
Research on Energy Management in Forward Extrusion Processes Based on Experiment and Finite Element Method Application

 ,
,  ,
,  , , and
, , and 
Abstract
1. Introduction
2. Materials and Methods
3. Results
4. Discussion
5. Conclusions
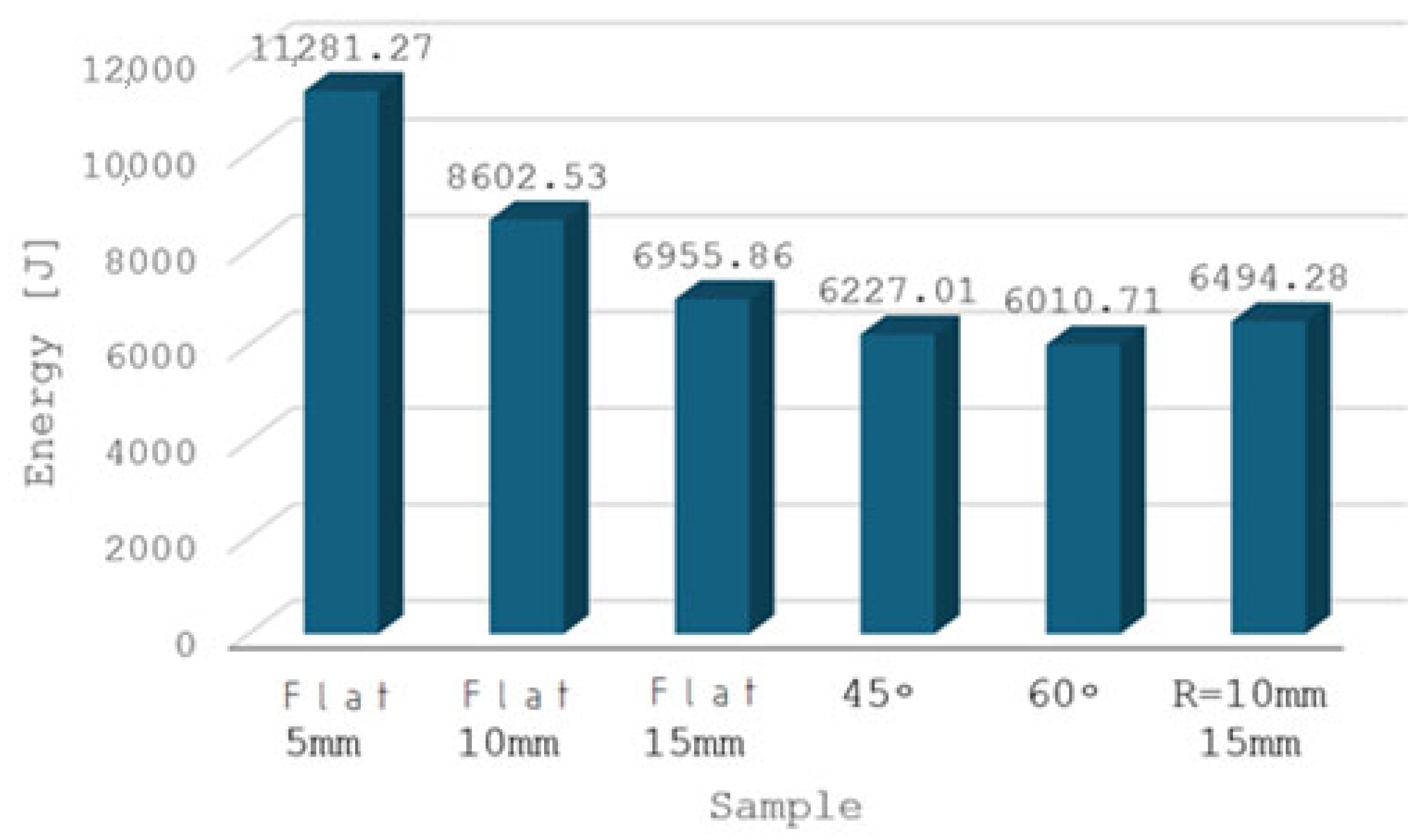
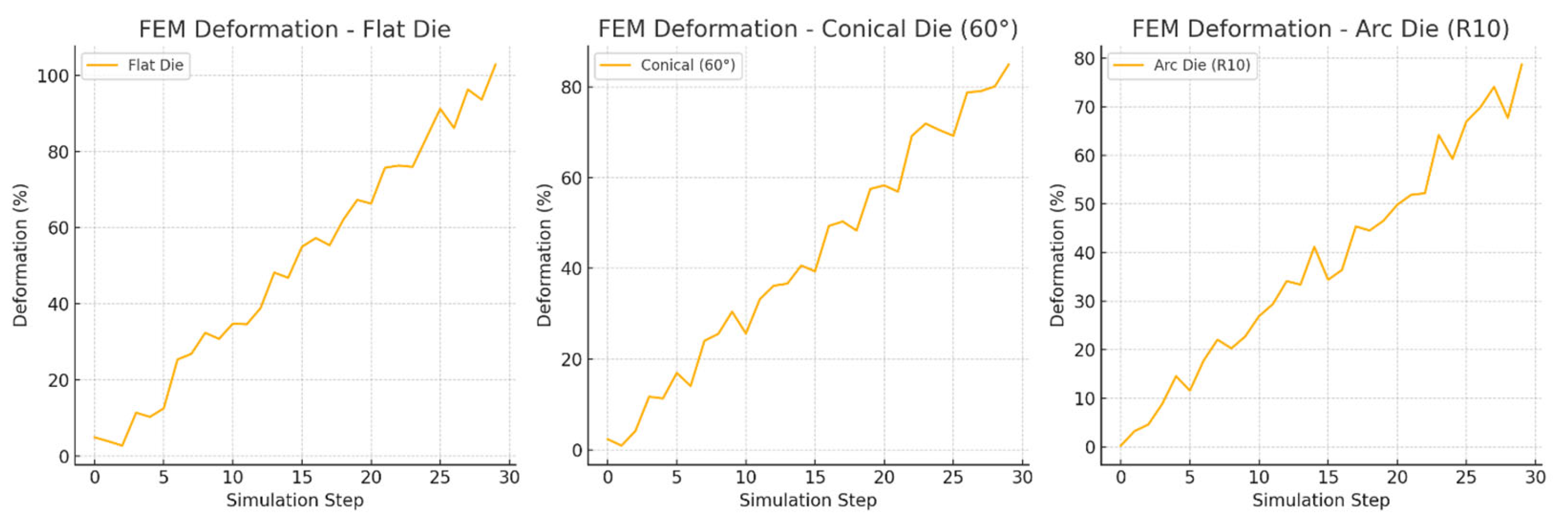
- The research demonstrates that the utilization of conical and arc-shaped dies can lead to a reduction in energy consumption by as much as 15% when compared to traditional flat dies. Refined die geometries are crucial for augmenting manufacturing efficacy by minimizing deformation forces and enhancing material flow. Experimental data was utilized by FEM models to produce accurate information concerning energy losses, deformation, and stress distribution. This illustrates that FEM serves as a dependable instrument for the examination and enhancement of production methodologies.
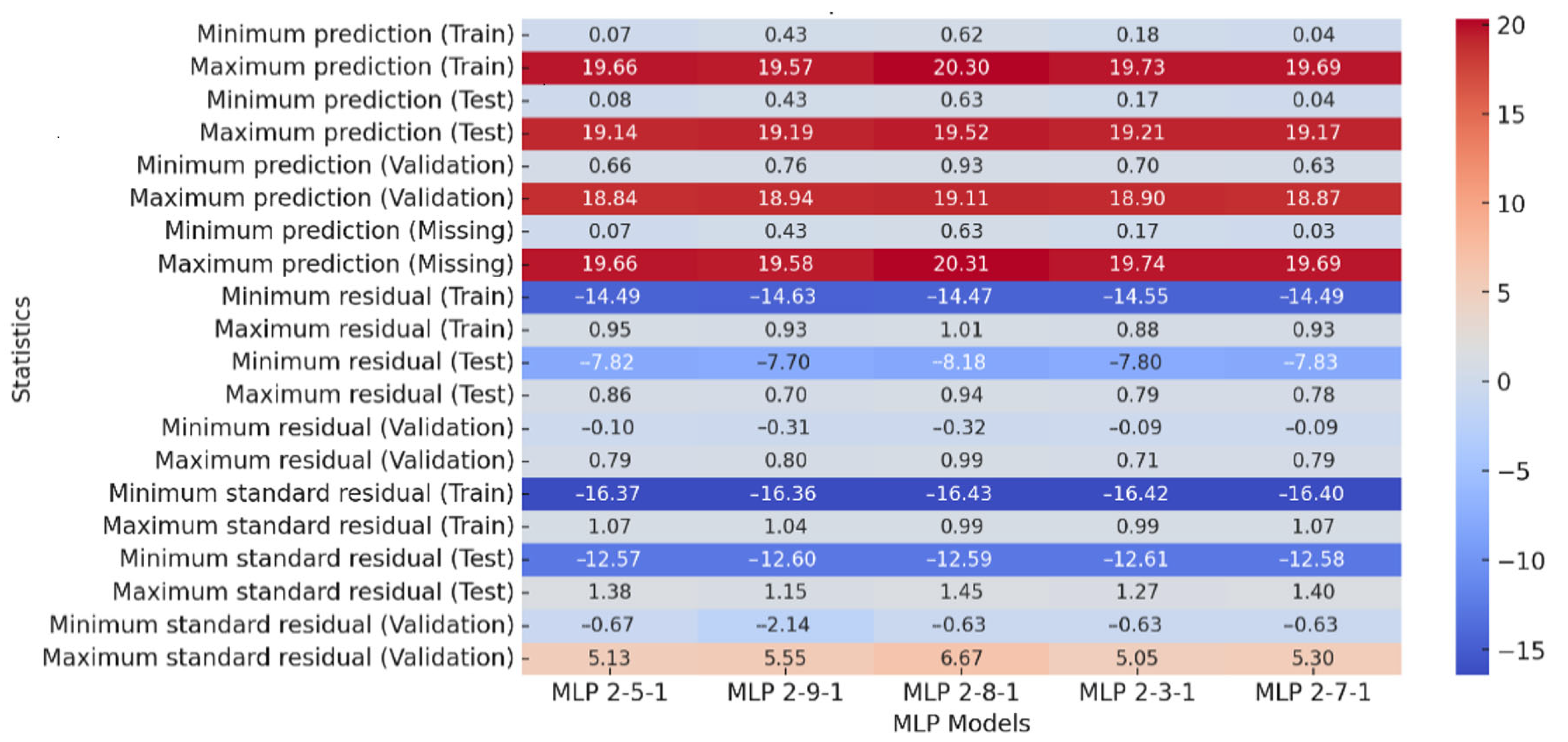
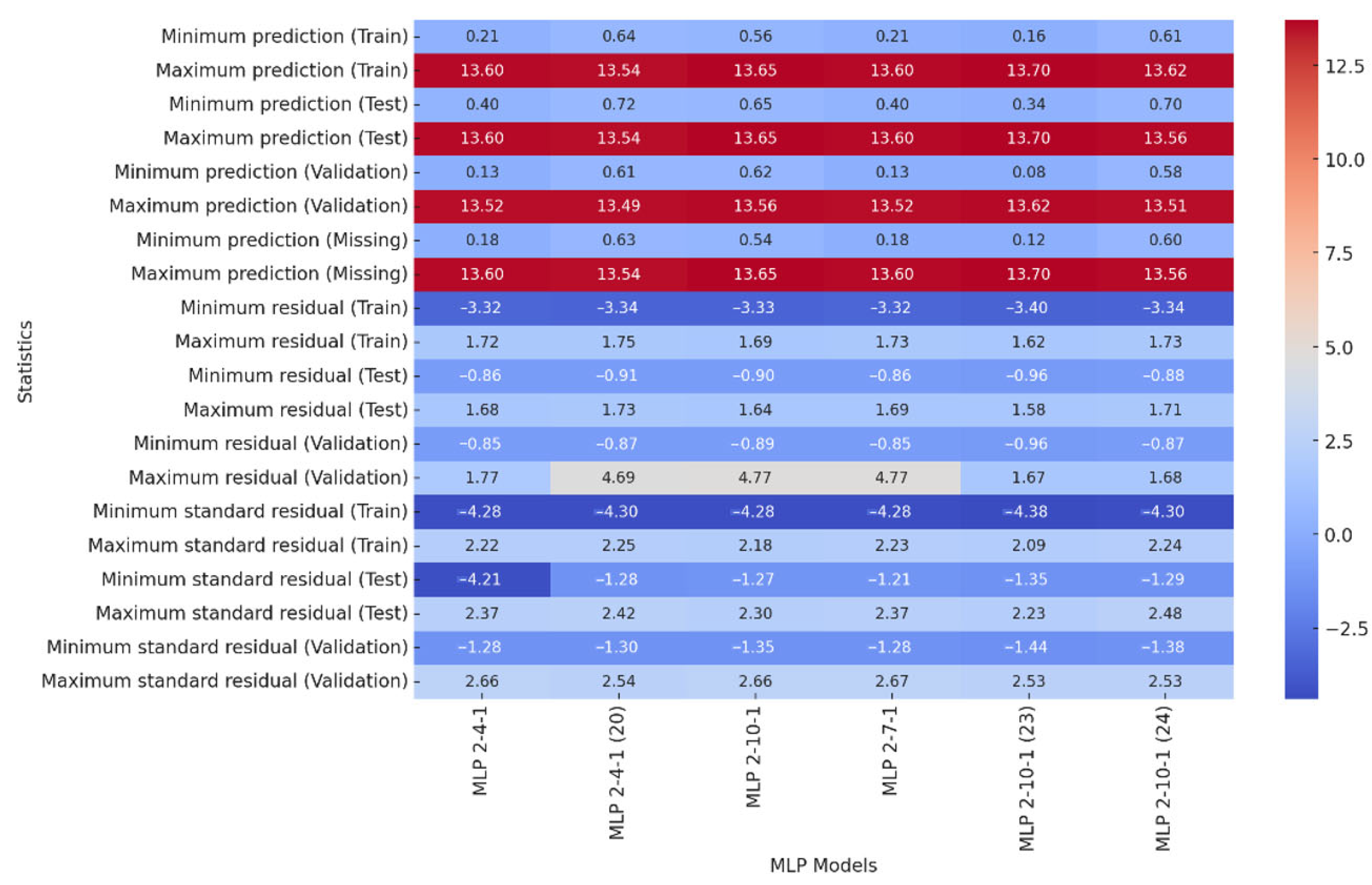
- Furthermore, the effectiveness of artificial neural networks was evidenced; the constructed models proficiently forecasted energy consumption and extrusion forces. The MLP 2-9-1 model turned out to be the most accurate; its correlation coefficient with real data exceeded 0.999, which confirms the suitability of the model for production predictions.
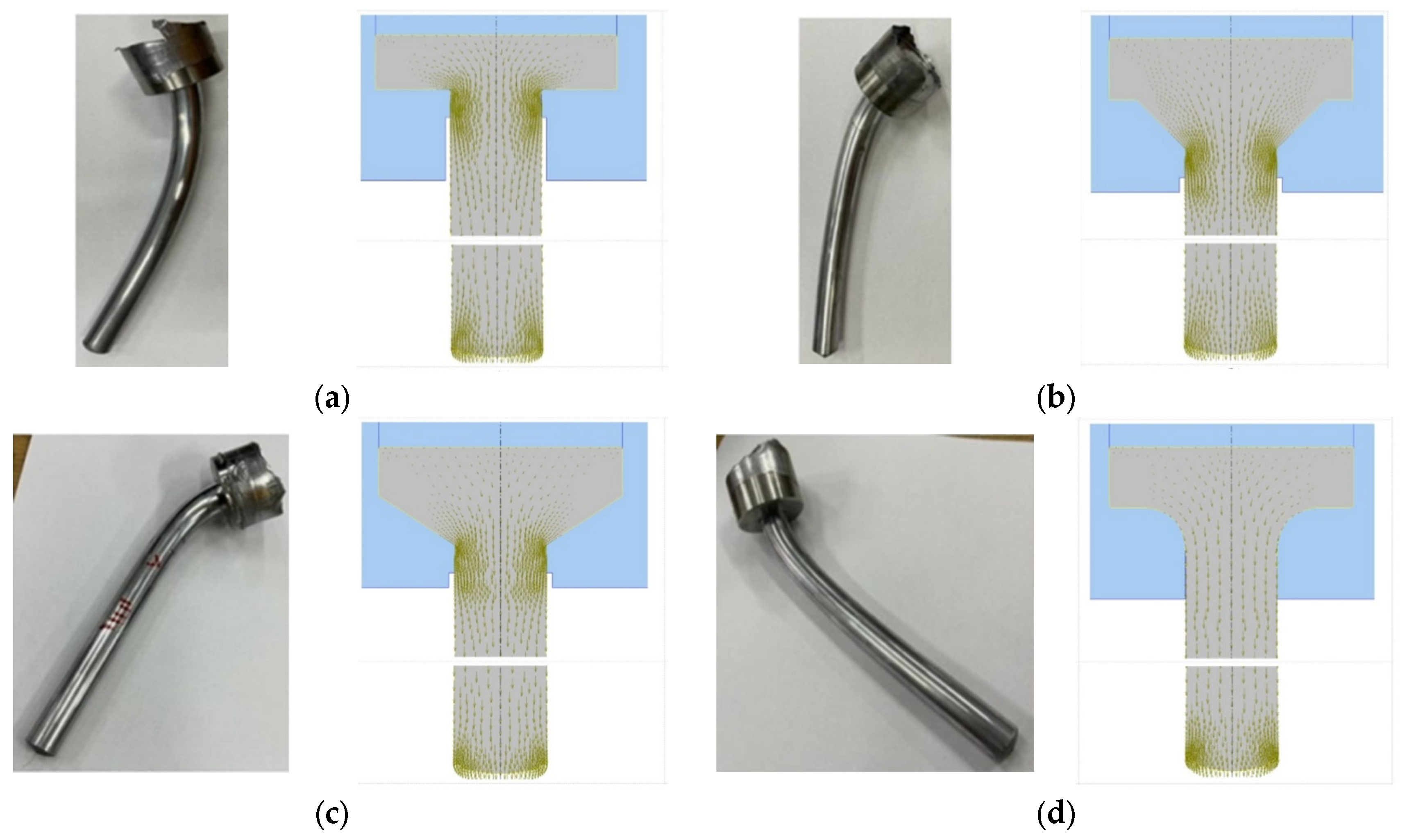
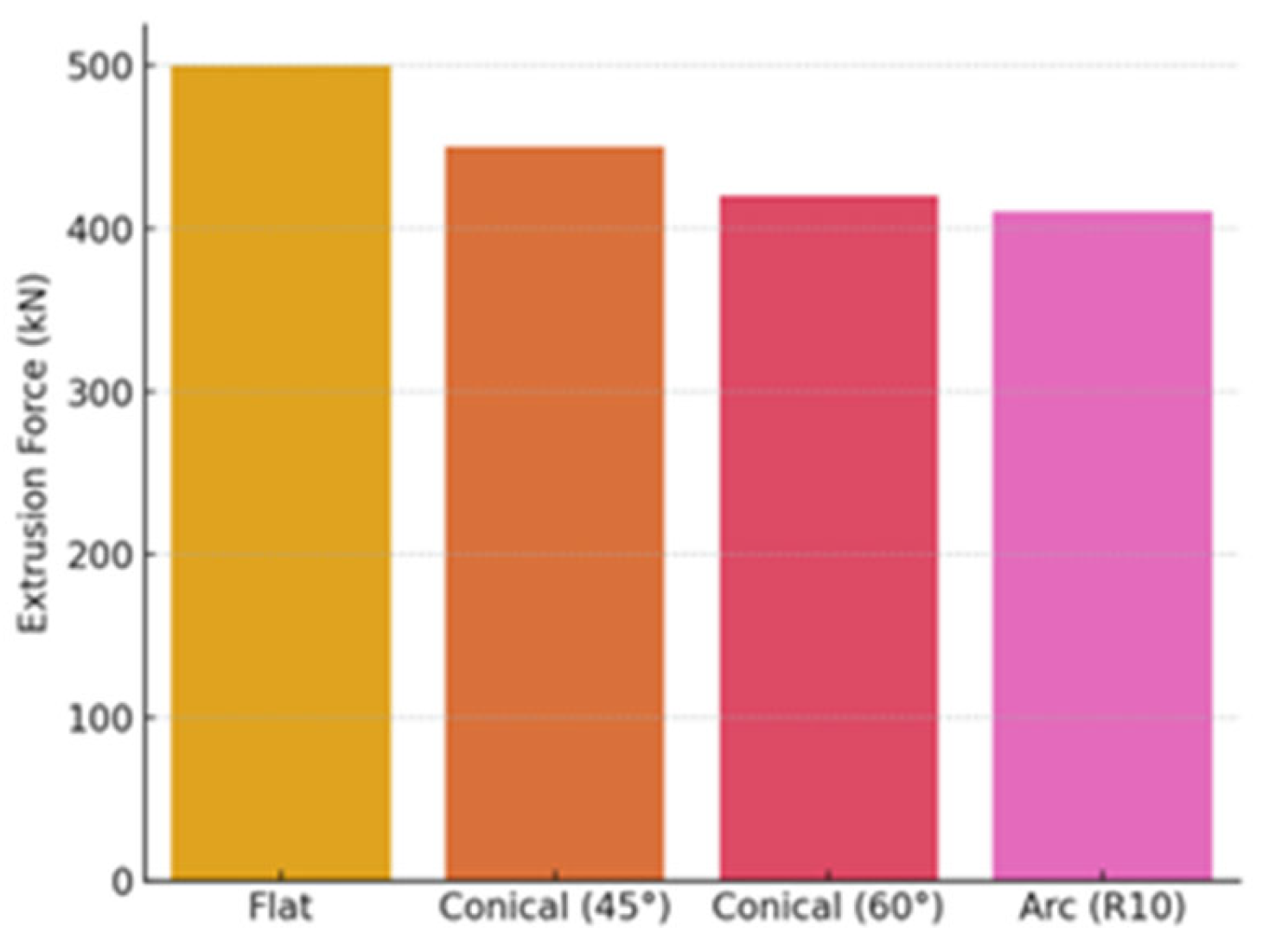
- Extrusion force analysis showed that, in the case of a flat die, the highest force is required (~500 kN), while optimized conical dies (at an angle of 45° and 60°) reduce the required force to 450 kN and 420 kN. The arc R10 die was even more effective, reducing the extrusion force to 410 kN—which is about 18% less than when using a flat die. This reduction not only saves energy but also reduces wear on tools, extending their service life.
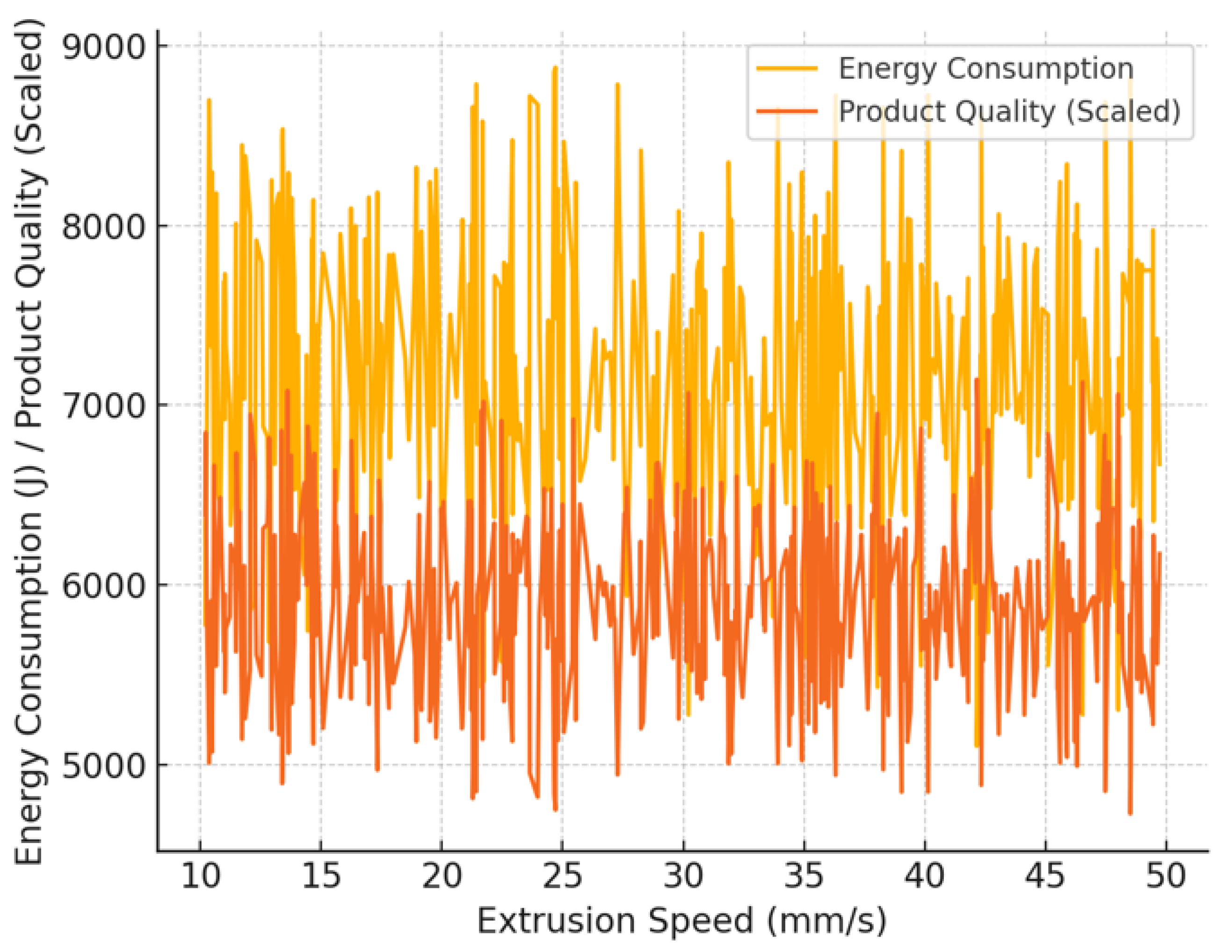
- In addition, extrusion speed analysis revealed that the optimal speed is 30–40 mm/s. This range leads to reduced fluctuations in energy consumption and maintains high product quality. Although higher speeds can shorten production times, they can also increase energy consumption and process instability, so it is necessary to find an optimal balance.
- Compared to conventional dies, evolutionary algorithms applied to maximize die design allowed extrusion force to be lowered by 24% and total energy consumption to be reduced by 33%. This was accomplished by changing the die angle—ideally set at 88.6°, reducing surface roughness—down to 0.12 µm, and optimizing the shape of the cooling channels.
- In future studies, more attention will be given to the detailed analysis of stress distribution and material behavior in the deformation zones using FEM-based stress plots and experimental microstructural validation. Additionally, the development of hybrid or multi-material extrusion dies using additive manufacturing techniques presents a promising direction for further improving energy efficiency and tool durability. The presented methodology can be directly applied to optimize industrial extrusion lines where reducing energy costs and extending tool life are critical. These results provide a strong basis for real-world implementation in automotive, aerospace, and precision metal forming industries.
- This study provides a scientifically validated framework that combines experimental and numerical methods with machine learning to optimize energy use in metal forming. The proposed methodology can be adapted for other extrusion scenarios and extended to industrial applications, making it a meaningful contribution to the field of process optimization and sustainable engineering.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sun, Y.; Li, H.; Zhu, B. Factor Market Distortion, Total Factor Energy Efficiency and Energy Shadow Price: A Case of Chinese Manufacturing Industry. Energy 2024, 307, 132739. [Google Scholar] [CrossRef]
- Devito, F.; Mazzarisi, M.; Dassisti, M.; Lavecchia, F. Causal Technological Model for Predicting Void Fraction and Energy Consumption in Material Extrusion Process of Polylactic Acid. J. Manuf. Process. 2024, 129, 187–201. [Google Scholar] [CrossRef]
- Saboori, M.; Bakhshi-Jooybari, M.; Noorani-Azad, M.; Gorji, A. Experimental and Numerical Study of Energy Consumption in Forward and Backward Rod Extrusion. J. Mater. Process. Technol. 2006, 177, 612–616. [Google Scholar] [CrossRef]
- Feng, J.; Zhang, Z.; Zhou, H.; Fan, C.; Zhao, F.; Gu, Y.; Meng, F.; Shi, C.; Yu, S. Sustainable Multiphase Jet Polishing of Additively Manufactured Heat Pipes Utilizing Recycled Glass Chips. J. Manuf. Process. 2025, 133, 754–768. [Google Scholar] [CrossRef]
- Ge, T.; Li, Y.; Gao, D.; Yang, C.; Li, F. Hybridizing Additive Manufacturing and Sheet Forming Process to Manufacture Complex Components with Multi-Features: A Review. J. Manuf. Process. 2024, 124, 345–364. [Google Scholar] [CrossRef]
- Barisic, B.; Cukor, G.; Math, M. Estimate of Consumed Energy at Backward Extrusion Process by Means of Modelling Approach. J. Mater. Process. Technol. 2004, 153–154, 907–912. [Google Scholar] [CrossRef]
- Bakhshi-Jooybari, M. A Theoretical and Experimental Study of Friction in Metal Forming by the Use of the Forward Extrusion Process. J. Mater. Process. Technol. 2002, 125–126, 369–374. [Google Scholar] [CrossRef]
- Zikria, Y.B.; Ali, R.; Afzal, M.K.; Kim, S.W. Next-Generation Internet of Things (IoT): Opportunities, Challenges, and Solutions. Sensors 2021, 21, 1174. [Google Scholar] [CrossRef]
- Zhao, J.; Yang, Y.; Kobir, M.H.; Faludi, J.; Zhao, F. Driving Additive Manufacturing towards Circular Economy: State-of-the-Art and Future Research Directions. J. Manuf. Process. 2024, 124, 621–637. [Google Scholar] [CrossRef]
- Zhao, Z.; Jiang, Q.; Liu, S.; Zhou, M.; Yang, X.; Guo, X. Energy, Cost and Job-Tardiness-Minimized Scheduling of Energy-Intensive and High-Cost Industrial Production Systems. Eng. Appl. Artif. Intell. 2024, 133, 108477. [Google Scholar] [CrossRef]
- Matijošius, J.; Rimkus, A.; Gruodis, A. Validation Challenges in Data for Different Diesel Engine Performance Regimes Utilising HVO Fuel: A Study on the Application of Artificial Neural Networks for Emissions Prediction. Machines 2024, 12, 279. [Google Scholar] [CrossRef]
- Stoma, P.; Stoma, M.; Dudziak, A.; Caban, J. Bootstrap Analysis of the Production Processes Capability Assessment. Appl. Sci. 2019, 9, 5360. [Google Scholar] [CrossRef]
- Liu, W.; Wei, H.; Liu, A.; Zhang, Y. Multi-Index Co-Evaluation of Metal Laser Direct Deposition: An Investigation of Energy Input Effect on Energy Efficiency and Mechanical Properties of 316l Parts. J. Manuf. Process. 2022, 76, 277–290. [Google Scholar] [CrossRef]
- Ansari, M.; Khamooshi, M.; Toyserkani, E. Adaptive Model-Based Optimization for Fusion-Based Metal Additive Manufacturing (Directed Energy Deposition). J. Manuf. Process. 2023, 108, 588–595. [Google Scholar] [CrossRef]
- KilikevičIenė, K.; Skeivalas, J.; KilikevičIus, A.; PečEliūNas, R.; Bureika, G. The Analysis of Bus Air Spring Condition Influence upon the Vibration Signals at Bus Frame. Eksploat. I Niezawodn. —Maint. Reliab. 2015, 17, 463–469. [Google Scholar] [CrossRef]
- Tucki, K.; Orynycz, O.; Wasiak, A.; Świć, A.; Dybaś, W. Capacity Market Implementation in Poland: Analysis of a Survey on Consequences for the Electricity Market and for Energy Management. Energies 2019, 12, 839. [Google Scholar] [CrossRef]
- Orynycz, O.; Tucki, K. Total Productive Maintenance Approach to an Increase of the Energy Efficiency of a Hotel Facility and Mitigation of Water Consumption. Energies 2021, 14, 1706. [Google Scholar] [CrossRef]
- Zewdie, F.; Srivastava, A.; Punia, R.; Bhatnagar, N. Experimental Investigation on the Development of Hybrid Composite Metal Foam Reinforced with Steel Hollow Spheres for Higher Energy Absorption Applications. J. Manuf. Process. 2024, 123, 60–82. [Google Scholar] [CrossRef]
- Wang, Y.; Su, B.; Yuan, C. An Integrated Simulation and Experimental Study of Calendering Process in Water-Based Manufacturing of Lithium-Ion Battery Graphite Electrode. J. Manuf. Process. 2024, 131, 861–865. [Google Scholar] [CrossRef]
- Wang, K.; Song, Y.; Sheng, H.; Xu, J.; Zhang, S.; Qin, J. Energy Efficiency Design for Eco-Friendly Additive Manufacturing Based on Multimodal Attention Fusion. J. Manuf. Process. 2022, 79, 720–730. [Google Scholar] [CrossRef]
- Steigmann, D.J. Energy, Stress, Dissipation, and Plastic Evolution. In A Course on Plasticity Theory; Oxford University Press: Oxford, UK, 2023; pp. 87–118. ISBN 978-0-19-288315-5. [Google Scholar]
- Agarwal, V.; Agarwal, S. Performance Profiling of Solid Lubricant for Eco-Friendly Sustainable Manufacturing. J. Manuf. Process. 2021, 64, 294–305. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, Z.; Yu, J. Novel Severe Plastic Deformation Method for Extrusion Compression Composite Processing. Mater. Lett. 2024, 355, 135459. [Google Scholar] [CrossRef]
- Monu, M.C.C.; Chekotu, J.C.; Brabazon, D. Eddy Current Testing and Monitoring in Metal Additive Manufacturing: A Review. J. Manuf. Process. 2025, 134, 558–588. [Google Scholar] [CrossRef]
- Dou, S.; Wang, X.; Xia, J.; Wilson, L. Analysis of Sheet Metal Forming (Warm Stamping Process): A Study of the Variable Friction Coefficient on 6111 Aluminum Alloy. Metals 2020, 10, 1189. [Google Scholar] [CrossRef]
- Kim, K.; Yoon, J. Evolution of the Microstructure and Mechanical Properties of AZ61 Alloy Processed by Half Channel Angular Extrusion (HCAE), a Novel Severe Plastic Deformation Process. Mater. Sci. Eng. A 2013, 578, 160–166. [Google Scholar] [CrossRef]
- Zhang, D.-H.; Bai, D.-P.; Liu, J.; Guo, Z.; Guo, C. Formability Behaviors of 2A12 Thin-Wall Part Based on DYNAFORM and Stamping Experiment. Compos. Part B Eng. 2013, 55, 591–598. [Google Scholar] [CrossRef]
- Alihosseini, H.; Asle Zaeem, M.; Dehghani, K. A Cyclic Forward–Backward Extrusion Process as a Novel Severe Plastic Deformation for Production of Ultrafine Grains Materials. Mater. Lett. 2012, 68, 204–208. [Google Scholar] [CrossRef]
- Quan, G.; Wang, T.; Zhang, L. Research on the Influence of Hot Stamping Process Parameters on Phase Field Evolution by Thermal-Mechanical Phase Coupling Finite Element. Int. J. Adv. Manuf. Technol. 2017, 89, 145–161. [Google Scholar] [CrossRef]
- Maeno, T.; Mori, K.; Sakagami, M.; Nakao, Y.; Talebi-Anaraki, A. Minimisation of Heating Time for Full Hardening in Hot Stamping Using Direct Resistance Heating. JMMP 2020, 4, 80. [Google Scholar] [CrossRef]
- Shi, F.; Chen, X.; Piao, N.; Jiang, X.; Liu, W.; Zhou, H.; Wang, L.; Wang, X.; Wang, Y.; Zuo, R. Research on the Deformation Behavior of Pure Zinc Fabricated by Forward Extrusion and Composite Extrusion. Mater. Today Commun. 2024, 40, 109798. [Google Scholar] [CrossRef]
- Li, Y.Q.; Li, F.; Niu, W.T.; Li, C.; Sun, L. Grain Refinement and Strengthening Mechanism of AZ31 Magnesium Alloy Formed by Pre-Upsetting Alternating Forward Extrusion. J. Alloys Compd. 2024, 977, 173421. [Google Scholar] [CrossRef]
- Turudija, R.; Stojković, M.; Stojković, J.R.; Aran\djelović, J.; Marinković, D. Stiffness of Anatomically Shaped Lattice Scaffolds Made by Direct Metal Laser Sintering of Ti-6Al-4V Powder: A Comparison of Two Different Design Variants. Metals 2024, 14, 219. [Google Scholar] [CrossRef]
- Wieczorek, A.N.; Konieczny, Ł.; Wojnar, G.; Wyroba, R.; Filipowicz, K.; Kuczaj, M. Reduction of Dynamic Loads in the Drive System of Mining Scraper Conveyors through the Use of an Innovative Highly Flexible Metal Coupling. Maint. Reliab./Eksploat. I Niezawodn. 2024, 26, 181171. [Google Scholar] [CrossRef]
- Ulysse, P. Extrusion Die Design for Flow Balance Using FE and Optimization Methods. Int. J. Mech. Sci. 2002, 44, 319–341. [Google Scholar] [CrossRef]
- Balasubramani, S.; Prem Kumar, N. Friction Factor, Load and Displacement Studies of AA6063 in Forward Extrusion Process with Equal Channel Angular Pressing (ECAP) Preprocess. Mater. Today Proc. 2019, 16, 1333–1337. [Google Scholar] [CrossRef]
- Decker, Ž.; Rudzinskas, V.; Drozd, K.; Caban, J.; Tretjakovas, J.; Nieoczym, A.; Matijošius, J. Analysis of the Vehicle Chassis Axle Fractures. Materials 2023, 16, 806. [Google Scholar] [CrossRef]
- BS EN 10204:2004; Metallic Products. Types of Inspection Documents. Available online: https://knowledge.bsigroup.com/products/metallic-products-types-of-inspection-documents (accessed on 30 May 2025).
- Lundbäck, E.; Svensson, I.L.; Persson, P.-E. Modelling of Structure Formation and Relation to Mechanical Properties of Nodular Cast Iron. In Proceedings of the Modelling of Metal Forming Processes; Chenot, J.L., Oñate, E., Eds.; Springer: Dordrecht, The Netherlands, 1988; pp. 37–46. [Google Scholar]
- Wanheim, T.; Schreiber, M.P.; GrØnbaek, J.; Danckert, J. Physical Modelling of Metal Forming Processes. J. Appl. Metalwork. 1980, 1, 5–14. [Google Scholar] [CrossRef]
- Franka, M.; Wróbel, N.; Rejek, M.; Królczyk, G.M.; Kumar Gupta, M.; Królczyk, J.B. Analysis of the Influence of Forming Tool Geometry on Clinching Joint for Cylindrical Surfaces. Eng. Sci. Technol. Int. J. 2024, 51, 101656. [Google Scholar] [CrossRef]
- Olhan, S.; Antil, B.; Behera, B.K. Progress in Metal Additive Manufacturing Using Innovative Solid-State Friction Stir-Based Techniques. J. Alloys Compd. 2025, 1010, 177395. [Google Scholar] [CrossRef]
- Ratov, B.T.; Mechnik, V.A.; Gevorkyan, E.S.; Matijosius, J.; Kolodnitskyi, V.M.; Chishkala, V.A.; Kuzin, N.O.; Siemiatkowski, Z.; Rucki, M. Influence of CrB2 Additive on the Morphology, Structure, Microhardness and Fracture Resistance of Diamond Composites Based on WC-Co Matrix. Materialia 2022, 25, 101546. [Google Scholar] [CrossRef]
- Mazur, T.; Rucki, M.; Gutsalenko, Y. Accuracy Analysis of the Curved Profile Measurement with Cmm: A Case Study. Facta Univ.-Ser. Mech. Eng. 2023, 21, 121–135. [Google Scholar] [CrossRef]
- Gevorkyan, E.S.; Rucki, M.; Kagramanyan, A.A.; Nerubatskiy, V.P. Composite Material for Instrumental Applications Based on Micro Powder Al2O3 with Additives Nano-Powder SiC. Int. J. Refract. Met. Hard Mater. 2019, 82, 336–339. [Google Scholar] [CrossRef]
- Alahmer, H.; Alahmer, A.; Alkhazaleh, R.; Al-Amayreh, M.I. Modeling, Polynomial Regression, and Artificial Bee Colony Optimization of SI Engine Performance Improvement Powered by Acetone–Gasoline Fuel Blends. Energy Rep. 2023, 9, 55–64. [Google Scholar] [CrossRef]
- Jendoubi, A.; Tlili, F.; Bacha, F. Sliding Mode Control for a Grid Connected PV-System Using Interpolation Polynomial MPPT Approach. Math. Comput. Simul. 2020, 167, 202–218. [Google Scholar] [CrossRef]
- Burdzik, R.; Konieczny, Ł. Research on Structure, Propagation and Exposure to General Vibration in Passenger Car for Different Damping Parameters. J. Vibroengineering 2013, 15, 1680–1688. [Google Scholar]
- Griffiths, D.V.; Smith, I.M. Numerical Methods for Engineers, 2nd ed.; CRC Press LLC: Boca Raton, FL, USA, 2006; pp. 180–360. ISBN 9781584884019. [Google Scholar]
- Žvirblis, T.; Hunicz, J.; Matijošius, J.; Rimkus, A.; Kilikevičius, A.; Gęca, M. Improving Diesel Engine Reliability Using an Optimal Prognostic Model to Predict Diesel Engine Emissions and Performance Using Pure Diesel and Hydrogenated Vegetable Oil. Eksploat. I Niezawodn.—Maint. Reliab. 2023, 25, 174358. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Shape of Die | Elongation Factor λ | Energy, J |
|---|---|---|
| Flat with 15 mm diameter | 6.8 | 6955.86 |
| Flat with 10 mm diameter | 15.2 | 8602.53 |
| Flat with 5 mm diameter | 60.7 | 11,281.27 |
| Conical with an angle of α = 45° and 15 mm diameter | 6.8 | 6227.01 |
| Conical with an angle of α = 60° and 15 mm diameter | 6.8 | 6010.71 |
| Arc with a radius of R = 10 mm and 15 mm diameter | 6.8 | 6494.28 |
| Model | E [J] Train | E [J] Test | E [J] Validation |
|---|---|---|---|
| MLP 2-5-1 | 0.975134 | 0.989473 | 0.999375 |
| MLP 2-9-1 | 0.974652 | 0.989879 | 0.999477 |
| MLP 2-8-1 | 0.975293 | 0.988584 | 0.999348 |
| MLP 2-3-1 | 0.975131 | 0.9896 | 0.999476 |
| MLP 2-7-1 | 0.975183 | 0.989485 | 0.999429 |
| Model | E [J] Train | E [J] Test | E [J] Validation |
|---|---|---|---|
| MLP 2-4-1 | 0.962086 | 0.971892 | 0.977869 |
| MLP 2-4-1 | 0.961987 | 0.971576 | 0.97783 |
| MLP 2-10-1 | 0.961999 | 0.971605 | 0.977839 |
| MLP 2-7-1 | 0.962086 | 0.971888 | 0.977857 |
| MLP 2-10-1 | 0.962017 | 0.97192 | 0.978089 |
| MLP 2-10-1 | 0.962016 | 0.971628 | 0.977909 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Miłek, T.; Orynycz, O.; Matijošius, J.; Tucki, K.; Kulesza, E.; Kozłowski, E.; Wasiak, A. Research on Energy Management in Forward Extrusion Processes Based on Experiment and Finite Element Method Application. Materials 2025, 18, 2616. https://doi.org/10.3390/ma18112616
Miłek T, Orynycz O, Matijošius J, Tucki K, Kulesza E, Kozłowski E, Wasiak A. Research on Energy Management in Forward Extrusion Processes Based on Experiment and Finite Element Method Application. Materials. 2025; 18(11):2616. https://doi.org/10.3390/ma18112616
Chicago/Turabian StyleMiłek, Tomasz, Olga Orynycz, Jonas Matijošius, Karol Tucki, Ewa Kulesza, Edward Kozłowski, and Andrzej Wasiak. 2025. "Research on Energy Management in Forward Extrusion Processes Based on Experiment and Finite Element Method Application" Materials 18, no. 11: 2616. https://doi.org/10.3390/ma18112616
APA StyleMiłek, T., Orynycz, O., Matijošius, J., Tucki, K., Kulesza, E., Kozłowski, E., & Wasiak, A. (2025). Research on Energy Management in Forward Extrusion Processes Based on Experiment and Finite Element Method Application. Materials, 18(11), 2616. https://doi.org/10.3390/ma18112616