google Scholar] [CrossRef]
- Bolvardi, H.; Music, D.; Schneider, J.M. Atomic Scale Onset of Al Adhesion on Mo2BC. Thin Solid Film. 2015, 589, 707–711. [Google Scholar] [CrossRef]
- Bolvardi, H.; Music, D.; Schneider, J.M. Interaction of Al with O2 Exposed Mo2BC. Appl. Surf. Sci. 2015, 332, 699–703. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| TiB2 | CrN | TiN | |
|---|---|---|---|
| Heating | |||
| Temperature | 400 | 400 | 400 |
| Time | 60 min | 60 min | 60 min |
| Ar+ Ion Etching | |||
| Substrate Bias | −300 V | −300 V | −300 V |
| Cr-HiPIMS Power | 0.7 kW | 0.7 kW | 0.7 kW |
| Time | 15 min | 15 min | 15 min |
| Cladding Layer | |||
| Sputter Mode/Target | HiPIMS/Ti | HiPIMS/Cr | HiPIMS/Ti |
| Substrate Bias (V) | −100 V | −100 V | −100 V |
| HiPIMS Sputtering Power | 5 kW | 5 kW | 5 kW |
| Deposition | |||
| Sputter Mode/Target | HiPIMS/TiB2 | HiPIMS/Cr | HiPIMS/Ti |
| Sputtering Power | 5 kW | 5 kW | 5 kW |
| Pulse Frequency | 600 Hz | 750 Hz | 1000 Hz |
| Pulse Length | 120 μs | 100 μs | 100 μs |
| Substrate DC Bias | −50/−100 V | −50 V | −100 V |
| Ar Gas Flow | 120 sccm | 90 sccm | 90 sccm |
| N2 Gas Flow | - | 75 sccm | 30 sccm |
| Temperature | 400–450 °C | 400–450 °C | 400–450 °C |
| Deposition Time | 2 h | 2 h | 4 h |
| Sample | Composition | Thickness (μm) | Grain Size (nm) | Ra (nm) | Rq (nm) | H (GPa) | E’ (GPa) |
|---|---|---|---|---|---|---|---|
| TiB2/50 | TiB2.1 | 1.4 | 51 ± 6 | 28.2 ± 1.8 | 45.0 ± 2.0 | 39.8 ± 2.1 | 310 ± 5 |
| TiB2/100 | TiB2.1 | 1.5 | 68 ± 6 | 35.4 ± 2.1 | 62.8 ± 1.9 | 39.5 ± 3.1 | 290 ± 10 |
| TiN | TiN0.8 | 0.75 | 62 ± 6 | 33.5 ± 1.7 | 58.7 ± 3.8 | 27.1 ± 1.8 | 301 ± 13 |
| CrN | CrN | 1.4 | 78 ± 7 | 16.9 ± 1.7 | 39.8 ± 5.0 | 21.2 ± 2.3 | 243 ± 16 |
| Simulation 1 | |||
|---|---|---|---|
| Input (mol fraction) | Output (mol fraction) | ||
| Al | 0.50 | 0.44 | Al |
| TiN | 0.50 | 0.44 | TiN1−x * |
| 0.12 | AlN | ||
| Simulation 2 | |||
| Input (mol fraction) | Output (mol fraction) | ||
| Al | 0.50 | 0.50 | CrAl |
| CrN | 0.50 | 0.50 | AlN |
| Simulation 3 | |||
| Input (mol fraction) | Output (mol fraction) | ||
| Al | 0.50 | 0.50 | Al |
| TiB2 | 0.50 | 0.50 | TiB2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fuentes, G.G.; Baloch, M.; Palacio, J.F.; Amezqueta, P.; Bueno, R.; Ara, J.F.d.; Gabriel, H.; Hernández, C.; Prieto, P.; Alcalá, G. Study of the Friction Contact of HIPIMS Magnetron-Sputtered TiB2 Against Aluminium at Temperatures up to 300 °C. Materials 2025, 18, 2975. https://doi.org/10.3390/ma18132975
Fuentes GG, Baloch M, Palacio JF, Amezqueta P, Bueno R, Ara JFd, Gabriel H, Hernández C, Prieto P, Alcalá G. Study of the Friction Contact of HIPIMS Magnetron-Sputtered TiB2 Against Aluminium at Temperatures up to 300 °C. Materials. 2025; 18(13):2975. https://doi.org/10.3390/ma18132975
Chicago/Turabian StyleFuentes, Gonzalo G., Marya Baloch, José Fernández Palacio, Pablo Amezqueta, Rebeca Bueno, Jonathan Fernández de Ara, Herbert Gabriel, Cayetano Hernández, Pilar Prieto, and Germán Alcalá. 2025. "Study of the Friction Contact of HIPIMS Magnetron-Sputtered TiB2 Against Aluminium at Temperatures up to 300 °C" Materials 18, no. 13: 2975. https://doi.org/10.3390/ma18132975
APA StyleFuentes, G. G., Baloch, M., Palacio, J. F., Amezqueta, P., Bueno, R., Ara, J. F. d., Gabriel, H., Hernández, C., Prieto, P., & Alcalá, G. (2025). Study of the Friction Contact of HIPIMS Magnetron-Sputtered TiB2 Against Aluminium at Temperatures up to 300 °C. Materials, 18(13), 2975. https://doi.org/10.3390/ma18132975