
Performance Evaluation of Stone Mastic Asphalt Involving Coarse Steel Slag and Fine RAP

Abstract
1. Introduction
2. Materials and Mix Design
2.1. Raw Materials
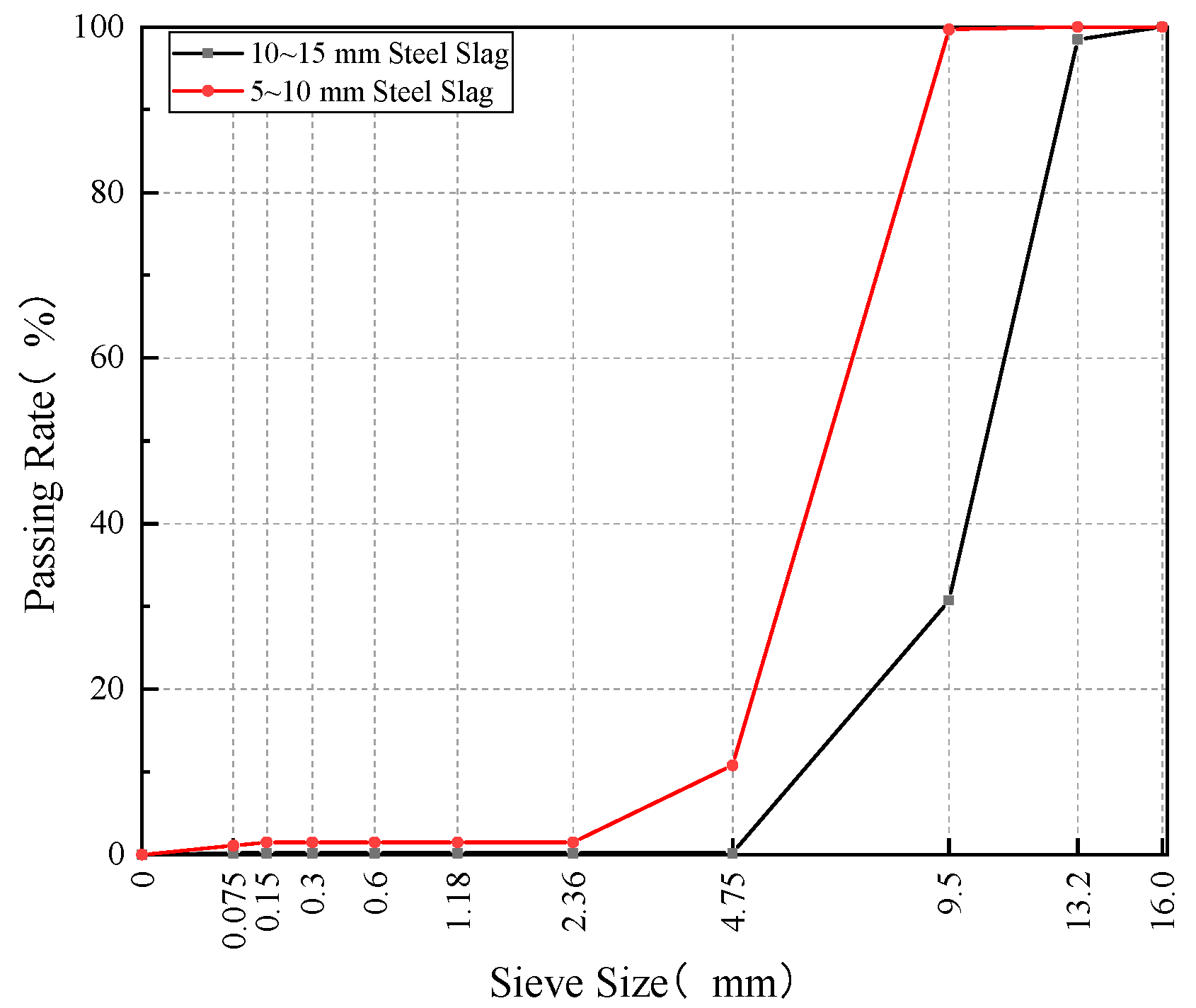
2.1.1. Steel Slag
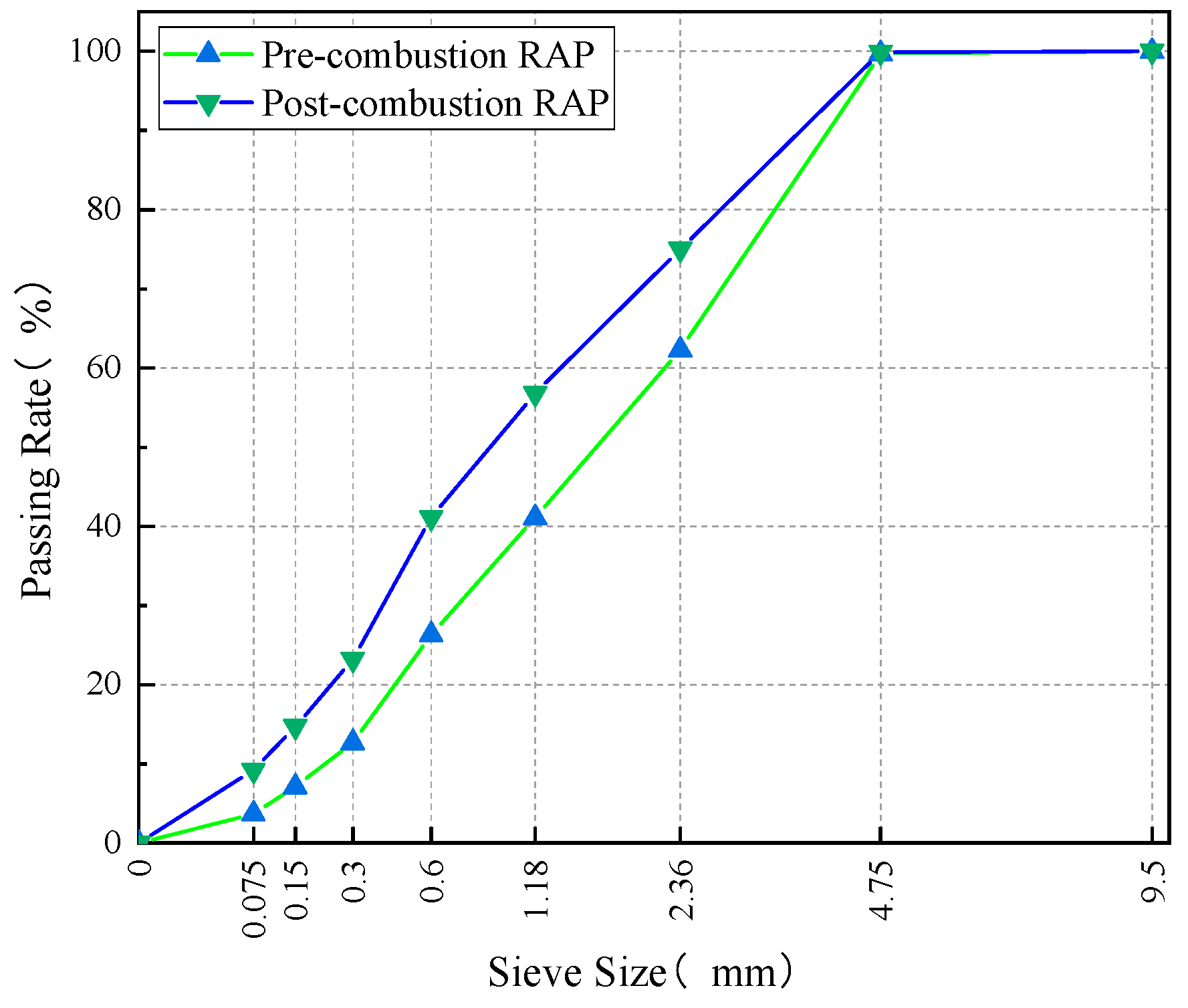
2.1.2. RAP
2.1.3. Other Materials
2.2. Mix Design
2.2.1. Design of SR-SMA Mix Proportion
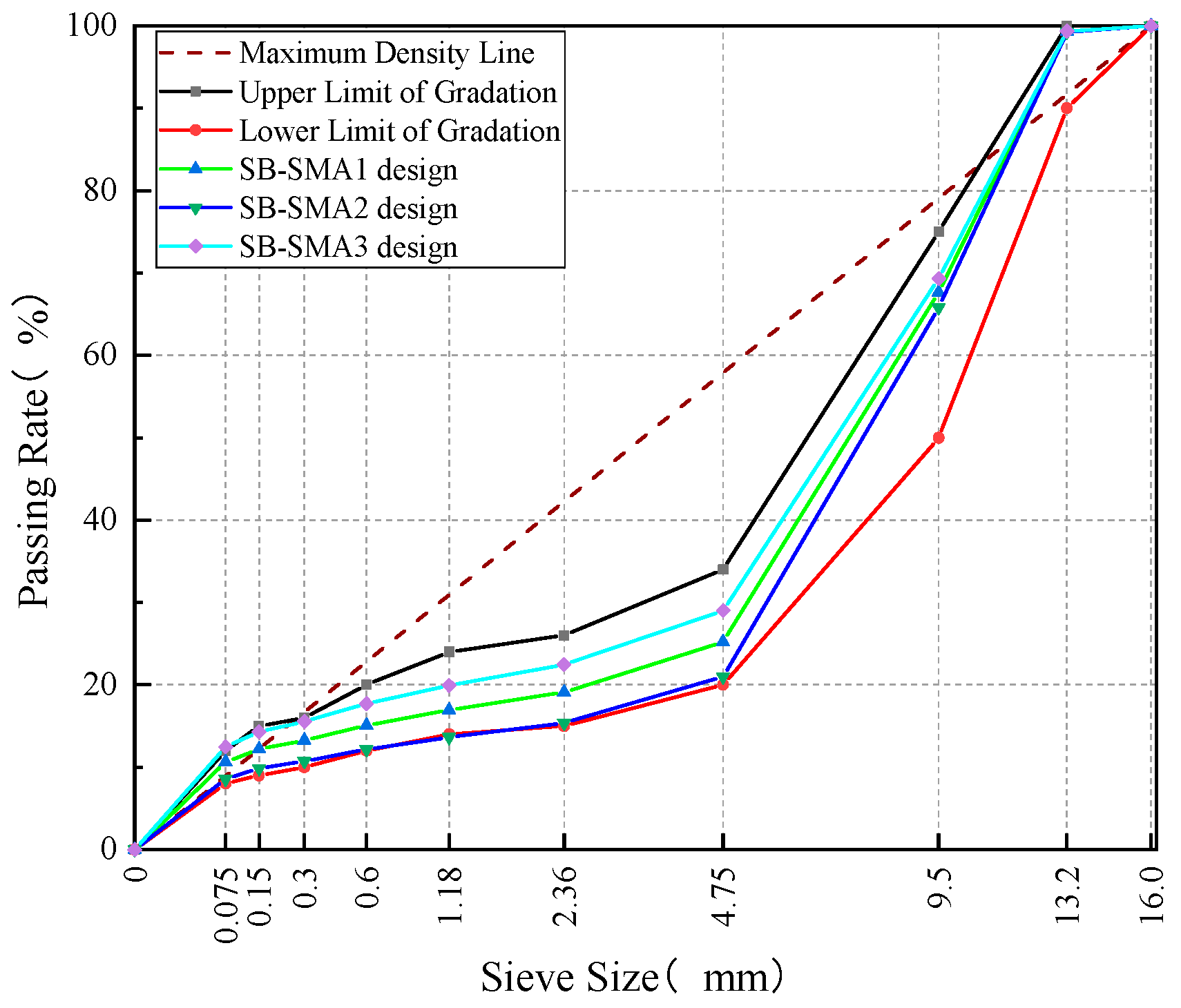
2.2.2. Design of SB-SMA Mix Proportion
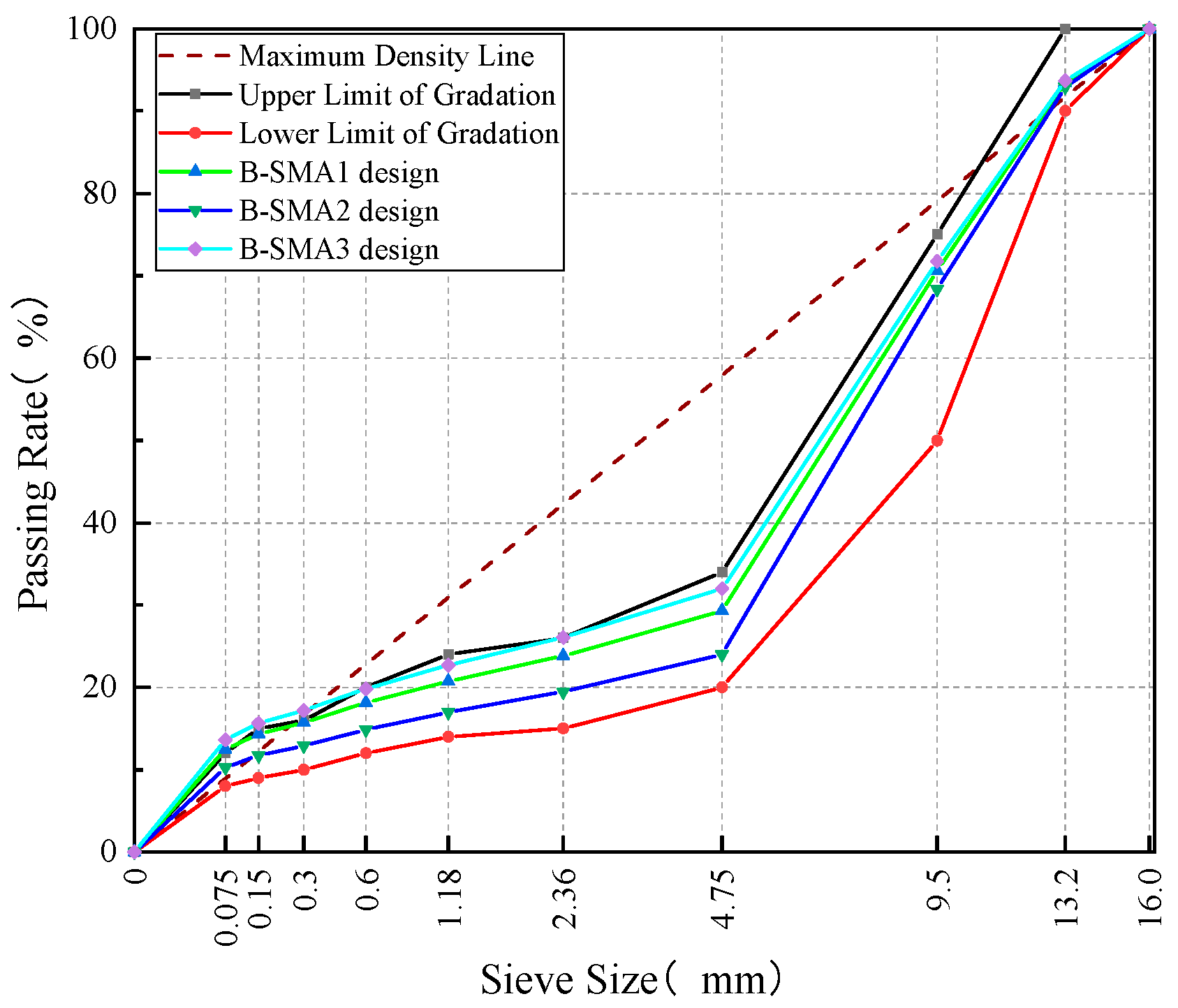
2.2.3. Design of B-SMA Mix Proportion
3. Test Program and Methods
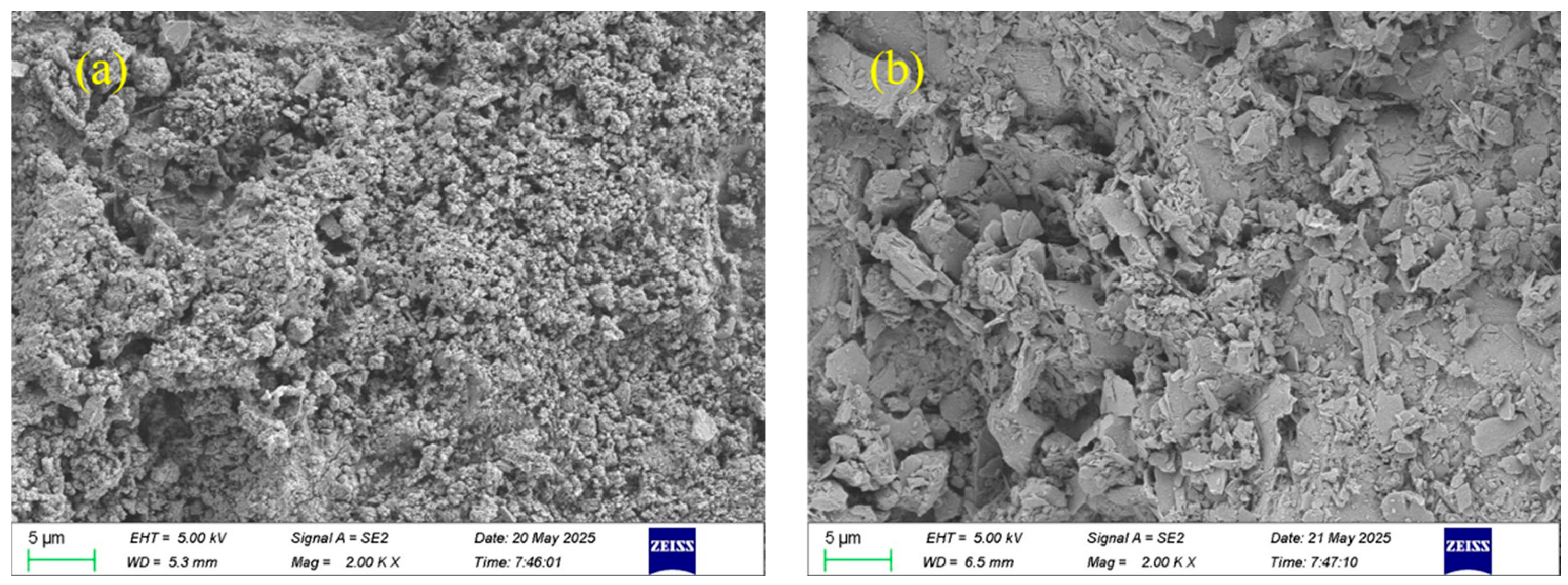
3.1. Scanning Electronic Microscope Test
3.2. Performance Tests
4. Results and Discussion
4.1. Microscopic Analysis of Aggregate
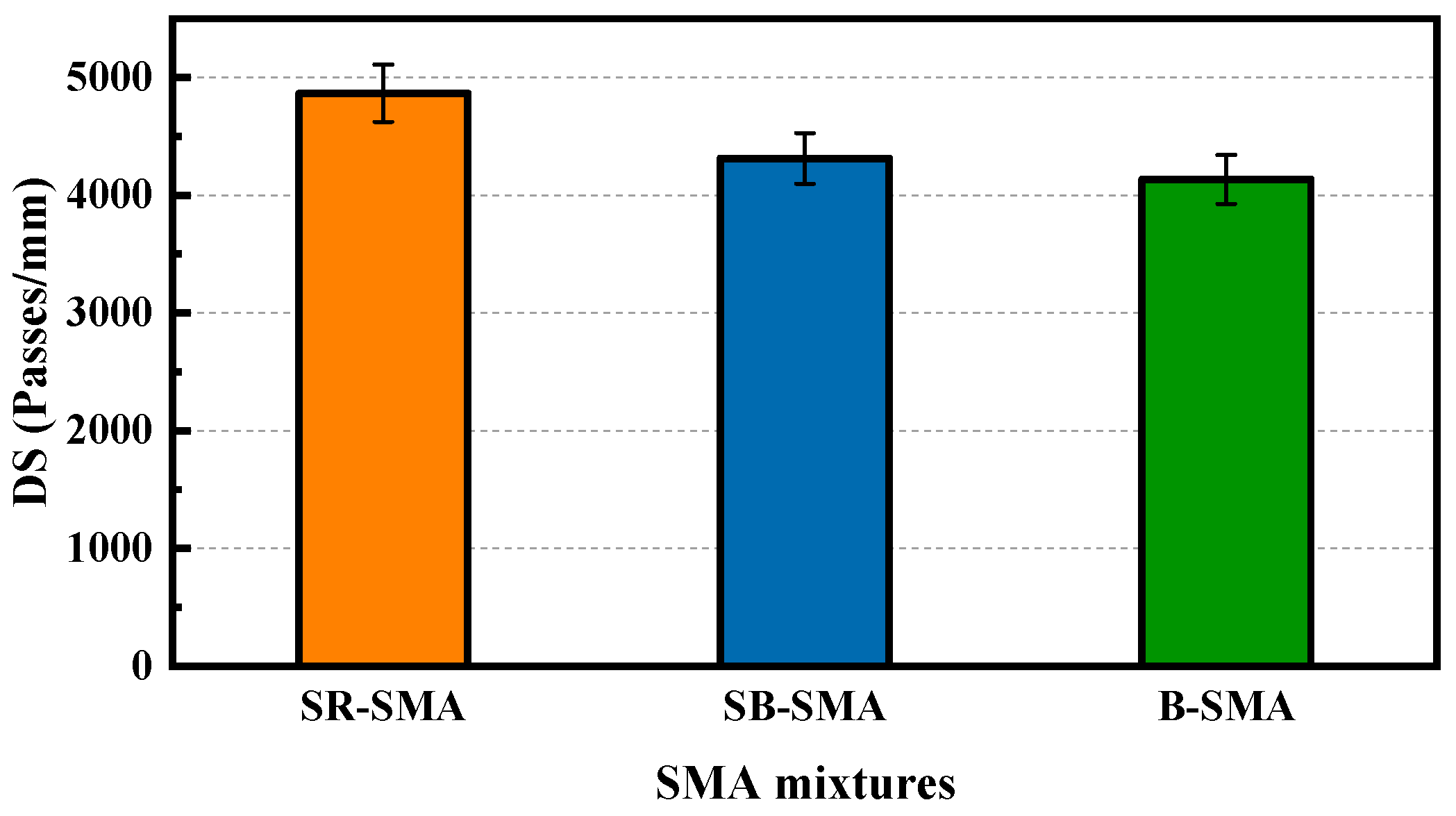
4.2. High-Temperature Rutting Resistance Performance
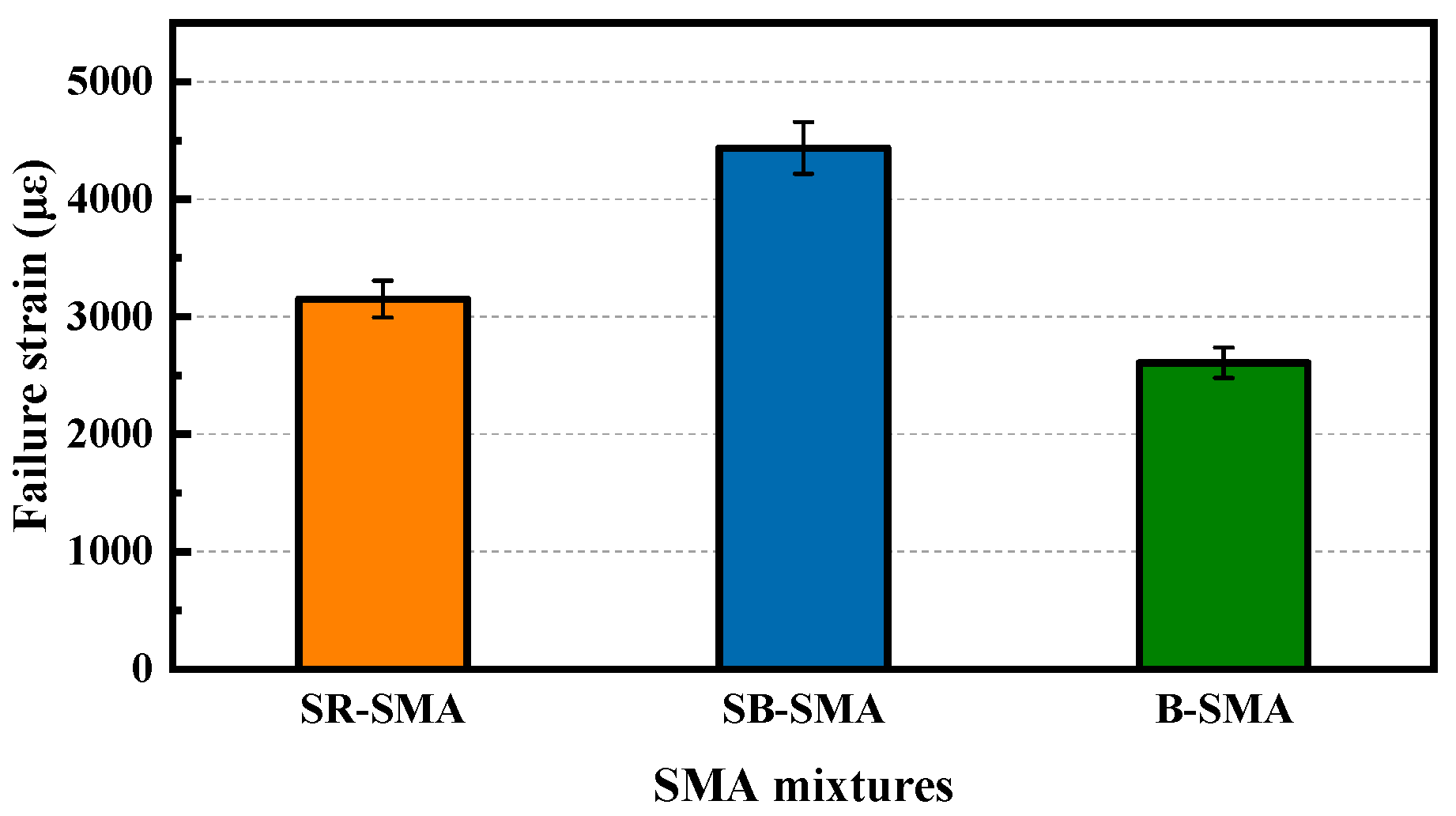
4.3. Low-Temperature Cracking Resistance Performance
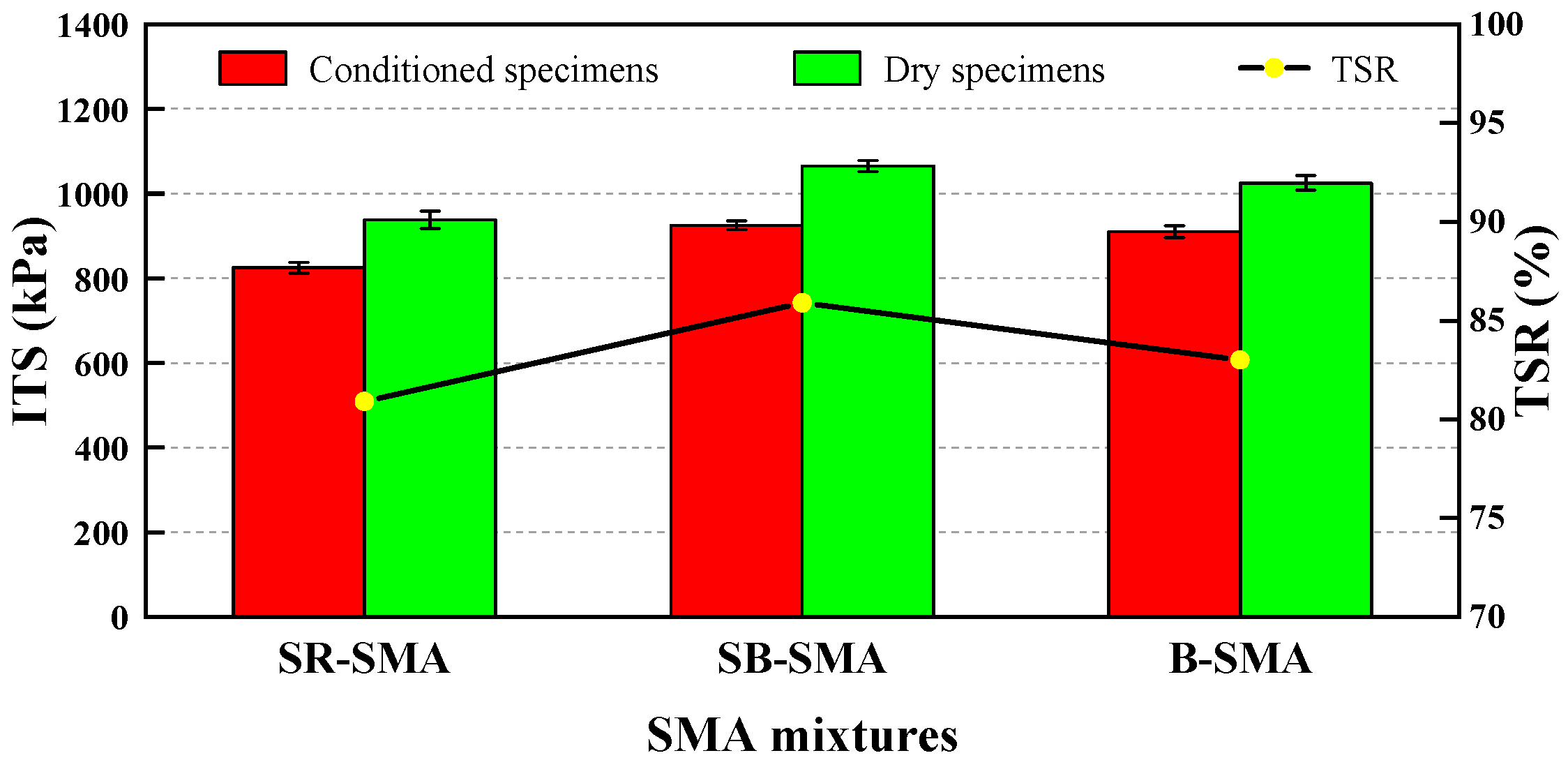
4.4. Water Stability
4.5. Fatigue Resistance Performance
5. Economic Cost Comparison
6. Conclusions
- SR-SMA demonstrates the highest dynamic stability of 4865 passes/mm, followed by SB-SMA with a dynamic stability of 4312 passes/mm and B-SMA with a dynamic stability of 4135 passes/mm, indicating superior high-temperature rutting resistance of SR-SMA. Furthermore, the type of SMA has a significant effect on dynamic stability.
- In terms of low-temperature cracking resistance evaluated by beam bending test, the ranking is SB-SMA, SR-SMA, and B-SMA. SR-SMA shows better cracking resistance than the conventional B-SMA, although slightly lower than SB-SMA due to the presence of aged asphalt in RAP. Furthermore, the SMA type is found to have a significant effect on failure strain.
- Although SR-SMA shows relatively lower water stability than B-SMA and SB-SMA, it meets specification requirements. In terms of fatigue life at a strain of 400 με, the fatigue resistance of the three mixtures is ranked as B-SMA, SB-SMA, and SR-SMA. However, fatigue life is statistically insignificant within each SMA mixture.
- Compared to conventional B-SMA, SR-SMA reduces material cost by approximately 35% per ton of mixture. Overall, SR-SMA is a cost-effective and sustainable alternative to conventional B-SMA.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ahmedzade, P.; Sengoz, B. Evaluation of steel slag coarse aggregate in hot mix asphalt concrete. J. Hazard. Mater. 2009, 165, 300–305. [Google Scholar] [CrossRef] [PubMed]
- Zhou, X.; Zhao, G.; Tighe, S.; Chen, M.; Wu, S.; Adhikari, S.; Gao, Y. Quantitative comparison of surface and interface adhesive properties of fine aggregate asphalt mixtures composed of basalt, steel slag, and andesite. Constr. Build. Mater. 2020, 246, 118507. [Google Scholar] [CrossRef]
- He, L.; Zhan, C.; Lu, S.; Gao, J.; Xie, J.; Ling, T. Application status of steel slag asphalt mixture. J. Traf. Transp. Eng. 2020, 20, 15–33. [Google Scholar]
- Kumar, H.; Varma, S. A review on utilization of steel slag in hot mix asphalt. Int. J. Pavement Res. Technol. 2021, 14, 232–242. [Google Scholar] [CrossRef]
- E, G.; Cao, W.; Chen, L.; Liu, S.; Ding, T. Rules of voids in coarse aggregate formed by the packing of steel slag coarse aggregates and its application. Sci. Technol. Eng. 2024, 24, 8290–8296. [Google Scholar]
- Sun, Z.; Zhang, Z.; Lu, G.; Luo, S. Recent advances in research on steel slag for asphalt pavements: A review. Case Stud. Constr. Mater. 2025, 22, e04698. [Google Scholar] [CrossRef]
- Zhong, T.; Zheng, Y.; Chen, Z.; Yao, L.; Zhang, W.; Zhu, Y.; Fu, L. Utilization of steel slag as coarse aggregate and filler in stone mastic asphalt (SMA) mixture: Engineering performance, environmental impact and economic benefits analysis. J. Clean. Prod. 2024, 450, 141891. [Google Scholar] [CrossRef]
- Zhang, J.; Guo, N.; Cui, S.; You, Z. A comprehensive evaluation of steel slag asphalt mixtures: Performance, functional applications, and ecological considerations. J. Mater. Cycles Waste Manag. 2025, 5, 1–22. [Google Scholar] [CrossRef]
- Liu, J.; Wang, W.; Wang, Y.; Zhou, X.; Wang, S.; Liu, Q.; Yu, B. Towards the sustainable utilization of steel slag in asphalt pavements: A case study of moisture resistance and life cycle assessment. Case Stud. Constr. Mater. 2023, 18, e01722. [Google Scholar] [CrossRef]
- Xiao, F.; Xu, L.; Zhao, Z.; Hou, X. Recent applications and developments of reclaimed asphalt pavement in China, 2010–2021. Sustain. Mater. Technol. 2023, 37, e00697. [Google Scholar] [CrossRef]
- Gkyrtis, K.; Pomoni, M. An overview of the recyclability of alternative materials for building surface courses at pavement structures. Buildings 2024, 14, 1571. [Google Scholar] [CrossRef]
- Fu, S.; Kwon, E.; Lee, J. Upcycling steel slag into construction materials. Constr. Build. Mater. 2024, 444, 137882. [Google Scholar] [CrossRef]
- Lee, E.; Park, H.; Suh, Y.; Lee, J.S. Performance evaluation of asphalt mixtures with 100% EAF and BOF steel slag aggregates using laboratory tests and mechanistic analyses. KSCE J. Civ. Eng. 2022, 26, 4542–4551. [Google Scholar] [CrossRef]
- Fakhri, M.; Ahmadi, A. Recycling of RAP and steel slag aggregates into the warm mix asphalt: A performance evaluation. Constr. Build. Mater. 2017, 147, 630–638. [Google Scholar] [CrossRef]
- Georgiou, P.; Loizos, A. Characterization of Sustainable Asphalt Mixtures Containing High Reclaimed Asphalt and Steel Slag. Materials 2021, 14, 4938. [Google Scholar] [CrossRef]
- Pasetto, M.; Baldo, N. Dissipated energy analysis of four-point bending test on asphalt concretes made with steel slag and RAP. Int. J. Pavement Res. Technol. 2017, 10, 446–453. [Google Scholar] [CrossRef]
- Pasetto, M.; Baldo, N. Fatigue Behavior Characterization of Bituminous Mixtures made with Reclaimed Asphalt Pavement and Steel Slag. Procedia Soc. Behav. Sci. 2012, 53, 297–306. [Google Scholar] [CrossRef]
- Pascale, B.; Tataranni, P.; Lantieri, C.; Bonoli, A.; Vignali, V. Mechanical performance and environmental assessment of porous asphalt mixtures produced with EAF steel slags and RAP aggregates. Constr. Build. Mater. 2023, 400, 132889. [Google Scholar] [CrossRef]
- Wang, Z.; Wu, S.; Yang, C.; Xie, J.; Xiao, Y.; Zhao, Z.; Wang, F.; Zhang, L. Quantitative Assessment of Road Performance of Recycled Asphalt Mixtures Incorporated with Steel Slag. Materials 2022, 15, 5005. [Google Scholar] [CrossRef]
- Shen, F.; Pang, R.; Li, Q.; Wei, G. Research on road performance and mechanical properties of recycled asphalt concrete mixed with steel slag. Highw. Eng. 2021, 46, 180–187. [Google Scholar]
- Yang, C.; Wu, S.; Cui, P.; Amirkhanian, S.; Zhao, Z.; Wang, F.; Zhang, L.; Wei, M.; Zhou, X.; Xie, J. Performance characterization and enhancement mechanism of recycled asphalt mixtures involving high RAP content and steel slag. J. Clean. Prod. 2022, 336, 130484. [Google Scholar] [CrossRef]
- Yang, C.; Ren, J.; He, X.; Wu, S.; Su, Y.; Yang, J.; Jin, Z.; Qi, H.; Tian, C.; Huang, Z. Improved comprehensive adhesion performance of aggregate- recycled asphalt interface via incorporating steel slag. J. Mol. Liq. 2024, 404, 124958. [Google Scholar] [CrossRef]
- Song, Y.; Xu, H.; Wu, S.; Xie, J.; Chen, A.; Lv, Y.; Cheng, Y.; Li, Y. High-quality utilization of reclaimed asphalt pavement (RAP) in asphalt mixture with the enhancement of steel slag and epoxy asphalt. Constr. Build. Mater. 2024, 445, 137963. [Google Scholar] [CrossRef]
- GB/T 24175-2009; Steel Slag Stability Test Method. China Standards Press: Beijing, China, 2009.
- YB/T 4328-2012; Determination of Free Calcium Oxide Content in Steel Slag. Ministry of Industry and Information Technology of the People’s Republic of China: Beijing, China, 2012.
- JT/T 1086-2016; Steel Slag Used in Asphalt Mixture. Ministry of Transport of the People’s Republic of China: Beijing, China, 2016.
- JTG E20-2011; Standard Test Methods of Bitumen and Bituminous Mixtures for Highway Engineering. Ministry of Transport: Beijing, China, 2011.
- JTG/T 5521-2019; Technical Specifications for Highway Asphalt Pavement Recycling. Ministry of Transport of the People’s Republic of China: Beijing, China, 2019.
- JTG F40-2004; Technical Specification for Highway Asphalt Pavement Construction. Ministry of Transport of the People’s Republic of China: Beijing, China, 2024.
- Liu, S.; Cao, W.; Li, X.; Li, Z.; Sun, C. Principle analysis of mix design and performance evaluation on Superpave mixture modified with Buton rock asphalt. Constr. Build. Mater. 2018, 176, 549–555. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel Slag (mm) | Apparent Specific Gravity | Bulk Specific Gravity | Water Absorption (%) | Crushing Value (%) | Percent of Flat and Elongated Particles (%) |
|---|---|---|---|---|---|
| 5–10 | 3.613 | 3.425 | 1.52 | — | 5.6 |
| 10–15 | 3.569 | 3.452 | 0.95 | 11.6 | 6.0 |
| Test Items | Unit | Test Results | Specification Requirements [28] |
|---|---|---|---|
| Penetration (25 °C, 5 s, 100 g) | 0.1 mm | 38.8 | ≥10 |
| Ductility (15 °C, 5 cm/min) | cm | 10.2 | — |
| Softening point | °C | 56.5 | — |
| Test Indicators | Unit | Test Results | Technical Requirements [29] | Test Method |
|---|---|---|---|---|
| Penetration (25 °C, 100 g, 5 s) | 0.1mm | 58 | 40–60 | JTG E20-2011, Section T0604-2011 |
| Softening point | °C | 80.2 | ≥55 | JTG E20-2011, Section T0606-2011 |
| Ductility (5 cm/min, 5 °C) | cm | 30.7 | ≥30 | JTG E20-2011, Section T0605-2011 |
| Brookfield viscosity (135 °C) | Pa·s | 2.5 | <3 | JTG E20-2011, Section T0625-2011 |
| Storage stability segregation, 48 h softening point difference | °C | 2.0 | ≤2.5 | JTG E20-2011, Section T0661-2011 |
| Technical Indicators | Particle Size/mm | ||
|---|---|---|---|
| 10~15 | 5~10 | 0~5 | |
| Bulk specific gravity | 2.797 | 2.753 | 2.575 |
| Apparent specific gravity | 2.892 | 2.894 | 2.879 |
| Water absorption (%) | 1.175 | 1.778 | 2.543 |
| Crushing value (%) | 13.6 | — | — |
| Needle flake particle content (%) | 4.4 | 6.2 | — |
| Items | Unit | Test Results | Technical Requirements [29] | |
|---|---|---|---|---|
| Water content | % | 0.3 | ≤1.0 | |
| Apparent specific gravity | — | 2.821 | ≥2.50 | |
| Appearance | — | No agglomerates | No agglomerates | |
| Heating stability | — | Qualified | Qualified | |
| Particle size range | <0.6 mm | % | 100 | 100 |
| <0.15 mm | % | 91.4 | 90~100 | |
| <0.075 mm | % | 79.6 | 75~100 | |
| Items | Unit | Test Results | Technical Requirements [29] |
|---|---|---|---|
| Fiber length | mm | 4.6 | ≤6 |
| Ash content | % | 17.2 | 18 ± 5 |
| pH value | — | 7.3 | 7.5 ± 1.0 |
| Oil absorption rate | — | Qualified (5.4 times) | ≥5 times of fiber mass |
| Moisture content | % | 3.1 | ≤5 |
| Gradation Curves | γsa | γt | γf | VV (%) | VMA (%) | VFA (%) |
|---|---|---|---|---|---|---|
| SR-SMA1 | 3.390 | 2.914 | 2.803 | 3.81 | 17.14 | 83.92 |
| SR-SMA2 | 3.412 | 2.931 | 2.810 | 4.28 | 17.45 | 75.60 |
| SR-SMA3 | 3.354 | 2.878 | 2.857 | 0.72 | 14.94 | 95.23 |
| Gradation Curves | γsa | γt | γf | VV (%) | VMA (%) | VFA (%) |
|---|---|---|---|---|---|---|
| SB-SMA1 | 3.398 | 2.960 | 2.840 | 4.05 | 16.61 | 75.60 |
| SB-SMA2 | 3.435 | 2.981 | 2.834 | 4.93 | 17.40 | 71.73 |
| SB-SMA3 | 3.374 | 2.941 | 2.786 | 5.29 | 17.67 | 70.10 |
| Gradation Curves | γsa | γt | γf | VV (%) | VMA (%) | VFA (%) |
|---|---|---|---|---|---|---|
| B-SMA1 | 2.885 | 2.552 | 2.452 | 3.92 | 17.07 | 77.06 |
| B-SMA2 | 2.857 | 2.530 | 2.413 | 4.64 | 17.22 | 73.06 |
| B-SMA3 | 2.885 | 2.550 | 2.459 | 3.55 | 16.36 | 78.30 |
| SS | df | MS | F | Fcritical | p-Value | |
|---|---|---|---|---|---|---|
| Source of variation (DS) | ||||||
| Between | 870,038.0 | 2 | 435,019.0 | 8.798216 | 5.143253 | 0.016440 |
| Within | 296,664.0 | 6 | 49,444.0 | |||
| Total | 1,166,702.0 | 8 | ||||
| SS | df | MS | F | Fcritical | p-Value | |
|---|---|---|---|---|---|---|
| Source of variation | ||||||
| Between | 7,057,013.8 | 2 | 3,528,506.9 | 93.607844 | 4.256495 | 0.000001 |
| Within | 339,251.1 | 9 | 37,694.6 | |||
| Total | 7,396,264.9 | 11 | ||||
| Samples | F Value | Fcritical Value | Significance |
|---|---|---|---|
| Conditioned specimens | 57.224299 | 4.256495 | Yes |
| Dry specimens | 74.785714 | Yes |
| SS | df | MS | F | Fcritical | p-Value | Significance | |
|---|---|---|---|---|---|---|---|
| Source of variation | No | ||||||
| Between | 5,146,313,058.7 | 2 | 2,573,156,529.3 | 3.160971 | 5.143253 | 0.115456 | |
| Within | 4,884,239,887.3 | 6 | 814,039,981.2 | ||||
| Total | 10,030,552,946.0 | 8 | |||||
| Materials | Steel Slag | Basalt | RAP | Mineral Powder | Fiber | Modified Asphalt | SR-SMA | B-SMA |
|---|---|---|---|---|---|---|---|---|
| Unit cost (yuan/ton) | 50 | 170 | 60 | 85 | 3000 | 4930 | 311.92 | 481.40 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, Y.; Cao, W.; Xu, C.; Meng, F.; Wang, G.; Liu, S. Performance Evaluation of Stone Mastic Asphalt Involving Coarse Steel Slag and Fine RAP. Materials 2025, 18, 2598. https://doi.org/10.3390/ma18112598
Wu Y, Cao W, Xu C, Meng F, Wang G, Liu S. Performance Evaluation of Stone Mastic Asphalt Involving Coarse Steel Slag and Fine RAP. Materials. 2025; 18(11):2598. https://doi.org/10.3390/ma18112598
Chicago/Turabian StyleWu, Yan, Weidong Cao, Chao Xu, Fanshuo Meng, Guangyong Wang, and Shutang Liu. 2025. "Performance Evaluation of Stone Mastic Asphalt Involving Coarse Steel Slag and Fine RAP" Materials 18, no. 11: 2598. https://doi.org/10.3390/ma18112598
APA StyleWu, Y., Cao, W., Xu, C., Meng, F., Wang, G., & Liu, S. (2025). Performance Evaluation of Stone Mastic Asphalt Involving Coarse Steel Slag and Fine RAP. Materials, 18(11), 2598. https://doi.org/10.3390/ma18112598