
Preparation of Carbon Nanotubes/Alumina Hybrid-Filled Phenolic Composite with Enhanced Wear Resistance

 ,
,  , , ,
, , ,  ,
,  ,
,  , , , ,
, , , ,  and
and
Abstract
:1. Introduction
2. Materials and Method
2.1. Preparation of Hybrid Filler
2.2. Preparation of Composite
2.3. Wear and Friction Test
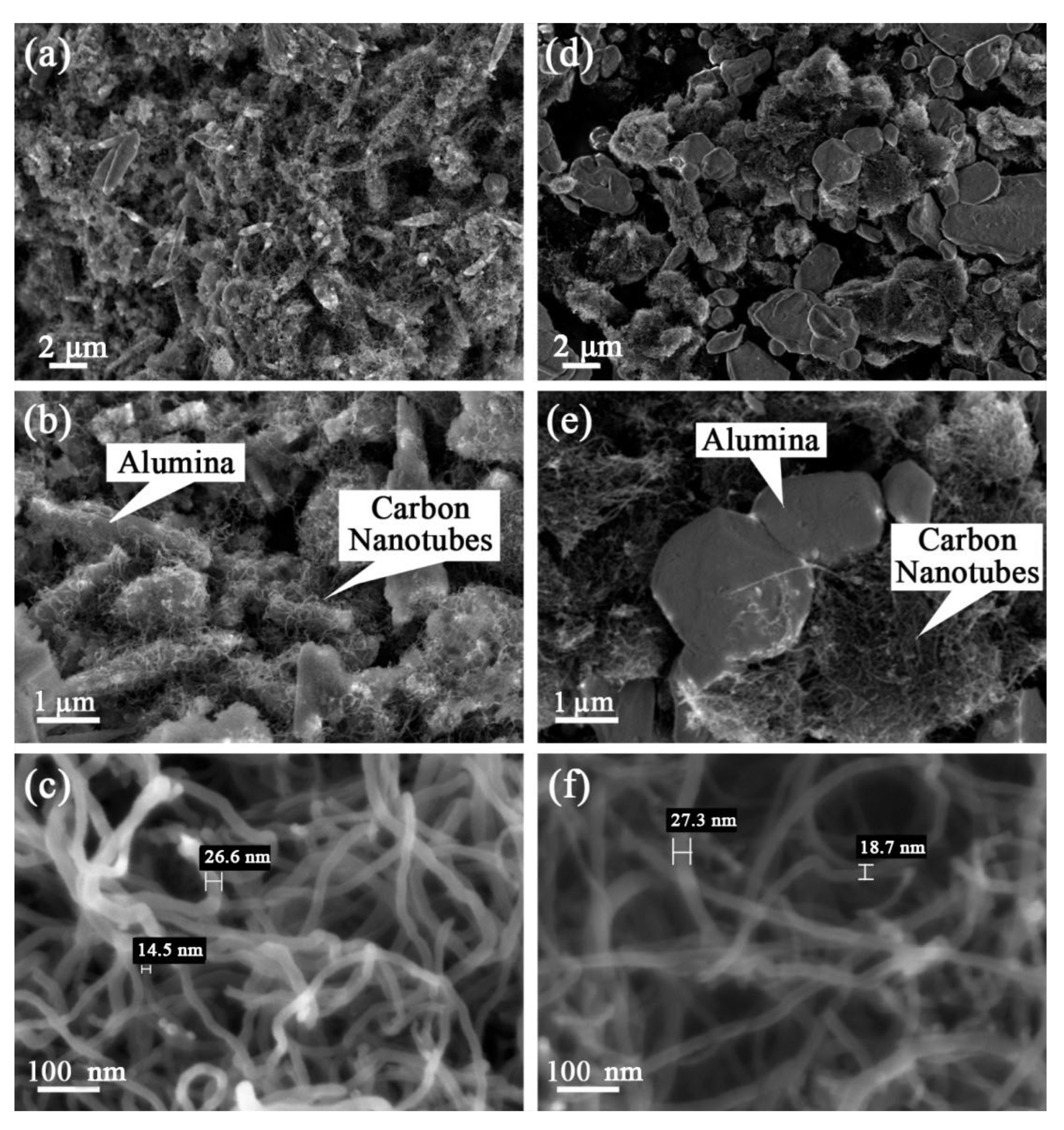
2.4. Field Emission Scanning Electron Microscopy (FESEM)
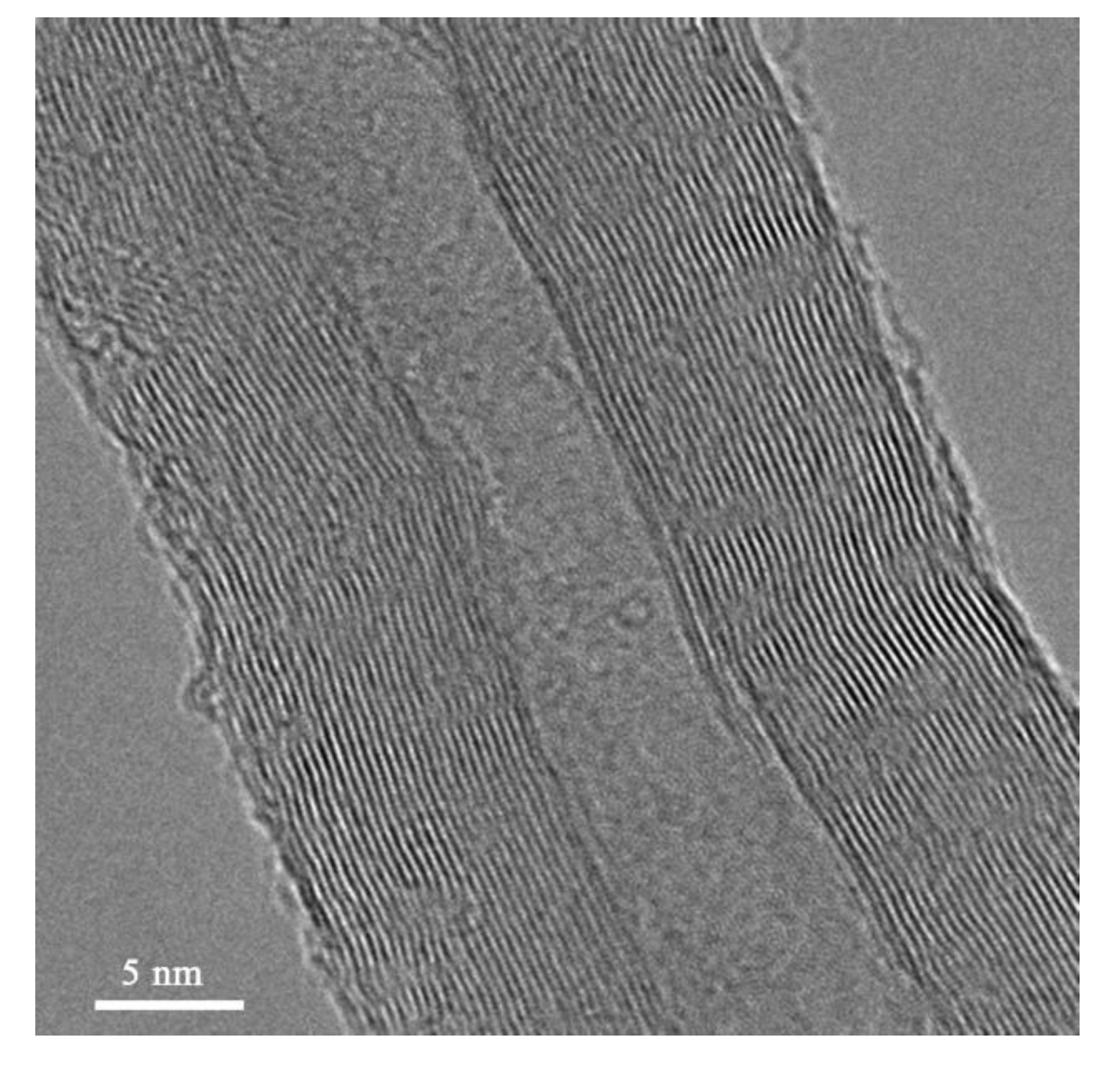
2.5. High-Resolution Transmission Electron Microscopy (HRTEM)
2.6. Rockwell Microhardness
3. Results and Discussions
3.1. Characterization of Physically Hybrid and CVD Hybrid Fillers
3.2. Effect of Hybrid Filler Loading on Wear Properties
3.3. Effect of Sliding Speed on Wear and Coefficient of Friction
3.4. Effect of Applied Load on Wear and Coefficient of Friction
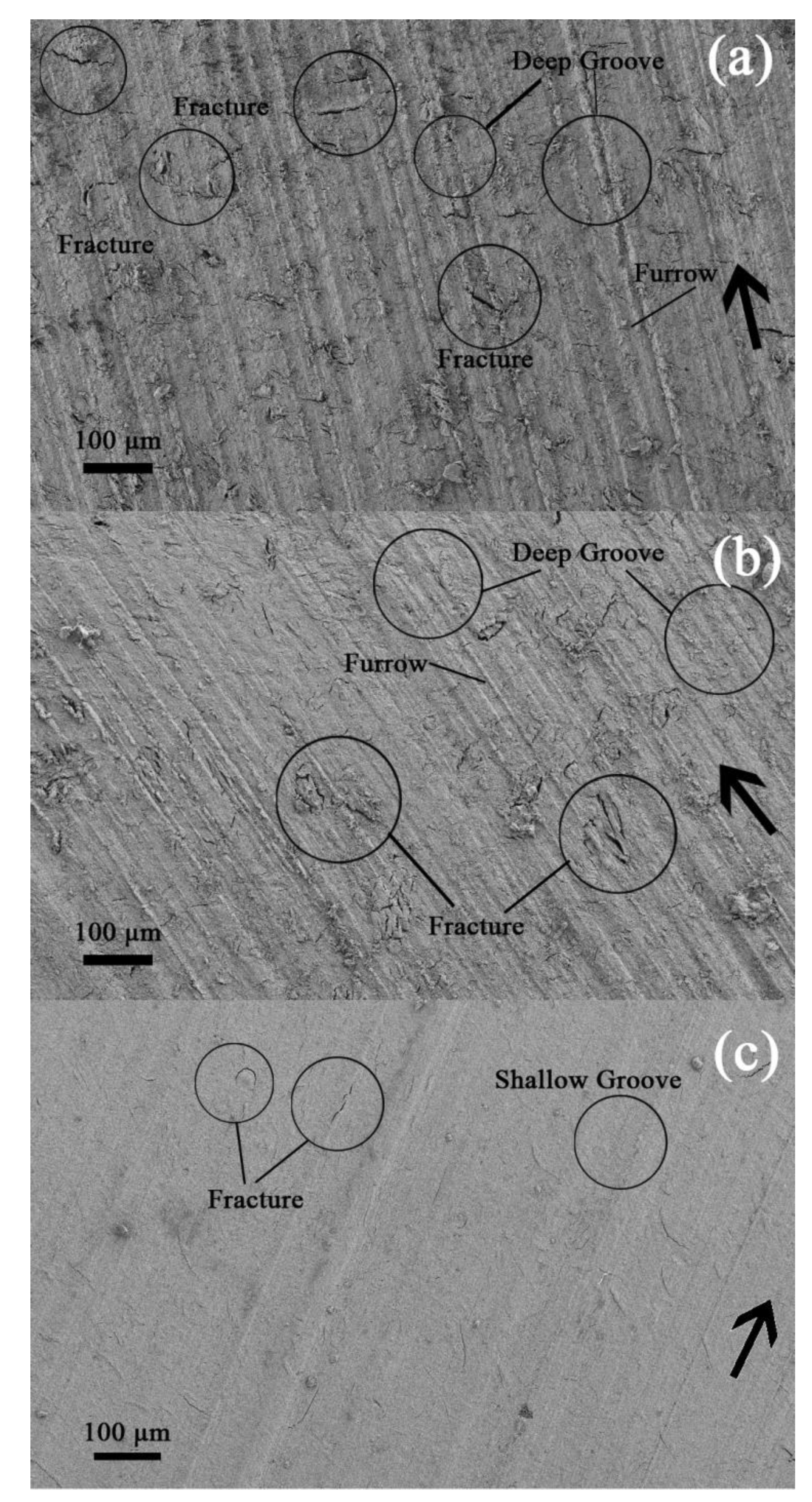
3.5. FESEM of Worn Surfaces of the Composite
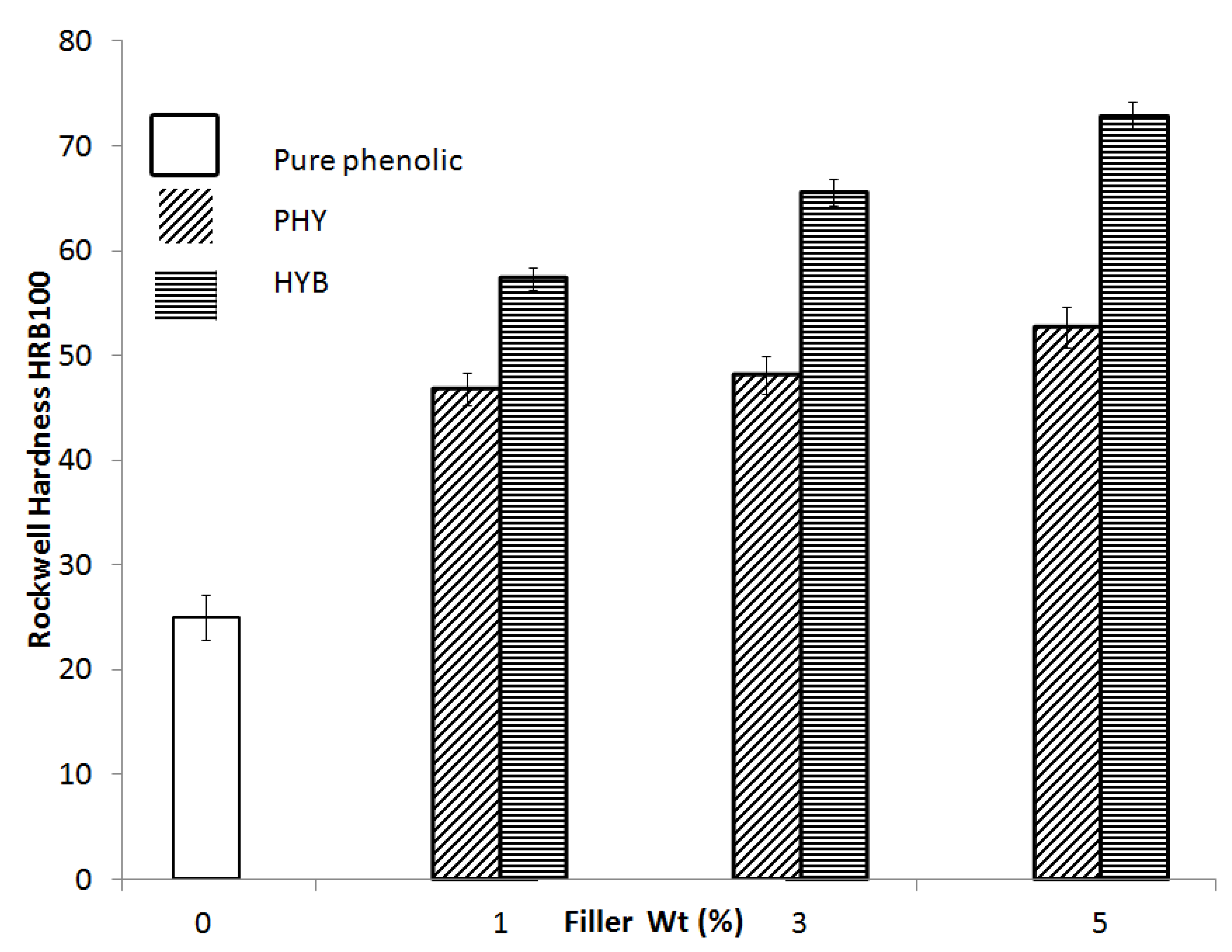
3.6. Hardness of the Composite
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Borgaonkar, A.V.; Potdar, S.B. Frictional and Wear Behavior of Epoxy Resin Based Nano-Composite in Dry Sliding Contact. In Tribology of Polymer and Polymer Composites for Industry 4.0; Springer: Berlin/Heidelberg, Germany, 2021; pp. 1–13. [Google Scholar]
- Amenta, F.; Bolelli, G.; De Lorenzis, S.; Bertarini, A.; Lusvarghi, L. Tribological Behavior of Reinforced PTFE Composites and Un-Reinforced Polyketone-Based Materials against Coated Steel. Lubricants 2021, 10, 5. [Google Scholar] [CrossRef]
- Kocaman, M.; Çuvalcı, H. The evolution of tribological properties of graphite and glass fiber reinforced novolac matrix hybrid composites. Polym. Compos. 2022, 43, 9100–9118. [Google Scholar] [CrossRef]
- Chan, J.X.; Wong, J.F.; Petrů, M.; Hassan, A.; Nirmal, U.; Othman, N.; Ilyas, R.A. Effect of nanofillers on tribological properties of polymer nanocomposites: A review on recent development. Polymers 2021, 13, 2867. [Google Scholar] [CrossRef] [PubMed]
- Hausberger, A.; Stiller, T.; Kappl, C.; Hensgen, L.; Grün, F. Improving the Tribological Properties of Technical Polymers with Metal Sulphide Compounds. Lubricants 2021, 9, 91. [Google Scholar] [CrossRef]
- Lakshmikanthan, A.; Angadi, S.; Malik, V.; Saxena, K.K.; Prakash, C.; Dixit, S.; Mohammed, K.A. Mechanical and Tribological Properties of Aluminum-Based Metal-Matrix Composites. Materials 2022, 15, 6111. [Google Scholar] [CrossRef]
- Li, Y.; Chen, Y.; Guo, Y.; Bian, D.; Zhao, Y. 4 Tribological Behavior of PEEK/PTFE Composites Reinforced with Carbon Fibers and Graphite. Materials 2022, 15, 7078. [Google Scholar] [CrossRef]
- Zhang, E.; Gao, F.; Fu, R.; Lu, Y.; Han, X.; Su, L. Tribological behavior of phenolic resin-based friction composites filled with graphite. Materials 2021, 14, 742. [Google Scholar] [CrossRef]
- Irawan, A.P.; Fitriyana, D.F.; Tezara, C.; Siregar, J.P.; Laksmidewi, D.; Baskara, G.D.; Abdullah, M.Z.; Junid, R.; Hadi, A.E.; Hamdan, M.H.M. Overview of the Important Factors Influencing the Performance of Eco-Friendly Brake Pads. Polymers 2022, 14, 1180. [Google Scholar] [CrossRef]
- Fakhraddin, Y.F. Thermal behavior of N-Methylaniline modified phenolic friction composites. Polym. Polym. Compos. 2021, 29, S688–S695. [Google Scholar] [CrossRef]
- He, Y.; Duan, R.; Zhang, Q.; Xia, T.; Yan, B.; Zhou, S.; Huang, J. Reinforce the mechanical toughness, heat resistance, and friction and wear resistance of phenolic resin via constructing self-assembled hybrid particles of graphite oxide and zirconia as nano-fillers. Adv. Compos. Hybrid Mater. 2021, 4, 317–323. [Google Scholar] [CrossRef]
- Abdulganiyu, I.; Oguocha, I.; Odeshi, A. Influence of microfillers addition on the flexural properties of carbon fiber reinforced phenolic composites. J. Compos. Mater. 2021, 55, 3973–3988. [Google Scholar] [CrossRef]
- Praveenkumara, J.; Madhu, P.; Yashas Gowda, T.; Sanjay, M.; Siengchin, S. A comprehensive review on the effect of synthetic filler materials on fiber-reinforced hybrid polymer composites. J. Text. Inst. 2022, 113, 1231–1239. [Google Scholar] [CrossRef]
- Barshutina, M.N.; Volkov, V.S.; Arsenin, A.V.; Nasibulin, A.G.; Barshutin, S.N.; Tkachev, A.G. Silicone composites with CNT/graphene hybrid fillers: A review. Materials 2021, 14, 2418. [Google Scholar] [CrossRef]
- Saravanan, D.; Shrishail, B.S.; Anjappa, S.B.; Chandrabhanu, M.; Madula, S.P.; Vignesh, S. Tribological properties of filler and green filler reinforced polymer composites. Mater. Today Proc. 2022, 50, 2065–2072. [Google Scholar] [CrossRef]
- Öktem, H.; Akıncıoğlu, S.; Uygur, İ.; Akıncıoğlu, G. A novel study of hybrid brake pad composites: New formulation, tribological behaviour and characterisation of microstructure. Plast. Rubber Compos. 2021, 50, 249–261. [Google Scholar] [CrossRef]
- Ashby, M.F.; Bréchet, Y.J.M. Designing hybrid materials. Acta Mater. 2003, 51, 5801–5821. [Google Scholar] [CrossRef]
- Kickelbick, G. Introduction to Hybrid Materials. In Hybrid Materials; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2007; pp. 1–48. [Google Scholar]
- Sathishkumar, S.; Jawahar, P.; Chakraborti, P. Influence of carbonaceous reinforcements on mechanical and tribological properties of PEEK composites—A review. Polym.-Plast. Technol. Mater. 2022, 61, 1367–1384. [Google Scholar] [CrossRef]
- Hussain, T.; Bashir, F.; Mujahid, A.; Intisar, A.; Ahmad, M.N.; Raza, M.A.; Din, M.I.; Jabeen, U.; Mushtaq, A.; Tareen, H. Highly Stable APTES Incorporated CNTs Based Ternary Polymer Composites with Improved Dielectric and Thermal Properties. Silicon 2022, 14, 10807–10816. [Google Scholar] [CrossRef]
- Grassia, L.; D’Amore, A.; Parnian, P. A Short Review on: Recent Advances in the Use of Carbon Nanotubes in Additive Manufacturing of Polymer Matrix Composites. Macromol. Symp. 2022, 405, 2100339. [Google Scholar]
- Wei, X.; Tao, J.; Hu, Y.; Liu, Y.; Bao, R.; Li, F.; Fang, D.; Li, C.; Yi, J. Enhancement of mechanical properties and conductivity in carbon nanotubes (CNTs)/Cu matrix composite by surface and intratube decoration of CNTs. Mater. Sci. Eng. A 2021, 816, 141248. [Google Scholar] [CrossRef]
- Li, C.D.; Wang, X.J.; Liu, W.Q. Microstructure and mechanical properties of magnesium matrix composite reinforced with carbon nanotubes by ultrasonic vibration. Rare Met. 2022, 41, 2331–2336. [Google Scholar] [CrossRef]
- Rapaka, S.S.; Sharmistha, A.; Shahid, A. Enhanced thermoelectric power factor in the Cu2Se system by the incorporation of GO/MWCNT. Phys. B Condens. Matter 2023, 652, 414620. [Google Scholar]
- Maryam, S.; Ali, S.; Ashkan, Z.; Ahmad, O.M. Enhanced thermoelectric performance of CuAlS2 by adding multi-walled carbon nanotubes. Adv. Powder Technol. 2022, 33, 103445. [Google Scholar]
- Nurazzi, N.; Sabaruddin, F.; Harussani, M.; Kamarudin, S.; Rayung, M.; Asyraf, M.; Aisyah, H.; Norrrahim, M.; Ilyas, R.; Abdullah, N. Mechanical performance and applications of cnts reinforced polymer composites—A review. Nanomaterials 2021, 11, 2186. [Google Scholar] [CrossRef] [PubMed]
- Gopalan, V.; Velivela, H.; Molanganuru, L.; Arora, P.; Mahalingam, S.K.; Vignesh, P.; Thozhuvur, G.L. Investigation of Tensile Behavior of Carbon Nanotube/Coir Fiber/Fly Ash Reinforced Epoxy Polymer Matrix Composite. J. Nat. Fibers 2023, 20, 2148151. [Google Scholar]
- Wang, X.; Chen, R.; Ye, D.; Ruan, D.; Qi, J.; Liao, Z.; Lu, T. Mechanical property improvement of B4C ceramic hollow microspheres by doping carbon nanotubes at low-temperature. J. Phys. Chem. Solids 2021, 148, 109691. [Google Scholar] [CrossRef]
- Priyaranjan, S.; Pandu, R.V.; Arabinda, M.; Manas, M.M. Reinforcing effect of multi-walled carbon nanotubes on microstructure and mechanical behavior of AA5052 composites assisted by in-situ TiC particles. Ceram. Int. 2022, 48, 8245–8257. [Google Scholar]
- Ramesh, M.; Ramnath, R.A.; Deepa, C. Friction and wear properties of carbon nanotube-reinforced polymer composites. In Tribology of Polymer Composites; Elsevier: Amsterdam, The Netherlands, 2021; pp. 223–240. [Google Scholar]
- Nergis, D.D.B.; Vizureanu, P.; Corbu, O. Synthesis and Characteristics of Local Fly Ash Based Geopolymers Mixed with Natural Aggregates. Rev. Chim. 2019, 70, 1262–1267. [Google Scholar] [CrossRef]
- Azeez, A.B.; Mohammed, K.S.; Sandu, A.V.; Al Bakri, A.M.M.; Kamarudin, H.; Sandu, I.G. Evaluation of Radiation Shielding Properties for Concrete with Different Aggregate Granule Sizes. Rev. Chim. 2013, 64, 899–903. [Google Scholar]
- Shahedan, N.F.; Abdullah, M.M.A.B.; Mahmed, N.; Kusbiantoro, A.; Tammas-Williams, S.; Li, L.-Y.; Aziz, I.H.; Vizureanu, P.; Wysłocki, J.J.; Błoch, K.; et al. Properties of a New Insulation Material Glass Bubble in Geopolymer Concrete. Materials 2021, 14, 809. [Google Scholar] [CrossRef]
- Perju, M.C.; Sandu, A.V.; Vizureanu, P.; Nejneru, C.; Tugui, C.A.; Burduhos-Nergis, D.D. Microstructural Analysis of Ti/W/WC Deposition by ESD Method. Acta Phys. Pol. A 2020, 138, 214–217. [Google Scholar] [CrossRef]
- Zhang, Z.; Du, Y.; Zhu, C.; Guo, L.; Lu, Y.; Yu, J.; Parkin, I.P.; Zhao, J.; Guo, D. Unprecedented enhancement of wear resistance for epoxy-resin graphene composites. Nanoscale 2021, 13, 2855–2867. [Google Scholar] [CrossRef] [PubMed]
- Hwang, H.J.; Jung, S.L.; Cho, K.H.; Kim, Y.J.; Jang, H. Tribological performance of brake friction materials containing carbon nanotubes. Wear 2010, 268, 519–525. [Google Scholar] [CrossRef]
- Rubel, R.I.; Ali, M.; Alanazi, W.; Alanazi, S.; Aldekhail, A. CNTs reinforced metallic matrix composite: A review on CNTs percentage, types, matrixes, and production methods. Acad. J. Manuf. Eng. 2022, 20, 35–41. [Google Scholar]
- Ramachandran, K.; Boopalan, V.; Bear, J.C. Multi-walled carbon nanotubes (MWCNTs)-reinforced ceramic nanocomposites for aerospace applications: A review. J. Mater. Sci. 2022, 57, 3923–3953. [Google Scholar] [CrossRef]
- Hao, W.; Jie, T.; Kai, J. The effect of MWCNTs with different diameters on the interface properties of Ti/CFRP fiber metal laminates. Compos. Struct. 2021, 266, 113818. [Google Scholar]
- Xu, T.; Qi, Z.; Tan, Y.; Tian, J.; Li, X. Effect of multiwalled carbon nanotube diameter on mechanical behavior and fracture toughness of epoxy nanocomposites. Mater. Res. Express 2021, 8, 8–015014. [Google Scholar] [CrossRef]
- Zakaria, M.R.; Akil, H.M.; Kudus, M.H.A.; Saleh, S.S.M. Enhancement of tensile and thermal properties of epoxy nanocomposites through chemical hybridization of carbon nanotubes and alumina. Compos. Part A Appl. Sci. Manuf. 2014, 66, 109–116. [Google Scholar] [CrossRef]
- Ghaleb, Z.A.; Mariatti, M.; Ariff, Z.M. Properties of graphene nanopowder and multi-walled carbon nanotube-filled epoxy thin-film nanocomposites for electronic applications: The effect of sonication time and filler loading. Compos. Part A Appl. Sci. Manuf. 2014, 58, 77–83. [Google Scholar] [CrossRef]
- Sale, S.S.M.; Akil, H.; Kudus, M.H.A. Synthesis and characterization of MWCNT/CaCO3 hybrid compound. Adv. Mater. Res. 2011, 364, 460–464. [Google Scholar] [CrossRef]
- Mohd Nurazzi, N.; Asyraf, M.M.; Khalina, A.; Abdullah, N.; Sabaruddin, F.A.; Kamarudin, S.H.; Ahmad, S.B.; Mahat, A.M.; Lee, C.L.; Aisyah, H. Fabrication, functionalization, and application of carbon nanotube-reinforced polymer composite: An overview. Polymers 2021, 13, 1047. [Google Scholar] [CrossRef] [PubMed]
- Fu, Y.; Willander, M.; Liu, J. Spatial distribution of metal fillers in isotropically conductive adhesives. J. Electron. Mater. 2001, 30, 866–871. [Google Scholar] [CrossRef]
- Ren, G.; Zhang, Z.; Zhu, X.; Ge, B.; Guo, F.; Men, X.; Liu, W. Influence of functional graphene as filler on the tribological behaviors of Nomex fabric/phenolic composite. Compos. Part A Appl. Sci. Manuf. 2013, 49, 157–164. [Google Scholar] [CrossRef]
- Liu, C.-Y.; Ishigami, A.; Kurose, T.; Ito, H. Wear resistance of graphene reinforced ultra-high molecular weight polyethylene nanocomposites prepared by octa-screw extrusion process. Compos. Part B Eng. 2021, 215, 108810. [Google Scholar] [CrossRef]
- Yan, S.C.; Xue, Y.H. Surface wettability, tensile mechanical performance, and tribological behavior of polyimide/polytetrafluoroethylene blends enhanced with hydroxylated multiwalled carbon nanotubes at high relative humidity. Polym. Compos. 2021, 42, 4517–4532. [Google Scholar] [CrossRef]
- Chang, B.-P.; Akil, H.; Bt, R.; Nasir, R. Comparative study of micro- and nano-ZnO reinforced UHMWPE composites under dry sliding wear. Wear 2013, 297, 1120–1127. [Google Scholar] [CrossRef]
- Zmitrowicz, A. Wear debris: A review of properties and constitutive models. J. Theor. Appl. Mech. 2005, 43, 3–35. [Google Scholar]
- Argatov, I.I.; Chai, Y.S. An analytical approach to the third body modelling in fretting wear contact: A minireview. Facta Univ. Ser. Mech. Eng. 2021, 19, 125–131. [Google Scholar] [CrossRef]
- Barrett, T.S.; Stachowiak, G.W.; Batchelor, A.W. Effect of roughness and sliding speed on the wear and friction of ultra-high molecular weight polyethylene. Wear 1992, 153, 331–350. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Weight Percentage (wt%) |
|---|---|
| Carbon | 23.12 |
| Oxygen | 25.54 |
| Nickel | 3.84 |
| Aluminium | 47.5 |
| Samples | Fillers |
|---|---|
| HYB | Phenolic filled with CNTs/Alumina CVD hybrid compound (produced via CVD method) |
| PHY | Phenolic filled with CNTs physically hybrid compound (produced via the physical milling method) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Saleh, S.S.M.; Omar, M.F.; Akil, H.M.; Kudus, M.H.A.; Abdullah, M.M.A.B.; Sandu, A.V.; Vizureanu, P.; Halim, K.A.A.; Rasidi, M.S.M.; Mahamud, S.N.S.; et al. Preparation of Carbon Nanotubes/Alumina Hybrid-Filled Phenolic Composite with Enhanced Wear Resistance. Materials 2023, 16, 2772. https://doi.org/10.3390/ma16072772
Saleh SSM, Omar MF, Akil HM, Kudus MHA, Abdullah MMAB, Sandu AV, Vizureanu P, Halim KAA, Rasidi MSM, Mahamud SNS, et al. Preparation of Carbon Nanotubes/Alumina Hybrid-Filled Phenolic Composite with Enhanced Wear Resistance. Materials. 2023; 16(7):2772. https://doi.org/10.3390/ma16072772
Chicago/Turabian StyleSaleh, Siti Shuhadah Md, Mohd Firdaus Omar, Hazizan Md Akil, Muhammad Helmi Abdul Kudus, Mohd Mustafa Al Bakri Abdullah, Andrei Victor Sandu, Petrica Vizureanu, Khairul Anwar Abdul Halim, Mohamad Syahmie Mohamad Rasidi, Syarifah Nuraqmar Syed Mahamud, and et al. 2023. "Preparation of Carbon Nanotubes/Alumina Hybrid-Filled Phenolic Composite with Enhanced Wear Resistance" Materials 16, no. 7: 2772. https://doi.org/10.3390/ma16072772
APA StyleSaleh, S. S. M., Omar, M. F., Akil, H. M., Kudus, M. H. A., Abdullah, M. M. A. B., Sandu, A. V., Vizureanu, P., Halim, K. A. A., Rasidi, M. S. M., Mahamud, S. N. S., Sandu, I., & Nosbi, N. (2023). Preparation of Carbon Nanotubes/Alumina Hybrid-Filled Phenolic Composite with Enhanced Wear Resistance. Materials, 16(7), 2772. https://doi.org/10.3390/ma16072772