
Multi-Response Optimization of Al2O3 Nanopowder-Mixed Wire Electrical Discharge Machining Process Parameters of Nitinol Shape Memory Alloy

 ,
,  ,
,  , ,
, ,  and
and 
Abstract
:1. Introduction
2. Preparation of Al2O3 Nanopowder
3. Experimental Plan and Methods
3.1. Experimental Details
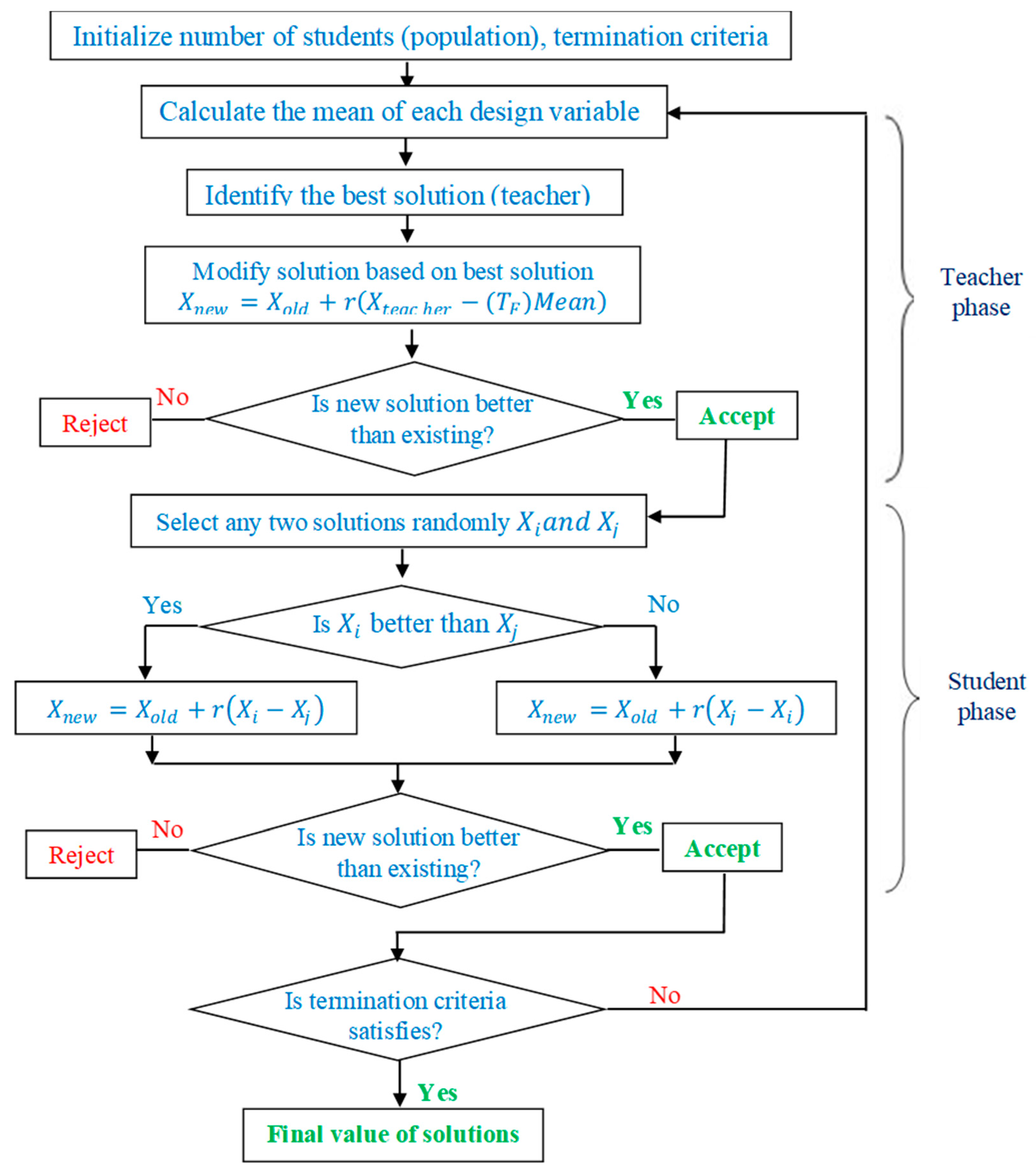
3.2. Optimization Using TLBO Algorithm
Xnew,j = Xold,j + rj (Xj − Xk)
Xnew,j = Xold,j + rj (Xk − Xj)
4. Results and Discussions
4.1. Morphological and Structural Analysis
4.2. Experimental Results as per Taguchi’s L9 OA
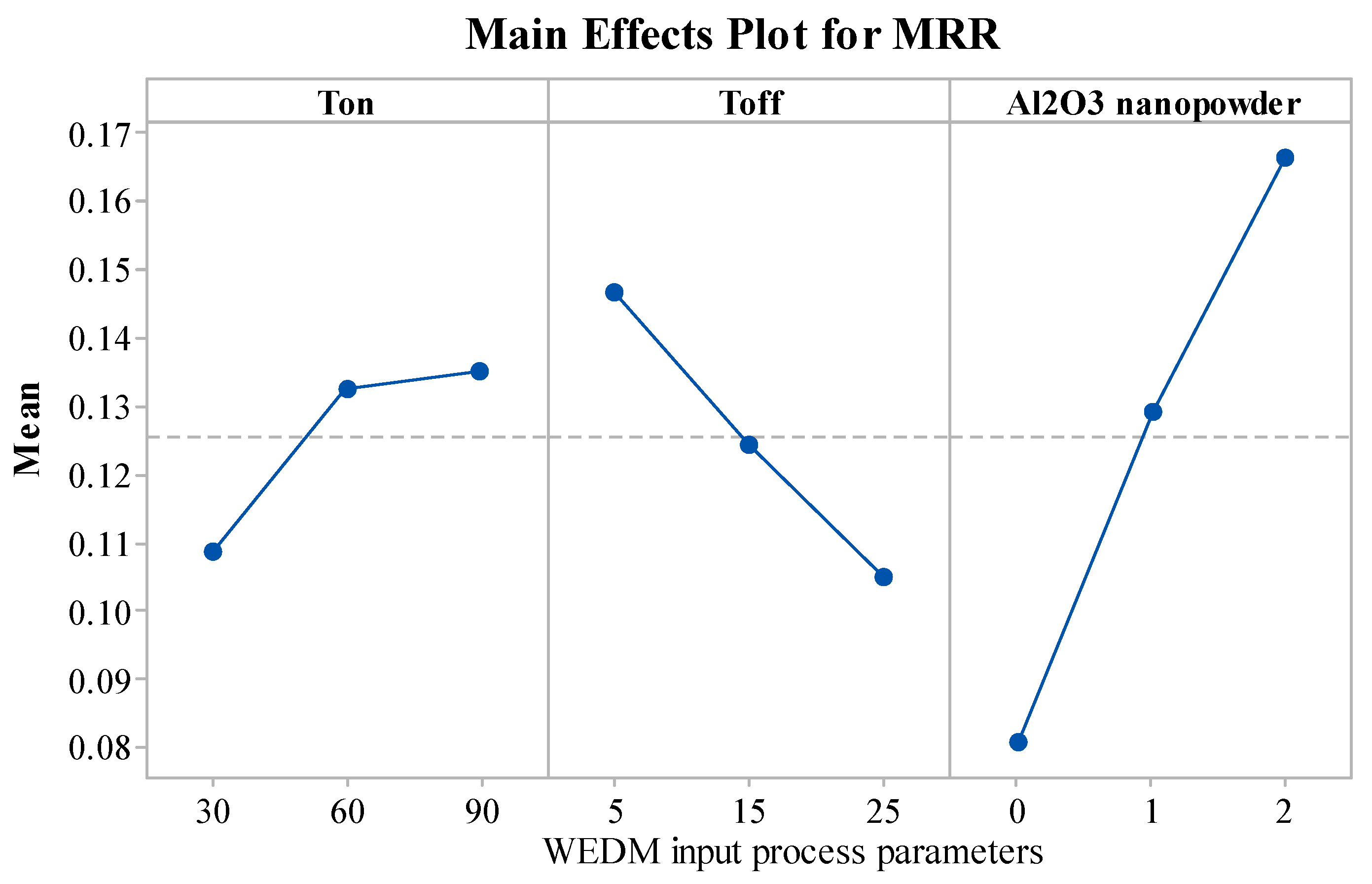
4.3. Parametric Effect on MRR
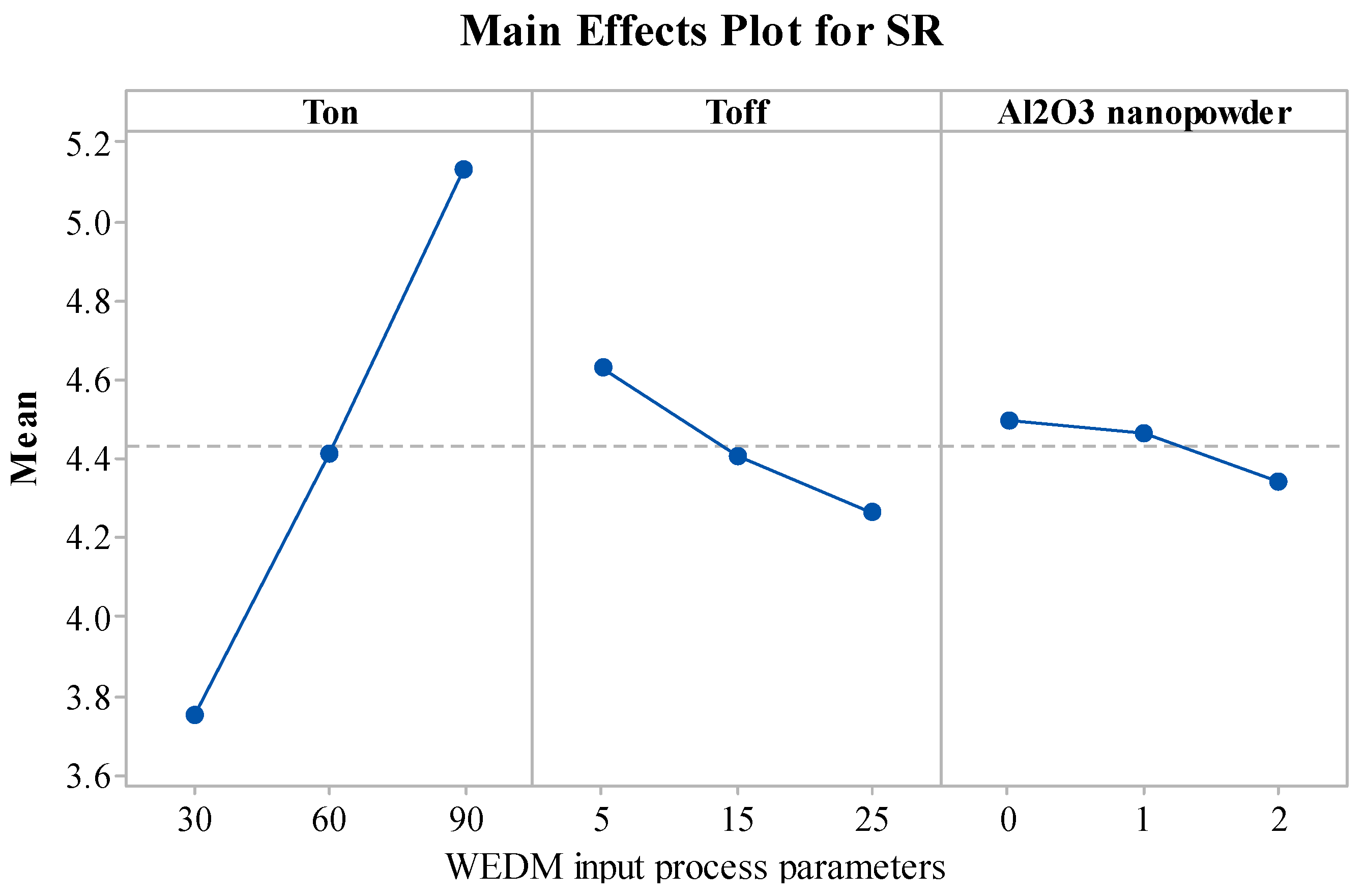
4.4. Analysis of SR
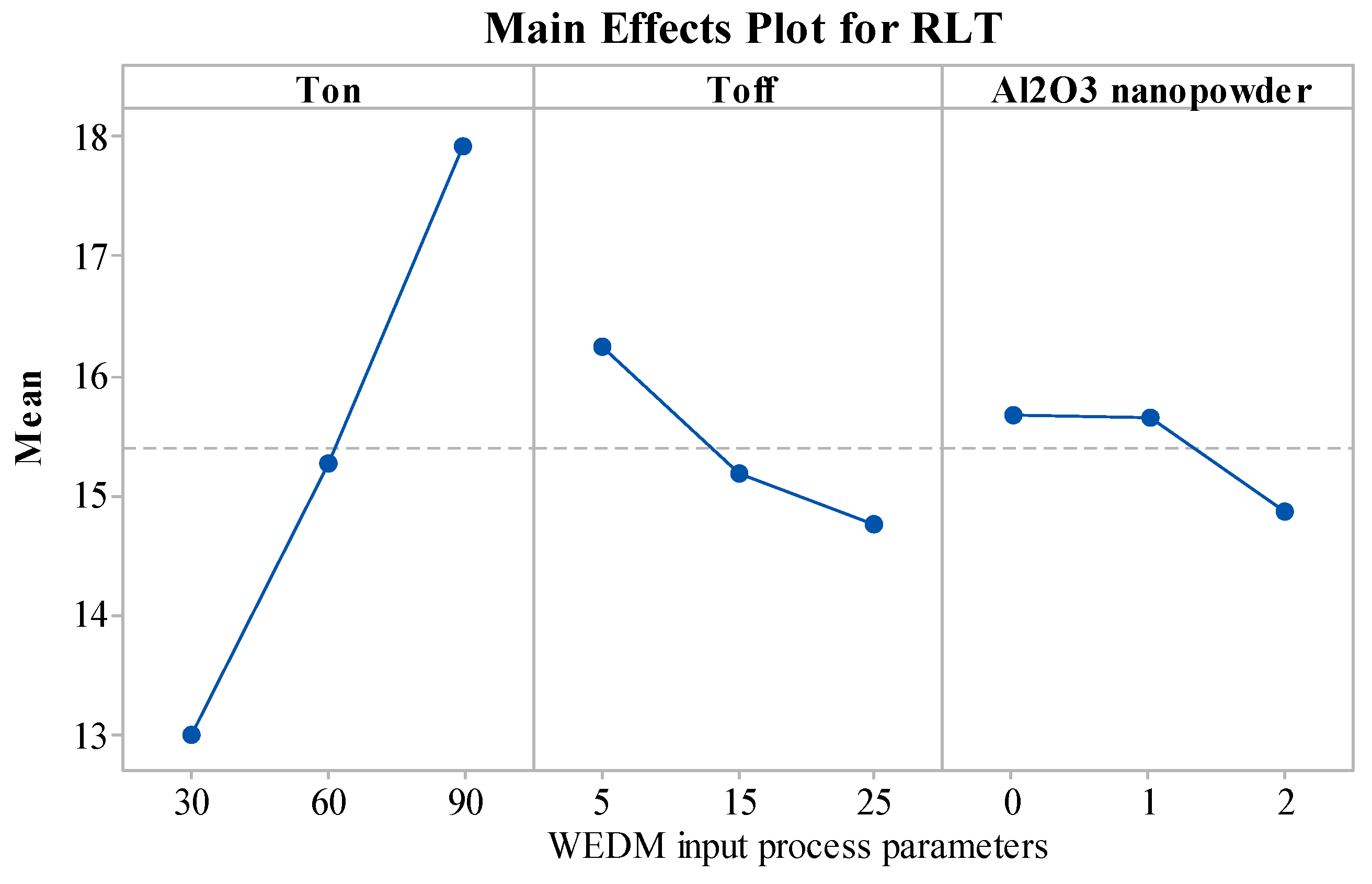
4.5. Analysis of RLT
4.6. Optimization Using TLBO Algorithm
4.7. Surface Morphological Study
5. Conclusions
- Statistical analysis from ANOVA showed that all WEDM variables (Ton, Toff, and Al2O3 nanopowder) were observed to have a significant effect on all the response variables (MRR, SR, and RLT).
- For MRR, Al2O3 nanopowder has the highest contributing effect of 76.13%, followed by Toff (17.47%) and Ton (7.14%). For SR, Ton was found to be the highest contributing factor (91.88%), trailed by Toff (6.36%) and Al2O3 nanopowder (1.17%). For RLT, Ton was found to be the highest contributing factor (88.3%), trailed by Toff (7.85%) and Al2O3 nanopowder (3.38%). Negligible error contribution was observed for all responses.
- The proposed model can be treated as adequate and the best fit as close relation between R-sq. and Adj. R-sq. was obtained and their values were near to 1. This also signifies that the model is appropriate for predicting the future outcomes of MRR.
- The main effect plots for MRR, SR, and RLT illustrated that the addition of Al2O3 nanopowder improved the performance of all response variables.
- With the addition of Al2O3 nanopowder, the rate of erosion of the work material increased and gave an increased MRR. With the addition of Al2O3 nanopowder, the formation of small craters and uniform flushing of debris resulted in lower SR. With the addition of Al2O3 nanopowder, redeposition of debris was removed from the machined zone resulting in thin RLT.
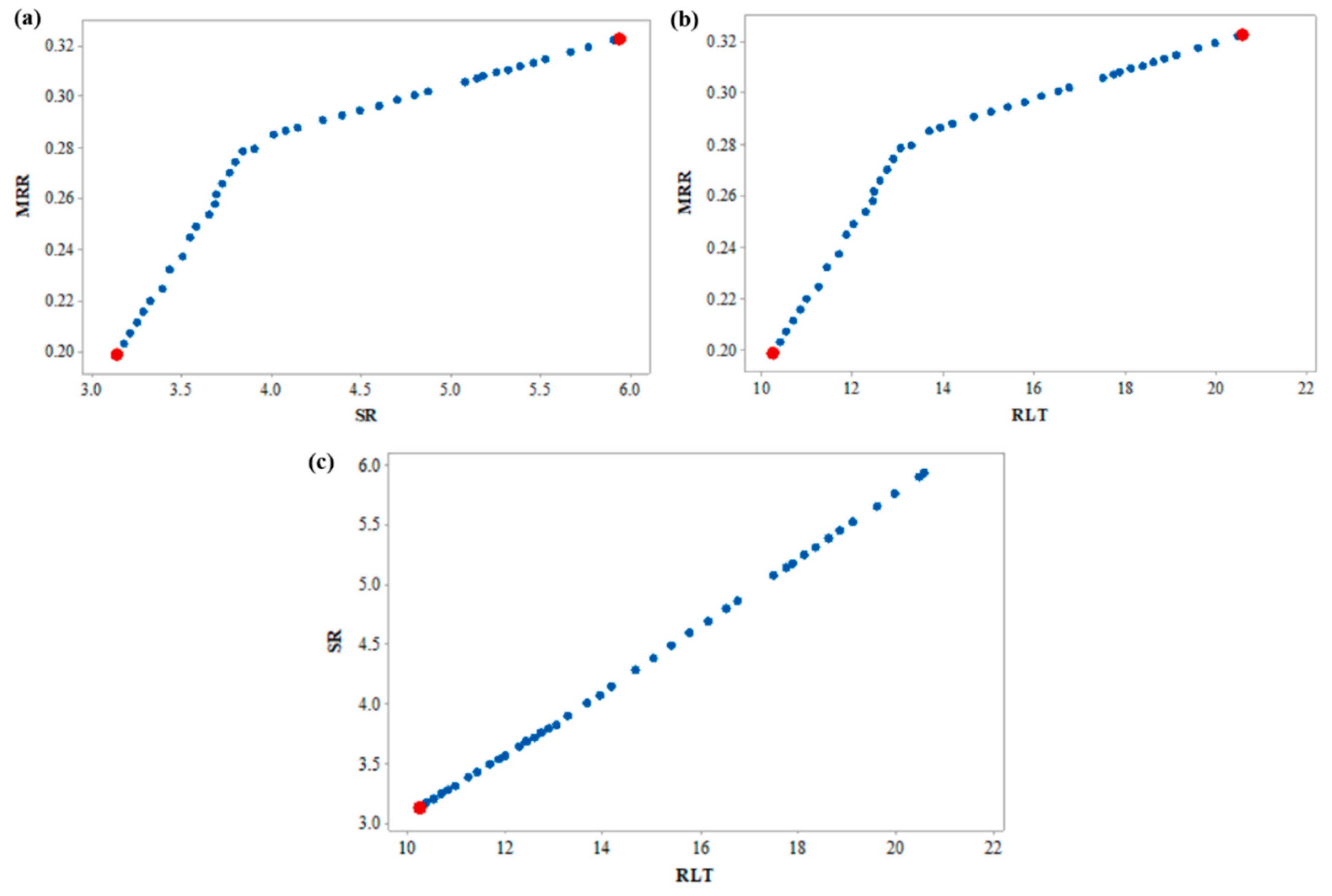
- The single-objective optimization result from TLBO yielded maximum MRR of 0.3228 g/min (at Ton of 90 µs, Toff of 5 µs, and amount of Al2O3 of 2 g/L), minimum SR of 3.13 µm, and minimum RLT of 10.24 µm (both responses at Ton of 30 µs, Toff of 25 µs, and amount of Al2O3 of 2 g/L).
- The simultaneous optimization result yielded response values of MRR, SR, and RLT of 0.2539 g/min, 3.65 µm, and 12.28, respectively, at Ton of 31 µs, Toff of 12 µs, and Al2O3 conc. of 2 g/L.
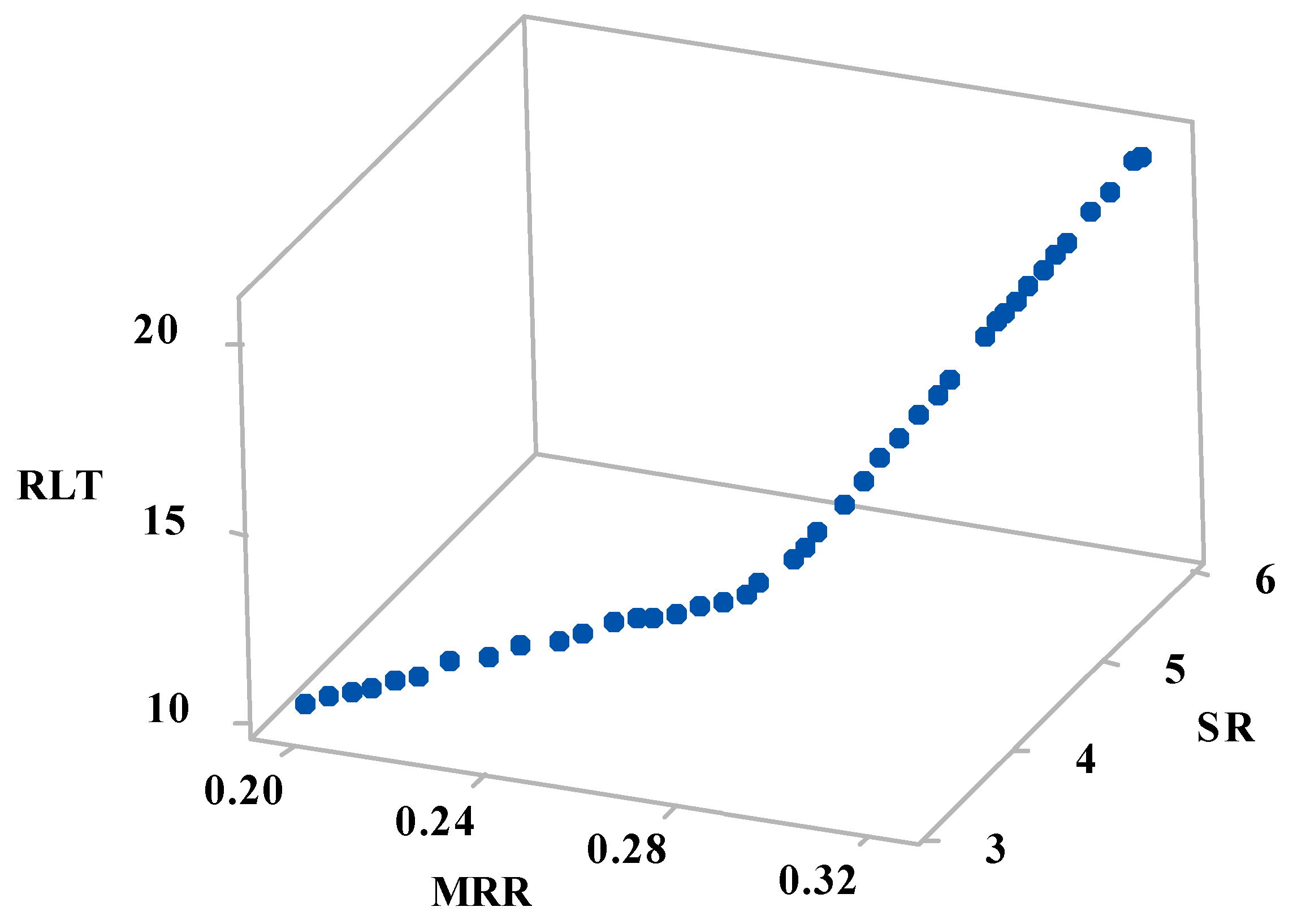
- A multi-objective TLBO algorithm was used to generate Pareto optimal points highlighting the non-dominant feasible solutions.
- It was observed that the experimental results were in good agreement with the optimization results and the measured responses were well within 5% variation. The least error between predicted and actual values suggests the effectiveness of both the regression model and TLBO algorithm.
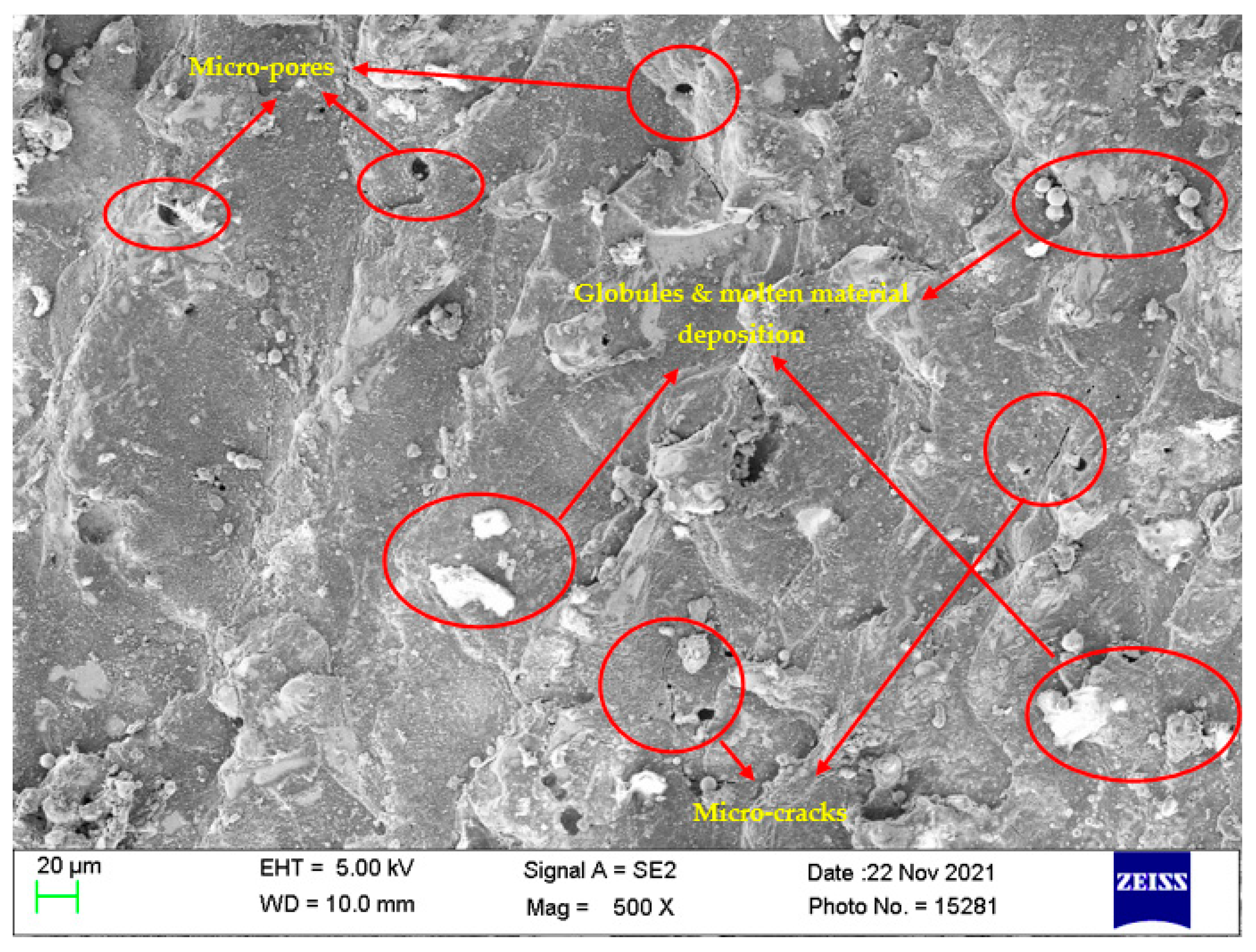
- A considerable reduction in surface defects (melted material deposition, micro-cracks, globules of debris, and micro-pores) owing to the addition of Al2O3 nanopowder (from 0 g/L to 2 g/L) was observed in the surface morphology analysis.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jani, J.M.; Leary, M.; Subic, A.; Gibson, M.A. A review of shape memory alloy research, applications and opportunities. Mater. Des. 2014, 56, 1078–1113. [Google Scholar] [CrossRef]
- Chaudhari, R.; Vora, J.J.; Patel, V.; López de Lacalle, L.; Parikh, D. Surface analysis of wire-electrical-discharge-machining-processed shape-memory alloys. Materials 2020, 13, 530. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Khanna, S.; Marathey, P.; Patel, R.; Paneliya, S.; Chaudhari, R.; Vora, J.; Ray, A.; Banerjee, R.; Mukhopadhyay, I. Unravelling camphor mediated synthesis of TiO2 nanorods over shape memory alloy for efficient energy harvesting. Appl. Surf. Sci. 2021, 541, 148489. [Google Scholar] [CrossRef]
- Khanna, S.; Marathey, P.; Paneliya, S.; Vinchhi, P.; Chaudhari, R.; Vora, J. Fabrication of graphene/Titania nanograss composite on shape memory alloy as photoanodes for photoelectrochemical studies: Role of the graphene. Int. J. Hydrogen Energy, 2022; in press. [Google Scholar]
- Vora, J.; Jain, A.; Sheth, M.; Gajjar, K.; Abhishek, K.; Chaudhari, R. A Review on Machining Aspects of Shape Memory Alloys. In Recent Advances in Mechanical Infrastructure; Springer: Berlin/Heidelberg, Germany, 2022; pp. 449–458. [Google Scholar]
- Rathi, P.; Ghiya, R.; Shah, H.; Srivastava, P.; Patel, S.; Chaudhari, R.; Vora, J. Multi-response Optimization of Ni55. 8Ti Shape Memory Alloy Using Taguchi–Grey Relational Analysis Approach. In Recent Advances in Mechanical Infrastructure; Springer: Berlin/Heidelberg, Germany, 2020; pp. 13–23. [Google Scholar]
- Kaya, E.; Kaya, İ. A review on machining of NiTi shape memory alloys: The process and post process perspective. Int. J. Adv. Manuf. Technol. 2019, 100, 2045–2087. [Google Scholar] [CrossRef]
- Manjaiah, M.; Narendranath, S.; Basavarajappa, S. Review on non-conventional machining of shape memory alloys. Trans. Nonferrous Met. Soc. China 2014, 24, 12–21. [Google Scholar] [CrossRef]
- Chaudhari, R.; Vora, J.J.; Parikh, D. A review on applications of nitinol shape memory alloy. In Recent Advances in Mechanical Infrastructure; Springer: Berlin/Heidelberg, Germany, 2021; pp. 123–132. [Google Scholar]
- Khanna, S.; Marathey, P.; Paneliya, S.; Chaudhari, R.; Vora, J. Fabrication of rutile–TiO2 nanowire on shape memory alloy: A potential material for energy storage application. Mater. Today Proc. 2021, 50, 11–16. [Google Scholar] [CrossRef]
- Khanna, S.; Patel, R.; Marathey, P.; Chaudari, R.; Vora, J.; Banerjee, R.; Ray, A.; Mukhopadhyay, I. Growth of titanium dioxide nanorod over shape memory material using chemical vapor deposition for energy conversion application. Mater. Today Proc. 2020, 28, 475–479. [Google Scholar] [CrossRef]
- Hassan, M.; Mehrpouya, M.; Dawood, S. Review of the machining difficulties of nickel-titanium based shape memory alloys. Appl. Mech. Mater. 2014, 564, 533–537. [Google Scholar] [CrossRef]
- Chaudhari, R.; Sheth, M.; Patel, H.; Fuse, K.; Ayesta, I.; Lacalle, L.; Vora, J. Multi-response Optimization of Alumina Powder-Mixed WEDM Process Using Taguchi-TOPSIS Approach of Nitinol SMA. In Recent Advances in Mechanical Infrastructure; Springer: Berlin/Heidelberg, Germany, 2022; pp. 359–367. [Google Scholar]
- Velmurugan, C.; Senthilkumar, V.; Dinesh, S.; Arulkirubakaran, D. Machining of NiTi-shape memory alloys—A review. Mach. Sci. Technol. 2018, 22, 355–401. [Google Scholar] [CrossRef]
- Chaudhari, R.; Vora, J.J.; Patel, V.; Lacalle, L.; Parikh, D. Effect of WEDM process parameters on surface morphology of nitinol shape memory alloy. Materials 2020, 13, 4943. [Google Scholar] [CrossRef]
- Sheth, M.; Gajjar, K.; Jain, A.; Shah, V.; Patel, H.; Chaudhari, R.; Vora, J. Multi-objective optimization of inconel 718 using Combined approach of taguchi—Grey relational analysis. In Advances in Mechanical Engineering; Springer: Berlin/Heidelberg, Germany, 2021; pp. 229–235. [Google Scholar]
- Chaudhari, R.; Vora, J.; Parikh, D.; Wankhede, V.; Khanna, S. Multi-response Optimization of WEDM Parameters Using an Integrated Approach of RSM–GRA Analysis for Pure Titanium. J. Inst. Eng. Ser. D 2020, 101, 117–126. [Google Scholar] [CrossRef]
- Gupta, N.K.; Somani, N.; Prakash, C.; Singh, R.; Walia, A.S.; Singh, S.; Pruncu, C.I. Revealing the WEDM Process Parameters for the Machining of Pure and Heat-Treated Titanium (Ti-6Al-4V) Alloy. Materials 2021, 14, 2292. [Google Scholar] [CrossRef] [PubMed]
- Aggarwal, V.; Pruncu, C.I.; Singh, J.; Sharma, S.; Pimenov, D.Y. Empirical investigations during WEDM of Ni-27Cu-3.15 Al-2Fe-1.5 Mn based superalloy for high temperature corrosion resistance applications. Materials 2020, 13, 3470. [Google Scholar] [CrossRef]
- Mukhopadhyay, A.; Barman, T.K.; Sahoo, P.; Davim, J.P. Modeling and optimization of fractal dimension in wire electrical discharge machining of EN 31 steel using the ANN-GA approach. Materials 2019, 12, 454. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chaudhari, R.; Vora, J.J.; Pramanik, A.; Parikh, D. Optimization of Parameters of Spark Erosion Based Processes. In Spark Erosion Machining; CRC Press: Boca Raton, FL, USA, 2020; pp. 190–216. [Google Scholar]
- Chaudhari, R.; Patel, H.; Sheth, M.; Prajapati, N.; Fuse, K.; Abhishek, K.; Vora, J. Effect of Different Tool Electrodes (Wire) of WEDM Process of Inconel 718. In Recent Advances in Mechanical Infrastructure; Springer: Berlin/Heidelberg, Germany, 2022; pp. 317–327. [Google Scholar]
- Sen, B.; Hussain, S.A.I.; Gupta, A.D.; Gupta, M.K.; Pimenov, D.Y.; Mikołajczyk, T. Application of type-2 fuzzy AHP-ARAS for selecting optimal WEDM parameters. Metals 2021, 11, 42. [Google Scholar] [CrossRef]
- Chaudhari, R.; Vora, J.J.; Prabu, S.; Palani, I.; Patel, V.K.; Parikh, D. Pareto optimization of WEDM process parameters for machining a NiTi shape memory alloy using a combined approach of RSM and heat transfer search algorithm. Adv. Manuf. 2021, 9, 64–80. [Google Scholar] [CrossRef]
- Talla, G.; Gangopadhayay, S.; Biswas, C. State of the art in powder-mixed electric discharge machining: A review. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 231, 2511–2526. [Google Scholar] [CrossRef]
- Vora, J.; Prajapati, N.; Patel, S.; Sheth, S.; Patel, A.; Khanna, S.; Ayesta, I.; Lacalle, L.; Chaudhari, R. Multi-response Optimization and Effect of Alumina Mixed with Dielectric Fluid on WEDM Process of Ti6Al4V. In Recent Advances in Mechanical Infrastructure; Springer: Berlin/Heidelberg, Germany, 2022; pp. 277–287. [Google Scholar]
- Joshi, A.Y.; Joshi, A.Y. A systematic review on powder mixed electrical discharge machining. Heliyon 2019, 5, e02963. [Google Scholar] [CrossRef] [Green Version]
- Abdudeen, A.; Abu Qudeiri, J.E.; Kareem, A.; Ahammed, T.; Ziout, A. Recent advances and perceptive insights into powder-mixed dielectric fluid of EDM. Micromachines 2020, 11, 754. [Google Scholar] [CrossRef]
- Kumar, A.; Maheshwari, S.; Sharma, C.; Beri, N. A study of multiobjective parametric optimization of silicon abrasive mixed electrical discharge machining of tool steel. Mater. Manuf. Processes 2010, 25, 1041–1047. [Google Scholar] [CrossRef]
- Prakash, C.; Kansal, H.; Pabla, B.; Puri, S. Experimental investigations in powder mixed electric discharge machining of Ti–35Nb–7Ta–5Zrβ-titanium alloy. Mater. Manuf. Processes 2017, 32, 274–285. [Google Scholar] [CrossRef]
- Kumar, A.; Mandal, A.; Dixit, A.R.; Das, A.K.; Kumar, S.; Ranjan, R. Comparison in the performance of EDM and NPMEDM using Al 2 O 3 nanopowder as an impurity in DI water dielectric. Int. J. Adv. Manuf. Technol. 2019, 100, 1327–1339. [Google Scholar] [CrossRef]
- Sahu, D.R.; Mandal, A. Critical analysis of surface integrity parameters and dimensional accuracy in powder-mixed EDM. Mater. Manuf. Processes 2020, 35, 430–441. [Google Scholar] [CrossRef]
- Kumar, A.; Mandal, A.; Dixit, A.R.; Das, A.K. Performance evaluation of Al2O3 nano powder mixed dielectric for electric discharge machining of Inconel 825. Mater. Manuf. Processes 2018, 33, 986–995. [Google Scholar] [CrossRef]
- Tan, P.; Yeo, S. Investigation of recast layers generated by a powder-mixed dielectric micro electrical discharge machining process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 1051–1062. [Google Scholar] [CrossRef]
- Alhodaib, A.; Shandilya, P.; Rouniyar, A.K.; Bisaria, H. Experimental Investigation on Silicon Powder Mixed-EDM of Nimonic-90 Superalloy. Metals 2021, 11, 1673. [Google Scholar] [CrossRef]
- Kumar, V.; Kumar, A.; Kumar, S.; Singh, N. Comparative study of powder mixed EDM and conventional EDM using response surface methodology. Mater. Today Proc. 2018, 5, 18089–18094. [Google Scholar] [CrossRef]
- Patel, S.; Thesiya, D.; Rajurkar, A. Aluminium powder mixed rotary electric discharge machining (PMEDM) on Inconel 718. Aust. J. Mech. Eng. 2018, 16, 21–30. [Google Scholar] [CrossRef]
- Bhattacharya, A.; Batish, A.; Singh, G. Optimization of powder mixed electric discharge machining using dummy treated experimental design with analytic hierarchy process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2012, 226, 103–116. [Google Scholar] [CrossRef]
- Chaudhari, R.; Shah, H.; Ayesta, I.; Lacalle, L.; Vora, J. Experimental Investigations and Optimization of WEDM Parameters Using Taguchi Analysis of Pure Titanium. In Recent Advances in Mechanical Infrastructure; Springer: Berlin/Heidelberg, Germany, 2022; pp. 349–358. [Google Scholar]
- Chaudhari, R.; Khanna, S.; Vora, J.; Patel, V.K.; Paneliya, S.; Pimenov, D.Y.; Giasin, K.; Wojciechowski, S. Experimental investigations and optimization of MWCNTs-mixed WEDM process parameters of nitinol shape memory alloy. J. Mater. Res. Technol. 2021, 15, 2152–2169. [Google Scholar] [CrossRef]
- Sharma, P.; Chakradhar, D.; Narendranath, S. Measurement of WEDM performance characteristics of aero-engine alloy using RSM-based TLBO algorithm. Measurement 2021, 179, 109483. [Google Scholar] [CrossRef]
- Sibalija, T.V.; Kumar, S.; Patel, G.M. A soft computing-based study on WEDM optimization in processing Inconel 625. Neural Comput. Appl. 2021, 33, 11985–12006. [Google Scholar] [CrossRef]
- Mohammed, A.A.; Khodair, Z.T.; Khadom, A.A. Preparation and investigation of the structural properties of α-Al2O3 nanoparticles using the sol-gel method. Chem. Data Collect. 2020, 29, 100531. [Google Scholar] [CrossRef]
- Cava, S.; Tebcherani, S.M.; Souza, I.A.; Pianaro, S.A.; Paskocimas, C.A.; Longo, E.; Varela, J.A. Structural characterization of phase transition of Al2O3 nanopowders obtained by polymeric precursor method. Mater. Chem. Phys. 2007, 103, 394–399. [Google Scholar] [CrossRef]
- Wankhede, V.; Jagetiya, D.; Joshi, A.; Chaudhari, R. Experimental investigation of FDM process parameters using Taguchi analysis. Mater. Today Proc. 2020, 27, 2117–2120. [Google Scholar] [CrossRef]
- Chaurasia, A.; Wankhede, V.; Chaudhari, R. Experimental investigation of high-speed turning of INCONEL 718 using PVD-coated carbide tool under wet condition. In Innovations in Infrastructure; Springer: Berlin/Heidelberg, Germany, 2019; pp. 367–374. [Google Scholar]
- Vora, J.; Chaudhari, R.; Patel, C.; Pimenov, D.Y.; Patel, V.K.; Giasin, K.; Sharma, S. Experimental Investigations and Pareto Optimization of Fiber Laser Cutting Process of Ti6Al4V. Metals 2021, 11, 1461. [Google Scholar] [CrossRef]
- Fuse, K.; Chaudhari, R.; Vora, J.; Patel, V.K.; de Lacalle, L.N.L. Multi-Response Optimization of Abrasive Waterjet Machining of Ti6Al4V Using Integrated Approach of Utilized Heat Transfer Search Algorithm and RSM. Materials 2021, 14, 7746. [Google Scholar] [CrossRef]
- Selvakumar, G.; Chandrasekhara, S.C. Experimental Investigation of Wire-EDM Machining of Low Conductive Al-SiC-TiC Metal Matrix Composite. Metals 2020, 10, 1188. [Google Scholar]
- Fuse, K.; Dalsaniya, A.; Modi, D.; Vora, J.; Pimenov, D.Y.; Giasin, K.; Prajapati, P.; Chaudhari, R.; Wojciechowski, S. Integration of Fuzzy AHP and Fuzzy TOPSIS Methods for Wire Electric Discharge Machining of Titanium (Ti6Al4V) Alloy Using RSM. Materials 2021, 14, 7408. [Google Scholar] [CrossRef]
- Dzionk, S.; Siemiątkowski, M.S. Studying the effect of working conditions on WEDM machining performance of super alloy Inconel 617. Machines 2020, 8, 54. [Google Scholar] [CrossRef]
- Lalwani, V.; Sharma, P.; Pruncu, C.I.; Unune, D.R. Response surface methodology and artificial neural network-based models for predicting performance of wire electrical discharge machining of inconel 718 alloy. J. Manuf. Mater. Processing 2020, 4, 44. [Google Scholar] [CrossRef]
- Chaudhari, R.; Vora, J.J.; Mani Prabu, S.; Palani, I.; Patel, V.K.; Parikh, D.; de Lacalle, L.N.L. Multi-response optimization of WEDM process parameters for machining of superelastic nitinol shape-memory alloy using a heat-transfer search algorithm. Materials 2019, 12, 1277. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Vora, J.; Patel, V.K.; Srinivasan, S.; Chaudhari, R.; Pimenov, D.Y.; Giasin, K.; Sharma, S. Optimization of Activated Tungsten Inert Gas Welding Process Parameters Using Heat Transfer Search Algorithm: With Experimental Validation Using Case Studies. Metals 2021, 11, 981. [Google Scholar] [CrossRef]
- Batish, A.; Bhattacharya, A.; Singla, V.; Singh, G. Study of material transfer mechanism in die steels using powder mixed electric discharge machining. Mater. Manuf. Processes 2012, 27, 449–456. [Google Scholar] [CrossRef]
- Ramesh, S.; Jenarthanan, M. Investigating the performance of powder mixed electric discharge machining of Nimonic 75 by using different tool materials. World J. Eng. 2018, 15, 205–215. [Google Scholar]
- Shard, A.; Shikha, D.; Gupta, V.; Garg, M. Effect of B 4 C abrasive mixed into dielectric fluid on electrical discharge machining. J. Braz. Soc. Mech. Sci. Eng. 2018, 40, 1–11. [Google Scholar] [CrossRef]
- Sahu, S.K.; Datta, S. Experimental studies on graphite powder-mixed electro-discharge machining of Inconel 718 super alloys: Comparison with conventional electro-discharge machining. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2019, 233, 384–402. [Google Scholar] [CrossRef]
- Lenin, N.; Sivakumar, M.; Selvakumar, G.; Rajamani, D.; Sivalingam, V.; Gupta, M.K.; Mikolajczyk, T.; Pimenov, D.Y. Optimization of Process Control Parameters for WEDM of Al-LM25/Fly Ash/B4C Hybrid Composites Using Evolutionary Algorithms: A Comparative Study. Metals 2021, 11, 1105. [Google Scholar] [CrossRef]
- Vakharia, V.; Vora, J.; Khanna, S.; Chaudhari, R.; Shah, M.; Pimenov, D.Y.; Giasin, K.; Prajapati, P.; Wojciechowski, S. Experimental investigations and prediction of WEDMed surface of Nitinol SMA using SinGAN and DenseNet deep learning model. J. Mater. Res. Technol. 2022; in press. [Google Scholar] [CrossRef]
- Abed, F.N.; Shather, S.K. Influence of Additive Alumina Nanopowder on Surface Roughness during WEDM Process. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Baghdad, Iraq, 15–16 December 2020; p. 012139. [Google Scholar]
- Goyal, K.K.; Sharma, N.; Dev Gupta, R.; Singh, G.; Rani, D.; Banga, H.K.; Kumar, R.; Pimenov, D.Y.; Giasin, K. A Soft Computing-Based Analysis of Cutting Rate and Recast Layer Thickness for AZ31 Alloy on WEDM Using RSM-MOPSO. Materials 2022, 15, 635. [Google Scholar] [CrossRef]
- Govindan, P.; Joshi, S.S. Analysis of micro-cracks on machined surfaces in dry electrical discharge machining. J. Manuf. Processes 2012, 14, 277–288. [Google Scholar] [CrossRef]
- Rouniyar, A.K.; Shandilya, P. Experimental investigation on recast layer and surface roughness on Aluminum 6061 alloy during magnetic field assisted powder mixed electrical discharge machining. J. Mater. Eng. Perform. 2020, 29, 7981–7992. [Google Scholar] [CrossRef]
- Wu, K.L.; Yan, B.H.; Huang, F.Y.; Chen, S.C. Improvement of surface finish on SKD steel using electro-discharge machining with aluminum and surfactant added dielectric. Int. J. Mach. Tools Manuf. 2005, 45, 1195–1201. [Google Scholar] [CrossRef]
- Chaudhari, R.; Vora, J.; Lacalle, L.; Khanna, S.; Patel, V.K.; Ayesta, I. Parametric Optimization and Effect of Nano-Graphene Mixed Dielectric Fluid on Performance of Wire Electrical Discharge Machining Process of Ni55. 8Ti Shape Memory Alloy. Materials 2021, 14, 2533. [Google Scholar] [CrossRef]
- Khan, A.A.; Ndaliman, M.B.; Zain, Z.M.; Jamaludin, M.F.; Patthi, U. Surface modification using electric discharge machining (EDM) with powder addition. Appl. Mech. Mater. 2012, 110–116, 725–733. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Working Condition | Description |
|---|---|
| Pulse-on time (µs) | 30, 60, 90 |
| Pulse-off time (µs) | 5, 10, 15 |
| Al2O3 concentration (g/L) | 0, 1, 2 |
| Discharge current (A) | 3 |
| Graphene nanopowder-size (nm) | 100 |
| Powder | Al2O3 |
| Wire | Molybdenum |
| Run | Ton (µs) | Toff (µs) | Al2O3 Conc. (g/L) | MRR (g/min) | SR (µm) | RLT (µm) |
|---|---|---|---|---|---|---|
| 1 | 30 | 5 | 0 | 0.084073 | 4.056 | 14.160 |
| 2 | 30 | 15 | 1 | 0.114645 | 3.744 | 13.120 |
| 3 | 30 | 25 | 2 | 0.127266 | 3.464 | 11.728 |
| 4 | 60 | 5 | 1 | 0.155865 | 4.608 | 16.240 |
| 5 | 60 | 15 | 2 | 0.171259 | 4.336 | 14.576 |
| 6 | 60 | 25 | 0 | 0.070416 | 4.296 | 15.000 |
| 7 | 90 | 5 | 2 | 0.201043 | 5.224 | 18.328 |
| 8 | 90 | 15 | 0 | 0.087797 | 5.136 | 17.904 |
| 9 | 90 | 25 | 1 | 0.117559 | 5.040 | 17.584 |
| Source | DF | SS | MS | F | p | % Contr. |
|---|---|---|---|---|---|---|
| Regression | 3 | 0.014745 | 0.004915 | 73.71 | 0.000 | |
| Ton | 1 | 0.001078 | 0.001078 | 16.16 | 0.010 | 7.14 |
| Toff | 1 | 0.002635 | 0.002635 | 39.52 | 0.001 | 17.47 |
| Al2O3 Conc. | 1 | 0.011032 | 0.011032 | 165.44 | 0.000 | 73.16 |
| Error | 5 | 0.000333 | 0.000067 | 2.23 | ||
| Total | 8 | 0.015079 |
| Source | DF | SS | MS | F | p | % Contr. |
|---|---|---|---|---|---|---|
| Regression | 3 | 3.08426 | 1.02809 | 275.01 | 0.000 | |
| Ton | 1 | 2.85108 | 2.85108 | 762.67 | 0.000 | 91.88 |
| Toff | 1 | 0.19729 | 0.19729 | 52.78 | 0.001 | 6.36 |
| Al2O3 Conc. | 1 | 0.03588 | 0.03588 | 9.60 | 0.027 | 1.17 |
| Error | 5 | 0.01869 | 0.00374 | 0.58 | ||
| Total | 8 | 3.10295 |
| Source | DF | SS | MS | F | p | % Contr. |
|---|---|---|---|---|---|---|
| Regression | 3 | 40.7821 | 13.590 | 114.25 | 0.000 | |
| Ton | 1 | 36.5461 | 36.5461 | 307.14 | 0.000 | 88.3 |
| Toff | 1 | 3.2502 | 3.2502 | 27.31 | 0.003 | 7.85 |
| Al2O3 Conc. | 1 | 0.9858 | 0.9858 | 8.28 | 0.035 | 3.38 |
| Error | 5 | 0.5949 | 0.1190 | 0.47 | ||
| Total | 8 | 41.3770 |
| Objective Function | Ton (µs) | Toff (µs) | Powder Conc. (g/L) | MRR (g/min) | SR (µm) | RLT (µm) |
|---|---|---|---|---|---|---|
| Maximum MRR | 90 | 5 | 2 | 0.3228 | 5.94 | 20.59 |
| Minimum SR | 30 | 25 | 2 | 0.1988 | 3.13 | 10.24 |
| Minimum RLT | 30 | 25 | 2 | 0.1988 | 3.13 | 10.24 |
| Sr. No. | Pulse on Time (µs) | Pulse off Time (µs) | Powder Conc. (g/L) | MRR (g/min) | SR (µm) | RLT (µm) |
|---|---|---|---|---|---|---|
| 1 | 90 | 5 | 2 | 0.3228 | 5.94 | 20.59 |
| 2 | 30 | 25 | 2 | 0.1988 | 3.13 | 10.24 |
| 3 | 82 | 5 | 2 | 0.3175 | 5.66 | 19.60 |
| 4 | 85 | 5 | 2 | 0.3195 | 5.76 | 19.97 |
| 5 | 32 | 6 | 2 | 0.2798 | 3.90 | 13.29 |
| 6 | 34 | 5 | 2 | 0.2853 | 4.01 | 13.68 |
| 7 | 78 | 5 | 2 | 0.3148 | 5.52 | 19.11 |
| 8 | 89 | 5 | 2 | 0.3221 | 5.90 | 20.47 |
| 9 | 45 | 5 | 2 | 0.2927 | 4.39 | 15.04 |
| 10 | 30 | 17 | 2 | 0.2323 | 3.43 | 11.42 |
| 11 | 30 | 23 | 2 | 0.2072 | 3.21 | 10.54 |
| 12 | 30 | 24 | 2 | 0.2030 | 3.17 | 10.39 |
| 13 | 30 | 13 | 2 | 0.2491 | 3.57 | 12.01 |
| 14 | 30 | 8 | 2 | 0.2700 | 3.76 | 12.75 |
| 15 | 31 | 19 | 2 | 0.2246 | 3.39 | 11.25 |
| 16 | 30 | 7 | 2 | 0.2742 | 3.79 | 12.89 |
| 17 | 30 | 6 | 2 | 0.2784 | 3.83 | 13.04 |
| 18 | 72 | 5 | 2 | 0.3108 | 5.32 | 18.37 |
| 19 | 65 | 5 | 2 | 0.3061 | 5.07 | 17.51 |
| 20 | 70 | 5 | 2 | 0.3094 | 5.25 | 18.12 |
| 21 | 51 | 5 | 2 | 0.2967 | 4.59 | 15.78 |
| 22 | 76 | 5 | 2 | 0.3134 | 5.45 | 18.86 |
| 23 | 74 | 5 | 2 | 0.3121 | 5.38 | 18.62 |
| 24 | 48 | 5 | 2 | 0.2947 | 4.49 | 15.41 |
| 25 | 36 | 5 | 2 | 0.2866 | 4.07 | 13.93 |
| 26 | 42 | 5 | 2 | 0.2907 | 4.28 | 14.67 |
| 27 | 38 | 5 | 2 | 0.2880 | 4.14 | 14.17 |
| 28 | 42 | 5 | 2 | 0.2907 | 4.28 | 14.67 |
| 29 | 30 | 10 | 2 | 0.2617 | 3.68 | 12.45 |
| 30 | 54 | 5 | 2 | 0.2987 | 4.70 | 16.15 |
| 31 | 57 | 5 | 2 | 0.3007 | 4.80 | 16.52 |
| 32 | 67 | 5 | 2 | 0.3074 | 5.14 | 17.75 |
| 33 | 68 | 5 | 2 | 0.3081 | 5.18 | 17.88 |
| 34 | 30 | 20 | 2 | 0.2198 | 3.32 | 10.98 |
| 35 | 38 | 5 | 2 | 0.2880 | 4.14 | 14.17 |
| 36 | 30 | 20 | 2 | 0.2198 | 3.32 | 10.98 |
| 37 | 31 | 12 | 2 | 0.2539 | 3.65 | 12.28 |
| 38 | 30 | 21 | 2 | 0.2156 | 3.28 | 10.83 |
| 39 | 30 | 9 | 2 | 0.2659 | 3.72 | 12.60 |
| 40 | 30 | 14 | 2 | 0.2449 | 3.54 | 11.86 |
| 41 | 31 | 11 | 2 | 0.2581 | 3.68 | 12.43 |
| 42 | 30 | 21 | 2 | 0.2156 | 3.28 | 10.83 |
| 43 | 30 | 22 | 2 | 0.2114 | 3.24 | 10.68 |
| 44 | 30 | 22 | 2 | 0.2114 | 3.24 | 10.68 |
| 45 | 30 | 14 | 2 | 0.2449 | 3.54 | 11.86 |
| 46 | 30 | 9 | 2 | 0.2659 | 3.72 | 12.60 |
| 47 | 31 | 16 | 2 | 0.2372 | 3.50 | 11.69 |
| 48 | 59 | 5 | 2 | 0.3020 | 4.87 | 16.77 |
| Sr. No. | Ton (µs) | Toff (µs) | Powder (g/L) | Prediction from TLBO | Actual Experimental Values | % Error | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| MRR | SR | RLT | MRR | SR | RLT | MRR | SR | RLT | ||||
| 1 | 90 | 5 | 2 | 0.3228 | 5.94 | 20.59 | 0.3381 | 5.73 | 20.88 | 4.52 | 3.66 | 1.38 |
| 2 | 30 | 25 | 2 | 0.1988 | 3.13 | 10.24 | 0.2073 | 3.11 | 10.11 | 4.10 | 0.64 | 1.28 |
| 30 | 54 | 5 | 2 | 0.2987 | 4.70 | 16.15 | 0.2892 | 4.92 | 16.67 | 3.28 | 4.47 | 3.11 |
| 37 | 31 | 12 | 2 | 0.2539 | 3.65 | 12.28 | 0.2499 | 3.78 | 11.98 | 1.60 | 3.43 | 2.5 |
| 47 | 31 | 16 | 2 | 0.2372 | 3.50 | 11.69 | 0.2432 | 3.41 | 12.01 | 2.46 | 2.63 | 2.66 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chaudhari, R.; Prajapati, P.; Khanna, S.; Vora, J.; Patel, V.K.; Pimenov, D.Y.; Giasin, K. Multi-Response Optimization of Al2O3 Nanopowder-Mixed Wire Electrical Discharge Machining Process Parameters of Nitinol Shape Memory Alloy. Materials 2022, 15, 2018. https://doi.org/10.3390/ma15062018
Chaudhari R, Prajapati P, Khanna S, Vora J, Patel VK, Pimenov DY, Giasin K. Multi-Response Optimization of Al2O3 Nanopowder-Mixed Wire Electrical Discharge Machining Process Parameters of Nitinol Shape Memory Alloy. Materials. 2022; 15(6):2018. https://doi.org/10.3390/ma15062018
Chicago/Turabian StyleChaudhari, Rakesh, Parth Prajapati, Sakshum Khanna, Jay Vora, Vivek K. Patel, Danil Yurievich Pimenov, and Khaled Giasin. 2022. "Multi-Response Optimization of Al2O3 Nanopowder-Mixed Wire Electrical Discharge Machining Process Parameters of Nitinol Shape Memory Alloy" Materials 15, no. 6: 2018. https://doi.org/10.3390/ma15062018
APA StyleChaudhari, R., Prajapati, P., Khanna, S., Vora, J., Patel, V. K., Pimenov, D. Y., & Giasin, K. (2022). Multi-Response Optimization of Al2O3 Nanopowder-Mixed Wire Electrical Discharge Machining Process Parameters of Nitinol Shape Memory Alloy. Materials, 15(6), 2018. https://doi.org/10.3390/ma15062018