

Enhancing Stability of High-Concentration β-Tricalcium Phosphate Suspension for Biomedical Application

 and
and 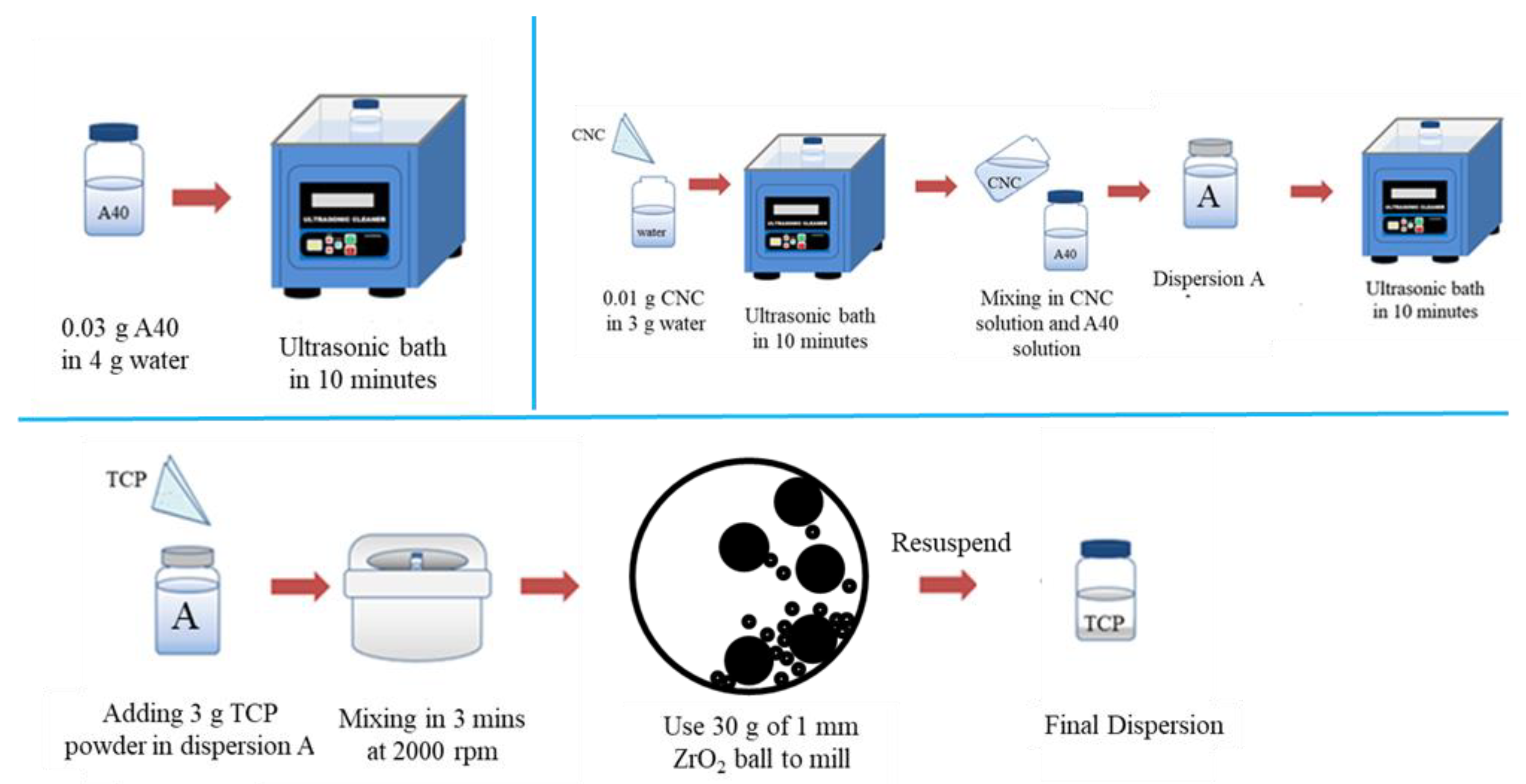{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
2.1. Chemicals
2.2. Formulation of β-TCP Nano-Suspension
2.3. Formulation of β-TCP Bone Cement
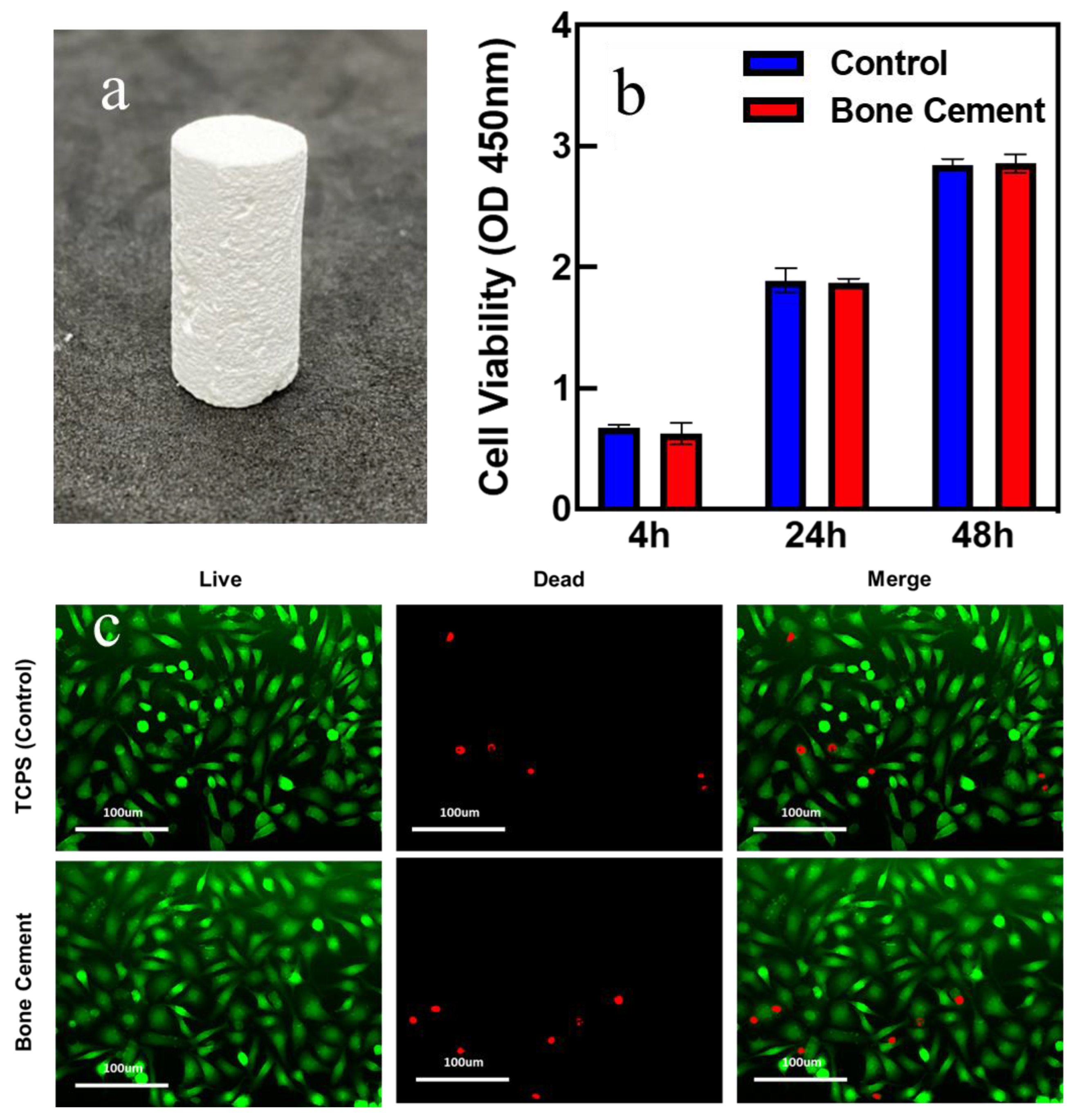
2.4. Cytotoxicity Test
2.5. Device and Characterization
3. Results and Discussion
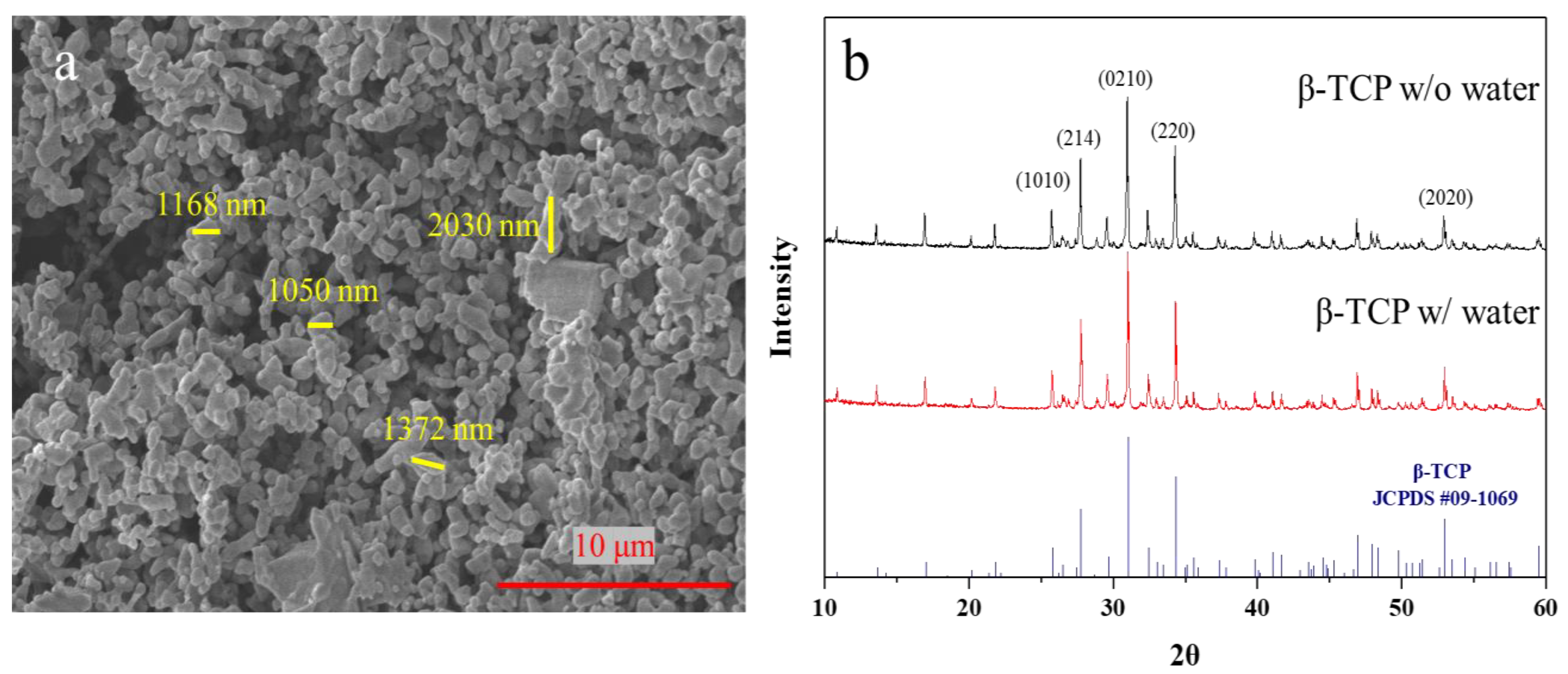
3.1. Physical Characterizations of β-TCP
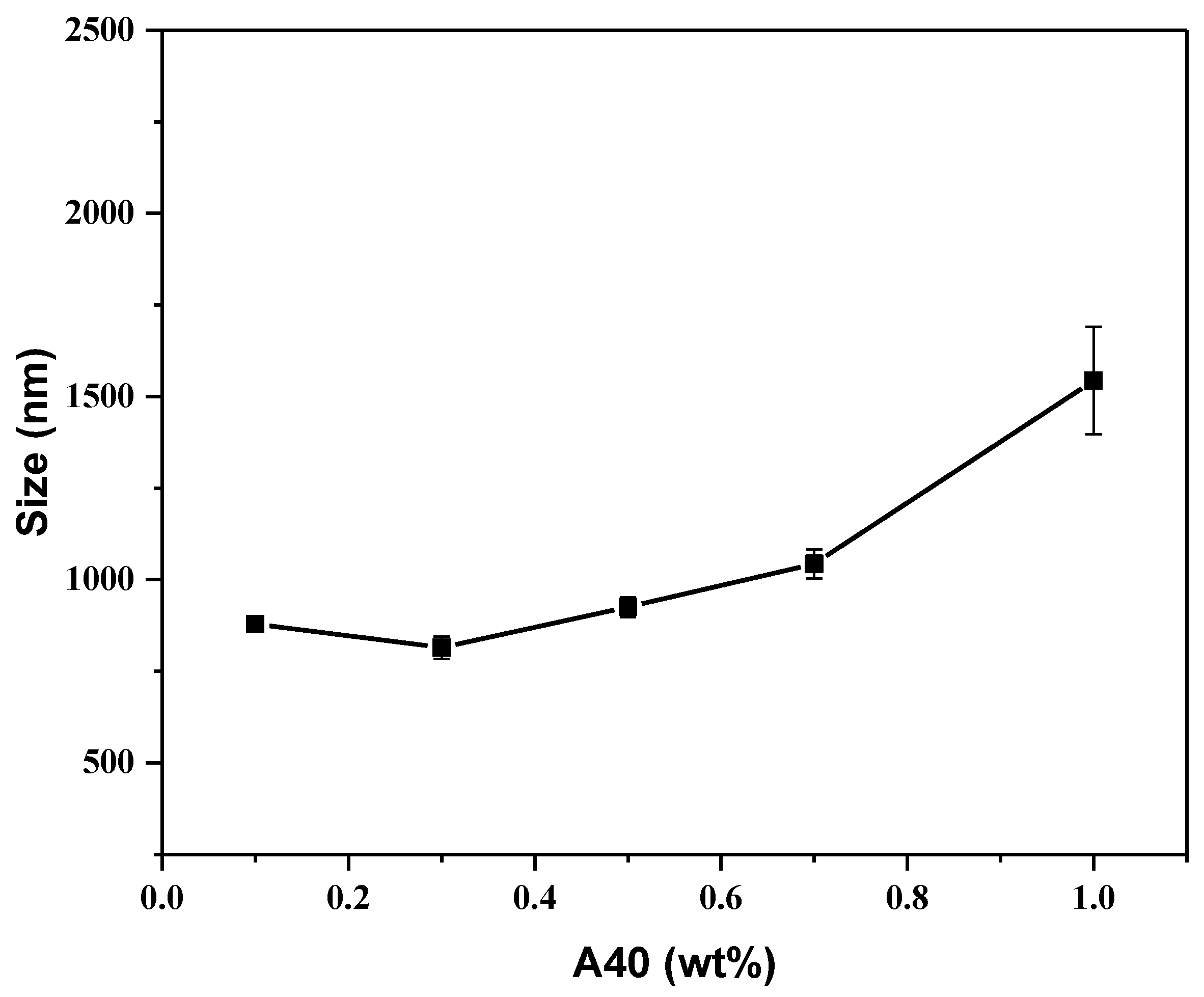
3.2. Influences of Dispersant on Ink
3.3. Influence of Ball Milling β-TCP
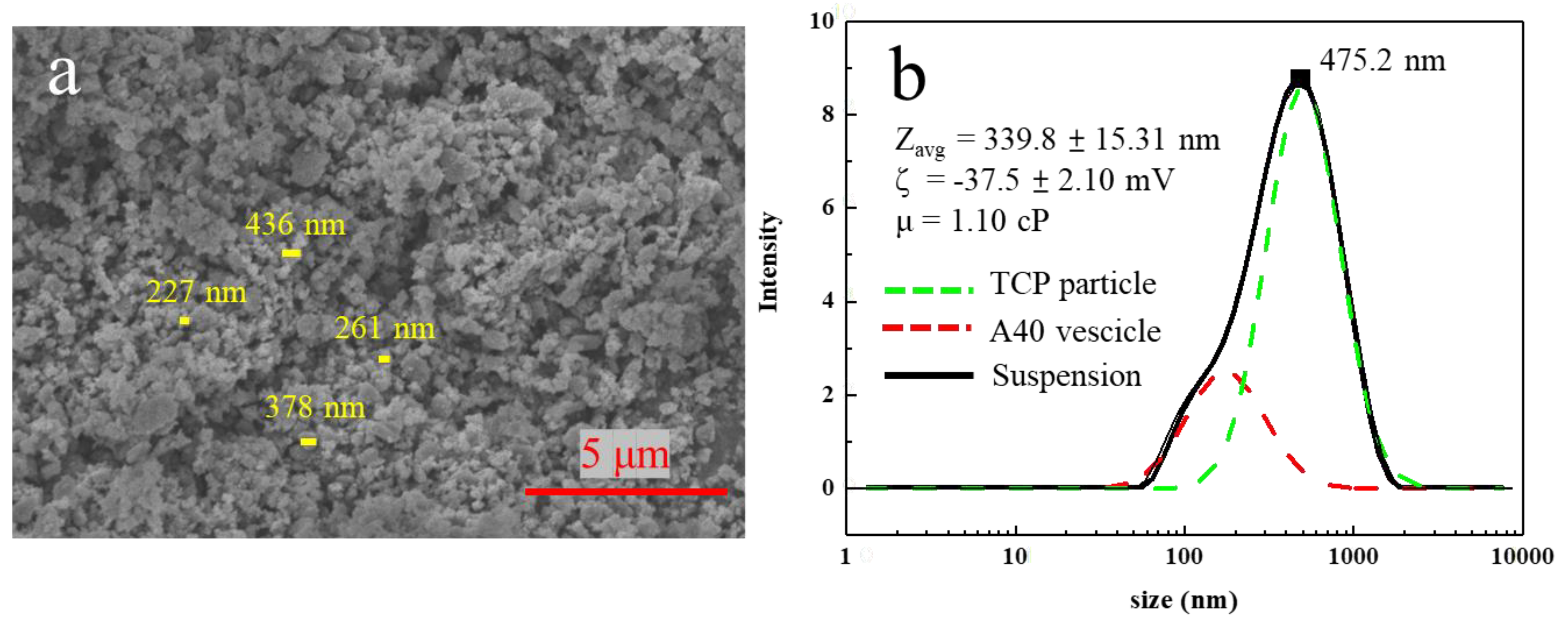
3.4. Influence of CNC towards β-TCP Suspensions
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Webb, J.; Spencer, R. The role of polymethylmethacrylate bone cement in modern orthopaedic surgery. J. Bone Jt. Surg. Br. Vol. 2007, 89, 851–857. [Google Scholar] [CrossRef] [PubMed]
- Wekwejt, M.; Michalska-Sionkowska, M.; Bartmański, M.; Nadolska, M.; Łukowicz, K.; Pałubicka, A.; Osyczka, A.M.; Zieliński, A. Influence of several biodegradable components added to pure and nanosilver-doped PMMA bone cements on its biological and mechanical properties. Mater. Sci. Eng. C 2020, 117, 111286. [Google Scholar] [CrossRef] [PubMed]
- Gao, S.; Lv, Y.; Yuan, L.; Ren, H.; Wu, T.; Liu, B.; Zhang, Y.; Zhou, R.; Li, A.; Zhou, F. Improved bone ingrowth of tricalcium phosphate filled Poly (methyl methacrylate)(PMMA) bone cements in vivo. Polym. Test. 2019, 76, 513–521. [Google Scholar] [CrossRef]
- Endogan, T.; Serbetci, K.; Hasirci, N. Effects of ingredients on thermal and mechanical properties of acrylic bone cements. J. Appl. Polym. Sci. 2009, 113, 4077–4084. [Google Scholar] [CrossRef]
- Serbetci, K.; Korkusuz, F.; Hasirci, N. Thermal and mechanical properties of hydroxyapatite impregnated acrylic bone cements. Polym. Test. 2004, 23, 145–155. [Google Scholar] [CrossRef]
- Bohner, M. Calcium orthophosphates in medicine: From ceramics to calcium phosphate cements. Injury 2000, 31, D37–D47. [Google Scholar] [CrossRef]
- Dorozhkin, S.V. Calcium orthophosphate cements for biomedical application. J. Mater. Sci. 2008, 43, 3028–3057. [Google Scholar] [CrossRef]
- Stańczyk, M.; Van Rietbergen, B. Thermal analysis of bone cement polymerisation at the cement–bone interface. J. Biomech. 2004, 37, 1803–1810. [Google Scholar] [CrossRef]
- Dorozhkin, S.V.; Epple, M. Biological and medical significance of calcium phosphates. Angew. Chem. Int. Ed. 2002, 41, 3130–3146. [Google Scholar] [CrossRef]
- Navarro, M.; Michiardi, A.; Castano, O.; Planell, J. Biomaterials in orthopaedics. J. R. Soc. Interface 2008, 5, 1137–1158. [Google Scholar] [CrossRef]
- Serbetci, K.; Hasirci, N. Recent developments in bone cements. In Biomaterials in Orthopedics; Marcel-Dekker Inc.: New York, NY, USA, 2004; pp. 241–286. [Google Scholar]
- Yousefi, A.-M. A review of calcium phosphate cements and acrylic bone cements as injectable materials for bone repair and implant fixation. J. Appl. Biomater. Funct. Mater. 2019, 17, 2280800019872594. [Google Scholar] [CrossRef]
- Ślósarczyk, A.; Czechowska, J.; Cichoń, E.; Zima, A. New Hybrid Bioactive Composites for Bone Substitution. Processes 2020, 8, 335. [Google Scholar] [CrossRef]
- Klein, C.; Driessen, A.; De Groot, K.; Van Den Hooff, A. Biodegradation behavior of various calcium phosphate materials in bone tissue. J. Biomed. Mater. Res. 1983, 17, 769–784. [Google Scholar] [CrossRef] [PubMed]
- Cameron, H.; Macnab, I.; Pilliar, R. Evaluation of a biodegradable ceramic. J. Biomed. Mater. Res. 1977, 11, 179–186. [Google Scholar] [CrossRef] [PubMed]
- Akao, M.; Aoki, H.; Kato, K.; Sato, A. Dense polycrystalline β-tricalcium phosphate for prosthetic applications. J. Mater. Sci. 1982, 17, 343–346. [Google Scholar] [CrossRef]
- Fang, C.-H.; Lin, Y.-W.; Sun, J.-S.; Lin, F.-H. The chitosan/tri-calcium phosphate bio-composite bone cement promotes better osteo-integration: An in vitro and in vivo study. J. Orthop. Surg. Res. 2019, 14, 162. [Google Scholar] [CrossRef]
- Gallinetti, S.; Canal, C.; Ginebra, M.P. Development and characterization of biphasic hydroxyapatite/β-TCP cements. J. Am. Ceram. Soc. 2014, 97, 1065–1073. [Google Scholar] [CrossRef]
- Nilsson, M.; Fernandez, E.; Sarda, S.; Lidgren, L.; Planell, J. Characterization of a novel calcium phosphate/sulphate bone cement. J. Biomed. Mater. Res. 2002, 61, 600–607. [Google Scholar] [CrossRef]
- Pina, S.; Torres, P.; Goetz-Neunhoeffer, F.; Neubauer, J.; Ferreira, J. Newly developed Sr-substituted α-TCP bone cements. Acta Biomater. 2010, 6, 928–935. [Google Scholar] [CrossRef]
- Roozbahani, M.; Alehosseini, M.; Kharaziha, M.; Emadi, R. Nano-calcium phosphate bone cement based on Si-stabilized α-tricalcium phosphate with improved mechanical properties. Mater. Sci. Eng. C 2017, 81, 532–541. [Google Scholar] [CrossRef]
- Vázquez, B.; Ginebra, M.P.; Gil, X.; Planell, J.A.; San Román, J. Acrylic bone cements modified with β-TCP particles encapsulated with poly (ethylene glycol). Biomaterials 2005, 26, 4309–4316. [Google Scholar] [CrossRef] [PubMed]
- Song, M.-G.; Kim, J.-Y.; Kim, J.-D. Effect of sodium stearate and calcium ion on dispersion properties of precipitated calcium carbonate suspensions. Colloids Surf. A Physicochem. Eng. Asp. 2003, 229, 75–83. [Google Scholar] [CrossRef]
- Bykov, A.G.; Lin, S.-Y.; Loglio, G.; Lyadinskaya, V.V.; Miller, R.; Noskov, B.A. Impact of surfactant chain length on dynamic surface properties of alkyltrimethylammonium bromide/polyacrylic acid solutions. Colloids Surf. A Physicochem. Eng. Asp. 2010, 354, 382–389. [Google Scholar] [CrossRef]
- Biggs, S.; Healy, T.W. Electrosteric stabilisation of colloidal zirconia with low-molecular-weight polyacrylic acid. An atomic force microscopy study. J. Chem. Soc. Faraday Trans. 1994, 90, 3415–3421. [Google Scholar] [CrossRef]
- Wang, H.; Davis, R.H. Droplet growth due to Brownian, gravitational, or thermocapillary motion and coalescence in dilute dispersions. J. Colloid Interface Sci. 1993, 159, 108–118. [Google Scholar] [CrossRef]
- Available online: www.piercenet.com/products/browse.cfm?fldID=12D97D8D-5056-8A76-4E95-9EA0D0B54BDB (accessed on 20 May 2022).
- Vescini, F.; Buffa, A.; La Manna, G.; Ciavatti, A.; Rizzoli, E.; Bottura, A.; Stefoni, S.; Caudarella, R. Long-term potassium citrate therapy and bone mineral density in idiopathic calcium stone formers. J. Endocrinol. Investig. 2005, 28, 218–222. [Google Scholar] [CrossRef]
- Tavares, D.d.S.; Castro, L.d.O.; Soares, G.D.d.A.; Alves, G.G.; Granjeiro, J.M. Synthesis and cytotoxicity evaluation of granular magnesium substituted β-tricalcium phosphate. J. Appl. Oral Sci. 2013, 21, 37–42. [Google Scholar] [CrossRef]
- Durucan, C.; Brown, P. α-Tricalcium phosphate hydrolysis to hydroxyapatite at and near physiological temperature. J. Mater. Sci. Mater. Med. 2000, 11, 365–371. [Google Scholar] [CrossRef]
- Sadeghian, Z.; Heinrich, J.; Moztarzadeh, F. Preparation of highly concentrated aqueous hydroxyapatite suspensions for slip casting. J. Mater. Sci. 2005, 40, 4619–4623. [Google Scholar] [CrossRef]
- Jung, H.J.; Sohn, Y.; Sung, H.G.; Hyun, H.S.; Shin, W.G. Physicochemical properties of ball milled boron particles: Dry vs. wet ball milling process. Powder Technol. 2015, 269, 548–553. [Google Scholar] [CrossRef]
- Munkhbayar, B.; Nine, M.J.; Jeoun, J.; Bat-Erdene, M.; Chung, H.; Jeong, H. Influence of dry and wet ball milling on dispersion characteristics of the multi-walled carbon nanotubes in aqueous solution with and without surfactant. Powder Technol. 2013, 234, 132–140. [Google Scholar] [CrossRef]
- Habibi, Y. Key advances in the chemical modification of nanocelluloses. Chem. Soc. Rev. 2014, 43, 1519–1542. [Google Scholar] [CrossRef] [PubMed]
- Lavoine, N.; Desloges, I.; Dufresne, A.; Bras, J. Microfibrillated cellulose–Its barrier properties and applications in cellulosic materials: A review. Carbohydr. Polym. 2012, 90, 735–764. [Google Scholar] [CrossRef] [PubMed]
- Cheng, D.; Wen, Y.; Wang, L.; An, X.; Zhu, X.; Ni, Y. Adsorption of polyethylene glycol (PEG) onto cellulose nano-crystals to improve its dispersity. Carbohydr. Polym. 2015, 123, 157–163. [Google Scholar] [CrossRef]
- Ng, H.-M.; Sin, L.T.; Tee, T.-T.; Bee, S.-T.; Hui, D.; Low, C.-Y.; Rahmat, A. Extraction of cellulose nanocrystals from plant sources for application as reinforcing agent in polymers. Compos. Part B Eng. 2015, 75, 176–200. [Google Scholar] [CrossRef]
- Vakili, M.R.; Mohammed-Saeid, W.; Aljasser, A.; Hopwood-Raja, J.; Ahvazi, B.; Hrynets, Y.; Betti, M.; Lavasanifar, A. Development of mucoadhesive hydrogels based on polyacrylic acid grafted cellulose nanocrystals for local cisplatin delivery. Carbohydr. Polym. 2021, 255, 117332. [Google Scholar] [CrossRef]
- Yang, J.; Han, C.-R.; Duan, J.-F.; Ma, M.-G.; Zhang, X.-M.; Xu, F.; Sun, R.-C.; Xie, X.-M. Studies on the properties and formation mechanism of flexible nanocomposite hydrogels from cellulose nanocrystals and poly (acrylic acid). J. Mater. Chem. 2012, 22, 22467–22480. [Google Scholar] [CrossRef]
- Kumar, B.S.; Hemalatha, T.; Deepachitra, R.; Raghavan, R.N.; Prabu, P.; Sastry, T. Biphasic calcium phosphate–casein bone graft fortified with Cassia occidentalis for bone tissue engineering and regeneration. Bull. Mater. Sci. 2015, 38, 259–266. [Google Scholar] [CrossRef][Green Version]






Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chuang, K.-W.; Liu, Y.-C.; Balaji, R.; Chiu, Y.-C.; Yu, J.; Liao, Y.-C. Enhancing Stability of High-Concentration β-Tricalcium Phosphate Suspension for Biomedical Application. Materials 2023, 16, 228. https://doi.org/10.3390/ma16010228
Chuang K-W, Liu Y-C, Balaji R, Chiu Y-C, Yu J, Liao Y-C. Enhancing Stability of High-Concentration β-Tricalcium Phosphate Suspension for Biomedical Application. Materials. 2023; 16(1):228. https://doi.org/10.3390/ma16010228
Chicago/Turabian StyleChuang, Kai-Wen, Yi-Chen Liu, Ramachandran Balaji, Yu-Chieh Chiu, Jiashing Yu, and Ying-Chih Liao. 2023. "Enhancing Stability of High-Concentration β-Tricalcium Phosphate Suspension for Biomedical Application" Materials 16, no. 1: 228. https://doi.org/10.3390/ma16010228
APA StyleChuang, K.-W., Liu, Y.-C., Balaji, R., Chiu, Y.-C., Yu, J., & Liao, Y.-C. (2023). Enhancing Stability of High-Concentration β-Tricalcium Phosphate Suspension for Biomedical Application. Materials, 16(1), 228. https://doi.org/10.3390/ma16010228