
Development of Water Retentive and Thermal Resistant Cement Concrete and Cooling Effects Evaluation


Abstract
:1. Introduction
2. Materials and Sample Preparation
2.1. Water Retentive Material
2.2. Stone Mastic Asphalt (SMA)
2.3. Porous Cement Concrete (PCC)
3. Test Methods
3.1. Water Retention Capacity Test
- Water retentive material was prepared according to the composition ratio. A cylindrical specimen with a height of 5 cm and diameter of 5 cm was fabricated.
- The specimens were cured at a constant temperature of 20 ± 2 °C and a humidity of 95% for seven days.
- Specimens were dried at a constant temperature of 105 ± 2 °C for 24 h, and the original mass of the specimens (m0) was measured.
- Specimens were immersed into water until the mass was constant. The mass of the saturated specimen was measured as m1. The WR is calculated by the Equation (2).where V is the volume of specimens, cm3.
3.2. Fluidity Test
3.3. Compressive Strength and Flexural Strength Test
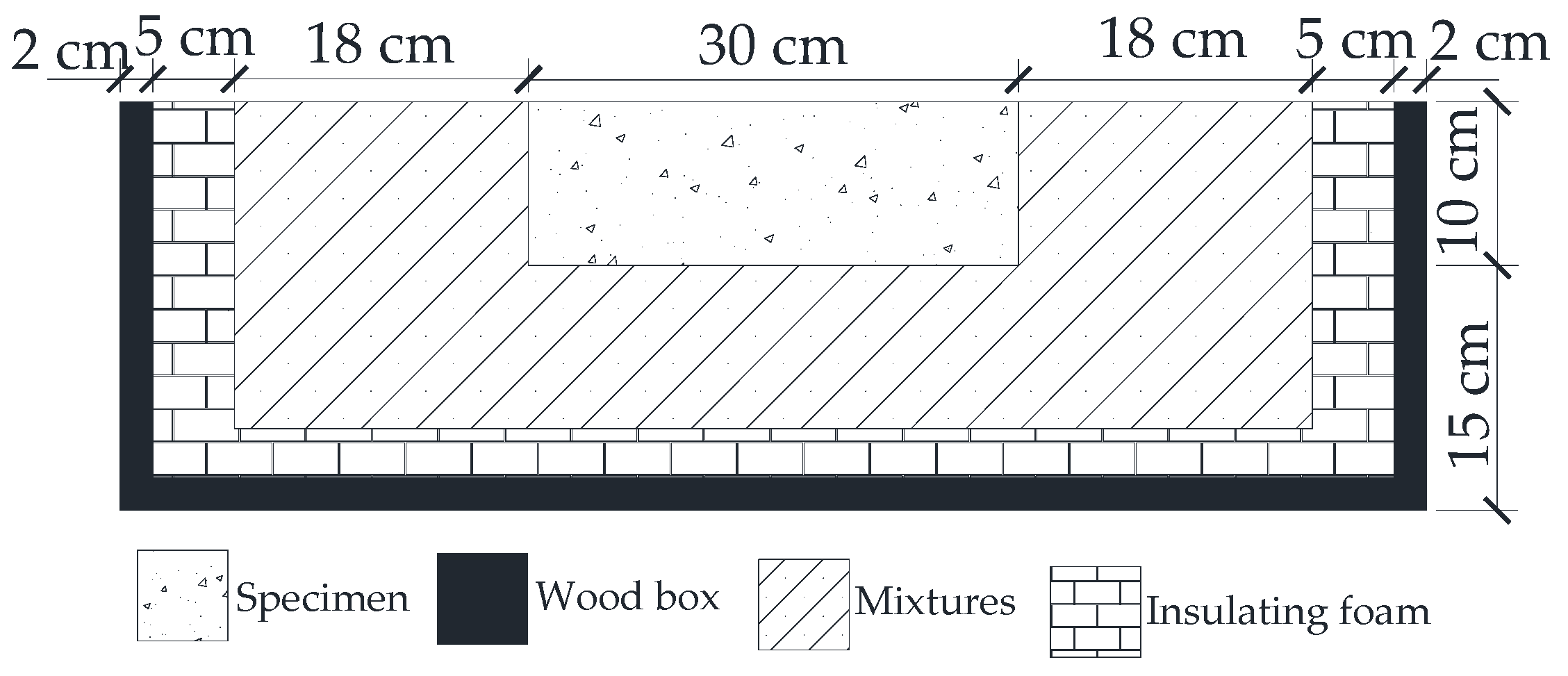
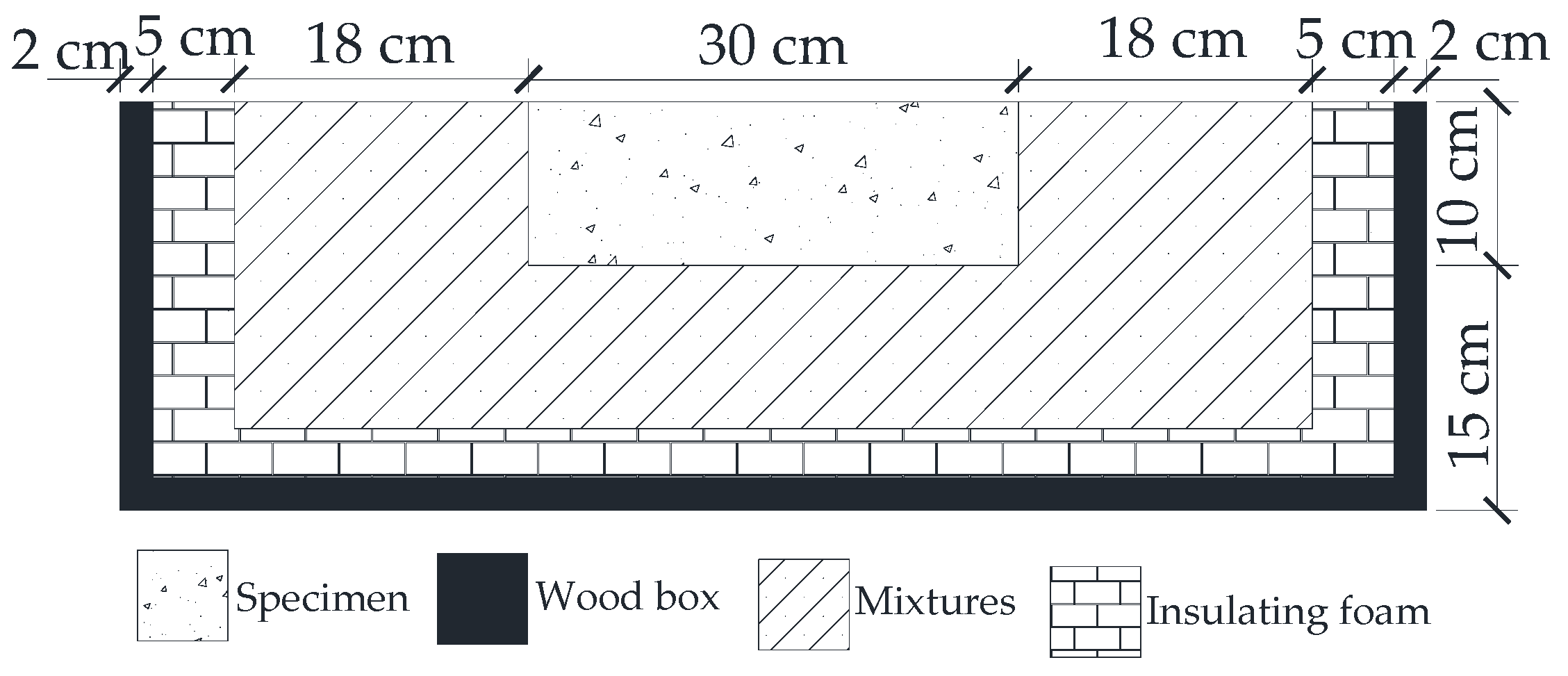
3.4. Temperature Monitoring Test
4. Results and Discussion
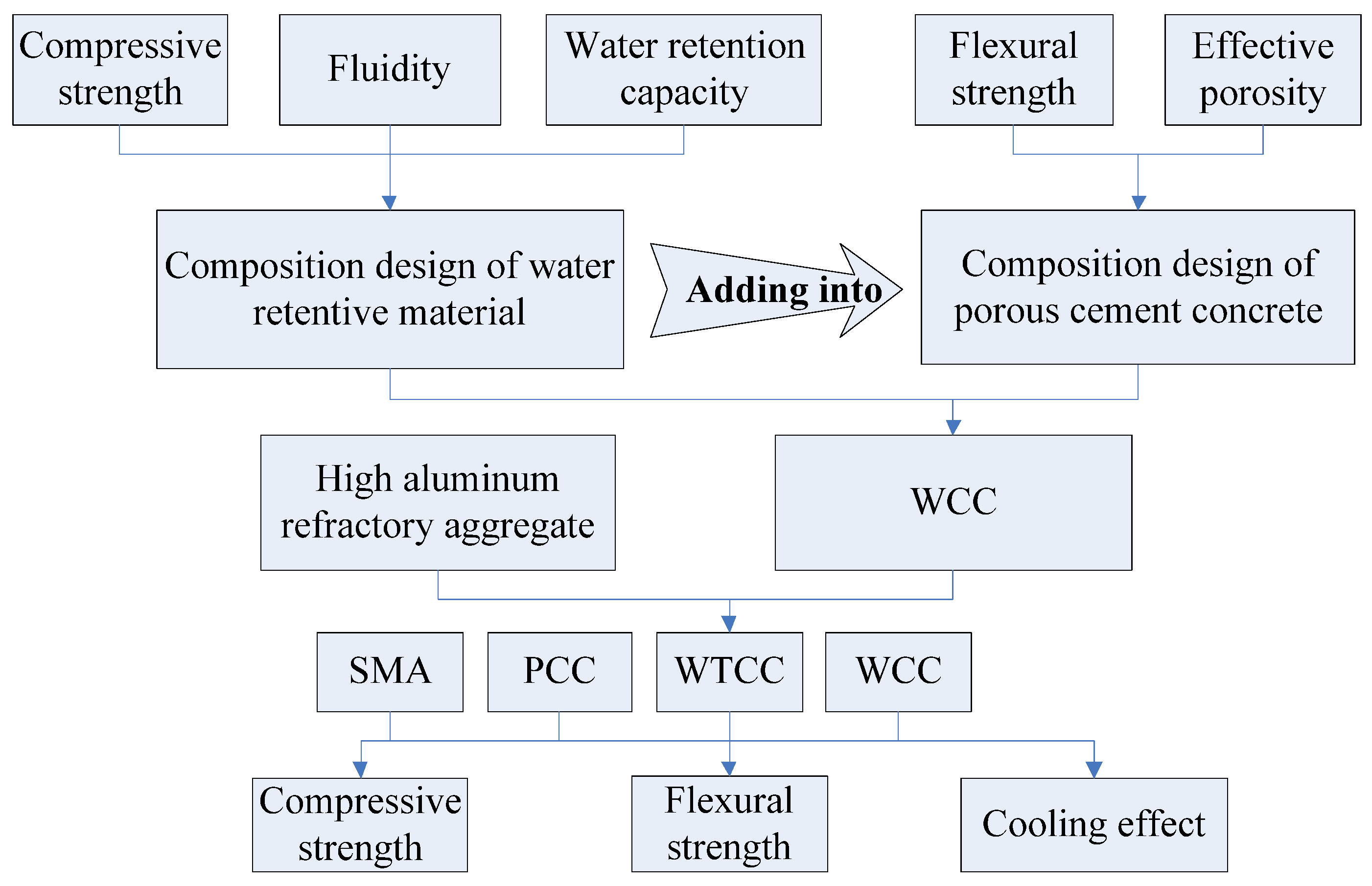
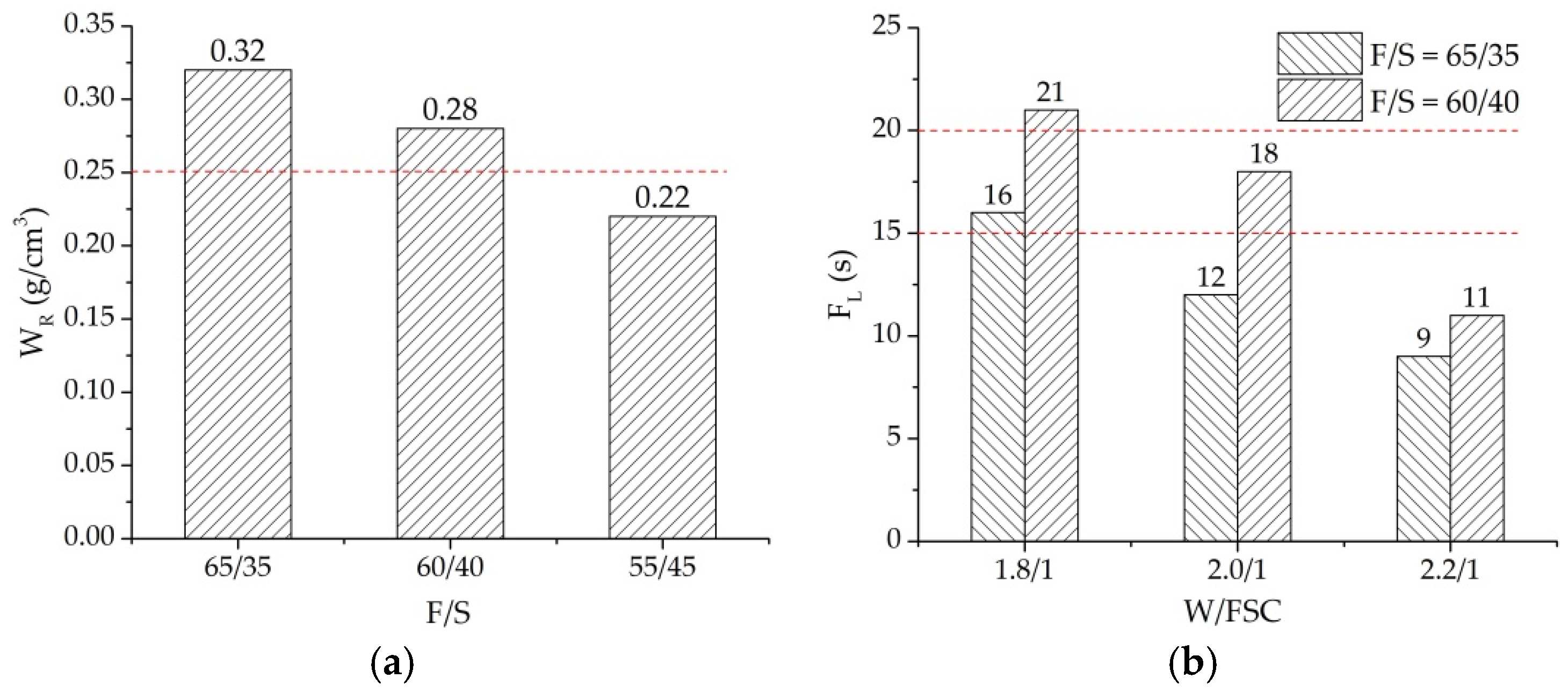
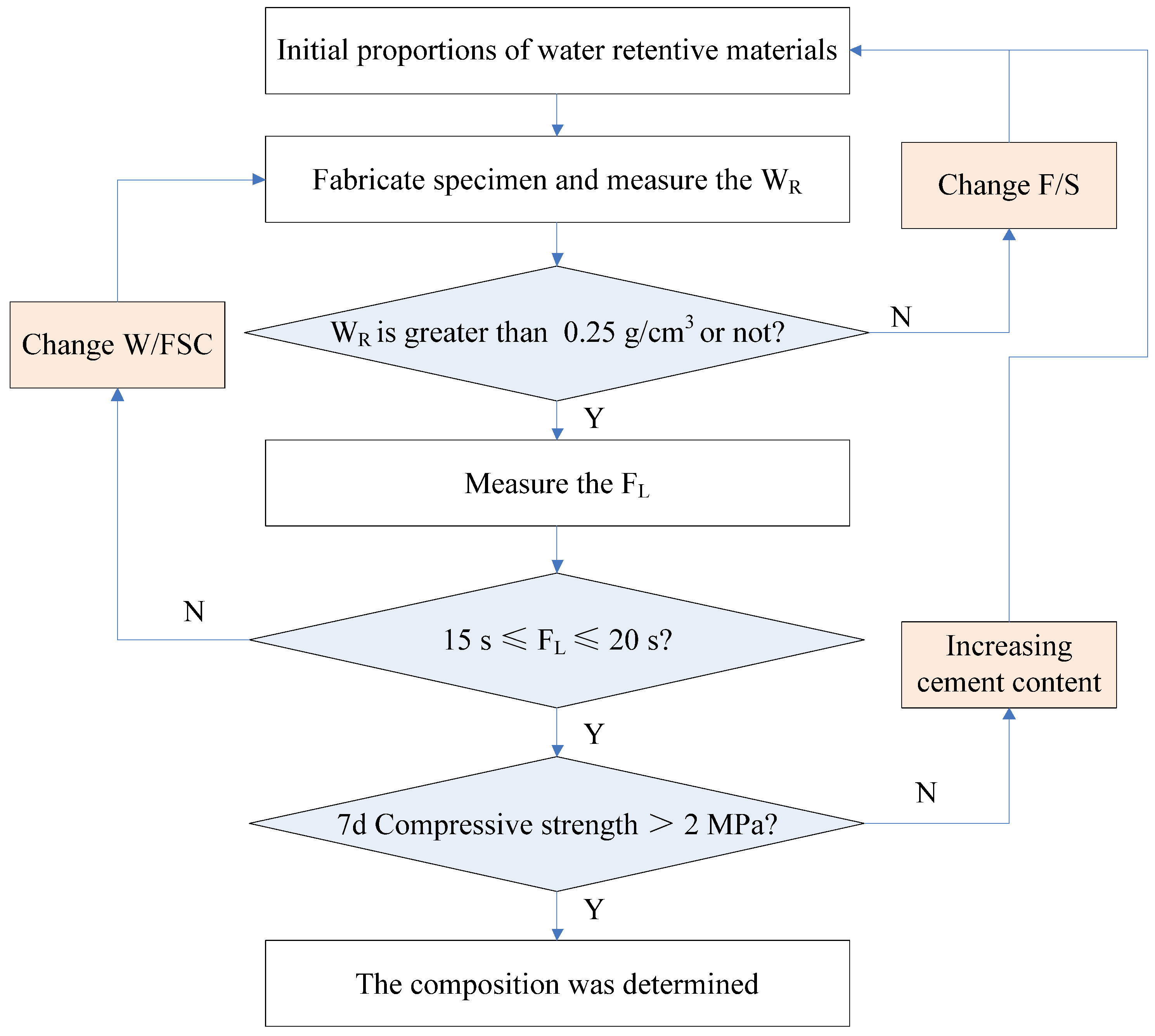
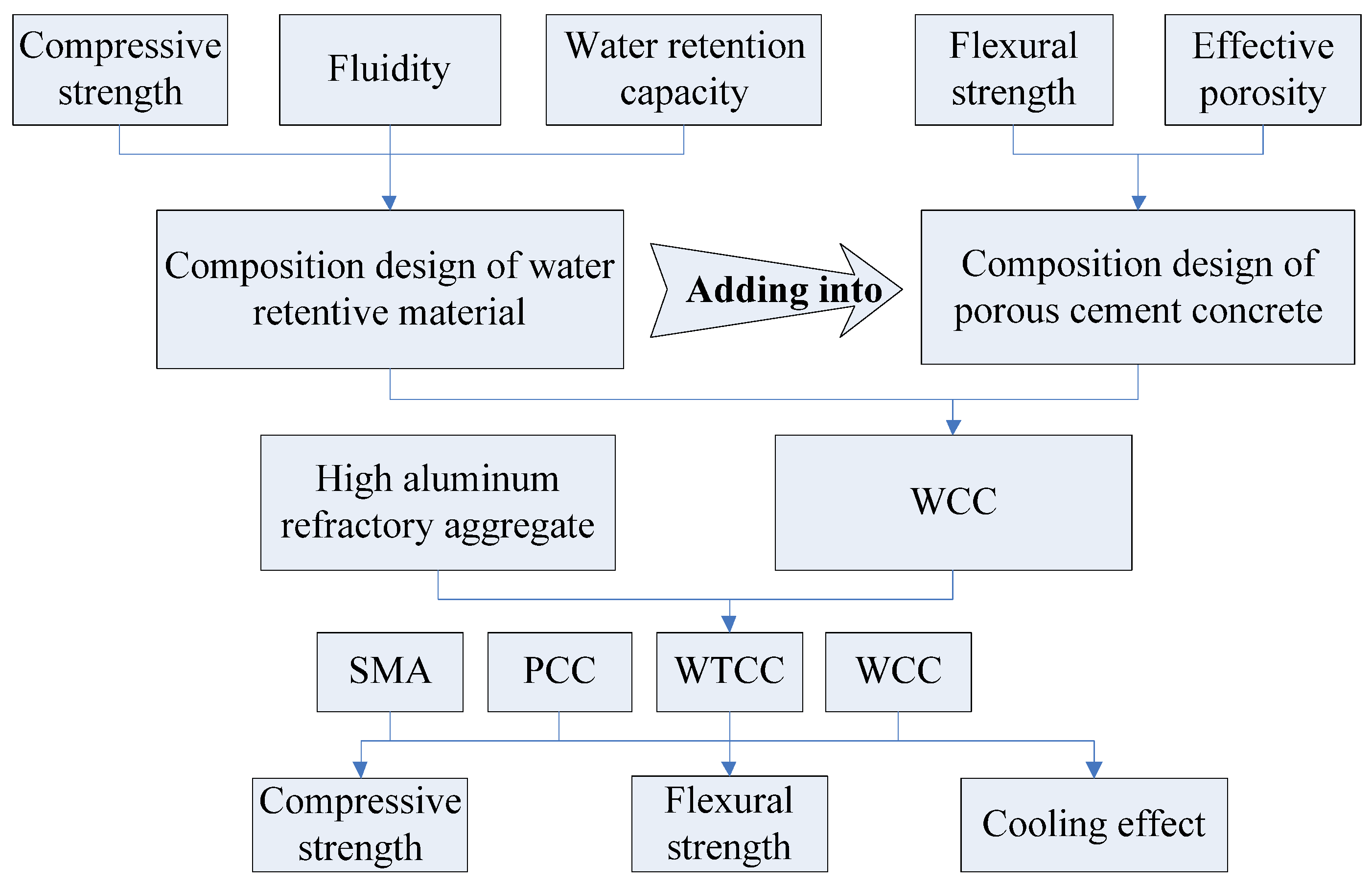
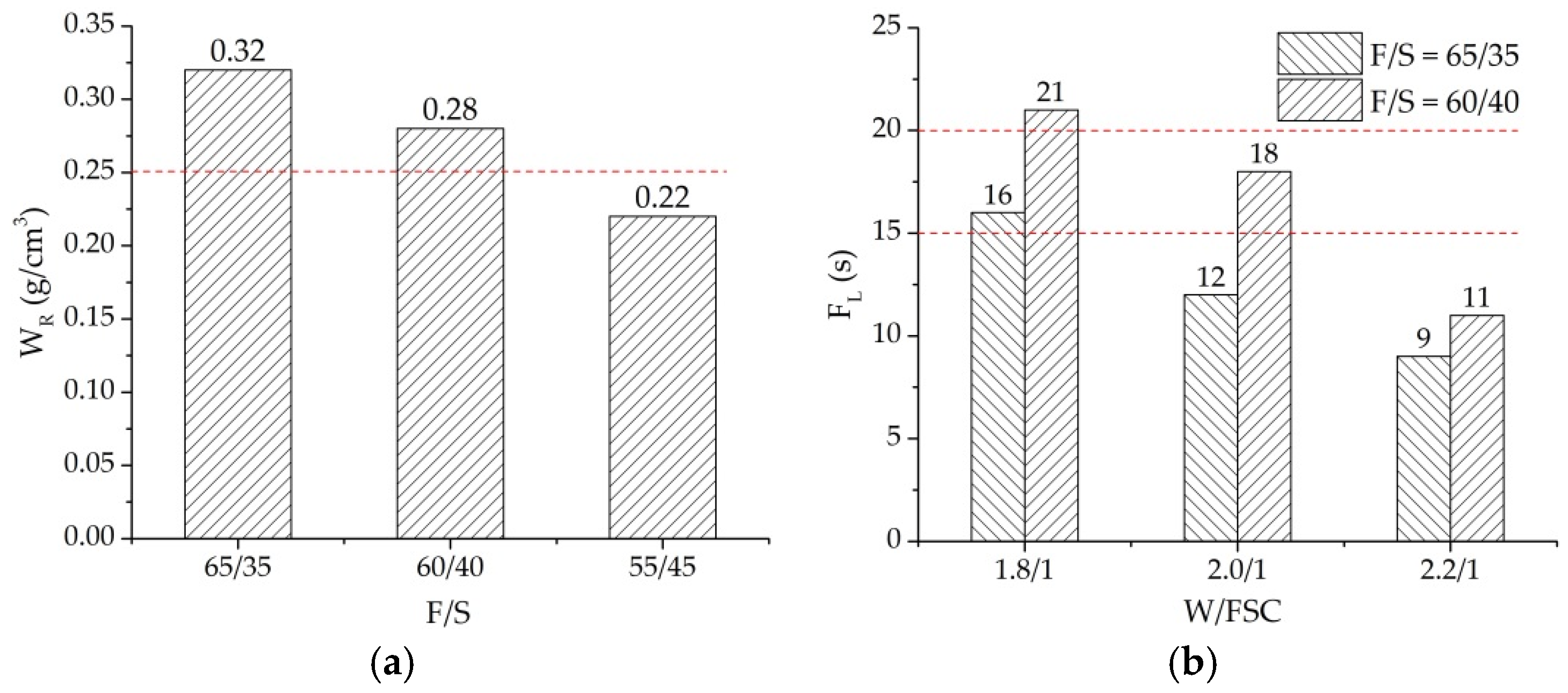
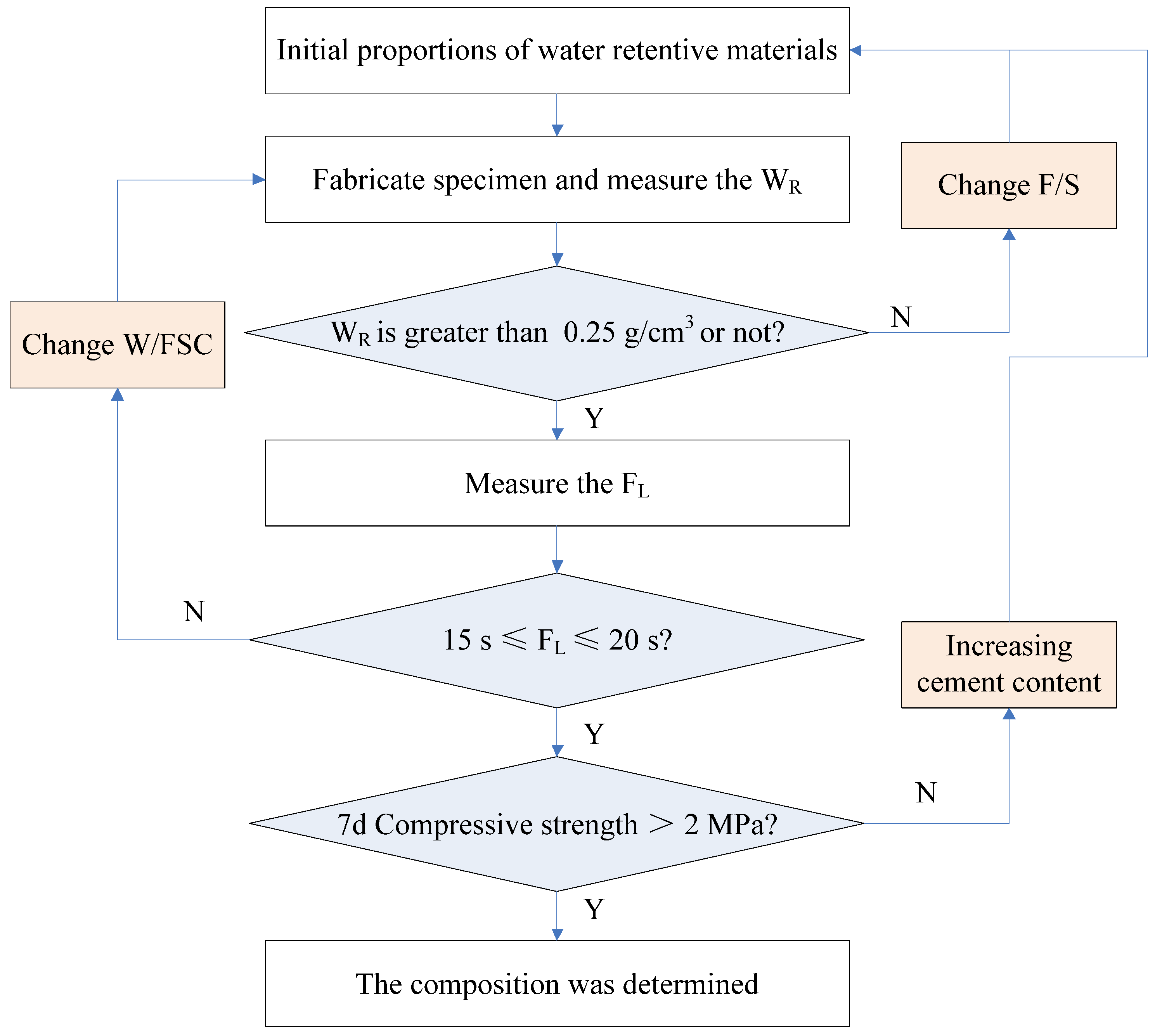
4.1. Design of Water Retentive Material
4.2. Preparation of WTCC
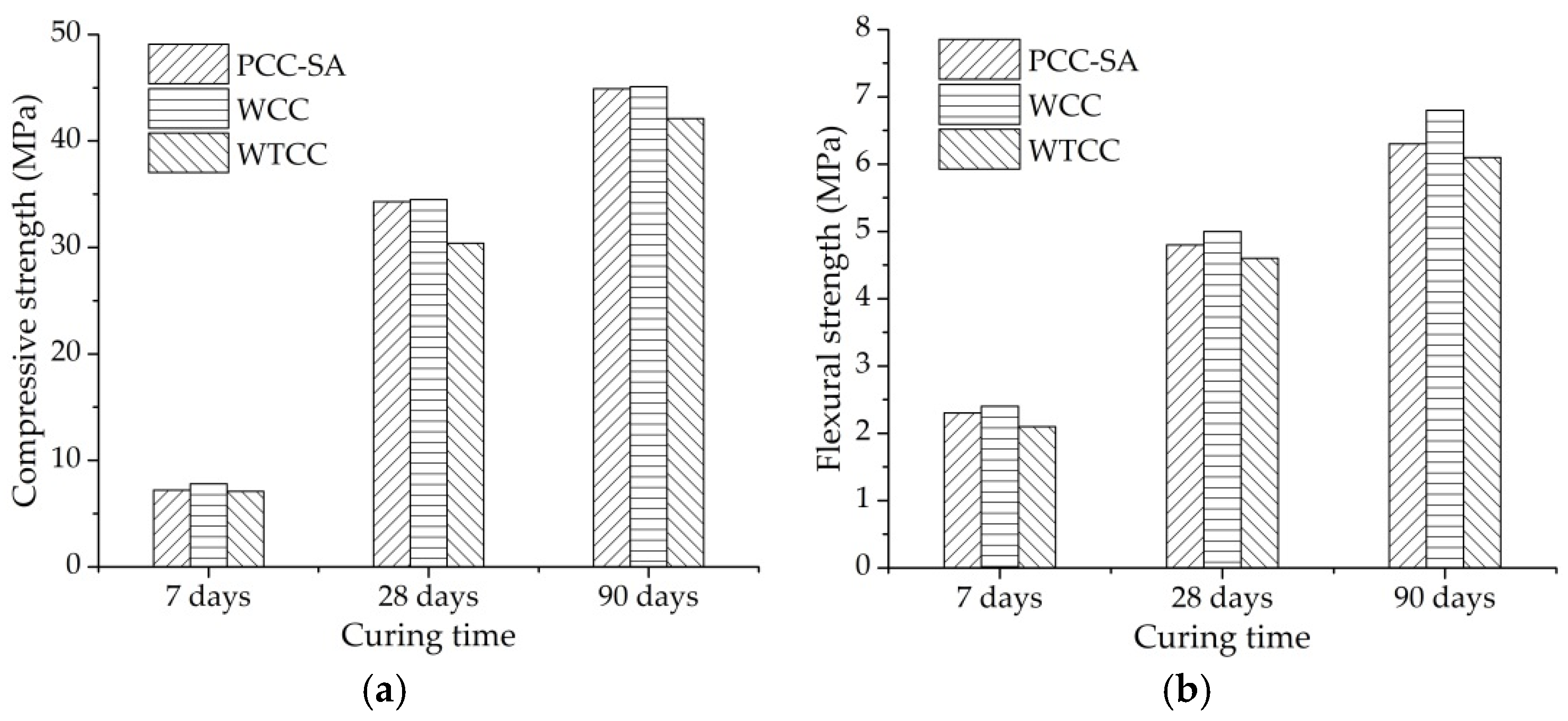
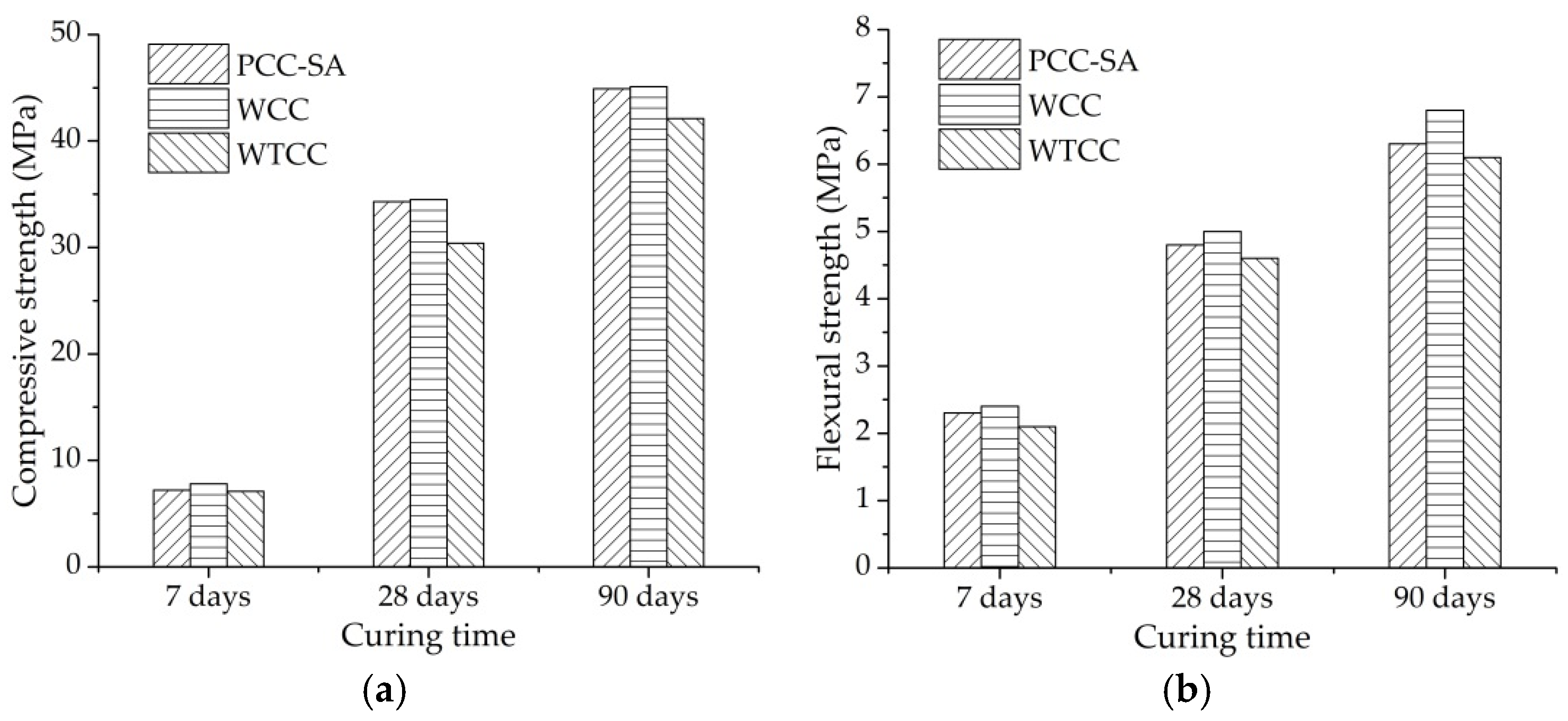
4.3. Mechanical Performance of WTCC
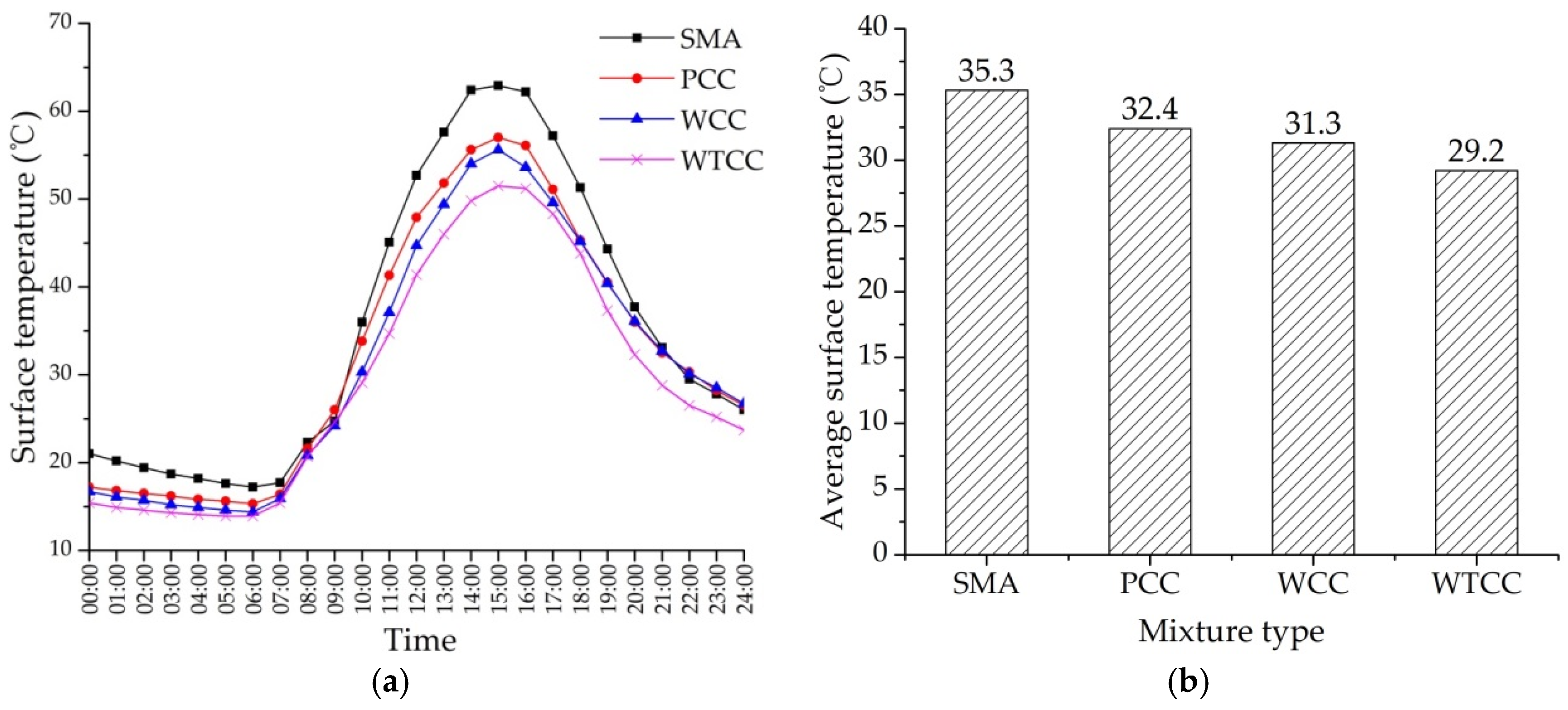
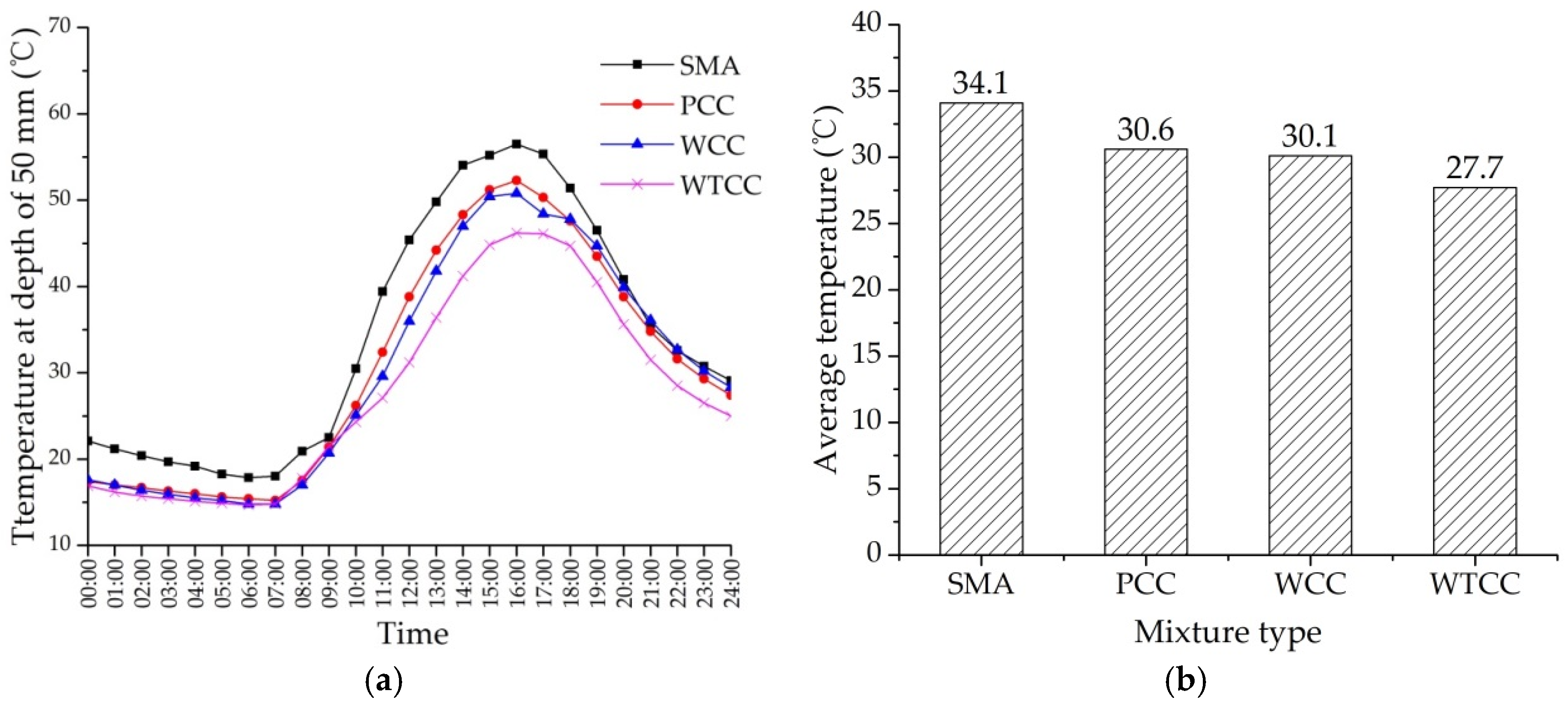
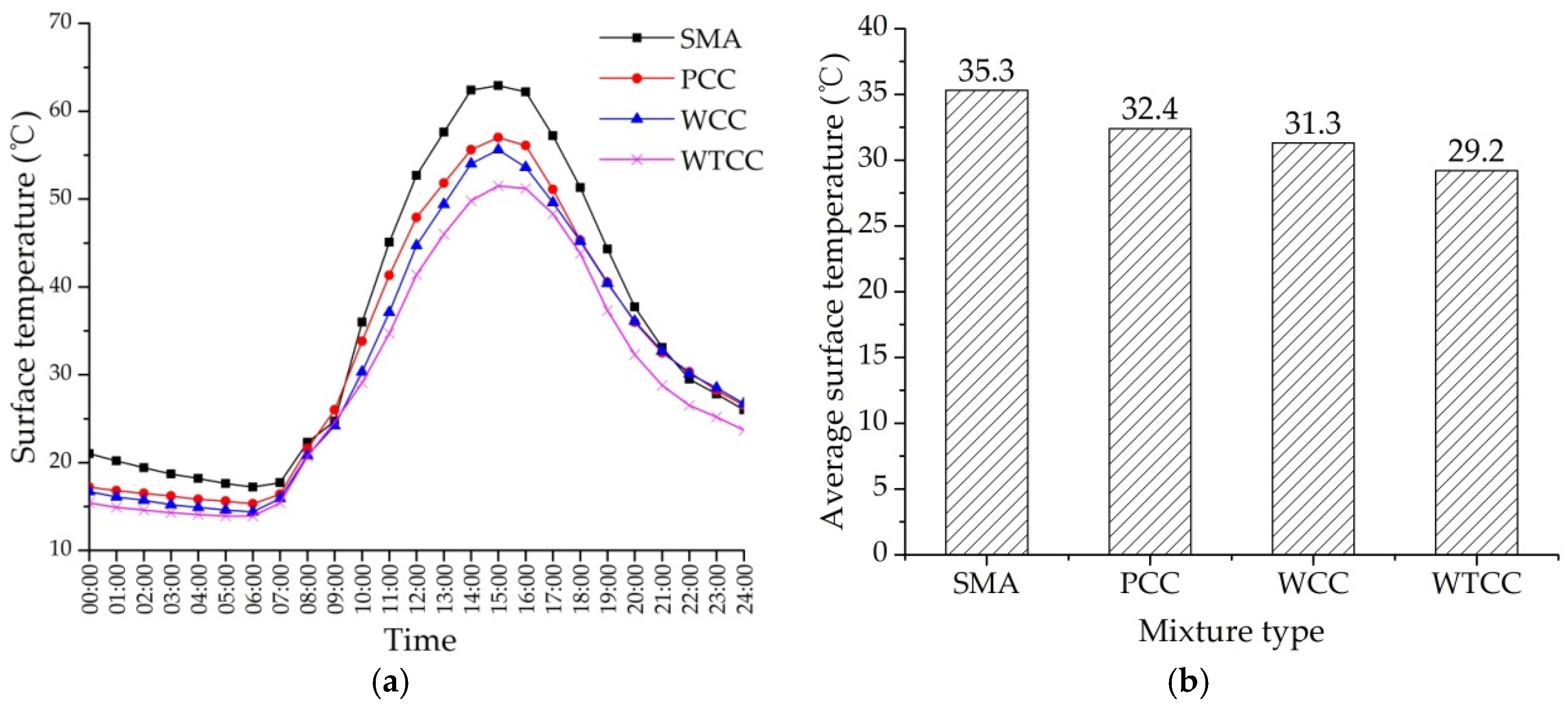
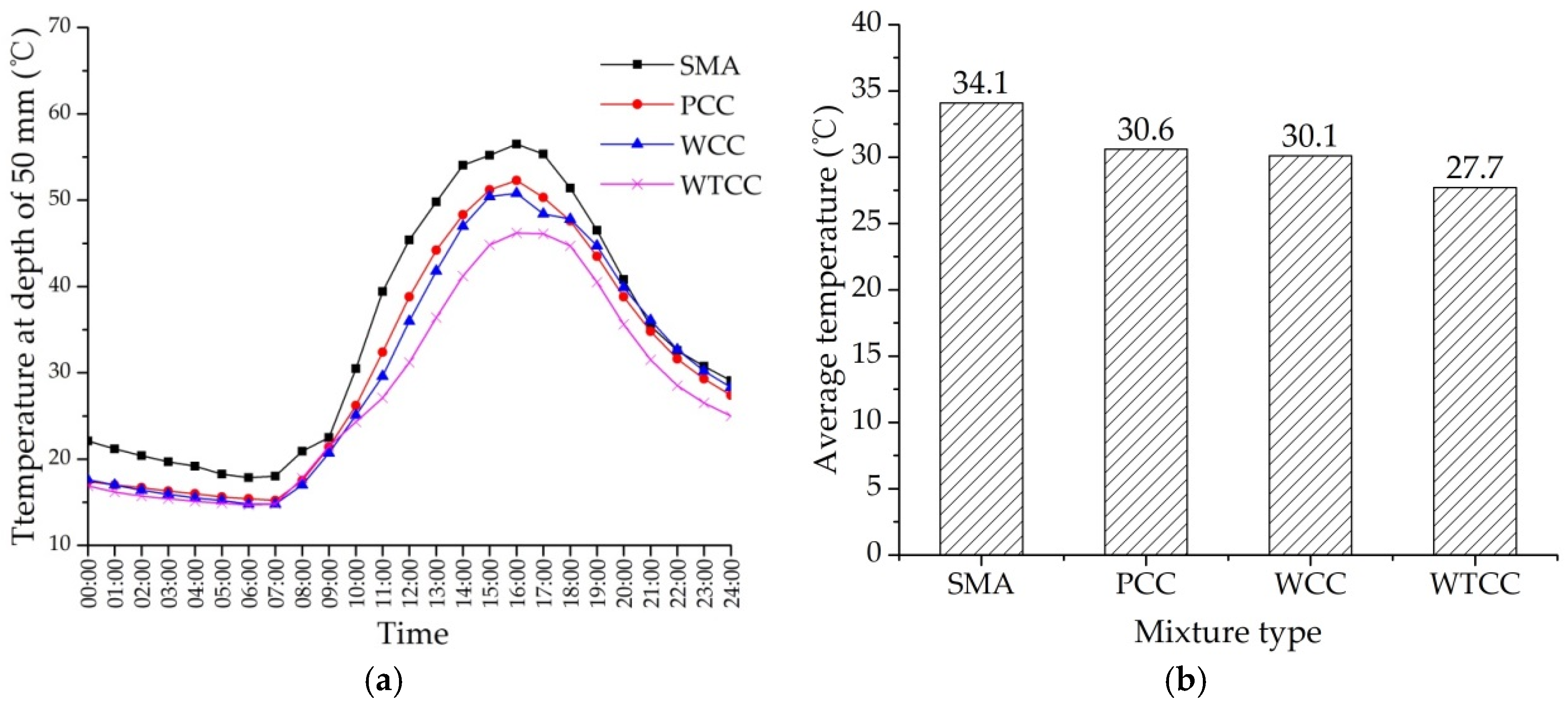
4.4. Cooling Effects of WTCC
5. Conclusions
- (1)
- Based on water retention capacity, fluidity, and compressive strength, the composition ratio of the water retentive material was determined. The mass ratios of fly ash, silica fume, cement, and water were determined as 65:35:15:63.9.
- (2)
- WTCC was prepared by pouring the water retentive material into PCC incorporating a thermal resistant aggregate. Even though the WTCCs used in the square, the bicycle lane, and the sidewalk were more appropriate, the WTCC has potential to be used in medium traffic roads based on the mechanical performance.
- (3)
- The water retentive material has benefits of improving the strength of pavements and temperature reduction. The freeze–thaw resistance of WTCC will be further evaluated in future tests.
- (4)
- Compared with SMA, PCC, and WCC, surface temperatures of WTCC decreased by 11.4 °C, 5.5 °C, and 4.1 °C, respectively, and internal temperatures decreased by 10.3 °C, 6.1 °C, and 4.6 °C, respectively. Results demonstrate that WTCC has superior cooling effects due to the lower thermal conductivity of porous cement concrete, the thermal resistant aggregate, and the water retentive material. WTCC can be used to efficiently to mitigate UHI effects.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Santamouris, M. Using cool pavements as a mitigation strategy to fight urban heat island—A review of the actual developments. Renew. Sustain. Energy Rev. 2013, 26, 224–240. [Google Scholar] [CrossRef]
- Jiang, Y.J.; Ye, Y.Q.; Xue, J.S.; Chen, Z.J. Thermal Resistant Stone Mastic Asphalt Surface and Its Antirutting Performance. J. Mater. Civ. Eng. 2018, 30. [Google Scholar] [CrossRef]
- Cheela, V.R.S.; John, M.; Biswas, W.; Sarker, P. Combating Urban Heat Island Effect-A Review of Reflective Pavements and Tree Shading Strategies. Buildings 2021, 11, 93. [Google Scholar] [CrossRef]
- Sen, S.; Roesler, J. Thermal and optical characterization of asphalt field cores for microscale urban heat island analysis. Constr. Build. Mater. 2019, 217, 600–611. [Google Scholar] [CrossRef]
- Nwakaire, C.M.; Onn, C.C.; Yap, S.P.; Yuen, C.W.; Onodagu, P.D. Urban Heat Island Studies with emphasis on urban pavements: A review. Sustain. Cities Soc. 2020, 63. [Google Scholar] [CrossRef]
- Wang, J.R.; Zhang, Z.Q.; Guo, D.T.; Xu, C.; Zhang, K. Study on Cooling Effect and Pavement Performance of Thermal-Resistant Asphalt Mixture. Adv. Mater. Sci. Eng. 2018, 2018. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Gu, X.; Hu, X.; Zhang, Q.; Dong, Q. Three-stage Evolution of Air Voids and Deformation of Porous-Asphalt Mixtures in High-temperature Permanent Deformation. J. Mater. Civ. Eng. 2020, 32, 04020233. [Google Scholar] [CrossRef]
- Santamouris, M.; Synnefa, A.; Karlessi, T. Using advanced cool materials in the urban built environment to mitigate heat islands and improve thermal comfort conditions. Sol. Energy 2011, 85, 3085–3102. [Google Scholar] [CrossRef]
- Zheng, M.L.; Tian, Y.J.; He, L.T. Analysis on Environmental Thermal Effect of Functionally Graded Nanocomposite Heat Reflective Coatings for Asphalt Pavement. Coatings 2019, 9, 178. [Google Scholar] [CrossRef] [Green Version]
- Pomerantz, M.; Pon, B.; Akbari, H.; Chang, S. The Effects of Pavement Temperatures on Air Temperatures in Large Cities; LBNL-43442; Berkeley Lab: Berkeley, CA, USA, 2000.
- Santamouris, M.; Gaitani, N.; Spanou, A.; Saliari, M.; Giannopoulou, K.; Vasilakopoulou, K.; Kardomateas, T. Using cool paving materials to improve microclimate of urban areas–Design realization and results of the flisvos project. Build. Environ. 2012, 53, 128–136. [Google Scholar] [CrossRef] [Green Version]
- Xie, N.; Li, H.; Abdelhady, A.; Harvey, J. Laboratorial investigation on optical and thermal properties of cool pavement nano-coatings for urban heat island mitigation. Build. Environ. 2019, 147, 231–240. [Google Scholar] [CrossRef]
- Sha, A.M.; Liu, Z.Z.; Tang, K.; Li, P.Y. Solar heating reflective coating layer (SHRCL) to cool the asphalt pavement surface. Build. Environ. 2017, 139, 355–364. [Google Scholar] [CrossRef]
- Cao, X.J.; Tang, B.M.; Zhu, H.Z.; Zhang, A.M.; Chen, S.M. Cooling Principle Analyses and Performance Evaluation of Heat-Reflective Coating for Asphalt Pavement. J. Mater. Civ. Eng. 2011, 23, 1067–1075. [Google Scholar] [CrossRef]
- Hassn, A.; Chiarelli, A.; Dawson, A.; Garcia, A. Thermal properties of asphalt pavements under dry and wet conditions. Mater. Des. 2016, 91, 432–439. [Google Scholar] [CrossRef]
- Wang, X.W.; Ren, J.X.; Gu, X.Y.; Li, N.; Tian, Z.Y.; Chen, H.Q. Investigation of the adhesive and cohesive properties of asphalt, mastic, and mortar in porous asphalt mixtures. Constr. Build. Mater. 2021, 276. [Google Scholar] [CrossRef]
- Stempihar, J.J.; Pourshams-Manzouri, T.; Kaloush, K.E.; Rodezno, M.C. Porous Asphalt Pavement Temperature Effects for Urban Heat Island Analysis. Transp. Res. Rec. 2012, 2293, 123–130. [Google Scholar] [CrossRef]
- Hassn, A.; Aboufoul, M.; Wu, Y.; Dawson, A.; Garcia, A. Effect of air voids content on thermal properties of asphalt mixtures. Constr. Build. Mater. 2016, 115, 327–335. [Google Scholar] [CrossRef]
- Wang, J.S.; Meng, Q.L.; Zhang, L.; Zhang, Y.; He, B.J.; Zheng, S.L.; Santamouris, M. Impacts of the water absorption capability on the evaporative cooling effect of pervious paving materials. Build. Environ. 2019, 151, 187–197. [Google Scholar] [CrossRef]
- Jiang, W.; Sha, A.M.; Xiao, J.J.; Wang, Z.J.; Apeagyei, A. Experimental study on materials composition design and mixture performance of water-retentive asphalt concrete. Constr. Build. Mater. 2016, 111, 128–138. [Google Scholar] [CrossRef]
- Yamagata, H.; Nasu, M.; Yoshizawa, M.; Miyamoto, A.; Minamiyama, M. Heat island mitigation using water retentive pavement sprinkled with reclaimed wastewater. Water Sci. Technol. 2008, 57, 763–771. [Google Scholar] [CrossRef]
- Geng, J.G.; Chen, M.Y.; Shang, T.; Li, X.; Kim, Y.R.; Kuang, D.L. The Performance of Super Absorbent Polymer (SAP) Water-Retaining Asphalt Mixture. Materials 2019, 12, 1964. [Google Scholar] [CrossRef] [Green Version]
- Ryms, M.; Lewandowski, W.M.; Klugmann-Radziemska, E.; Denda, H.; Wcislo, P. The use of lightweight aggregate saturated with PCM as a temperature stabilizing material for road surfaces. Appl. Therm. Eng. 2015, 81, 313–324. [Google Scholar] [CrossRef]
- Ryms, M.; Denda, H.; Jaskula, P. Thermal stabilization and permanent deformation resistance of LWA/PCM-modified asphalt road surfaces. Constr. Build. Mater. 2017, 142, 328–341. [Google Scholar] [CrossRef]
- Ryms, M.; Januszewicz, K.; Haustein, E.; Kazimierski, P. Thermal properties of a cement composite containing phase change materials (PCMs) with post-pyrolytic char obtained from spent tyres as a carrier. Energy 2022, 239, 121936. [Google Scholar] [CrossRef]
- Research Institute of Highway Ministry of Transport of China. Technical Specifications for Construction of Highway Aspahlt Pavements; JTG F40-2004; Research Institute of Highway Ministry of Transport of China: Beijing, China, 2004.
- Research Institute of Highway Ministry of Transport of China. Testing Methods of Cement and Concrete for Highway Engineering; JTG 3420-2020; Research Institute of Highway Ministry of Transport of China: Beijing, China, 2020.
- Hu, L.; Sha, A.M. Research on water-holding and cooling concrete design method and its performance. J. Funct. Mater. 2012, 43, 1348–1351. [Google Scholar]
- Ministry of Transport of the People’s Republic of China. Specifications for Design of Highway Cement Concrete Pavement; JTG D40-2011; Ministry of Transport of the People’s Republic of China: Beijing, China, 2011.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mixture Type | Binder | Aggregate | Water Retentive Material |
|---|---|---|---|
| SMA | SBS modified asphalt | Serpentinite | No |
| PCC | Cement | Serpentinite | No |
| WCC | Cement | Serpentinite | Yes |
| WTCC | Cement | High aluminum refractory aggregate | Yes |
| Properties | Value |
|---|---|
| Penetration (25 °C, 100 g, 5 s) (0.1 mm) | 66.2 |
| Ductility (5 cm/min, 5 °C) (cm) | 36.5 |
| Kinematic viscosity (135 °C) (Pa·s) | 1.965 |
| Softening point (°C) | 74.9 |
| Elastic recovery (%) | 99.0 |
| Properties | Value | |
|---|---|---|
| Specific surface area (Blaine method) (m2·kg−1) | 362 | |
| Normal consistency (%) | 28.0 | |
| Setting time (min) | Initial setting time | 230 |
| Final setting time | 295 | |
| Flexural strength (MPa) | 3 days | 4.2 |
| 28 days | 7.9 | |
| Compressive strength (MPa) | 3 days | 20.1 |
| 28 days | 44.5 | |
| Properties | SA | RA | Limits |
|---|---|---|---|
| Crushed value (%) | 6.8 | 26.8 | ≤30 |
| Los Angeles abrasion loss (%) | 5.6 | 28.4 | ≤35 |
| Apparent specific gravity (g·cm−3) | 2.964 | 2.830 | ≥2.45 |
| Bulk specific gravity (g·cm−3) | 2.896 | 2.732 | - |
| Water absorption (%) | 0.71 | 5.89 | ≤3.0 |
| Thermal conductivity (W·(m·K)−1) | 2.2 | 0.5 | - |
| Elements | Fly Ash | Silica Fume |
|---|---|---|
| SiO2 (%) | 38.29 | 85.6 |
| Al2O3 (%) | 22.83 | 0.81 |
| Fe2O3 (%) | 20.15 | 0.9 |
| CaO (%) | 1.18 | 0.3 |
| MgO (%) | 7.76 | 0.7 |
| Ignition Loss (%) | 15.2 | 1.0 |
| Na2O (%) | / | 1.3 |
| Specific surface area (m2/g) | 1.7 | 20.8 |
| Type | Materials Mass in One Cubic Meter/kg | AVvalid (%) | |||
|---|---|---|---|---|---|
| Cement | Silica Fume | Aggregate | Water | ||
| PCC-SA | 266 | 30 | 1427 | 107 | 19.5 |
| PCC-RA | 266 | 30 | 1395 | 121 | 21.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Hu, X.; Ji, X.; Chen, B.; Chen, H. Development of Water Retentive and Thermal Resistant Cement Concrete and Cooling Effects Evaluation. Materials 2021, 14, 6141. https://doi.org/10.3390/ma14206141
Wang X, Hu X, Ji X, Chen B, Chen H. Development of Water Retentive and Thermal Resistant Cement Concrete and Cooling Effects Evaluation. Materials. 2021; 14(20):6141. https://doi.org/10.3390/ma14206141
Chicago/Turabian StyleWang, Xiaowei, Xinyu Hu, Xiaoping Ji, Bo Chen, and Hongqing Chen. 2021. "Development of Water Retentive and Thermal Resistant Cement Concrete and Cooling Effects Evaluation" Materials 14, no. 20: 6141. https://doi.org/10.3390/ma14206141
APA StyleWang, X., Hu, X., Ji, X., Chen, B., & Chen, H. (2021). Development of Water Retentive and Thermal Resistant Cement Concrete and Cooling Effects Evaluation. Materials, 14(20), 6141. https://doi.org/10.3390/ma14206141