
Towards Selection Charts for Epoxy Resin, Unsaturated Polyester Resin and Their Fibre-Fabric Composites with Flame Retardants





Abstract
1. Introduction
2. Combustion, Flammability and Flame Retardancy of Polymeric Materials
2.1. Combustion Mechanism
2.2. Flammability Behaviour of Polymers and Testing Techniques
2.3. Flame Retardant Mechanisms
3. Literature on Thermosetting Polymers and Their Composites Filled with FRs
3.1. Epoxy Resins Containing Flame Retardants
- Adding various types of FR to epoxy resin reduced both THR and PHRR/TTI ratio. As we move towards the origin of the graph, the higher flame retardancy performance for FR/epoxy resin system is obtained. Incorporating 13 wt.% synthesized nitrogen-Phosphorus-based FR DOPMP to epoxy resin shows the best fire safe system. DOPMP can act in both gaseous and condensed phases to suppress fire. In the gaseous phase during combustion DOPMP releases P· and PO· that can interact with H· and OH· free radicals. In addition, nitrogen-containing non-flammable gases are evolved and these gases dilute the concentration of flammable gases. In the condensed phase, DOPMP is decomposed into polyphosphoric acid that interacts with epoxy resin and forms a compact char [67].
- The variation in flame retardancy levels for neat epoxy resin is noticed in Figure 3a due to the different sources of the collected data. This variation can be explained in terms of different molecular weight and viscosity for different grades of virgin epoxy resin.
- DOPMP is considered, on average, the best FR system, as it is the nearest point to the origin.
3.2. Unsaturated Polyester Containing Flame Retardants
3.3. Fabric Composites Filled with FR Additives
4. Conclusions and Future Perspectives
- Phosphorus-based FRs proved their capability to enhance the flame retardancy of both epoxy and unsaturated polyester even at low loading below 10 wt.%. APP is the most effective phosphorus-based FR used. However, in order to achieve high FRI, APP should be loaded within the range 15–40 wt.% and this comes on the expense of mechanical properties. Therefore, synergizing APP with other additives or decorating APP with other FR compounds can reduce the required content of APP.
- Synergizing 20 wt.% APP with 3 wt.% of nano-clay achieved an FRI value of 20, which is the same value of loading 40 wt.% APP to epoxy resin. In addition, hybridizing 14.9% nano APP/MMT compound with 0.1 wt.% boron silicate graphene oxide achieved an FRI value of 16 for unsaturated polyester resin. Generally, the combination of different FRs is a good strategy to enhance flame retardant properties.
- Carbon-based fillers succeeded in acting as an FR at low loading percentage varied from 0.5 to 2 wt.%. However, they can just achieve FRI values between 1 and 2.5. The maximum attained FRI value of 3.7 was for the addition of 0.7 wt.% graphene oxide to epoxy. In addition to the flame retardant effect of carbon-based fillers, they can act as reinforcements. The addition of GO and carbon nanotubes to epoxy resin enhanced both FRI and tensile strength for epoxy resin.
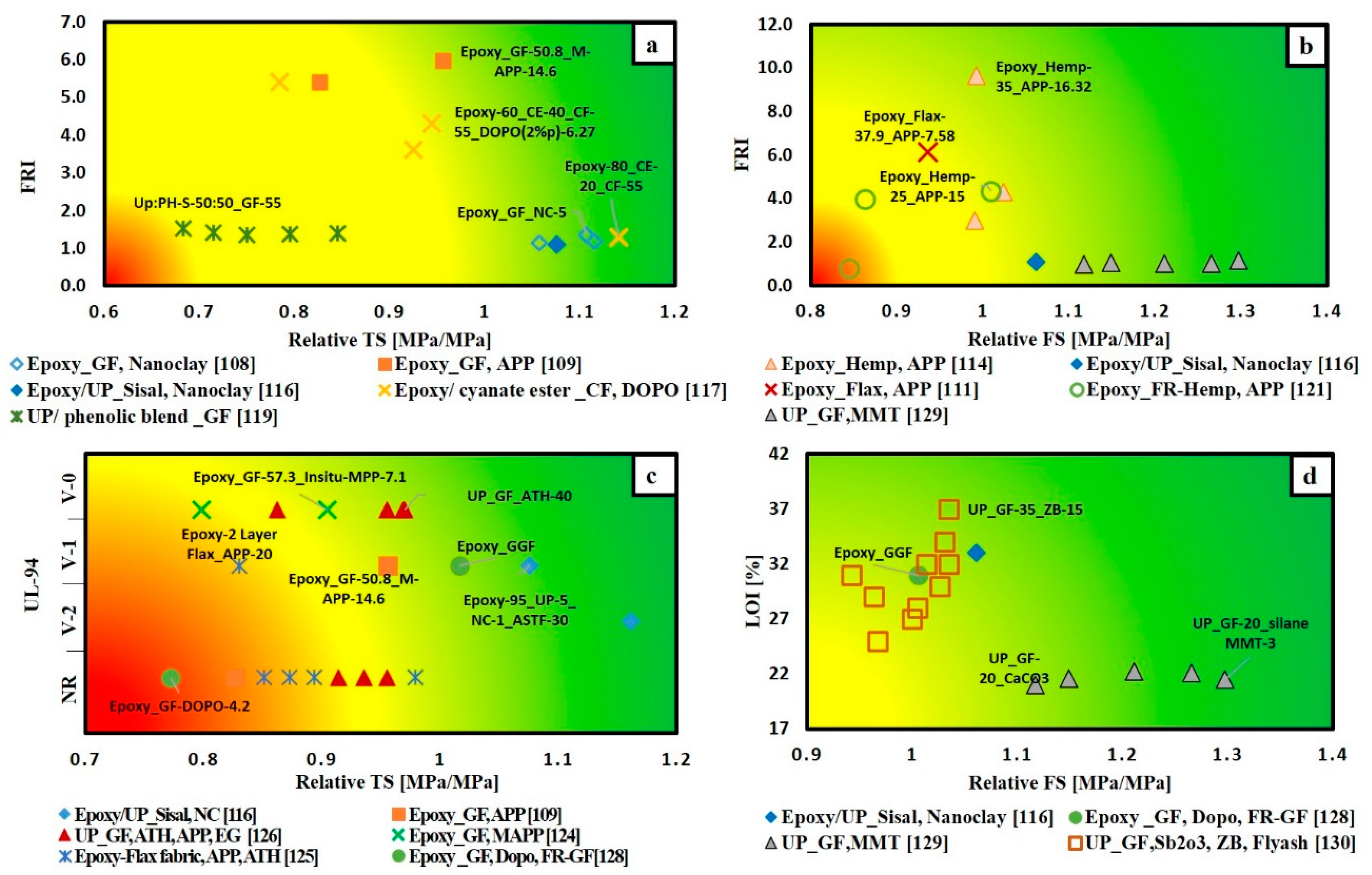
- It can be concluded from the constructed selection charts that the mechanical properties are significantly affected by the type of FR used and its loading content. Generally, the addition of FRs reduced the mechanical properties. However, some systems enhanced both the flame retardancy performance and mechanical properties. With respect to the unsaturated polyester resin, hybridizing 20 wt.% APP with 5 wt.% nano-clay reached an FRI value of 5 and increased flexural strength by 40%. In addition, hybridizing 17 wt.% APP with 1 wt.% MMT and 2 wt.% zinc borates achieved V-0 in UL-94, an FRI value of 5 and increased tensile strength by 70%. On the other hand, increasing the APP content to 30 wt.% reduced both TS and FS by 50%. Regarding epoxy resin, the systems that enhanced both mechanical and flame retardant properties correspond to 0.7 wt.% GO (FRI value of 3.7 and relative TS value of 1.35), 8 wt.% nitrogen/sulphur-containing DOPO (FRI value of 2.5 and relative TS value of 1.2) and 7.35 wt.% biobased hyperbranched polymer-DOPO (FRI value of 1.2 and relative TS value 1.6)
- Reinforcing both epoxy and unsaturated polyester resins with carbon and glass fibre-fabric reduced the flammability behaviour of pristine resin. However, the addition of FRs to composite materials is not as effective as incorporating them with pure polymer. The presence of inert fabrics hinders the activity of FRs of forming a well-developed charring layer. The blending of different resins and coating of fabrics with FRs, instead of mixing them with the matrix, is a solution to enhance the flame retardant properties of the composites. The blending of epoxy resin with cyanate ester enhanced the flame retardancy performance of carbon fibre-fabric composites. Furthermore, the blending of unsaturated polyester with phenolic resin enhanced the flame retardancy performance of glass fibre-fabric composites.
- From the reviewed literature, it can be noted that there has not been enough research performed on studying the effect of FRs on flame retardant properties, as well as mechanical properties of epoxy resin, unsaturated polyester resin and their composites. Moreover, only very few articles have studied the effect of FRs on other properties, such as thermal conductivity, optical, sound absorption and rheological properties such as viscosity and curing behaviour. Studying the effect of FRs on different properties other than flame retardancy is necessary in order to meet the end needs of the final product. In addition, properties such as viscosity and the curing behaviour of polymers can guide the manufacturer to select the appropriate processing technique.
- It is recommended that future research focuses on the following points:
- Studying the effect of FRs on other properties, besides flame retardancy, such as mechanical, physical, optical and thermal conductivity.
- The idea of material selection chart should be extended to correlate properties (such as physical, optical and sound absorption), other than mechanical with flame retardant properties for different types of polymers and polymer composites. These charts will provide a quick selection tool for the production sector to select the needed FR/polymer materials that can meet the end needs of the final product.
- From the environmental perspective, research should concentrate on using biobased FRs to overcome the negative impacts of FRs on human health and the environment. Moreover, use of the life cycle assessment (LCA) tool should be considered to study the impact of flame retardant polymeric products on the environment.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Glodek, T.E.; Boyd, S.E.; Mcaninch, I.M.; Lascala, J.J. Properties and Performance of Fire Resistant Eco-Composites Using Polyhedral Oligomeric Silsesquioxane (POSS) Fire Retardants. Compos. Sci. Technol. 2008, 68, 2994–3001. [Google Scholar] [CrossRef]
- Shan, G.; Jin, W.; Chen, H.; Zhao, M.; Surampalli, R.; Ramakrishnan, A.; Zhang, T.; Tyagi, R.D. Flame-Retardant Polymer Nanocomposites and Their Heat-Release Rates. J. Hazard. Toxic Radioact. Waste 2015, 19, 04015006. [Google Scholar] [CrossRef]
- Morgan, A.B. The Future of Flame Retardant Polymers—Unmet Needs and Likely New Approaches. Polym. Rev. 2019, 59, 25–54. [Google Scholar] [CrossRef]
- Morgan, A.B.; Gilman, J.W. An Overview of Flame Retardancy of Polymeric Materials: Application, Technology, and Future Directions. Fire Mater. 2013, 37, 259–279. [Google Scholar] [CrossRef]
- Velencoso, M.M.; Battig, A.; Markwart, J.C.; Schartel, B.; Wurm, F.R. Molecular Firefighting—How Modern Phosphorus Chemistry Can Help Solve the Challenge of Flame Retardancy. Angew. Chem. Int. Ed. 2018, 57, 10450–10467. [Google Scholar] [CrossRef] [PubMed]
- Grand, A.F.; Wilkie, C.A. Fire Retardancy of Polymeric Materials; CRC Press: Boca Raton, FL, USA, 2000; ISBN 0-8247-8879-6. [Google Scholar]
- Ebewele, R.O. Polymer Science and Technology, 1st ed.; CRC Press: Boca Raton, FL, USA, 2000; ISBN 0-0849-8939-9. [Google Scholar]
- Rivero, P.J.; Urrutia, A.; Goicoechea, J.; Arregui, F.J. Nanomaterials for Functional Functional Textiles and Fibers. Nanoscale Res. Lett. 2015, 10, 1–22. [Google Scholar] [CrossRef] [PubMed]
- Uddin, F. Flame-Retardant Fibrous Materials in an Aircraft. J. Ind. Text. 2016, 45, 1128–1169. [Google Scholar] [CrossRef]
- Masuelli, M.A. Fiber Reinforced Polymers—The Technology Applied for Concrete Repair; InTech: Rijeka, Croatia, 2013; ISBN 978-953-51-0938-9. [Google Scholar]
- Smits, J. Fiber-Reinforced Polymer Bridge Design in the Netherlands: Architectural Challenges toward Innovative, Sustainable, and Durable Bridges. Engineering 2016, 2, 518–527. [Google Scholar] [CrossRef]
- Karbhari, V.M. Rehabilitation of Mettalic Civil Infrastructure Using Fiber-Reinforced Polymer (FRP) Composites; Woodhead Publishing: Cambridge, UK, 2014; ISBN 978-0-85709-665-4. [Google Scholar]
- Charles, A.; Wilkie, A.B.M. Fire Retardancy of Polymeric Materials, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2000; ISBN 978-1-4200-8399-6. [Google Scholar]
- Guo, W.; Zhao, Y.; Wang, X.; Cai, W.; Wang, J.; Song, L.; Hu, Y. Multifunctional Epoxy Composites with Highly Flame Retardant and Effective Electromagnetic Interference Shielding Performances. Compos. Part B Eng. 2020, 192, 107990. [Google Scholar] [CrossRef]
- Robinson, P.; Greenhalgh, E.; Pinho, S. Failure Mechanisms in Polymer Matrix Composites Criteria, Testing and Industrial Applications; Woodhead Publishing Limited: Cambridge, UK, 2012; ISBN 978-0-85709-532-9. [Google Scholar]
- Liu, Q.; Wang, D.; Li, Z.; Li, Z.; Peng, X.; Liu, C. Recent Developments in the Flame-Retardant System of Epoxy Resin. Materials 2020, 13, 2145. [Google Scholar] [CrossRef]
- Chan, K.; Quang, D.; Demir, B.; Yang, D.; Mayes, E.L.H.; Mouritz, A.P.; Ang, A.S.M.; Fox, B.; Lin, H.; Jia, B.; et al. Graphene Oxide Thin Film Structural Dielectric Capacitors for Aviation Static Electricity Harvesting and Storage. Compos. Part B 2020, 201, 108375. [Google Scholar] [CrossRef]
- Holder, K.M.; Smith, R.J.; Grunlan, J.C. A Review of Flame Retardant Nanocoatings Prepared Using Layer-by-Layer Assembly of Polyelectrolytes. J. Mater. Sci. 2017, 52, 12923–12959. [Google Scholar] [CrossRef]
- Lazar, S.T.; Kolibaba, T.J.; Grunlan, J.C. Flame-Retardant Surface Treatments. Nat. Rev. Mater. 2020, 5, 259–275. [Google Scholar] [CrossRef]
- Zhang, H. Fire-Safe Polymers and Polymer Composites; Report No. DOT/FAA/AR-04/11; US Department of Transport: Washington, DC, USA, 2004.
- Wang, D.-Y. Novel Fire Retardant Polymers and Composite Materials; Woodhead Publishing: Duxford, UK, 2017; ISBN 978-0-08-100163-9. [Google Scholar]
- Davis, R.; Zammarano, M.; Marsh, N.; Donnelly, P.; Mcqueen, S.; Raghunathan, A. Workshop Report: Research Roadmap for Reducing the Fire Hazard of Materials in the Future; NIST: Gaithersburg, MD, USA, 2018. [Google Scholar] [CrossRef]
- Ahmed, L.; Zhang, B.; Hatanaka, L.C.; Mannan, M.S. Application of Polymer Nanocomposites in the Flame Retardancy Study. J. Loss Prev. Process Ind. 2018, 55, 381–391. [Google Scholar] [CrossRef]
- Troitzsch, J. Plastics Flammability Handbook, 3rd ed.; Hanser Publishers: Munich, Germany, 2004; ISBN 978-3-446-21308-1. [Google Scholar]
- Saba, N.; Jawaid, M.; Paridah, M.T.; Al-othman, O.Y. A Review on Flammability of Epoxy Polymer, Cellulosic and Non-Cellulosic Fiber Reinforced Epoxy Composites. Polym. Adv. Technol. 2016, 27, 577–590. [Google Scholar] [CrossRef]
- Kim, N.K.; Dutta, S.; Bhattacharyya, D. A Review of Flammability of Natural Fibre Reinforced Polymeric Composites. Compos. Sci. Technol. 2018, 162, 64–78. [Google Scholar] [CrossRef]
- Chen, Z.; Yu, Y.; Zhang, Q.; Chen, Z.; Chen, T.; Jiang, J. Preparation of Phosphorylated Chitosan-Coated Carbon Microspheres as Flame Retardant and Its Application in Unsaturated Polyester Resin. Polym. Adv. Technol. 2019, 30, 1933–1942. [Google Scholar] [CrossRef]
- Özmen, F.K.; Üreyen, M.E.; Koparal, A.S. Cleaner Production of Flame-Retardant-Glass Reinforced Epoxy Resin Composite for Aviation and Reducing Smoke Toxicity. J. Clean. Prod. 2020, 276, 124065. [Google Scholar] [CrossRef]
- Pereira, C.M.C. Flame Retardancy of Thermoset Polymers Based on Nanoparticles and Carbon Nanotubes. Solid State Phenom. 2009, 151, 79–87. [Google Scholar] [CrossRef]
- Bar, M.; Alagirusamy, R.; Das, A. Flame Retardant Polymer Composites. Fibers Polym. 2015, 16, 705–717. [Google Scholar] [CrossRef]
- Ur, A.; Shah, R.; Prabhakar, M.N.; Song, J. Current Advances in the Fire Retardancy of Natural Fiber and Bio-Based Composites—A Review. Int. J. Precis. Eng. Manuf. Technol. 2017, 4, 247–262. [Google Scholar] [CrossRef]
- Rakotomalala, M.; Wagner, S.; Dö, M. Recent Developments in Halogen Free Flame Retardants for Epoxy Resins for Electrical and Electronic Applications. Materials 2010, 3, 4300–4327. [Google Scholar] [CrossRef] [PubMed]
- Laoutid, F.; Bonnaud, L.; Alexandre, M.; Lopez-cuesta, J.; Dubois, P. New Prospects in Flame Retardant Polymer Materials: From Fundamentals to Nanocomposites. Mater. Sci. Eng. R 2009, 63, 100–125. [Google Scholar] [CrossRef]
- Wang, X.; Naderi, E.; Wan, J.; Wang, D. Carbon-Family Materials for Flame Retardant Polymeric Materials. Prog. Polym. Sci. 2017, 69, 22–46. [Google Scholar] [CrossRef]
- Nikolaeva, M.; Kärki, T. A Review of Fire Retardant Processes and Chemistry, with Discussion of the Case of Wood-Plastic Composites. Balitic For 2011, 17, 314–326. [Google Scholar]
- Salmeia, K.A.; Gaan, S.; Malucelli, G. Recent Advances for Flame Retardancy of Textiles Based on Phosphorus Chemistry. Polymers 2016, 8, 319. [Google Scholar] [CrossRef]
- Sag, J.; Goedderz, D.; Kukla, P.; Greiner, L.; Schönberger, F.; Döring, M. Phosphorus-Containing Flame Retardants from Biobased Chemicals and Their Application in Polyesters and Epoxy Resins. Molecules 2019, 24, 3746. [Google Scholar] [CrossRef]
- Wang, X.; Guo, W.; Cai, W.; Wang, J.; Song, L.; Hu, Y. Recent Advances in Construction of Hybrid Nano-Structures for Flame Retardant Polymers Application. Appl. Mater. Today 2020, 20, 100762. [Google Scholar] [CrossRef]
- Vahabi, H.; Kandola, B.K.; Saeb, M.R. Flame Retardancy Index for Thermoplastic Composites. Polymers 2019, 11, 407. [Google Scholar] [CrossRef] [PubMed]
- Movahedifar, E.; Vahabi, H.; Saeb, M.R.; Thomas, S. Flame Retardant Epoxy Composites on the Road of Innovation: An Analysis with Flame Retardancy. Molecules 2019, 24, 3964. [Google Scholar] [CrossRef]
- Seidi, F.; Movahedifar, E.; Naderi, G.; Akbari, V.; Ducos, F. Flame Retardant Polypropylenes: A Review. Polymers 2020, 12, 1701. [Google Scholar] [CrossRef]
- Elsabbagh, A.; Attia, T.; Ramzy, A.; Steuernagel, L.; Ziegmann, G. Towards Selection Chart of Flame Retardants for Natural Fibre Reinforced Polypropylene Composites. Compos. Part B 2018, 141, 1–8. [Google Scholar] [CrossRef]
- Chai, M. Flammability Performance of Bio-Derived Composite Materials for Aircraft Interiors. Ph.D. Thesis, The University of Auckland, Auckland, New Zealand, 2014. [Google Scholar]
- Mngomezulu, M.E.; John, M.J.; Jacobs, V.; Luyt, A.S. Review on Flammability of Biofibres and Biocomposites. Carbohydr. Polym. 2014, 111, 149–182. [Google Scholar] [CrossRef] [PubMed]
- Babu, K.; Rendén, G.; Mensah, R.A.; Kim, N.K.; Jiang, L.; Xu, Q.; Restás, Á.; Neisiany, R.E.; Hedenqvist, M.S.; Försth, M.; et al. A Review on the Flammability Properties of Carbon-Based Polymeric Composites: State-of-the-Art and Future Trends. Polymers 2020, 12, 1518. [Google Scholar] [CrossRef] [PubMed]
- Sonnier, R.; Taguet, A.; Ferry, L.; Lopez-Cuesta, J.M. Towards Bio-Based Flame Retardant Polymers; Springer International Publishing: New York, NY, USA, 2018; ISBN 978-3-319-67082-9. [Google Scholar]
- Zhang, S.; Horrocks, A.R. A Review of Flame Retardant Polypropylene Fibres. Prog. Polym. Sci. 2003, 28, 1517–1538. [Google Scholar] [CrossRef]
- Kilinc, F.S. Handbook of Fire Resistant Textiles; Woodhead Publishing Limited: Philadelphia, PA, USA, 2013; ISBN 978-0-85709-123-9. [Google Scholar]
- Sienkiewicz, A.; Czub, P. Flame Retardancy of Biobased Composites—Research Development. Materials 2020, 13, 5253. [Google Scholar] [CrossRef]
- Yasin, S.; Behary, N.; Curti, M.; Rovero, G. Global Consumption of Flame Retardants and Related Environmental Concerns: A Study on Possible Mechanical Recycling of Flame Retardant Textiles. Fibers 2016, 4, 16. [Google Scholar] [CrossRef]
- Sohail, Y.; Parag, B.; Nemeshwaree, B.; Giorgio, R. Optimizing Organophosphorus Fire Resistant Finish for Cotton Fabric Using Box-Behnken Design. Int. J. Environ. Res. 2016, 10, 313–320. [Google Scholar] [CrossRef]
- Manfredi, L.B.; Rodrı, E.S. Thermal Degradation and Fire Resistance of Unsaturated Polyester, Modified Acrylic Resins and Their Composites with Natural Fibres. Polym. Degrad. Stab. 2006, 91, 255–261. [Google Scholar] [CrossRef]
- Liu, L.; Chen, X.; Jiao, C. Influence of Ferric Phosphate on Smoke Suppression Properties and Combustion Behavior of Intumescent Flame Retardant Epoxy Composites. Iran. Polym. J. 2015, 24, 337–347. [Google Scholar] [CrossRef]
- Chen, X.; Liu, L.; Zhuo, J.; Jiao, C. Influence of Organic-Modified Iron–Montmorillonite on Smoke-Suppression Properties and Combustion Behavior of Intumescent Flame-Retardant Epoxy Composites. High Perform. Polym. 2015, 27, 233–246. [Google Scholar] [CrossRef]
- Zhang, W.; He, X.; Song, T.; Jiao, Q.; Yang, R. The Influence of the Phosphorus-Based Flame Retardant on the Flame Retardancy of the Epoxy Resins. Polym. Degrad. Stab. 2014, 109, 209–217. [Google Scholar] [CrossRef]
- Suihkonen, R.; Nevalainen, K.; Vuorinen, J. The Effect of Ammonium Polyphosphate and Nanoclay on the Rheological, Thermal, and Flame Retardant Properties of Epoxy. Annu. Trans. Nord. Rheol. Soc. 2009, 17, 263–268. [Google Scholar]
- Zhao, W.; Liu, J.; Zhang, Y.; Ban, D. Simple Green Synthesis of Solid Polymeric Bisphenol A Bis(Diphenyl Phosphate) and Its Flame Retardancy in Epoxy Resins. R. Soc. Chem. Adv. 2015, 5, 80415–80423. [Google Scholar] [CrossRef]
- Suihkonen, R.; Nevalainen, K. Performance of Epoxy Filled with Nano- and Micro-Sized Magnesium Hydroxide. J. Mater. Sci. 2012, 47, 1480–1488. [Google Scholar] [CrossRef]
- Guan, F.; Gui, C.; Zhang, H.; Jiang, Z.; Jiang, Y.; Yu, Z. Enhanced Thermal Conductivity and Satisfactory Flame Retardancy of Epoxy Alumina Composites by Combination with Graphene Nanoplatelets and Magnesium Hydroxide. Compos. Part B 2016, 98, 134–140. [Google Scholar] [CrossRef]
- He, X.; Zhang, W.; Yi, D. Flame Retardancy of Ammonium Polyphosphate–Montmorillonite Nanocompounds on Epoxy Resin. J. Fire Sci. 2016, 34, 212–225. [Google Scholar] [CrossRef]
- Feng, Y.; He, C.; Wen, Y.; Ye, Y.; Zhou, X.; Xie, X. Improving Thermal and Flame Retardant Properties of Epoxy Resin by Functionalized Graphene Containing Phosphorous, Nitrogen and Silicon Elements. Compos. Part A 2017, 103, 74–83. [Google Scholar] [CrossRef]
- Feng, Y.; Hu, J.; Xue, Y.; He, C.; Zhou, X.; Xie, X.; Ye, Y.; Mai, Y. Simultaneous Improvement in the Flame Resistance and Thermal Conductivity of Epoxy/Al2O3 Composites by Incorporating Polymeric Flame Retardant-Functionalized Graphene. J. Mater. Chem. A 2017, 5, 13544–13556. [Google Scholar] [CrossRef]
- Huang, Z.; Wang, D. The Influence of Mesoporous Silica Modified with Phosphorus and Nitrogen—Containing Hyperbranched Molecules on Thermal Stability, Combustion Behavior, and Toxic Volatiles of Epoxy Resin. Polym. Adv. Technol. 2017, 29, 372–383. [Google Scholar] [CrossRef]
- Shao, Z.; Zhang, M.; Li, Y.; Han, Y.; Ren, L.; Deng, C. A Novel Multi-Functional Polymeric Curing Agent: Synthesis, Characterization, and Its Epoxy Resin with Simultaneous Excellent Fl Ame Retardance and Transparency. Chem. Eng. J. 2018, 345, 471–482. [Google Scholar] [CrossRef]
- Guo, W.; Wang, X. Polyaniline-Coupled Graphene/Nickel Hydroxide Nanohybrids as Flame Retardant and Smoke Suppressant for Epoxy Composites. Polym. Adv. Technol. 2019, 30, 1959–1967. [Google Scholar] [CrossRef]
- Yang, S.; Hu, Y.; Zhang, Q. Synthesis of a Phosphorus–Nitrogen-Containing Flame Retardant and Its Application in Epoxy Resin. High Perform. Polym. 2018, 32, 186–196. [Google Scholar] [CrossRef]
- Chen, R.; Hu, K.; Tang, H.; Wang, J.; Zhu, F.; Zhou, H. A Novel Flame Retardant Derived from DOPO and Piperazine and Its Application in Epoxy Resin: Flame Retardance, Thermal Stability and Pyrolysis Behavior. Polym. Degrad. Stab. 2019, 166, 334–343. [Google Scholar] [CrossRef]
- Ye, T.; Liao, S.; Zhang, Y.; Chen, M.; Xiao, Y.; Liu, X. Cu(0) and Cu(II) Decorated Graphene Hybrid on Improving Fireproof Efficiency of Intumescent Flame-Retardant Epoxy Resins. Compos. Part B 2019, 175, 107189. [Google Scholar] [CrossRef]
- Hu, X.; Yang, H.; Jiang, Y.; He, H.; Liu, H.; Huang, H. Facile Synthesis of a Novel Transparent Hyperbranched Phosphorous/Nitrogen-Containing Flame Retardant and Its Application in Reducing the Fire Hazard of Epoxy Resin. J. Hazard. Mater. 2019, 379, 120793. [Google Scholar] [CrossRef]
- Chai, G.; Zhu, G.; Gao, Y.; Zhou, J.; Gao, S. Flame Retardancy of Carbon Nanotubes Reinforced Carbon Fiber/Epoxy Resin Composites. Appl. Sci. 2019, 9, 3275. [Google Scholar] [CrossRef]
- Wang, P.; Chen, L.; Xiao, H. Flame Retardant Effect and Mechanism of a Novel DOPO Based Tetrazole Derivative on Epoxy Resin. J. Anal. Appl. Pyrolysis 2019, 139, 104–113. [Google Scholar] [CrossRef]
- Zhao, B.; Liu, P.; Xiong, K.; Liu, H.; Zhao, P.; Liu, Y. Impacts of Multi-Element Flame Retardants on Flame Retardancy, Thermal Stability, and Pyrolysis Behavior of Epoxy Resin. Polym. Degrad. Stab. 2019, 167, 217–227. [Google Scholar] [CrossRef]
- Zhu, Z.; Wang, L.; Dong, L. Influence of a Novel P/N-Containing Oligomer on Flame Retardancy and Thermal Degradation of Intumescent Flame-Retardant Epoxy Resin. Polym. Degrad. Stab. 2019, 162, 129–137. [Google Scholar] [CrossRef]
- Ezeh, E.M.; Onukwuli, O.D.; Odera, R.S. Novel Flame-Retarded Polyester Composites Using Cow Horn Ash Particles. Int. J. Adv. Manuf. Technol. 2019, 103, 1701–1707. [Google Scholar] [CrossRef]
- Qu, L.; Sui, Y.; Zhang, C.; Li, P.; Dai, X.; Xu, B. POSS-Functionalized Graphene Oxide Hybrids with Improved Dispersive and Smoke-Suppressive Properties for Epoxy Flame-Retardant Application. Eur. Polym. J. 2019, 122, 109383. [Google Scholar] [CrossRef]
- Zhu, Z.; Wang, L.; Lin, X.; Dong, L. Synthesis of a Novel Phosphorus-Nitrogen Phosphorus-Nitrogen Flame Retardant and Its Application in Epoxy Resin. Polym. Degrad. Stab. 2019, 169, 108981. [Google Scholar] [CrossRef]
- Huo, S.; Liu, Z.; Li, C.; Wang, X.; Cai, H.; Wang, J. Synthesis of a Phosphaphenanthrene/Benzimidazole-Based Curing Agent and Its Application in Flame-Retardant Epoxy Resin. Polym. Degrad. Stab. 2019, 163, 100–109. [Google Scholar] [CrossRef]
- Yuan, Y.; Shi, Y.; Yu, B.; Zhan, J.; Zhang, Y.; Song, L.; Ma, C.; Hu, Y. Facile Synthesis of Aluminum Branched Oligo (Phenylphosphonate) Submicro- Particles with Enhanced Flame Retardance and Smoke Toxicity Suppression for Epoxy Resin Composites. J. Hazard. Mater. 2020, 381, 121233. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Mi, X.; Chen, S.; Xu, Z.; Zhang, D.; Miao, M.; Wang, J. A Bio-Based Hyperbranched Flame Retardant for Epoxy Resins. Chem. Eng. J. 2020, 381, 122719. [Google Scholar] [CrossRef]
- Fang, F.; Huo, S.; Shen, H.; Ran, S.; Wang, H.; Song, P. A Bio-Based Ionic Complex with Different Oxidation States of Phosphorus for Reducing Flammability and Smoke Release of Epoxy Resins. Compos. Commun. 2020, 17, 104–108. [Google Scholar] [CrossRef]
- Cheng, J.; Wang, J.; Yang, S.; Zhang, Q.; Hu, Y.; Ding, G. Aminobenzothiazole-Substituted Cyclotriphosphazene Derivative as Reactive Flame Retardant for Epoxy Resin. React. Funct. Polym. 2020, 146, 104412. [Google Scholar] [CrossRef]
- Kalali, E.N.; Guo, W.; Wang, X.; Xing, W.; Song, L.; Hu, Y. Effect of Metal-Based Nanoparticles Decorated Graphene Hybrids on Flammability of Epoxy Nanocomposites. Compos. Part A 2020, 129, 105694. [Google Scholar] [CrossRef]
- Feng, Y.; Han, G.; Wang, B.; Zhou, X.; Ma, J.; Ye, Y. Multiple Synergistic Effects of Graphene-Based Hybrid and Hexagonal Born Nitride in Enhancing Thermal Conductivity and Flame Retardancy of Epoxy. Chem. Eng. J. 2020, 379, 122402. [Google Scholar] [CrossRef]
- Wang, P.; Chen, L.; Xiao, H.; Zhan, T. Nitrogen/Sulfur-Containing DOPO Based Oligomer for Highly Efficient Flame-Retardant Epoxy Resin. Polym. Degrad. Stab. 2020, 171, 109023. [Google Scholar] [CrossRef]
- Gu, L.; Qiu, J.; Sakai, E. Thermal Stability and Fire Behavior of Aluminum Diethylphosphinate-Epoxy Resin Nanocomposites. J. Mater. Sci. Mater. Electron. 2017, 28, 18–27. [Google Scholar] [CrossRef]
- Liu, L.; Xu, Y.; Xu, M.; Li, Z.; Hu, Y.; Li, B. Economical and Facile Synthesis of a Highly Efficient Flame Retardant for Simultaneous Improvement of Fire Retardancy, Smoke Suppression and Moisture Resistance of Epoxy Resins. Compos. Part B 2019, 167, 422–433. [Google Scholar] [CrossRef]
- Sudhakara, P.; Kannan, P.; Obireddy, K.; Varada Rajulu, A. Organophosphorus and DGEBA Resins Containing Clay Nanocomposites: Flame Retardant, Thermal, and Mechanical Properties. J. Mater. Sci. 2011, 46, 2778–2788. [Google Scholar] [CrossRef]
- Zhan, Z.; Zhang, Y.; Zhang, Y. Improving the Flame Retardancy and Electrical Conductivity of Epoxy Resin Composites by Multifunctional Phosphorus-Containing Polyaniline. Mater. Lett. 2020, 261, 127092. [Google Scholar] [CrossRef]
- Kandola, B.K.; Horrocks, A.R.; Nazare, S. Flame-Retardant Unsaturated Polyester Resin Incorporating Nanoclays. Polym. Adv. Technol. 2006, 17, 294–303. [Google Scholar] [CrossRef]
- Kandola, B.K.; Nazaré, S.; Horrocks, A.R.; Myler, P. Effect of Layered Silicate Nanocomposites on Burning Behavior of Conventionally Flame- Retarded Unsaturated Polyesters. In Fire and Polymers IV; Charles, A., Wilkie, G.L.N., Eds.; American Chemical Society: Washington, DC, USA, 2005; pp. 155–171. [Google Scholar] [CrossRef]
- Jiang, M.; Zhang, Y.; Yu, Y.; Zhang, Q.; Huang, B.; Chen, Z.; Chen, T.; Jiang, J. Flame Retardancy of Unsaturated Polyester Composites with Modified Ammonium Polyphosphate, Montmorillonite, and Zinc Borate. J. Appl. Polym. Sci. 2019, 136, 47180. [Google Scholar] [CrossRef]
- Chen, Z.; Zhang, Q.; Yu, Y.; Chen, T.; Jiang, J. Modified Montmorillonite Combined with Intumescent Flame Retardants on the Flame Retardancy and Thermal Stability Properties of Unsaturated Polyester Resins. Polym. Adv. Technol. 2019, 30, 998–1009. [Google Scholar] [CrossRef]
- Gao, M.; Wang, Y.; Chen, X.; Wang, H. A Mussel-Inspired Intumescent Flame-Retardant Unsaturated Polyester Resin System. J. Therm. Anal. Calorim. 2019, 138, 1097–1106. [Google Scholar] [CrossRef]
- He, J.; Zeng, W.; Shi, M.; Lv, X.; Fan, H.; Lei, Z. Influence of Expandable Graphite on Flame Retardancy and Thermal Stability Property of Unsaturated Polyester Resins/Organic Magnesium Hydroxide Composites. J. Appl. Polym. Sci. 2020, 137, 47881. [Google Scholar] [CrossRef]
- Chen, Z.; Chen, T.; Yu, Y.; Zhang, Q.; Chen, Z.; Jiang, J. Metal-Organic Framework MIL-53 (Fe)@C/Graphite Carbon Nitride Hybrids with Enhanced Thermal Stability, Flame Retardancy, and Smoke Suppression for Unsaturated Polyester Resin. Polym. Adv. Technol. 2019, 30, 2458–2467. [Google Scholar] [CrossRef]
- Chen, Z.; Jiang, M.; Chen, Z.; Chen, T.; Yu, Y.; Jiang, J. Preparation and Characterization of a Microencapsulated Flame Retardant and Its Flame-Retardant Mechanism in Unsaturated Polyester Resins. Powder Technol. 2019, 354, 71–81. [Google Scholar] [CrossRef]
- Liu, L.; Xu, Y.; Xu, M.; He, Y.; Li, S.; Li, B. An Efficient Synergistic System for Simultaneously Enhancing the Fire Retardancy, Moisture Resistance and Electrical Insulation Performance of Unsaturated Polyester Resins. Mater. Des. 2020, 187, 108302. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, L.; Yang, Y.; Cai, X. The Investigation of Flammability, Thermal Stability, Heat Resistance and Mechanical Properties of Unsaturated Polyester Resin Using AlPi as Flame Retardant. J. Therm. Anal. Calorim. 2015, 122, 1331–1339. [Google Scholar] [CrossRef]
- Zhang, Y.; Yu, Y.; Zhang, Q. Effects of Dimethyl Methylphosphonate, Aluminum Hydroxide and Ammonium Polyphosphate on the Flame Retardancy and Thermal Properties of Unsaturated Polyester Resin. IOP Conf. Ser. Mater. Sci. Eng. 2018, 394, 022029. [Google Scholar] [CrossRef]
- Chen, Z.; Jiang, M.; Zhang, Q.; Yu, Y.; Sun, G. Synergistic Effect of Combined Dimethyl Methylphosphonate with Aluminum Hydroxide or Ammonium Polyphosphate Retardant Systems on the Flame Retardancy and Thermal Properties of Unsaturated Polyester Resin. Int. J. Polym. Anal. Charact. 2017, 22, 509–518. [Google Scholar] [CrossRef]
- Reuter, J.; Greiner, L.; Schönberger, F.; Döring, M. Synergistic Flame Retardant Interplay of Phosphorus Containing Flame Retardants with Aluminum Trihydrate Depending on the Specific Surface Area in Unsaturated Polyester Resin. J. Appl. Polym. Sci. 2019, 136, 47270. [Google Scholar] [CrossRef]
- Liu, L.; Xu, Y.; He, Y.; Xu, M.; Wang, W.; Li, B. A Facile Strategy for Enhancing the Fire Safety of Unsaturated Polyester Resins through Introducing an Efficient Mono- Component Intumescent Flame Retardant. Polym. Adv. Technol. 2020, 31, 1218–1230. [Google Scholar] [CrossRef]
- Li, J.; Gao, M.; Zheng, Y.; Guan, Y.; Yi, D. Effects of Low-Load Boron/Silicon-Based Graphene Oxide on Combustion and Thermal Degradation of Flame- Retardant Unsaturated Polyester Resin. Macromol. Mater. Eng. 2020, 2000454. [Google Scholar] [CrossRef]
- Gao, W.; Yu, Y.; Chen, T.; Zhang, Q.; Chen, Z.; Chen, Z.; Jiang, J. Enhanced Flame Retardancy of Unsaturated Polyester Resin Composites Containing Ammonium Polyphosphate and Metal Oxides. J. Appl. Polym. Sci. 2020, 137, 49148. [Google Scholar] [CrossRef]
- Hai, Y.; Jiang, S.; Zhou, C.; Sun, P.; Huang, Y.; Niu, S. Fire-Safe Unsaturated Polyester Resin Nanocomposites Based on MAX and MXene: A Comparative Investigation of Their Properties and Mechanism of Fire Retardancy. Dalt. Trans. 2020, 49, 5803–5814. [Google Scholar] [CrossRef] [PubMed]
- Zhang, G.; Yu, Y.; Zhang, Y.; Chen, Z. Preparation of Microencapsulated Aluminum Hypophosphite and Its Flame Retardancy of the Unsaturated Polyester Resin Composites. Polym. Bull. 2020, 1–18. [Google Scholar] [CrossRef]
- Chen, Z.; Yu, Y.; Zhang, Q.; Chen, Z.; Chen, T.; Li, C.; Jiang, J. Surface-modified Ammonium Polyphosphate with (3-aminopropyl) Triethoxysilane, Pentaerythritol and Melamine Dramatically Improve Flame Retardancy and Thermal Stability of Unsaturated Polyester Resin. J. Therm. Anal. Calorim. 2020, 1–10. [Google Scholar] [CrossRef]
- Ngo, T.D.; Nguyen, Q.T.; Nguyen, T.P.; Tran, P. Effect of Nanoclay on Thermomechanical Properties of Epoxy/Glass Fibre Composites. Arab. J. Sci. Eng. 2016, 41, 1251–1261. [Google Scholar] [CrossRef]
- Rajaei, M.; Wang, D.-Y.; Bhattacharyya, D. Combined Effects of Ammonium Polyphosphate and Talc on the Fire and Mechanical Propeerties of Epoxy/Glass Fabric Composites. Compos. Part B 2017, 113, 381–390. [Google Scholar] [CrossRef]
- Zhao, X.; Yang, L.; Hueto, F.; Zhang, X.; Wang, R.; Wang, D. Influence of Phenylphosphonate Based Flame Retardant on Epoxy/Glass Fiber Reinforced Composites (GRE): Flammability, Mechanical and Thermal Stability Properties. Compos. Part B 2017, 110, 511–519. [Google Scholar] [CrossRef]
- Rajaei, M.; Kim, N.K.; Bhattacharyya, D. Effects of Heat-Induced Damage on Impact Performance of Epoxy Laminates with Glass and Flax Fibres. Compos. Struct. 2018, 185, 515–523. [Google Scholar] [CrossRef]
- Sun, F.; Yu, T.; Hu, C.; Li, Y. Influence of Functionalized Graphene by Grafted Phosphorus Containing Flame Retardant on the Flammability of Carbon Fiber/Epoxy Resin (CF/ER) Composite. Compos. Sci. Technol. 2016, 136, 76–84. [Google Scholar] [CrossRef]
- Martins, M.S.S.; Schartel, B.; Magalhães, F.D.; Pereira, C.M.C. The Effect of Traditional Flame Retardants, Nanoclays and Carbon Nanotubes in the Fire Performance of Epoxy Resin Composites. Fire Mater. 2017, 41, 111–130. [Google Scholar] [CrossRef]
- Boccarusso, L.; Carrino, L.; Durante, M.; Formisano, A.; Langella, A. Hemp Fabric/Epoxy Composites Manufactured by Infusion Process: Improvement of Fire Properties Promoted by Ammonium Polyphosphate. Compos. Part B 2016, 89, 117–126. [Google Scholar] [CrossRef]
- De Freitas Rocha, M.A.; Landesmann, A.; da Silva Ribeiro, S.P.; Martins, R.C. Enhancement of Fire Retardancy Properties of Glass Fibre—Reinforced Polyesters Composites. Fire Mater. 2019, 43, 734–746. [Google Scholar] [CrossRef]
- Paluvai, N.R.; Mohanty, S.; Nayak, S.K. Studies on Thermal Degradation and Flame Retardant Behavior of the Sisal Fiber Reinforced Unsaturated Polyester Toughened Epoxy Nanocomposites. J. Appl. Polym. Sci. 2015, 132, 42068. [Google Scholar] [CrossRef]
- Toldy, A.; Szlancsik, A.; Szolnoki, B. Reactive Flame Retardancy of Cyanate Ester/Epoxy Resin Blends and Their Carbon Fibre Reinforced Composites. Polym. Degrad. Stab. 2016, 128, 29–38. [Google Scholar] [CrossRef]
- Toldy, A.; Niedermann, P.; Szebényi, G.; Szolnok, B. Mechanical Properties of Reactively Flame Retarded Cyanate Ester/Epoxy Resin Blends and Their Carbon Fibre Reinforced Composites. Express Polym. Lett. 2016, 10, 1016–1025. [Google Scholar] [CrossRef]
- Kandola, B.K.; Krishnan, L.; Ebdon, J.R.; Myler, P. Structure-Property Relationships in Structural Glass Fibre Reinforced Composites from Unsaturated Polyester and Inherently Fire Retardant Phenolic Resin Matrix Blends. Compos. Part B 2020, 182, 107607. [Google Scholar] [CrossRef]
- Kandola, B.K.; Krishnan, L.; Deli, D.; Ebdon, J.R. Blends of Unsaturated Polyester and Phenolic Resins for Application as Fire-Resistant Matrices in Fibre-Reinforced Composites. Part 2: Effects of Resin Structure, Compatibility and Composition on Fire Performance. Polym. Degrad. Stab. 2015, 113, 154–167. [Google Scholar] [CrossRef]
- Branda, F.; Malucelli, G.; Durante, M.; Piccolo, A.; Mazzei, P.; Costantini, A.; Silvestri, B.; Pennetta, M. Silica Treatments: A Fire Retardant Strategy for Hemp Fabric/Epoxy Composites. Polymers 2016, 8, 313. [Google Scholar] [CrossRef]
- Shi, X.; Chen, L.; Liu, B.; Long, J.; Xu, Y.; Wang, Y. Carbon Fibers Decorated by Polyelectrolyte Complexes Toward Their Epoxy Resin Composites with High Fire Safety. Chin. J. Polym. Sci. 2018, 36, 1375–1384. [Google Scholar] [CrossRef]
- Chang, L.N.; Jaafar, M.; Chow, W.S. Thermal Behavior and Flammability of Epoxy/Glass Fiber Composites Containing Clay and Decabromodiphenyl Oxide. J. Therm. Anal. Calorim. 2013, 112, 1157–1164. [Google Scholar] [CrossRef]
- Zhou, T.; Chen, W.; Duan, W.; Liu, Y.; Wang, Q. In Situ Synthesized and Dispersed Melamine Polyphosphate FLame Retardant Epoxy Resin Composites. J. Appl. Polym. Sci. 2019, 136, 47194. [Google Scholar] [CrossRef]
- Bachtiar, E.V.; Kurkowiak, K.; Yan, L.; Kasal, B.; Kolb, T. Thermal Stability, Fire Performance, and Mechanical Properties of Natural Fibre Fabric-Reinforced Polymer Composites with Different Fire Retardants. Polymers 2019, 11, 699. [Google Scholar] [CrossRef]
- Gunes, O.C.; Gomek, R.; Tamar, A.; Kandemir, O.K.; Karaorman, A.; Albayrak, A.Z. Comparative Study on Flame Retardancy, Thermal, and Mechanical Properties of Glass Fiber Reinforced Polyester Composites with Ammonium Polyphosphate, Expandable Graphite, and Aluminum Tri-Hydroxide. Arab. J. Sci. Eng. 2018, 43, 6211–6218. [Google Scholar] [CrossRef]
- Matykiewicz, D.; Przybyszewski, B.; Stanik, R.; Czulak, A. Modification of Glass Reinforced Epoxy Composites by Ammonium Polyphosphate (APP) and Melamine Polyphosphate (PNA) during the Resin Powder Molding Process. Compos. Part B 2017, 108, 224–231. [Google Scholar] [CrossRef]
- Jiang, J.; Cheng, Y.; Liu, Y.; Wang, Q.; He, Y.; Wang, B. Intergrowth Charring for Flame-Retardant Glass Fabric-Reinforced Epoxy Resin Composites. J. Mater. Chem. A 2015, 3, 4284–4290. [Google Scholar] [CrossRef]
- Romanzini, D.; Cuttica, F.; Frache, A.; Zattera, A.J.; Amico, S.C. Thermal and Fire Retardancy Studies of Clay-Modified Unsaturated Polyester/Glass Fiber Composites. Polym. Compos. 2015, 38, 2743–2752. [Google Scholar] [CrossRef]
- Dholakiya, B.Z. Use of Non-Traditional Fillers to Reduce Flammability of Polyester Resin Composites. Polimeri 2009, 30, 10–17. [Google Scholar]
- Dittrich, B.; Wartig, K.A.; Hofmann, D.; Mülhaupt, R.; Schartel, B. Carbon Black, Multiwall Carbon Nanotubes, Expanded Graphite and Functionalized Graphene Flame Retarded Polypropylene Nanocomposites. Polym. Adv. Technol. 2013, 24, 916–926. [Google Scholar] [CrossRef]
- Patel, P.; Hull, T.R.; Stec, A.A.; Lyon, R.E. Influence of Physical Properties on Polymer Flammability in the Cone Calorimeter. Polym. Adv. Technol. 2011, 22, 1100–1107. [Google Scholar] [CrossRef]
- La Rosa, A.D.; Recca, A.; Carter, J.T.; McGrail, P.T. An Oxygen Index Evaluation of Flammability on Modified Epoxy/Polyester Systems. Polymer 1999, 40, 4093–4098. [Google Scholar] [CrossRef]
- Chen, X.; Wang, J.; Huo, S.; Yang, S.; Zhang, B.; Cai, H. Preparation of Flame-Retardant Cyanate Ester Resin Combined with Phosphorus-Containing Maleimide. J. Therm. Anal. Calorim. 2018, 132, 1617–1628. [Google Scholar] [CrossRef]
- Hollaway, L.; Head, P. Advanced Polymer Composites and Polymers in the Civil Infrastructure; Elsevier: Amsterdam, The Netherlands, 2001; ISBN 9780080436616. [Google Scholar]
- Long, A.C. Design and Manufacture of Textile Composites; Woodhead Publishing Limited: Cambridg, UK, 2005; ISBN 978-1-85573-744-0. [Google Scholar]
- Kim, M.; Choe, J.; Lee, D.G. Development of the Fire Retardant Glass Fabric/Carbonized Phenolic Composite. Compos. Struct. 2016, 148, 191–197. [Google Scholar] [CrossRef]
- Toldy, A.; Szolnoki, B.; Marosi, G. Flame Retardancy of Fibre-Reinforced Epoxy Resin Composites for Aerospace Applications. Polym. Degrad. Stab. 2011, 96, 371–376. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Market Area | Applications | FR Governing Aspect and Standards Used |
|---|---|---|
| Fabrics and apparel | Natural fibre (cotton, wool) composites, synthetic fibre, carpets, curtain | Flame spread regulated by the limitations of ASTM D1230 |
| Electric and electronics | Wire and cable, printed circuit boards, electronics housings, appliances | Ignition resistance and flame spread according to:
|
| Building constructions | Thermal insulation for roofs, facades, walls, sheetings for roofs, floor coverings, ducting and conduit, panels, linings, coverings, thermal insulating materials [foams], mattresses, furniture cushioning | Ignition resistance and containment flame spread according to:
|
| Transportation |
|
|
| UL-94 Classification | Criteria |
|---|---|
| V-0 | Summation of t1 and t2 < 10 s for each specimen Summation of t1 and t2 < 50 s for the five specimens No dripping |
| V-1 | Summation of t1 and t2 < 30 s for each specimen Summation of t1 and t2 < 250 s for the five specimens No dripping |
| V-2 | Summation of t1 and t2 < 30 s for each specimen Summation of t1 and t2 < 250 s for the five specimens Dripping allowed |
| FR Based Element | Examples of FRs | FRs Mechanism of Action | Remarks |
|---|---|---|---|
| Phosphorus based |
| Condensed phase
|
|
| Bromine based | Brominated bisphenols, diphenyl ethers, cyclodode ane, phenols and phthalic acids derivatives | Gas phase Releasing of bromine radical that captures the active radicals (H· and OH·) |
|
| Chlorine based | Chlorinated paraffins and chlorinated alkyl phosphate. | Gas phase Releasing of chlorine radicals that captures the active radicals (H· and OH·) |
|
| Nitrogen based | Melamine and melamine compounds such as melamine cyanurate, melamine polyphosphate, melamine poly (zinc/ammonium) phosphate, | Gas phase Releasing of stable nitrogen-based gases Condensed phase: Complex nitrogen compound generates cross-linked structure that promotes char formation. |
|
| Mineral fillers | Aluminium tri-hydroxide (ATH) and magnesium hydroxides and calcium/magnesium carbonates. | Act as Heat sink |
|
| Inorganic FRs | Silicones, silicon oxides and transition metal oxides | Condensed phase char formation enhancements |
|
| FR | Designation | FR wt.% | TTI (s) | PHRR (KW/m2) | THR (MJ/m2) | FRI | LOI | UL-94 | FS (MPa) | TS (MPa) | Ref. |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Epoxy | 0 | 60 | 923 | 124.2 | [53] | ||||||
| IFR (ammonium polyphospahte)/pentaerythritol (PER) 3:1) | IFR-30 | 30 | 64 | 285 | 64.1 | 6.69 | |||||
| IFR (ammonium polyphospahte)/pentaerythritol (PER) 3:1) and ferric phosphate (FeP) | IFR-29.5_FeP-0.5 | 30 | 46 | 170 | 56 | 9.23 | |||||
| IFR (ammonium polyphospahte)/pentaerythritol (PER) 3:1) and ferric phosphate (FeP) | IFR-29_FeP-1 | 30 | 42 | 185 | 49.3 | 8.80 | |||||
| IFR (ammonium polyphospahte)/pentaerythritol (PER) 3:1) and ferric phosphate (FeP) | IFR-28_FeP-2 | 30 | 39 | 167 | 39.7 | 11.24 | |||||
| IFR (ammonium polyphospahte)/pentaerythritol (PER) 3:1) and ferric phosphate (FeP) | IFR-27_FeP-3 | 30 | 41 | 180 | 44.6 | 9.76 | |||||
| Epoxy | 0 | 70 | 934 | 124.1 | [54] | ||||||
| IFR (APP (ammonium polyphospahte)/pentaerythritol (PER) 3:1) | IFR-30 | 30 | 70 | 282 | 64.1 | 6.41 | |||||
| IFR/organic-modified iron–montmorillonite. (Fe-OMT) | IFR-29.5_Fe-OMT-0.5 | 30 | 20 | 243 | 69 | 1.98 | |||||
| IFR/organic-modified iron–montmorillonite. (Fe-OMT) | IFR-29_Fe-OMT-1 | 30 | 15 | 153 | 54.5 | 2.98 | |||||
| IFR/organic-modified iron–montmorillonite. (Fe-OMT) | IFR-28_Fe-OMT-2 | 30 | 30 | 154 | 67.5 | 4.78 | |||||
| IFR/organic-modified iron–montmorillonite. (Fe-OMT) | IFR-27_Fe-OMT-3 | 30 | 15 | 194 | 64.7 | 1.98 | |||||
| Epoxy | 0 | 50 | 860 | 112 | 23 | NR | [55] | ||||
| 1-oxo-4-hydroxymethyl-2,6,7-trioxa-l-phosphabicyclo[2.2.2] octane (PEPA) | PEPA-5.2 | 5.2 | 53 | 538 | 78 | 2.43 | 27 | NR | |||
| Ammonium polyphosphate (APP) | APP-2.9 | 2.9 | 61 | 1087 | 96 | 1.13 | 23.5 | NR | |||
| 9,10-dihydro-9-oxa-10-phosphaphenanthrene-10-oxide (DOPO) | DOPO6.3 | 6.3 | 55 | 684 | 76 | 2.04 | 32 | NR | |||
| Octaphenyl polyhedral oligomeric silsesquioxane (OPS) | OPS-4.1 | 4.1 | 55 | 626 | 112 | 1.51 | 25 | NR | |||
| Octaphenyl polyhedral oligomeric silsesquioxane (OPS)-1-oxo-4-hydroxymethyl-2,6,7-trioxa-l-phosphabicyclo [2.2.2] octane (PEPA) | OPS-2.1_PEPA-2.6 | 4.7 | 52 | 524 | 84 | 2.28 | 25.5 | NR | |||
| Octaphenyl polyhedral oligomeric silsesquioxane (OPS)-1-oxo-4-hydroxymethyl-2,6,7-trioxa-l-phosphabicyclo [2.2.2] octane (PEPA) | OPS-2.1_PEPA-1.4 | 3.5 | 63 | 584 | 101 | 2.06 | 24.6 | NR | |||
| Octaphenyl polyhedral oligomeric silsesquioxane (OPS)-(9,10-dihydro-9-oxa-10-phosphaphenanthrene-10-oxide) (DOPO) | OPS-2.1_DOPO-3.1 | 5.2 | 55 | 548 | 83 | 2.33 | 30.8 | V-1 | |||
| Epoxy | 0 | 43.4 | 1222 | 159 | [56] | ||||||
| Ammonium polyphopsphate (APP) | APP-20 | 20 | 52.5 | 879 | 105 | 2.55 | |||||
| Ammonium polyphopsphate (APP) | APP-40 | 40 | 56.4 | 225 | 55 | 20.40 | |||||
| Onium ion modified nanoclay (Nanomer I.30E) | I.30E-3 | 3 | 29.5 | 1274 | 154 | 0.67 | |||||
| Ammonium polyphopsphate (APP)-Onium ion modified nanoclay (Nanomer I.30E) | APP-20_I.30E-3 | 23 | 151 | 363 | 92 | 20.24 | |||||
| Epoxy | 0 | 50 | 928 | 39 | 24.7 | NR | [57] | ||||
| Bisphenol A bis (diphenyl phosphate) (PBDP) | PBDP-10 | 10 | 37 | 567 | 32.3 | 1.46 | 27.6 | V-1 | |||
| Bisphenol A bis (diphenyl phosphate) (PBDP) | PBDP-20 | 20 | 36 | 474 | 30.6 | 1.23 | 29.8 | V-0 | |||
| Epoxy | 0 | 58 | 933 | 124 | 90 | [58] | |||||
| Nano silane treated Magnesium hygoxide (n-S-MgOH) | S-MgOH-1 | 1 | 55 | 898 | 133 | 0.92 | 85 | ||||
| Micro size silane treated Magnesium hygoxide (m-S-MgOH) | m-S-MgOH-1 | 1 | 55 | 825 | 124 | 1.07 | 81 | ||||
| Nano silane treated Magnesium hygoxide (n-S-MgOH) | n-S-MgOH-5 | 5 | 55 | 744 | 126 | 1.17 | 84 | ||||
| Nano silane untreated Magnesium hygoxide (n-U-MgOH) | n-U-MgOH-5 | 5 | 56 | 731 | 120 | 1.27 | 80 | ||||
| Nanosilane treate Magnesium hygoxide (n-S-MgOH) | n-S-MgOH-10 | 10 | 58 | 566 | 117 | 1.75 | 82 | ||||
| Nano size untreated Magnesium hydroxide (n-U-MgOH) | n-U-MgOH-10 | 10 | 59 | 539 | 114 | 1.92 | 73 | ||||
| Micro size Magnesium hygoxide (m-S-MgOH) | m-S-MgOH-10 | 10 | 58 | 611 | 120 | 1.58 | 68 | ||||
| Micro size untreated Magnesium hydroxide (m-U-MgOH) | m-U-MgOH-10 | 10 | 57 | 572 | 114 | 1.74 | 71 | ||||
| Al2O3 | Epoxy | 0 | 39 | 562 | 36.3 | 21 | NR | [59] | |||
| Al2O3 | Al2O3-80 | 80 | 111 | 326 | 25.1 | 7.10 | 23 | NR | |||
| Al2O3/graphene nanoplatelets (Al2O3/GNP) | Al2O3-73_GNP-7 | 80 | 113 | 338 | 36 | 4.86 | 35 | NR | |||
| Al2O3/silane graphene nanoplatelets(mGNPs)(Al2O3/SGNP) | Al2O3-73_SGNP-7 | 80 | 119 | 387 | 39 | 4.12 | 39 | V1 | |||
| Al2O3/silane graphene nanoplatelets(mGNPs)/Mg(OH)2(Al2O3/SGNP/Mg(OH)2) | Al2O3-68_SGNP-7_Mg(OH)2-5 | 80 | 84 | 255 | 36.2 | 4.76 | 39 | V0 | |||
| Epoxy | 0 | 50 | 860 | 112 | 23 | NR | [60] | ||||
| Ammonium Polyphosphate (APP) | APP-10 | 10 | 59 | 458 | 62 | 4.00 | 25 | NR | |||
| APP + Montmorillonite (MMT) | APP-9.4_ MMT-0.6 | 10 | 53 | 524 | 50 | 3.90 | 28 | V0 | |||
| APP-Montmorillonite (MMT) | APP-MMT-10 | 10 | 60 | 393 | 34 | 8.65 | 30 | V0 | |||
| Epoxy | 0 | 67 | 1138 | 81.6 | 25 | NR | [61] | ||||
| Reduced graphene oxide (RGO) | RGO-1 | 1 | 51 | 972.5 | 79.8 | 0.91 | 24.3 | NR | |||
| Functionalized graphene containing phosphorous, nitrogen and silicon (FRGO) | FRGO-1 | 1 | 50 | 891.9 | 69.9 | 1.11 | 26.3 | V-2 | |||
| Functionalized graphene containing phosphorous, nitrogen and silicon (FRGO) | FRGO-3 | 3 | 72 | 753.2 | 70.3 | 1.88 | 28.2 | V-1 | |||
| Epoxy | 0 | 67 | 1138 | 81.6 | 25 | NR | [62] | ||||
| Reduced graphene oxide (RGO) | RGO-1 | 1 | 51 | 972.5 | 79.8 | 0.91 | 24.3 | NR | |||
| Functionalized reduced graphene oxide polyphosphoramide oligomer (PFR-fRGO) | PFR-fRGO-1 | 1 | 64 | 853.3 | 74.4 | 1.40 | 26.3 | V-2 | |||
| Al2O3 | Al2O3-50 | 50 | 111 | 802.7 | 56.3 | 3.40 | 28.8 | NR | |||
| Al2O3/reduced graphene oxide (RGO) | Al2O3-50_RGO-1 | 51 | 97 | 775 | 60 | 2.89 | 25.2 | NR | |||
| Al2O3/functionalized reduced graphene oxide polyphosphoramide oligomer (PFR-fRGO) | Al2O3-50_PFR-fRGO-1 | 51 | 88 | 533.5 | 51.2 | 4.46 | 27.3 | V-1 | |||
| Epoxy | 0 | 59.6 | 1397 | 81.3 | [63] | ||||||
| Mesoporous silica (SH-mSiO2) | SH-mSiO2-2 | 2 | 62.4 | 1117 | 77.8 | 1.37 | |||||
| Hyperbranched polyphosphate acrylate (HPPA). | HPPA-2 | 2 | 59 | 1097 | 75.4 | 1.36 | |||||
| Mesoporous silica with Hyperbranched polyphosphate acrylate HPPA-SH-mSiO2 | HPPA-SH-mSiO2-2 | 2 | 62.4 | 995.3 | 68.3 | 1.75 | |||||
| Epoxy | 0 | 58 | 1770 | 98.5 | 18.3 | NR | 89.8 | 52.6 | [64] | ||
| DPPEI curing agent synthesized via reaction between diphenylphosphinic chloride (DPPC) and polyethylenimine (PEI) | DPPEI-30 | 30 | 47 | 645 | 30 | 7.30 | 27.7 | V-0 | 88.9 | 51.5 | |
| Epoxy | 0 | 50 | 1103 | 50.91 | 22 | NR | [65] | ||||
| Polyaniline PANI | PANI-3 | 3 | 56 | 834 | 45.6 | 1.65 | 27 | NR | |||
| Reduced graphene--polyaniline (RGO-PANI) | RGO-PANI-3 | 3 | 59 | 845 | 51.82 | 1.51 | 28 | NR | |||
| Graphene-polyaniline/nickel hydroxide (RGO-PANI/Ni(OH)2) | RGO-PANI/Ni(OH)2-3 | 3 | 52 | 661 | 45.15 | 1.96 | 34 | NR | |||
| Epoxy | 0 | 47 | 1208 | 80.3 | 22.5 | NR | [66] | ||||
| Phosphorus–nitrogen-containing FR synthesized via reaction between 9,10-dihydro-9-oxa-10-phosphaphenanthrene-10-oxide (DOPO) and cyanuric chloride. | DOPO-2.34 | 2.34 | 38 | 836 | 68.2 | 1.38 | 32.5 | NR | |||
| Phosphorus–nitrogen-containing FR synthesized via reaction between 9,10-dihydro-9-oxa-10-phosphaphenanthrene-10-oxide (DOPO) and cyanuric chloride. | DOPO-4.67 | 4.67 | 36 | 727 | 61.8 | 1.65 | 34.6 | V-1 | |||
| Phosphorus–nitrogen-containing FR synthesized via reaction between 9,10-dihydro-9-oxa-10-phosphaphenanthrene-10-oxide (DOPO) and cyanuric chloride. | DOPO-6.99 | 6.99 | 32 | 629 | 55.13 | 1.90 | 36.2 | V-1 | |||
| Phosphorus–nitrogen-containing FR synthesized via reaction between 9,10-dihydro-9-oxa-10-phosphaphenanthrene-10-oxide (DOPO) and cyanuric chloride. | DOPO-9.34 | 9.34 | 30 | 613 | 53.2 | 1.90 | 33.4 | V-0 | |||
| Epoxy | 0 | 59 | 1063 | 76.1 | 25.8 | NR | 78 | 82 | [67] | ||
| Piperazine phosphaphenanthrene (DOPMPA) | DOPMPA-10 | 10 | 68 | 393 | 56.3 | 4.21 | 29 | NR | |||
| Piperazine phosphaphenanthrene (DOPMPA) | DOPMPA-13 | 13 | 67 | 285 | 27.4 | 11.76 | 34 | V-0 | 55 | 61 | |
| 0 | 62 | 1075 | 106 | 20 | NR | [68] | |||||
| Ammonium polyphosphate (APP) | APP-28 | 28 | 62 | 558 | 68 | 3.00 | 35.5 | NR | |||
| Ammonium polyphosphate (APP)/graphene nanosheets (GNS) | APP-28_GNS-2 | 30 | 59 | 567 | 46 | 4.16 | 37.5 | V-0 | |||
| Ammonium polyphosphate (APP)/copper decorated graphene oxide (Cu2+-GO) | APP-28_Cu2+-2 | 30 | 56 | 355 | 60 | 4.83 | 40.5 | V-0 | |||
| Ammonium polyphosphate (APP)/copper decorated reduced graphene oxide (Cu2+-RGO) | APP-28_Cu2+-RGO-2 | 30 | 55 | 418 | 56 | 4.32 | 38 | V-0 | |||
| APP/copper oxide modified graphene nanotubes (CuO-GNS) | APP-28_CuO-GNS-2 | 30 | 59 | 380 | 55 | 5.19 | 41 | V-0 | |||
| Epoxy | 0 | 90 | 893.8 | 64.1 | 25.5 | NR | [69] | ||||
| Hyperbranched phosphorus/nitrogen-containing flame retardant (HPNFR) | HPNFR-2 | 2 | 88 | 817.9 | 61.1 | 1.12 | 29.5 | V-1 | |||
| Hyperbranched phosphorus/nitrogen-containing flame retardant (HPNFR) | HPNFR-4 | 4 | 82 | 743.9 | 55.2 | 1.27 | 34.5 | V-0 | |||
| Epoxy | 0 | 52 | 971.7 | 98.8 | 69.3 | 53.5 | [70] | ||||
| oxidation treated CF using concentrated nitric acid (CFNA) | CFNA-0.5 | 0.5 | 69 | 792.7 | 92.5 | 1.74 | 89.3 | 51.9 | |||
| oxidation treated CF using concentrated nitric acid (CFNA) | CFNA-0.7 | 0.7 | 80 | 722.6 | 88.2 | 2.32 | 65.08 | 48 | |||
| oxidation treated CF using concentrated nitric acid (CFNA) | CFNA-1 | 1 | 62 | 840.2 | 88.9 | 1.53 | 61.84 | 57 | |||
| oxidation treated CF using concentrated nitric acid (CFNA) | CFNA-1.5 | 1.5 | 98 | 793.3 | 101.7 | 2.24 | 57.7 | 48.8 | |||
| Carbon fiber treated with concentrated nitric acid/Carbon nanotube (CNT)(CFNA-CNT) | CFNA-0.5_CNT-0.5 | 1 | 73 | 648.1 | 75 | 2.77 | 80.1 | 64.5 | |||
| Carbon fiber treated with concentrated nitric acid/Carbon nanotube (CNT)(CFNA-CNT) | CFNA-0.5_CNT-1 | 1.5 | 92 | 937 | 122 | 1.49 | 62.37 | 55.38 | |||
| Carbon fiber treated with concentrated nitric acid/Carbon nanotube (CNT)(CFNA-CNT) | CFNA-0.7_CNT-0.7 | 1.4 | 76 | 635 | 80.3 | 2.75 | 103.7 | 44.5 | |||
| Carbon fiber treated with concentrated nitric acid/Carbon nanotube(CNT)(CFNA-CNT) | CFNA-1_CNT-0.5 | 1.5 | 80 | 701.7 | 99.3 | 2.12 | 76.6 | 49.6 | |||
| Epoxy | 0 | 71 | 654.3 | 100.3 | 25.7 | NR | [71] | ||||
| Phosphaphenanthrene group and tetrazole ring, 6-(((1H-tetrazol-5-yl) amino)(4-hydroxyphenyl)methyl)dibenzo[c,e][1,2]oxaphosphinine 6-oxide (ATZ) | ATZ-6 | 6 | 81 | 482.5 | 83.9 | 1.85 | 33.7 | V-0 | |||
| EP | 0 | 72 | 1010 | 95 | 23.3 | NR | [72] | ||||
| N-substituted bis(diphenylphosphanyl) amine RN(PPh2)2 (PNP) | PNP-7 | 7 | 54 | 748 | 61 | 1.58 | 34 | V-1 | |||
| mononuclear nickel(II) ethanedithiolate complexe RN(PPh2)2Ni(SCH2CH2S) (PNS) | PNS-7 | 7 | 67 | 520 | 82 | 2.09 | 32.2 | V-1 | |||
| EP | 0 | 59 | 1063 | 76.1 | 26.2 | NR | [73] | ||||
| Ammonium polyphosphate (APP) | APP-10 | 10 | 36 | 754 | 42.8 | 1.53 | 30.2 | NR | |||
| Ammonium polyphosphate (APP)/piperazine phenylphosphamide) (BPOPA) | APP-7.5_BPOPA-2.5 | 10 | 61 | 576 | 42.6 | 3.41 | 33.1 | V-0 | |||
| Epoxy | 0 | 63.9 | 556.5 | 308.6 | [74] | ||||||
| Cow horn ash particles (CHAp) | CHAp-5 | 5 | 81.8 | 455.5 | 301 | 1.60 | |||||
| Cow horn ash particles (CHAp) | CHAp-10 | 10 | 80.9 | 405.4 | 289.9 | 1.85 | |||||
| Cow horn ash particles (CHAp) | CHAp-15 | 15 | 85.9 | 397.1 | 206.9 | 2.81 | |||||
| Cow horn ash particles (CHAp) | CHAp-20 | 20 | 86.9 | 392.7 | 203.5 | 2.92 | |||||
| Epoxy | 0 | 40 | 1678 | 148 | 32.6 | [75] | |||||
| Graphene oxide sheets (GO) | GO-0.7 | 0.7 | 49 | 844.7 | 97.3 | 3.70 | 42.5 | ||||
| Epoxy | 0 | 60 | 1073 | 76 | 25.6 | NR | [76] | ||||
| Melamine phenyl phosphate (MAPPO) | MAPPO-18 | 18 | 68 | 443 | 46 | 4.54 | 33 | V-0 | |||
| Epoxy | 0 | 47 | 1208 | 80.6 | 22.5 | NR | [77] | ||||
| 10-dihydro-9-oxa-10-phosphaphenanthrene-10-oxide (DOPO)) | DOPO-7 | 7 | 41 | 833 | 66.7 | 1.53 | 34.1 | V-1 | |||
| Phosphaphenanthrene/benzimidazole containing flame retardant curing agent (DTA-0.25 P) | DTA-3.2 | 3.2 | 43 | 1063 | 72.5 | 1.16 | 30.1 | NR | |||
| Phosphaphenanthrene/benzimidazole containing flame retardant curing agent (DTA-0.5 P) | DTA-6.4 | 6.4 | 42 | 766 | 64.2 | 1.77 | 34.1 | V-1 | |||
| Phosphaphenanthrene/benzimidazole containing flame retardant curing agent (DTA-0.75 P) | DTA-9.6 | 9.6 | 40 | 712 | 61.1 | 1.90 | 36.7 | V-0 | |||
| Phosphaphenanthrene/benzimidazole containing flame retardant curing agent (DTA-1.0 P) | DTA-12.8 | 12.8 | 38 | 524 | 52.9 | 2.84 | 39.6 | V-0 | |||
| Epoxy | 0 | 49 | 1425 | 112.9 | 23.5 | NR | [78] | ||||
| Aluminum branched oligo(phenylphosphonate) (AHPP) | AHPP-2.5 | 2.5 | 66 | 907 | 89.6 | 2.67 | 26.5 | NR | |||
| Aluminum branched oligo(phenylphosphonate) (AHPP) | AHPP-5 | 5 | 67 | 744 | 69.1 | 4.28 | 28 | V-1 | |||
| Aluminum branched oligo(phenylphosphonate) (AHPP) | AHPP-7.5 | 7.5 | 73 | 454 | 66.4 | 7.95 | 30 | V-0 | |||
| Epoxy | 0 | 120 | 678.7 | 159.9 | 26.4 | NR | 54 | 57 | [79] | ||
| Itaconic anhydride hyperbranched polymer (ITA-HBP) | TA-HBP-3.82 | 3.82 | 102 | 618.6 | 135.7 | 1.10 | 36.4 | V-0 | 75.2 | 72.6 | |
| Itaconic anhydride hyperbranched polymer (ITA-HBP) | TA-HBP-7.35 | 7.35 | 96 | 564.5 | 135.3 | 1.14 | 37.4 | V-0 | 83.7 | 91.8 | |
| Itaconic anhydride hyperbranched polymer (ITA-HBP) | TA-HBP-10.64 | 10.64 | 91 | 534 | 125.9 | 1.22 | 41.6 | V-0 | 79 | 71.5 | |
| Itaconic anhydride hyperbranched polymer (ITA-HBP) | TA-HBP-13.7 | 13.7 | 90 | 468 | 110.2 | 1.58 | 42 | V-0 | 77.3 | 66.7 | |
| Epoxy | 0 | 58 | 714 | 76.3 | [80] | ||||||
| Phenylphosphonate (EHPP) | EHPP-5 | 5 | 44 | 548 | 70.4 | 1.07 | |||||
| Phenylphosphonate (EHPP) | EHPP-10 | 10 | 34 | 584 | 72 | 0.76 | |||||
| Ionic complexation between phytic acid and a novel phenylphosphonate (EHPP@PA5) | EHPP-PA5-5 | 5 | 36 | 294 | 73.7 | 1.56 | |||||
| Ionic complexation between phytic acid and a novel phenylphosphonate (EHPP@PA5) | EHPP-PA6-10 | 10 | 37 | 258 | 69.1 | 1.95 | |||||
| Epoxy | 0 | 47 | 1208 | 80.2 | 22.5 | NR | [81] | ||||
| Aminobenzothiazole-substituted cyclotriphosphazene (ABCP-0.6 P) | ABCP-0.6 P-6.6 | 6.6 | 46 | 465 | 57 | 3.58 | 29.4 | V-1 | |||
| Aminobenzothiazole-substituted cyclotriphosphazene (ABCP-0.9 P) | ABCP-0.9 P-9.9 | 9.9 | 29 | 616 | 53.7 | 1.81 | 29.8 | V-0 | |||
| Aminobenzothiazole-substituted cyclotriphosphazene (ABCP-1.2 P) | ABCP-1.2 P-13.3 | 13.3 | 28 | 559 | 52.7 | 1.96 | 31.2 | V-0 | |||
| Epoxy | 0 | 55 | 1286 | 96.4 | 21 | NR | 65.1 | [82] | |||
| Reduced graphene oxide (rGO) | rGO-2 | 2 | 45 | 849 | 96.7 | 1.24 | 23 | NR | 45.8 | ||
| Metal-based nanoparticles decorated reduced graphene oxide (TiO2-rGO) | TiO2-rGO-2 | 2 | 60 | 875 | 95.7 | 1.62 | 24.5 | V-1 | 60.1 | ||
| Metal-based nanoparticles decorated reduced graphene oxide (Cu2O-rGO) | Cu2O-rGO-2 | 2 | 53 | 643 | 82.5 | 2.25 | 26 | V-0 | 61.9 | ||
| metal-based nanoparticles decorated reduced grapheneoxide (Ag-rGO) | Ag-rGO-2 | 2 | 49 | 804 | 91.7 | 1.50 | 24 | V-1 | 58.9 | ||
| Epoxy | 0 | 67 | 1138 | 81.6 | NR | [83] | |||||
| Reduced graphene oxide (RGO) | RGO-2 | 2 | 57 | 913.7 | 77 | 1.12 | NR | ||||
| Reduced graphene oxide coated with Ni (OH)2 (RGO – Ni (OH)2-2) | RGO-Ni(OH)2-2 | 2 | 55 | 777.7 | 74.6 | 1.31 | V-2 | ||||
| Hexagonal boron nitride (hBN) | hBN-20 | 20 | 45 | 845.3 | 68.7 | 1.07 | NR | ||||
| Hexagonal boron nitride (hBN)/Reduced graphene oxide (RGO) | hBN20_-RGO-2 | 22 | 80 | 743.7 | 63 | 2.37 | V-2 | ||||
| Hexagonal boron nitride (hBN)/Reduced graphene oxide coated with Ni (OH)2 (RGO-Ni(OH)2-2) | hBN-20_RGO coated Ni(OH)2-2 | 22 | 103 | 756.8 | 54 | 3.49 | V-1 | ||||
| Epoxy | 0 | 55 | 949 | 86.8 | 25.7 | NR | 73.6 | [84] | |||
| Nitrogen/sulfur-containing DOPO based oligomer (SFG) | SFG-2 | 2 | 57 | 851 | 76.8 | 1.31 | 29.3 | V-1 | 78.1 | ||
| Nitrogen/sulfur-containing DOPO based oligomer (SFG) | SFG-5 | 5 | 60 | 706 | 74.9 | 1.70 | 32.8 | V-0 | 81.4 | ||
| Nitrogen/sulfur-containing DOPO based oligomer (SFG) | SFG-8 | 8 | 65 | 634 | 60.2 | 2.55 | 33.5 | V-0 | 83.7 | ||
| Epoxy | 0 | 25 | NR | 137.2 | [85] | ||||||
| Nano aluminum diethylphosphinate (AlPi) (Phousphours content-1 %) | AlPi-4.2 | 4.2 | 36 | V-1 | 124 | ||||||
| Nano aluminum diethylphosphinate (AlPi) (Phousphours content–2 %) | AlPi-8.4 | 8.4 | 37.2 | V-0 | 107.8 | ||||||
| Nano aluminum diethylphosphinate (AlPi) Phousphours content–3 %) | AlPi-12.6 | 12.6 | 39.5 | V-0 | 113.3 | ||||||
| Epoxy | 0 | 58 | 670 | 123.2 | 20.3 | NR | 91.1 | 50 | [86] | ||
| Dimelamine pyrophosphate (DMPY) | DMPY-8 | 8 | 28.2 | V-1 | 77.9 | 45.1 | |||||
| Dimelamine pyrophosphate (DMPY) | DMPY-9 | 9 | 40 | 458 | 75.4 | 1.65 | 28.7 | V-0 | 77.8 | 45.27 | |
| Dimelamine pyrophosphate (DMPY) | DMPY-10 | 10 | 28.8 | V-0 | 73.3 | 41.23 | |||||
| Dimelamine pyrophosphate (DMPY) | DMPY-11 | 11 | 29.8 | V-0 | 74.45 | 42 | |||||
| Dimelamine pyrophosphate (DMPY) | DMPY-12 | 12 | 30.5 | V-0 | 73.6 | 40.1 | |||||
| Epoxy | 0 | 19 | 74.5 | 40.6 | [87] | ||||||
| Modified montmorillonite (MMT) clay | MMT-1 | 1 | 21.3 | 76.2 | 50.3 | ||||||
| Modified montmorillonite (MMT) clay | MMT-2 | 2 | 25.4 | 78.5 | 53.1 | ||||||
| Modified montmorillonite (MMT) clay | MMT-3 | 3 | 24.3 | 81.3 | 53.8 | ||||||
| Modified montmorillonite (MMT) clay | MMT-4 | 4 | 27.2 | 75.8 | 48.2 | ||||||
| Diglycidylphenylphosphate (DGPP)/Modified montmorillonite (MMT) clay | DGPP-5_MMT-1 | 6 | 29.6 | 88.2 | 55.4 | ||||||
| Diglycidylphenylphosphate (DGPP)/Modified montmorillonite (MMT) clay | DGPP-5_MMT-2 | 7 | 31.2 | 95.4 | 56.2 | ||||||
| Diglycidylphenylphosphate (DGPP)/Modified montmorillonite (MMT) clay | DGPP-5_MMT-3 | 8 | 30.6 | 97.6 | 57.1 | ||||||
| Diglycidylphenylphosphate (DGPP)/Modified montmorillonite (MMT) clay | DGPP-5_MMT-4 | 9 | 32 | 90.4 | 56.4 | ||||||
| Diglycidylphenylphosphate (DGPP)/Modified montmorillonite (MMT) clay | DGPP-10_MMT-1 | 6 | 32.1 | 102 | 62.4 | ||||||
| Diglycidylphenylphosphate (DGPP)/Modified montmorillonite (MMT) clay | DGPP-10_MMT-2 | 7 | 33.2 | 104 | 64.8 | ||||||
| Diglycidylphenylphosphate (DGPP)/Modified montmorillonite (MMT) clay | DGPP-10_MMT-3 | 8 | 33.6 | 109 | 62.8 | ||||||
| Diglycidylphenylphosphate (DGPP)/Modified montmorillonite (MMT) clay | DGPP-10_MMT-4 | 9 | 33.9 | 94.2 | 59.1 | ||||||
| Diglycidylphenylphosphate (DGPP)/Modified montmorillonite (MMT) clay | DGPP-15_MMT-1 | 6 | 31.2 | 78.9 | 52.4 | ||||||
| Diglycidylphenylphosphate (DGPP)/Modified montmorillonite (MMT) clay | DGPP-15_MMT-2 | 7 | 33.3 | 83.2 | 47.1 | ||||||
| Diglycidylphenylphosphate (DGPP)/Modified montmorillonite (MMT) clay | DGPP-15_MMT-3 | 8 | 35.1 | 75.6 | 42.3 | ||||||
| Diglycidylphenylphosphate (DGPP)/Modified montmorillonite (MMT) clay | DGPP-15_MMT-4 | 9 | 34.5 | 69.2 | 40.1 | ||||||
| Epoxy | 0 | 22.4 | NR | [88] | |||||||
| Polyaniline (PANI) | PANI-1 | 1 | 22.6 | NR | |||||||
| Polyaniline (PANI) | PANI-2 | 2 | 24.7 | NR | |||||||
| Polyaniline (PANI) | PANI-3 | 3 | 25.2 | NR | |||||||
| Polyaniline (PANI) | PANI-4 | 4 | 25.6 | NR | |||||||
| Polyaniline (PANI) | PANI-5 | 5 | 25.7 | NR | |||||||
| Phosphorus-containing polyaniline (p-PANI) | p-PANI-1 | 1 | 23.1 | NR | |||||||
| Phosphorus-containing polyaniline (p-PANI) | p-PANI-2 | 2 | 25.5 | NR | |||||||
| Phosphorus-containing polyaniline (p-PANI) | p-PANI-3 | 3 | 29.3 | V-2 | |||||||
| Phosphorus-containing polyaniline (p-PANI) | p-PANI-4 | 4 | 30.8 | V-0 | |||||||
| Phosphorus-containing polyaniline (p-PANI) | p-PANI-5 | 5 | 31.1 | V-0 |
| FR | Designation | FR wt.% | TTI (s) | PHRR (KW/m2) | THR (MJ/m2) | FRI | LOI | UL-94 | FS (MPa) | TS (MPa) | Ref. |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Unsaturated polyester | 0 | 34 | 1153 | 77.5 | [89] | ||||||
| Na-Nano clay-25A | Na-Nclay-5 | 5 | 36 | 887 | 69.3 | 1.54 | |||||
| Ammonium polyphosphate (APP) | APP-20 | 20 | 31 | 456 | 50.1 | 3.57 | |||||
| Melamine phosphate (NH) | NH-20 | 20 | 33 | 451 | 61.8 | 3.11 | |||||
| Dipentaerythritol/melamine phosphate intumescent mixture (NW) | NW-20 | 20 | 30 | 722 | 57.4 | 1.90 | |||||
| Alumina trihydrate (ATH) | ATH-20 | 20 | 38 | 597 | 64.5 | 2.59 | |||||
| Na-Nano clay-Ammonium polyphosphate (APP) | Na-Nclay-5_APP-20 | 25 | 36.9 | 453 | 56.9 | 3.76 | |||||
| Na-Nano clay-Melamine phosphate (NH) | Na-Nclay-5_NH-20 | 25 | 40.1 | 580 | 65.3 | 2.78 | |||||
| Na-Nano clay-Dipentaerythritol/melamine phosphate intumescent mixture (NW) | Na-Nclay-5_NW-20 | 25 | 41.5 | 670 | 66.4 | 2.45 | |||||
| Na-Nano clay-Alumina trihydrate (ATH) | Na-Nclay-5_ATH-20 | 25 | 40.1 | 515 | 57.9 | 3.53 | |||||
| unsaturated polyester | 0 | 34 | 1153 | 79 | 50.3 | [90] | |||||
| Na-MMT (Montmorillonite clay)-Vinyl triphenyl phosphonium bromide modifier | Na-MMT-VTPBM-5 | 5 | 45 | 743 | 66.5 | 2.44 | 63.7 | ||||
| Na-MMT (Montmorillonite clay)-Vinyl benzyl trimethyl ammonium chloride modifier | Na-MMT-VTACM-5 | 5 | 34 | 1045 | 68.8 | 1.27 | 45.5 | ||||
| Na-MMT (Montmorillonite clay) Hexadecyl trimethyl ammonium chloride | Na-MMT-HDTACM-5 | 5 | 32 | 1002 | 70 | 1.22 | 42.1 | ||||
| Na-MMT (Montmorillonite clay) Dodecyl ethyl dimethyl ammonium bromide | Na-MMT-DWDABM-5 | 5 | 40 | 1034 | 71.7 | 1.45 | 38.2 | ||||
| Na-MMT-N,N-dimethyl-N,N-dioctadecyl quaternary ammonium bromide | Na-MMT-NDQAB-5 | 5 | 33 | 958 | 77.9 | 1.18 | |||||
| Ammonium polyphosphate (APP) | APP-20 | 20 | 31 | 478 | 52.2 | 3.33 | 24.7 | ||||
| Na-MMT (Montmorillonite clay)-Vinyl triphenyl phosphonium bromide modifier/APP | Na-MMT-VTPBM-5_APP-20 | 25 | 38 | 419 | 48.5 | 5.01 | 68.2 | ||||
| Na-MMT (Montmorillonite clay)-Vinyl benzyl trimethyl ammonium chloride modifier/APP | Na-MMT-VTACM-5_APP-20 | 25 | 36 | 426 | 49.9 | 4.54 | 56.9 | ||||
| Na-MMT (Montmorillonite clay) Hexadecyl trimethyl ammonium chloride/APP | Na-MMT-HDTACM-5_APP-20 | 25 | 38 | 434 | 49.1 | 4.78 | 49.3 | ||||
| Na-MMT (Montmorillonite clay) Dodecyl ethyl dimethyl ammonium bromide/APP | Na-MMT-DWDABM-5_APP-20 | 25 | 36 | 484 | 51.6 | 3.86 | 45.1 | ||||
| Na-MMT-N,N-dimethyl-N,N-dioctadecyl quaternary ammonium bromide/APP | Na-MMT-NDQAB-5_APP-20 | 25 | 34 | 384 | 50.6 | 4.69 | |||||
| Unsaturated polyester | 0 | 37.3 | 581 | 113.1 | 18.9 | NR | 50.9 | 12.6 | [91] | ||
| Ammonium polyphosphate (APP)-Montmorillonite (MMT)-Zinc borate (ZB) | APP-17_MMT-1_ZB-2 | 20 | 48.5 | 280 | 62.7 | 4.867 | 31.3 | V-0 | 44.2 | 21.2 | |
| unsaturated polyester | unsaturated polyester | 0 | 45 | 605.7 | 101.6 | 19.1 | NR | 50.9 | 36.2 | [92] | |
| IFR Intumescent Flame retardant (APP/pentaerythritol (PER)/melamine (Mel))(6:1:1) | IFR-32 | 32 | 37 | 259.2 | 87.1 | 2.24 | 27.5 | V-2 | 34.7 | 23.4 | |
| IFR Intumescent Flame retardant (APP/pentaerythritol (PER)/melamine (Mel)) (6:1:1)/MMT | IFR-29.6_MMT-1.5 | 31.1 | 32 | 213.1 | 89.2 | 2.30 | 28.3 | V-0 | 37.1 | 24.1 | |
| IFR Intumescent Flame retardant (APP/pentaerythritol (PER)/melamine (Mel)) (6:1:1)/PA-MMT | IFR-29.6_PA-MMT-1.6 | 31.1 | 30 | 222.9 | 81.8 | 2.25 | 29.2 | V-0 | 40.3 | 23.3 | |
| unsaturated polyester | 0 | 120 | 623.7 | 164.5 | 23 | 20.37 | [93] | ||||
| Melamine resin-coated ammonium polyphosphate (MAPP) | MAPP-10 | 10 | 160 | 461.9 | 139.5 | 2.12 | 25.5 | 23.83 | |||
| Tannic acid–iron A mussel-inspired intumescent flame retardant (MIFR) | MIFR-10 | 10 | 109 | 234.4 | 117.7 | 3.38 | 27.8 | 24.54 | |||
| unsaturated polyester | 0 | 22.6 | 860 | 84 | 20.5 | 35.5 | [94] | ||||
| Organic magnesium hydroxide (oMH) | OMH-1 | 1 | 17.1 | 842 | 78.9 | 0.82 | 21.7 | 36.4 | |||
| Organic magnesium hydroxide (oMH) | OMH-4 | 4 | 15.8 | 803 | 72.2 | 0.87 | 20.1 | 28.9 | |||
| Organic magnesium hydroxide (oMH)/Expandable er graphene (EG) | OMH-1_ EG-4 | 5 | 8.8 | 371 | 71.7 | 1.06 | 24.5 | 23.6 | |||
| Organic magnesium hydroxide (oMH)/Expandable er graphene (EG) | OMH-1_ EG-6 | 7 | 8.5 | 281 | 57.4 | 1.68 | 26.4 | 21.1 | |||
| unsaturated polyester resin | 0 | 62 | 520.1 | 131.9 | 19.8 | [95] | |||||
| Graphite carbon nitride g-C3N4 | g-C3N4-1 | 1 | 53 | 607.5 | 144.6 | 0.67 | 20.4 | ||||
| Graphite carbon nitride g-C3N4 | g-C3N4-2 | 2 | 42 | 490.5 | 130.1 | 0.73 | 20.9 | ||||
| Metal-organic framework MIL-53 (Fe)@ C on surface of graphite carbon nitride (MFeCN) | MFeCN-1 | 1 | 51 | 383.3 | 129.3 | 1.14 | 21 | ||||
| Metal-organic framework MIL-53 (Fe)@ C on surface of graphite carbon nitride (MFeCN) | MFeCN-4 | 4 | 38 | 313 | 118.4 | 1.13 | 21.8 | ||||
| unsaturated polyester | 0 | 39 | 750.6 | 179.3 | 19.2 | NR | 52.1 | 31.9 | [96] | ||
| Diatomite/ammonium polyphosphate encapsulated in Triphenyl phosphate (Dia-APP-TPP) | Dia-APP-TPP-30 | 30 | 43 | 344.9 | 118.4 | 3.63 | 27.8 | V-0 | 40.4 | 20.5 | |
| unsaturated polyester | 0 | 66 | 516.7 | 123.7 | 19.8 | [27] | |||||
| Carbon microspheres (CMS) | CMS-3 | 3 | 79 | 459.5 | 131.2 | 1.27 | 21.4 | ||||
| Phosphorylated chitosan-coated carbon microspheres (PCH@CMS)} | PCH@CMS-3 | 3 | 53 | 419 | 126.9 | 0.97 | 21.7 | ||||
| unsaturated polyester | 0 | 25 | 918.8 | 91.3 | 21 | NR | 70.8 | 28.5 | [97] | ||
| Dimelamine pyrophosphate (DMPY)/aluminium diethylphosphinate (ADP) | DMPY-15 | 15 | 13 | 406.6 | 67.9 | 1.58 | 25.6 | NR | 52 | 18.3 | |
| Dimelamine pyrophosphate (DMPY)/aluminium diethylphosphinate (ADP) | DMPY-7.5_ADP-7.5 | 15 | 23 | 401.6 | 54 | 3.56 | 27.9 | V-0 | 55.5 | 24.2 | |
| unsaturated polyester | 0 | 21 | NR | 73.3 | 58 | [98] | |||||
| Aluminium dialkylphosphinate (AlPi) | Alpi-5 | 5 | 25 | NR | 49.1 | 36.4 | |||||
| Aluminium dialkylphosphinate (AlPi) | Alpi-15 | 15 | 27.5 | V-2 | 45.2 | 26.2 | |||||
| Aluminum dialkylphosphinate (AlPi) | Alpi-25 | 25 | 29.5 | V-0 | 35.5 | 20.1 | |||||
| unsaturated polyester | 0 | 19.8 | NR | [99] | |||||||
| Dimethyl methylphosphonate (DMMP/Aluminium hydroxide (ATH) | DMMP-8.6_ATH-4.3 | 12.9 | 24.8 | V-2 | |||||||
| Dimethyl methylphosphonate (DMMP/Aluminium hydroxide (ATH) | DMMP-8.3_ATH-8.3 | 16.6 | 24.9 | V-2 | |||||||
| Dimethyl methylphosphonate (DMMP/Aluminium hydroxide (ATH) | DMMP-8_ATH-12 | 20 | 25.5 | V-1 | |||||||
| Dimethyl methylphosphonate (DMMP/Aluminium hydroxide (ATH) | DMMP-7.8_ATH-15.3 | 23.1 | 25.6 | V-1 | |||||||
| Dimethyl methylphosphonate (DMMP/Aluminium hydroxide (ATH) | DMMP-7.4_ATH-18.5 | 25.9 | 25.8 | V-1 | |||||||
| Dimethyl methylphosphonate (DMMP/Aluminium hydroxide (ATH)/Ammonium polyphosphate (APP) | DMMP-7.8_ATH-11.7_APP-2.3 | 21.8 | 26.7 | V-1 | |||||||
| Ammonium polyphosphate (APP)/Aluminium hydroxide (ATH)/Dimethyl methylphosphonate (DMMP) | APP-7.6_ATH-11.4_DMMP-4.5 | 23.5 | 27.8 | V-1 | |||||||
| Ammonium polyphosphate (APP)/Aluminium hydroxide (ATH)/Dimethyl methylphosphonate (DMMP) | APP-7.4_ATH-11.2_DMMP-6.7 | 25.3 | 29.8 | V-0 | |||||||
| Ammonium polyphosphate (APP)/Aluminium hydroxide (ATH)/Dimethyl methylphosphonate (DMMP) | APP-7.3_ATH-10.9_DMMP-8.7 | 26.9 | 30.1 | V-0 | |||||||
| Ammonium polyphosphate (APP)/Aluminium hydroxide (ATH)/Dimethyl methylphosphonate (DMMP) | APP-7.1_ATH-10.7_DMMP-10.7 | 28.5 | 27.5 | V-0 | |||||||
| unsaturated polyester | 0 | 18.9 | NR | 50.9 | 12.6 | [100] | |||||
| Dimethylmethylphosphonate (DMMP)/organic modified Ammonium polyphosphate (APP)/Montmorillonite (MMT) | DMMP-10_ APP-17_MMT-3 | 30 | 30.5 | V-1 | 36 | 16.3 | |||||
| Dimethylmethylphosphonate (DMMP)/organic modified Ammonium polyphosphate (APP)/Montmorillonite (MMT)/Zinc borate (ZB) | DMMP-10_ APP-17_MMT-1_ZB-2 | 30 | 31.3 | V-0 | 44.2 | 21.2 | |||||
| Dimethylmethylphosphonate (DMMP)/organic modified Ammonium polyphosphate (APP)/Montmorillonite (MMT)/Zinc borate (ZB) | DMMP-10_ APP-15_MMT-3_ZB-2 | 30 | 30.5 | V-0 | 42.2 | 20.1 | |||||
| unsaturated polyester | 24 | 825 | 131 | NR | [101] | ||||||
| Aluminium Trihydrate (ATH) | ATH-40 | 40 | 55.3 | 336.8 | 121.7 | 6.075 | NR | ||||
| Aluminium Trihydrate (ATH)/Aluminium hypophosphite (AHP) | ATH-37_AHP-8 | 45 | 58 | 254.4 | 92.2 | 11.14 | V-0 | ||||
| Aluminium Trihydrate (ATH)/Zinc diethylphosphinate (DEPZn) | ATH-37_DEPZn-8 | 45 | 56.5 | 265.3 | 95.1 | 10.08 | V-0 | ||||
| unsaturated polyester | 0 | 44 | 750.8 | 128.4 | 21 | NR | [102] | ||||
| Piperazine pyrophosphate (PPAP) | PPAP-16 | 16 | 32 | 380.9 | 88.59 | 2.078 | 26.6 | V-1 | |||
| Piperazine pyrophosphate (PPAP) | PPAP-18 | 18 | 25 | 293.3 | 73.83 | 2.529 | 29.8 | V0 | |||
| Piperazine pyrophosphate (PPAP) | PPAP-20 | 20 | 31.1 | V-0 | |||||||
| Piperazine pyrophosphate (PPAP) | PPAP-22 | 22 | 31.4 | V-0 | |||||||
| unsaturated polyester | 0 | 93 | 501.4 | 131.6 | 21 | 22.9 | [103] | ||||
| Ammonium polyphosphate Montmorillonite nano compound (AM) | AM-15 | 15 | 97 | 217 | 51.5 | 6.158 | 26.7 | 19.7 | |||
| Ammonium polyphosphate Montmorillonite nano compound (AM)/boron silicate-based graphene oxide (B-Si@GO) | AM-14.95_B-Si@GO-0.05 | 15 | 27.2 | ||||||||
| Ammonium polyphosphate Montmorillonite nano compound (AM)/boron silicate-based graphene oxide (B-Si@GO) | AM-14.9_B-Si@GO-0.1 | 15 | 99 | 138 | 31 | 16.42 | 28.5 | 24 | |||
| Ammonium polyphosphate Montmorillonite nano compound (AM)/boron silicate-based graphene oxide (B-Si@GO) | AM-14.85_B-Si@GO-0.15 | 15 | 28.2 | ||||||||
| unsaturated polyester | 0 | 25 | 704.8 | 127.3 | 19.9 | NR | 74 | 41.2 | [104] | ||
| Ammonium polyphosphate (APP) | APP-30 | 30 | 39 | 260 | 65.1 | 8.269 | 36.3 | V-0 | 34.2 | 19.4 | |
| Ammonium polyphosphate (APP)/ferric oxide (Fe2O3) | APP29.5_Fe2O3-0.5 | 30 | 34 | 259.1 | 64.7 | 7.279 | 39.2 | V-0 | 41.8 | 21.3 | |
| Ammonium polyphosphate (APP)/Antimony oxide (Sb2O3) | APP29.5_Sb2O3-0.6 | 30 | 34 | 295.2 | 69 | 5.99 | 39.4 | V-0 | 51.4 | 23.8 | |
| Ammonium polyphosphate (APP)/Aluminium oxide (Al2O3) | APP29.5_Al2O3-0.7 | 30 | 34 | 261.8 | 64.3 | 7.248 | 40.6 | V-0 | 51.2 | 22.2 | |
| unsaturated polyester | 0 | 51 | 743.19 | 100.36 | 37.1 | [105] | |||||
| Novel graphene like nanometal MAX (Ti3AlC2) | MAX-2 | 2 | 48.2 | 661.11 | 97.59 | 1.093 | 38.7 | ||||
| Novel graphene like nanometal MXENE(Ti3C2Tx) | MXENE-2 | 2 | 37.4 | 523.4 | 85.5 | 1.222 | 41.6 | ||||
| unsaturated polyester | 62 | 520 | 139.8 | 19 | NR | 64.9 | 42.5 | [106] | |||
| Aluminium hypophosphite (AHP) | AHP-29.5 | 29.5 | 73 | 224.5 | 79.9 | 4.772 | 24.3 | V-1 | 40.7 | 24.6 | |
| Chlorinated paraffin (CP) | CP-29.5 | 29.5 | 39 | 324 | 108.9 | 1.296 | 23.6 | V-2 | 15.6 | 7.9 | |
| Chlorinated paraffin (CP)/Aluminium hypophosphite (AHP) | CP_AHP 1:2 | 29.5 | 53 | 278.3 | 85.8 | 2.602 | 27.5 | V-0 | 27.4 | 16.7 | |
| Aluminium hypophosphite coated with chlorinated paraffin (CP@AHP 1:2) | CP@AHP-29.5 | 29.5 | 47 | 216.5 | 75.3 | 3.38 | 28.5 | V-0 | 51.4 | 32.1 | |
| unsaturated polyester | 39 | 562.8 | 143.2 | 19.8 | NR | 79.9 | 29.3 | [107] | |||
| Intumescent Flame Retardant IFR (APP-pentaerythritol PER-Melamine MEL (3:1:1) | IFR (APP-MEL-PER)-24.5 | 24.5 | 22 | 263.9 | 97.7 | 1.466 | 27 | V-0 | 32.6 | 17.7 | |
| Intumescent Flame Retardant IFR (silane treated APP-pentaerythritol PER-Melamine MEL (3:1:1) | IFR (STAPP-MEL-PER)-24.5 | 24.5 | 20 | 258.3 | 120.7 | 1.186 | 41.5 | V-0 | 35.8 | 20.7 |
| Matrix | FR | Designation | FR wt.% | TTI (s) | PHRR (KW/m2) | THR (MJ/m2) | FRI | LOI | UL-94 | FS (MPa) | TS (MPa) | Ref. |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Epoxy_Glass Fabric | Nano clay modified by an organic surfactant (35–40 wt.%) | Epoxy_GF | 0 | 44 | 818 | 28.83 | 1.0 | 366 | [108] | |||
| Nano clay modified by an organic surfactant (35–40 wt.%) | Epoxy_GF_NC-1 | 1 | 31.1 | 558 | 26.42 | 1.1 | 387 | |||||
| Nano clay modified by an organic surfactant (35–40 wt.%) | Epoxy_GF_NC-3 | 3 | 32.1 | 570 | 25.48 | 1.2 | 408 | |||||
| Nano clay modified by an organic surfactant (35–40 wt.%) | Epoxy_GF_NC-5 | 5 | 33.5 | 533 | 24.83 | 1.4 | 405 | |||||
| Epoxy resin | Epoxy | Epoxy | 0 | 23 | 1910 | 61 | 1.0 | NR | 102 | 44.5 | [109] | |
| Melamine coated ammonium polyphosphate APP | M-APP-29.7 | 29.7 | 24 | 281 | 23 | 18.8 | V-0 | 67 | 34.1 | |||
| Melamine coated ammonium polyphosphate a APP/Talc | M-APP-19.9_Talc-9.73 | 29.7 | 28 | 357 | 24 | 16.6 | V-0 | 62.7 | 31.1 | |||
| Epoxy_Glass Fabric | Melamine coated ammonium polyphosphate APP | Epoxy_GF-53.8 | 0 | 24 | 451 | 37 | 1.0 | NR | 400 | 339 | ||
| Melamine coated ammonium polyphosphate APP | Epoxy_GF-50.8_M-APP-14.6 | 14.6 | 22 | 233 | 11 | 6.0 | V-1 | 386 | 324 | |||
| Melamine coated ammonium polyphosphate APP/Talc | Epoxy_GF-50.3_M-APP-9.93_Talc-4.84 | 4.84 | 21 | 169 | 16 | 5.4 | NR | 425 | 280 | |||
| Epoxy resin | Epoxy | Epoxy | 0 | 53 | 1076 | 91 | 1.0 | 22 | NR | [110] | ||
| N, N’-diamyl-pphenylphosphonicdiamide(P-MA) | P-MA-5 | 5 | 50 | 469 | 75 | 2.6 | 32 | V-1 | ||||
| N, N’-diamyl-pphenylphosphonicdiamide(P-MA) | P-MA-8 | 8 | 45 | 405 | 71 | 2.9 | 33 | V-1 | ||||
| N, N’-diamyl-pphenylphosphonicdiamide(P-MA) | P-MA-12 | 12 | 39 | 363 | 68 | 2.9 | 36 | V-0 | ||||
| N, N’-diamyl-pphenylphosphonicdiamide(P-MA) | Epoxy_GF-30 | 0 | 65 | 864 | 56 | 1.0 | 25 | NR | ||||
| N, N’-diamyl-pphenylphosphonicdiamide(P-MA) | Epoxy_GF-30_P-MA-9.5 | 9.5 | 40 | 400 | 41 | 1.8 | 33 | V-0 | ||||
| Melanine coated ammonium polyphosphate | Epoxy_GF-54.6 | 0 | 34 | 421.2 | 37.8 | 1.6 | 417 | [111] | ||||
| Melanine coated ammonium polyphosphate | Epoxy_GF-54.6_APP-9 | 9 | 20 | 269.2 | 23.7 | 2.3 | 411 | |||||
| Epoxy_Carbon fabric | Graphene grafted with 9,10-dihydro-9-oxa-10-phosphaphenantrene-10-oxide(G-DOPO) | Epoxy_CF-70 | 0 | 91 | 383 | 93 | 1.0 | 18.5 | NR | [112] | ||
| Graphene grafted with 9,10-dihydro-9-oxa-10-phosphaphenantrene-10-oxide(G-DOPO) | Epoxy_CF-70_G-DOPO-0.5 | 0.5 | 90 | 311 | 87 | 1.3 | 27.7 | V-1 | ||||
| Graphene grafted with 9,10-dihydro-9-oxa-10-phosphaphenantrene-10-oxide(G-DOPO) | Epoxy_CF-70_G-DOPO-1 | 1 | 17 | 274 | 79 | 0.3 | 28.2 | V-1 | ||||
| Graphene grafted with 9,10-dihydro-9-oxa-10-phosphaphenantrene-10-oxide(G-DOPO) | Epoxy_CF-70_G-DOPO-3 | 3 | 15 | 234 | 70 | 0.4 | 28 | V-1 | ||||
| Epoxy resin | Epoxy | Epoxy | 38 | 943 | 60.3 | 1.0 | [113] | |||||
| Layered double hydroxide LDH (anionic unmodified clay) | RS-LD-NC-5 | 5 | 35 | 578 | 58.4 | 1.6 | ||||||
| Layered double hydroxide LDH organic treated (anionic modified clay) | RS-FR-NC-5 | 5 | 38 | 453 | 66.5 | 1.9 | ||||||
| Cationic montmorillonite (cationic unmodified clay) | RS-N2-NC-5 | 5 | 33 | 823 | 61.7 | 1.0 | ||||||
| Cationic montmorillonite) (cationic modified clay) | R5-N116-NC-5 | 5 | 38 | 717 | 58.6 | 1.4 | ||||||
| Carbon nanotube (CNT) | CNT-1 | 1 | 26 | 673 | 53.8 | 1.1 | ||||||
| Chemical treated carbon nanotube with with carboxylic acid functionalization | CT-CNT-1 | 1 | 32 | 837 | 57.4 | 1.0 | ||||||
| Thermally oxidized carbon nanotube (T-CNT) | T-CNT-1 | 1 | 25 | 585 | 56.6 | 1.1 | ||||||
| Aluminium trihydroxide (ATH) | ATH-5 | 5 | 35 | 617 | 59.2 | 1.4 | ||||||
| Ammonium polyphosphate (APP) | APP_5 | 5 | 36 | 543 | 58.8 | 1.7 | ||||||
| Epoxy_Carbon fabric | Carbon fibre reinforced epoxy | Epoxy_CF-54.8 | 0 | 28 | 349 | 20.4 | 1.0 | |||||
| Anionic unmodified clay | Epoxy_CF-54.7_RS_RS-LD-NC-5 | 5 | 22 | 343 | 21.9 | 0.7 | ||||||
| Anionic modified clay | Epoxy_CF-57.7_RS-FR-NC-5 | 5 | 21 | 310 | 23 | 0.7 | ||||||
| Carbon nanotube | Epoxy_CF-56.7_CNT-1 | 1 | 27 | 396 | 22.7 | 0.8 | ||||||
| Chemical treated carbon nanotube | Epoxy_CF-55.2_CT-CNT-1 | 1 | 26 | 411 | 21.7 | 0.7 | ||||||
| Thermal treated carbon nanotube | Epoxy_CF-58.3_T-CNT-1 | 1 | 27 | 471 | 22.2 | 0.7 | ||||||
| Alumina trihydroxide (ATH) | Epoxy_CF-55.5_ATH-5 | 5 | 22 | 417 | 22.6 | 0.6 | ||||||
| Ammonium polyphosphate (APP) | Epoxy_CF-54.7_APP-5 | 5 | 24 | 345 | 18.6 | 1.0 | ||||||
| Epoxy_Hemp Fabric | Ammonium Polyphosphate (APP) | Epoxy_Hemp-35 | 0 | 21.2 | 720.5 | 68 | 1.0 | 128.3 | [114] | |||
| Ammonium Polyphosphate (APP) | Epoxy_Hemp-35_APP-3.15 | 3.15 | 20.3 | 375.3 | 42 | 3.0 | 127.1 | |||||
| Ammonium Polyphosphate (APP) | Epoxy_Hemp-35_APP-8.88 | 8.88 | 18.1 | 293.8 | 33 | 4.3 | 131.3 | |||||
| Ammonium Polyphosphate (APP) | Epoxy_Hemp-35_APP-16.32 | 16.32 | 21 | 186.7 | 27 | 9.6 | 127.3 | |||||
| Epoxy_Flax | melamine coated ammonium polyphosphate | Epoxy_Flax-37.9 | 0 | 16 | 619.6 | 68.5 | 1.0 | 124 | [111] | |||
| melamine coated ammonium polyphosphate | Epoxy_Flax-37.9_APP-7.58 | 7.58 | 25 | 269.4 | 40.2 | 6.1 | 116 | |||||
| Unsaturated Polyester_Glass fabric | polyester-Glass fabric | Polyester_GF-50 | 0 | 134 | 339.77 | 92.4 | 1.0 | 21 | NR | [115] | ||
| Alumina trihydrate (ATH) | Polyester_GF-50_ATH-18.5 | 18.5 | 158 | 278.89 | 122.5 | 1.1 | 23 | NR | ||||
| Decabromodiphenyl ether (DBDE) | Polyester_GF-50_DBDE-3.25 | 3.25 | 126 | 282.68 | 105.9 | 1.0 | 22 | NR | ||||
| Alumina trihydrate (ATH)/decabromodiphenyl ether (DBDE) | Polyester_GF-50_ATH-18.5_DBDE-3.25 | 21.75 | 147 | 277.88 | 115.5 | 1.1 | 25 | V-0 | ||||
| Decabromodiphenyl ether (DBDE)/antimony trioxide (Sb2O3) | Polyester_GF-50_DBDE-6.5_Sb2O3-2.15 | 8.65 | 165 | 214.03 | 53.8 | 3.4 | 33 | V-0 | ||||
| DBDE)/antimony trioxide (Sb2O3) | Polyester_GF-50_DBDE-6.5_Sb2O3-3.25 | 13 | 200 | 155.82 | 24.7 | 12.2 | 36 | V-0 | ||||
| Alumina trihydrate (ATH)/decabromodiphenyl ether (DBDE)/antimony trioxide (Sb2O3) | Polyester_GF-50_ATH-18.5_DBDE-6.5_Sb2O-3-2.15 | 27.15 | 220 | 154.27 | 40.5 | 8.2 | 33 | V-0 | ||||
| Alumina trihydrate (ATH)/decabromodiphenyl ether (DBDE)/antimony trioxide (Sb2O3) | Polyester_GF-50_ATH-18.5_DBDE-9.75_Sb2O3-3.25 | 31.5 | 181 | 140.62 | 36.4 | 8.3 | 37 | V-0 | ||||
| Alumina trihydrate (ATH) | Polyester_GF-50_ATH-23.8 | 23.8 | 134 | 339.77 | 92.4 | 1.0 | 26 | V-0 | ||||
| Alumina trihydrate (ATH) | Polyester_GF-50_ATH-29.25 | 29.25 | 158 | 278.89 | 122.5 | 1.1 | 29 | V-0 | ||||
| Epoxy/Unsaturated polyester blend | Epoxy/Unsaturated polyester blend | Epoxy-95_UP-5 | 1 | 61 | 829.2 | 141.7 | 20 | V-2 | 119 | 65 | [116] | |
| Nanoclay, bis(2-hydroxy-ethyl) methyl tallow ammonium | Epoxy-95_UP-5_ NC-1 | 1 | 66 | 647.2 | 119.5 | 1.66 | 24 | V-1 | 131 | 74 | ||
| Epoxy/UP_Sisal Fabric | Epoxy/UP_alkali-silane treated sisal fibre | Epoxy-95_UP-5_ASTF-30 | 0 | 65 | 610.9 | 110.8 | 25 | V-1 | 180 | 119 | ||
| Nanoclay, bis(2-hydroxy-ethyl) methyl tallow ammonium | Epoxy-95_UP-5_ NC-1_ASTF-30 | 1 | 64 | 583.3 | 104.3 | 1.09 | 27 | V-1 | 191 | 128 | ||
| Epoxy/Novolac type cyanate ester (CE) blend | Cyanate ester | CE | 0 | 26 | 156 | 15.5 | 30 | HB | [117,118] | |||
| Epoxy | Epoxy | 0 | 40 | 743 | 91 | 23 | HB | |||||
| Epoxy-Novolac type cyanate ester | Epoxy-80_CE-20 | 0 | 50 | 471 | 59.5 | 3.02 | 33 | HB | ||||
| Epoxy-Novolac type cyanate ester | Epoxy-60_CE-40 | 0 | 50 | 238 | 55.1 | 6.44 | 28 | HB | ||||
| Epoxy-DOPO | Epoxy-DOPO-13.94 | 13.94 | 32 | 477 | 65.1 | 1.74 | 29 | V-1 | ||||
| Epoxy-Novolac type cyanate ester_DOPO | Epoxy-80_CE-20_DOPO-13.94 | 13.94 | 42 | 261 | 49 | 5.55 | 42 | V-0 | ||||
| Epoxy-Novolac type cyanate ester_DOPO | Epoxy-70_CE-30_DOPO-13.94 | 13.94 | 50 | 207 | 42 | 9.72 | 40 | V-0 | ||||
| Epoxy-Novolac type cyanate ester_DOPO | Epoxy-60_CE-40_DOPO-13.95 | 13.94 | 53 | 195 | 36.3 | 12.7 | 43 | V-0 | ||||
| Epoxy-Novolac type cyanate ester_DOPO | Epoxy-80_CE-20_DOPO-20.9 | 20.9 | 27 | 218 | 50.3 | 4.16 | 40 | V-0 | ||||
| Epoxy-Novolac type cyanate ester_DOPO | Epoxy-75_CE-25_DOPO-20.9 | 20.9 | 45 | 218 | 46 | 7.59 | 42 | V-0 | ||||
| Epoxy-Novolac type cyanate ester_DOPO | Epoxy-60_CE-40_DOPO-20.9 | 20.9 | 44 | 234 | 47.5 | 6.69 | 45 | V-0 | ||||
| Epoxy/Novolac type cyanate este _Carbon fabric | Novolac type cyanate ester (Primaset PT-30)/carbon fabric | CE_CF-55 | 0 | 80 | 84 | 9.8 | 58 | V-0 | ||||
| Epoxy/Carbon fabric | Epoxy_CF-56 | 0 | 55 | 176 | 37.9 | 33 | HB | 1203 | 912.6 | |||
| Epoxy-Novolac type cyanate ester (CE)/carbon fabric (CF) | Epoxy-80_CE-20_CF-55 | 0 | 51 | 162 | 29.9 | 1.28 | 41 | HB | 1240 | 1040 | ||
| Epoxy-Novolac type cyanate ester (CE)/carbon fabric (CF) | Epoxy-60_CE-40_CF-55 | 0 | 87 | 134 | 21.8 | 3.61 | 42 | V-0 | 1238 | 844.1 | ||
| Epoxy-Novolac type cyanate ester (CE)/carbon fabric (CF)-DOPO 2% P | Epoxy-60_CE-40_CF-55_DOPO(2%p)-6.27 | 6.273 | 72 | 101 | 20.1 | 4.3 | 46 | V-0 | 1056 | 861.2 | ||
| Epoxy-Novolac type cyanate ester (CE)/Carbon fabric (CF)-DOPO 3% P | Epoxy-60_CE-40_CF-55_DOPO(3%p)-9.4 | 9.4 | 70 | 84 | 18.7 | 5.4 | 48 | V-0 | 1149 | 715.2 | ||
| saturated polyester/phenolic resin blend | unsaturated polyester (UP) | UP | 0 | 40 | 1053 | 78.9 | [119,120] | |||||
| UP/Solvent based phenolic (PH–S) | Up-70_PH-S-30 | 0 | 31 | 630 | 62.3 | 1.64 | ||||||
| UP/Solvent based phenolic (PH–S) | Up-50_PH-S-50 | 0 | 31 | 568 | 48.4 | 2.34 | ||||||
| UP/Epoxy functionalised phenolic (PH-Ep) | Up-70_PH-Ep-30 | 0 | 39 | 885 | 54.3 | 1.69 | ||||||
| UP/Epoxy functionalised phenolic (PH-Ep) | Up-50_PH-Ep-50 | 0 | 34 | 682 | 49.6 | 2.09 | ||||||
| UP/Allyl functionalised phenolic (PH–Al) | Up-70_PH-Al30 | 0 | 54 | 955 | 70.7 | 1.66 | ||||||
| UP/Allyl functionalised phenolic (PH–Al) | Up-50_PH-Al-50 | 0 | 57 | 828 | 61 | 2.34 | ||||||
| Unsaturated polyester/phenolic blend _Glass fabric | glass fabric/unsaturated polyester (59% wt.) | Up_GF-59 | 0 | 38 | 479 | 30.3 | 375 | |||||
| glass fabric/UP/Solvent based phenolic (PH–S) | Up:PH-S-70:30_GF-59 | 0 | 39 | 418 | 26.2 | 1.36 | 281 | |||||
| glass fabric/UP/Solvent based phenolic (PH–S) | Up:PH-S-50:50_GF-55 | 0 | 34 | 365 | 23.5 | 1.51 | 256 | |||||
| glass fabric/UP/Epoxy functionalised phenolic (PH-Ep) | Up:PH-Ep-70:30_GF-59 | 0 | 42 | 461 | 25.3 | 1.38 | 298 | |||||
| glass fabric/UP/Epoxy functionalised phenolic (PH-Ep) | Up:PH-Ep-50:50_GF-67 | 0 | 32 | 448 | 19.2 | 1.42 | 268 | |||||
| glass fabric/UP/Allyl functionalised phenolic (PH–Al) | Up-PH-A-70:30_GF-59 | 0 | 46 | 443 | 28.7 | 1.38 | 317 | |||||
| glass fabric/UP/Allyl functionalised phenolic (PH–Al) | Up:PH-Al-50:50_GF-58 | 0 | 48 | 415 | 25.8 | 1.71 | ||||||
| Epoxy_ Hemp Fabric | Hemp fabrics/epoxy | Epoxy_Hemp-25 | 0 | 55 | 754 | 61.3 | 109 | [121] | ||||
| Waterglass treated Hemp fabrics/epoxy composite | Epoxy_WGT-Hemp-25 | 0 | 39 | 642 | 64.2 | 0.8 | 92 | |||||
| Hemp fabrics/epoxy/Ammonium polyphosphate (APP) | Epoxy_Hemp-25_APP-15 | 15 | 46 | 259 | 34.4 | 4.34 | 110 | |||||
| Hemp fabrics treated with waterglass/epoxy/Ammonium polyphosphate (APP) | Epoxy_WGT-Hemp-26_APP-15 | 15 | 44 | 232 | 40.1 | 3.97 | 94 | |||||
| Epoxy _Carbon fabric | Carbon fibre reinforced epoxy | Epoxy_CF-46 | 47.5 | 54 | 508.3 | 47.8 | 977.2 | [122] | ||||
| Carbon Fibre decorated by d by bio-based polyelectrolyte complexes (PEC) of chitosan and ammonium polyphosphate | Epoxy_CF-46-PEC-5.2 | 5.2 | 51 | 358 | 44 | 1.46 | 916 | |||||
| Carbon Fibre decorated by d by bio-based polyelectrolyte complexes (PEC) consisting of chitosan and ammonium polyphosphate | Epoxy_CF-46-PEC-6.9 | 6.9 | 50 | 307.5 | 39.6 | 1.85 | 907 | |||||
| Carbon Fibre decorated by d by bio-based polyelectrolyte complexes (PEC) consisting of chitosan and ammonium polyphosphate | Epoxy_CF-46-PEC-8.1 | 8.1 | 49 | 255.9 | 35.5 | 2.43 | 863.6 | |||||
| Epoxy_Glass fabric | Epoxy-Glass fabric | Epoxy_GF | 0 | 22.5 | NR | [123] | ||||||
| Organo montmorillonite clay (OMMT) | Epoxy_GF_OMMT-2 | 2 | 22.7 | NR | ||||||||
| Organo montmorillonite clay (OMMT)-brominated flame retardants decabromodiphenyl oxide (DBDPO) | Epoxy_GF_OMMT-2_DBDPO-10 | 12 | 23.9 | NR | ||||||||
| Organo montmorillonite clay (OMMT)-brominated flame retardants decabromodiphenyl oxide (DBDPO) | Epoxy_GF_OMMT-2_DBDPO-20 | 22 | 27.4 | NR | ||||||||
| Organo montmorillonite clay (OMMT)-brominated flame retardants decabromodiphenyl oxide (DBDPO) | Epoxy_GF_OMMT-2_DBDPO-30 | 32 | 32 | NR | ||||||||
| Organo montmorillonite clay (OMMT)-brominated flame retardants decabromodiphenyl oxide (DBDPO) | Epoxy_GF_OMMT-2_DBDPO-40 | 42 | 38 | V-1 | ||||||||
| Organo montmorillonite clay (OMMT)-brominated flame retardants decabromodiphenyl oxide (DBDPO) | Epoxy_GF_OMMT-2_DBDPO-50 | 52 | 39.9 | V-0 | ||||||||
| Epoxy_Glass fabric | Epoxy-Glass fabric | Epoxy_GF-57.3 | 0 | 18.5 | NR | 197.2 | [124] | |||||
| Conventional addition of melamine polyphosphate (MPP) | Epoxy_GF-57.3_MPP-7.1 | 7.1 | 31.2 | V-0 | 157.4 | |||||||
| In situ dispersed melamine polyphosphate (Insitu-MPP) | Epoxy_GF-57.3_Insitu-MPP-7.1 | 7.1 | 34.3 | V-0 | 178.3 | |||||||
| Epoxy_Flax fabric | 2-layer flax fabric-reinforced Epoxy | Epoxy-2 Layer Flax | 0 | 21.3 | NR | 5.42 | [125] | |||||
| 4-layer flax fabric-reinforced Epoxy | Epoxy-4 Layer Flax | 0 | 23.3 | NR | ||||||||
| 2-layer flax fabric-reinforced Epoxy/Ammonium polyphosphate | Epoxy-2 Layer Flax_APP-10 | 10 | 22.4 | NR | 4.13 | |||||||
| 2-layer flax fabric-reinforced Epoxy/Ammonium polyphosphate | Epoxy-2 Layer Flax_APP-20 | 20 | 25.5 | V-1 | 4.53 | |||||||
| 2-layer flax fabric-reinforced Epoxy/Ammonium polyphosphate | Epoxy-2 Layer Flax_APP-30 | 30 | 30.3 | V-0 | ||||||||
| 2-layer flax fabric-reinforced Epoxy/aluminium hydroxide (ALH) | Epoxy-2 Layer Flax_ALH-20 | 20 | 22.5 | NR | 4.29 | |||||||
| 3-layer flax fabric-reinforced Epoxy/aluminium hydroxide (ALH) | Epoxy-2 Layer Flax_ALH-30 | 30 | 23.5 | NR | 4.57 | |||||||
| 4-layer flax fabric-reinforced Epoxy/aluminium hydroxide (ALH) | Epoxy-2 Layer Flax_ALH-40 | 40 | 24.5 | NR | 4.46 | |||||||
| Unsaturated Polyester_Glass fabric | Polyester-Glass fabric | Polyester-GF | 75.5 | [126] | ||||||||
| Aluminium trihydroxide (ATH) | Polyester_GF_ATH-40% | 40 | 33 | V0 | 73.2 | |||||||
| Aluminium trihydroxide (ATH)/Expandable Graphite (EG) | Polyester_GF_ATH-36%_EG-4% | 40 | 34 | NR | ||||||||
| Aluminium trihydroxide (ATH)/Expandable Graphite (EG) | Polyester_GF_ATH-32%_EG-8% | 40 | 35 | NR | ||||||||
| Aluminium trihydroxide (ATH)/Expandable Graphite (EG) | Polyester_GF_ATH-20%_EG-20% | 40 | 36 | V0 | 65.1 | |||||||
| Aluminium trihydroxide (ATH)/Ammonium Polyphosphate (APP) | Polyester_GF_ATH-36%_APP-4% | 40 | 35 | NR | 72.1 | |||||||
| Aluminium trihydroxide (ATH)/Ammonium Polyphosphate (APP) | Polyester_GF_ATH-20%_APP-20% | 40 | 43 | V-0 | 73.1 | |||||||
| Aluminium trihydroxide (ATH)/Ammonium Polyphosphate (APP)/Expandable Graphite (EG) | Polyester_GF_ATH-28%_APP-4%_EG-8% | 40 | 37 | NR | 70.6 | |||||||
| Aluminium trihydroxide (ATH)/Ammonium Polyphosphate (APP)/Expandable Graphite (EG) | Polyester_GF_ATH-28%_APP-8%_EG-4% | 40 | 37 | NR | 69 | |||||||
| Aluminium trihydroxide (ATH)/Ammonium Polyphosphate (APP)/Expandable Graphite (EG) | Polyester_GF_ATH-20%_APP-12%_EG-8% | 40 | 43 | V-0 | 72.1 | |||||||
| Epoxy_Glass Fabric | Epoxy/glass fabric | Epoxy_GF-50 | 0 | 25.9 | 351 | [127] | ||||||
| Ammonium polyphosphate (APP) | Epoxy_GF-50_APP-5 | 5 | 29.1 | 365 | ||||||||
| Ammonium polyphosphate (APP) | Epoxy_GF-50_APP-10 | 10 | 29.7 | 352 | ||||||||
| Ammonium polyphosphate (APP) | Epoxy_GF-50_APP-20 | 20 | 30.1 | 358 | ||||||||
| Melamine polyphosphate (PNA) | Epoxy_GF-50_PNA-5 | 5 | 32.5 | 388 | ||||||||
| Melamine polyphosphate (PNA) | Epoxy_GF-50_PNA-10 | 10 | 31.3 | 365 | ||||||||
| Melamine polyphosphate (PNA) | Epoxy_GF-50_PNA-20 | 20 | 31.5 | 343 | ||||||||
| Epoxy _Glass fabric | Epoxy/glass fabric | Epoxy_GF-50 | 21 | NR | 310.8 | 184 | [128] | |||||
| Reactive 9,10-Dihydro-9-oxa-10-phosphaphenanthrene-10-oxide (DOPO) | Epoxy_GF-DOPO-4.2 | 4.2 | 24 | NR | 241.5 | 142 | ||||||
| Unsaturated Polyester_Glass fabric | Glass fabric Grafted with silane treated DOPO | Epoxy_GGF | 4.2 | 31 | V-1 | 312.5 | 187 | [129] | ||||
| Unsaturated polyester/glass fabric | UP_GF-20 | 85 | 439 | 85.2 | 21.7 | 128 | ||||||
| Na-Montmorillonite nanoclay | UP_GF-20_Na-MMT-3 | 3 | 79 | 412 | 82.5 | 22.2 | 155 | |||||
| Silane treated Na-Montmorillonite nanoclay | UP_GF-20_Silane Na-MMT-2.54 | 2.54 | 79 | 409 | 84.5 | 22.1 | 162 | |||||
| Montmorillonite nanoclay | UP_GF-20_MMT-2.3 | 2.3 | 87 | 434 | 84.7 | 21.6 | 147 | |||||
| Silane treated Montmorillonite nanoclay | UP_GF-20_silane MMT-3 | 3 | 82 | 373 | 85 | 21.5 | 166 | |||||
| Calcium carbonate | UP_GF-20_CaCO3 | 3 | 86 | 446 | 88.3 | 21 | 143 | |||||
| Unsaturated Polyester_Glass fabric | Unsaturated polyester/glass fabric | UP_GF-50 | 21 | 238.8 | [130] | |||||||
| Antimony oxide (AO) | UP_GF-35_AO-15 | 15 | 25 | 230.8 | ||||||||
| Antimony oxide (AO)/Fly ash (FA) | UP_GF-35_AO-10_FA-5 | 15 | 27 | 238.7 | ||||||||
| Antimony oxide (AO)/Fly ash (FA) | UP_GF-35_AO-5_FA-10 | 15 | 29 | 230 | ||||||||
| Fly ash (FA) | UP_GF-35_FA-15 | 15 | 31 | 225 | ||||||||
| Antimony oxide/Hydroxyapatite (HA) | UP_GF-35_AO-10_HA-5 | 15 | 28 | 240 | ||||||||
| Antimony oxide/Hydroxyapatite (HA) | UP_GF-35_AO-5_HA-10 | 15 | 30 | 245 | ||||||||
| Hydroxyapatite (HA) | UP_GF-35_HA-15 | 15 | 32 | 247 | ||||||||
| Antimony oxide/Zinc borate (ZB) | UP_GF-35_AO-10_ZB-5 | 15 | 32 | 242 | ||||||||
| Antimony oxide/Zinc borate (ZB) | UP_GF-35_AO-5_ZB-10 | 15 | 34 | 246 | ||||||||
| Zinc borate (ZB) | UP_GF-35_ZB-15 | 15 | 37 | 247 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ramadan, N.; Taha, M.; La Rosa, A.D.; Elsabbagh, A. Towards Selection Charts for Epoxy Resin, Unsaturated Polyester Resin and Their Fibre-Fabric Composites with Flame Retardants. Materials 2021, 14, 1181. https://doi.org/10.3390/ma14051181
Ramadan N, Taha M, La Rosa AD, Elsabbagh A. Towards Selection Charts for Epoxy Resin, Unsaturated Polyester Resin and Their Fibre-Fabric Composites with Flame Retardants. Materials. 2021; 14(5):1181. https://doi.org/10.3390/ma14051181
Chicago/Turabian StyleRamadan, Noha, Mohamed Taha, Angela Daniela La Rosa, and Ahmed Elsabbagh. 2021. "Towards Selection Charts for Epoxy Resin, Unsaturated Polyester Resin and Their Fibre-Fabric Composites with Flame Retardants" Materials 14, no. 5: 1181. https://doi.org/10.3390/ma14051181
APA StyleRamadan, N., Taha, M., La Rosa, A. D., & Elsabbagh, A. (2021). Towards Selection Charts for Epoxy Resin, Unsaturated Polyester Resin and Their Fibre-Fabric Composites with Flame Retardants. Materials, 14(5), 1181. https://doi.org/10.3390/ma14051181